Embed Size (px)
Citation preview
TRABALHO DE CONCLUSÃO DO CURSO TÉCNICO EM
MECATRÔNICA INTEGRADO
SUCO DE FRUTA
Ana Carolina de Freitas Afonso Denis Radichi Mas Lopes
Gabriel de Oliveira Gomes Gabriel de Paula Soares
Gabriel Giusseppe Lage Penasso Igor Cauê da Silva
Ivo Vecelic Neto Julia Vianna de Souza
Pedro Henrique Silva Pinto
Professor(es) Orientador(es): Eduardo
Arcy Nubas
São Caetano do Sul / SP 2013
Centro Estadual de Educação Tecnológica Paula Souza
GOVERNO DO ESTADO DE SÃO PAULO
Etec “JORGE STREET”
SUCO DE FRUTA
Trabalho de Conclusão de Curso apresentado como pré-requisito
para obtenção do Diploma de Técnico em Mecatrônica Integrado.
São Caetano do Sul / SP 2013

Dedicamos esse trabalho a todos que nos ajudaram durante todo esse
tempo de Jorge Street e principalmente agradecemos a nossos parentes e professores, que ao decorrer desse trabalho, foram nossos maiores colaboradores.
Porque tudo o que somos e seremos, devemos aos nossos erros e acertos, e
aprendemos a aceitar as derrotas de uma boa forma porque nossos mentores
sempre nos ensinaram isso.
AGRADECIMENTOS
• Gabriel Ando • Ivo Filho (Pai do Ivo) • Vovó Diva (Vó do Ivo) • Bete Freitas (Mãe da Ana) • Leonardo Marques • Arismar Vianna (Mãe da Julia) • Robson (Pai do Denis) • Robson (Pai do Gabriel Gomes) • Nilson (Padrasto do Igor) • Luiz (Pai do Gabriel Giusseppe) • Empresa Rebal Limitada • Loja Ru-pel • Professor Nubas • Professor Eduardo • Professor Beto • Professor Salomão • Professor Fernando • Grupo P.L.A.C.A.
RESUMO
A máquina Suco de Fruta foi montada em uma estrutura metálica com uma
esteira, tonéis para armazenamento, sensores e bombas. Controlada por
microcontrolador e CLP, utilizando-se de teclado e um LCD para a seleção do
suco desejado.
É um sistema que busca automatizar ao máximo o processo de
envasamento de suco, facilitando o uso na hora de servir.
Palavras-chave: Envasamento
Automatização
Suco
LISTA DE FIGURAS
Figura 01 – Estrutura imcompleta de frente .............................................................. 12
Figura 02 – Soldagem do suporte ............................................................................. 12
Figura 03 – Desenho em autocad da estrutura ......................................................... 13
Figura 04 – Soldagem da estrutura ........................................................................... 13
Figura 05 – Estrutura pronta...................................................................................... 13
Figura 06 – Teste da esteira...................................................................................... 14
Figura 07 – Montagem da esteira .............................................................................. 14
Figura 08 – Suporte de copos ................................................................................... 15
Figura 09 – Base dos tonéis montada ....................................................................... 16
Figura 10 – Base dos tonéis ...................................................................................... 16
Figura 11 – Base do tonel com o tonel ...................................................................... 16
Figura 12 – Tonel de cima ......................................................................................... 17
Figura 13 – Tonel completo de frente ........................................................................ 17
Figura 14 – Tonel completo de cima ......................................................................... 17
Figura 15 – Tonel de armazenamento ...................................................................... 17
Figura 16 – Desenho em autocad ............................................................................. 18
Figura 17 – Desenho em autocad ............................................................................. 19
Figura 18 – Desenho em autocad ............................................................................. 20
Figura 19 – Desenho em autocad ............................................................................. 21
Figura 20 – Desenho em autocad ............................................................................. 22
Figura 21 – Desenho em autocad ............................................................................. 23
Figura 22 – Desenho em autocad ............................................................................. 24
Figura 23 – Desenho em autocad ............................................................................. 25
Figura 24 – Desenho em autocad ............................................................................. 26
Figura 25 – Desenho em autocad ............................................................................. 27
Figura 26 – Desenho em autocad ............................................................................. 28
Figura 27 – Circuito barreira óptica ........................................................................... 29
Figura 28 – Processo de um CLP ............................................................................. 55
Figura 29 – Controlador lógico e interface gráfica ..................................................... 56
Sumário
Introdução ................................................................................................................... 8
1– Proposta ............................................................................................................... 9
1.1. Objetivos.....................................................................................................9 1.2. Justificativa.................................................................................................9
2 – Fundamentação Teórica ................................................................................. 110
3 – Planejamento/ Desenvolvimento do Projeto ...................................................... 11
3.1. Mecânica...................................................................................................12 3.1.2 Montagem da estrutura...........................................................................12 3.1.3 Esteira.....................................................................................................14 3.1.4 Dispenser dos copos .............................................................................15 3.1.5 Base dos tonéis......................................................................................16 3.1.6 Tonéis.....................................................................................................17 3.1.7 Bombas...................................................................................................18 3.1.8 Desenhos................................................................................................19 3.2. Eletrônica..................................................................................................29 3.2.2 Motores...................................................................................................30 3.2.3 Teclado do númerico e LCD...................................................................31 3.2.4 Processo.................................................................................................31 3.2.5 Circuitos eletrônicos utilizados................................................................32 3.2.6 Programação..........................................................................................37 3.3. Pneumática...............................................................................................54 3.3.2 CLP.........................................................................................................55 3.3.3 Bombas...................................................................................................57 3.4. Fluxograma de processo..........................................................................58
4 – Cronograma ...................................................................................................... 59
5 – Custos ............................................................................................................... 60
6 – Gastos ............................................................................................................... 62
7 – FMEA ................................................................................................................ 63
8 – Resultados Obtidos ........................................................................................... 65
Conclusão ................................................................................................................. 66
Referências ............................................................................................................... 67
8
Introdução
No trabalho, encontram-se informações sobre o TCC do grupo Suco de Fruta
do 3º ano de mecatrônica integrado.
Decidiu-se por este projeto, porque abrangia muitas áreas do que foi
aprendido durante o curso, assim poderíamos colocar em prática os conhecimentos
adquiridos.
Foram feitas pesquisas, onde pode se observar um processo de produção de
envasamento de embalagens. Onde o líquido é produzido, passa por mangueiras e
bombas que o despeja em seu respectivo recipiente, seja ele, garrafa, lata ou como
no caso desse projeto, um copo.
Nessa máquina é possível observar que o suco fica armazenado em tonéis,
feitos de plástico, para não oxidar, depois passam por bombas quando o suco, ou os
sucos, são selecionados, o dispenser de copos libera um por vez, e o recipiente é
levado pela esteira até a saída da bomba. O suco entra no copo e está pronto para o
consumo.
Demorou-se cerca de nove meses para a conclusão do projeto, desde sua
decisão até a sua montagem final.
9
1. Proposta
No começo do ano, durante as aulas de TCC, o projeto escolhido havia sido
um braço robótico. Ele pegaria uma determinada peça de um ponto A e a levaria até
um ponto B. Mas esse foi descartado por ser muito caro, e por nem todos do grupo
concordarem com a escolha do mesmo.
Por se ter outro projeto em mente, até se chegar nessa decisão, foi
desperdiçado muito tempo em pesquisas, mas nem por isso o grupo ficou atrasado
em suas tarefas.
Já na decisão do projeto final para TCC, a escolha foi bem elaborada, visando
aplicar todo conhecimento nas principais áreas do curso. Porém, ocorreram diversas
adaptações por conta da condição financeira do grupo, e também para facilitar a
montagem da máquina no todo, desde sua programação. Foi realizada a busca pelo
patrocínio, peças e componentes para a máquina. Definimos as etapas e as
dividimos entre os integrantes, formando subgrupos, para melhor organização do
desenvolvimento do projeto.
1.1. Objetivo
O objetivo principal é colocar em prática todos os conhecimentos adquiridos
durante os três anos de curso.
1.2. Justificativa
Foi escolhido esse projeto, pois abrangia várias áreas que fazem parte do
processo de aprendizagem do curso de Mecatrônica Integrado e também
porque trazia desafios em diversos aspectos.
10
2. Fundamentação Teórica
Durante esses anos de curso, aprendeu-se diversas áreas da mecatrônica. Como
os componentes do grupo tinham facilidade em algumas áreas do curso, decidiu-se
escolher um projeto que envolvesse cada uma delas que gerassem um certo desafio
de conhecimento, procurava-se algo que estivesse ligado às áreas de mecânica,
eletrônica e automação. Por isso optou-se por uma máquina de suco, baseada numa
envasadora de um processo de produção.
Nas envasadoras, de grandes produções, todo o lugar onde tem contato direto
com o liquido, deve ser feito em aço inox, para que não haja uma contaminação
devido à oxidação da máquina. Elas contam com um controle de preção de saída,
para garantir que o volume seja o ideal e a velocidade de enchimento também.
Através de sensores e esteiras, o processo todo se torna mais eficiente.
Baseado nisso o trabalho proposto foi pensado e desenvolvido, que serve
apenas para enchimento em copos de sucos escolhidos pelo usuário.
Assim como outros tipos de envasadoras de suco, a máquina projetada não deixa o
suco em contato com o ar, então não ocorre nenhum tipo de contaminação, o liquido
vai da máquina, direto para o copo.
11
3. Planejamento/ Desenvolvimento do Projeto
Desenhou-se todo o projeto como foi pensado, de acordo com as idéias propostas. Depois levantou-se os matérias necessários e as empresas que poderiam colaborar com patrocínio para o desenvolvimento da máquina.
A estrutura foi conseguida em um ferro velho, sua montagem começou e então veio o patrocínio da empresa Rebal LTDA, que nos forneceu os tonéis de armazenamento, com eles pode-se fazer toda a estrutura.
A escola forneceu a esteira para enfim completar-se toda a parte mecânica. Sensores verificam o copo desde o começo da esteira, até a parada para o
envasamento, e depois para a colocação das tampas. O sistema pneumático foi doado pelo pai de um dos integrantes do grupo, restou
apenas comprar as bombas e também foi doada uma válvula. Foi feita toda a programação por microcontrolador, usando teclado e LCD, e
assim seria feito, porém, viu-se que o microcontrolador não aguentaria toda a corrente e então teve que ser mudado para CLP. Continuou-se com o microcontrolador para programação do teclado e do LCD, mas o resto seria controlado pelo CLP.
Por fim o sistema de tampas foi colocado, e feito pneumaticamente, ventosas pegam as tampas e as colocam em cima dos copos para tampá-los.
12
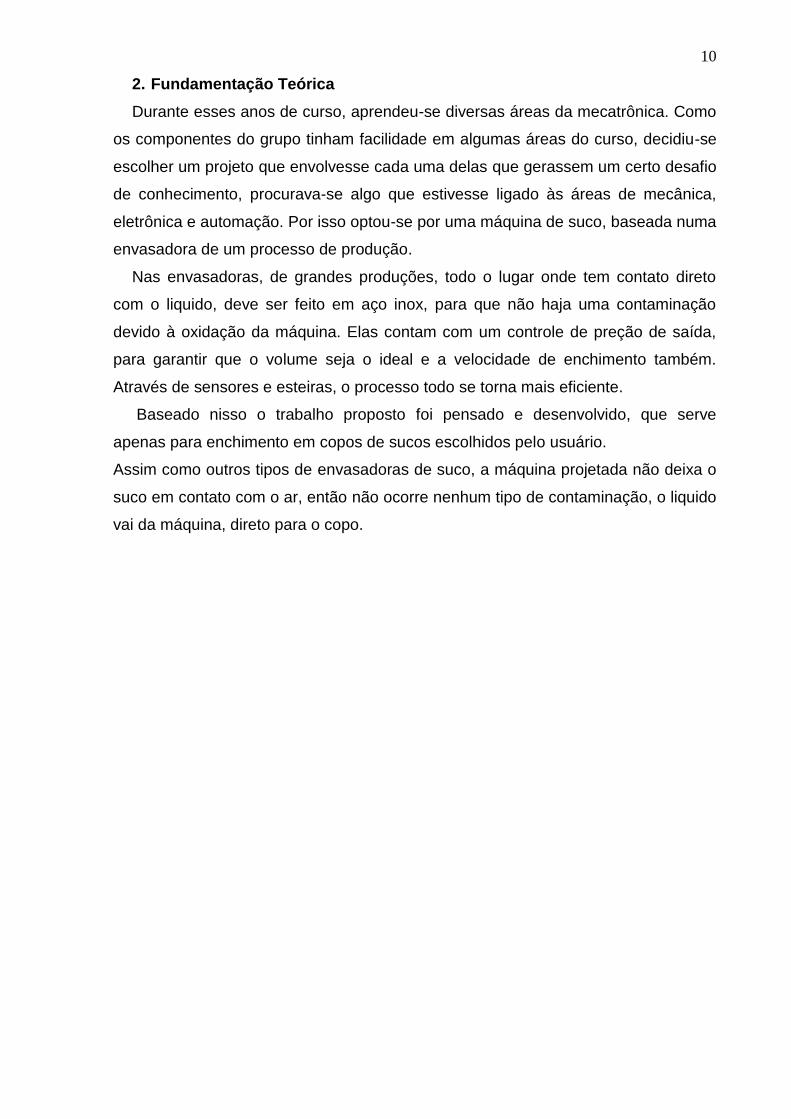
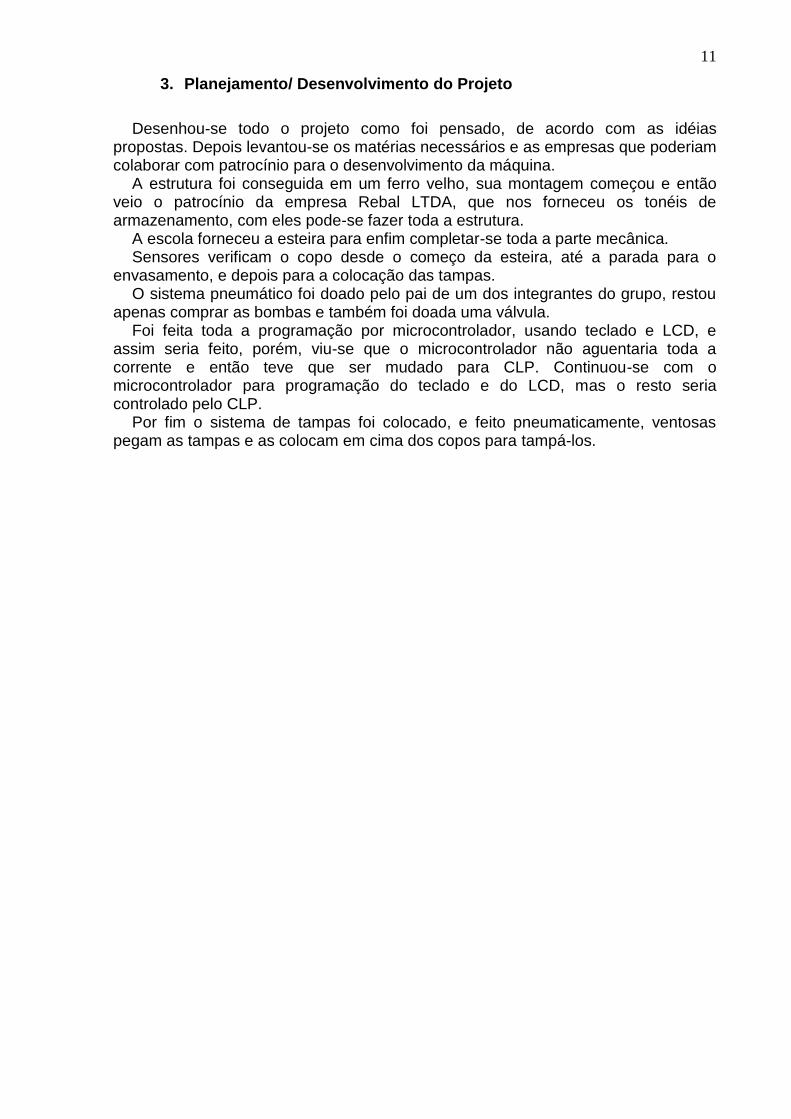
3.1. Mecânica
Para a parte mecânica, optou-se em usar uma estrutura de metal, onde se
pudesse apoiar os tonéis e as bombas, e assim, facilitar a utilização para os
usuários.
