Embed Size (px)
Citation preview

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 1
1. APPLICATION
The vertical roller mill MLS3424A is used for grinding cement raw meal and the
raw material for building, chemical and ceramic industries.
2. SPECIFICATION
Plant data
Work capacity: 165t/h (wearing evening)
Feed size: ≤85mm
Feed water content: ≤12%
Wearable capability(consuming electricity guide line) <8.49kWh/t
Out feed size: <16%R 0.09mm
Speed of grinding track: 24.5rpm
Inching speed of grinding track: 0.5rpm
Main motor Type: YRKK710-6
Power: 2100kW
Voltage 6600V
Speed: 994rpm
Auxiliary motor
Power: 45kW
Speed: 1480rpm
Allowable volume of injection water into the mill (for three nozzles) : <7.5m3/h
(The actual volume of injection water into the mill is determined by the craft)
Pressure of injection water: 0.3Mpa
Temperature of injection water: <25oC
Total volume of using water: 28m3/h
Total installed power: 2300kw (approx.)
Total weight (excluding electric devices and driving units):327210kg (Not
including the weight of main motor、main reducer、electrical controlling device

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 2
and DSK-1600 three gates)
2.2 Technical characteristics for each component
2.2.1 Grinding rollers
Number of rollers: 3
Diameter of roller: 2450mm
Width of roller: 800mm
Grinding power of roller(one roller) 1235kN
2.2.2 Tension device
Hydraulic tension cylinder (with accumulator): 3sets
Operating pressure: 20Mpa
Structure of oil cylinder double function cylinder
Nitrogen pre-pressure of accumulator: (0.33-0.66) ×20Mpa
Oil cylinder working pressure 20MPa
Motor of hydraulic station:
Power: 7.5kW
Speed: 1450rpm
Power of electric heater: 2×2kW
2.2.3 Main reducer(Unsupplied, the purchaser should buy the main motor by
themselves according to the ordering require by bargainer)
Speed of input shaft: 994rpm
Speed of output shaft: 24.5rpm
Low pressure pump of hydraulic station:
Power: 2×15kW
Speed: 1450rpm
High pressures pump of hydraulic station:
Power: 4×15kW
Speed: 1450rpm
Motor for heated oil circulating loop:

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 3
Power: 4×6kW
Volume of cooling water through
Cooler: 45m3/h
Pressure of cooling water: 0.2Mpa
Temperature of cooling water: <28 oC
2.2.4 Classifier
Number of classifier vanes: 90
Range of speed: 9-90rpm
Motor type YP2280S—4
Power 75kW
Frequency conversion range 3~100Hz
Gear nominal transmission ratio: 17.77
Cooling fan type G280—A
Power 370W
Speed 1400r/min
2.2.5 Sealing air fan
Type of fan: MF10-19-13No6.2A sealing fan for cement mill,
Outlet : turn right 90°
Power of motor: 22kW
Speed: 2940r/min
Air flow: 3650 m3/h
Air pressure: 9000Pa
2.2.6 Overrunning clutch
Air used in cylinder: little (use when action)
Air pressure: 0.3Mpa
2.2.7 Auxiliary reducer (supplied by Flender, Germany)
Input speed: 1480rpm
Nominal transmission ratio: 77

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 4
Output speed: 19.22r/min
Speed of grinding plate: 0.5r/min
3. Design and functional description
3.1 Principle of operation
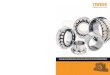
The rollers of the mill are pressed by hydraulic tension system. The classifier
is driven by frequency control motor, which is of variable speed. See fig. 1 for the
overall design of the mill.
Three grinding rollers are fitted under the pressure frame; the grinding roller
module is composed by thrusting component and splice joint module. The tension
force produced by three tension rods is transmitted trough the pressure housing
Discharge outlet
Shell of classifier
Frame
Hot air inlet
Hydraulic cylinder
Driving device of classifier
Lubricate oil
Dynamic vane of classifier
Static vane of classifier
Feed inlet
Pressure bracket Roller
Air ring
Table
Main motor
Auxiliary motor Auxiliary gear box
Main gear box Foundation

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 5
onto three rollers, then to the material bed between grinding roller and grinding
track, form forcing close annular body between the groundwork、tension rod、
frame 、grinding roller、 grinding track and reducer. An accumulator is fitted in
each hydraulic tension system as a shock absorbing system. The grinding track is
rotated by main drive through the reducer, and the grinding rollers are rotated
under the action of friction caused by grinding track. The grinding track turning
transmit the torque moment onto the frame trough the grinding rollers, then the
force is transmitted to the machine casing by pressure frame along circumferential
direction.
The material to be ground is fed to the mill down a feed chute on one side of
the mill into the grinding area where it is drawn in between the grinding rollers
and the grinding track and ground by compression and friction. It is then pushed
outward over the edge of the grinding track. The stream of gas flowing in all
around the nozzle ring can prevent the material falling down through the nozzle
and also allow the foreign bodies with high specific gravity to fall down through
the nozzle and be discharged out of the mill by scraper track. The ground material
to a certain degree of fineness is carried up by the stream to the classifier where
the oversize is separated out by gravity and centrifugal force. The finished meal is
discharged by air while the coarse particles are returned to the grinding track for
regrinding.
According to tests on site, it takes the feed material about 30 time’s
circulation (grinding-going up with stream-falling down-regrinding) before the
material reaches the finished fineness. Therefore the mill is also a high efficient
suspension dryer when grinding wet material with hot gas. The temperature goes
down from 300 ℃ at nozzle ring to 100℃ at the place one meter above the vane.
This is one of reasons why the MLS3424A mill can grind cement raw meal with
high moisture.
Compared with ball mill, the major advantages of MLS3424A mill are:

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 6
higher grinding efficiency, shorter process flow and lower specific power
consumption. Furthermore, the grinding of material is done under limited
pressure.
Since the mill housing is large, low flow rate can be obtained though the inlet
air volume is large. Based on this, the wear caused by injection and loss of
pressure is reduced; therefore the mill can be fitted with a small capacity hot gas
fan.
The grinding parts on grinding rollers and grinding track are replaceable
segments which are made of wear-resistant material.
3.2 Structure of a MLS mill
You can see from fig. 1 that the major components of a MLS424A mill are:
mill frame, mill foundation, grinding track, grinding rollers, tension system,
classifier and sealing air pipelines.
3.2.1 Mill driver
The mill driver consists of main motor, conical planetary reducer, low-speed
auxiliary reducer and auxiliary motor.
The main motor is three-phase asynchronous electric motor, air cooling,
started by liquid resistance.
The first stage of conical planetary reducer is of conical gear and second
stage planetary gear. The second stage is parallel shaft gear; the third stage is
planet gear. The output shaft is vertically mounted. Under the bottom of the
output shaft there are several babbitt thrust bearings. The reducer bears the
gravity of grinding parts and the vertical component force produced by tension
system. The shell of the reducer is of welding construction.
The first stage of auxiliary reducer is of conical gear and the second and third
stage cylindrical gear. The auxiliary drive slowly rotates the main drive via
auxiliary reducer and overrunning clutch. After the starting of main drive, the
overrunning clutch disengaged and auxiliary driving system shut down.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 7
3.2.2 Grinding track
The molten grinding track is placed and bolted on top of the reducer
according to transmitting torque moment. The removable grinding liner is
supported by the grinding track. The segments rest against the wedge-shaped rim
on the outer edge of the grinding track. On the opposite side towards the inner
hollow in the grinding track, they are fastened by clamping plates. The geometry
of segments determines the inclination of the grinding rollers, the angle between
the normal and vertical line at the contact point of grinding roller with segments
is 15 degrees.
The nozzle ring is located between the grinding track and the mill housing.
Gases flow through the inlet channel into the area underneath the nozzle ring
from where they are sucked upwards through the guide channels due to negative
pressure inside the mill. The material to be ground is spread to the grinding area
according to pre-determined direction resulting from the gases flow above the
nozzle ring and the action of pressure difference in the grinding cavity. Foreign
bodies that pass the guide channels fall into the area underneath the nozzle ring
where they are discharged out of the mill by a scraper. In case of material spillage
the cross-section of the nozzle ring can be reduced by covering the nozzles and
thus air velocity and lifting force can be increased.
3.2.3 Grinding rollers
The three stationary grinding rollers are staggered 120 degrees and fastened
with their pressure brackets to the pressure housing so that their being carried in
rocker mountings allows them to deflect on encountering obstacles in the
grinding track.
The body of grinding roller is made of steel plate by welding .The segments
of grinding liners are fastened by clamping plates, which are easy to replace. The
shielding plates are mounted on the outer surface of pressure brackets to prevent
the wear of bracket caused by fluid material.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 8
3.2.4 Tension device
Pre-loading of the grinding rollers is by hydraulic tension device. Pressure is
transmitted to the rollers via the pressure frame to which pressure yokes of the
rollers are fastened .The grinding force of grinding rollers is thus applied on the
material bed between grinding rollers and grinding track. An accumulator is fitted
on each hydraulic tension cylinder as a shock absorbing system.
Hydraulic system can also be used to lift the pressure frame. When doing this,
the plates which connect the pressure frame and grinding rollers should be
removed firstly and the grinding rollers should be fixed with handling tools. The
pressure-relief valve of hydraulic system should be down-loaded when removing
the plates which connect pressure housing and grinding rollers since the hydraulic
cylinders don’t have the pressure to lift the grinding rollers when acting upward.
3.2.5 Classifier
The mill is equipped with dynamic and static classifier to suit for more
abroad fineness requirements. Classifier is mounted on top of machine shell with
one rotary impeller. The rotary vane will be driven by frequency control motor 、
the reducer realize infinitely variable speeds, revolution of classifier can be
adjusted by frequency control motor. First time powder selection will be carried
out in still grid drum at outer side of rotary impeller
The higher of the classifier speed, the finer of the finished product and vice
versa. Since the fineness of the finished product is also affected by such factors
as temperature humidity and air pressure. It is impossible to find out the
relationship between speed of classifier and the fineness of finished product. The
relationship can only be determined during commissioning.
The classifier shaft is borne in a reinforced part of the classifier housing by
means of two self-aligning roller bearing and one axial bearing. The bearings
have no dust caps with them since the inside of their support is in sealed state.
The bottom of the classifier drive is sealed by means of the differential pressure

