Embed Size (px)
Citation preview
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
TRABAJO DE TITULACIÓN AL GRADO DE INGENIERO
QUÍMICO
TEMA:
APROVECHAMIENTO DEL BAGAZO INDUSTRIAL DE CAFÉ
COMO BIOMASA PARA LA SUSTITUCIÓN PARCIAL DE
COMBUSTIBLE.
AUTORES:
GRACIA CARVAJAL TATIANA DANIELA
MATEO COELLO GUILLERMO FERNANDO
TUTOR:
ING. QCO. RAÚL SERRANO CARLÍN, MSc
GUAYAQUIL, OCTUBRE
2016
II
DEDICATORIA
A mi familia por su apoyo incondicional.
A mi madre Rocío Carvajal, eres la mejor mami del mundo aunque
no te lo diga, gracias por cada una de las palabras que me ayudaron a
verle el lado bueno a las cosas, por ser mi pilar fundamental, admiro tu
fortaleza y todo el esfuerzo que has hecho por mí. Este triunfo también es
tuyo.
A mi padre Guillermo Gracia, por sus esfuerzos y ejemplo de
superación, por creer en mí, eso es lo que me hizo ir hasta el final gracias
por todo.
A mi hermano Luis Gracia, a pesar de las peleas siempre está
conmigo y por ese angelito que llego a nuestra vida como un rayito de luz,
mi chiquita Luisana.
A mis tías Cecilia Zambrano, Lady Díaz y Cilia Solis, dedico este
trabajo por su por su comprensión y cariño.
A mis amigos que mediante consejos supieron darme su apoyo en
todo momento.
Tatiana Gracia Carvajal
III
DEDICATORIA
Este trabajo de investigación lo dedico a mi familia quién supo
guiarme por el buen camino, darme fuerzas para seguir adelante y no
desmayar en los problemas que se presentaban, enseñándome a encarar
las adversidades sin perder nunca la confianza ni desfallecer en el intento.
A mis padres Noris Coello y Eduardo Mateo por su apoyo
incondicional, consejos, comprensión, amor, ayuda en los momentos
difíciles, y por ayudarme con los recursos necesarios para estudiar. Me
han dado todo lo que soy como persona, valores, principios, carácter,
empeño y perseverancia para conseguir mis objetivos propuestos.
A mis amigos por estar siempre presente, acompañándome a lo
largo de la carrera. Agradezco infinitamente el haberlos conocido y estar
seguro de contar con su apoyo desinteresado en cualquier momento.
Guillermo Mateo Coello
IV
AGRADECIMIENTO
Agradecemos a Dios por habernos permitido alcanzar una meta
más en la vida.
A nuestros padres que gracias a sus sacrificios podemos culminar
nuestros estudios.
Al Ing. Raúl Serrano Carlín Director de Tesis, por su paciencia y
conocimientos que nos brindó en este trabajo de titulación.
Al ingenio San Carlos S.A. y Solubles Instantáneos C.A, por
proporcionar información en el desarrollo de esta tesis.
A los Ing. Franklin López, Mario Aguilera, José Valdez, Plutarco
Ponce, Mariana Navarro, Elizabeth García y amigos, en especial a Ray
Muñoz por habernos apoyado durante y finalización del proceso de
investigación.
Tatiana Gracia y Guillermo Mateo
V
DECLARACIÓN DE AUDITORÍA
Las interpretaciones que se obtienen en este trabajo de investigación, son de
absoluta responsabilidad de los autores.
___________________________ __________________________
TATIANA GRACIA CARVAJAL GUILLERMO MATEO COELLO
VI
Guayaquil, 28 de Octubre 2016
AVAL DEL AUTOR
Ing. Quim. Raúl Serrano Carlín, MSc. Certifico haber tutelado el trabajo de
titulación La investigación “APROVECHAMIENTO DEL BAGAZO
INDUSTRIAL DE CAFÉ COMO BIOMASA, PARA LA SUSTITUCIÓN
PARCIAL DE COMBUSTIBLE”, que ha sido desarrollado por Gracia
Carvajal Tatiana Daniela y Mateo Coello Guillermo Fernando, previa
obtención del título de Ingeniero Químico, de acuerdo al REGLAMENTO
PARA LA ELABORACIÓN DE TRABAJO DE TITULACIÓN PARA EL
GRADO DE TERCER NIVEL DE LA UNIVERSIDAD DE GUAYAQUIL,
FACULTAD DE INGENIERÍA QUÍMICA.
Atentamente.
_________________________________________
Ing. Quim. Raúl Serrano Carlín, MSc
DIRECTOR DE LA INVESTIGACIÓN
VII
ÍNDICE DE CONTENIDO
DEDICATORIA ................................................................................................................ II
AGRADECIMIENTO ......................................................................................................IV
DECLARACIÓN DE AUDITORÍA ..................................................................................V
AVAL DEL AUTOR ........................................................................................................VI
ÍNDICE DE CONTENIDO.............................................................................................VII
ÍNDICE DE TABLAS ....................................................................................................... X
ÍNDICE DE FIGURAS ................................................................................................... XII
ÍNDICE DE DIAGRAMAS............................................................................................ XIII
ÍNDICE DE GRÁFICAS .............................................................................................. XIV
ÍNDICE DE ANEXOS ................................................................................................... XV
RESUMEN ...................................................................................................................XVII
ABSTRACT .................................................................................................................XVIII
INTRODUCCIÓN ............................................................................................................ 1
CAPÍTULO I ..................................................................................................................... 3
1. LA INVESTIGACIÓN (EL PROBLEMA) ........................................................... 3
1.1 Tema .......................................................................................................... 3
1.2 Planteamiento del problema ................................................................... 3
1.3 Limitación del estudio .............................................................................. 4
1.4 Alcance del estudio .................................................................................. 6
1.5 Objetivos .................................................................................................... 6
1.6 Idea a defender ......................................................................................... 7
1.7 Preguntas a defender .............................................................................. 7
1.8 Justificación del problema ....................................................................... 8
1.9 Hipótesis .................................................................................................... 9
1.10 Variables .................................................................................................... 9
1.11 Operacionalización de las variables ................................................... 11
CAPÍTULO II .................................................................................................................. 13
VIII
2. REVISIÓN BIBLIOGRÁFICA ........................................................................... 13
2.1 Antecedentes .......................................................................................... 13
2.2 Biomasa ................................................................................................... 15
2.2.1 Características de biomasa ................................................................... 17
2.2.2 Ventajas y desventajas de la utilización de biomasa residual .......... 22
2.2.3 Bagazo de café ....................................................................................... 24
2.2.4 Combustible sólido ................................................................................. 25
2.3 Densificación ........................................................................................... 27
2.3.1 La humedad inicial del material biomásico a tratar ............................ 28
2.3.2 Temperatura interna y externa .............................................................. 29
2.3.3 Tamaño de partículas, granulometría y presión de prensado .......... 30
2.4 Características de las briquetas ........................................................... 31
2.4.1 Composición química ............................................................................. 31
2.4.2 Forma ....................................................................................................... 31
2.4.3 Densidad .................................................................................................. 32
2.4.4 Humedad .................................................................................................. 33
2.4.5 Friabilidad ................................................................................................ 33
2.5 Ventajas de las briquetas ...................................................................... 34
2.6 Generación de residuos en la industria cafetera ................................ 35
2.6.1 Proceso de producción de la Industria cafetera. Caso Solubles
Instantáneos C.A. ................................................................................................. 35
2.6.2 Desecho industrial de Solubles Instantáneos C.A. Breve descripción
36
2.6.3 Posibles usos del bagazo industrial cafetero de Solubles
Instantáneos C.A. ................................................................................................. 40
CAPÍTULO III ................................................................................................................. 41
3. DESARROLLO EXPERIMENTAL ................................................................... 41
3.1 Metodología de la investigación ........................................................... 41
3.1.1 Tipos de enfoques metodológicos. ....................................................... 41
3.1.2 Métodos y técnicas ................................................................................. 41
3.1.3 Normas, Métodos y Laboratorios......................................................... 43
3.2 Experimentación ..................................................................................... 44
3.2.2 Equipos y materiales .............................................................................. 44
3.2.3 Diseño del proceso ................................................................................. 45
IX
3.2.4 Desarrollo de la experimentación ......................................................... 46
3.3 Ingeniería de procesos .......................................................................... 57
CAPITULO IV ................................................................................................................. 58
4. ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS ...................................... 58
4.1 Resultados experimentales ................................................................... 58
4.1.1 Evaluación de la etapa de secado inicial ............................................. 58
4.1.2 Evaluación de la etapa de molienda .................................................... 58
4.1.3 Evaluación de la etapa de tamizado .................................................... 59
4.1.4 Evaluación de la etapa de mezclado y densificación ......................... 65
4.1.5 Evaluación de la etapa de secado ........................................................ 67
4.2 Análisis e interpretación de los resultados .......................................... 70
4.2.1 Caracterización de la biomasa .............................................................. 70
4.2.2 Caracterización de las briquetas .......................................................... 75
4.3 Comparación de los datos obtenidos .................................................. 79
4.4 BALANCE DE MATERIA DEL PROCESO ......................................... 82
4.4.1 Preparación de la materia prima ........................................................... 82
4.4.2 Proceso de adecuación de biomasa .................................................... 83
4.4.3 Proceso de elaboración de briquetas ................................................... 85
CONCLUSIONES .......................................................................................................... 87
RECOMENDACIONES ................................................................................................ 89
BIBLIOGRAFÍA .............................................................................................................. 91
ANEXOS ......................................................................................................................... 95
X
ÍNDICE DE TABLAS
Tabla 1.1. Sistema de coordenada UTM GW S zona 17 S ....................... 5
Tabla 1.2. Operacionalización de variables. ........................................... 11
Tabla 1.3. Operacionalización de variables. ........................................... 12
Tabla 2.1. Características fisicas de distintos recursos de biomasa ....... 18
Tabla 2.2. Composicion elemental de biomasas tipicas .......................... 19
Tabla 2.3. Características típicas de diferentes combustibles de las
biomasas usadas comercialmente para la generación de energía .......... 21
Tabla 3.1. Métodos de medición empleado para los parámetros del
proceso de adecuación de la biomasa. ................................................... 42
Tabla 3.2. Distribución de las mallas o tamices de la máquina vibradora-2
............................................................................................................... 48
Tabla 3.3. Requerimientos físicos químicos del almidón ......................... 49
Tabla 3.4. Características físicas y químicas de las briquetas ................ 55
Tabla 4.1. Secado de bagazo de café..................................................... 57
Tabla 4.2. Molienda de submuestras de bagazo de café seco. ............... 58
Tabla 4.3. Análisis de la granulometría ................................................... 59
Tabla 4.4. Resumen para el analisis de varianza .................................... 61
XI
Tabla 4.5. Análisis de varianza de un factor (ANOVA). ........................... 62
Tabla 4.6. Pérdidas de bagazo de café durante el tamizado ................... 63
Tabla 4.7. Tipos de mezclas de bagazo de café y almidón de yuca ........ 65
Tabla 4.8. Tipos de briquetas producidas ............................................... 65
Tabla 4.9. Datos experimentales del secado de briquetas ...................... 67
Tabla 4.10. Resultados de la operación de secado ................................ 68
Tabla 4.11. Análisis elemental de la biomasa ......................................... 70
Tabla 4.12. Resultados del análisis inmediato de las biomasas ............. 71
Tabla 4.13. Análisis elemental de la briqueta (BA3) ............................... 74
Tabla 4.14. Friabilidad de las briquetas .................................................. 75
Tabla 4.15. Resultados de las densidades de las briquetas.................... 75
Tabla 4.16. Análisis inmediato de las briquetas ...................................... 76
Tabla 4.17. Comparación de resultados obtenidos de la biomasa .......... 78
Tabla 4.18. Comparación de resultados obtenidos de la briqueta BA3 con
la norma NTC 2060 ................................................................................ 80
XII
ÍNDICE DE FIGURAS
Figura 1.1. Panorámica satelital de la Universidad de Guayaquil.............. 5
Figura 2.1. Ciclo de la biomasa............................................................... 15
Figura 2.2. Secciones comunes de las briquetas .................................... 32
Figura 3.1. Bagazo de café almacenado ................................................. 46
Figura 3.2. Molino de bolas ..................................................................... 49
Figura 3.3. Maquina vibradora ................................................................ 51
Figura 3.4. Almidón vegetal .................................................................... 52
Figura 3.5. Briqueteadora de tornillo ....................................................... 53
Figura 3.6. Secador de bandejas ............................................................ 54
Figura 4.1. Modelo de briquetas elaboradas ........................................... 64
Figura 4.2. Briquetas .............................................................................. 74
Figura 4.3. Ensayo de combustión .......................................................... 76
Figura 4.4. Combustión de las briquetas ................................................. 77
XIII
ÍNDICE DE DIAGRAMAS
Diagrama 2.1. Proceso Elaboración de Café soluble en Solubles
Instantáneos C.A. ................................................................................... 38
Diagrama 2.1. Procedimieno para el manejo de los residuos industriales
............................................................................................................... 39
Diagrama 3.1. Procedimiento para la adecuación de la biomasa y
elaboración de briquetas......................................................................... 56
XIV
ÍNDICE DE GRÁFICAS
Gráfica N° 1. Porcentaje retenido (%) vs Luz de malla (mm) ................. 60
Gráfica N° 2. Porcentaje acumulado (%) vs Luz de malla (mm); Porcentaje
pasante (%) vs Luz de malla (mm) ........................................................ 60
Gráfica N° 3. Contenido de humedad (CH) vs Tiempo de secado (Ө) .... 69
Gráfica N° 4. Análisis de la biomasa ....................................................... 71
Gráfica N° 5. Poderes caloríficos de combustibles convencionales y
briquetas BA3 – BA2 .............................................................................. 79
XV
ÍNDICE DE ANEXOS
Anexo 1. Encuesta ................................................................................. 96
Anexo 2. Informe de resultados de Contenido de Azufre, Contenido de
Humedad, Relación C/N, de la biomasa y briqueta BA3 ........................ 97
Anexo 3. Informe de resultados de Análisis Inmediato de la Biomasa (A1)
............................................................................................................... 98
Anexo 4. Informe de resultados de Análisis Inmediato de la Biomasa (A2)
............................................................................................................... 99
Anexo 5. Informe de resultados de Análisis inmediato de las briquetas
(BA2) .................................................................................................... 100
Anexo 6. Informe de resultados de Análisis inmediato de las briquetas
(BA3) .................................................................................................... 101
Anexo 7. Informe de resultados de Análisis de Poder Calorífico de
Cascarilla de Arroz ............................................................................... 102
Anexo 8. Informe de resultados de Análisis de Cenizas de Cascarilla de
Arroz ..................................................................................................... 103
Anexo 9. Informe de resultados de Análisis de Poder Calorífico del
Bagazo de Caña ................................................................................... 104
Anexo 10. Informe de resultados de Análisis de Humedad del Bagazo de
Caña ..................................................................................................... 104
Anexo 11. Análisis granulométrico de bagazo de café ......................... 105
XVI
Anexo 12. Cálculos del secado de las briquetas ................................ 110
Anexo 13. Registro fotográfico .............................................................. 112
Anexo 14. Molde usado para la elaboración de briquetas experimentales
............................................................................................................. 115
Anexo 15. Prueba de secado de la biomasa ......................................... 121
Anexo 16. Informe de resultados de análisis de cáscara de cacao (100%)
............................................................................................................. 120
Anexo 17. Informe de resultados de análisis de cáscara de cacao (90 -
10%) ..................................................................................................... 121
Anexo 18. Norma para las briquetas de uso doméstico ........................ 122
XVII
RESUMEN
Este estudio se desarrolló con la finalidad de adecuar el bagazo
industrial de café como biomasa y producir briquetas, mejorando la
aplicación de estos desechos agroindustriales como energía renovable
similar a un biocombustible.
Previamente, se realiza la caracterización del bagazo industrial de
café. Las etapas que intervienen son el secado, molienda, tamizado y
densificación, para obtener un biocombustible sólido mediante la acción
de aglutinante con agua, y controlar los parámetros establecidos durante
el proceso.
La biomasa se somete a diferentes ensayos, entre los que se
destacan poder calorífico superior (31.55 MJ/kg) y contenido de cenizas
(4.86 %), luego se ejecutaron cálculos para estimar el porcentaje de
sustitución parcial del bunker por biomasa, resultando un 55%.
Se ejecutan pruebas de producción, con diferentes porcentajes de
aglutinantes, los mejores resultados se obtienen para una composición de
10% de almidón de yuca con 90% de bagazo de café. Estas briquetas se
someten a diferentes pruebas, entre las que se destacan humedad
(1.13%), poder calorífico superior (29,79 MJ/kg).
XVIII
Finalmente se realiza una comparación con combustibles fósiles y
bagazos industriales usados actualmente.
Palabras claves: Bagazo industrial de Café, Densificación,
Biocombustibles sólidos.