Figura 1
Figura 2
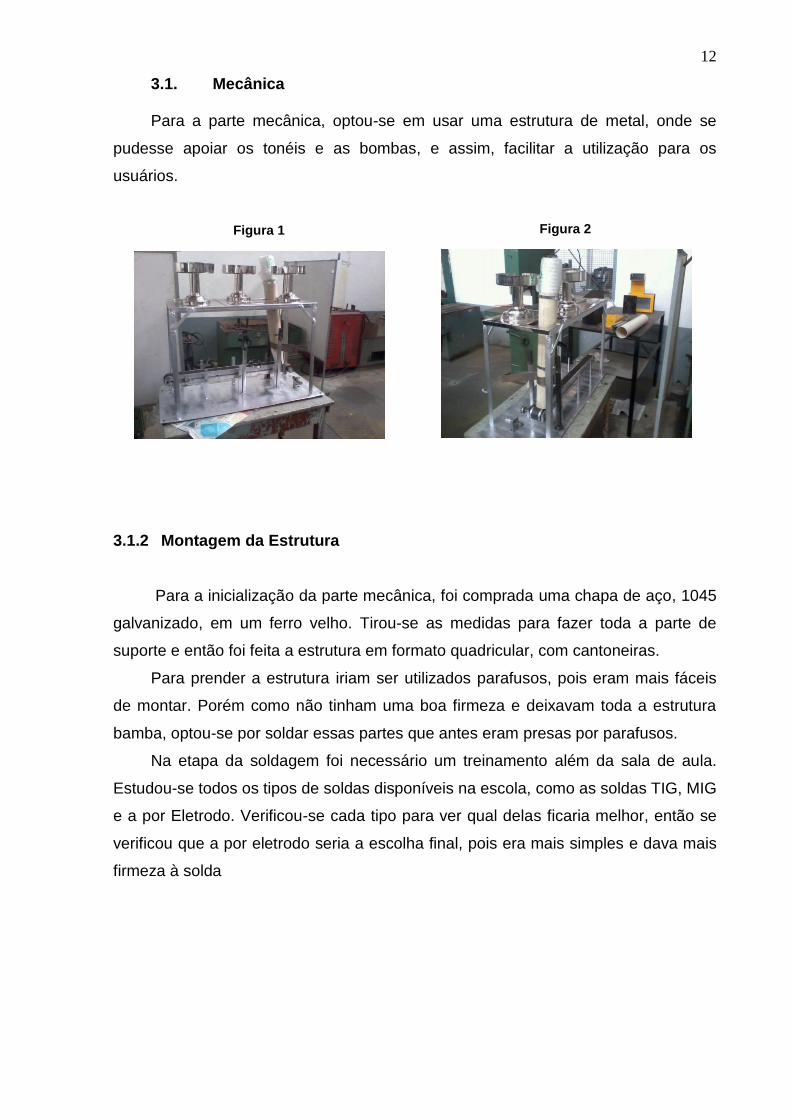
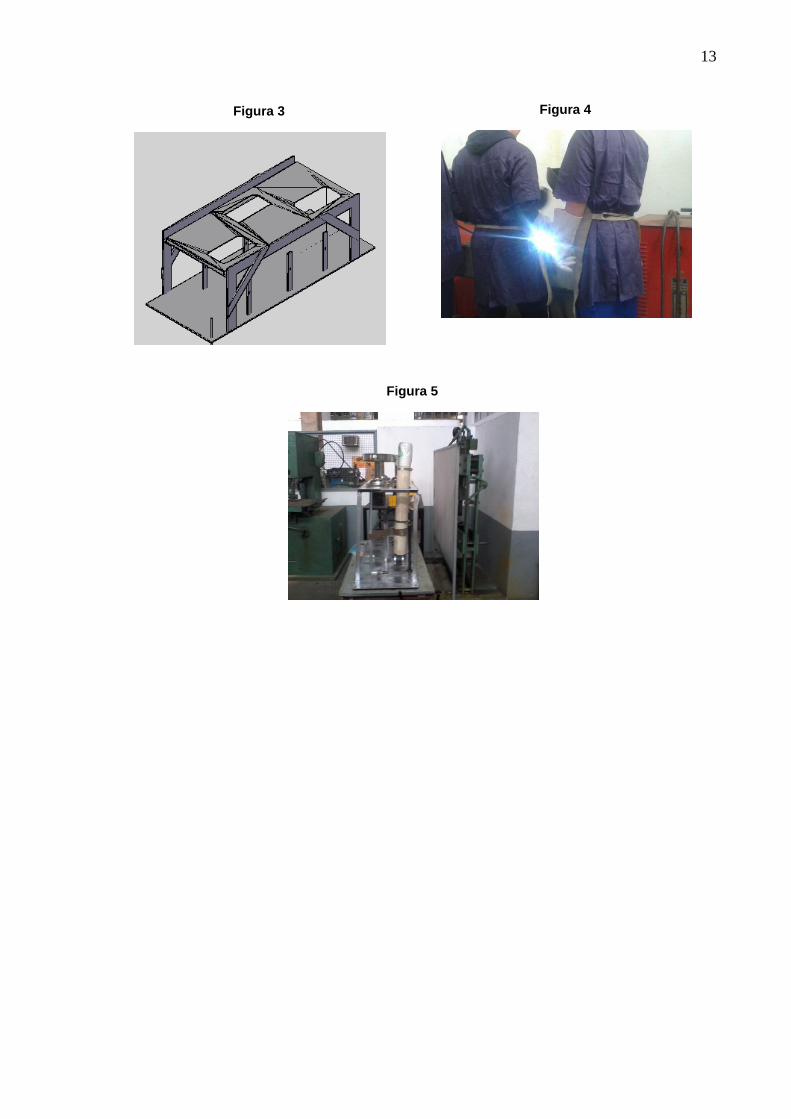
3.1.2 Montagem da Estrutura
Para a inicialização da parte mecânica, foi comprada uma chapa de aço, 1045
galvanizado, em um ferro velho. Tirou-se as medidas para fazer toda a parte de
suporte e então foi feita a estrutura em formato quadricular, com cantoneiras.
Para prender a estrutura iriam ser utilizados parafusos, pois eram mais fáceis
de montar. Porém como não tinham uma boa firmeza e deixavam toda a estrutura
bamba, optou-se por soldar essas partes que antes eram presas por parafusos.
Na etapa da soldagem foi necessário um treinamento além da sala de aula.
Estudou-se todos os tipos de soldas disponíveis na escola, como as soldas TIG, MIG
e a por Eletrodo. Verificou-se cada tipo para ver qual delas ficaria melhor, então se
verificou que a por eletrodo seria a escolha final, pois era mais simples e dava mais
firmeza à solda
13
Figura 3
Figura 4
Figura 5
14
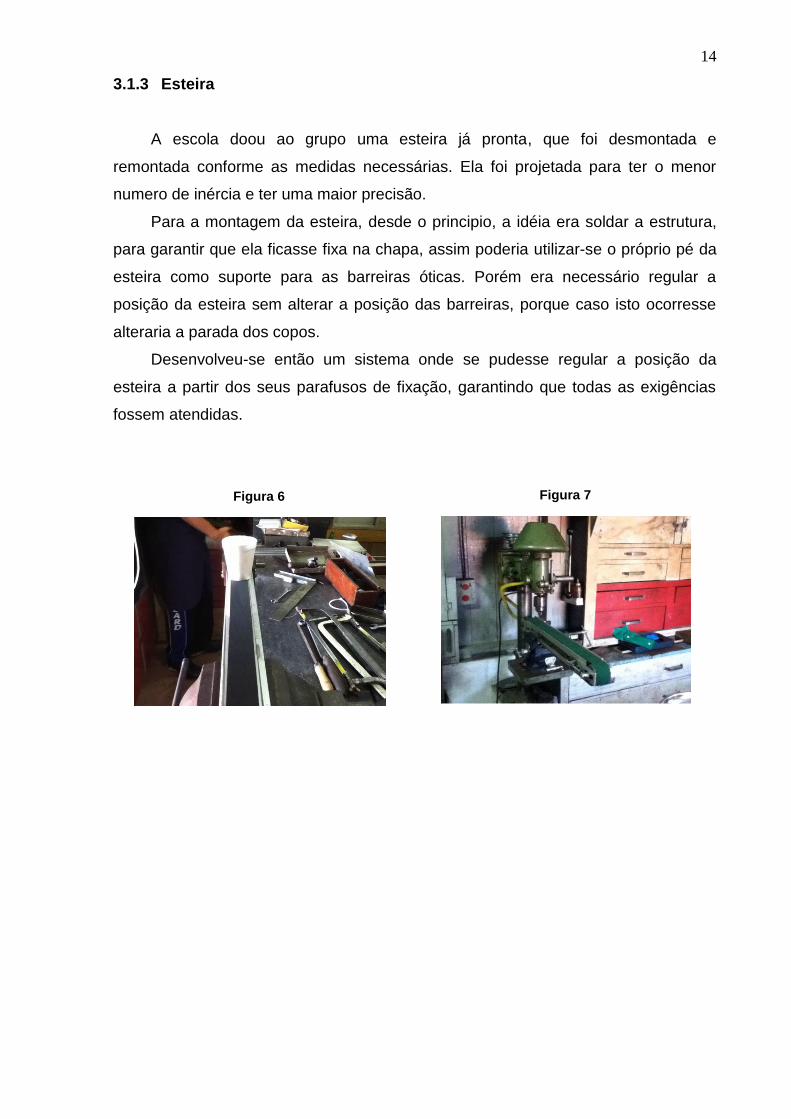
3.1.3 Esteira
A escola doou ao grupo uma esteira já pronta, que foi desmontada e
remontada conforme as medidas necessárias. Ela foi projetada para ter o menor
numero de inércia e ter uma maior precisão.
Para a montagem da esteira, desde o principio, a idéia era soldar a estrutura,
para garantir que ela ficasse fixa na chapa, assim poderia utilizar-se o próprio pé da
esteira como suporte para as barreiras óticas. Porém era necessário regular a
posição da esteira sem alterar a posição das barreiras, porque caso isto ocorresse
alteraria a parada dos copos.
Desenvolveu-se então um sistema onde se pudesse regular a posição da
esteira a partir dos seus parafusos de fixação, garantindo que todas as exigências
fossem atendidas.
Figura 6
Figura 7
15
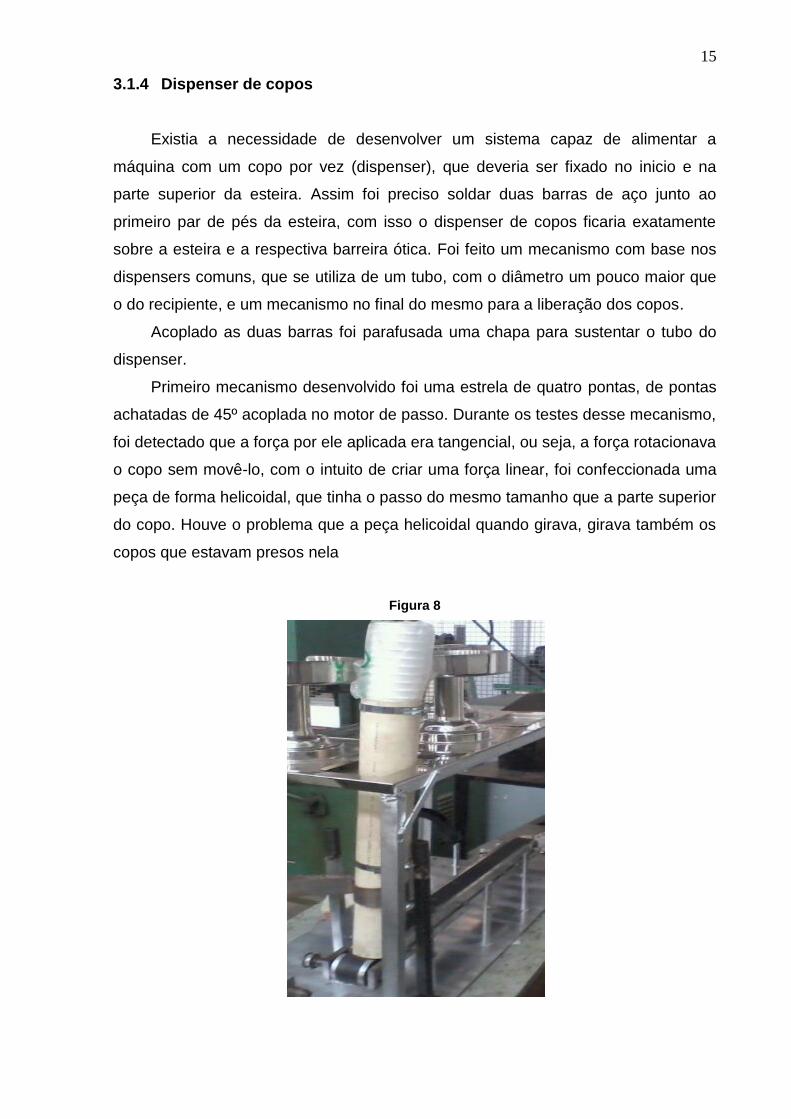
3.1.4 Dispenser de copos
Existia a necessidade de desenvolver um sistema capaz de alimentar a
máquina com um copo por vez (dispenser), que deveria ser fixado no inicio e na
parte superior da esteira. Assim foi preciso soldar duas barras de aço junto ao
primeiro par de pés da esteira, com isso o dispenser de copos ficaria exatamente
sobre a esteira e a respectiva barreira ótica. Foi feito um mecanismo com base nos
dispensers comuns, que se utiliza de um tubo, com o diâmetro um pouco maior que
o do recipiente, e um mecanismo no final do mesmo para a liberação dos copos.
Acoplado as duas barras foi parafusada uma chapa para sustentar o tubo do
dispenser.
Primeiro mecanismo desenvolvido foi uma estrela de quatro pontas, de pontas
achatadas de 45º acoplada no motor de passo. Durante os testes desse mecanismo,
foi detectado que a força por ele aplicada era tangencial, ou seja, a força rotacionava
o copo sem movê-lo, com o intuito de criar uma força linear, foi confeccionada uma
peça de forma helicoidal, que tinha o passo do mesmo tamanho que a parte superior
do copo. Houve o problema que a peça helicoidal quando girava, girava também os
copos que estavam presos nela
Figura 8
16
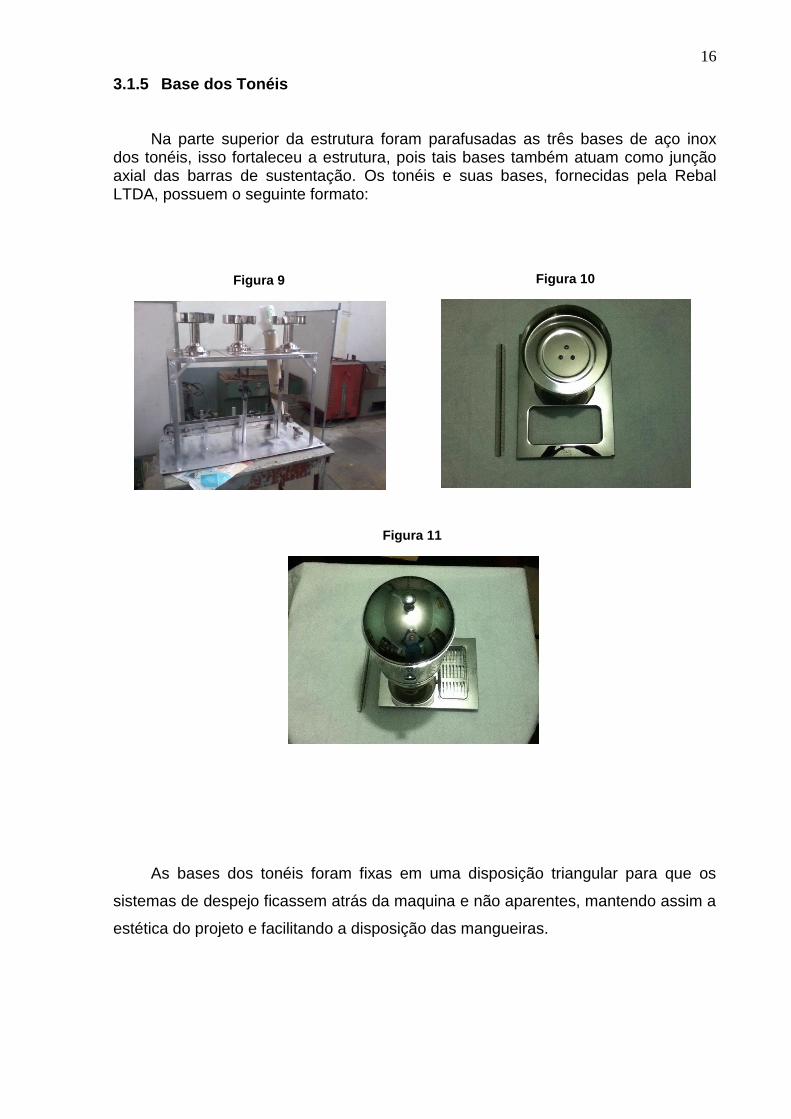
3.1.5 Base dos Tonéis
Na parte superior da estrutura foram parafusadas as três bases de aço inox dos tonéis, isso fortaleceu a estrutura, pois tais bases também atuam como junção axial das barras de sustentação. Os tonéis e suas bases, fornecidas pela Rebal LTDA, possuem o seguinte formato:
Figura 9
Figura 10
Figura 11
As bases dos tonéis foram fixas em uma disposição triangular para que os
sistemas de despejo ficassem atrás da maquina e não aparentes, mantendo assim a
estética do projeto e facilitando a disposição das mangueiras.