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 9
between the atmospheric pressure and the negative pressure inside the mill. The
bearings are periodically lubricated by grease.
3.2.6 Mill frame
The mill frame consists of frames of welded construction, the joints of
frames are welded on site, the mill frame is provided with a maintenance door, an
access door and a manhole and three equally distanced water injection devices,
the mill base is welded with foundation plate and the mill frame is fastened to
classifier by bolts. Wear-resistant and replaceable liners are placed on the inside
wall of mill frame above the pressure frame to prevent the pressure frame from
damaging the inside wall of mill frame when it moves.
3.2.7 Sealing air part
The sealing air part prevents dust leaking into the grinding roller bearing
system. The sealing air produced by the sealing air fan inserted in to the grinding
roller bearings through the pipes mounted upon the mill housing. A knuckle joint
is fitted in the pipe in order to prevent the movement of grinding rollers to affect
the connection.
Since there is negative pressure in the mill and sealing air escapes from the
ring-shaped area, no dust can get into the sealing and bearing part. The pressure of
sealing air is monitored by means of contact manometers and pressure of sealing
air should not be lower than 5000Pa.
4. Operating
4.1 Preparations before starting the mill
When the mill has been down for any length of time, e.g. during repair work,
we recommend to check the connections of each part. The oil level of the various
units, the positions of various valves, etc. All supply units up to the mill feeder
have to be filled with material to make sure that material is supplied to the mill as
soon as the feeder is switched on. Otherwise there is a danger that the mill charge
is not enough. When the mill has been emptied, sufficient material has to be fed so

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 10
as to provide a grinding bed of about 60mm.
4.2 Main items for Checking
The following items have to be checked before starting the mill;
Check that the oil filters of hydraulic units are not blocked; check that the water
pipes of oil coolers are not blocked.
Check that the pressure of hydraulic tension system is in conformance with the
values specified by the manufacturer. If not it has to be set according to the
instructions of the manufacturer.
4.3 Switch –on sequence
4.3.1 Open the ball valve (14) of hydraulic tension system, and then switch on the
power.
4.3.2 Switch on the oil heaters of reducer and the hydraulic tension system、three–flap
gate hydraulic unit.
Switch on the electricity heaters before the oil temperature of hydraulic unit of
reducer reaches 35℃ . Switch on the electricity heaters before the oil
temperatures of the hydraulic units of three–flap gate and hydraulic tension
system reach 20℃. In case of low ambient temperature heat up the gear and
hydraulic unit by hot air until the oil pump can be put into operation. When the
temperature indicated by contact thermometer of reducer exceeds 38oC, switch
off the heaters. When the temperature indicated by contact thermometer of the
hydraulic units of three–flap gate and hydraulic tension system exceeds 35oC,
switch off the heaters.
4.3.3 Switch on the sealing air fan motor.
4.3.4 Switch on the small oil pump in the classifier reducer.
Three minutes later, switch on the fan of motor drive and the motor drive of
classifier.
4.3.5 Switch on the low pressure pump when the temperature of reducer oil exceeds
38°C.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 11
4.3.6 Switch on the low pressure pump motor of reducer hydraulic station four
minutes later and when oil outlet pressure of low pressure pump reaches
0.1MPa, switch on motor of high pressure pump.
4.3.7 Switch on the intelligent pressure transmitter (11) of hydraulic tension system.
Switch on the oil pump motor (3) when the temperature indicated by the
thermometal thermometer (19) exceeds 20 . It is allowed to switch on oil ℃
pump motor only when the pressure of intelligent pressure transmitter (11) is
lower than 13MPa, and it will be automatically switched on when the pressure
is lower than this value during the operation of the mill, and oil pump motor (3)
will be shut down and the system is in pressure- keeping state when pressure of
intelligent pressure transmitter (11) is≥ 20MPa.
4.3.8 Switch on pump motor of three–flap gate (5) and electric liquid change-over
valve (19/1—3) when temperature of electric contact thermometer (2/1)
exceeds 20 . And there are three electric liquid change℃ -over valves in total,
and switch-on sequence is as follows: switch on electric liquid change-over
valve(19--1), which will disengage after 1.5 seconds; after 1/6 second, switch
on electric liquid change-over valve(19--2), which will disengage after 1.5
seconds; after 1/6 second, switch on electric liquid change-over valve (19--3),
which will disengage after 1.5 seconds; after 1/6 second, switch on electric
liquid change-over valve (19--1)… … periodically acts according to this
sequence and period of action is 5 seconds.
4.3.9 Switch on overrunning clutch. When switching on high pressure pump motor of
reducer hydraulic station and after two minutes later and when oil outlet
pressure of high pressure pump reaches (4-15) MPa, switch on change valve 2/1
and make cylinder motion and clutch joggle 1/1 and force stroke switch to
switch on.
4.3.10 If resistance thermometer temperature of static pressure bearing in reducer is
lower than 60 and after stroke switch of over℃ running clutch 1/1 is switched

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 12
on one minute, switch on auxiliary motor.
4.3.11 Switch on main motor. When pressure of 16 pressure switches in reducer
hydraulic station exceeds (4-15) MPa and auxiliary motor is switched on over
40 seconds, and change valve (2/1) of overrunning clutch is shut down over 7
seconds, switch on main motor. When revolution of main motor exceeds
output revolution of auxiliary reducer, overrunning clutch will automatically
disengage, and force stroke switch (1/2) switch on 1 second, that is, switch on
change valve (2/2) of overrunning clutch, auxiliary motor will disengage. In
order to guarantee the safety, set pin on overrunning clutch should be plugged.
Mill will be in normal operation state when all the various systems are in
normal operation.
4.4 Monitoring
4.4.1 Alarming
a. When the absolute vibration speed of vibration sensor mounted on the reducer is
more than 5mm/s.
b. Oil level in oil tank of reducer hydraulic station is lower than down alarming limit
or higher than up alarming limit.
c. When differential pressure of rough filter in reducer hydraulic station P △
≥0.05MPa.
d. When differential pressure of fine filter in reducer hydraulic station P ≥0.05MPa.△
e. Oil temperature of low pressure oil outlet in reducer hydraulic station t>45°C or t
<38°C.
f. When oil pressure of low pressure oil outlet in reducer hydraulic station
p<0.12MPa, it will send alarm, and at the same time spare pump motor starts, when
pressure p≥0.4MPa, spare pump motor shuts down. When pressure P>0.5MPa, it
will also send alarm.
g.When the temperature of resistance thermometer of five bearings in reducer is
higher than 60℃.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 13
h.When the temperature of resistance thermometer of four static pressure bearings in
reducer is higher than 60℃.
i. Oil pressure of high pressure oil outlet in hydraulic station of reducer P≥20MPa.
j. Low pressure pump motor in hydraulic station of reducer overloads.
k. High pressure pump motor of reducer hydraulic station overloads.
l. Differential pressure of heat exchanger in hydraulic station of reducer △P≥
0.1MPa.
m. Differential pressure of oil filter (5) in hydraulic station of tensioning device △P
≥0.35MPa.
n. Oil level of hydraulic level control device (16) in hydraulic station of tensioning
device is lower than alarm oil level.
o. Pressure of intelligent pressure transmitter in hydraulic station of tensioning device
P ≤11.5MPa.
p. Armor thermal resistance of mill roller bearing is higher than 100℃.
q. Differential pressure of oil filter (14) in hydraulic station of three-flap gate △P≥
0.35MPa.
r. When oil level of hydraulic level signaler (18) in hydraulic station of three-flap gate
is lower than the alarm position.
s. Any pressure of intelligent pressure transmitter of sealing air (1-3) is less than
5000Pa.
t.Anyone of three hydraulic pressure cylinders in three-flap gate has no action
within10 seconds.
4.4.2 Main motor shut down
a. When the absolute vibration speed of the vibration sensor mounted on the reducer
is more than 10mm/s.
b. Oil level of oil tank in hydraulic station of reducer unit is lower than down limit
oil level for shut down.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 14
c. Oil pressure of low pressure oil outlet in hydraulic station of reducer unit is less
than 0.1MPa.
d. Oil pressure of high pressure oil outlet in hydraulic station of reducer unit △P≤
(4-15) MPa.
e. Temperature of resistance thermometers of five bearings in reducer unit is higher
than 65℃.
f. Temperature of resistance thermometers of four static pressure bearings in reducer
unit is higher than 65 .℃
g. Oil level of oil level control device (16) in hydraulic station of tensioning device
is lower than lowest oil level.
h. The pressure of pressure relay (10/4) of hydraulic tension system is not more than
10Mpa.
i. Oil level of hydraulic oil level signaler (18) in hydraulic station of three–flap gate
is lower than the lowest oil level.
j. Armor thermal resistance of mill roller bearing is higher than 120℃.
k. Any pressure of intelligent pressure transmitter (1—3) in air seal unit is less than
4500Pa.
1. Anyone of three hydraulic pressure cylinders in three-flap gate has no action
within15 seconds.
4.4.3 Tension device unlade
a. Automatic operation
The manual two-position-four-way change valve (8) is at working position, ball
valve (14) opens, switch on pressure relay (10/1) and solenoid valve (12).
b. Manual operation
Switch off the solenoid valve (12), open the ball valve (14) and place the manual
two-position-four-way change valve (8) in non-operation position.
4.5 Switch off sequence
4.5.1 The mill is normal operation.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 15
4.5.2 Switch off the main motor and the oil pump motor of three gates hydraulic unit.
4.5.3 Switch off the oil pump motor (3) of hydraulic tension system. Switch on the
solenoid valve (12). The system now begins to release pressure. Switch off the
solenoid valve (12) when P=0 and the solenoid valve restores its normal
position by spring. If manual operated, it will suffice to change the position of
the manual two –position-four-way change valve(8) .
4.5.4 Switch off the high pressure pump motor of reducer five minutes later after the
main motor is switched off.
4.5.5 Switch off the low pressure pump motor of reducer five minutes later after the
high pressure pump motor is switched off.
4.5.6 Switch off he small oil pump motor of classifier reducer three minutes later after
the motor drive of the classifier is switched off.
4.5.7 Switch off the sealing air fan motor.
4.5.8 Switch off power and water supply.
4.6 The lifting up and lowering down of pressure frame.
Since the hydraulic tension system is a pressure-keeping system, the oil in upper
and lower chamber of cylinder can not flow freely. Therefore, the following
works have to be done if the lifting up or lowering down of pressure frame is
needed.
4.6.1 Lifting up the pressure frame (manual operation)
Place the manual two-position-four-way change valve (8) in non-operation
position and close ball valve (14).
Manually start oil pump motor (3) and oil comes into the lower chamber of oil
cylinder as the pressure goes up, which results in lifting up the pressure frame
when the pressure frame is clamped or reaches the upper limit, the discharge
valve (13) acts as a protecting element. 4.6.2 Lowering down of pressure frame by its gravity
Place the manual two-position-four-way change valve (8) in operation position