XIX
ABSTRACT
This study was developed with the purpose of adapting the
industrial coffee bagasse as biomass and to produce briquettes to improve
the application of these agroindustrial wastes like a renewable energy
similar to a biofuel.
Previously, a characterization of industrial bagasse coffee is
made. The stages involved are drying, milling, screening and densification,
to obtain a solid biofuel by the action of a vegetable binder gum with
water, controlling the parameters established during the process. Finally, a
comparison with fossil fuels and industrial bagasse used currently is
performed.
The biomass was subjected to different tests, highlighting the
higher calorific value (31.55 MJ/kg) and ash content (4.86%), then
calculations were carried out to estimate the percentage of partial
substitution of the bunker by biomass, resulting in a 55%.
Production tests were carried out, with different percentages of
binder, the best results were obtained for a composition of 10% binder
with 90% coffee bagasse. These briquettes were subjected to different
tests, highlighting the humidity (1.13%) and higher calorific value (29.79
MJ/kg).

XX
Finally, a comparison with fossil fuels and industrial bagasse used
currently is performed.
Keywords: Industrial bagasse coffee, densification, solid biofuels.
1
INTRODUCCIÓN
Con frecuencia luego del proceso de obtención de un producto,
quedan desechos, los cuales en algunos casos pueden ser recuperados y
aprovechados como fuentes de energía renovable, por ejemplo la
biomasa.
La adecuación de biomasa y fabricación de biocombustibles
sólidos es una alternativa importante para satisfacer las necesidades
energéticas de empresas; además de utilizar residuos agroindustriales es
una fuente para generar empleo. Su producción no requiere de una
tecnología avanzada que implique inversiones iniciales fuertes, pero si
cuidados adecuados que aseguren una producción de calidad.
Para una empresa resulta beneficioso el uso de estos residuos,
en el ámbito económico y ecológico, contribuyendo a la reducción del
impacto ambiental.
Las industrias de elaboración de café soluble, como Solubles
Instantáneos C.A., cuya materia prima únicamente consiste en café verde,
diariamente generan altos volúmenes de residuos sólidos industriales
(cabe mencionar que dentro de esta empresa los identifican como
Desechos Industriales, puesto que para ellos la misma no tiene valor).
Estos residuos se componen fundamentalmente por semillas sin moler,
2
materiales extraños como palos, piedras, todo esto presentándose con
elevado contenido de humedad.
Por lo anterior expuesto, la presente investigación tuvo la finalidad
de aprovechar los residuos agroindustriales cafeteros, factibles como
materia prima para la obtención de briquetas, sabiendo que los mismos
presentan características físicas y químicas favorables para la generación
de energía térmica.
3
CAPÍTULO I
1. LA INVESTIGACIÓN (EL PROBLEMA)
1.1 Tema
Aprovechamiento del bagazo industrial de café como biomasa
para la sustitución parcial de combustible.
1.2 Planteamiento del problema
La empresa Solubles Instantáneos C.A. se encuentra ubicada en
la ciudad de Guayaquil, la misma que durante varios años se ha dedicado
a la industrialización del café, el cual es adquirido en el mercado local e
internacional, para constituir la materia prima de la industria cafetera que
es la base para elaboración de café soluble.
Como consecuencia del proceso de producción del café soluble
existe una cantidad considerable de desechos, principalmente el
denominado bagazo del café, motivo por el cual se ha creído conveniente
llevar a cabo esta investigación, con la finalidad de dar un valor agregado
a este subproducto, con miras a proveer un biocombustible optimizando
de esta forma el empleo de los desechos agroindustriales y por ende
reducir la contaminación del medio ambiente.
4
En el presente documento, se propone el estudio de las
posibilidades del uso directo del bagazo de café y su utilización como
biocombustible, con el fin de aprovechar al máximo las propiedades de
esta materia prima, realizando los análisis y ensayos en los laboratorios
de la Facultad de Ingeniería Química y en laboratorios acreditados de la
ciudad de Guayaquil.
A nivel de campo; se plantea que mediante una recolección de
datos del tipo encuesta, efectuada en la fábrica productora de éste
desecho, se pueda estimar la producción diaria del mismo, así como el
volumen de combustible que puede ser sustituido por el uso del bagazo
del café como biomasa.
Al mismo tiempo, el estudio permitirá conocer el contenido de
humedad, el porcentaje de compuestos volátiles, el contenido de carbono
fijo y cenizas; así como, el poder calorífico del bagazo de café, así como
las condiciones que permiten elaborar las briquetas de bagazo de café.
1.3 Limitación del estudio
La preparación de la biomasa (bagazo de café) y posterior análisis e
investigación se realizarán en los Laboratorios de la Facultad de
Ingeniería Química, el cual se encuentra ubicado en la Ciudadela
Universitaria “Salvador Allende” ubicada en el Malecón del Salado entre
Av. Delta y Av. Kennedy, tal como se puede apreciar en la Figura Nº 1.1.
5
FIGURA 1.1 PANORÁMICA SATELITAL DE LA UNIVERSIDAD DE
GUAYAQUIL
Fuente: Google Earth.
TABLA 1.1. SISTEMA DE COORDENADA UTM GW S ZONA 17 S
Punto X Y
1 622169 9759199
2 622103 9759066
3 622543 9758397
4 622844 9758504
5 622649 9758978
Fuente: Google Earth.
El trabajo investigativo es del tipo experimental, con la finalidad
de evaluar el comportamiento del bagazo industrial de café, como una
fuente de biomasa para la obtención de un biocombustible, así como
el estudio de la sustitución de combustibles fósiles, como el bunker por
este material.
6
1.4 Alcance del estudio
El presente trabajo de titulación determina la posibilidad del uso
del bagazo industrial del café como biomasa renovable para la
elaboración de briquetas y la sustitución parcial en un combustible fósil.
A nivel nacional los estudios realizados para la obtención de
biocombustible sólido desde el punto de vista de la utilización de la
metodología de compactación o densificación han sido enfocados en el
empleo de residuos agroindustriales, en donde no se evidencia el empleo
de este residuo en cuestión, para la finalidad ya mencionada.
1.5 Objetivos
General
Estimar la capacidad del bagazo industrial del café como biocombustible.
Específicos
Determinar la composición físico-química del bagazo industrial de
café.
Determinar el poder calorífico del bagazo industrial de café como
biomasa.
Elaborar briquetas de bagazo de café como combustible de uso
doméstico.
Calcular el poder calorífico del bagazo de café como biocombustible
sólido.
7
Estimar el potencial de sustitución de combustible fósil mediante el
uso de bagazo de café.
Evaluar la calidad del biocombustible obtenido comparándolo con
otros biocombustibles, tales como el bagazo de caña, cáscara de
cacao y cascarilla del arroz.
1.6 Idea a defender
El bagazo industrial de café es un residuo agroindustrial que se
puede utilizar como biomasa para producir briquetas, con una
configuración adecuada que cumpla con los estándares internacionales
de calidad para biocombustible y para la sustitución parcial de
combustibles fósiles.
1.7 Preguntas a defender
¿Puede el bagazo industrial de café sustituir combustibles de
origen fósil como el bunker?
¿Puede el bagazo industrial de café servir como materia prima
para producir briquetas con fines de biocombustible?
¿Cuáles son los parámetros que se debe tomar en cuenta para la
producción de briquetas de residuos agroindustriales?
¿Cuáles son los parámetros que se debe cumplir para la
adecuación de residuos agroindustriales para ser utilizada en
calderas?
8
¿Qué porcentaje sustituirá el bagazo industrial de café como
biomasa al combustible usado en las empresas cafeteras?
¿Cuál sería el porcentaje de ceniza a partir de la combustión de las
briquetas?
1.8 Justificación del problema
Actualmente se presenta la necesidad de generar energía térmica
y eléctrica aprovechando fuentes renovables a causa del calentamiento
global.
El desarrollo de nuevas investigaciones a lo largo de los últimos
años para el uso de biomasa proveniente del sector agrícola, tales como
bagazo y cáscara; es un aporte representativo en la co-combustión o
combustión; así como, la generación de energía más limpia en las
industrias y disminuir el consumo de combustibles fósiles (bunker, gas
licuado de petróleo, diésel, gasolina), conlleva a realizar el estudio de un
método de briqueteado para aprovechar la capacidad calorífica de esta
biomasa; en este caso en particular, utilizando como materia prima el
bagazo industrial de café (Sanchez, 2013).
Teniendo a favor en el ámbito experimental de éste proyecto, el
hecho de que la materia prima no requiere un proceso de transformación
previa para realizar el aprovechamiento de la biomasa; únicamente será
necesario un tratamiento físico, lo que nos permite vislumbrar un
9
importante beneficio económico para el sector industrial de la ciudad de
Guayaquil y del país.
Los beneficiarios principales en el desarrollo de una metodología
para el aprovechamiento del residuo agroindustrial en cuestión son las
empresas de los subproductos elaborados a partir del café, ya que ellos
generan grandes cantidades de este subproducto o residuo.
1.9 Hipótesis
Si se aplica un proceso físico apropiado a los residuos
agroindustriales cafeteros que se generan durante la elaboración de café
soluble, se obtendrá un material compacto como biocombustible sólido,
con características y propiedades idóneas para ser usado en ámbitos de
la generación de energía térmica, pudiendo sustituir en cierto porcentaje a
combustibles fósiles.
1.10 Variables
Las variables a considerar en este trabajo básicamente son:
BIOMASA
a) Variables Independientes
Entre las variables independientes se encuentra los siguientes:
Contenido de Humedad
Capacidad Calorífica
Contenido de cenizas
10
pH
Densidad
Composición química
b) Variables Dependientes
Entre las variables dependientes se encuentra los siguientes:
Tamaño de partículas
BRIQUETAS
a) Variables Independientes
Entre las variables independientes se encuentra los siguientes:
Contenido de Humedad
Contenido de cenizas
Densidad
Friabilidad
b) Variables dependientes
Entre las variables dependientes se encuentra los siguientes:
Diámetro
Longitud
Cantidad de Aglutinante
11
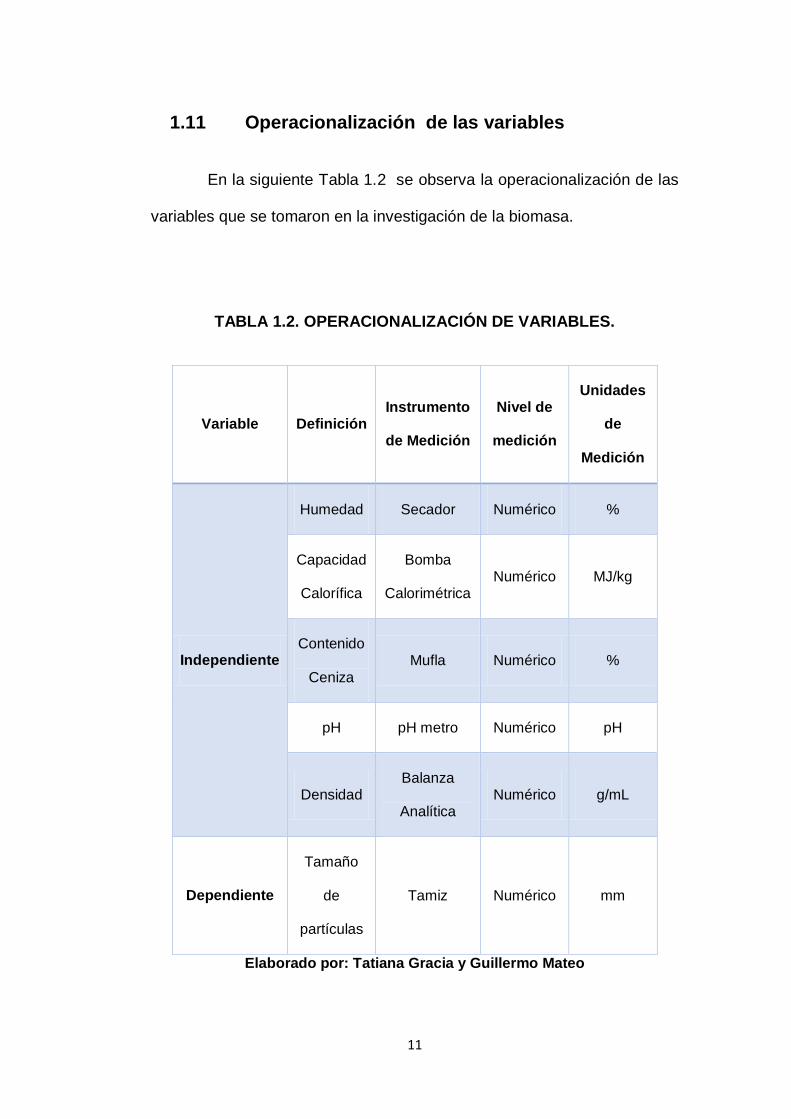
1.11 Operacionalización de las variables
En la siguiente Tabla 1.2 se observa la operacionalización de las
variables que se tomaron en la investigación de la biomasa.
TABLA 1.2. OPERACIONALIZACIÓN DE VARIABLES.
Variable Definición Instrumento
de Medición
Nivel de
medición
Unidades
de
Medición
Independiente
Humedad Secador Numérico %
Capacidad
Calorífica
Bomba
Calorimétrica Numérico MJ/kg
Contenido
Ceniza Mufla Numérico %
pH pH metro Numérico pH
Densidad Balanza
Analítica Numérico g/mL
Dependiente
Tamaño
de
partículas
Tamiz Numérico mm
Elaborado por: Tatiana Gracia y Guillermo Mateo
12
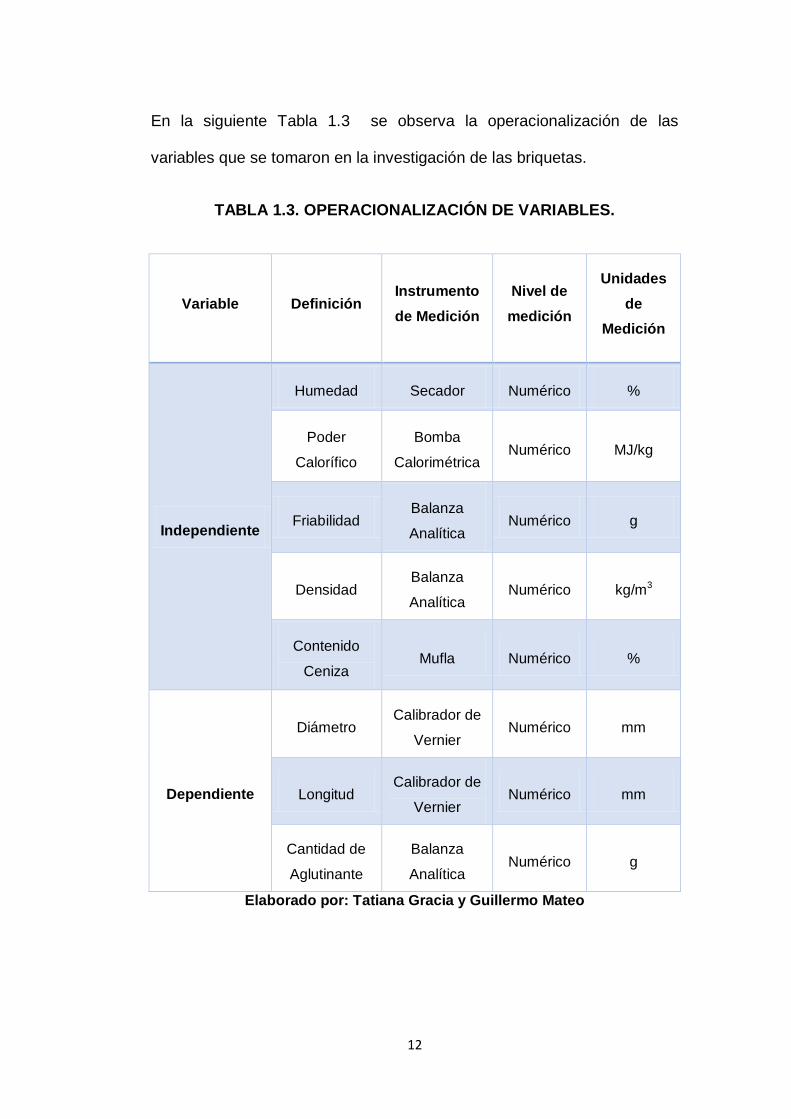
En la siguiente Tabla 1.3 se observa la operacionalización de las
variables que se tomaron en la investigación de las briquetas.
TABLA 1.3. OPERACIONALIZACIÓN DE VARIABLES.