17
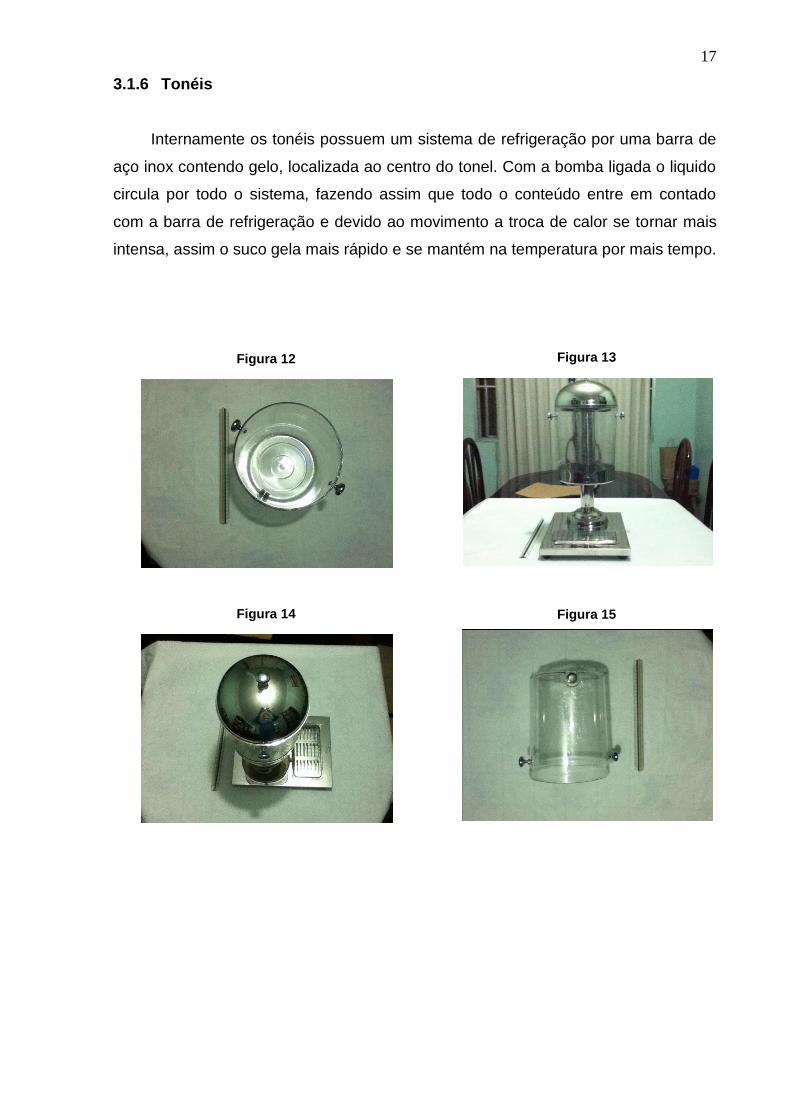
3.1.6 Tonéis
Internamente os tonéis possuem um sistema de refrigeração por uma barra de
aço inox contendo gelo, localizada ao centro do tonel. Com a bomba ligada o liquido
circula por todo o sistema, fazendo assim que todo o conteúdo entre em contado
com a barra de refrigeração e devido ao movimento a troca de calor se tornar mais
intensa, assim o suco gela mais rápido e se mantém na temperatura por mais tempo.
Figura 12
Figura 13
Figura 14
Figura 15

18
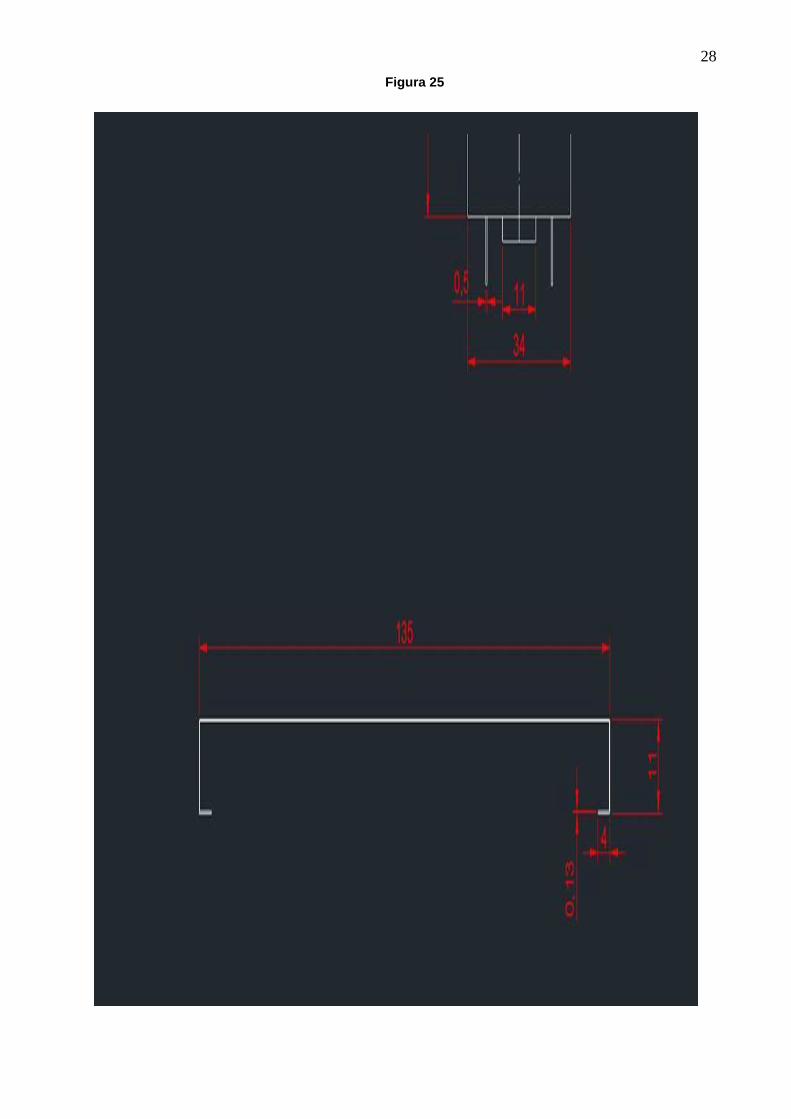
3.1.7 Bombas
Nas válvulas manuais dos tonéis foi acoplado um sistema de bombeamento e
controle por válvula para realizar o envasamento, sendo que há apenas um ponto de
despejo, situado no segundo par de pés da esteira, onde foi soldado uma barra de
aço com uma estrutura plástica para manter as mangueiras de despejo fixas
segundo o esquema abaixo:
Figura 16
19
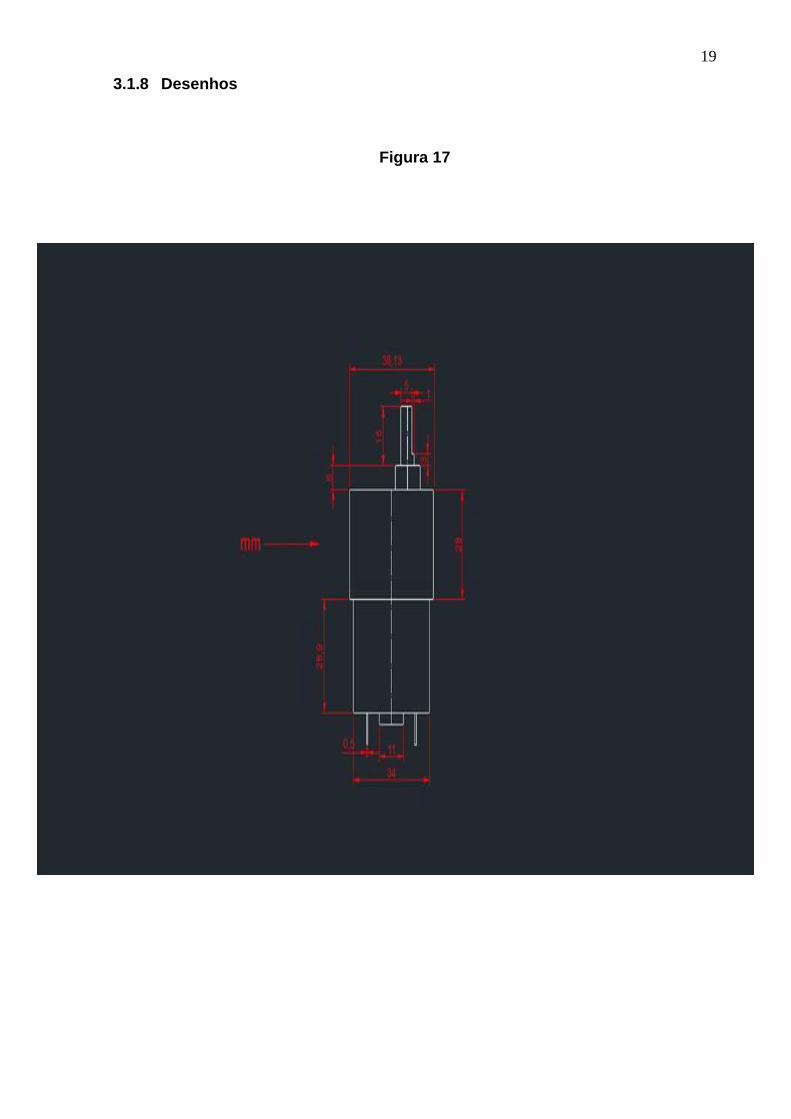
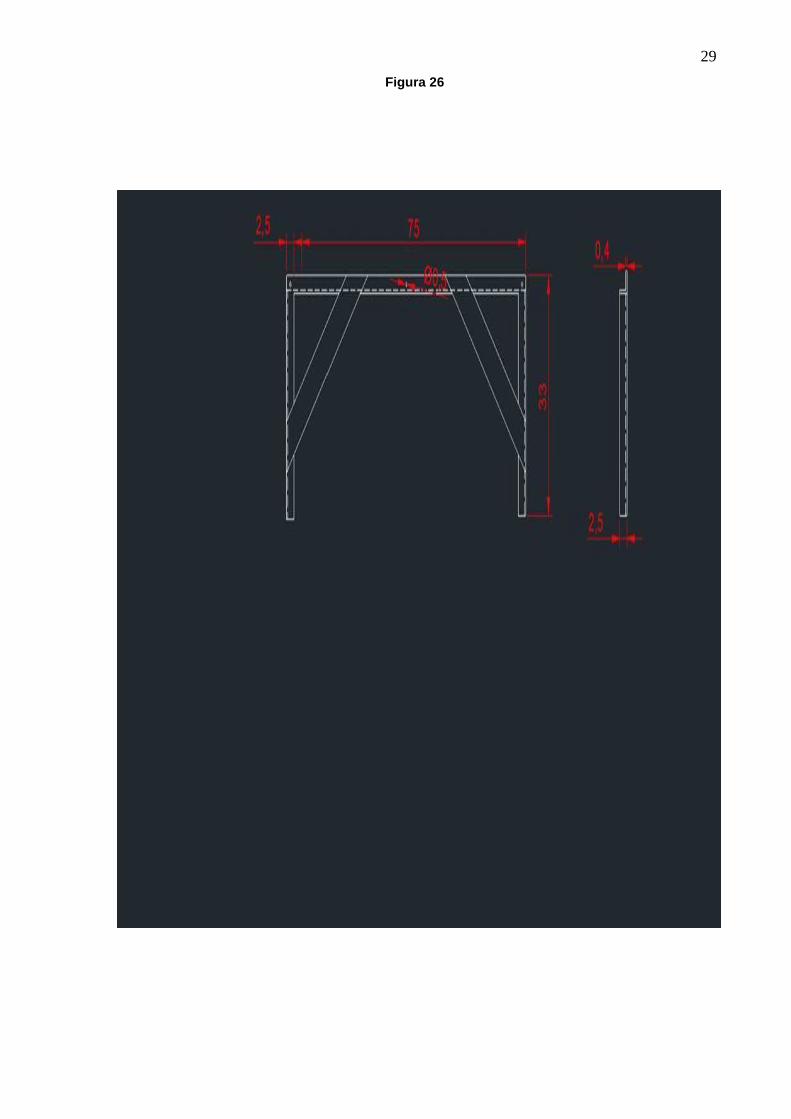
3.1.8 Desenhos
Figura 17
20
Figura 18
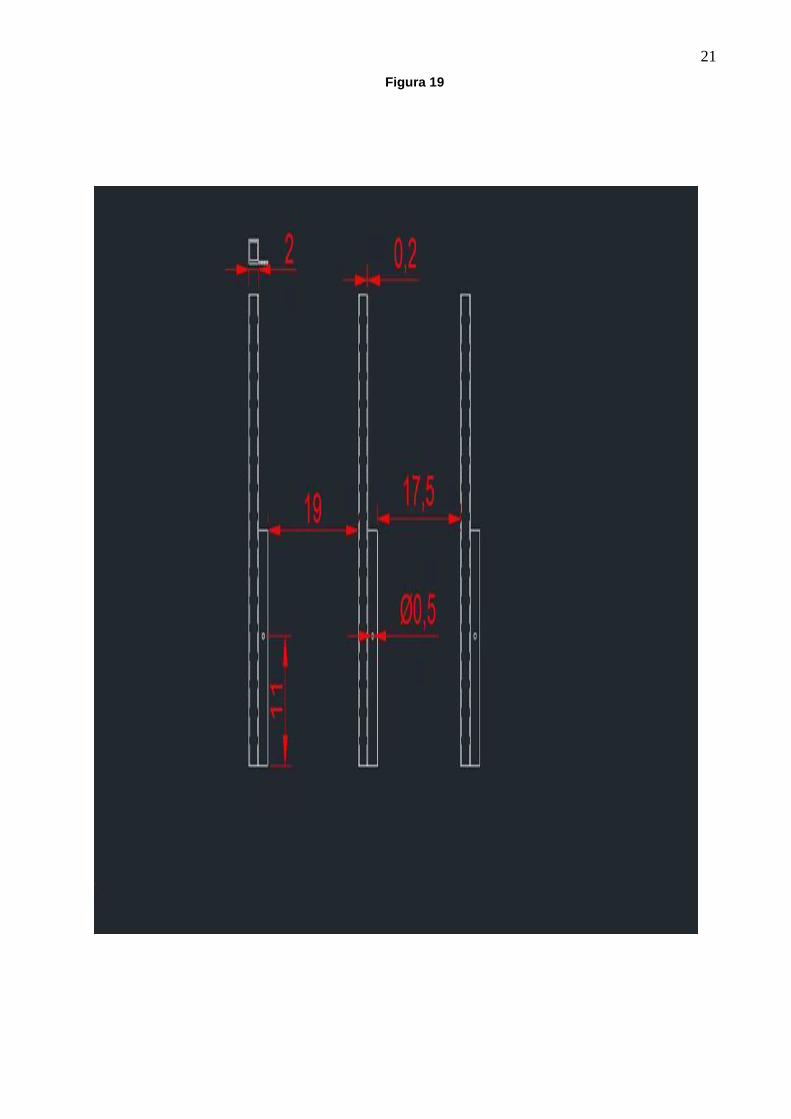
21
Figura 19

22
Figura 20
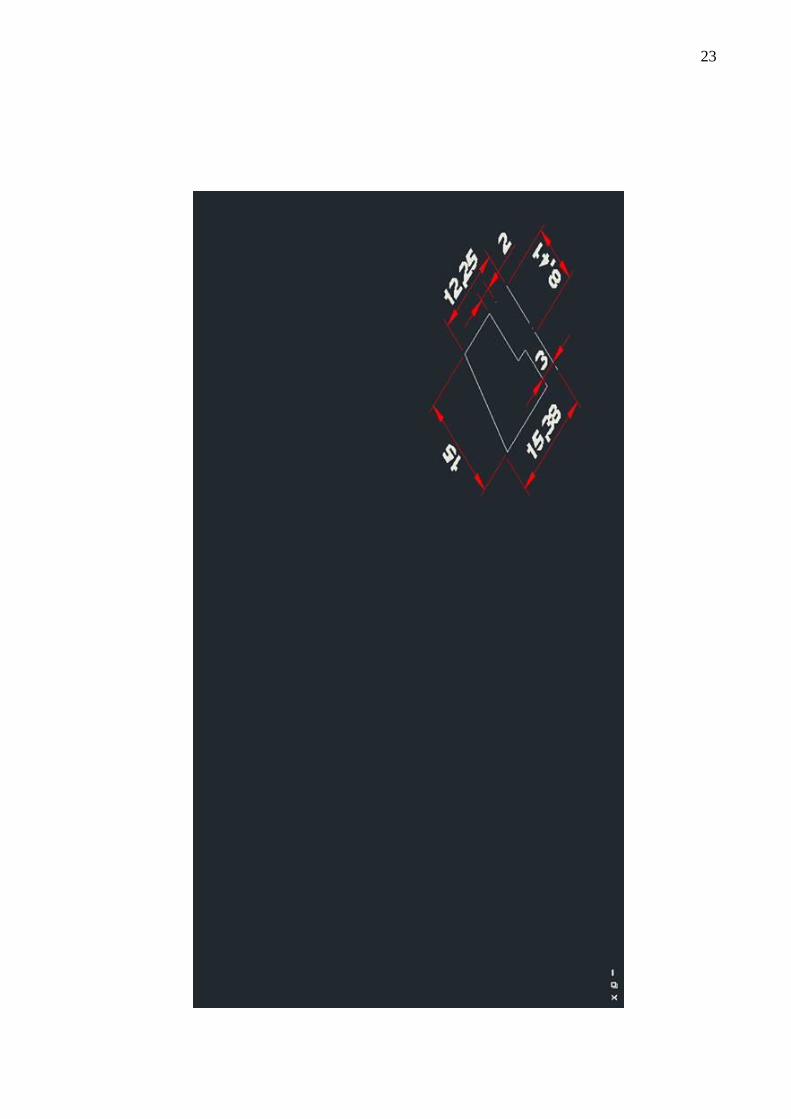
23
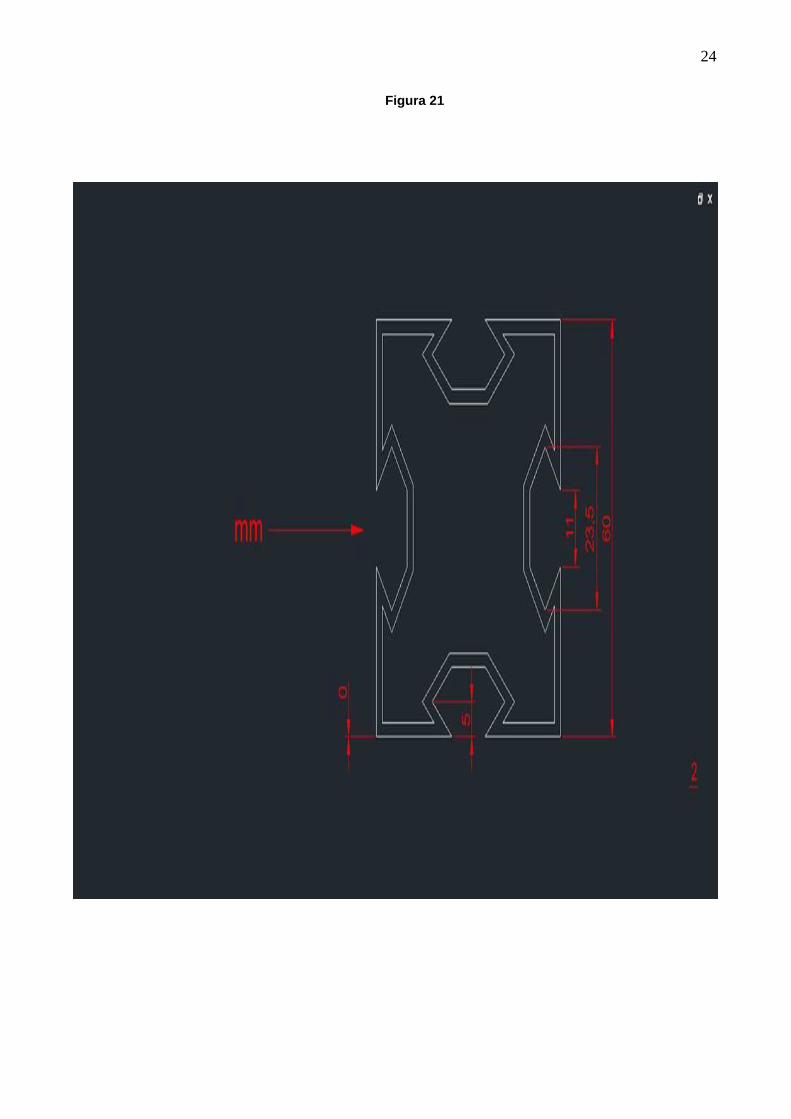
24
Figura 21
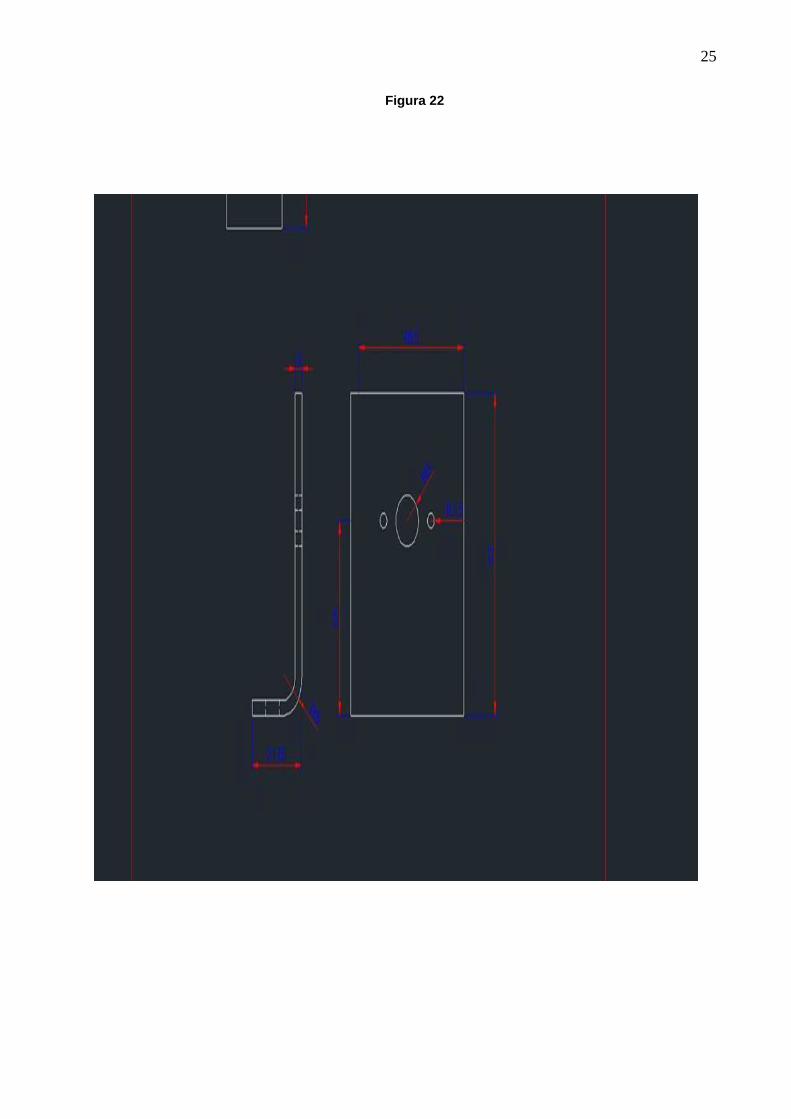
25
Figura 22
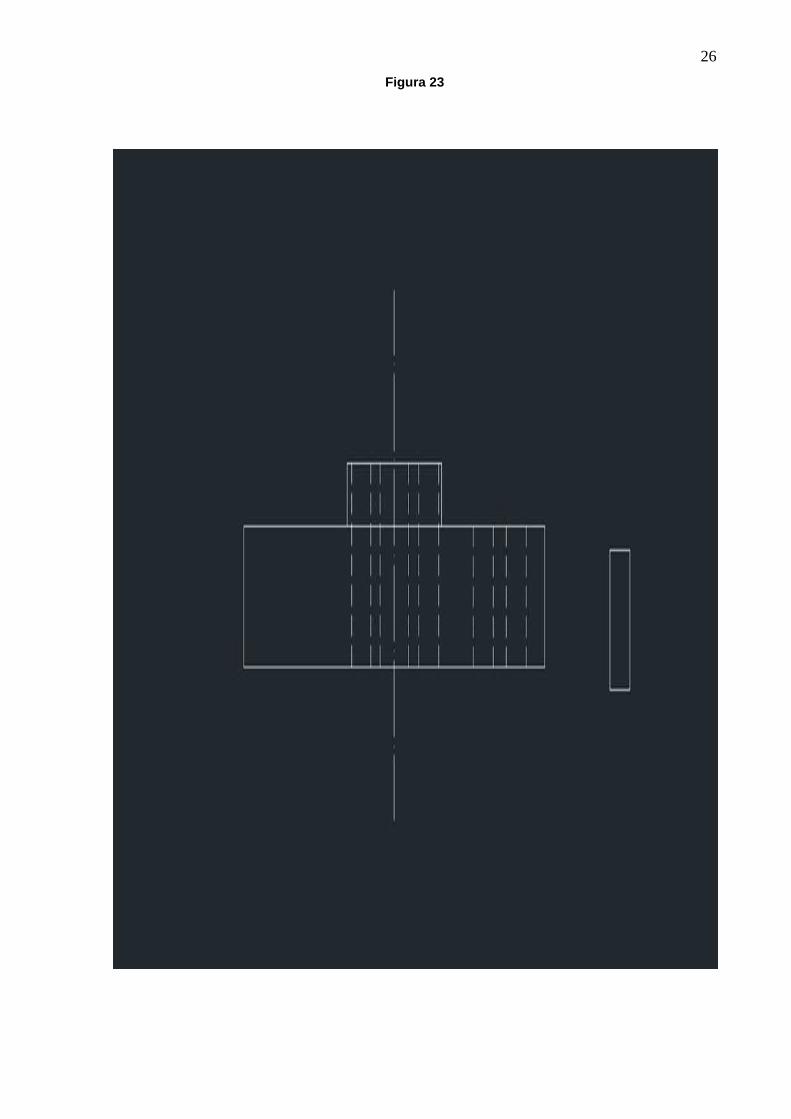
26
Figura 23
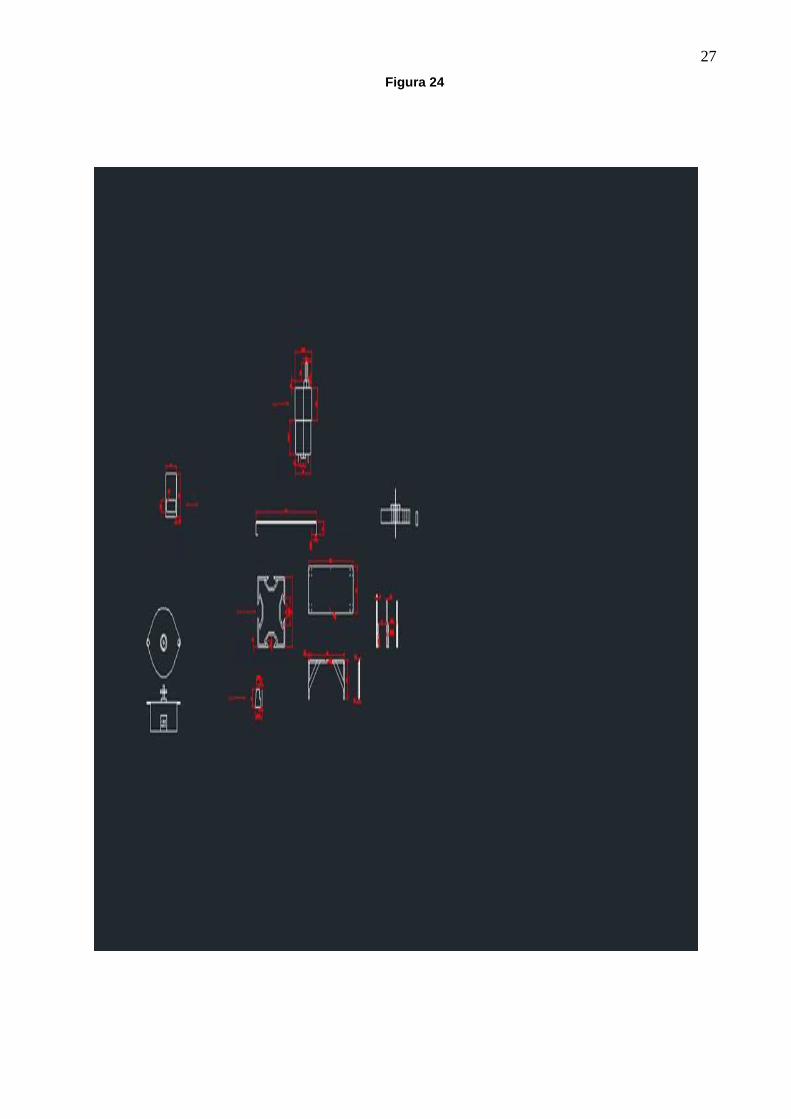
27
Figura 24
28
Figura 25
29
Figura 26
30
