Embed Size (px)
Citation preview

Rodillos
Los rodillos entran a formar parte del sistema de humectación y de entintado.
En el sistema de humectación:Su función es transferir la solución de fuente desde la cuba de mojado a través de los rodillos hasta las áreas hidrófilas de la plancha (áreas de no imagen).
PARTES:
*Cuba de mojado*Rodillo de fuente*Rodillo dosificador*Rodillo distribuidor*Rodillo humectador*Rodillo intermedio*Rodillo entintador
En el sistema de tintado:Su función es transferir la tinta desde el tintero que se encuentra en estado semisólida, a las áreas oleófilas (áreas de imagen) de la plancha en un estado semilíquido, en una capa muy fina y bien distribuida.
Dentro del grupo de rodillos de este sistema encontramos que existen:
*Rodillos duros: Fabricados en alma de acero y recubiertos en cobre, ebonita o nailon.
*Rodillos blandos: Por lo general están recubiertos por cauchos sintéticos como:

PVC (Cloruro de polivinilo)BUNA-N (Copolímero de butadieno y acrilonitrilo )POLIURETANO
Problemas en los Rodillos:
Tanto en los rodillos entintadores como en los humectadores, tenemos el problema de la oxidación.
La oxidación se la combinación química del agua de mojado con la superficie de los rodillos metálicos, formando en ellos zonas oxidadas que impiden a la tinta adherirse a su superficie.
Para evitar este problema las fábricas recubren los rodillos metálicos con baños de cobre u otros materiales sintéticos.
Las causas de la oxidación de los rodillos son:- el exceso de pH en el agua de mojado.- la escasez de tinta en la batería de rodillos.- eventuales ácidos disueltos en el agua de mojado, aun en dosis mínimas.
El remedio sería reducir el porcentaje de acido en el agua de mojado.
Al trabajar con poca tinta en la batería o de una fuerte concentración de esta, facilita el contacto del agua con los rodillos metálicos, originándose las oxidaciones.

Muletón
El muletón es una tela especial para recubrir los rodillos mojadores en una máquina de offset.
Hace años el revestimiento de los rodillos dadores consistía por una doble envoltura de muletón que se aplicaba al rodillo por medio de un cosido muy fino.
El cosido, aunque bien realizado, podía dejar señales en la impresión, especialmente en los fondos, y fácilmente el muletón se descosía al desgastarse el hilo.
Hoy en día el revestimiento no lleva ningún cosido. Está constituido por un solo tejido tubular, que garantiza una duración mucho más larga.
Esta tela, normalmente está fabricada con felpa aunque, en los últimos años se están empezando a fabricar con tejidos sintéticos más duraderos.
La función del muletón es la de retener la solución de mojado, actuando como un esponja, por lo que reservan una cierta cantidad de la solución de mojado por si en la cuba de agua hubiese copa cantidad.

Cilindros
CILINDRO PORTAPLANCHA
Este cilindro está ubicado generalmente en la parte superior para su fácil acceso a la plancha. Es de metal fundido y tiene una hendidura a todo lo largo, que permite colocar un sistema de mordazas que sostienen la parte delantera y trasera de la plancha. Su forma es de tubo sólido, tiene un 1 eje que permite que este gire. El cilindro Porta Plancha es el portador de la imagen y sobre él actúan los sistemas de humectación y de entintado para humedecer y entintar la plancha.
Sus funciones principales son:
*Sostener la plancha de impresión litográfica con la tensión adecuada y en su sitio.*Mientras los rodillos mojadores están en contacto con ésta y humedecen las áreas sin imagen. *Mantener asegurada la plancha mientras los rodillos entintadores están en contacto con ésta y le aplican tinta a las áreas de imagen. *Ayudar a transferir la imagen entintada a la mantilla.
CILINDRO PORTAMANTILLA
Es de metal fundido, su forma es de tubo sólido, tiene 1 eje, también tiene una hendidura a todo lo largo donde se colocan 2 mordazas mecánicas que sujetan y tensan la mantilla de caucho.Este cilindro en sus movimientos puede acercarse y alejarse al cilindro Porta Plancha y al Cilindro Impresor a fin de aumentar y disminuir la presión para imprimir. El control de esta presión permite reproducir la imagen impresa con la mayor fidelidad posible.El cilindro porta mantilla, recibe la imagen del cilindro Porta Plancha y loimprime en el papel.
Sus principales funciones son:
*Poner la mantilla de caucho en contacto con la imagen entintada del cilindro de la plancha.*Transferir la película de tinta de la imagen al papel ( o a cualquier otro sustrato que porte el cilindro de impresión.