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 16
and close ball valve (14). It’s not necessary to start the oil pump motor (3) for
lowering down the pressure frame just slowly open the cut-off valve (7/3) and
the pressure frame will fall down slowly by its gravity. The falling speed is
adjusted by the cut-off valve (7/3).
See fig.2 for motion depicting and linkage relation of electrical element
when staring, monitoring, closing down and lifting and descending of pressure
frame. The numbers under electrical element at this diagram are the numbers at
its hydraulic system and air passage schematic diagram. See the No.10 segment
for hydraulic system and air passage schematic diagram. Among the rest, for
reducer hydraulic pressure station schematic diagram and three gates hydraulic
pressure station schematic diagram, please see their respective specification.
5. Assembly
5.1 Assembly of foundation parts
Foundation parts comprise all parts to be placed into the foundation on which the
mill together with the classifier and drive units are mounted.
5.1.1 Assembly of main equipment base
In order to be convenient for transportation, main equipment base is divided into
eight pieces (foundation frame, housing support, reducer base) for delivery, and will
be preassembled and marked in manufactory.
When mounting main equipment base, ground gauge and tape will be adopted for
measuring center location (refer to relevant assembly drawings), bottom hinged point
of tensioning device will be taken as reference during measurement, and main
equipment base should be measured by gradienter so as to guarantee the level degree.
Before main equipment base is mounted, all reference points (for example: mill
center) have been determined and confirmed by site engineer in charge of mounting,
and must keep identical with foundation scheme drawings. Foundation surface of one
time grouting should be cleaned, for example: cut steel reinforcement ribs that are
higher than plane to avoid interference with main equipment base. Pad for supporting

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 17
I-bar and shims below main equipment base will be put at appointed location of one
time grouting top surface. And foundation bolt s and foundation bolt box will be put
in holes reserved for one time grouting, and then grout after correct location is found,
both level degree and standard height can be measured by gradienter.
Reducer base will be delivered in one piece, and distortion and surface scratch are
not allowed during transportation. Before mounting, anti-rust paint or other impurities
on machined surface of reducer base should be removed. Central location of reducer
base and central location of main equipment base must reach superposition (that is:
refer to bottom hinged point of tensioning device).
After reducer base that will be delivered in bulk and connecting plates of
foundation frame are screwed, readjust and level up reducer base and screw down
foundation bolts.
Then, mark on reducer base by chalk or paint, and measure by water level with
tolerance of 0.05mm/m, and it can be adjusted by using pad if not reach tolerance
requirements. First, measure four corners on reducer base, adjust I-bar if deviation is
big, if within tolerance range, that is, measure other measured point in top plane and
make a record.
After main equipment base is put into foundation, additional steel rib bunch for 30
holes with diameter of 180 on main equipment base will be hanged, and vertically
pointing to foundation. Additional steel rib bunch for 12 holes with diameter of Φ125
on reducer base will be hanged, and vertically pointing to foundation.
After aforesaid work is finished, reducer base and foundation frame will be
welded according to relevant assembly drawings. And supporting base of housing and
foundation housing will be welded. After welding, distortion should not occur. And
remeasure reducer base and level up, if distortion occurred due to welding, it is
suggested to grind surface and maximum is 0.05mm/m (arithmetic average value).
When reducer base, foundation housing and housing base are mounted and
finished adjustment, second time grouting can be carried out for these pieces.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 18
According to design requirements of drawings, distance between top plane of second
time grouting and top plane of reducer base should be less than 25mm and concrete
must go through sufficient vibration in vibrator so as to fill in the whole space. Notes:
this is only grouting for inside of reducer base, concrete passes central grouting
entrance from top and enter reducer base.
5.1.2 Assembly of motor foundation
The motor foundation is delivered to locale integrally.
Firstly, clean one time grouting concrete surface, and set foundation bolt
boxes(Make sure the setting place is what drawing requests), foundation bolts and
I-bar spacer and washer required by the same method of setting main machine support.
Secondly, set motor foundation, and adjust its axial direction, height, center line by
appropriate apparatus, then weld it on reducer foundation, and grind to smoothness
after welding. Then hang tendons at 46 holes of Ф50, making them extend in base.
After finishing the above work, weld reinforcing-bar and component in
foundation bed.
5.2 Assembly of mill components
Mill components are those parts which are mounted on the foundation parts.
5.2.1 Reducer
The reducer of the mill serves as a support of the grinding parts and as a means of
speed reduction of the mill motor. The reducer is a very important and heavily used
component of the MLS mill. The quality of main contact surface of reducer should be
ensured during transport and assembly. The reducer should be conveyed integrally,
and auxiliary reducer, overrunning clutch and reducer hydraulic pressure station
should be conveyed singly.
5.2.2 Assembly of reducer
Prior to its assembly and transportation to the mill foundation the reducer has to
be lifted by means of hydraulic pumps or other adequate lifting devices in order to be
able to check whether the reducer bottom is absolutely clean and smooth. Ensure that

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 19
the reducer is wedged and secured against dropping or skidding before the underside
is checked. The reducer base has to be free from dirt and remaining protective paint.
And check the reducer base for any unevenness such as hammer blows center punch
marks etc.
Place the I-bar (80mm height) on the slide rails and the I-bar can be tack welded
at the unimportant points on the slide rails. Then the reducer is pushed on top. And
stack up enough rolling bars which diameter must be more than 60mm, and which
surface must be smooth. The reducer is drawn onto reducer support by gin type tools.
Put all bolt holes in order, and jack reducer up by hydraulic jack in order to shift the
rolling bars out. Check that the contact surface is smooth or not again. Put down the
reducer, and check the gap between contact surfaces by spacer gauge. The maximal
gap shouldn’t be more than 0.05mm. The adjusting pins are embedded after adjusting
the place and gap of reducer. The T type bolts are screwed down by limiting moment
spanner. After assembling bolts and pins at reducer and support, wedge them by
wedge iron.
Consult assembly specification of reducer for its detailed assembly instructions.
5.2.3 Assembly of hydraulic cylinders with pressure accumulators
For reasons of an improved accessibility we recommend that the three hydraulic
cylinders with the pressure accumulators are mounted in the tie rod eye provided for it
at the foundation housing before the mill base is assembled. Please pay attention to
the distance rings.
5.3 Assembly of frame
At one hand, frame is the support of classifier and contains reducer. At the other
hand, frame can guide direction of sirocco, collect and d remove impurities and heat
insulating layer is also filled in the frame.
5.3.1 Assembly of frame
Because of restricting of transportation condition, the frame is disassembled to
six segments and conveyed to locale. But it should be preassembled at production

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 20
plant, and bolting plate should be saved in order to spotting when welding on site.
Each segment is carried on support of main machine, and set well according to
the method which drawing requests. The six segments of frame are bolted at position
of bolting plate by bolt. Then the frame is azimuth adjusted and localized spot
welding.
5.3.2 Adjustment of frame
The frame is now aligned axially and centrally to the mill center. The longitudinal
and crosswise axis with the fixed axes of the mill foundation and gearbox is plumbed
by means of a sounding lead. It is of major importance that the center of the frame
corresponds to the center of the reducer. The permissible tolerance amounts to a
maximum 0.5mm.
5.3.3 Welding of mill frame
Once the mill frame is aligned it is welded the six parts together according to
corresponding drawing, rubdown the inferior extremity of the weld bond, cut off the
plywood, then weld the frame on the main equipment base. Erenow, weld insulation
bed and weld ported air ring bracket according to the drawing.
5.3.4 Pouring of main equipment base
After aforesaid work is finished, that is, pouring of the whole foundation should
be intact and foundation should be provided with smooth surface.
After pouring concrete, heat insulating material should be mounted in the heat
insulating layer of the frame, and it should be paid attention that bolt head must not be
exposed outside the plane, otherwise scraper will be scratched.
5.4 Assembly of grinding track
The grinding track is delivered in one part. Once the grinding track is brought to
the mill foundation it is to be placed on a stack of wooden beams or ties which should
have a height of approximately one m.
5. 4. 1 Assembly of grinding track seat
The bottom flat of grinding track and the top flat of reducer should be cleaned

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 21
before assembly, and the rabbet dimension is measured again, then the assembly bolt
pins are screwed on grinding track seat. At this time, the grinding bowl is hoisted and
set on reducer by hoisting equipment. The maximal space between grinding track and
reducer is 0.1mm before screwing down bolts. The grinding track seat couldn’t be
declining in order to prevent disable of rabbet plate. Finally bolts are screwed down
by limiting moment spanner.
5. 4. 2 Assembly of sealing cone
The sealing cone should be assembled after assembling grinding track well.
Firstly bolt each part on grinding bowl by bolt, then carry out welding.
5.4.3 Assembly of scraper
As an assembly part, after scraper is assembled well, it should be screwed down
on grinding track by bolt. At this time adjusting the gap between scraper bottom and
heat insulating layers should be noticed.
5.5 Mounting of tensioning pole bracket and frame flange
According to the drawing requirements, weld the tension pole bracket firstly, and
in accordance with the location marked in the drawing, the frame flange which are
divided into three parts will be connected by using spring column pin and some
flanges below classifier, then mount it on the frame, after adjustment, it will be
welded on the frame. Before this, asbestos cord for seal should be put between flange
below the classifier and frame flange and then dismantle bottom of classifier and
carry out welding.
5.6 Assembly of grinding track liner
The grinding track liner is a wearable part of mill. It bears corrosion which is
brought by milling force when mill running.
The contact between liner outside grinding track and grinding track seat should
be well. The contact surface between liner and clamping plate should be smooth.
The grinding track and liner should be cleaned before assembling liner. The
adjusting pins should be embedded the corresponding holes according to drawing