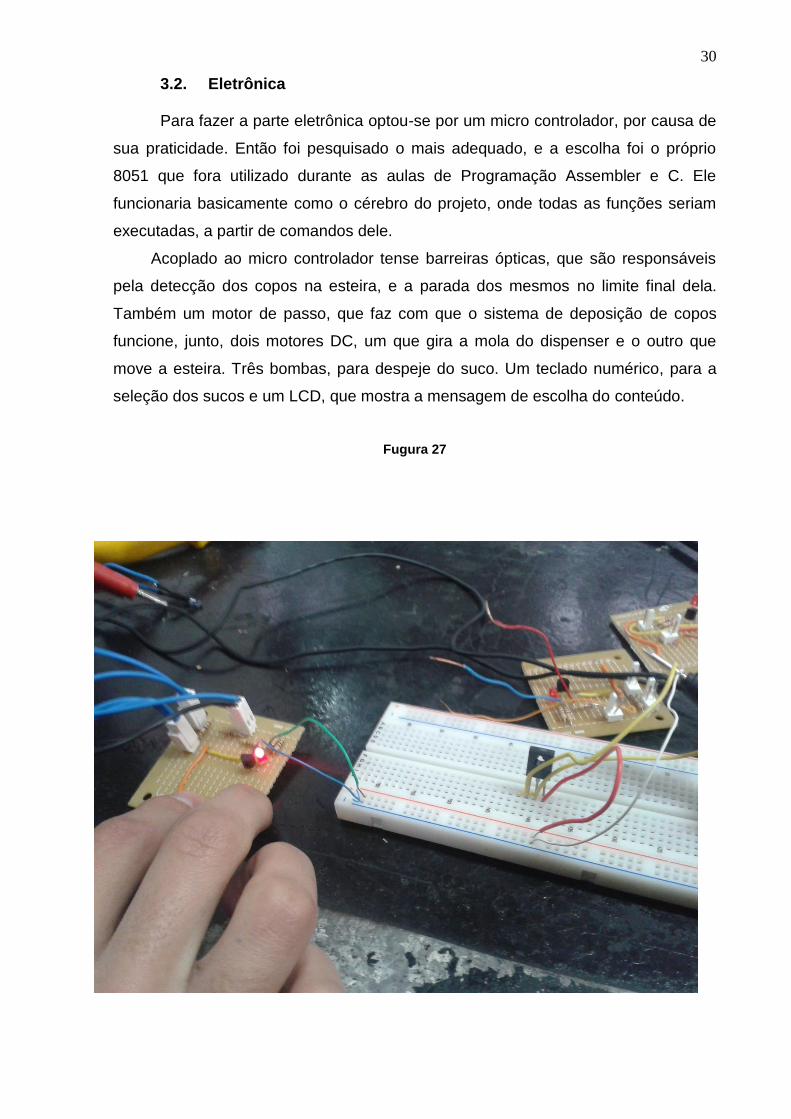
3.2. Eletrônica
Para fazer a parte eletrônica optou-se por um micro controlador, por causa de
sua praticidade. Então foi pesquisado o mais adequado, e a escolha foi o próprio
8051 que fora utilizado durante as aulas de Programação Assembler e C. Ele
funcionaria basicamente como o cérebro do projeto, onde todas as funções seriam
executadas, a partir de comandos dele.
Acoplado ao micro controlador tense barreiras ópticas, que são responsáveis
pela detecção dos copos na esteira, e a parada dos mesmos no limite final dela.
Também um motor de passo, que faz com que o sistema de deposição de copos
funcione, junto, dois motores DC, um que gira a mola do dispenser e o outro que
move a esteira. Três bombas, para despeje do suco. Um teclado numérico, para a
seleção dos sucos e um LCD, que mostra a mensagem de escolha do conteúdo.
Fugura 27
31
3.2.2 Motores
Os motores DC são ativados através do circuito de Interfaces de Potência,
feitos por transistores BD137, pois a tensão de 5V que alimenta o micro controlador,
não era capaz de proporcionar a corrente necessária para alimentar os motores. E
para solucionar o mesmo problema no motor de Passo, utilizou-se o kit de Interface
de Potência da escola, a qual é comandada pelo transistor TIP122 e com
configuração Darlington. Ambas as interfaces aumentam a corrente, para poder
igualar a dos motores com a do micro controlador.