CILINDRO IMPRESOR
El cilindro impresor, tiene una estructura metálica de alta precisión. En el cilindro impresor no se monta ningún revestimiento metálico o de caucho.Su superficie de contacto es de metal sólido. La presión de contacto del cilindro de la mantilla transfiere la impresión al papel. Esta superficie sirve de apoyo al pliego de papel.
Sus funciones son:
*Transportar el papel dentro de la unidad de impresión *Hacer presión de contacto del cilindro de la mantilla para transferir la impresión al papel.
CILINDRO DE TRANSFERENCIA O ESQUELÉTICO
El papel en ningún momento queda suelto desde la primera pinza oscilante hasta la cadena de salida. Por tal razón el cilindro de transferencia tiene como función transportar el papel de una unidad a otra de la máquina. Así que después de imprimir, el cilindro impresor traslada el papel al cilindro que lo transporta entre una y otra unidad de impresión o lo lleva a la salida.
Un cilindro de transferencia está recubierto por diferente tipo de materiales para evitar el repise de la tinta húmeda, estos cilindros o tambores tienen un recubrimiento que es repelente a la tinta y libre de fricción, aplicado a un material de base que se adhiere al cilindro de transferencia existente.

Mantilla
La mantilla, es un elemento vital de la impresión offset, tiene la misión de transferir imágenes y caracteres con gran exactitud de la plancha de imprimir al soporte de impresión. Una misión muy delicada, si se tienen en cuenta las cualidades que debe reunir.
La mantilla tiene que aceptar la tinta con la misma facilidad con la que la entrega. Además, debe transportar uniformemente la solución de mojado. Por si fuera poco, tiene que servir de ‘amortiguador’ y compensar los desniveles del soporte de impresión. Los materiales empleados en la fabricación de la mantilla determinan la facilidad con que ésta se desprende del soporte, la fidelidad del color y de los valores tonales y la sensibilidad de la imagen impresa a los esfuerzos mecánicos.
Estructura de una mantilla de caucho:
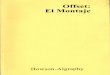
La estructura de una mantilla de caucho, que debe absorber impulsos tangencionales, básicamente determina su resistencia, su elasticidad, su compresibilidad, así como su comportamiento de retroceso. Por lo tanto, se suelen emplear normalmente mantillas de caucho compresibles.
Ejemplo de una estructura de una mantilla de caucho UV.