Variable Definición Instrumento
de Medición
Nivel de
medición
Unidades
de
Medición
Independiente
Humedad Secador Numérico %
Poder
Calorífico
Bomba
Calorimétrica Numérico MJ/kg
Friabilidad Balanza
Analítica Numérico g
Densidad Balanza
Analítica Numérico kg/m3
Contenido
Ceniza Mufla Numérico %
Dependiente
Diámetro Calibrador de
Vernier Numérico mm
Longitud Calibrador de
Vernier Numérico mm
Cantidad de
Aglutinante
Balanza
Analítica Numérico g
Elaborado por: Tatiana Gracia y Guillermo Mateo
13
CAPÍTULO II
2. REVISIÓN BIBLIOGRÁFICA
2.1 Antecedentes
En el Ecuador, debido a su naturaleza agrícola, la biomasa
residual constituye una fuente renovable de energía con un alto potencial
de aprovechamiento. La bioenergía o energía de biomasa, es un tipo de
energía renovable procedente del aprovechamiento de la materia
orgánica formada en algún proceso biológico.
En los últimos años, la demanda nacional de derivados de
petróleo (diésel, gasolina y GLP), es de aproximadamente 74 millones de
barriles equivalentes de petróleo, teniendo una tasa de crecimiento
promedio de 6% en la última década. Mientras que las fuentes de energía
derivadas de la biomasa en la demanda nacional es solamente del 3%.
Considerando el gradual agotamiento de las fuentes no
renovables de energía y los impactos ambientales generados por el uso
de las mismas, establecer un sistema de gestión energética sostenible
constituye un objetivo primordial en la actualidad. Para el alcance del
mismo, es necesario maximizar la eficiencia en el uso de recursos
energéticos y el uso de fuentes renovables de energía es indispensable
(INER, 2014).
14
En Nestlé- México, 2011: se instaló una caldera de biomasa
capaz de absorber el bagazo de café remanente del proceso de
producción que permitirá cubrir el 60% de las necesidades energéticas de
la fábrica, reduciendo en 37 mil toneladas las emisiones de dióxido de
carbono (CO2), equivalentes a sacar de circulación a más de 11 mil 800
automóviles al año (Mundo Ejecutivo, 2013).
En Buencafé – Colombia, 2012: se usa la borra del café como
combustible para la operación de su planta de producción, disminuyendo
la utilización de combustibles fósiles aproximadamente en un 50%, lo que
reduce significativamente las emisiones de CO2. Si no se utiliza como
combustible la disposición de la borra en un relleno sanitario, originará
toneladas adicionales de CO₂ y, durante el proceso de descomposición,
se generará metano, un gas con un potencial de calentamiento global 25
veces mayor (Buencafé News, 2012).
En la región rural de Segundo Frente, en Cuba, se realizó un
estudio de la densificación de la cáscara de café y su combustión en
hornos de panadería. Los resultados experimentales demostraron que las
briquetas de cáscara de café pueden utilizarse como combustible
renovable, con características de combustión muy similares a la leña.
(Suarez & Beaton, 2002)
15
2.2 Biomasa
La biomasa abreviatura de masa biológica, es la cantidad de
materia viva producida en un área determinada de la superficie terrestre,
o por organismos de un tipo específico. El término es utilizado con mayor
frecuencia en las discusiones relativas a la energía de biomasa, es decir,
al combustible energético que se obtiene directa o indirectamente de
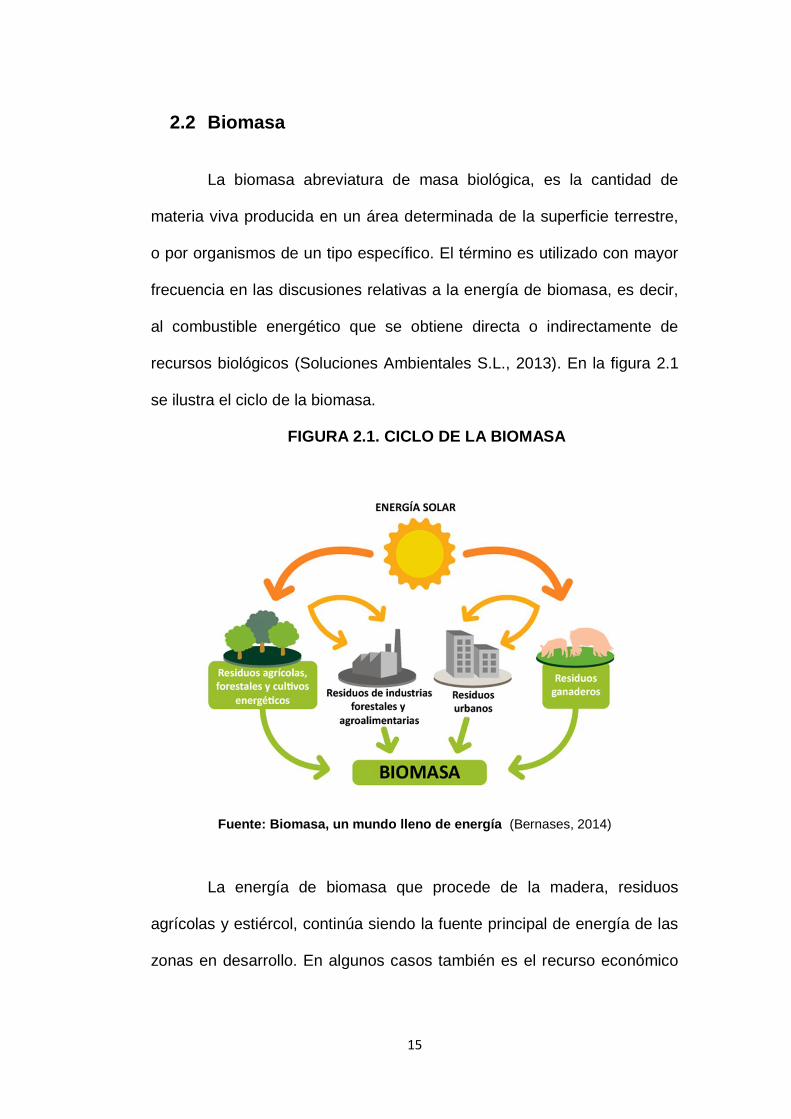
recursos biológicos (Soluciones Ambientales S.L., 2013). En la figura 2.1
se ilustra el ciclo de la biomasa.
FIGURA 2.1. CICLO DE LA BIOMASA
Fuente: Biomasa, un mundo lleno de energía (Bernases, 2014)
La energía de biomasa que procede de la madera, residuos
agrícolas y estiércol, continúa siendo la fuente principal de energía de las
zonas en desarrollo. En algunos casos también es el recurso económico
16
más importante, como en Brasil, donde la caña de azúcar se transforma
en etanol, y en la provincia de Sichuan, en China, donde se obtiene gas a
partir de estiércol (Castells & Cadavid, 2005). Es de sobra conocido el
hecho de que se producen diariamente ingentes cantidades de
desperdicios, tanto en las ciudades como en las zonas rurales. La
biomasa, como recurso energético, puede clasificarse en biomasa natural,
residual y los cultivos energéticos.
La biomasa natural es la que se produce en la naturaleza sin
intervención humana. Por ejemplo, la caída natural de ramas de
los árboles (poda natural) en los bosques.
La biomasa residual es el subproducto o residuo generado en las
actividades agrícolas (poda, rastrojos, etc.), silvícolas y ganaderas,
así como residuos de la industria agroalimentaria
(alpechines, bagazos, cáscaras, vinazas, etc.) y en la industria de
transformación de la madera (aserraderos, fábricas
de papel, muebles, etc.), así como residuos de depuradoras y el
reciclado de aceites.
Los cultivos energéticos son aquellos que están destinados a la
producción de biocombustibles. Además de los cultivos existentes
para la industria alimentaria (cereales y remolacha para producción
de bioetanol y oleaginosas para producción de biodiesel), existen
otros cultivos como los lignocelulósicos forestales y herbáceos y
cosechas (Castells & Cadavid, 2005).
17
La biomasa podría proporcionar energías sustitutivas a los
combustibles fósiles, gracias a agrocombustibles líquidos (como el
biodiesel o el bioetanol), gaseosos (gas metano) o sólidos (leña), pero
todo depende de que no se emplee más biomasa que la producción neta
del ecosistema explotado, de que no se incurra en otros consumos de
combustibles en los procesos de transformación, y de que la utilidad
energética sea la más oportuna frente a otros usos posibles (como abono
y alimento) (AUGPEE, s.f.).
2.2.1 Características de biomasa
2.2.1.1 Tipo de biomasa
Los recursos biomásicos se presentan en diferentes estados
físicos que determinan la factibilidad técnica y económica de los procesos
de conversión energética que pueden aplicarse a cada tipo en particular.
Por ejemplo, los desechos forestales indican el uso de los procesos de
combustión directa o procesos termoquímicos, los residuos animales
indican el uso de procesos anaeróbicos (bioquímicos), etc.
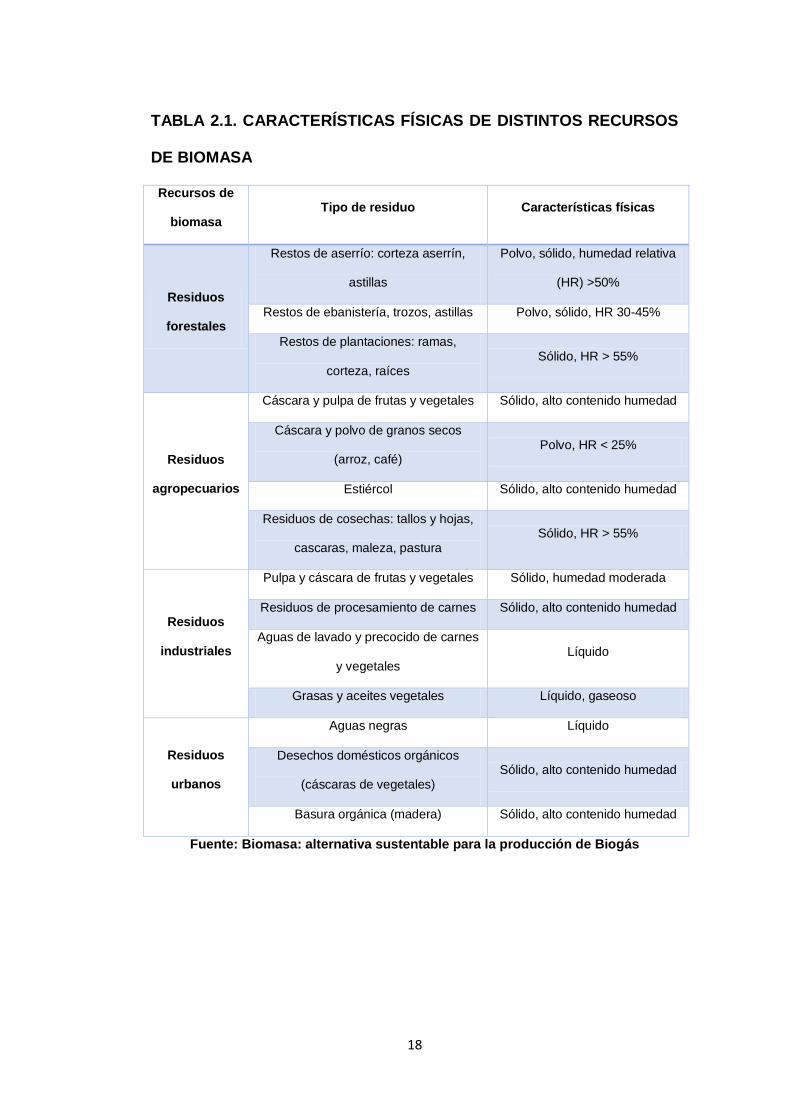
El estado físico de la biomasa puede clasificarse según el tipo de
recurso, como se indica en la Tabla 2.1 (Urbáez, Carballo, Arteaga, &
Máquez).
18
TABLA 2.1. CARACTERÍSTICAS FÍSICAS DE DISTINTOS RECURSOS
DE BIOMASA
Recursos de
biomasa Tipo de residuo Características físicas
Residuos
forestales
Restos de aserrío: corteza aserrín,
astillas
Polvo, sólido, humedad relativa
(HR) >50%
Restos de ebanistería, trozos, astillas Polvo, sólido, HR 30-45%
Restos de plantaciones: ramas,
corteza, raíces Sólido, HR > 55%
Residuos
agropecuarios
Cáscara y pulpa de frutas y vegetales Sólido, alto contenido humedad
Cáscara y polvo de granos secos
(arroz, café) Polvo, HR < 25%
Estiércol Sólido, alto contenido humedad
Residuos de cosechas: tallos y hojas,
cascaras, maleza, pastura Sólido, HR > 55%
Residuos
industriales
Pulpa y cáscara de frutas y vegetales Sólido, humedad moderada
Residuos de procesamiento de carnes Sólido, alto contenido humedad
Aguas de lavado y precocido de carnes
y vegetales Líquido
Grasas y aceites vegetales Líquido, gaseoso
Residuos
urbanos
Aguas negras Líquido
Desechos domésticos orgánicos
(cáscaras de vegetales) Sólido, alto contenido humedad
Basura orgánica (madera) Sólido, alto contenido humedad
Fuente: Biomasa: alternativa sustentable para la producción de Biogás
19
2.2.1.2 Composición química y física
Las características químicas y físicas de la biomasa determinan el
tipo de combustible o subproducto energético que se puede generar, por
ejemplo, los desechos animales producen altas cantidades de metano,
mientras que la madera pueden producir el denominado "gas pobre", que
es una mezcla rica en monóxido de carbono (CO). Por otro lado, las
características físicas influyen en el tratamiento previo que sea necesario
aplicar. (Cabezas, 2009)
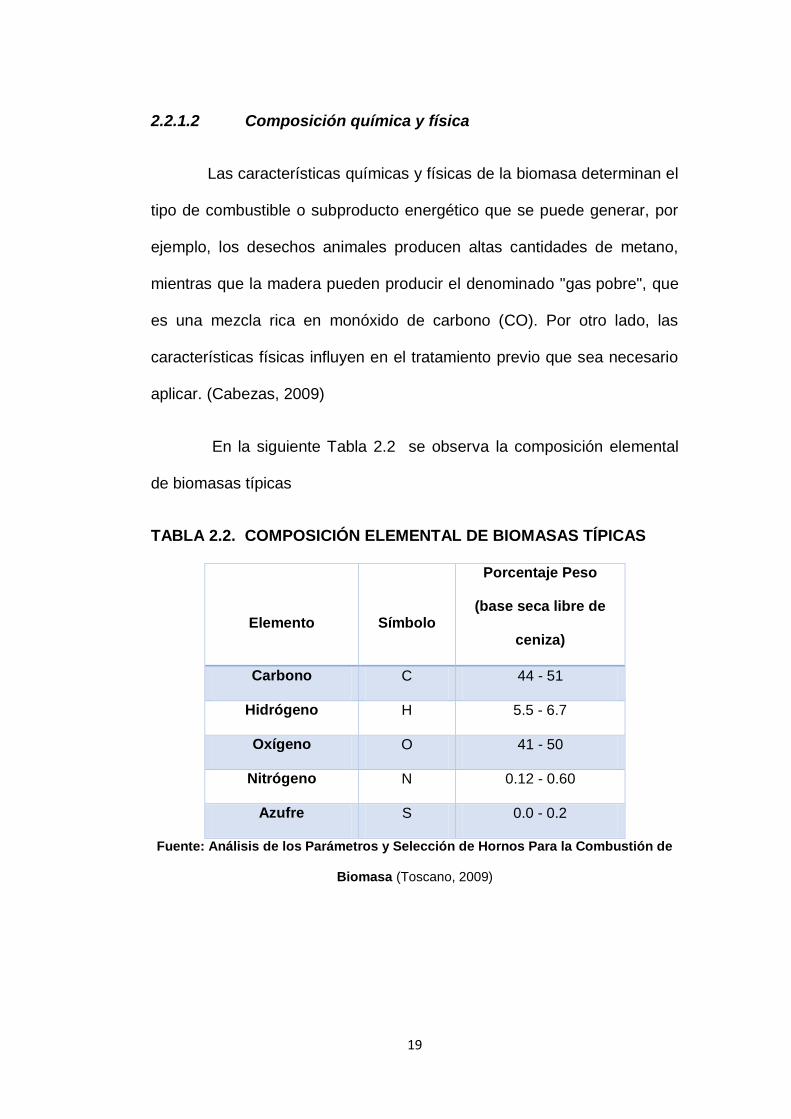
En la siguiente Tabla 2.2 se observa la composición elemental
de biomasas típicas
TABLA 2.2. COMPOSICIÓN ELEMENTAL DE BIOMASAS TÍPICAS
Elemento
Símbolo
Porcentaje Peso
(base seca libre de
ceniza)
Carbono C 44 - 51
Hidrógeno H 5.5 - 6.7
Oxígeno O 41 - 50
Nitrógeno N 0.12 - 0.60
Azufre S 0.0 - 0.2
Fuente: Análisis de los Parámetros y Selección de Hornos Para la Combustión de
Biomasa (Toscano, 2009)
20
2.2.1.3 Contenido de humedad relativa
El contenido de humedad de la biomasa es la relación de la masa
de agua contenida por kilogramo de materia seca. Para la mayoría de los
procesos de conversión energética es imprescindible que la biomasa
tenga un contenido de humedad inferior al 30%. Muchas veces, los
residuos salen del proceso productivo con un contenido de humedad muy
superior, que obliga a implementar operaciones de acondicionamiento,
antes de ingresar al proceso de conversión de energía. (Cabezas, 2009)
2.2.1.4 Porcentaje de cenizas
El porcentaje de cenizas indica la cantidad de materia sólida no
combustible por kilogramo de material. En los procesos que incluyen la
combustión de la biomasa, es importante conocer la capacidad de
generación de ceniza y su composición, pues, en algunos casos, ésta
puede ser utilizada. (Cabezas, 2009)
2.2.1.5 Poder calorífico
El contenido calórico por unidad de masa es el parámetro que
determina la energía disponible en la biomasa. Su poder calórico está
relacionado directamente con su contenido de humedad. Un elevado
porcentaje de humedad reduce la eficiencia de la combustión debido a
que una gran parte del calor liberado se usa para evaporar el agua y no
se aprovecha en la reducción química del material. (Cabezas, 2009)
21
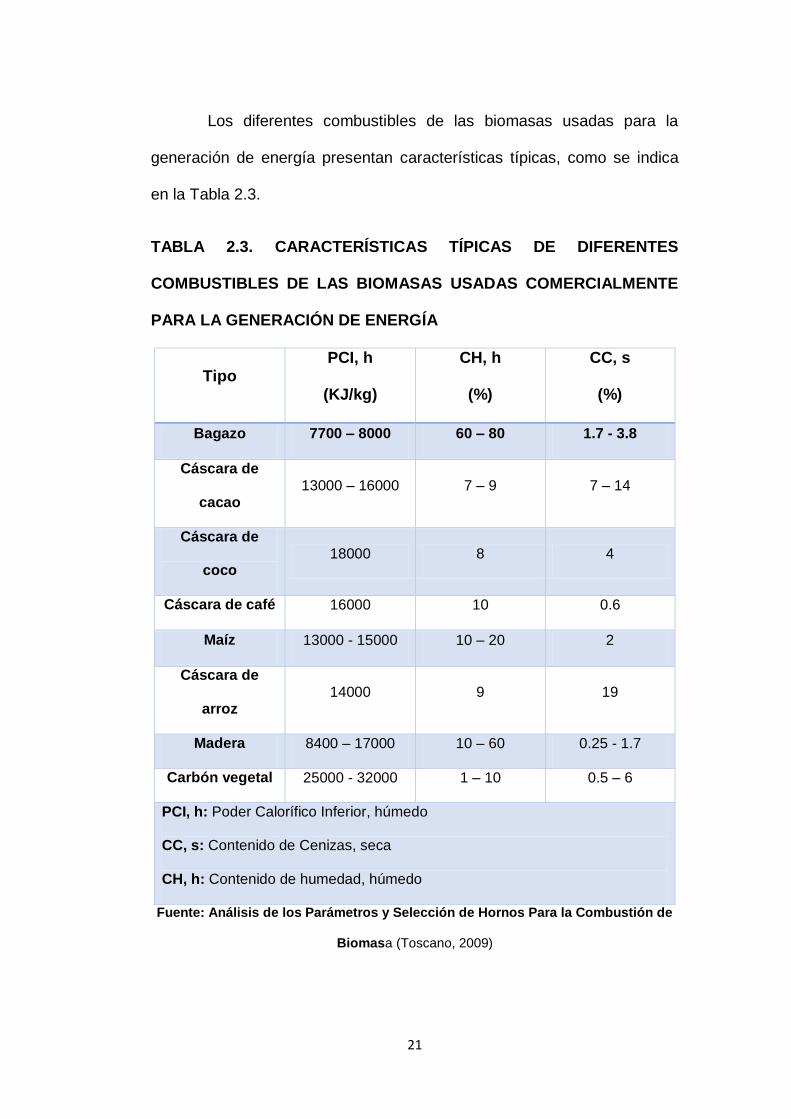
Los diferentes combustibles de las biomasas usadas para la
generación de energía presentan características típicas, como se indica
en la Tabla 2.3.