32
3.2.3 Teclado numérico e LCD
No micro controlador o teclado numérico funciona como seletor da máquina, ou
seja, a partir dele o usuário irá selecionar a opção de sabor desejada. Já o LCD, tem
a função visual, que seria mostrar ao usuário as opções do suco, e após o que ele
digitar no teclado, sua escolha final.
3.2.4 Processo
Depois que ocorre a seleção do suco, o micro controlador irá mandar um
comando para os motores de Passo e DC, que farão os copos caírem na esteira,
então as barreiras ópticas terão como função detectá-los, e avisar ao micro
controlador, para que ative o outro motor DC, que está preso a esteira a partir do
sistema de correias, e então ela começará a andar. Em seguida o copo passará por
outra barreira óptica que está abaixo das mangueiras, que avisará o micro
controlador, e este por sua vez, fará o motor da esteira parar imediatamente. Ao
mesmo instante será mandado um impulso de volta, que ativará a bomba do sabor
de suco selecionado, através dos circuitos de potência, e depois de um tempo pré-
determinado, a bomba será desativada e a esteira religada. Por fim uma terceira
barreira óptica irá avisar o micro controlador, que desativará a esteira quando o copo
estiver na sua extremidade final, e assim o usuário poderá pegar o seu suco e
desfrutá-lo.
33
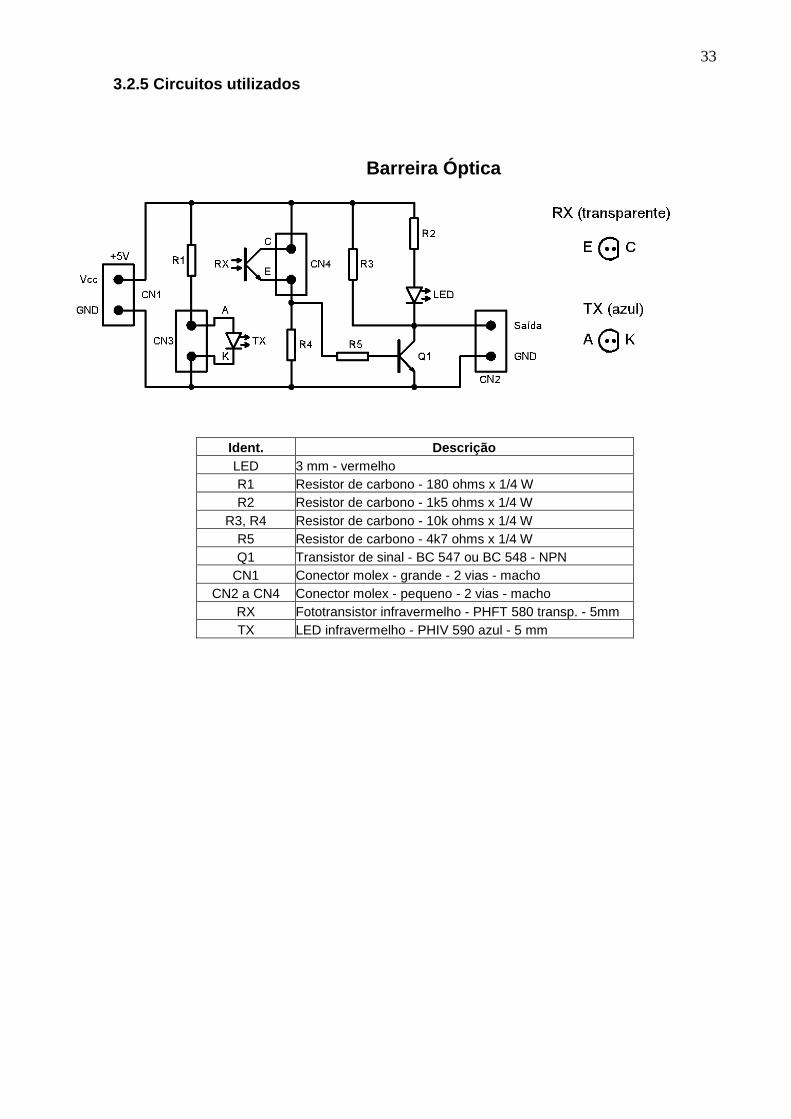
3.2.5 Circuitos utilizados
Barreira Óptica
Ident. Descrição
LED 3 mm - vermelho
R1 Resistor de carbono - 180 ohms x 1/4 W
R2 Resistor de carbono - 1k5 ohms x 1/4 W
R3, R4 Resistor de carbono - 10k ohms x 1/4 W
R5 Resistor de carbono - 4k7 ohms x 1/4 W
Q1 Transistor de sinal - BC 547 ou BC 548 - NPN
CN1 Conector molex - grande - 2 vias - macho
CN2 a CN4 Conector molex - pequeno - 2 vias - macho
RX Fototransistor infravermelho - PHFT 580 transp. - 5mm
TX LED infravermelho - PHIV 590 azul - 5 mm
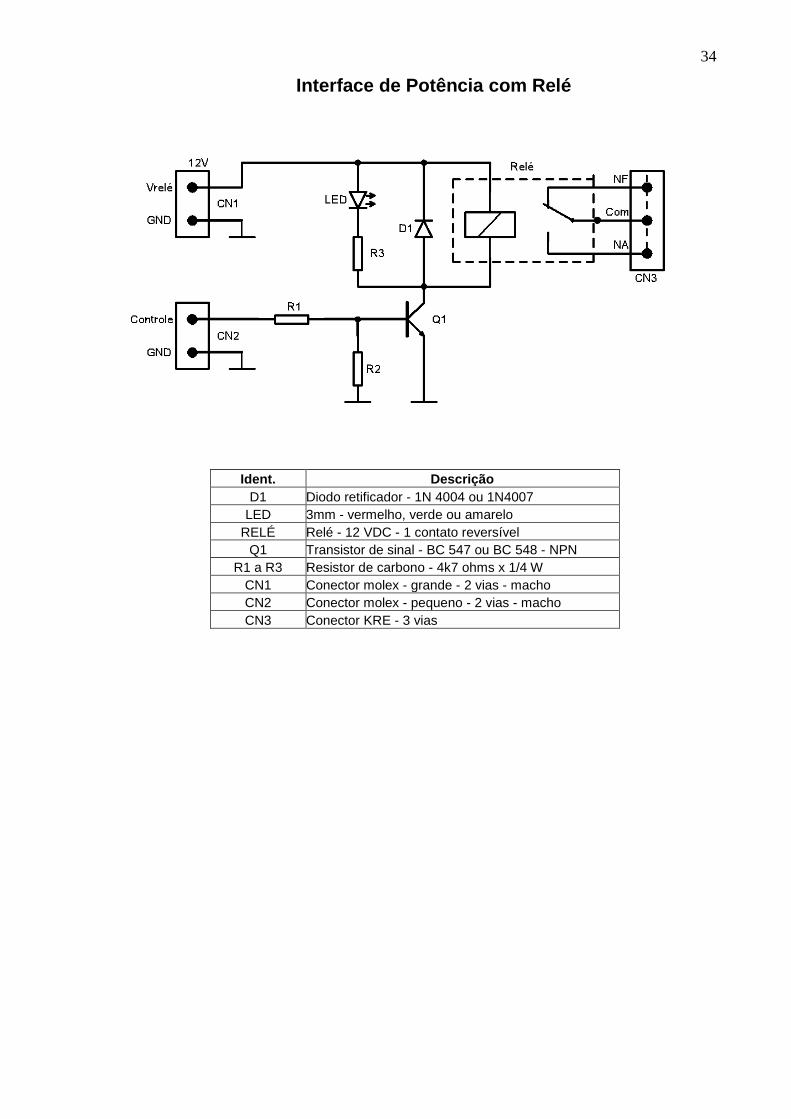
34
Interface de Potência com Relé
Ident. Descrição
D1 Diodo retificador - 1N 4004 ou 1N4007
LED 3mm - vermelho, verde ou amarelo
RELÉ Relé - 12 VDC - 1 contato reversível
Q1 Transistor de sinal - BC 547 ou BC 548 - NPN
R1 a R3 Resistor de carbono - 4k7 ohms x 1/4 W
CN1 Conector molex - grande - 2 vias - macho
CN2 Conector molex - pequeno - 2 vias - macho
CN3 Conector KRE - 3 vias
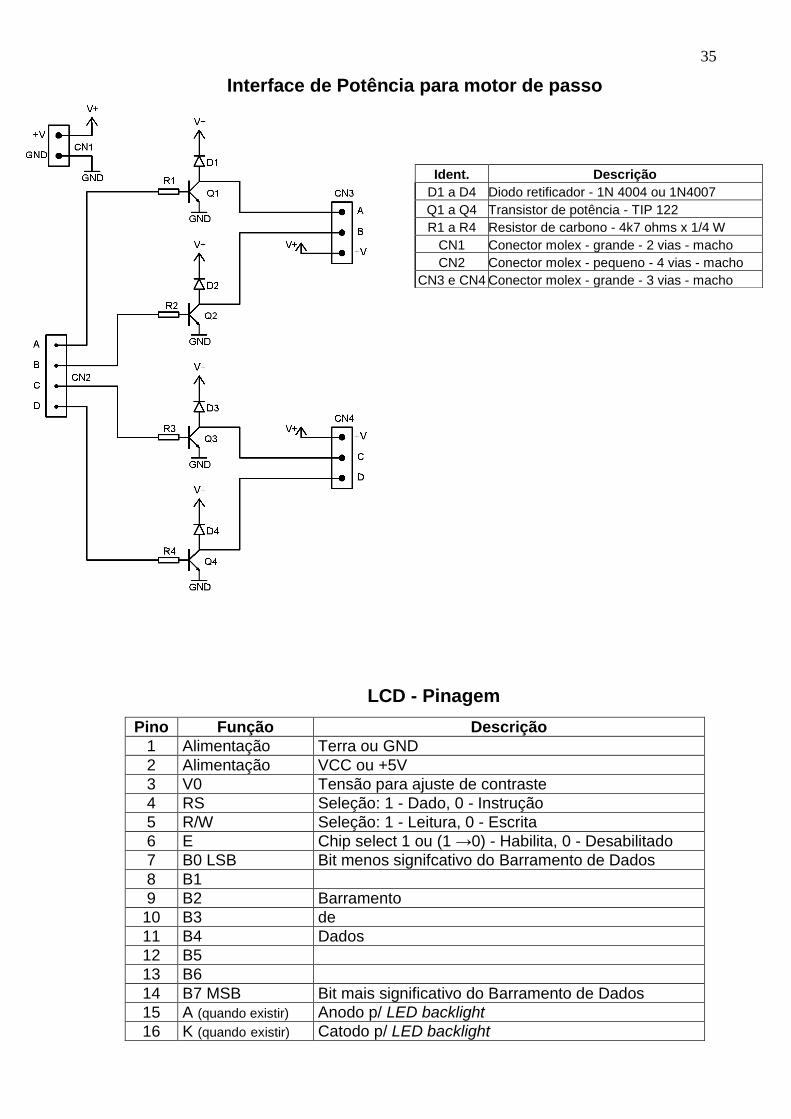
35
Interface de Potência para motor de passo
LCD - Pinagem
Pino Função Descrição
1 Alimentação Terra ou GND
2 Alimentação VCC ou +5V
3 V0 Tensão para ajuste de contraste
4 RS Seleção: 1 - Dado, 0 - Instrução
5 R/W Seleção: 1 - Leitura, 0 - Escrita
6 E Chip select 1 ou (1 →0) - Habilita, 0 - Desabilitado
7 B0 LSB Bit menos signifcativo do Barramento de Dados
8 B1
9 B2 Barramento
10 B3 de
11 B4 Dados
12 B5
13 B6
14 B7 MSB Bit mais significativo do Barramento de Dados
15 A (quando existir) Anodo p/ LED backlight
16 K (quando existir) Catodo p/ LED backlight
Ident. Descrição
D1 a D4 Diodo retificador - 1N 4004 ou 1N4007
Q1 a Q4 Transistor de potência - TIP 122
R1 a R4 Resistor de carbono - 4k7 ohms x 1/4 W
CN1 Conector molex - grande - 2 vias - macho
CN2 Conector molex - pequeno - 4 vias - macho
CN3 e CN4 Conector molex - grande - 3 vias - macho
36
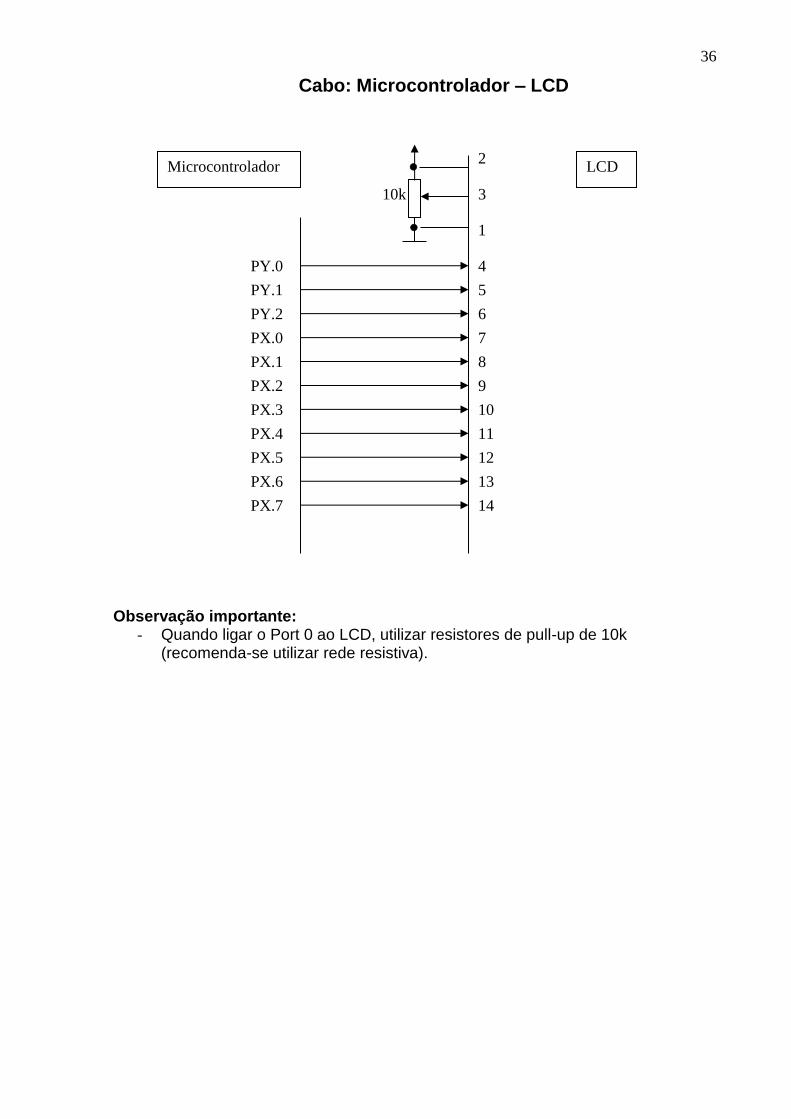
Cabo: Microcontrolador – LCD
Observação importante: - Quando ligar o Port 0 ao LCD, utilizar resistores de pull-up de 10k
(recomenda-se utilizar rede resistiva).