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 22
after cleaning. Then the T type bolts are embedded. It should be noticed that the gaps
between several liners at circle are approximately identical. Then the clamping plate
should be assembled and screwed down by limiting moment. Finally several wedge
washers are added to the gaps between liners.
After finishing the above work, the shield at middle of grinding track should be
assembled according to drawing.
5.7 Assembly of nozzle ring
For transportation reasons the nozzle ring is dispatched in three parts, after
arrived, weld the three parts together and adjust the position, then assemble back
block.
Once these works have been completed the nozzle ring is brought in to the mill
and placed onto the nozzle ring supports mounted on the mill base. The nozzle ring is
centrally aligned with the grinding bowl, adjust height、level and center position. A
divided square ring supplied loosely which is to decrease the air gap between nozzle
ring and grinding track, adjust the radial position, and welds the ring on the inner cone
of the nozzle ring finally.
After adjusting position, wedge it by slide wedge and weld the slide wedge on
the wall of the bracket. Weld nozzle ring bracket、skims and nozzle ring together,
finally seal the nozzle ring and bracket by sealing cord, put on the clamping plate.
5.8 Assembly of pull rods
The pull rods and some associative components are delivered in bulk; some
coupling fastening pieces have to be greased before delivering. When assembling,
firstly input the pull rod into the pull rod seat of the bracket, then a screw thread is
enclosed for screwing the sleeves on the pull rods and pistons, and the upper slide rest
is joined with pressure frame by splice joint.
5.9 Assembly of grinding rollers
The tree grinding rollers are displaced by 120 degrees but are mounted stationary;
any grinding roller has rotation around its mandrel, but has not revolution. In fact, the

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 23
position of the grinding roller has already decided by the position of the assembled
tension device.
The grinding rollers are assembled completely with bearing system, grinding
roller segments and pressure yoke but are delivered without oil filling. In case a
longer delivery time is foreseen or requested by the customer (a min. 1 year before
commissioning) the bearings are preserved.
A single conic assembly ring is included in the delivery of the three grinding
rollers. This assembly ring is not to be employed for the assembly works but is an
auxiliary tool to be used for a possible repair of the bearing system or for the changing
of the radial shaft sealing rings. Furthermore a suit of handling tool which is used to
assemble grinding roller is delivered at the same time.
5.9.1Assembly of pressure brackets on the roller axles
Before the grinding rollers are mounted into the mill, if the grinding roller and
roller bracket are delivered as spare parts, you should assemble the roller bracket on
the grinding roller. Firstly, put the closed type sealed cap adown, clean out the dirt on
the constructional surface, pull the bracket to the locating surface, screw down the
guard board by bolts. When placed guard board, you should collimate the lubricant
hole and oil plug.
5.9.2 Assembly of grinding roller into the mill
The assembly of the grinding rollers into the mill requires a grinding roller
support. The grinding roller support is assembled according to drawing “Assembly
Device”.
Lift the grinding rollers into the mill by means of steel cables of the same length
hung in the hooks which are cast at the pressure brackets. When assembling the
grinding rollers try to place them in such a way on the grinding plate that roller tire
center and grinding track center are congruent.
Once the grinding roller is placed on the grinding plate hang the grinding of the
installation device into the supports at the pressure yoke. Ensure that the grinding

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 24
roller is inclined by 15 degrees. A secure position of the grinding rollers on the
grinding plate necessarily requires a locking of the grinding roller on the grinding
plate with wooden wedges.
5.10 Pressure frame
The pressure frame transmits the pressure onto the grinding rollers. The pressure
brackets of the grinding rollers are supported below the pressure frame and connected
with it by articulation parts. At each corner of the pressure housing a pull rod with
fork-shaped piece is connected. Its three-part design and the articulated suspension of
the pull rods ensure an even pressure distribution on the three grinding rollers. For
transportation reasons the pressure frame is usually delivered in three parts.
5.10.1 Assembly and welding of the pressure frame
The pressure frame has already been assembled once, numbered and
stress-relieved by the manufacturer. In order to ensure perfect welding on site the
three-part pressure frame was assembled by the manufacturer. In such a way that the
distance between the individual parts provides for a good root weld joint.
Distance pipes are included in our scope of supply in order to enable you to keep
the exact distance on site; you should pay attention to the sign of the manufacturer,
and then weld the pressure frame together according to corresponding drawing. After
welding, cut off the redundant sections on the distance pipes by gas welding and
burnish the cut.
Before the pressure frame is brought into the mill, the footstep、ball and socket、
splice jointing base of the tension device must be assembled and keep the interface
contacting well, assemble the splice jointing base on the frame.
5.10.2 Adjustment of the pressure frame
Firstly, assemble the adjusting plate and wearing plate of the three corners, bring
the pressure frame into the mill by three isometric wire cables, and collimate the
pressure frame and cylindrical roller on grinding roll by adjusting the handling tool.
After the pressure frame is completely adjusted, splice joint the grinding roll bracket

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 25
and pressure frame by six connecting plate.
After the work has completely done, center the pressure frame and adjust the
clearance between the pressure frame and frame.
5.11 Hanging the pull rods into the pressure frame
The hanging is to be carried out according to drawing tension device.
The assembled pull rods have to be inserted into fork-shaped pieces by means of
a winch or a grab host, and then the articulation support with ball is inserted and
locked with locking plate and shackle.
5.12 Assembly seal air piping
It is of no importance for the further assembly whether the inner sea air piping
that goes with the grinding rollers or the outer seal air piping that goes with the sea air
fan is assembled first.
5.12.1 Assembly of the seal air pipelines within the mill
Insert the seal air pipelines that go with the grinding rollers into the wear
bushings of the flange bearings with the end carrying the articulated inner rings that
have been assembled by the manufacturer. The other end carries the elbow joint and
articulated bearing that has been assembled by the manufacturer. This end is screwed
tight with the pressure brackets of the grinding rollers. Don’t forget the sealing
element.
5.12.2 Assembly of the seal air pipelines outside the mill
Fix the collecting piping at the mill frame by provisionally screwing the welded
clips to the underside of the mill frame flange. Now the three connecting pipes of the
collecting piping have to be fitted to the flange bearings and the flanges have to be
welded to the piping.
After the completion of these works assemble the seal air fan with the suction
filter and drive motor according to the arrangement plan. When doing so align the fan
horizontally and vertically, nipped by special pipe clamps in proper position. Weld
each pipeline and elbow. In order to reduce the mainframe’s disturbance which cause

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 26
by the libration of the fan, using a tube.
Access three measuring pipelines and three pressure transmitters, the direction of
pipeline and the position of frame can be decided by the user.
The measuring pipes are connected by welded flange and splice jointed flange of
the frame.
5.13 Assembly of hydraulic pipeline for tension device
Pipe clamps in hydraulic pipeline of tension device should be carried to locale in
bulk.
The pipe clamps with base are disposed on the outside of the bottom of the frame
according to the graphics or field situation, every pipeline muse be bent according to
the field situation. All pipelines must be cleaned before assembling. Once all the pipe
work has been completed the whole piping system has to be flushed with hydraulic oil
in order to prevent any rust.
5.14 Assembly of classifier
5.14.1 Assembly and mounting of classifier bottom part
In order to be convenient for transportation, the classifier bottom part are
divided into several parts, but it is required to be pre-assembled with the frame in the
manufacturing plant and make marks. Weld connecting angle steel and screw the parts
with bolts, and can be deliver to site after dismantling. First: assemble flanges of
every part and frame flanges, and then bolts and spring column pin, before this,
asbestos rope for sealing should be put between flanges below the classifier and frame
flanges, then screw them by using angle steel for connecting and bolts and carry out
welding, cut angle steel after welding and welded grooves and cut opening should be
ground flat.
5.14.2 Assembly impeller
The impeller is carried to locale in the whole part, then fix vanes on impeller,
fasten by boils, put the impeller on the appropriate height of the trigonal frame.
5.14.3 Assembly and mounting of classifier top part (according to drawing “Classifier

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 27
Bottom Part”).
Like the classifier bottom part the classifier top part is also delivered in several
parts and assembled and welded on the ground or on the classifier bottom part
according to the numbers indicated. Screw bell housing to classifier bearing according
to drawing. Place it into the classifier, align it concentrically, mount reinforcement
and strutting and weld tightly. Observe welding instructions on the drawing ‘Classifier
Top Part’.
Then assemble the speed gearbox and the motor drive.
5.15 Assembly of mill actuating device
According to drawings “Foundation Plan” 、“Slide Rails” and “Motor Support”.
5.15.1 Assembly of coupling main motor and reducer
The machine use diaphragm coupling, made in CHINA. Please observe their
mounting and operating instructions.
5.15.2 Assembly of auxiliary reducer and overrunning clutch
An overrunning clutch (claw clutch) serves as a coupling between auxiliary
reducer and main motor; it should enclose the distance ring on the motor shaft before
assembling the overrunning clutch.
The central position of assistant reducer is adjusted by washers, and then
assembles the overrunning clutch.
Drilling pin holes between the assistant drive base and main engine foundation,
then drive into pins after well adjusting the assistant reducer.
5.15.3 Assembly of main motor
Once both coupling halves (one flexible coupling and one overrunning clutch)
which have been supplied for the main motor are assembled on the shaft ends of the
main motor, the main motor can be mounted. It is lifted on the motor support by
means of a hoist or any other adequate lifting tool and is aligned. The adjusting of
central height is accomplished by washer, but the position of axial direction is
adjusted by the round holes in the base. It is better to use thick washer not several thin