TABLA 2.3. CARACTERÍSTICAS TÍPICAS DE DIFERENTES
COMBUSTIBLES DE LAS BIOMASAS USADAS COMERCIALMENTE
PARA LA GENERACIÓN DE ENERGÍA
Tipo PCI, h
(KJ/kg)
CH, h
(%)
CC, s
(%)
Bagazo 7700 – 8000 60 – 80 1.7 - 3.8
Cáscara de
cacao 13000 – 16000 7 – 9 7 – 14
Cáscara de
coco 18000 8 4
Cáscara de café 16000 10 0.6
Maíz 13000 - 15000 10 – 20 2
Cáscara de
arroz 14000 9 19
Madera 8400 – 17000 10 – 60 0.25 - 1.7
Carbón vegetal 25000 - 32000 1 – 10 0.5 – 6
PCI, h: Poder Calorífico Inferior, húmedo
CC, s: Contenido de Cenizas, seca
CH, h: Contenido de humedad, húmedo
Fuente: Análisis de los Parámetros y Selección de Hornos Para la Combustión de
Biomasa (Toscano, 2009)
22
2.2.1.6 Densidad Aparente
Esta se define como el peso por unidad de volumen del material
en el estado físico que presenta, bajo condiciones dadas. Combustibles
con alta densidad aparente favorecen la relación de energía por unidad de
volumen, requiriéndose menores tamaños de los equipos y aumentando
los períodos entre cargas. Por otro lado, materiales con baja densidad
aparente necesitan mayor volumen de almacenamiento y transporte y,
algunas veces, presentan problemas para fluir por gravedad, lo cual
complica el proceso de combustión, y eleva los costos del proceso.
(Cabezas, 2009)
2.2.2 Ventajas y desventajas de la utilización de biomasa residual
El uso de la biomasa tiene una serie de ventajas ambientales y
económicas.
2.2.2.1 Ventajas Ambientales
La combustión de biomasa produce CO₂, pero una cantidad
análoga a la emitida es captada previamente por las plantas
durante su crecimiento, por lo que la combustión de la biomasa no
supone un incremento neto de este gas en la atmósfera.
La combustión de la biomasa no produce óxidos de azufre, como
ocurre en la quema de combustibles fósiles.
23
Permite recuperar en las cenizas de la combustión importantes
elementos minerales de valor fertilizante, como fósforo y potasio.
Como una parte de la biomasa procede de residuos que es
necesario eliminar, su aprovechamiento energético supone
convertir un residuo en un recurso.
2.2.2.2 Ventajas Socioeconómicas
Disminuye la dependencia del abastecimiento de combustibles
fósiles.
Favorece el desarrollo de la economía rural y supone una
oportunidad para el sector agrícola, ya que permite realizar cultivos
energéticos incrementando el aprovechamiento de los mismos.
Incrementa la competitividad comercial de productos que
usualmente son considerados desechos.
2.2.2.3 Desventajas de la utilización de biomasa residual
Su combustión incompleta produce monóxido de carbono (CO), si
se usa combustión a altas temperaturas, produce óxidos de
nitrógeno.
De momento, poseen mayores costos de producción frente a la
energía que proviene de los combustibles fósiles.
24
La biomasa posee una baja capacidad energética comparada con
los derivados de origen fósil, es decir, que para conseguir la misma
cantidad de energía se requiere utilizar más cantidad de materia
prima.
Baja densidad física, por lo que existe la necesidad de
acondicionamiento o densificación para su posterior utilización.
2.2.3 Bagazo de café
El bagazo de café inicialmente presenta una humedad del 85%
como resultado de la extracción del café.
El nivel de humedad del bagazo de café es reducido a un rango
entre 5% - 10% caso contrario el aglutinante utilizado para la elaboración
de briquetas tendrá dificultades en penetrar en la estructura de la célula
del bagazo de café.
Su apariencia física muestra un bagazo de color café oscuro
cuando presenta una humedad del 80% y café claro cuando el nivel de
humedad es reducido entre 5% – 10%, además contiene semillas sin
moler, materiales extraños como palos, piedras. Esto se debe a que
existe un buen control de calidad en la recepción de la materia prima por
parte de las industrias de solubles. (Pita Cañola & Pincay Durán, 2012)
El poder calorífico es un poco más de la mitad del bagazo de caña
y su humedad casi un 50% más que la del bagazo de caña, su contenido
de cenizas es bajo, lo que le permitiría (posterior a pruebas de
25
combustión) reemplazar al bagazo de caña de azúcar en un 100%
(Camps, 2008).
2.2.3.1 Aplicaciones del bagazo de café como combustible
2.2.4 Combustible sólido
Son aquellos productos derivados de la biomasa sólida que son
susceptibles de utilización directa en los procesos de conversión
energética y que se obtienen a partir de la biomasa mediante
transformaciones, generalmente de naturaleza física, tales como el
astillado, molienda y secado (GreenPlus).
Las características de cada biocombustible sólido varían según su
composición y humedad, de manera que la energía que puede generarse
por unidad de masa o de volumen depende de estos parámetros. Por
ello es importante el PCI (poder calorífico inferior) de cada producto.
El desarrollo del mercado de la biomasa ha permitido que exista
actualmente una gran cantidad de combustibles sólidos susceptibles de
ser utilizados en sistemas de climatización de edificios. De entre todos los
tipos de biomasa comerciales, los empleados mayoritariamente en
sistemas de calefacción son:
Pellets o briquetas, producidos de forma industrial.
Residuos agroindustriales, como huesos de aceituna, serrín,
cáscaras de frutos secos, etc.
26
Astillas, provenientes de la industria de la primera y segunda
transformación de la madera o de tratamientos silvícolas y
forestales (podas, clareos y cultivos energéticos leñosos, etc.).
Leña, obtenida por el usuario o adquirida en el mercado
(Agenbur, 2007).
2.2.4.1 Biomasa como fuente de energía
En el Ecuador, el consumo de biomasa como combustible sólido
está destinado a la realización de ensayos en la cocción de ladrillos
artesanales producidos en el cantón Chambo cuyo valor es de 7812.5
vatios/m².
Esto todavía es bajo cuando se compara con el consumo de
biomasa a nivel mundial que tiene un promedio de 63,4 GJ.
Debido a que el suministro de energía en el sector rural es poco
fiable, la madera y otros combustibles de biomasa son las únicas fuentes
de energía que además son económicamente viables y potencialmente
sostenibles (Garrido, 2012).
El gran número de tipos de biomasa existentes, permite su uso
como energía térmica, energía eléctrica, generación de biogás o de
biocombustibles.
27
Las aplicaciones térmicas de la biomasa pueden ser como
calefacción, refrigeración y producción de agua caliente en el sector
doméstico (viviendas unifamiliares, comunidades de vecinos, barrios o
municipios enteros, granjas, etc.), calor para procesos industriales y
cogeneración de calor y electricidad.
Otras formas de energía que se pueden obtener a partir de
biomasa son energía eléctrica, biogás (fundamentalmente a partir de
biomasa residual húmeda, como purines), y biocombustibles
(combustibles líquidos, provenientes de distintas transformaciones de la
materia vegetal o animal) (TodosBiomasa, 2013).
2.3 Densificación
Como se conoce, la mayoría de las desventajas que tiene el uso de
la biomasa como combustible se derivan de su baja densidad física y
energética. Por eso es tan importante su densificación.
La densificación de la biomasa se puede definir como su
compresión o compactación, para disminuir los espacios vacíos entre las
partículas y dentro de las mismas. (Gonzáles, 2005)
Las briquetas son cilindros (de 50 a 130 mm de diámetro y de 50 a
300 mm de longitud); por debajo de éstas dimensiones se consideran
pellets. Tienen una densidad elevada (entre 1.000 y 1.300 kg/m³) y se
fabrican por medio de prensas, en las que el material es sometido a altas
presiones y se calienta, produciendo en su interior procesos
28
termoquímicos que generan productos adherentes que favorecen la
cohesión del material. Los productos compactados no aglutinados son
conocidos por bultos o pacas. (Fernández, 2007)
La formación de briquetas, pellets, pacas, etc. se justifica no sólo
por la reducción del volumen de los combustibles, sino también por la
transformación de sus propiedades.
La producción de briquetas supone la reducción de tamaño de los
residuos, luego ser sometido a un secado hasta aproximadamente al 12%
de contenido de humedad.
Los factores que influyen en este proceso son:
La humedad inicial del material biomásico a tratar.
La temperatura interna del proceso y externa (en el molde).
La presión dinámica.
2.3.1 La humedad inicial del material biomásico a tratar
La humedad, desempeña un importante papel en la densificación,
ayuda a la transferencia del calor y mejora la plasticidad del material. Si el
material está muy húmedo o muy seco las presiones necesarias se
incrementan drásticamente.
Por una parte a causa de las grandes presiones internas que se
levantan en las prensas de pistón, sólo se pudieran "briquetear"
29
combustibles relativamente secos. El incremento de la humedad causa
mayor cantidad de vapor de agua que se genera durante la compresión,
el cual o rompe la briqueta por su superficie al enfriarse o puede producir
una explosión que lanza la briqueta como un proyectil. En el caso de un
brusco incremento de la humedad en el material de la entrada, la
explosión de vapor puede incluso dañar la prensa.
Por otra parte mientras menor sea la humedad del material inicial,
la fricción en el proceso aumenta y con ello se incrementa la demanda de
energía. Los límites de humedad dependen del material y el tipo de
"briqueteadora" que se utiliza, normalmente se acepta como humedad
óptima alrededor de 7%, permitiéndose como límite inferior 5% y como
superior 15%. En algunos casos específicos se reporta hasta 20% de
humedad.
Estas limitaciones de humedad y el control de la homogeneidad
del proceso, exigirían en muchos casos el secado como paso previo o al
menos el control de la humedad.
Desde luego, en nuestro caso, se trataría casi siempre de secado
natural, solar, por nuestras condiciones climáticas. Esto siempre añade
costos de inversión y manipulación. (Cabezas, 2009)
2.3.2 Temperatura interna y externa
En las prensas de tornillo, el material es empujado dentro de un
molde cilíndrico; este molde está a menudo calentado para elevar la
30
temperatura al punto en que el flujo de lignina ocurre. La presión
aumenta suavemente a lo largo del tornillo a medida que se baja el pistón.
Si el molde no es calentado, las temperaturas pueden no subir lo
suficiente para provocar que fluya la lignina, entonces tendrá que
agregarse un material aglutinante. Éste puede ser melaza, almidón o
algún otro material orgánico barato. También es posible convertir en
briquetas material carbonizado en una prensa de tornillo y en ésta, como
la lignina ha sido destruida, tiene que emplearse un lignante. Algunas
máquinas de pistón de baja presión pueden también requerir el empleo de
lignantes aunque esto no es muy común. (Cabezas, 2009)
2.3.3 Tamaño de partículas, granulometría y presión de prensado
En la formación de bultos o pacas, por lo general, el tamaño de la
partícula tiene menor importancia y mientras más largas éstas sean se
facilita el amarre o tejido. Para la formación de briquetas se acepta que
sólo lo que se pueda palear, se podrá briquetear. En general, el material a
briquetear idealmente deberá contener partículas largas y cortas.
El que se use un aglutinante externo o no depende de la
briqueteadora que se utilice y del material original. En máquinas de alta
presión (>100 MPa), raramente se usa aglutinante externo, en medias
presiones (5-100 MPa) depende del material y su compactación, en bajas
presiones hasta 5 MPa siempre es necesario añadir aglutinante
(Gonzáles, 2005).
31
2.4 Características de las briquetas
2.4.1 Composición química
La composición química elemental de las briquetas condiciona el
poder calorífico. La composición química de briquetas dependerá del
material utilizado. Si se emplean aditivos, se deberá tener en cuenta la
composición química de los mismos.
Lo ideal es conocer los porcentajes (en peso) de madera, corteza
y aditivos empleados, así como la humedad a la que se manipulan estos
productos. Conocidos estos porcentajes puede evaluarse de forma
aproximada la composición química de las briquetas (Marcos Martín,
1994).
2.4.2 Forma
La forma de las briquetas puede ser muy variable, y depende de
la maquinaria utilizada en su obtención. Cuando las briquetas se fabrican
con una prensa de tipo tornillo sinfín, dejan un hueco en su interior con las
que la relación superficie–volumen es mayor.
El agujero interno de las briquetas presentan ventajas y
desventajas, entre ellas se consigue una ignición más rápida, se reduce el
tiempo de secado; esto puede resultar ventajoso o perjudicial
(dependiendo del objetivo buscado). Las formas cilíndricas o de sección
rectangular, redondeada en las esquinas ayudan a que la briqueta no se
desintegre por golpes. Estas últimas arden más despacio y se almacenan
32
mucho mejor pues ocupan menos volumen a igualdad de peso que el tipo
cilíndrico o el de prisma octogonal hueco (Camps, 2008).