1
3
4
5
6
7
8
9
10
11
12
13
14
PY.0
PY.1
PY.2
PX.0
PX.1
PX.2
PX.3
PX.4
PX.5
PX.6
PX.7
10k
Microcontrolador LCD 2
37
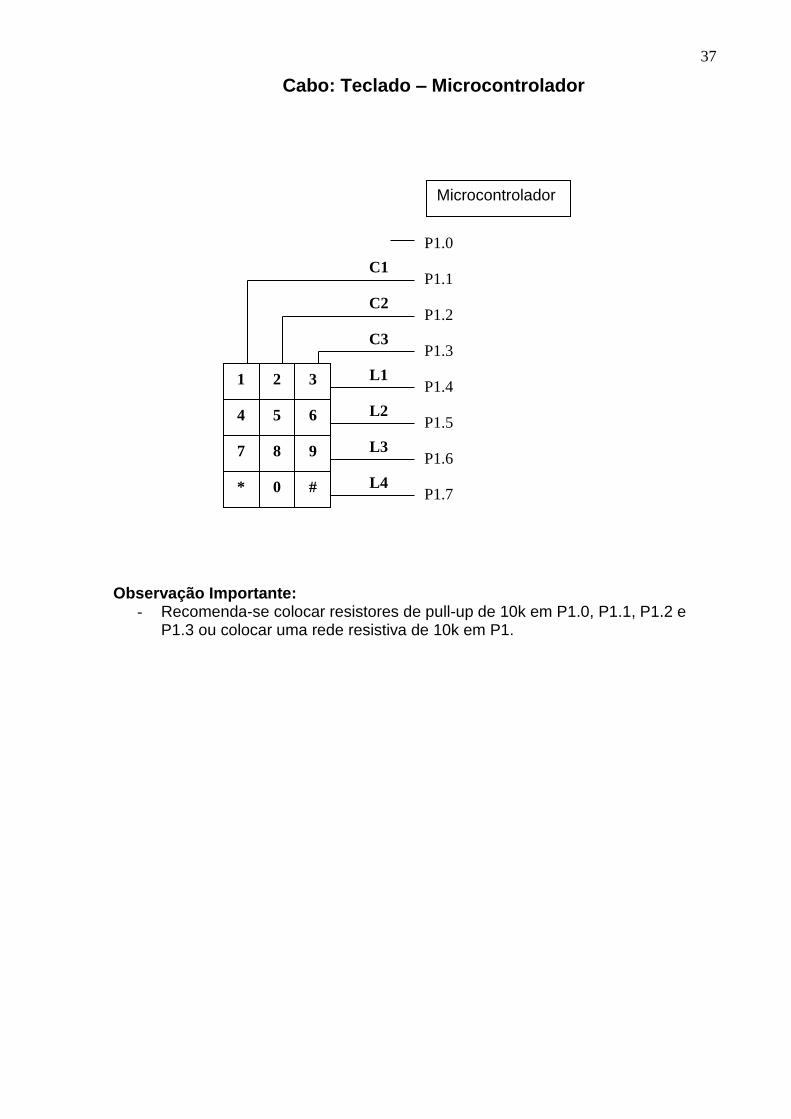
Cabo: Teclado – Microcontrolador
Observação Importante: - Recomenda-se colocar resistores de pull-up de 10k em P1.0, P1.1, P1.2 e
P1.3 ou colocar uma rede resistiva de 10k em P1.
1 2 3
4 5 6
7 8 9
* 0 #
C1
C2
C3
L1
L2
L3
L4
Microcontrolador
P1.0
P1.1
P1.2
P1.3
P1.4
P1.5
P1.6
P1.7
38
3.2.6 Programação
#include <at89x52.h>
#include <LCD.h>
#include <TEC4x4.h>
#include<ATRASO.h>
/**************** MANUAL DO PORTS: COMO LIGAR
*************
;p2.0=barreira do copo p1.0=teclado p3.0=motor de
passo p0.0=b4
;p2.1= barreira do suco p1.1=teclado p3.1=motor de
passo p0.1=b5
;p2.2= barreira da tampa p1.2=teclado p3.2=motor de
passo p0.2=b6
;p2.3= p1.3=teclado p3.3=motor de passo
p0.3=b7
;p2.4= solenóide atuador p1.4=teclado p3.4=motor da
esteira p0.4=vavula 1 morango
;p2.5= solenóide rotativo duplo go p1.5=teclado p3.5=rs
p0.5=vavula 2 laranja
;p2.6= ventosa p1.6=teclado p3.6=e
p0.6=vavula 3 limão
;p2.7= p1.7=teclado p3.7=motor dos copos
p0.7=
*/
code unsigned char msg1[17]={" Suco de Fruta ",0x00}; // Mensagem com o
nome do projeto
code unsigned char msg2[17]={"Selecionar suco ",0x00}; // Mensagem com a
indicação do inico do processo
code unsigned char msg3[17]={" A = Morango ",0x00}; // Mensagem com o
comando para escolher o Sabor Morango
39
code unsigned char msg4[17]={" B = Laranja ",0x00}; // Mensagem com o
comando para escolher o Sabor Laranja
code unsigned char msg5[17]={" C = Limão ",0x00};// Mensagem com o
comando para escolher o Sabor Limão
code unsigned char msg6[17]={" Acabou o copo ",0x00};// Mensagem com
uma utilazação futura
code unsigned char msg7[17]={" 1 sabor ",0x00};// Mensagem com o
comando para escolher o apenas 1 suco
code unsigned char msg8[17]={" 2 sabores ",0x00};// Mensagem com o
comando para escolher o 2 tipos de suco
code unsigned char msg9[17]={" 3 sabores ",0x00};// Mensagem com o
comando para escolher o 3 tipos de suco
code unsigned char msg10[17]={"Erro De Registro",0x00};// Mensagem com a
indicação de erro
code unsigned char msg11[17]={" Aperte 0 ",0x00};// Mensagem com uma
utilização futura
code unsigned char msg12[17]={" Retire o copo ",0x00};// Mensagem com a
indicação do fim do processo
code unsigned char msg13[17]={"A= Morango&Limão",0x00};// Mensagem com
o comando para escolher o Sabor Morango e Limão
code unsigned char msg14[17]={"B=LaranjaMorango",0x00};// Mensagem com
o comando para escolher o Sabor Morango e laranja
code unsigned char msg15[17]={"C= Limão&Laranja",0x00};// Mensagem com
o comando para escolher o Sabor Limão e Laranja
code unsigned char msg16[17]={" Sabor 1,2,3 ",0x00};// Mensagem com o
comando para escolher o numero de sabores
code unsigned char msg17[17]={" Sabor A,B,C ",0x00};// Mensagem com o
comando para escolher os tipos de sabores
unsigned char num;// variavel do teclado inicial
unsigned char numx;// variavel do teclado numero de sabores
unsigned char numt;// variavel do teclado tipos de sabores
unsigned char cont=0;// variavel do motor de passo
40
unsigned char opc=1;// variavel de verificação do processo
void main()
{
P0=0x00;// desligar portas de P0.0 até P0.7
P1=0x00;// desligar portas de P1.0 até P1.7
P2=0x00;// desligar portas de P2.0 até P2.7
P3=0x00;// desligar portas de P3.0 até P3.7
lcd_ini();// inicializa o LCD
while(1)// rotina principal
{
lcd_cmd(0x80);// coloca cursor do LCD na parte superior
lcd_str(msg1);// coloca o nome do projeto no LCD
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0x80);//coloca o cursor do LCD na parte superior
lcd_str(msg2);// indica no LCD para selecionar o suco
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg7);//indica o comando para escolher 1 suco no LCD
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg8);//indica o comando para escolher 2 sucos no LCD
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
41
lcd_cmd(0xC0);// coloca o cursor do LCD na parte inferior
lcd_str(msg9);// indica o comando para escolher 3 sucos no LCD
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0xC0);// coloca o cursor do LCD na parte inferior
lcd_str(msg16);// indica os 3 comandos que podem ser utilizados nesse
momento
atraso_ms(1000); // inicia uma rotina de tempo que dura 1 segundo
do
{
numt=teclado();// verifica o teclado enquanto ele não foi apertado
}
while(numt==0x0F);// verifica se o teclado foi apertado
switch (numt)// dependendo do valor do teclado executa uma ação
{
case 0x01://caso seja escolhido 1 sabor
lcd_cmd(0x80);// coloca o cursor do LCD na parte superior
lcd_str(msg1);// coloca o nome do projeto no LCD
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0x80);//coloca o cursor do LCD na parte superior
lcd_str(msg2);// indica no LCD para selecionar o suco
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg3);//indica no LCD o comando para escolher o suco de morango
puro
42
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg4);//indica no LCD o comando para escolher o suco de laranja
puro
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg5);// indica no LCD o comando para escolher o suco de limão
puro
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg17);// indica no LCD os comando posiveis
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
do
{
numx=teclado();// verifica o teclado enquanto ele não foi apertado
}
while(numx==0x0F);// verifica se o teclado foi apertado
switch (numx)//dependendo do valor do teclado executa uma ação
{
case 0x0A:// caso seja escolhido morango puro
opc=0x0A;// coloca a opção na memoria
lcd_cmd(0x80);// coloca o cursor do LCD na parte superior
lcd_str(msg7);//coloca no LCD a opção de 1 suco
lcd_cmd(0xC0);// coloca o cursor do LCD na parte inferior
lcd_str(msg3);//coloca no LCD a opção do suco de morango
atraso_ms(1000);//inicia uma rotina de tempo que dura 1 segundo
case 0x0B://caso seja escolhido laranja puro
opc=0x0B;// coloca opção na memoria
lcd_cmd(0x80);// coloca o cursor do LCD na parte superior
43
lcd_str(msg7);//coloca no LCD a opção de 1 suco
lcd_cmd(0xC0);// coloca o cursor do LCD na parte inferior
lcd_str(msg4);//coloca no LCD a opção do suco de laranja
atraso_ms(1000);//inicia uma rotina de tempo que dura 1 segundo
case 0x0C://caso seja escolhido a limão puro
opc=0x0C;//coloca opção na memoria
lcd_cmd(0x80);//coloca o cursor do LCD na parte superior
lcd_str(msg7);//coloca no LCD a opção de 1 suco
lcd_cmd(0xC0);// coloca o cursor do LCD na parte inferior
lcd_str(msg5);//coloca no LCD a opção do suco de limão
atraso_ms(1000);//inicia uma rotina de tempo que dura 1 segundo
default://caso a escolha esteja errada
opc=0 ;//variavel para futura mudança
}
case 0x02:// caso seja escolhido misturar dois sucos
lcd_cmd(0x80);//coloca o cursor do LCD na parte superior
lcd_str(msg1);//coloca o nome do projeto no LCD
atraso_ms(1000);//inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0x80);// coloca o cursor do LCD na parte superior
lcd_str(msg2);//coloca no LCD a messagem para selecionar suco
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg13);//coloca no LCD o comando para selecionar a mistura
morango e limão
atraso_ms(1000);//inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg14);//coloca o LCD o comando para selecionar a mistura
morango e laranja
atraso_ms(1000);//inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg15);//coloca o LCD o comando para selecionar a mistura laranja e
limão
44
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg17);// coloca todos os comandos possiveis
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
do
{
numx=teclado(); // verifica o teclado enquanto não é acionado
}
while(numx==0xff);// verifica se o teclado foi acionado
switch (numx) // dependendo do valor do teclado executa uma ação
{
case 0x0A:// caso seja escolhido morango e limão
opc=0xAB;// carrega a variavel com a opção
lcd_cmd(0x80);//coloca o cursor do LCD na parte superior
lcd_str(msg8);//coloca no LCD a opção de 2 sucos
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg13);//coloca no LCD a opção de morango e limão como
mistura
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
case 0x0B://caso seja escolhido morango e laranja
opc=0xAC;// carrega a variavel com a opção
lcd_cmd(0x80);//coloca o cursor do LCD na parte superior
lcd_str(msg8);//coloca no LCD a opção de 2 sucos
lcd_cmd(0xC0);//coloca o cursor do LCD na parte inferior
lcd_str(msg14);//coloca no lcd a opção de morango e laranja como
mistura
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
case 0x0C://caso seja escolhido laranja e limão
45
opc=0xBC;// carrega a variavel com a opção
lcd_cmd(0x80);//coloca o cursor do LCD na parte superior
lcd_str(msg8);// coloca no LCD a opção de 2 sucos
lcd_cmd(0xC0);// coloca o cursor do LCD na parte inferior
lcd_str(msg15);// coloca no LCD a opção de laranja e limão como
mistura
atraso_ms(1000);// inicia uma rotina de tempo que dura 1 segundo
default:// caso a escolha esteja errada
opc=0 ;// variavel para futura mudança
}
case 0x03:// caso escolha misturar 3 sucos
opc=0xFF;// carrega varialvel com a opção
lcd_cmd(0x80);//coloca o cursor do LCD na parte superior
lcd_str(msg1);//coloca no LCD o nome do projeto
lcd_cmd(0xC0);// coloca o cursor do LCD na parte inferior
lcd_str(msg9);// coloca no LCD que foi escolhido misturar os 3 sabores
atraso_ms(1000);//inicia uma rotina de tempo que dura 1 segundo
default:// caso a escolha esteja errada
opc=0 ;// variavel para futura mudança
}
if(P2_0==0)// verifica se existe algo obstruindo o caminho do copo
{
do
{
46
P3_0=0;//desliga a bobina 1 do motor de passo
P3_1=0;//desliga a bobina 2 do motor de passo
P3_2=0;//desliga a bobina 3 do motor de passo
P3_3=0;//desliga a bobina 4 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_0=1;//liga a bobina 1 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_0=0;//desliga a bobina 1 do motor de passo
P3_1=1;//liga a bobina 2 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_1=0;//desliga a bobina 2 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_2=1;//liga a bobina 3 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_2=0;//desliga a bobina 3 do motor de passo
47
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_3=1;//liga a bobina 4 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
cont++;//aumenta a contagem de passos em 1
}
while (cont <= 2);//verfica se o motor de passo deu os
passos
P3_0=0;// desliga a bobina 1 do motor de passo
P3_1=0;// desliga a bobina 1 do motor de passo
P3_2=0;// desliga a bobina 1 do motor de passo
P3_3=0;// desliga a bobina 1 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_7=1;//liga o motor que gira a mola
P2_5=1;//aciona o atuador que gira para cima
P2_6=1;//aciona o atuador que liga a ventosa
atraso_ms(500);//atraso para girar
P2_4=1;//aciona o atuador que avança o atuador reto
48
atraso_ms(750);//atraso para avançar e pegar a tampa
do recipiente
P2_4=0;//aciona o atuador que retorna o atuador
rotativo
atraso_ms(125);// atraso para mudança de angulo
P2_5=0;//aciona o atuador que retorna o atuador
rotativo
cont=0;// zera variavel do motor de passo
do
{
P3_0=0;// desliga a bobina 1 do motor de passo
P3_1=0;// desliga a bobina 2 do motor de passo
P3_2=0;// desliga a bobina 3 do motor de passo
P3_3=0;// desliga a bobina 4 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_3=1;// liga a bobina 4 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_3=0;// desliga a bobina 4 do motor de passo
49
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_2=1;// liga a bobina 3 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_2=0;// desliga a bobina 3 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_1=1;// liga a bobina 2 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_1=0;// desliga a bobina 2 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
P3_0=1;// liga a bobina 1 do motor de passo
atraso_ms(50);// rotina de tempo para não queimar
motor de passo
cont++;
}
while (cont <= 2) ;
50
while (P2_0==0) {}// espera o copo cair
P3_7=0;//desliga o motor da mola
atraso_ms(3000);//atraso para esperar o copo cair
P3_0=0;// desliga a bobina 1 do motor de passo
P3_1=0;// desliga a bobina 2 do motor de passo
P3_2=0;// desliga a bobina 3 do motor de passo
P3_3=0;// desliga a bobina 4 do motor de passo
P3_4=1;//liga o motor da esteira
while (P2_1==0) {} //fica verificando a barreira optica
P3_4=0; //desliga o motor da esteira
switch(opc) // verifica a opção
{
case 0x0A://caso seja morango puro
P0_4=1;//liga a valvula 1
atraso_ms(2650);// tempo para encher 1 copo inteiro
P0_4=0;// desliga a valvula 1
opc=1;// coloca o valor inicial na variavel
51
case 0x0B://caso seja laranja puro
P0_5=1;//liga a valvula 2
atraso_ms(2650);//tempo de encher 1 copo inteiro
P0_5=0;//desliga a valvula 2
opc=1;// coloca o valor inicial na variavel
case 0x0C://caso seja limão puro
P0_6=1;//liga valvula 3
atraso_ms(2650);//tempo de encher 1 copo inteiro
P0_6=0;//desliga a valvula 3
opc=1;//coloca o valor inicial da variavel
case 0xAB://caso seja suco de limão e morango
P0_6=1;//liga valvula 3
P0_4=1;//liga valvula 1
atraso_ms(1275);//tempo para encher o meio copo
P0_6=0;//desliga valvula 3
P0_4=0;//desliga valvula 1
52
opc=1;//coloca valor inicial da variavel
case 0xAC://caso seja suco de laranja e morango
P0_5=1;//liga valvula 2
P0_4=1;//liga valvula 1
atraso_ms(1275);//tempo de encher meio copo
P0_5=0;//desliga valvula 2
P0_4=0;//desliga valvula 1
opc=1;//coloca o valor inicial da variavel
case 0xBC://caso seja laranja e limão
P0_5=1;//liga valvula 2
P0_6=1;//liga valvula 3
atraso_ms(1275);//tempo de encher meio copo
P0_5=0;//desliga valvula 2
P0_6=0;//desliga valvula 3
opc=1;//coloca o valor inicial da variavel
case 0xFF://caso seja morango, laranja e limão
53
P0_4=1;//liga valvula 1
P0_5=1;//liga valvula 2
P0_6=1;//liga valvula 3
atraso_ms(883);//tempo de encher um terço do copo
P0_4=0;//desliga valvula 1
P0_5=0;//desliga valvula 2
P0_6=0;//desliga valvula 3
opc=1;//coloca o valor inicial da variavel
default://caso a opção n esteja na memoria
opc=0 ;//variavel para utilização futura
}
P3_4=1;//liga motor da esteira
while(P2_3){}// fica verificando a barreira optica
P3_4=0;//desliga o motor da esteira
atraso_ms(500);//rotina de tempo que dura meio
segundo
P2_4=1;//liga a solenoide que avança o atuador
atraso_ms(500);//tempo para avançar
54
P2_6=0;//desliga a solenoide que controla a ventosa
atraso_ms(500);//tempo para cair a tampa
P2_4=0;//deliga a solenoide que controla o atuador
reto
atraso_ms(500);//tempo para retornar atuador
lcd_cmd(0x80);//coloca o cursor na parte superior do
LCD
lcd_str(msg12);//indica o fim do processo no LCD
atraso_ms(5000);
}
}
lcd_cmd(0x80);// coloca cursor do LCD na parte
superior
lcd_str(msg1);// coloca o nome do projeto no LCD
atraso_ms(1000);// inicia uma rotina de tempo que
dura 1 segundo
lcd_cmd(0x80);//coloca o cursor do LCD na parte
superior
lcd_str(msg2);// indica no LCD para selecionar o suco
}
55
3.3. Pneumática O projeto possui uma automatização composta por três componentes
pneumáticos, um atuador linear, um atuador rotativo e uma válvula de vácuo, todos controlados através de um módulo CLP.