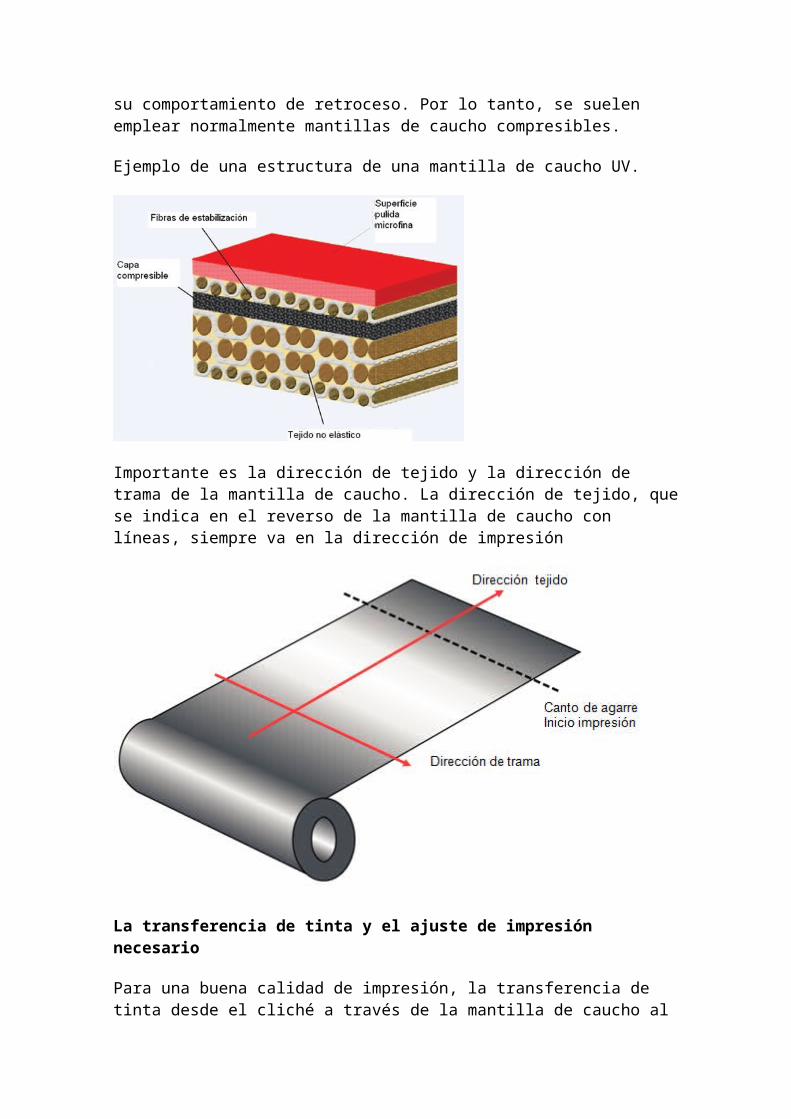
Importante es la dirección de tejido y la dirección de trama de la mantilla de caucho. La dirección de tejido, que se indica en el reverso de la mantilla de caucho con líneas, siempre va en la dirección de impresión
La transferencia de tinta y el ajuste de impresión necesario
Para una buena calidad de impresión, la transferencia de tinta desde el cliché a través de la mantilla de caucho al soporte de impresión juega un papel importante, siendo la textura de la superficie de la mantilla lo más decisivo.Para una buena transferencia de tinta, el ajuste de impresión adecuado entre el cilindro portaplancha y el cilindro de portamantilla, así como entre el cilindro de portamantilla y el cilindro impresor (contra el soporte de impresión) es importante. En la impresión tramada, los puntos de trama se deben deformar o aumentar lo menos posible. Esta ganancia de puntos puede resultar diferente en distintas mantillas de caucho.