FIGURA 2.2. SECCIONES COMUNES DE LAS BRIQUETAS
Fuente: CAMPS, 2008
2.4.3 Densidad
La principal característica de las briquetas frente a las astillas es
que son más densas que éstas con lo que facilitan el transporte,
manipulación y almacenaje, el inconveniente es que resultan más caras
que las astillas pues requieren un proceso industrial de fabricación. Al
tener mayor densidad este producto se transportará ocupando menos
volumen (a igualdad de peso) que las leñas y astillas y será más sencilla
su manipulación. (Marcos Martín, 1994)
Para determinar la densidad de las briquetas deben realizarse
ensayos de laboratorio en los que basta evaluar su masa (en una
balanza) y su volumen (cálculos geométricos) para obtener la densidad
aproximada. (Camps, 2008)
33
La densidad de la briqueta de forma aproximada se obtiene por la
fórmula:
Dónde:
d = densidad de la briqueta (kg/m³)
m = masa de la briqueta (kg)
v = volumen de la briqueta (m³)
2.4.4 Humedad
La humedad de la briqueta es función de la forma en que se
suministre el producto. Como en el proceso de prensado que sufre la
materia prima hasta convertirse en briqueta o pellet se suelen utilizar
partículas secas (humedad menor del 12% base húmeda) y además en el
mismo se seca aún más la partícula, al final la humedad de la briqueta o
el pellet resulta ser de un 8 - 10% a la salida de la prensa (Marcos Martín,
1994).
2.4.5 Friabilidad
Según la Real Academia de la Lengua un material es friable
cuando se desmenuza fácilmente (que es lo contrario a la resistencia al
golpeteo sin desmenuzarse). La friabilidad es una variable muy importante
34
en las briquetas pues se están manipulando continuamente y chocando
unas con otras. (Fonseca & Tierra, 2011)
El índice de friabilidad FR está dado por:
Dónde:
NF = Número de briquetas al final del ensayo (enteras y fraccionadas).
NI = Número de briquetas al inicio del ensayo.
2.5 Ventajas de las briquetas
Son prácticas, seguras y fáciles de manipular, pues no hay
riesgo de combustión instantánea.
Poseen un calor de combustión mayor que la leña tradicional.
El proceso de combustión es más lento, por lo que se prolonga
su duración.
Son fáciles de almacenar por largos periodos.
No generan gran cantidad de gases ni ningún tipo de olor
desagradable.
Bajo costo pues es un producto de desecho.
Son un producto ecológico y sostenible.
35
2.6 Generación de residuos en la industria cafetera
2.6.1 Proceso de producción de la Industria cafetera. Caso
Solubles Instantáneos C.A.
El proceso comienza con la selección de la mejor materia prima
disponible. Café Arábiga y Robusta existen en varias provincias del
Ecuador y le son ofrecidos durante la época de cosecha. Cada lote en
perspectiva es completamente inspeccionando para ver si llena los
requisitos de Solubles Instantáneos .C.A. en cuanto a humedad, materias
extrañas, defectos y ocratoxina A.
Una vez que el lote ha sido aceptado, va a un adicional
procedimiento de limpieza y luego se lo guarda en silos o en sacos
colocados sobre pallets, poniéndolos en bodegas secas y ventiladas para
uso futuro.
Los granos de café son aspirados de los silos y tostados a la
temperatura requerida. Esta ultima es una fase muy importante donde el
café desarrollara el sabor, aroma, acidez y cuerpo deseados. Desde esta
etapa hasta que el producto esta empacado, un equipo de ingenieros,
técnicos y trabajadores aplican toda la tecnologia disponible en la
actualidad para proteger las características tan cuidadosamente
conseguidas en el tostado.
Para obtener el tamaño óptimo de partícula, el café tostado es
molido con un molino de rodillos, el proceso de extracción es también un
36
punto clave donde se pone especial atención a la calidad del agua,
temperatura y presión para obtener un buen rendimiento sin afectar la
calidad. El extracto resultante es pasado a través de una centrífuga para
obtener un mejor secado, tanto en la torre de secado por asperción, como
en la cámara de liofilización.
El café instantáneo en polvo “Spray Dried” es el resultado de
atomizar el extracto líquido de café de una torre o cámara donde al caer
las gotas de extracto son secadas por una continua circulación de aire
caliente.
Para producir café instantáneo liofilizado “Freeze Dried”, el
extracto de café es primeramente congelado; luego el contenido de
humedad es sublimado aplicando temperatura moderada en un túnel con
ambiente al vacío (Solubles Intantáneos C.A., s.f.).
2.6.2 Desecho industrial de Solubles Instantáneos C.A. Breve
descripción
El residuo industrial Cafetero se genera durante la fabricación del
café soluble cuando se extraen mecánicamente todos aquellos materiales
impropios provenientes del café verde, tales como cascarillas, tallos, y
café granulado no uniforme que se presentan en mayor proporción.
Algunas de las características principales del residuo industrial de
Solubles Instantáneos, se describen a continuación:
37
El volumen generado es un poco elevado, un aproximado de
4000 t/año seco, lo que está generalmente asociado al empleo
de café verde, ya que este trae consigo impurezas que surgen
durante su cosecha y procesamiento.
Su contenido de humedad es muy variable, manejándose
valores que se aproximan a 85%.
2.6.2.1 Flujograma de la Elaboración de café soluble en Solubles
Instantáneos C.A.
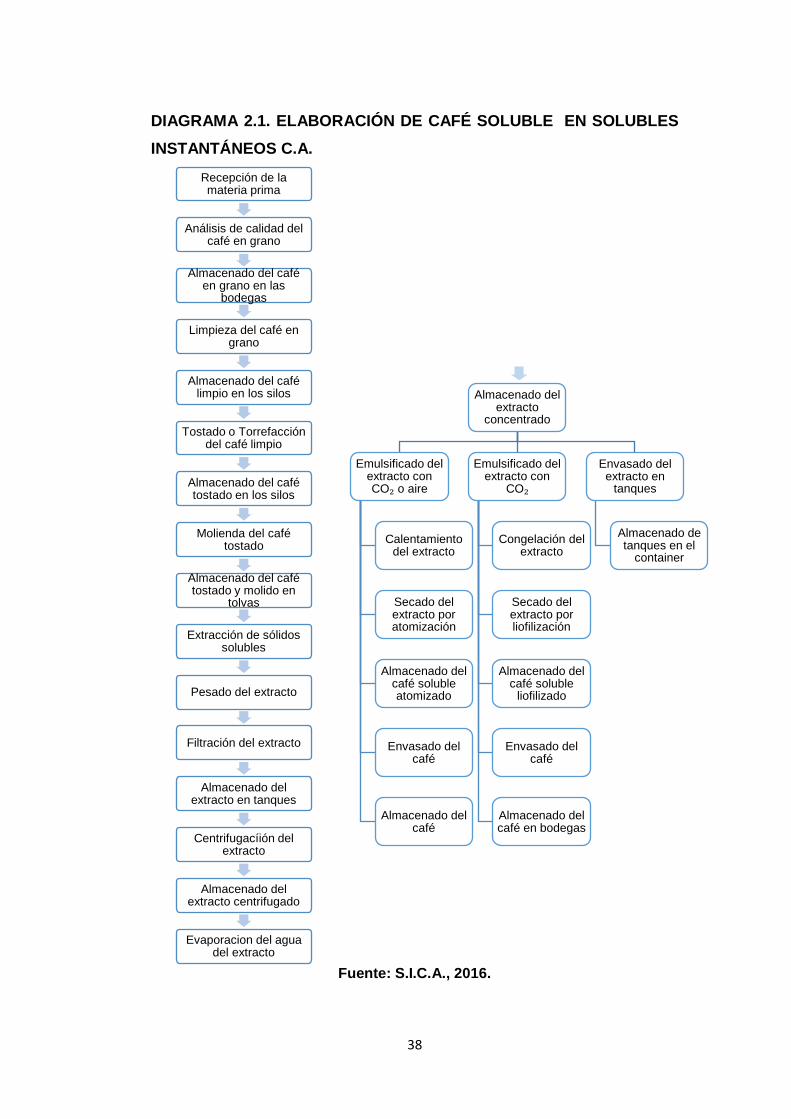
El proceso productivo que se emplea en la empresa Solubles
Instantáneos C.A., para la elaboración de café soluble comprende varias
etapas que van desde la recepción de la materia prima hasta la
distribución del producto terminado, como se ilustra en el Diagrama 2.1.
38
DIAGRAMA 2.1. ELABORACIÓN DE CAFÉ SOLUBLE EN SOLUBLES
INSTANTÁNEOS C.A.
Fuente: S.I.C.A., 2016.
Recepción de la materia prima
Análisis de calidad del café en grano
Almacenado del café en grano en las
bodegas
Limpieza del café en grano
Almacenado del café limpio en los silos
Tostado o Torrefacción del café limpio
Almacenado del café tostado en los silos
Molienda del café tostado
Almacenado del café tostado y molido en
tolvas
Extracción de sólidos solubles
Pesado del extracto
Filtración del extracto
Almacenado del extracto en tanques
Centrifugacíión del extracto
Almacenado del extracto centrifugado
Evaporacion del agua del extracto
Almacenado del extracto
concentrado
Emulsificado del extracto con CO₂ o aire
Calentamiento del extracto
Secado del extracto por atomización
Almacenado del café soluble atomizado
Envasado del café
Almacenado del café
Emulsificado del extracto con
CO₂
Congelación del extracto
Secado del extracto por liofilización
Almacenado del café soluble
liofilizado
Envasado del café
Almacenado del café en bodegas
Envasado del extracto en
tanques
Almacenado de tanques en el
container
39
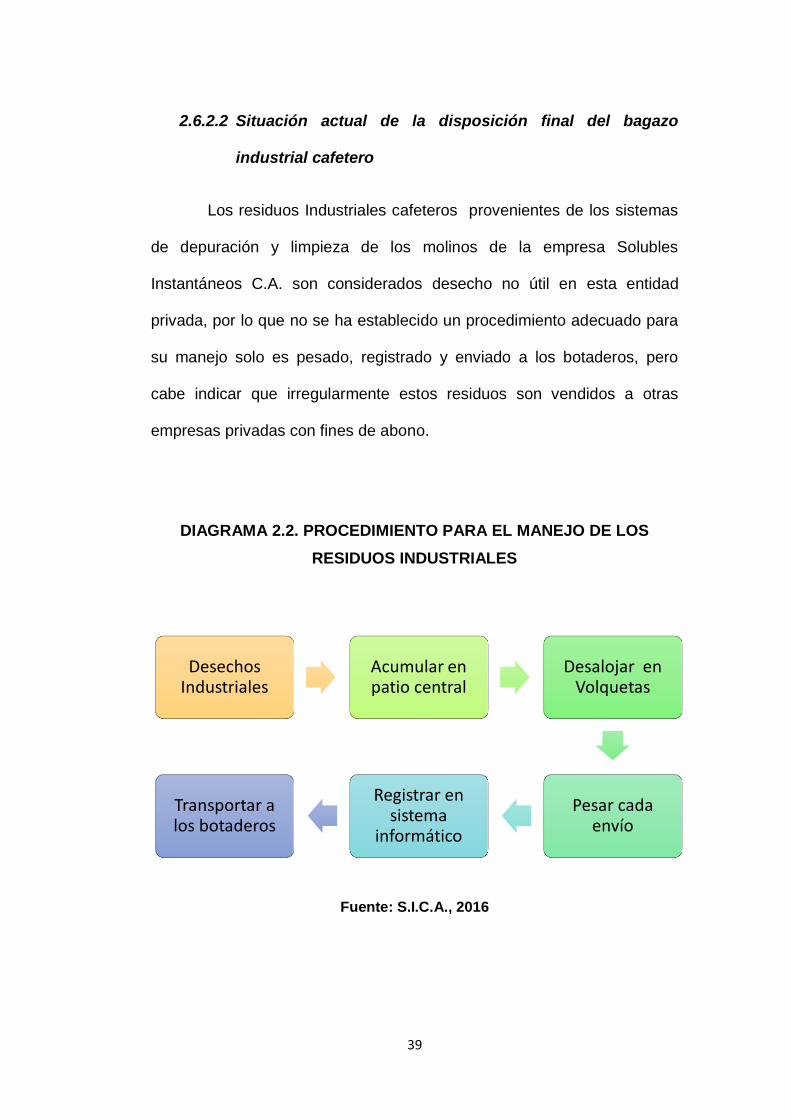
2.6.2.2 Situación actual de la disposición final del bagazo
industrial cafetero
Los residuos Industriales cafeteros provenientes de los sistemas
de depuración y limpieza de los molinos de la empresa Solubles
Instantáneos C.A. son considerados desecho no útil en esta entidad
privada, por lo que no se ha establecido un procedimiento adecuado para
su manejo solo es pesado, registrado y enviado a los botaderos, pero
cabe indicar que irregularmente estos residuos son vendidos a otras
empresas privadas con fines de abono.
DIAGRAMA 2.2. PROCEDIMIENTO PARA EL MANEJO DE LOS
RESIDUOS INDUSTRIALES
Fuente: S.I.C.A., 2016
Desechos Industriales
Acumular en patio central
Desalojar en Volquetas
Pesar cada envío
Registrar en sistema
informático
Transportar a los botaderos
40
2.6.3 Posibles usos del bagazo industrial cafetero de Solubles
Instantáneos C.A.
Debido a la presencia desechos cafeteros (cascarillas, tallos,
granos no uniformes del café verde que no se disgregó durante el proceso
de elaboración del café soluble), se realizó una breve investigación de los
posibles usos que se podría dar a este residuo con la finalidad de
aprovecharlo como biomasa para la obtención de un biocombustible
sólido y en base a esto se encontraron calderas que ya usan este
producto como co-combustible y en la actualidad está teniendo gran
acogida debido a las ventajas que presenta frente a otros combustibles
fósiles (especialmente sobre el bunker), además el hecho de que este
nuevo producto se está fabricando a partir de materiales en desuso que lo
hace mayormente atractivo al promover el reciclaje y con ello la reducción
del impacto al medio ambiente.
Por otra parte, se encontraron compuestos como los abonos -
compost que también podría obtenerse empleando el residuo en estudio,
donde uno de sus componentes podría ser el residuo industrial cafetero.
Dentro del desarrollo de esta investigación se optó por demostrar
la utilidad del residuo industrial cafetero como factible materia prima para
la obtención de biocombustible sólido y con ello dejar una base para
futuras investigaciones.
41
CAPÍTULO III
3. DESARROLLO EXPERIMENTAL
3.1 Metodología de la investigación
3.1.1 Tipos de enfoques metodológicos.
El enfoque metodológico de la investigación es del tipo
experimental cualitativo y cuantitativo, ya que gracias al uso de variables
numéricas se busca adecuar el bagazo industrial de café como biomasa
para producir briquetas y sustituir parcialmente combustibles fósiles.
3.1.2 Métodos y técnicas
Las técnicas y métodos empleados para la recolección de datos
se basan en los siguientes aspectos:
Análisis documental
De acuerdo a la investigación realizada y a los datos bibliográficos
se procede a estudiar la posibilidad de usar bagazo industrial de café
como materia prima para la producción de biocombustibles sólidos
(briquetas) en la generación de energía térmica, bajo ciertas condiciones
a evaluar.
42
Análisis Experimental
Con base a la información adquirida para la producción de
biocombustibles sólidos a partir del bagazo industrial de café, se resume
mediante etapas para el desarrollo experimental: secado, molienda y
tamizado para obtener un compuesto compacto, densificación y controlar
los parámetros establecidos durante el proceso.
Para esta investigación se efectuarán ensayos y análisis como
instrumentos para la obtención de datos y resultados, de las
características físico – químicas en relación al proceso de secado,
molienda, tamizado y durante la densificación de residuos agroindustriales
cafeteros.