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 28
washers when there is fair-sized warp. In order to adjust the position of the main
motor, we can assemble casual adjusting bolts in several directions to adjust the
position, and then they are dismantled after well adjusting.
Eventually, after all assembly works at the mill actuating device have been
completed, use taper pins or dowel pins in according to mounting instructions of
manufacturer, then the coupling guards have to be mounted and fastened.
5.16 Assembly of indicator
Each indicator is assembled under the three tension studs of the tension device,
in order to control and master the height of layer in the mill.
The pointer is fastened on the tension stud by bolt, the position of the pointer is
confirmed with the zero position on site, then arranges the circumference position in
term of easily observed. After arrangement, make screwed hole on the frame.
5.17 Mounting of temperature measuring device for mill roller
Temperature measuring device for mill roller is to monitor temperature changes
on bearings of mill roller so as to protect mill roller bearing.
Screw temperature measuring elements of temperature measuring device into
mill roller shafts, and its conductive wire is laid from roller bracket and along air
sealing pipeline.
Spot weld single pipe clamp on the air sealing piping, conductive wire of
temperature measuring device goes into piping clamp and finally come out from the
hole drilled at site which is at nearby of the frame, which connects air piping with
mill.
It should be paid attention to when mounting temperature measuring device for
mill roller, its guiding piping should be put on top of pipes of air sealing piping to
prevent from erosion by wind and raw material.
6. Commissioning and test run
6.1 Commissioning personnel
The following items shall be settled before the start of commissioning by and

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 29
between supplier and customer.
1) Number of commissioning engineers, electric engineers and mechanical
engineers.
2) Number of fitters, electric technicians and operators.
6.2 Equipment for commissioning and performance tests to be provided by the
customer
1) A minimum four U pipes to measure the negative pressure in the plant (up to
1,500 mmH2O).
2) Pilot tube with inclined-tube manometer for air volume measurement
3) Electric thermometers (measuring range up to +500℃) for temperature
measurement of gas, surfaces, and material.
4) Measuring sockets in the pipelines for measurements 1-3, to be fitted
according to the instructions of the Pferffer commissioning engineer.
5) Sampling socket in the handling equipment collecting dust from cyclone and
separator.
6) Screen for the screening of the feed material (5-150mm screen hole size).
7) Screen for the screening of the finished product (jet stream type screen,
63/90/200 micorons acc. To DIN).
8) Equipment to measure feed moisture and residual moisture.
9) Devices and equipment to weigh the feed material and to calibrate the weigh
belt feeders.
10) Measuring instrument to measure real power or current measuring pliers
(preferably real power measuring instrument).
11) Standard filter’s tools and possibly light –duty tackles.
12) Standard electrician’s tools.
6.3 Commissioning
6.3.1 Commissioning sequence
The commissioning proper can be divided in several steps which are described in

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 30
the following.
1) Essential condition;
The commissioning of the mill may only be started by the engineer in charge of
the commissioning once the assembly of the entire grinding plant is completed. In
addition, the marginal prerequisites mentioned above have to be fulfilled. As it has
been stated in the assembly instructions the entire measuring equipment is to be
connected and all lubrication points provided with oil and grease. The electric
assembly has to be completed, the wiring checked and the power supply ensured.
2) Preliminary adjustment
The mill remains disengaged until shortly before the mill is fed with material.
The preliminary adjustment starts with an inspection of the plant by the
commissioning engineer together with the customer’s chief commissioner and the
engineers responsible for the machine and Electric assembly. The purpose of this
inspection is to familiarize the engineer in charge of the commissioning with the local
conditions within the plant and with the arrangement of the individual machines,
drives and measuring points.
Subsequently the commissioning engineer determines the measuring points from
where the variation of pressure within the plant is to be monitored during the
commissioning by means of U-tube manometers. Corresponding measuring sockets
are to be applied at these points. Furthermore, the position of the measuring sockets
for the gas flow is determined with the help of a pressure head.
The commissioning engineer inspects the mill, i.e. who measures the roller
position and the pressure housing according to the corresponding form
The commissioning engineer checks the oil at all hydraulic units grinding rollers
and the gearbox. All points to be greased with lubricants are checked.
After the completions of these works the individual machines are put into
operation, i.e. the machines are switched on without being interlocked with each other.
The direction of rotation of the drive motors is being checked and the function of the

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 31
machines supervised locally. When commissioning these individual units consult the
operating instructions of the corresponding manufacturer. It is to be ensured that all
fans have to run in fro a certain period of time. During this running-in the bearing
temperatures are to be permanently checked. The hydraulic units are to run in for a
certain period of time, too. Take care that there are no leakages. The unions are to be
retightened, if necessary. Circulate the gearbox oil for the main gearbox oil supply for
some time. Check the filters once and again. Check the claw clutch fro smooth
functioning and set limit switches.
Put tension system in operation by putting pressure on the system, checking the
tightness and by setting the pressure switches. The commissioning engineer
determines the tension pressure at which the mill is to be started. The nitrogen
pressure of the pressure accumulators is to be checked and set. See corresponding
instructions! Set safety valves correspondingly. In any case observe the
commissioning instructions of the manufacturer
Regarding the classifier drive, check the direction of rotation of the classifier
drive motor when the classifier is disengaged. Also check the safety switch at the
manual valve for proper functioning. Fill the piping (pressure pipeline) to go with the
hydraulic motor with oil. Check the zero-position and the final position of the actuator.
Now the unit may be put into operation. Check the speed of the classifier and adjust
the safety valve during the running –up of the classifier. Check the automatic return
movement of the actuator when switching off the motor. In any case the instructions
of the manufacturer have to be observed.
3) Interlocking tests
All machines that have just been operated separately are now to be switched from
the central switch panel in the correct sequence. Check all interlocking conditions
indicated in the interlocking plans. It s to be guaranteed that during these interlocking
tests all pressure switches, flow meters, limit switches etc. have to switch several
times in order to enable the testing of all possible switch conditions within the plant.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 32
The complete plant is to be run several times under this condition. It is sensible to
have the tests carried out not only by the commissioning engineer but also by the
future operating personnel
These interlocking tests have to be carried out with greatest care. The engineer in
charge of the commissioning has to ensure that all tests are carried out without any
hurry to avoid any mistakes and to guarantee an impeccable operation of the complete
interlocking system. Al defects in the interlocking are to be remedied and the
interlocking has t be checked again. After the completion of these interlocking tests
the plant is heated up several times (by means of the hot gas generator) in order to be
able to check the operation of the plant under normal operating temperature. All units
are to run for several hours. Qualified personal is to permanently supervise the plant
on the spot.
4) Preparation for the commissioning of the plant with material
Before the operation of the mill with material may be stated, a certain initial
material charge has to be brought into the mill. For this purpose the material has to be
filled into the mill feed bins (initially only partly later on more and more) and
conveyed via the transporting equipment to the mill. It is then fed in the area between
air guide cone and housing. This area is to be filled as much as possible. Now the
material has to be filled in the mil centre and in the grinding track. First a layer of
approximately 30-50mm is to be filled onto the grinding track between the grinding
rollers. Then the rollers have to be brought over the material by suing the auxiliary
drive. It is absolutely necessary to take care that during the turning of the track no
personnel stays in the mill and that the reducer oil supply functions perfectly.
By this means a grinding bed of 70 mm is brought onto the grinding track,
depending on the mill size. This grinding bed is meant to prevent the machine from
emptying during the first minutes of the start-up. Now all feed conveyors are to be
emptied via a corresponding chute. Later on they are to be charged again with the
amount of material the commissioning engineer determines for the first start-up. Prior

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 33
to this last filling the calibration of the metering units has to be completed.
5) First start-up of the mill
Prior to the first start-up the plant is to be heated very carefully. Try to quickly
reach a temperature of approximately 100℃ measured downstream of the mill and
keep it for about 1 to 1.5 hours. During this beat-up all units within the grinding plant
have to be in operation and supervised.
Once the plant is heated this way increase the exhaust gas temperature to
approximately 110-120℃ and switch in the mill auxiliary drive. Set the gas volume
downstream of the mill to the gas volume determined by the commissioning engineer.
After the auxiliary drive has been running for the appropriate time (approx. 1 min.,
this is also to be determined by the commissioning engineer) the main drive is
switched on.
The commissioning engineer decides at what time the material feed is to be
started. Usually immediately after switching on the main drive the material feed may
be started in order to prevent an emptying of the mill. During this period all units,
especially the power consumption of the mill man drive, the vibration monitoring and
the mill exhaust gas volume are to be observed. An attempt is to be made at arriving
as quickly as possible at a normal and continuous operation. This includes an increase
in the hot gas volume within a short period of time to meet the heat requirement of the
mill.
The mill is run for a certain period of time with the output determined by the
commissioning engineer (this output is to le approximately 20-30% below the
guaranteed output). Carry out exhaustive measurements within grinding plant during
this period of time. Ensure that the plant is thoroughly supervised on the spot by
competent personnel.
After the mill has been in operation for approximately 50 hours the plant is
meticulously inspected. During this inspection all unions within the grinding plant are
to be checked. The unions of the wear parts at the grinding bowl and grinding rollers

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 34
and the unions of the grinding bowl on the gearbox are tightened to the stipulated
torque. All oil fillings have to be checked. Check grinding rollers and pressure frame.
Measure again grinding rollers and pressure frame.
6) Output test
On the basis of the operating results which have been obtained during the first trial
run the engineer determines the proceedings for the output tests. In these tests the
grinding output is increased to the guaranteed output. Once the guaranteed, output has
been reached. A date convenient to the final customer is agreed upon and the
acceptance test is carried out. Subsequent the acceptance record is signed.
With the acceptance test being carried out the complete plant is once again
meticulously inspected by the commissioning personnel and finally handed over to
the operating personnel.
Leaflet: Commissioning of MLS3424A Grinding Plants
1) Position of grinding rollers
a. Check obliquity
b. Check position of the center
2) Check oil filling of grinding rollers
3) Seal air
a. check direction of rotation of seal air fan
b. check pressures
c. check sea air switch off
4) Tension hydraulics
a. check nitrogen pressure of accumulators
b. check oil level
c. check oil level indicator
d. set limit switch at shut off-valve
e. set four way cock to operating position
f. check direction of rotation of oil pump motor