Situación de impresión entre cliché y mantilla de caucho
Las siguientes imágenes muestran el comportamiento de desplazamiento en el área de impresión entre el cilindro portaplanchas y el cilindro portamantilla. En el caso de la mantilla compresible, se comprime la capa compresible mediante el ajuste de impresión, en el caso de la mantilla de caucho convencional, la capa de caucho es comprimida en la superficie y se crea un reborde en el rodillo. En el área de impresión hay un fenómeno similar entre el cilindro portamantilla y el cilindro impresor. Al emplear mantillas de caucho compresibles, los puntos de trama en el área de impresión se deforman lo menos posible y también se adaptan mejor a la superficie del soporte de impresión. Por lo tanto, no se ven afectados por diferencias de espesor de la banda del soporte de impresión, p.ej. empalmes, que podrían dejar marcas en la mantilla de caucho.
Problemas con las mantillas:
Los aplastamientos son recuentes, estos aplastamientos se han podido hacer por entrar en la máquina pliegos doblados, arrugados o duplicados, o cualquier otro cuerpo extraño que pudiera encontrarse entre las hojas de papel.
Si el aplastamiento es ligero, se afloja la mantilla y se frota con productos que hincharan momentaneamente el caucho d la mantilla permitiendo continuar el trabajo.
Si el daño es notable, es necesario hacer el arreglo bajo la mantilla. Con un lapiz se delimita la zona dañada, se recortan trozos de papel fino y se colocan debajo de la zona dañada, esto hará que esa zona tangan un poco más de grosor.
Planchas
LA FORMA IMPRESORA
Características principalesLa forma, a diferencia de la litografía, en la cual la forma impresora era una piedra calcárea dotada de una porosidad natural, es ahora una plancha de aluminio, también llamada chapa. Entre las ventajas de tener una forma impresora que es una lámina metálica de aluminio encontramos: la satisfacción de los volúmenes de fabricación, el rendimiento económico en su obtención, la mejora de calidad en la reproducción de los impresos, la capacidad de rendimiento de acuerdo al tiraje, etcétera. La forma se produce sobre una plancha, porque en el momento de ser utilizada para imprimir, deberá poder arquearse siguiendo la perimetral del cilindro porta plancha.
Fabricación de las planchas:
La preparación de las planchas consta de los siguientes pasos:
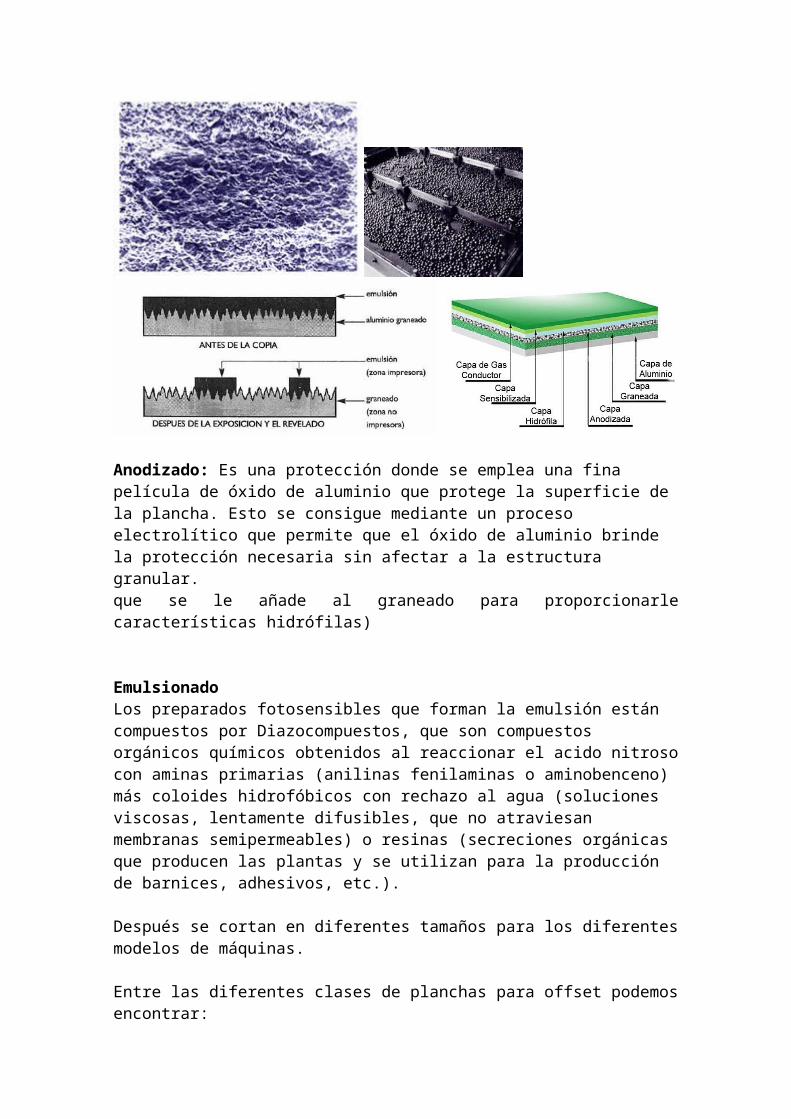
Graneado: La plancha de aluminio es sometida a un tratamiento especial en uno de sus lados, en el total de su superficie. Este tratamiento es llamado graneado superficial y tiene como fin tanto proveer a la plancha de la porosidad necesaria para recibir y mantener la humedad (que será la que conformará el área no impresora o hidrofílica) como dar anclaje, o mordiente, a la emulsión fotosensible que será depositada en ella (que conformará el área impresora u oleofílica) para que esta tenga durabilidad durante el tiraje, durante la impresión. Así que este tratamiento da a la plancha capilaridad, transporte de agua y anclaje de la emulsión.