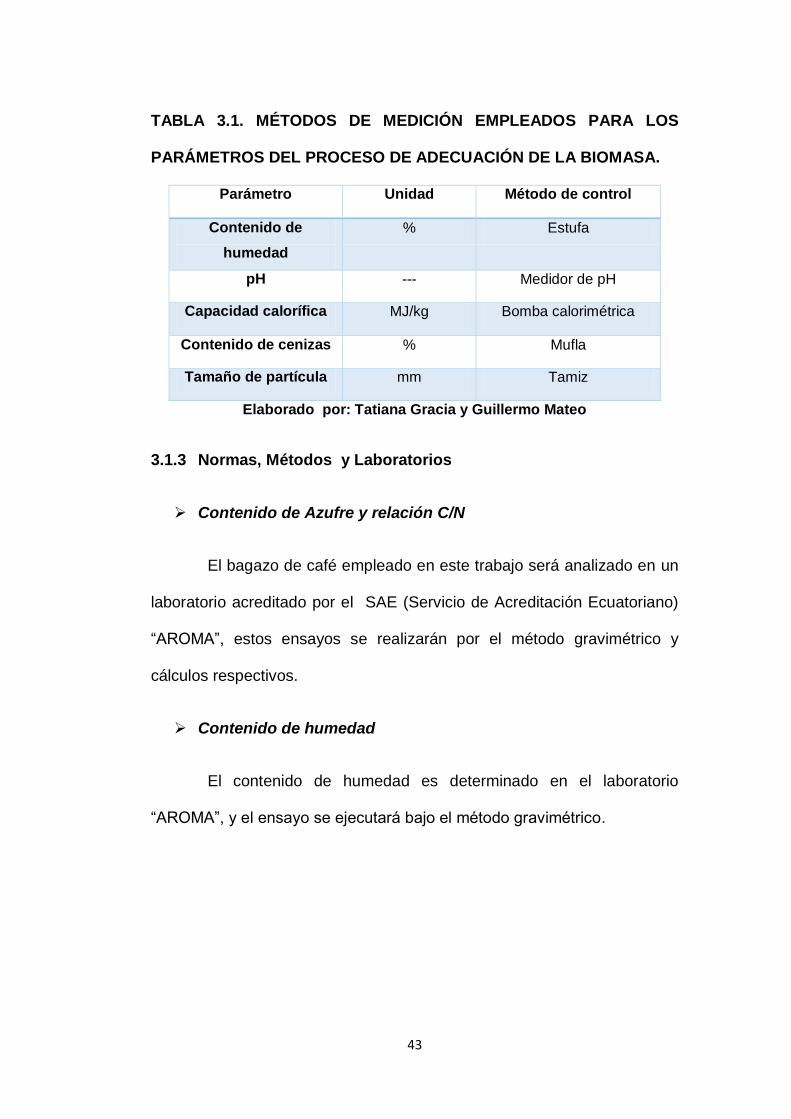
Las variables que van a permanecer constante han sido
seleccionadas en base a los datos bibliográficos que se mostrará en la
Tabla 3.1. Donde se especifican los métodos empleados para la medición
de los parámetros del proceso.
43
TABLA 3.1. MÉTODOS DE MEDICIÓN EMPLEADOS PARA LOS
PARÁMETROS DEL PROCESO DE ADECUACIÓN DE LA BIOMASA.
Parámetro Unidad Método de control
Contenido de
humedad
% Estufa
pH --- Medidor de pH
Capacidad calorífica MJ/kg Bomba calorimétrica
Contenido de cenizas % Mufla
Tamaño de partícula mm Tamiz
Elaborado por: Tatiana Gracia y Guillermo Mateo
3.1.3 Normas, Métodos y Laboratorios
Contenido de Azufre y relación C/N
El bagazo de café empleado en este trabajo será analizado en un
laboratorio acreditado por el SAE (Servicio de Acreditación Ecuatoriano)
“AROMA”, estos ensayos se realizarán por el método gravimétrico y
cálculos respectivos.
Contenido de humedad
El contenido de humedad es determinado en el laboratorio
“AROMA”, y el ensayo se ejecutará bajo el método gravimétrico.
44
Capacidad calorífica
La capacidad calorífica se determinará en el Laboratorio de
Petróleo y Medio Ambiente acreditado de la Universidad de Guayaquil, y
el ensayo se ejecutará bajo la norma ASTM D-240.
Porcentaje de cenizas
El porcentaje de cenizas se determinará en el Laboratorio de
Petróleo y Medio Ambiente acreditado de la Universidad de Guayaquil, a
través de la norma ASTM D-482.
Tamaño de partículas
El tamaño de partícula fue determinado en el laboratorio de
Operaciones Unitarias de la Facultad de Ingeniería Química empleando
la máquina vibradora-2 y tamices Miller.
3.2 Experimentación
3.2.2 Equipos y materiales
Para el desarrollo de la fase experimental de esta investigación se
utilizarán los siguientes reactivos, materiales y equipos:
Reactivos
Bagazo industrial de café
Aglutinante (Almidón orgánico, cereal o tubérculo)
45
Materiales
Calibrador Vernier
Cápsula de porcelana
Encendedor
Papel filtro
Vaso de precipitación
Equipos
Equipo de medición de partículas
Medidor de pH
Balanza analítica
Secador de bandejas
Molino de bolas
Tamiz
Prensa briqueteadora de tornillo
Bomba calorimétrica
Estufa
Mufla
3.2.3 Diseño del proceso
En la primera fase de esta investigación, se procede a evaluar las
principales propiedades del bagazo industrial de café, para establecer las
condiciones iniciales del proceso; luego se ajusta el contenido de agua y
46
tamaño del mismo para obtener un material con un tamaño de partícula
adecuado, a través de una etapa de secado y otra de molienda
respectivamente.
Obtenida esta condición se tamiza, para comenzar el proceso de
densificación, en esta etapa se controla la contenido de humedad y
dimensiones de la briqueta. El paso siguiente es la evaluación de las
briquetas y biomasa obtenida, para finalmente determinar los
rendimientos y la calidad de los productos.
3.2.4 Desarrollo de la experimentación
RECEPCIÓN DE MATERIA PRIMA: El bagazo de café que fue
utilizado corresponde a la clase Café Arábiga y Robusta (café verde), el
cual se obtuvo de la empresa Solubles Instantáneos C.A. de la ciudad de
Guayaquil de la provincia del Guayas.
Se realiza una rápida inspección visual y odorífera, para
determinar si el producto cumple con los requisitos mínimos de calidad,
procurando evitar la presencia de desechos y agentes extraños (mohos)
que afecten a la calidad final del producto.
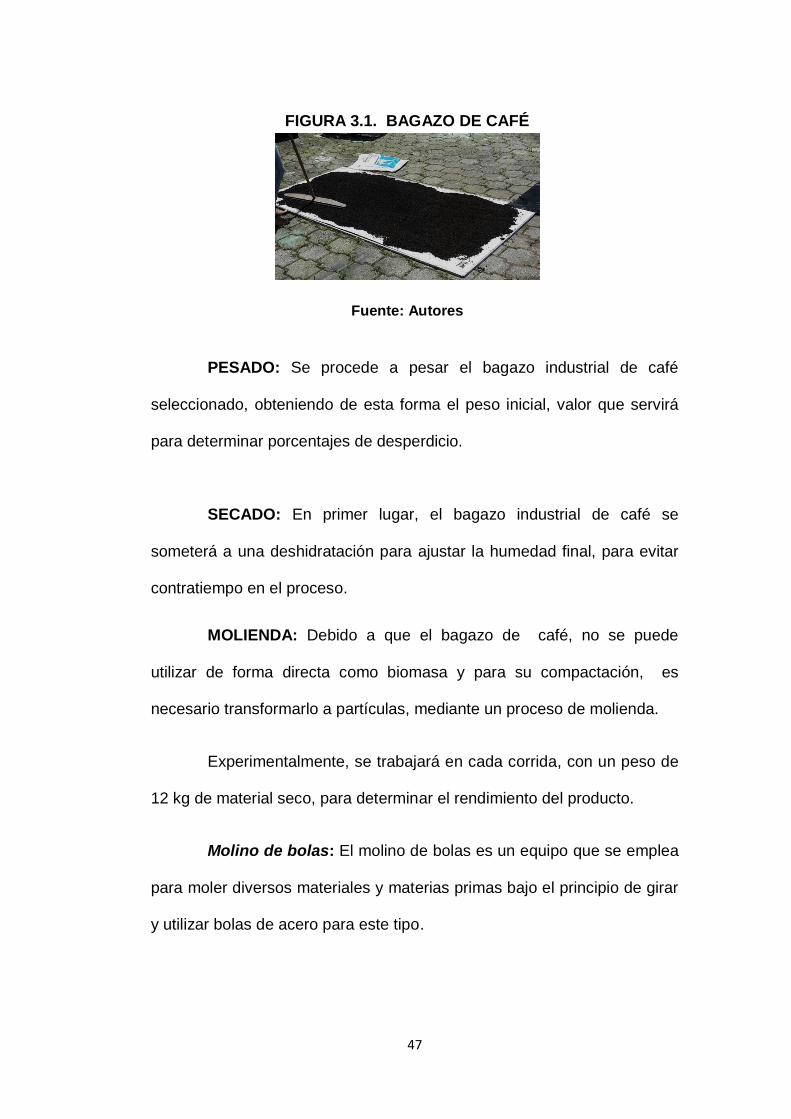
47
FIGURA 3.1. BAGAZO DE CAFÉ
Fuente: Autores
PESADO: Se procede a pesar el bagazo industrial de café
seleccionado, obteniendo de esta forma el peso inicial, valor que servirá
para determinar porcentajes de desperdicio.
SECADO: En primer lugar, el bagazo industrial de café se
someterá a una deshidratación para ajustar la humedad final, para evitar
contratiempo en el proceso.
MOLIENDA: Debido a que el bagazo de café, no se puede
utilizar de forma directa como biomasa y para su compactación, es
necesario transformarlo a partículas, mediante un proceso de molienda.
Experimentalmente, se trabajará en cada corrida, con un peso de
12 kg de material seco, para determinar el rendimiento del producto.
Molino de bolas: El molino de bolas es un equipo que se emplea
para moler diversos materiales y materias primas bajo el principio de girar
y utilizar bolas de acero para este tipo.

48
Normalmente se aplica en la industria del cemento, silicato,
materiales a prueba de fuego, vidrio, cerámica, etc. Tiene dos procesos
de moler: el seco y el húmedo. El trabajo mediante este equipo supone un
ahorro energético.
En cada ocasión, se cargará el molino con 4 kg de material seco.
La carga del material: el tamaño del producto final va a depender
de la forma de cargar el material al molino, si realizamos una carga rápida
y constante la molienda se realizará en porciones más gruesas, por el
contrario si queremos obtener un producto de una densidad más fina la
carga se debe realizar de forma constante y uniforme, es decir, poco a
poco y con intervalos del mismo período de tiempo.
Carga de bolas: la cantidad y tamaño de las bolas dependen del
producto final que queremos obtener. No se debe sobrepasar el 50% de
la capacidad máxima, pero tampoco debe ser menor del 20% (Montoya D.
, 2011).
FIGURA 3.2. MOLINO DE BOLAS
Fuente: Autores
49
TAMIZADO: Con el objetivo de lograr un tamaño de grano
uniforme para la biomasa se procede a realizar el tamizado.
Máquina Vibradora con tamices Miller: es un tipo de equipo que
realiza un movimiento relativo entre la carga de materia prima y el tamiz,
permitiendo la distribución o análisis granulométrico de las partículas, de
esta manera lograr el tamizado por vibración.
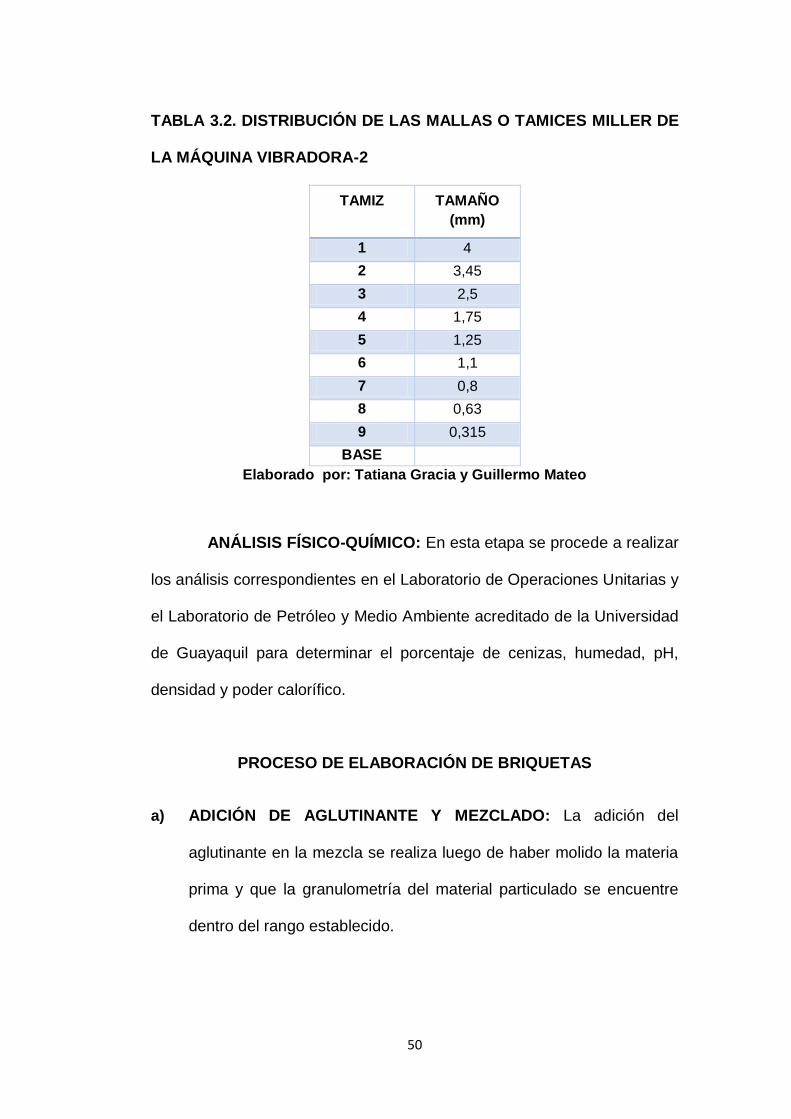
Esta maquinaria puede ser empleada para diferentes tamaños,
porque existe la opción de los ajustes de los tamices Miller (mallas
metálicas) que se encuentran distribuidos de una manera ordenada como
se indica en la Tabla 3.2.
FIGURA 3.3. MÁQUINA VIBRADORA
Fuente: Autores
50
TABLA 3.2. DISTRIBUCIÓN DE LAS MALLAS O TAMICES MILLER DE
LA MÁQUINA VIBRADORA-2
TAMIZ
TAMAÑO
(mm)
1 4
2 3,45
3 2,5
4 1,75
5 1,25
6 1,1
7 0,8
8 0,63
9 0,315
BASE
Elaborado por: Tatiana Gracia y Guillermo Mateo
ANÁLISIS FÍSICO-QUÍMICO: En esta etapa se procede a realizar
los análisis correspondientes en el Laboratorio de Operaciones Unitarias y
el Laboratorio de Petróleo y Medio Ambiente acreditado de la Universidad
de Guayaquil para determinar el porcentaje de cenizas, humedad, pH,
densidad y poder calorífico.
PROCESO DE ELABORACIÓN DE BRIQUETAS
a) ADICIÓN DE AGLUTINANTE Y MEZCLADO: La adición del
aglutinante en la mezcla se realiza luego de haber molido la materia
prima y que la granulometría del material particulado se encuentre
dentro del rango establecido.
51
Se realiza la adición de agua a la mezcla hasta obtener una
consistencia apropiada, escurriendo el exceso o aumentando en
caso de ser necesario.
Almidón Vegetal: el almidón de origen vegetal tiene una amplia
gama de aplicaciones en la industria de alimentos, papel, textil y
adhesivos, entre otros.
Sin embargo, la mayoría de los almidones usados en estos sectores
son modificados, los cuales han sido desarrollados para reducir una
o más de las limitaciones que tiene el almidón nativo para uso
industrial (Montoya S. , 2007).
Los requerimientos físicos químicos que debe cumplir el almidón que
se empleará durante el proceso de este trabajo investigativo, se los
indica en la Tabla 3.3.