Este conjunto é responsável por tampar o copo, e devido a sua precisão é possível sincronizar a posição dele, através de seu centro, para que a tampa seja colocada com eficiência sobre o mesmo.
Para realizar o controle dos atuadores são usadas válvulas solenóides de cinco duas vias e três duas vias. Para controlar o atuador rotativo foi utilizada uma válvula cinco duas vias, o que permite controlar o giro do atuador para ambos os sentidos.
Já para a válvula de vácuo e para o atuador linear foi utilizada válvulas três duas vias, pois só há necessidade de controlar o sentido de avanço.
56
3.3.2 CLP
COMO FUNCIONA O CLP?
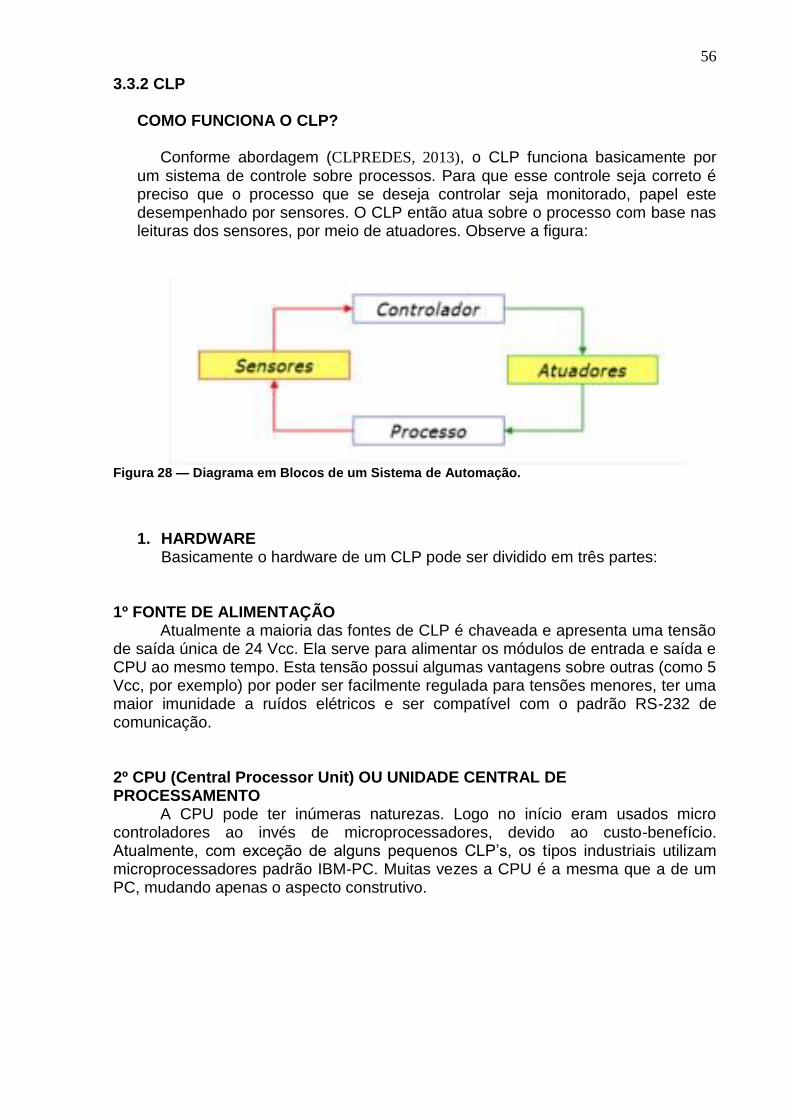
Conforme abordagem (CLPREDES, 2013), o CLP funciona basicamente por um sistema de controle sobre processos. Para que esse controle seja correto é preciso que o processo que se deseja controlar seja monitorado, papel este desempenhado por sensores. O CLP então atua sobre o processo com base nas leituras dos sensores, por meio de atuadores. Observe a figura:
Figura 28 — Diagrama em Blocos de um Sistema de Automação.
1. HARDWARE
Basicamente o hardware de um CLP pode ser dividido em três partes:
1º FONTE DE ALIMENTAÇÃO Atualmente a maioria das fontes de CLP é chaveada e apresenta uma tensão
de saída única de 24 Vcc. Ela serve para alimentar os módulos de entrada e saída e CPU ao mesmo tempo. Esta tensão possui algumas vantagens sobre outras (como 5 Vcc, por exemplo) por poder ser facilmente regulada para tensões menores, ter uma maior imunidade a ruídos elétricos e ser compatível com o padrão RS-232 de comunicação.
2º CPU (Central Processor Unit) OU UNIDADE CENTRAL DE PROCESSAMENTO
A CPU pode ter inúmeras naturezas. Logo no início eram usados micro controladores ao invés de microprocessadores, devido ao custo-benefício. Atualmente, com exceção de alguns pequenos CLP’s, os tipos industriais utilizam microprocessadores padrão IBM-PC. Muitas vezes a CPU é a mesma que a de um PC, mudando apenas o aspecto construtivo.
57
3º INTERFACES E/S (Entrada e Saída, ou do inglês I/O – Input and Output) São as portas por onde entram e saem sinais do CLP. Ao trazer uma
informação do mundo externo o CLP também precisa enviar um comando baseado nesta informação. Estas entradas e saídas podem se do tipo analógica ou digital.
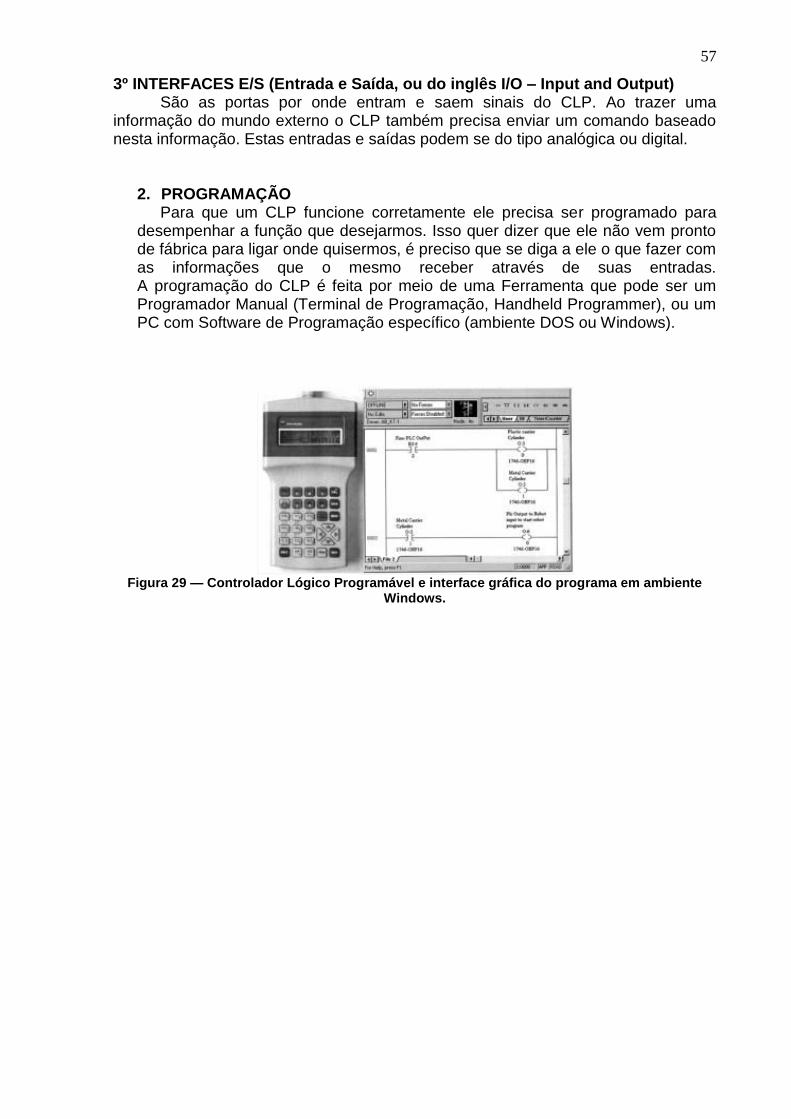
2. PROGRAMAÇÃO Para que um CLP funcione corretamente ele precisa ser programado para
desempenhar a função que desejarmos. Isso quer dizer que ele não vem pronto de fábrica para ligar onde quisermos, é preciso que se diga a ele o que fazer com as informações que o mesmo receber através de suas entradas. A programação do CLP é feita por meio de uma Ferramenta que pode ser um Programador Manual (Terminal de Programação, Handheld Programmer), ou um PC com Software de Programação específico (ambiente DOS ou Windows).
Figura 29 — Controlador Lógico Programável e interface gráfica do programa em ambiente
Windows.
58
3.3.3 CLP aplicação no projeto
Optou-se por controlar o sistema através de um CLP devido as vantagens de montagem e opções de programação oferecidas, entretanto ainda utilizou-se um micro controlador para analisar as opções de escolha e dar os sinais de chave para o CLP.
As vantagens são: a facilidade de programação e montagem de hardware, que no caso do micro controlador não foi possível utilizar.
Outra vantagem é não precisar de interfaces de potência para acionar os mecanismos, ao contrario do micro controlador, que necessitava.
A desvantagem é o seu alto custo. O funcionamento consiste em identificar o sinal enviado do micro controlador, o que o fará identificar as ações a serem efetuadas. Após receber o sinal, sem auxilio de interfaces, o CLP executa as ordens de programação nele contidas, realizando o movimento da esteira e a sequência de movimentos dos atuadores para colocar a tampa sobre o copo por meio das ventosas.
59
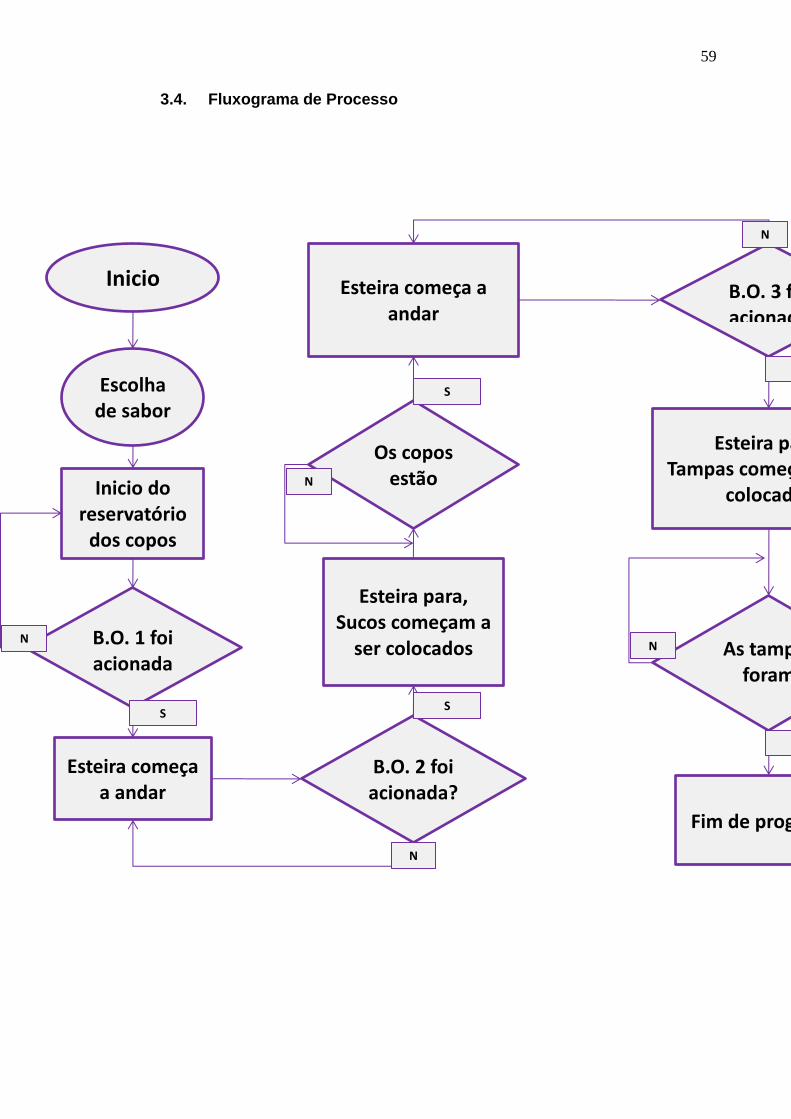
3.4. Fluxograma de Processo
Inicio
Inicio do reservatório
dos copos
B.O. 1 foi acionada
?
Esteira começa a andar
B.O. 2 foi acionada?
Os copos estão
cheios?
Esteira para, Sucos começam a
ser colocados
Esteira começa a andar
B.O. 3 foi acionada
Esteira para, Tampas começam a ser
colocadas
As tampas foram
postas?
Fim de programa.