Anodizado: Es una protección donde se emplea una fina película de óxido de aluminio que protege la superficie de la plancha. Esto se consigue mediante un proceso electrolítico que permite que el óxido de aluminio brinde la protección necesaria sin afectar a la estructura granular.que se le añade al graneado para proporcionarle características hidrófilas)
EmulsionadoLos preparados fotosensibles que forman la emulsión están compuestos por Diazocompuestos, que son compuestos orgánicos químicos obtenidos al reaccionar el acido nitroso con aminas primarias (anilinas fenilaminas o aminobenceno) más coloides hidrofóbicos con rechazo al agua (soluciones viscosas, lentamente difusibles, que no atraviesan membranas semipermeables) o resinas (secreciones orgánicas que producen las plantas y se utilizan para la producción de barnices, adhesivos, etc.).
Después se cortan en diferentes tamaños para los diferentes modelos de máquinas.
Entre las diferentes clases de planchas para offset podemos encontrar:
• monometálicas• polimetálicas• de láminas de papel• Wipe on• presensibilizadas
Las más utilizadas hoy son las planchas de aluminio presensibilizadas.
La plancha ha de ser bien colocada ya que se corre el peligro de que se agrieten o rompan, las causas principales son:La rotura de planchas se debe a sus inicios desde la manipulación de las planchas en la preimpresión hasta su colocación en la máquina y durante el proceso de impresión. En la máquina la plancha está sometida al golpeteo continuo de los rodillos entintadores y el cilindro porta mantilla.

Las causas principales son:*La encorvatura o presión excesiva sobre el cilindro.*Con frecuencia la plancha está sometida a tensiones desiguales.*Los rodillos mal ajustados o demasiado duros pueden afectar la plancha.
¿Cómo evitarlas?
*Algunos científicos investigaron la materia prima y desarrollaron una aleación de aluminio con un alto nivel de flexibilidad y mayor resistencia a la flexión a que estas son expuestas.
*Este tipo de planchas se usan más en máquinas rotativas.
Recomendaciones para poner bien la plancha:
*El operario debe tener cuidado al momento doblar la plancha ya que un margen de error de 0.254 mm es suficiente para causar roturas.*Se debe tener en cuenta que unos dobles excesivos no permiten que la plancha cuelgue naturalmente en el cilindro.*Una forma de darse cuenta si hay problemas es trazar una línea perpendicular en el marco frontal e inferior de la placa al menos tres centímetros dentro de la orilla.*Cuando la plancha este montada las líneas dibujadas deberán alinearse en los lados opuestos del cilindro.*Una revisión visual en el hueco del cilindro para ver si esta sucio, porque partículas dentro de este, impiden el encaje perfecto de la plancha.
Registros de las planchas
*Se logra mediante un sistema de perforación de la plancha.*Un estirón, volver a poner el dobles, mala alineación del cilindro podrían dañar la plancha.
Cuando el doblez está hecho a un ángulo incorrecto la fuerza de la elasticidad de la plancha no permite que se ajuste a la mordaza. Las planchas no se rompen fácilmente si son montadas con sumo cuidado en el cilindro.
En este caso el operario pone una lamina debajo de la placa ya que la maquina está calibrada para una lamina gruesa.
Tintas
Características esenciales de las tintas
Las tintas para litografía offset son viscosas con un cierto tack (es la fuerza necesaria para dividir en dos partes una película simple de tinta), fabricadas a base de barnices y aceites que generalmente contienen resinas que secan por oxidación.Pueden subdividirse en función del tipo de secado:
• Penetración. Ej: tintas de periódico.• Oxidación. Ej:Tintas para soporte plásticos o metálicos. Máquinas de hoja• Evaporación Ej:Tintas para publicaciones (revistas, boletines, catálogos…). Máquinas a partir de bobinas• Combinación (penetración-oxidación). Offset o tipografía.
Las tintas pueden ser:Coldset: Son aquellas tintas de secado por absorción sobre el papel sin influencia de otros medios físicos o químicos. Se utilizan casi exclusivamente para imprimir sobre papel prensa.Heatset : Son tintas que secan principalmente por intervención del calor. Se utilizan principalmente en el offset de pliego y con papeles de calidad.Oxidativas y de secado Infrarrojo: Secan mediante un proceso físico-químico llamado oxi-polimerización. Se utilizan principalmente en el offset de pliego.De secado Ultravioleta: Secan exclusivamente por un proceso químico.
Tintas para máquinas de hojas
Para soportes no absorbentes es necesaria la utilización de tintas de secado por oxidación o las tintas de impresos publicitarios deben ser compatibles con barnices de sobreimpresión y con plastificados o tratamientos especiales.
Tintas para embalajeLas tintas para la impresión de cartón deben ser inodoras, resientes a jabones y detergentes y no deben contaminar los alimentos.
El primer requisito para una tinta que debe ser impresa sobre cartón es la resistencia a la abrasión y rozamiento, de manera que no sufra ningún perjuicio durante las fases de troquelado y confección del envase.
Tintas para carteles
Las tintas utilizadas para la impresión de expositores, deben tener una gran resistencia a la luz y a los agentes atmosféricos.
Tintas para máquina de bobinaA causa de la alta velocidad con la que imprime este sistema, se requieren tintas con una baja viscosidad y tack, pero con una alta resistencia a la emulsión con el agua.