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 35
g. test pressure of tension hydraulics
h. se t safety –valve
i. check and set minimum and maximum switches
j. set throttle at pressure manometer
5) Mill reducer
a. Control oil level
b. Check immersion heater electrically, if any
c. Set and check minimum and maximum contact at contact thermometer.
d. Switch on oil filter
e. Measure amount of cooling water
f. Vent oil cooler
g. Check direction of rotation of oil pump
h. Check oil flow control instrument for proper functioning
i. Check oil level in segmented thrust bearing
j. Check electric interlocking with main and auxiliary drive
6) Overrunning clutch
a. Check claw clutch for smooth functioning
b. Set stroke
c. Check solenoid valve
d. Set and check master pressure gauge
7) Auxiliary drive
a. Check gearbox oil level
b. Check direction of rotation
c. Observe switching sequence and interlocking auxiliary drive-coupling –main
drive
8) Main drive (individual)
a. Check direction of rotation
b. Trial run with starter

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 36
9) Classifier
a. Check grease filling of classifier bearing
b. Check direction of rotation of driving motor
c. Check direction of rotation of cooling motor
d. Check oil level of planetary reducer
e. Switch unit on
f. Check direction of rotation of classifier
g. Check electric interlocking together with complete plant
10) Set all flaps in the pipeline
11) Mill fan
Put into operation according to instructions of the manufacturer
12) Air valve
Put into operation according to instructions of the manufacturer
13) Turn mill by means of auxiliary drive
a. Check again inclination of rollers
b. Set grinding bed indication
15) MPS vertical roller mills
Tension hydraulics for grinding rollers
The operating pressure of the tension hydraulics is to be in a certain relation to
the nitrogen pre-pressure in order to prevent damages at the rubber bladder of the
nitrogen accumulator. The operating pressure for normal operation is to be limited to:
P=3 x Pst as maximum value
P=1.5 x Pst as minimum value
Pst =nitrogen pressure
P = operating pressure
15) Measurement of grinding roller position
See figure 7
7. Fault clearance, maintenance and lubrication

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 37
7.1 Trouble removing
7.1.1 Mill running roughly
Heavy rumbling (extremely strong vibrations) means imminent danger to the mill
reducer. Therefore the mill has to be shut down immediately. Rough run may be
caused by too little material or by overloading the mill.
7.1.2 Fill level of feed bin too low
In case the mill has to be stopped because of the feed bin containing too little
material there is a danger that the conveyors feeding the mill also run out of material.
In this case these supply units up to the mill feeder must be fed with material without
delay. Otherwise the grinding bed will become thin very fast and the mill will start
rumbling. This might damage the reducer very badly.
7.1.3 Start-up of mill without grinding bed
after repair work or if grinding bed due to lack of material supply was as less as
0-30mm prior to shutdown.
The mill has to be filled with material as follows:
a. Gear oil pump on.
b. Adapt overrunning clutch.
c. Seal air fan on.
d. Auxiliary drive on.
e. Rotary lock or three –flap gate lock on.
f. Switch on supply devices.
7.1.4 Filter outage
In case high dust emission is shown on the indicator, mill output must be reduced
or the mill must be shut down.
7.1.5 Outage of feeding device
In case one feeding device is out of order the grinding plant may still be operated
for a few minutes. However, mill supply by the remaining feeding devices must be
increased to such an extent that the mill does not run out of material.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 38
In case the supply units from the pre-bin to the mill are out of order the grinding
plant must be switched off before differential pressure and power consumption of mill
motor reach the minimum value.
7.1.6 Outage of mill fan
In case of outage of discharge devices of cyclone or filter the plant has to be
switched off immediately. In no case must the mill be kept running because the
cyclones would be clogged very fast and it is difficult to empty them.
7.1.7 Fine material feeding unsmooth
The mill must be stopped when segregator and filter discharge port break off.
7.1.8 Outage of hot gas supply from kiln
In case the exhaust has fans of the kiln are out of order the grinding plant should
be shut down since otherwise the mill will be overcharged and start rumbling.
7.1.9 Differential pressure too high
Feed to be reduced very much immediately. Watch differential possible causes:
a) Material feed too high due to malfunction of control of feeding devices.
b) Nozzle ring located at the periphery of the grinding bowl is clogged.
c) Air volume in mill too low or inconstant.
d) Setting of classifier much too fine.
7.1.10 Differential pressure too low
Possible causes:
a) Outage of material feed.
b) Wrong indication.
This is the case if the remaining pressure indications ahead and
downstream of the mill are o.k. Mill operation may be continued.
However, feed has to be changed from automation to manual operation.
7.1.11 Tension pressure dropping
Possible causes:
a) Leakage in conduct pipe.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 39
b) Pressure relief valve out of adjustment.
c) Outage of tension pump.
d) Pressure switch defective.
With an intact plant, operating pressure may be reestablished by switching on
the oil pump. It must be possible to maintain pressure without the pump
being in operation. If not, the mill must be shut down in order to check the
hydraulic system.
7.1.12 Seal air dropping
Check on the machine if pressure remains constant. In that case you needn’t shut
down the mill. The cause of the pressure drop must be eliminated during the next
down-time at the latest. The mill is switched off automatically if pressure drop is such
that the amperage of the fan exceeds a predetermined value due to low
counter-pressure. (This value is set during commissioning and should not be less than
5000Pa.)
7.1.13 The oil pressure or oil flow in reducer min. The mill is switched off
automatically
7.1.14 Bearing temperature in reducer too high
If the bearing temperature exceeds a specific value, malfunction is signaled and
the mill is shut down. Check cooling water.
7.1.15 Material spillage at flap of mill plinth
Possible causes:
a. Mill is overloaded.
b. Air volume in mill is too low.
c. Nozzle ring cove is damaged.
d. Nozzle ring is worn.
Any temporary reduction of the air volume in the mill may also cause material
spillage.
7.2 Maintenance

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 40
7.2.1 Inspection
Regular inspection of all grinding plant avoids unforeseen down-time due to
insufficient maintenance and lubrication. By inspecting the wear parts regularly
replacement can easily be scheduled.
(1) Normal inspection
a. Daily inspection
During operation general inspection of the mill should take place once every
day watching for strange noises and vibrations, loose screws and oil leakage.
Check oil level of hydraulic units every day.
Make sure to also lubricate the classifier bearings, rotary lock and cyclone
discharge locks every day.
b. Weekly inspection
1. Check the sealing of pull rod.
2. Check oil level in reducer and hydraulic station. Watch for oil leakage.
3. Clean seal air filters or replace them if necessary.
4. Check seal air pressure.
(2) Major inspection after long down-time
Some checks are the same as the weekly inspection.
In addition:
a. Check oil level in grinding rollers (once a month).
b. Check fastening of wearing parts on grinding track.
c. Roller tires, grinding track, liner, roller bracket, nozzle ring, housing
walls and any other internals of the mill to be checked for wear.
d. Adjustment of grinding bed indication (necessary with progressing
wear on grinding elements).
e. Check shoe plate of pull rods and sealing.
f. Check all flanges in the mill area for tightness, re-tighten them if
necessary.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 41
g. All parts in the mill to be checked for wear, especially the seal air
ducts to the grinding rollers.
h. Check all dampers and compensators in the piping for tightness and
movement, respectively and replace them if necessary.
i. Check hydraulic cylinders for leakage and replace sealing element if
necessary.
j. Check plant fan for caking or wear and tear.
k. Check classifier vanes for caking.
7.2.2 Repair work
(1) Disassemble grinding rollers
See installation drawing.
a) Open maintenance doors on the frame.
b) Disassemble the sealing air pipes and temperature measurement on the
grinding roller.
c) Lift the extendible support by means of the conic cover plates, and fix it
by bolts (when assembling, the support is in the conic cover plates).
d) Three sets of supporting bases are mounted on the support by bolts, and
the supporting bases can be turned to the required positions. The height
of supporting bases is determined by the length of the adjustable bolts.
e) Mount six connecting bases on the support of the grinding rollers.
f) The vertical distance between the supporting base and connecting base is
adjusted to about 10mm, and then fixed by the bolts. After these, the
grinding rollers are fastened on the grinding plate by means of wooden
wedges.
g) Dismantle the connecting chain plate between the grinding rollers and the
pressure frame.
h) The pressure housing is lifted up by the tension system, and then is
suspended on the classifier by three pieces of ropes.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 42
i) After dismantling two connecting bases on the grinding roller, the grinding
roller is lifted up and removed out of the maintenance door by a crane.
j) The second grinding roller and the third grinding roller are, in turn,
removed from the door according to above method.
k) Proceed in reverse order for reassembling.
l) When the mill is remounted, the grinding rollers are mounted into the
housing before the pressure housing and classifier are mounted, so the
assembling tool shall not be needed.
2) Disassembly of grinding plate segments
Once the rollers are dismantled it is very easy to remove the grinding plate
segments. Even with the rollers in place, it is not difficult to replace the segments. In
this case the segments are removed between the rollers and new ones are filled right
away. By turning the mill with the auxiliary drive, it is possible to replace the entire
grinding plate.
Process as follows (rollers being removed):
a) Remove grinding rollers (see above).
b) Remove cover plates of grinding track.
c) Loosen clamp bolts.
d) Remove clamp plates.
e) Dismantle segments.
Start with the inner segment. Since raw material gets pressed between the
segments during grinding, such deposits need to be removed prior to dismantling the
first segment. Moreover, the lateral wedges have to be removed. For ease of removing
the segment, drive in two flat wedges on each side between the segment and the two
adjacent ones to make the gap a bit wider by some lengths of millimeter. Then drive
in another flat wedge between grinding bowl and segment and loosen it.
f) Once all wedges are removed again and the segment is loose, lift it up.
g) If the surface of the grinding bowl turns out to be uneven, smooth it by means