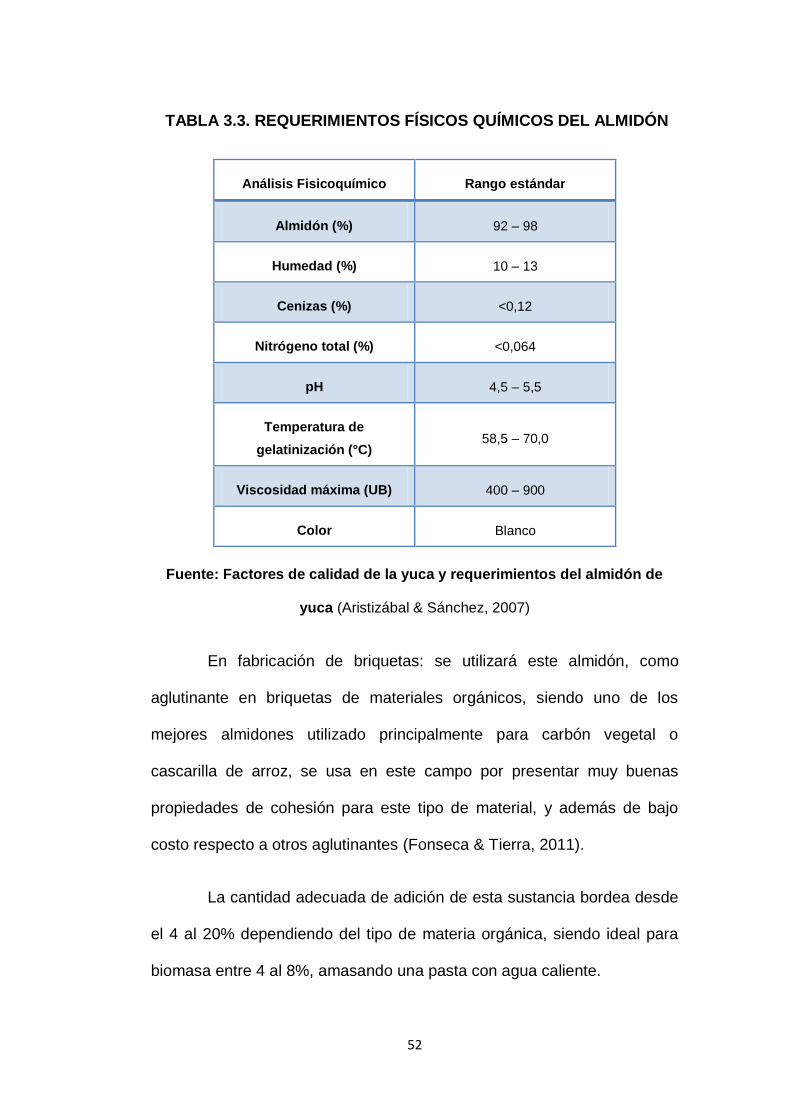
52
TABLA 3.3. REQUERIMIENTOS FÍSICOS QUÍMICOS DEL ALMIDÓN
Análisis Fisicoquímico Rango estándar
Almidón (%) 92 – 98
Humedad (%) 10 – 13
Cenizas (%) <0,12
Nitrógeno total (%) <0,064
pH 4,5 – 5,5
Temperatura de
gelatinización (°C) 58,5 – 70,0
Viscosidad máxima (UB) 400 – 900
Color Blanco
Fuente: Factores de calidad de la yuca y requerimientos del almidón de
yuca (Aristizábal & Sánchez, 2007)
En fabricación de briquetas: se utilizará este almidón, como
aglutinante en briquetas de materiales orgánicos, siendo uno de los
mejores almidones utilizado principalmente para carbón vegetal o
cascarilla de arroz, se usa en este campo por presentar muy buenas
propiedades de cohesión para este tipo de material, y además de bajo
costo respecto a otros aglutinantes (Fonseca & Tierra, 2011).
La cantidad adecuada de adición de esta sustancia bordea desde
el 4 al 20% dependiendo del tipo de materia orgánica, siendo ideal para
biomasa entre 4 al 8%, amasando una pasta con agua caliente.
53
FIGURA 3.4. ALMIDÓN VEGETAL
Fuente: Provefru, 2012
b) DENSIFICACIÓN: La densificación se lo realiza una vez que la
mezcla con el aglutinante sea homogénea. Valiéndose del equipo
apropiado, como el que a continuación se menciona:
Briqueteadora de tornillo (Compactación por extrusión): Es un
sistema basado en la presión ejercida sobre la biomasa por un
tornillo sin fin, de aleaciones de cromo - níquel o de carburo de
tungsteno, que gira con velocidad variable, haciendo avanzar el
producto hasta una cámara que se estrecha progresivamente en
forma cónica, algunos de estos modelos disponen de una camisa
térmica (manto caliente) para regular la temperatura y favorecer la
plastificación.
La producción de briquetas con estos equipos es del orden de 500 a
2500 kg/h con una humedad menor al 10%, con densidad que oscila
entre 1 a 1,3 kg/dm3, pero en modelos que cuentan con calefacción
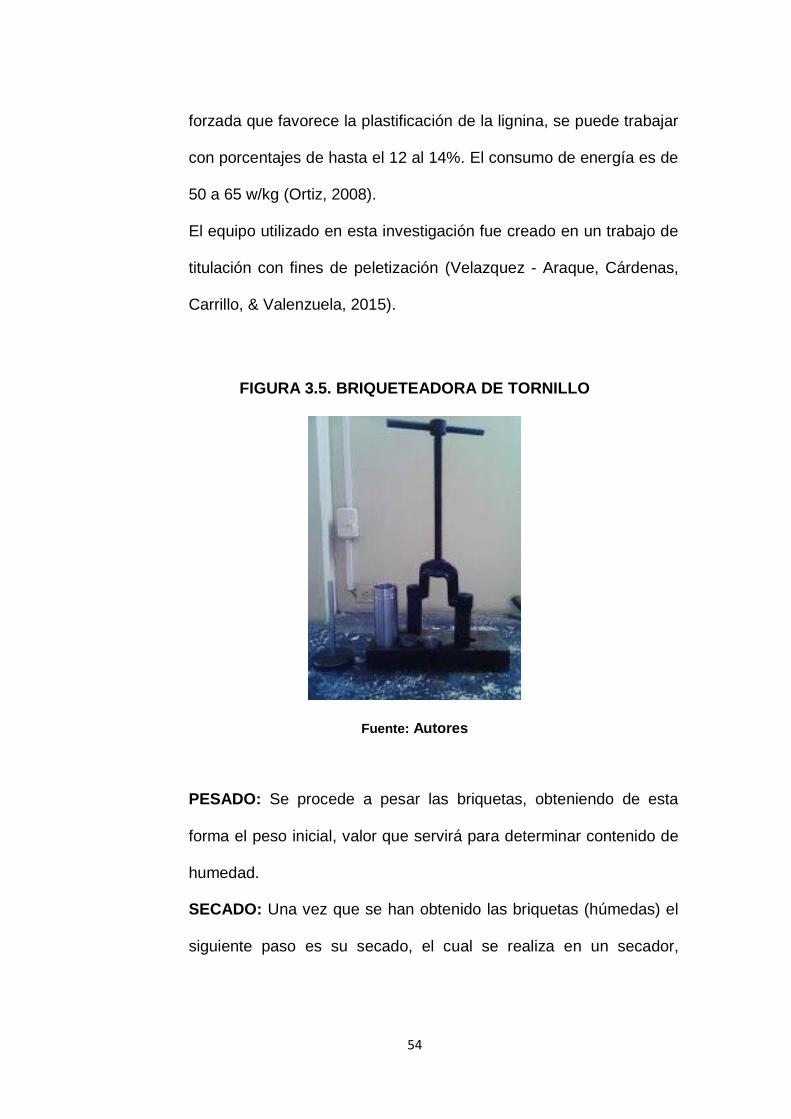
54
forzada que favorece la plastificación de la lignina, se puede trabajar
con porcentajes de hasta el 12 al 14%. El consumo de energía es de
50 a 65 w/kg (Ortiz, 2008).
El equipo utilizado en esta investigación fue creado en un trabajo de
titulación con fines de peletización (Velazquez - Araque, Cárdenas,
Carrillo, & Valenzuela, 2015).
FIGURA 3.5. BRIQUETEADORA DE TORNILLO
Fuente: Autores
PESADO: Se procede a pesar las briquetas, obteniendo de esta
forma el peso inicial, valor que servirá para determinar contenido de
humedad.
SECADO: Una vez que se han obtenido las briquetas (húmedas) el
siguiente paso es su secado, el cual se realiza en un secador,
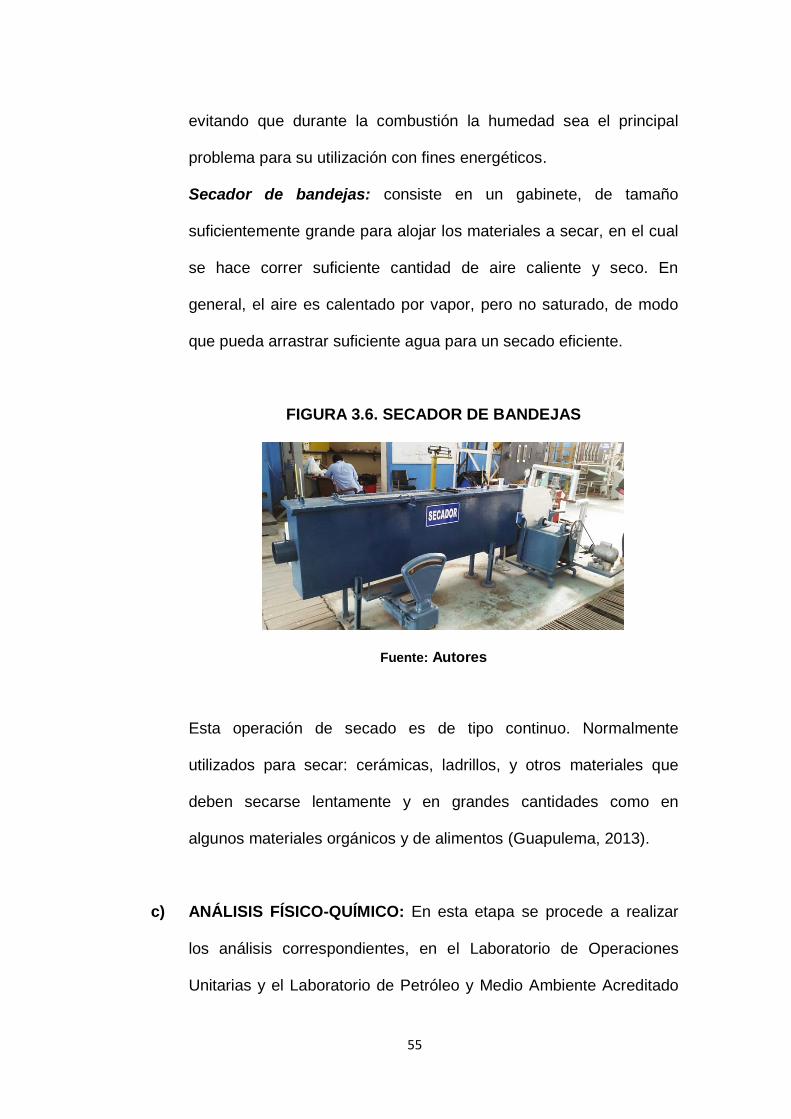
55
evitando que durante la combustión la humedad sea el principal
problema para su utilización con fines energéticos.
Secador de bandejas: consiste en un gabinete, de tamaño
suficientemente grande para alojar los materiales a secar, en el cual
se hace correr suficiente cantidad de aire caliente y seco. En
general, el aire es calentado por vapor, pero no saturado, de modo
que pueda arrastrar suficiente agua para un secado eficiente.
FIGURA 3.6. SECADOR DE BANDEJAS
Fuente: Autores
Esta operación de secado es de tipo continuo. Normalmente
utilizados para secar: cerámicas, ladrillos, y otros materiales que
deben secarse lentamente y en grandes cantidades como en
algunos materiales orgánicos y de alimentos (Guapulema, 2013).
c) ANÁLISIS FÍSICO-QUÍMICO: En esta etapa se procede a realizar
los análisis correspondientes, en el Laboratorio de Operaciones
Unitarias y el Laboratorio de Petróleo y Medio Ambiente Acreditado
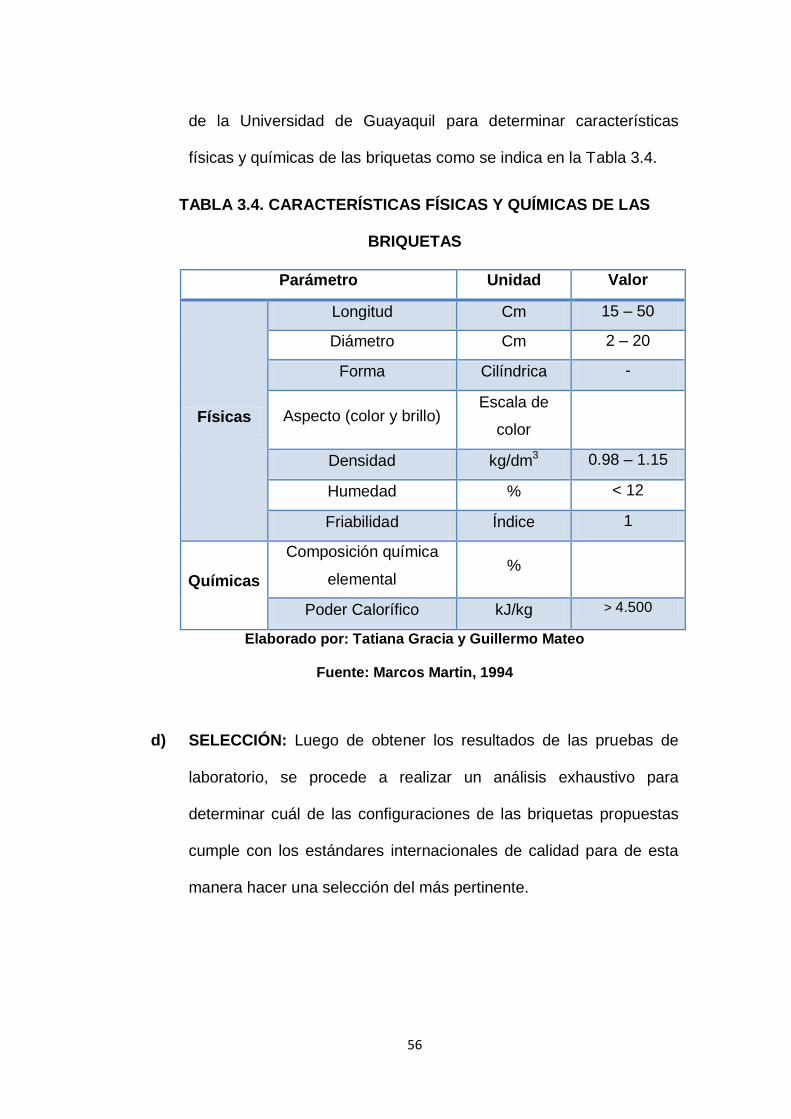
56
de la Universidad de Guayaquil para determinar características
físicas y químicas de las briquetas como se indica en la Tabla 3.4.
TABLA 3.4. CARACTERÍSTICAS FÍSICAS Y QUÍMICAS DE LAS
BRIQUETAS
Parámetro Unidad Valor
Físicas
Longitud Cm 15 – 50
Diámetro Cm 2 – 20
Forma Cilíndrica -
Aspecto (color y brillo) Escala de
color
Densidad kg/dm3 0.98 – 1.15
Humedad % < 12
Friabilidad Índice 1
Químicas
Composición química
elemental %
Poder Calorífico kJ/kg > 4.500
Elaborado por: Tatiana Gracia y Guillermo Mateo
Fuente: Marcos Martin, 1994
d) SELECCIÓN: Luego de obtener los resultados de las pruebas de
laboratorio, se procede a realizar un análisis exhaustivo para
determinar cuál de las configuraciones de las briquetas propuestas
cumple con los estándares internacionales de calidad para de esta
manera hacer una selección del más pertinente.
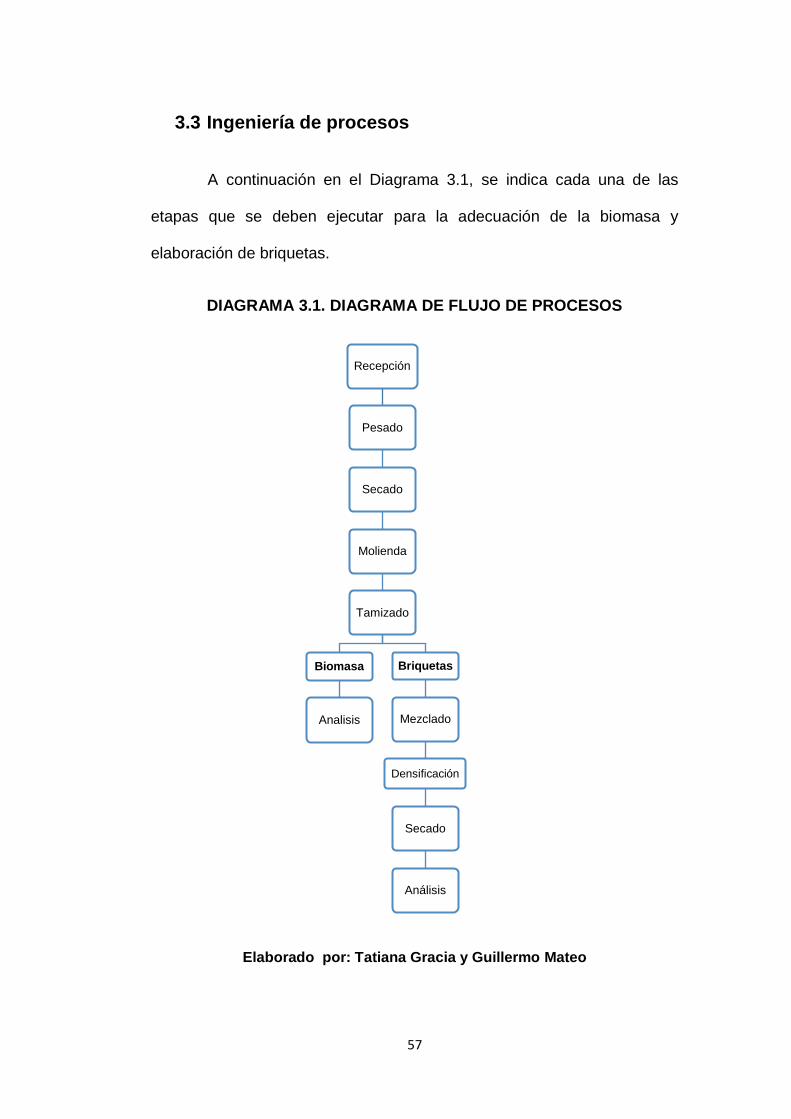
57
3.3 Ingeniería de procesos
A continuación en el Diagrama 3.1, se indica cada una de las
etapas que se deben ejecutar para la adecuación de la biomasa y
elaboración de briquetas.