Las tintas offset bobinas pueden dividirse en dos grupos:
1. Offset bobina sin calor.Utiliza tintas grasas que son absorbidas durante el proceso de secado por el soporte.2. Offset bobina con calor (heat-set).El aumento de la temperatura que se produce con la ayuda de un horno de secado facilita el fenómeno de fijación sobe el soporte y activa:
a. La penetración, que hace que las tintas sean más fluidasb. La evaporación de aceite mineralc. La oxidación por la aceleración de la reacción química, causada por el calor.

Agua
En la solución de mojado no sirve el agua del grifo, por lo que este líquido tendrá que tener unos componentes que ayuden a humectar los distintos sistemas.
Una solución de mojado debe permitir que se mantenga constantemente una fina película de- agua sobre la superficie de la plancha.Eso significa que se precisa:- un mínimo humedecimiento y una conductividad máxima;- interacción hidrófila (receptiva al agua) con la superficie de la plancha;- que no se produzca oxidación durante las esperas de la prensa;- efecto tampón para mantener constante el pH;- un agente para impedir la formación de algas y hongos;- un efecto antiemulsionante para los tipos de tinta correspondientes;- y todo esto, en una solución mojadora respetuosa con el medio ambiente.
¿Qué es efecto tampón?Durante la impresión debe controlarse, de vez en cuando, el pH del agua de mojado, porque las partículas solubles del papel, que con frecuencia reaccionan ácida o básicamente, y el dióxido de carbono que toman del aire, pueden influir en el líquido humectador. Para reducir lo más posible estos efectos, se utilizan aditivos de forma que el pH se mantiene constante, incluso cuando los ácidos o álcalis (óxidos, hidróxidos y carbonatos) llegan al agua de mojado. Esta característica, en una mezcla de substancias se denomina efecto tampón.Mediante este efecto tampón se actúa en contra de las modificaciones de pH, consiguiendo así una calidad regular de impresión.
Para que su solución mojadora cumpla todos los requisitos, es necesario incluir diversas sustancias, como glicerina, dextrina o goma arábica para activar la receptividad del agua; fosfatos, citratos o tartratos para el efecto tampón; algún agente antibacteriano para evitar el crecimiento de algas y hongos y un agente tensoactivo para asegurar una buena conductividad.
En muchas imprentas se utiliza también alcohol isopropílico en la composición de la solución mojadora.El alcohol actúa como agente de limpieza para la tinta sobrante. También tiene efecto refrigerador en la plancha y en la mantilla, se evapora más rápidamente que el agua y permite un secado más rápido de las tintas.
Muchas soluciones mojadoras contienen alcohol. Pero no todos los alcoholes son válidos para este tipo de sistemas de humectación.
Así que la solución de mojado tendría que tener componentes básicos.
1º Agua. A mejor calidad de agua mas fácil controlar el mojado, Según las zonas si el agua es demasiado caliza o esta demasiado clorada puedes recurrir a utilizar agua mineral (tampoco sale tan cara), hay incluso quien utiliza agua destilada.
2º Alcohol isopropílico, se añade hasta un 10 %. El principal problema del alcohol es que se evapora y en grandes máquinas puede ser necesario extraer los vapores, en una máquina de uno o dos colores trabajando a un ritmo moderado puede llegar a molestar pero tampoco se produce tanta evaporación.
3º Aditivo, básicamente regulador de ph. Que como ya he mencionado es un elemento fundamental en la impresión.