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 43
of an electric hand grinding machine. To improve the seal of the segments,
appropriate metal putty or any similar material may be spread underneath.
h) Before installing the new segments, check if the edges of the contact surfaces
of the two cast noses are rounded or beveled so that they do not press onto the contact
surface of the grinding track.
i) When mounting the segments, ensure to fit of the two cast noses tightly on the
contact surface (outer edge of grinding bowl) and for proper seal of segment on the
grinding track surface. Check by means of a feeler gauge. On the outer edge of the
grinding track, 0.05 mm are allowed between the noses and contact surface, whereas
the clearance between the segment base and the grinding track surface must not
exceed 0.1 mm. In case these values are exceeded, the segment is required to be
ground by means of a hand grinding machine. As already stated above, the seat of the
segment on the grinding track surface may be improved by means of appropriate
metal putty.
j) Once three segments each are in place, fix them by clamp plates.
k) Tighten clamp bolts (T-head bolts) with torque wrench. Observe torque
indicated on drawing.
l) Also, place wedges between each segment and the two adjacent ones.
m) Make sure to provide for proper seating of the segments both on the outer edge
of the grinding track and on its surface. If required the noses have to be machined as
described under g) above.
3) Replacement of grinding roller bearing and grinding roller sealing
The bearings used in the grinding rollers are such that extremely long lifetime can
be achieved. However, it may nonetheless be necessary as is the case with any
mechanically moveable parts to replace the bearings. In the following the various
steps as to how to replace the bearings and sealing are described. For this purpose, the
grinding rollers have to be removed as described above.
a) Disassembly of bearing

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 44
Once the two bearing covers are removed two connections on the bearing housing
are exposed. Through these holes, oil can be pumped by means of a hydraulic hand
pump in between the outer rings of the bearing and hearing housing allowing for the
bearing to be removed.
b) Fitting of bearing and sealing
1. Fasten bearing cover on housing without using the O ring or radial shaft
sealing rings.
2. Heat up bearing housing and bearing cover to about 110℃.
3. Push outer ring of cylindrical roller bearing into housing until it rests against
bearing cover.
4. Distance ring to be pressed into bearing housing until it rests against the outer
ring of the cylindrical roller bearing.
5. Self aligning roller bearing to be pressed into bearing housing.
6. Inner ring of cylindrical roller bearing to be heated in oil bath up to about
120℃ and then pulled onto shaft.
7. Remove bearing cover as soon as bearing housing has cooled down to ambient
temperature.
8. Inner distance ring to be put into housing so that it rests against the
self-aligning roller bearing.
9. Shaft to be pressed carefully into housing until inner ring of cylindrical roller
bearing rests against inner distance ring.
10. Mount locking washer.
11. Mount sealing rings into bearing cover.
12. Mount bearing cover by means of mounting ring.
13. Remove mounting ring.
14. Assemble grinding roller and pressure bracket.
15. Mount grinding roller into mill.
Grease and oil the rollers according to instructions (see lubricant chart) prior to

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 45
putting the mill back into operation.
(4) Replacement of grinding roller segments
For replacing worn-out roller segments, if they are worn mostly on one side, for
turning them around on the roller body, it is recommended to remove the roller from
the mill. For ease of removing and refitting the segments, a tilting arrangement may
be fitted on the inner wall of the mill housing allowing for the segments to be
removed from the mill and new ones to be refitted by means of a tackle suspended
from a crawl ( sort of wall mounted tilting crane).
One roller has twelve segments. Three of them are partly covered by the pressure
yoke whereas the three opposite ones are facing the grinding plate. So start with the
three segments on the right side or left side of the roller. After having removed at least
two of three segments on one side, the new one will be fitted. Then turn the roller on
the grinding plate with the auxiliary drive so that another segment can be replaced.
Since the roller turns anticlockwise, the second segment to be replaced is either
that following the first one top right which has been fitted before on the roller body or
that following the first one bottom left fitted before depending on whether you start
working on the right side or left side of the roller.
Procedure for replacing or turning the segments is as follows:
a) Loosen clamp bolts.
b) Remove clamp plates.
c) Lift off segments and take them out of the mill.
d) Clean contact surface and check it for unevenness.
e) In case the contact surface on the roller body is not smooth, use metal putty to
improve the seat of the segments or weld the contact surface. But make sure
not to cause any torsion of the roller body as a result of heating it up too much
during welding. It is also recommended to dismantle the bearings and sealing
from the roller prior to welding.
f) Mount new segment or turn the old one around 180 degree. Make sure that

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 46
the edge of the contact surface of the segment is rounded so as to avoid any
concentrated force on the roller body.
g) When laying the segments, ensure for proper sealing of the lateral contact
surfaces and base surface. Check by means of a feeler gauge. On the lateral
contact surfaces, a 0.05mm clearance between the contact surface of the
segment and that of the roller body is allowable, whereas the clearance
between base surface of segment and roller body must not exceed 0.1mm. if
these values are exceeded, the segment needs to be ground with a hand
grinding machine As already described under e) above, the seat of the
segments on the roller body may be improved by using metal putty if
mechanical machining can’t be done.
h) Segment to be pressed tight onto roller body by means of a special pressing
device or hydraulic pump. Pressing must be maintained until clamp plates are
fixed and clamp bolts are tightened with a torque wrench.
i) Fix clamp plates
j) Tighten clamp bolts with torque wrench. (Torque to be observed is indicated
on drawing of grinding roller.)
k) The segments are provided with cast noses. If new segments are mounted,
these noses might have to be ground.
l) We wish to point out once again that proper seating of the lateral contact
surfaces and base surface is imperative without exceeding the tolerances
indicated above. If required the lateral contact surfaces are to be machined as
described under g) above.
7.2.3 Disassembly and assembly the reducer in mill
In case there is damage at the reducer of mill making it necessary to remove the
gear, this can be pulled out form below the mill without dismantling the latter. The
grinding parts can be left in the mill. For any work to be carried out on the gear itself,
the relevant manufacturer’s instructions are applicable.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 47
(1) The following preparations are required for removing the gear below the mill:
(a) Pump oil out of reducer. Follow gear manufacturer’s instructions.
(b) For safety reasons, all electric switches in the plant are to be off and secured
(most suitably by padlock). Remove fuses for auxiliary drive, main drive and oil
pump form fuse box in the central control room. Cut off all drives from power supply.
c) Once the oil has been pumped out of the reducer, remove all thermometers,
thermocouples and manometers which hinder the removing of the gear.
d) Remove coupling protection and any other protective arrangements. Also
disengage compressed air line from claw coupling, if any, and any other piping that
are hindering.
e) Disengage all electric feed lines of all motors that are to be removed, i.e.
auxiliary drive and main drive of mill. Don’t forget to mark the different cables to
reconnect them correctly later on.
f) Remove auxiliary drive complete with supporting stand as well as mill main
drive with motor support. In case, for ease of alignment, shims had been placed under
these supporting structures, these must be marked to facilitate reinstallation when the
parts are remounted later on.
g) Start removing the reducer now.
(2) Removal of reducer below the mill
As already stated, for this purpose, the mill is not required to be disassembled
nor do the grinding parts have to be removed Proceed as follows:
a) Unscrew and remove from below the three covers provided in the bottom of the
mill base.
b) If it is possible to turn the grinding bowl placed on top of the gear, check as to
whether the three detachable insulating plates provided on the grinding bowl are
right above the three openings uncovered in the bottom of the mill base. The
grinding bowl insulation is detachable in these three places because later on when
mounting the supporting irons between the hydraulic pumps and grinding bowl for

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 48
pushing up the latter, the insulation would otherwise be damaged. So, if required,
turn the grinding bowl so as to bring the detachable insulating plates right above
the openings in the bottom of the mill base. If it is no longer possible to turn the
grinding bowl, the entire insulation has to be dismantled. In case one of the
scrapers happens to be above one of the three openings, this scraper has to be
unscrewed or, if this is still possible, turned on. To carry out a.m. works, go inside
the mill base through the entrance hatch next to the gas intake channel.
c) Once steps 1 through 6 described under I. Above are completed, remove the cover
in the center of the grinding bowl. For this purpose, remove the screws of the
cover. Of course, any material that might be on the grinding track has to be
removed as well.
d) Remove the screws connecting the grinding bowl to the reducer output flange.
There is, however, no need to remove the two pins.
e) Fit supporting irons for pushing up the grinding bowl.
f) Prior to setting up the three hydraulic hoisting jacks for pushing up the grinding
bowl, lay a girder across the leakage oil receptacle in the rear of the reducer to put
one of the hoisting jacks on it. The girder has to be designed so as to avoid that the
lid of the oil receptacle breaks due to the weight of the pump.
g) Set up the three hydraulic jacks.
h) If at this stage there are no supporting irons available, these have to be fabricated.
For this purpose, use thick walled pipes, cut them as required for each hoisting
jack, and, for better seating, weld a square plate onto their upper and lower ends.
If pipes are not available, use iron of I-section or channel design instead. When
preparing these supporting irons, it has to be taken into account that the entire
weight of the grinding track including grinding plate, three grinding rollers plus
pressure housing with pull rods has to be pushed up. The grinding bowl, in
addition, may sit tight on the output flange.
i) The supporting irons will then be placed between the three hoisting jacks and the