Escolha de sabor
N
S S
S
S
S
N
N N
N
60
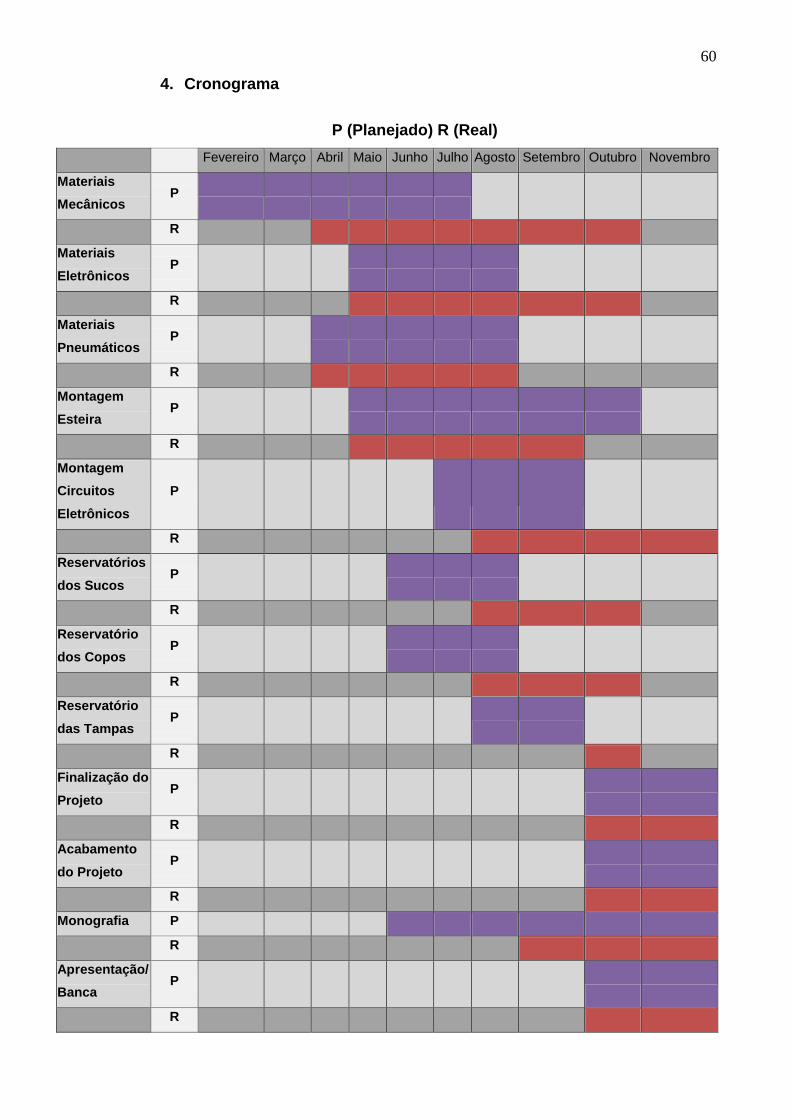
4. Cronograma
P (Planejado) R (Real)
Fevereiro Março Abril Maio Junho Julho Agosto Setembro Outubro Novembro
Materiais
Mecânicos P
R
Materiais
Eletrônicos P
R
Materiais
Pneumáticos P
R
Montagem
Esteira P
R
Montagem
Circuitos
Eletrônicos
P
R
Reservatórios
dos Sucos P
R
Reservatório
dos Copos P
R
Reservatório
das Tampas P
R
Finalização do
Projeto P
R
Acabamento
do Projeto P
R
Monografia P
R
Apresentação/
Banca P
R
61
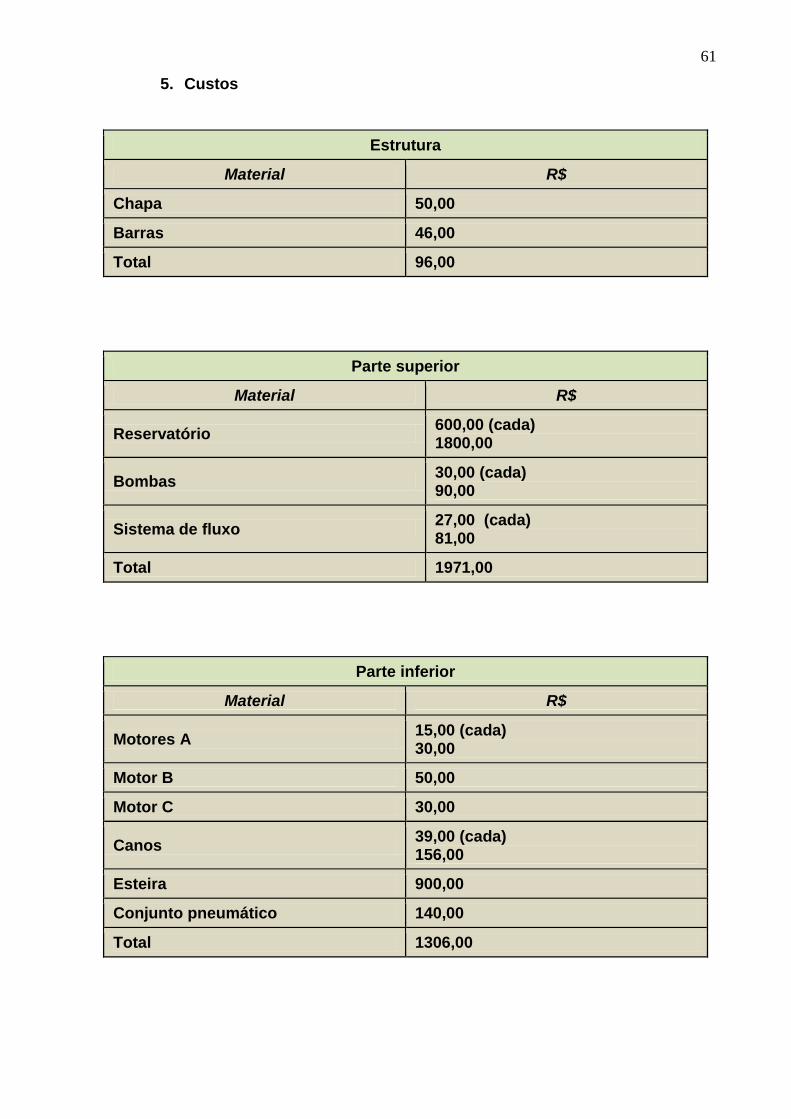
5. Custos
Estrutura
Material R$
Chapa 50,00
Barras 46,00
Total 96,00
Parte superior
Material R$
Reservatório 600,00 (cada) 1800,00
Bombas 30,00 (cada) 90,00
Sistema de fluxo 27,00 (cada) 81,00
Total 1971,00
Parte inferior
Material R$
Motores A 15,00 (cada) 30,00
Motor B 50,00
Motor C 30,00
Canos 39,00 (cada) 156,00
Esteira 900,00
Conjunto pneumático 140,00
Total 1306,00
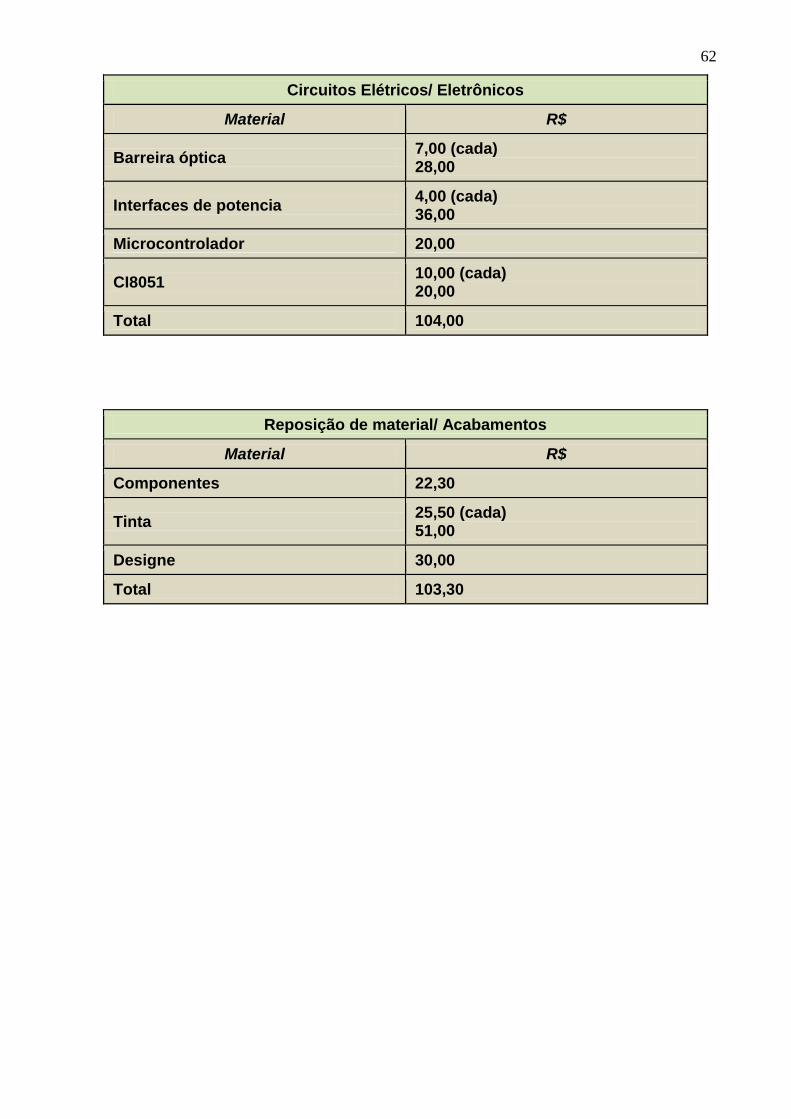
62
Circuitos Elétricos/ Eletrônicos
Material R$
Barreira óptica 7,00 (cada) 28,00
Interfaces de potencia 4,00 (cada) 36,00
Microcontrolador 20,00
CI8051 10,00 (cada) 20,00
Total 104,00
Reposição de material/ Acabamentos
Material R$
Componentes 22,30
Tinta 25,50 (cada) 51,00
Designe 30,00
Total 103,30
63
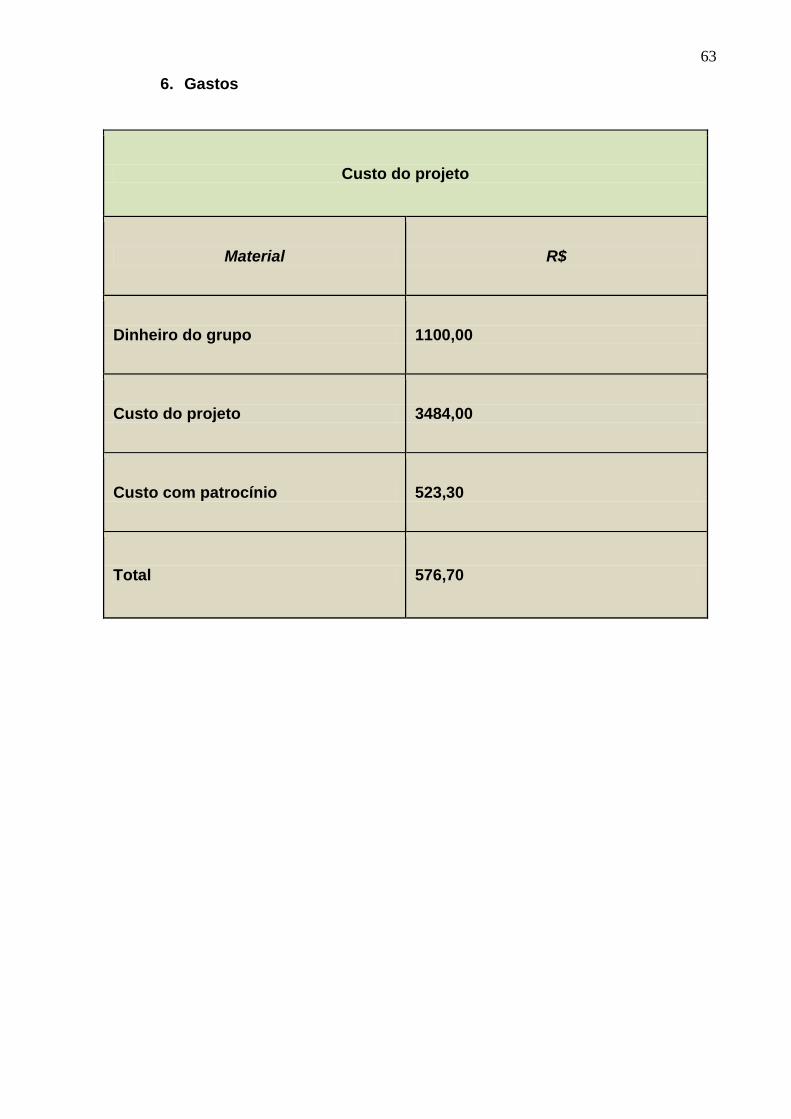
6. Gastos
Custo do projeto
Material R$
Dinheiro do grupo 1100,00
Custo do projeto 3484,00
Custo com patrocínio 523,30
Total 576,70
64
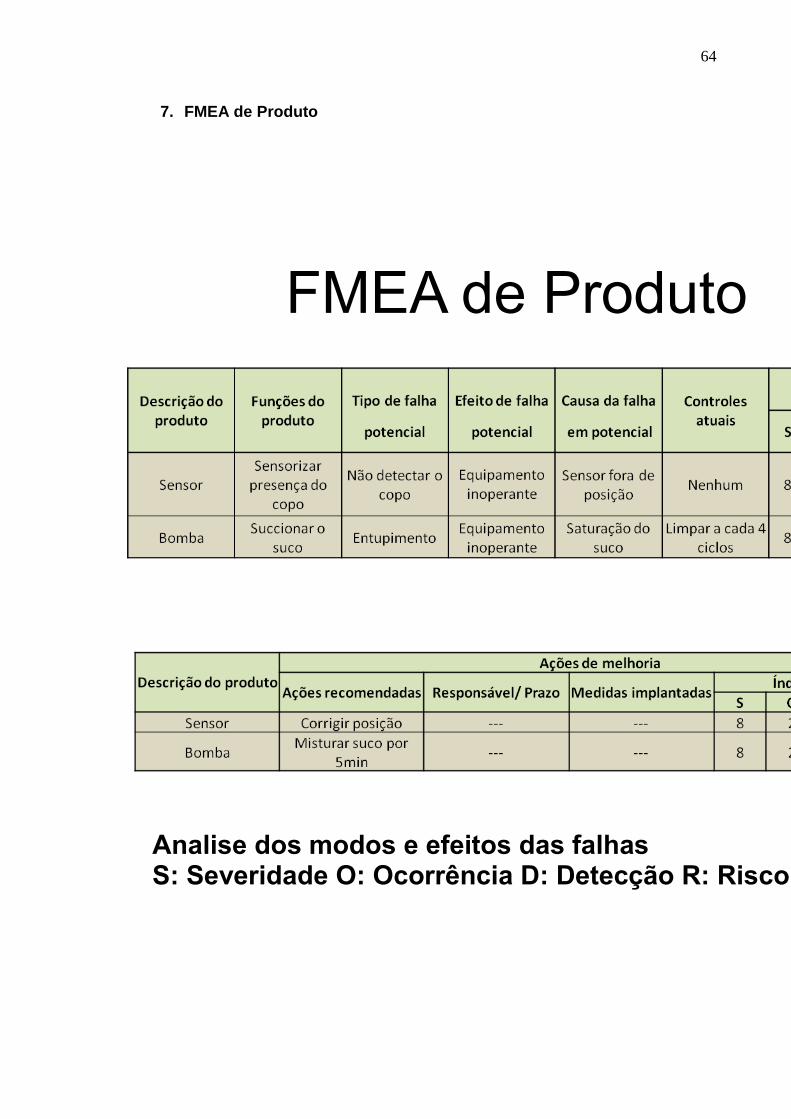
7. FMEA de Produto
FMEA de Produto
Analise dos modos e efeitos das falhas
S: Severidade O: Ocorrência D: Detecção R: Risco
65
8. Resultados Obtidos
Após a montagem do projeto pode-se chegar a algumas conclusões sobre o
efeito da otimização do processo automatizado.
Conseguiu-se alcançar um resultado de misturar mais de um sabor de suco
em um único copo, onde pela junção das áreas de mecânica, eletrônica e
informática foi possível realizar o processo com qualidade superior de um sistema
manual.
Viu-se que com a automatização gerou-se mais velocidade, pois o suco sai do
tonel para o copo em um tempo inferior ao manual, depois passa pela esteira sem
que haja contato com outros ambientes e então é tampado automaticamente pelo
sistema de ventosa, estando assim pronto para o consumo.
A higiene obtida foi bem aproveitada, porque o suco sai do tonel, onde não há
contaminação externa e não tem contato com o ambiente ou ser humano, o que
mantém a higienização em ótima qualidade.
Por ser automatizado ele reduz as consequências de falha humana,
conservando assim a máquina e o produto por mais tempo, reduzindo gastos que
poderiam ocorrer pelo excesso de suco que um usuário poderia colocar em seu
copo, desperdiçando assim o conteúdo.
66
Conclusão
Durante o desenvolvimento do projeto foi encontrado diversas dificuldades em relação a parte eletrônica do mesmo, pois a corrente que utilizar-se-ia era muito alta para os circuitos que foram montados, então, praticamente toda a parte do funcionamento teve de ser alterada de ultima hora. Viu-se também que muitas das partes do projeto poderiam ser alteradas por coisas que já haviam sido desenvolvidas durante o curso, facilitando assim sua montagem.
O projeto requereu muita paciência, disciplina e cumplicidade, só assim foi possível terminar todo ele, mesmo às vezes em situações intensas o grupo se manteve firme e prestativo uns com os outros.
Evoluímos também, além do pessoal, nosso profissional, pois foram colocados em prática muito de nossos conhecimentos, assim, melhorando-os e também desenvolvendo novos, que foram aparecendo como dificuldade e ainda assim foram resolvidos.
O projeto foi criado para automatizar e aperfeiçoar um processo de envasamento de suco que, geralmente é feito manualmente. Conseguimos acelerar esse processo, melhorar a higienização, reduzir o número de falhas e possíveis danos a máquina.
Espera-se que após esse projeto, muitos outros possam vir, mesmo com
muitas dificuldades, porque, o aprendizado adquirido é o que mais importa.
67
Referências
Controle e Monitoramento Inteligente - Controlador Lógico Programável.
Disponível em: http://clpredes.wordpress.com/2010/05/31/como-funciona-o-clp/
Acesso em 12 setembros 2013.
Agra, A.S. Processo de produção da Coca Cola Disponível em:
http://www.slideshare.net/angelicaagra/processo-de-produo-da-coca-cola-14873306
Acesso em 05 março 2013
Best Crown China. Disponível em: http://www.bestcrownchina.com.pt/2-water-filling-
machine-1a.html Acesso em 05 março 2013.
Material Didático de Eletrônica
Disponível em: http://jorgestreet.com.br/downloads.html Acesso em 23 março 2013
Modelo de Monografia
Disponível em: http://jorgestreet.com.br/projetos.html Acesso em 29 julho 2013
E. Russell Jhonston Jr.
Ferdinand P. Beer
Livro: MECÂNICA VETORIAL PARA ENGENHEIROS: CINEMÁTICA E DINÂMICA
- 5ª EDIÇÃO


























![Revista Eletrônica 38ª Edição - 31/01/2007 [0 Kb - DOC]](https://img.pdfslide.tips/doc/110x75/58720a8c1a28abec698bd827/revista-eletronica-38a-edicao-31012007-0-kb-doc.jpg)