Papel
No todos los soportes son buenos para el sistema Offset.
No, no todos son buenos para el sistema Offset, el soporte por excelencia de Offset es el papel, pero ahora no vamos a describir cual es el proceso de de fabricación del papel, sino que describiremos unos factores que tenemos que tener en cuenta antes de empezar a imprimir.
Como sabemos del trimestre pasado, el papel es un material higrocópico, es decir que tiene la propiedad de absorber y desprender la humedad.Al absorber la humedad las fibras del papel, se hacen más gruesas, variando de dimensión, con lo que la dimensión de la hoja también varia, teniendo algunos inconvenientes

Para trabajar con el papel es necesario que se acondicione al medio de trabajo, esto quiere decir que el papel debe adquirir un grado de temperatura y humedad que necesita en el momento de imprimir.
El grado de humedad y temperatura ideal debería de ser para el local o la ubicación del papel del 60 a 65% de humedad y de 18 a 20º C.
Se puede acondicionar de distintas maneras:
- Colgando el papel en unos extendedores apropiados, situados en el ambiente donde se imprime.- Colgando el papel en cámaras donde se puede conseguir un acondicionamiento apropiado.
Para controlar la humedad del ambiente y del papel, se puede medir con unos instrumentos especiales llamados higrómetros.Pueden ser de diferentes sistemas:- de absorción- de condensación- psicrómetros- higrómetros de cabello

Este último es el que más se ha empleado para medir la humedad. Se utiliza introduciéndolo entre las hojas para captar la humedad y el cabello del higrómetro se alarga al absorber la humedad relativa.
Unas normas que se han de tener en cuenta antes de acondicionar el papel son:
- el grado higrómetro y de temperatura que posee.- si está plano u ondulado.- qué tipo y calidad de pasta contiene.
Un posible problema con el papel, es que las hojas se adhieran entre sí en la entrada:
Posibles causas:- papel descuadrado, mal cortado, con rebabas- excesiva humedad- alimentador mal ajustado- electricidad estática
Posibles soluciones:- asegurarse detener un buen papel, bien cortado, escuadrado...y cambiar la cuchilla de la guillotina si es necesario- acondicionar el taller con la humedad necesaria, estabilizar la humedad ambiental- ajustar correctamente el alimentador- para solucionar los problemas de estática, se deben instalar tomas de tierra adecuadas o eliminadores de estática.

Otros Elementos
Barra Aspiradora
Situada en el Marcador está fabricada en metal y tienen unas ventosas para adaptarse a todos los gramajes de papel, estos aspiradores están regulados para regular la presión de succión.
Sopladores
Los sopladores ayudan a la barra aspiradora a separar los pliegos en el memento de succión del papel.

Reguladores de salida de tinta
Este sistema es el que consigue regular la distancia entre la cuchilla y el cilindro de manera que si los tornillos de presión se aflojan queden de uno a dos milímetros de separación. Regulando estos tornillos establecen la posición útil para conferir a la cuchilla la elasticidad necesaria para una regulación parcial.Establecida esta posición, que debe ser paralela al cilindro, se accionan todos los tornillos empezando por un extremo, asegurándose que todos ejerzan la misma presión sobre la cuchilla, de modo que esta toque con suavidad al cilindro.
Los separadores
Estos elementos están situados en la pila de entrada y son flejes de acero o cepillos fijos que se colocan cerca del papel. En el momento de aspirado de los pliegos para evitar que se aspire más de un pliego hay que frenar ligeramente el primer pliego de los elevados. Este roce hace que le cueste ser aspirado, circunstancia que se aprovecha para separar al pliego cogido del otro que le sigue.
¿Cómo se eligen los separadores?
Los separadores son intercambiables, con lo que es muy fácil cambiarlos según el trabajo o el gramaje que se tiene que utilizar.

Los separadores de goma y cepillo tiene un tacto suave. Su capacidad de roce sobre el pliego es pequeña, por lo tanto su acción de frenado es limitada. Sirven para la mayoría de pliegos de gramaje medio o alto.
Los separadores metálicos son varias chapas flexibles unidas, que necesitan de mayor fuerza para doblarse. Su acción de roce es alta y progresiva. Se utilizan sobre todo para los pliegos muy finos.