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 49
grinding track. They must exactly be vertical pressing uniformly onto the hoisting
jack and the underside of the grinding track.
j) Before pushing up the grinding track upwards, the operating load of the tension
system has to be fully released by means of the relief valve of the tension pump.
The valve must remain open. Of course, the tension pump will be off.
k) Now push up the grinding track uniformly by means of the three hoisting jacks and
supporting irons until the grinding track clears the output flange. If the carrier bolts
are still in the grinding track, these have to clear the output flange as well. Before
pushing, mark the grinding track and output flange so as to replace it later on into
the same position of pins and bolts.
l) Once the grinding track is pushed up don’t let the pumps and grinding track go
down. Pumps and supporting irons are to be secured.
m) Remove bolts and pins from reducer foot.
n) The reducer will now be pulled out by means of rope winches or cranes with
pulleys. If the reducer doesn’t move at first, lift it a bit by means of a pump or
winch to loosen it from the reducer plate. For ease of sliding, the skids may be oiled
or greased or the entire reducer may be put onto steel shafts.
(3) Refitting the reducer
Proceed in reverse order.
a) First of all properly clean the contact surfaces of reducer foot and
reducer plate.
b) Pull the reducer back inside the mill base by means of the rope winches.
Make sure to bring the holes for the pins in the reducer foot right above those
in the reducer plate because otherwise the pins cannot be driven in.
c) Drive in pins and bolts. The bolts need not be tightened that much.
Similarly, just drive in the pins with some slight hammer blows.
d) Remove the securing devices keeping the grinding bowl from going
down.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 50
e) Make sure that the markings provided on the output flange and grinding
track coincide by turning the output flange accordingly.
f) Clean contact surfaces of output flange and grinding track.
g) Put the grinding track back onto the reducer by uniformly releasing the
pressure on the three hydraulic hoisting jacks. Make sure that the pins fit
properly into the holes and provide for snug fit of the grinding track and
output flange. Do not tilt the grinding track because the contact surfaces might
be damaged.
h) Remove hydraulic hoisting jacks and supporting irons.
i) Drive in screws to fasten the grinding track on the output flange and
tighten them.
j) Re-establish operating load of tension system by means of tension pump.
k) Use 0.1 mm feeler gauge to check as to whether the grinding bowl sits
tight all over its underside on the output flange. Retighten screws if required.
l) Once proper seat is achieved, refit the cover in the center of the grinding
track.
m) Remove hoisting jacks and girder across leakage oil receptacle.
n) Close the three covers in the bottom of the mill base and refit detachable
insulating plates.
o) In case all of the insulation had to be removed, refit it now. Also refit the
scraper if this had been removed.
p) Screw piping back onto the gear. Don’t forget the sealing.
q) Tighten screws on gearbox foot. Observe toque specified. Drive in pins with
hammer blows.
(4) Completion
a) Once the reducer is back in place, the mill main motor with supporting structure
will be mounted. After having aligned it properly, proceed to align the auxiliary
drive with supporting structure. The mill main motor needs to be realigned very

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 51
precisely. The motor shaft has to be perfectly in line with the gear shaft. Using a
flexible coupling does not render it superfluous to provide for exact alignment.
Also, the pins must be driven into their original holes.
Once these steps are completed, the auxiliary drive will be installed; it has to be
aligned as well to avoid any premature wear affecting only one side of the coupling.
Check screws for tight fit.
b) Connect all electric feed lines to the motors. Watch out for correct connection of the
various phases to the terminal boxes. (This is why marking has to be provided when
disengaging tem) the mill main motor has to be connected such that it turns in the
direction marked by arrow on the reducer. Similarly, ensure for proper sense of
rotation of auxiliary drive which will function in one direction only.
c) Connect oil piping and compressed air piping to claw coupling (if any). Don’t forget
the sealing d) Refit all thermometers, thermocouples, and manometers. Don’t forget
the sealing.
e) Mount coupling protection and any other protective arrangements.
f) Get oil pump motor (to be wired) as well as oil pump with piping and filter cooler
(refit all units required) ready for operation.
g) Refit oil into reducer according to manufacturer’s instructions.
h) Refit all electric fuses, connect ammeter, turning switches to “ON”. The plant can
now be brought back operation in systems.
7.3 Lubrication of mill
7.3.1 Lubrication of mill reducer (See the manufactory’s specification)
The mill reducer is lubricated by special lubrication oil station.
The reducer is equipped with hydro-static lubrication system. All the twelve thrust
bearing are equipped with hydro-static lubrication pipes and the gears is lubricated by
means of oil spraying.
The thrust bearing is immersed in oil pool. The oil level is above the working
surface and stable. The fresh oil is sprayed in through the ring-shaped nozzle in order to

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 52
cool the thrust bearing.
a. Oil filling
Fill in the industrial gear oil (ISOVG220) through the inspection hole to specified
mark. Start the oil pump to fill the pipes full of oil. Shut down the pump and refill oil to
the specified mark. In case the ambient temperature is below zero or long period of
shutdown, we recommend to putting the oil pump into operation for several hours
before putting the gearbox into operation.
b. Shutdown
When the mill is shut down in normal condition, it will take the grinding plate a
certain length of time before the grinding plate stops. The lubrication of gearbox must
be ensured by delay relay during the idling running. In short time of shutdown, the high
pressure pump stops working and low pressure pump continues to work to ensure that
the mill can be started at any time.
c. Oil replacement
Replace oil for the first time after the running of gearbox about 2000 hours.
Replacing of oil depends on the quality of oil. The oil should be periodically checked
and normally replaced once every 5000 –10000 hours.
d. Oil discharge
Open the cover of inspection hole and discharge oil with the cleaning pump. The
remained oil can be discharge from the bleeding plug on the reducer case.
7.3.2 Lubrication of grinding roller bearing
The grinding rollers whose bearing is lubricated by oil pool with the ball bearing
immersed in the oil pool are very important parts of the mill. Since the rollers are in
inclination state during operation, one side of bearing is completely immersed in oil.
Oil can be easily introduced into the roller bearing on the pressure frame side through
the oil guiding vanes.
a. Oil filling
The oil is filled into the grinding roller bearing through the oil hold on the cover

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 53
of roller bearing to specified oil level (see lubrication chart for oil brand), and the oil
should be replaced periodically. For the first time of oil filling, two of the three oil
filling holes should be placed horizontally. Open the two plugs one for filling oil, one
for bleeding air. Re-fix the plugs after the oil reaches the hole.
The sealing parts on the cover of grinding roller bearings are periodically
lubricated by grease contained in a special cup.
b. Oil replacement
The first time of oil change shall be carried out in about 1000 hours running of
rollers. Oil replacement depends on the quality of oil. It will be much better to
check the quality of oil once every two months.
c. Oil discharge
Rotate the grinding roller via auxiliary drive so that the oil filling hole is in the
lowest position, and then open the plug to discharge oil.
7.3.3 See lubrication chart for the other lubrication points
The following recommended lubricating oil (grease) is only for the customer’s
reference, the customer can also select oil (grease) according to his own condition.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 54
Lubricating oil list
Lubrication oil brand No. Lubrication point Condition
International China
1 Reducer Lubricated by oil ISOVG220
ISOVG320
SP type N-220limit pressure industrial
gear oil (LPIGO)
SP type N-320 LPIGO
Exhaust gas temperature
40-60℃
ISOVG150 SP type N-150 LPIGO
55-75℃ ISOVG320 SP type N-320 LPIGO
70-90℃ ISOVG680 SP type N-680 LPIGO
2 Grinding roller
85-120℃ viscosity
90cSt/100℃
V1=200
Specially made high temperature grinding roller oil(synthetic lubricant)
low temp. area ISOVG22 N-22wear-resistant hydraulic oil
(WRHO)
medium temp. area ISOVG46 N-46 WRHO
3 Tension device hydraulic system
high temp. area ISOVG68 N-46 WRHO
4 Auxiliary gearbox of classifier planetary gearbox Lubricated by oil ISOVG2220 SP type N-220 LPIGO
5 Fan bearing Lubricated by grease K3K ZL-3 Lithium-based lubrication grease
(LBLG)
6 Classifier bearing Lubricated by grease KPF2K ZL-2 LBLG
7 Grinding roller seal
bearing Lubricated by grease K3K ZL-3 LBLG
CHINA
Lubricated by oil ISOVG68 N-68 WRHO 8
Other lubrication points
Lubricated by grease K3K ZL-3 LBLG CHINA
Note: The adoption of synthetic lubricant can prolong the operation period. The
synthetic lubricant has the following advantages:

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 55
1. Good properties in both high and low temperature.
2. Good lubricating property.
3. Good chemical invariability
4. Good fire resistant property.
Be recommend to use oils supplied by Shenyang Special Type Oil Chymist
Product, China.
5. It should be did justice to the lubricant of exhaust gas, in order to
avoid the environmental pollution.
8.List of rolling bearing
List of rolling bearing
Belonging to drawing No. Code of bearing Name and specification Total
Indent number Amount Remark
1 23180CA
spherical roller bearing
400×650×200 3 SP2283.09.00 1
2 NNU4180 cylindrical roller bearing
400×650×250 3 SP2283.09.00 1
3 22238CC/W33 Adjusting center roller
bearing 190×340×92
1 SP2283.01.00 1
4 24140CC/W33 Adjusting center roller
bearing 200×340×140
1 SP2283.01.00 1
5 29340 Thrust centripetal roller
bearing 200×340×85
1 SP2283.01.00 1
6 GE140ES outer inner ring of spherical
plain bearing 140×210×90
3 SP2283.08.00 1 CHINA
7 GE140ES outer inner ring of spherical
plain bearing 140×210×90
3 SP2283.08.00 1
Without lube
notch(CHINA)

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 56
9. List of wearing parts
List of wearing parts
Drawing No. Designation Material Belonging to drawing
No.
SP2283.01.02.16 Liner Ⅰ DILLDUR400V SP2283.01.00
SP2283.01.02.17 Liner Ⅱ DILLDUR400V SP2283.01.00
SP2283.01.02.18 Liner Ⅲ DILLDUR400V SP2283.01.00
SP2215.3.380 Guard plate Assembly part SP2283.03.00
SP2283.09.05 Grinding roller Liner Ni-cast iron 4 SP2283.09.00
SP2283.09.13 Clamping plate ZG270-500 SP2283.09.00
SP2215.9.40 Liner Special part SP2283.09.00
SP2283.09.040 Doubling plate Welding part SP2283.09.00
SP2283.09.050 Doubling plate Welding part SP2283.09.00
SP2283.09.060 Doubling plate Welding part SP2283.09.00
SP2283.10.040 Air guide cone SP2283.10.00
SP2204.4.7 Grinding track liner Ⅰ Ni-cast iron 4 SP2283.10.00
SP2204.4.9 Grinding track liner Ⅱ Ni-cast iron 4 SP2283.10.00
SP2283.10.030 Nozzle ring liner Welding part SP2283.10.00

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 57
10.The schematic diagram of hydraulic and pneumatic system.
10.1 Fig.2 Drawing of Tension Device Hydraulic System.
10.2 Fig.3 Air pipeline drawing of Overrunning clutch.

沈 阳 重 型 机 器 有 限 责 任 公 司 SHENYANG HEAVY MACHINERY CO., LTD.
2008-3-13 Operation instruction 58
Fig.3
10.3 Fig.4 Drawing of Grinding roller assembling and checking device Hydraulic
System.
Fig.4
10.4 Fig 5 Drawing of Three-flap Gate Hydraulic System.