DIAGRAMA 3.1. DIAGRAMA DE FLUJO DE PROCESOS
Elaborado por: Tatiana Gracia y Guillermo Mateo
Recepción
Pesado
Secado
Molienda
Tamizado
Biomasa
Analisis
Briquetas
Mezclado
Densificación
Secado
Análisis
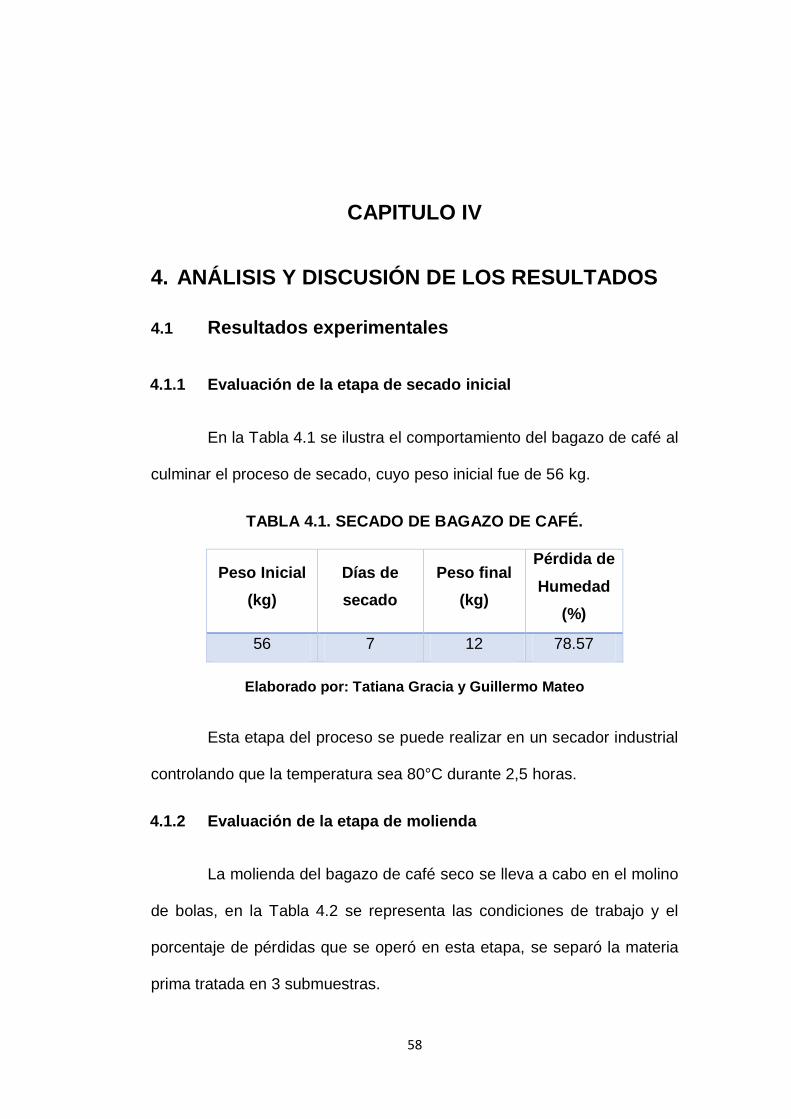
58
CAPITULO IV
4. ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS
4.1 Resultados experimentales
4.1.1 Evaluación de la etapa de secado inicial
En la Tabla 4.1 se ilustra el comportamiento del bagazo de café al
culminar el proceso de secado, cuyo peso inicial fue de 56 kg.
TABLA 4.1. SECADO DE BAGAZO DE CAFÉ.
Peso Inicial
(kg)
Días de
secado
Peso final
(kg)
Pérdida de
Humedad
(%)
56 7 12 78.57
Elaborado por: Tatiana Gracia y Guillermo Mateo
Esta etapa del proceso se puede realizar en un secador industrial
controlando que la temperatura sea 80°C durante 2,5 horas.
4.1.2 Evaluación de la etapa de molienda
La molienda del bagazo de café seco se lleva a cabo en el molino
de bolas, en la Tabla 4.2 se representa las condiciones de trabajo y el
porcentaje de pérdidas que se operó en esta etapa, se separó la materia
prima tratada en 3 submuestras.
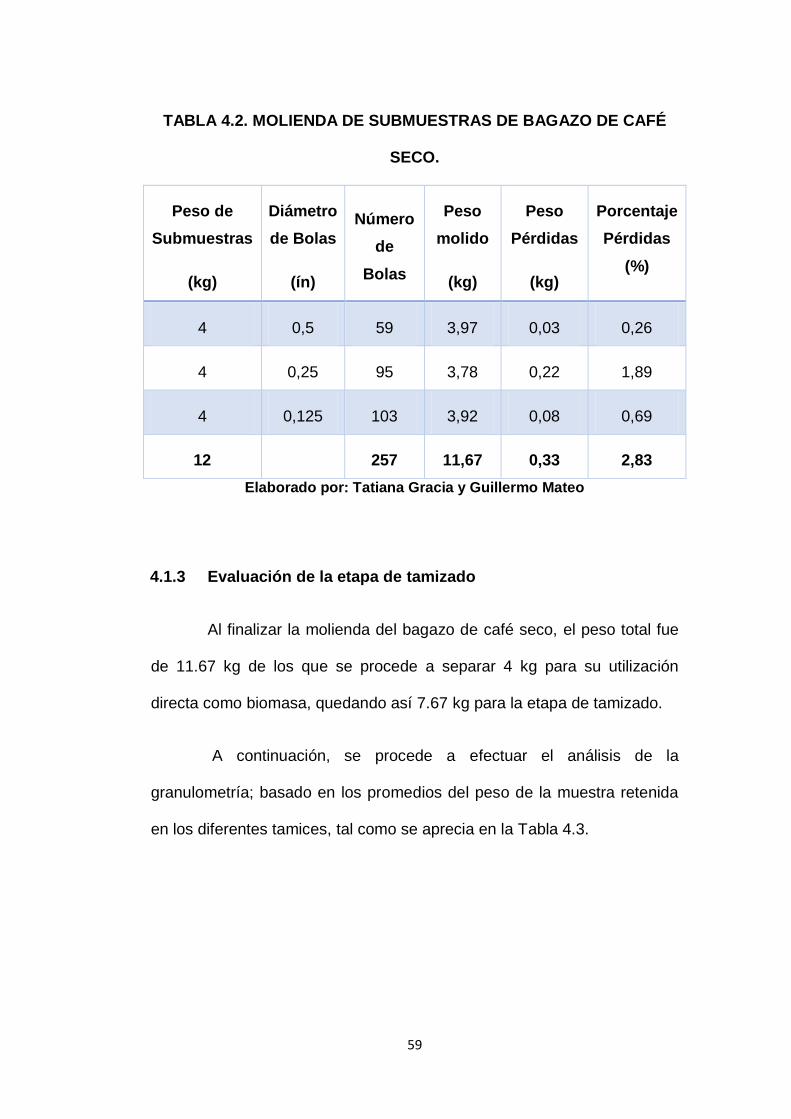
59
TABLA 4.2. MOLIENDA DE SUBMUESTRAS DE BAGAZO DE CAFÉ
SECO.
Peso de
Submuestras
(kg)
Diámetro
de Bolas
(ín)
Número
de
Bolas
Peso
molido
(kg)
Peso
Pérdidas
(kg)
Porcentaje
Pérdidas
(%)
4 0,5 59 3,97 0,03 0,26
4 0,25 95 3,78 0,22 1,89
4 0,125 103 3,92 0,08 0,69
12 257 11,67 0,33 2,83
Elaborado por: Tatiana Gracia y Guillermo Mateo
4.1.3 Evaluación de la etapa de tamizado
Al finalizar la molienda del bagazo de café seco, el peso total fue
de 11.67 kg de los que se procede a separar 4 kg para su utilización
directa como biomasa, quedando así 7.67 kg para la etapa de tamizado.
A continuación, se procede a efectuar el análisis de la
granulometría; basado en los promedios del peso de la muestra retenida
en los diferentes tamices, tal como se aprecia en la Tabla 4.3.
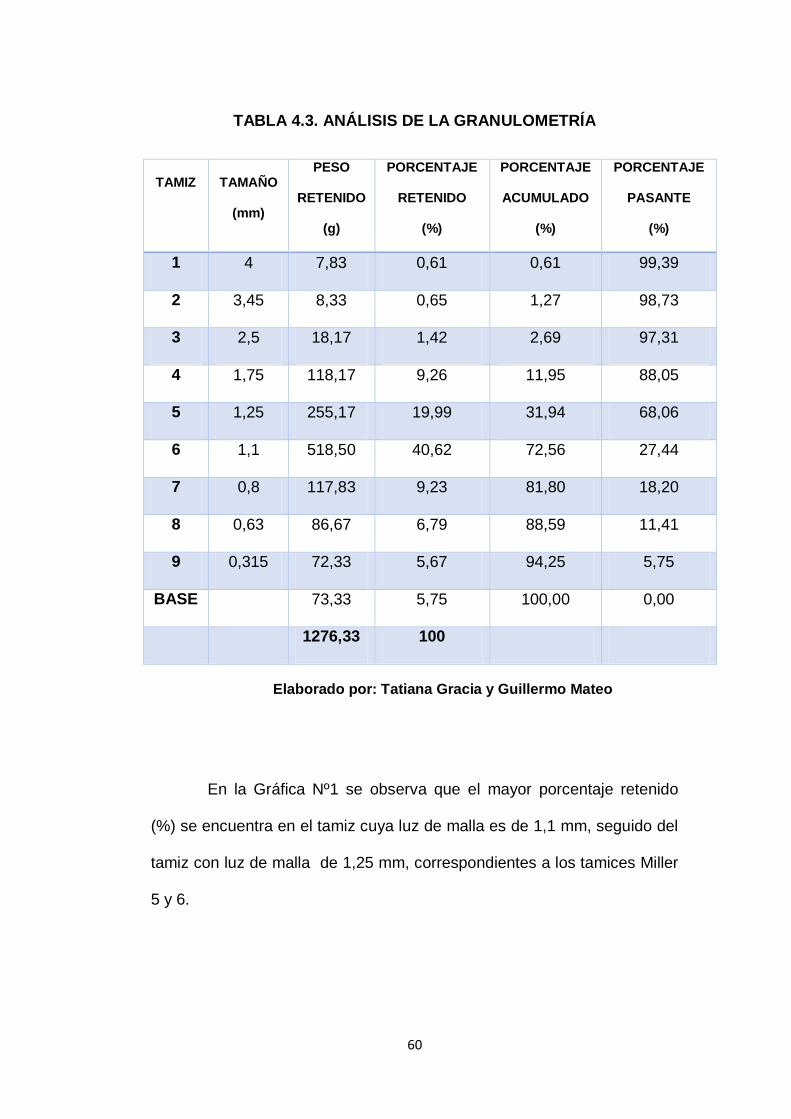
60
TABLA 4.3. ANÁLISIS DE LA GRANULOMETRÍA
TAMIZ
TAMAÑO
(mm)
PESO
RETENIDO
(g)
PORCENTAJE
RETENIDO
(%)
PORCENTAJE
ACUMULADO
(%)
PORCENTAJE
PASANTE
(%)
1 4 7,83 0,61 0,61 99,39
2 3,45 8,33 0,65 1,27 98,73
3 2,5 18,17 1,42 2,69 97,31
4 1,75 118,17 9,26 11,95 88,05
5 1,25 255,17 19,99 31,94 68,06
6 1,1 518,50 40,62 72,56 27,44
7 0,8 117,83 9,23 81,80 18,20
8 0,63 86,67 6,79 88,59 11,41
9 0,315 72,33 5,67 94,25 5,75
BASE
73,33 5,75 100,00 0,00
1276,33 100
Elaborado por: Tatiana Gracia y Guillermo Mateo
En la Gráfica Nº1 se observa que el mayor porcentaje retenido
(%) se encuentra en el tamiz cuya luz de malla es de 1,1 mm, seguido del
tamiz con luz de malla de 1,25 mm, correspondientes a los tamices Miller
5 y 6.
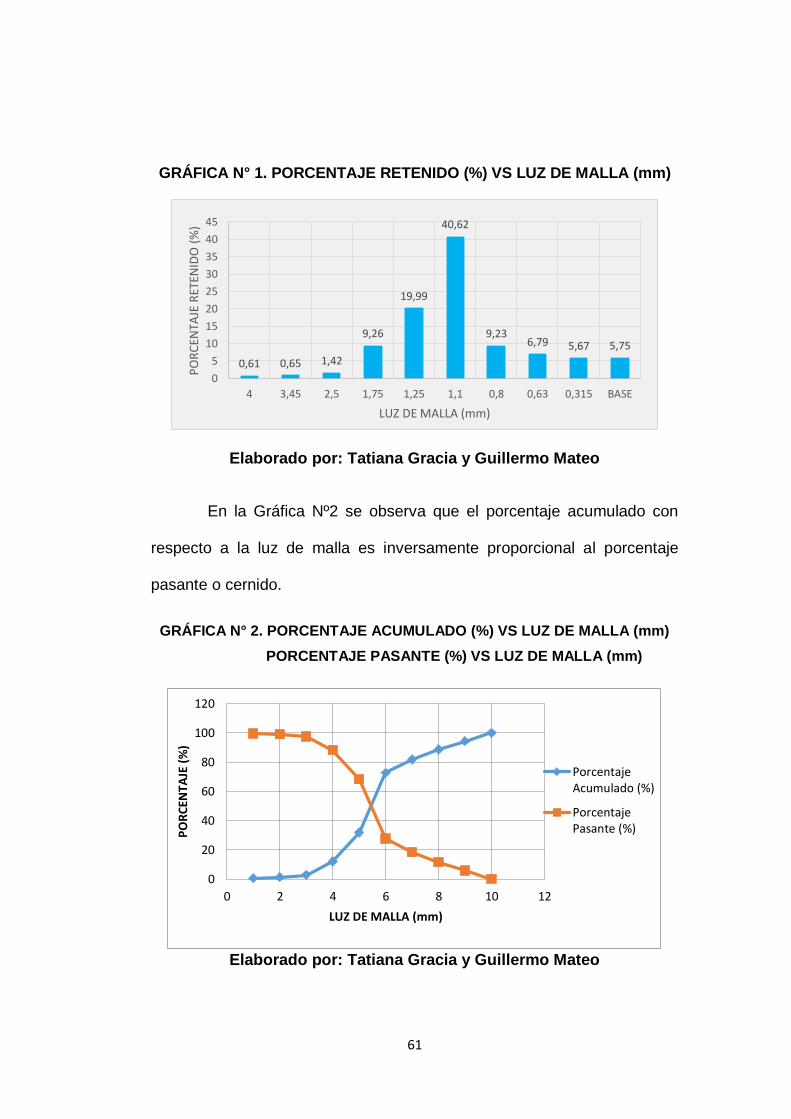
61
GRÁFICA N° 1. PORCENTAJE RETENIDO (%) VS LUZ DE MALLA (mm)
Elaborado por: Tatiana Gracia y Guillermo Mateo
En la Gráfica Nº2 se observa que el porcentaje acumulado con
respecto a la luz de malla es inversamente proporcional al porcentaje
pasante o cernido.
GRÁFICA N° 2. PORCENTAJE ACUMULADO (%) VS LUZ DE MALLA (mm)
PORCENTAJE PASANTE (%) VS LUZ DE MALLA (mm)
Elaborado por: Tatiana Gracia y Guillermo Mateo
0,61 0,65 1,42
9,26
19,99
40,62
9,23 6,79 5,67 5,75
0
5
10
15
20
25
30
35
40
45
4 3,45 2,5 1,75 1,25 1,1 0,8 0,63 0,315 BASE
PO
RC
ENTA
JE R
ETEN
IDO
(%
)
LUZ DE MALLA (mm)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
PO
RC
ENTA
JE (
%)
LUZ DE MALLA (mm)
PorcentajeAcumulado (%)
PorcentajePasante (%)
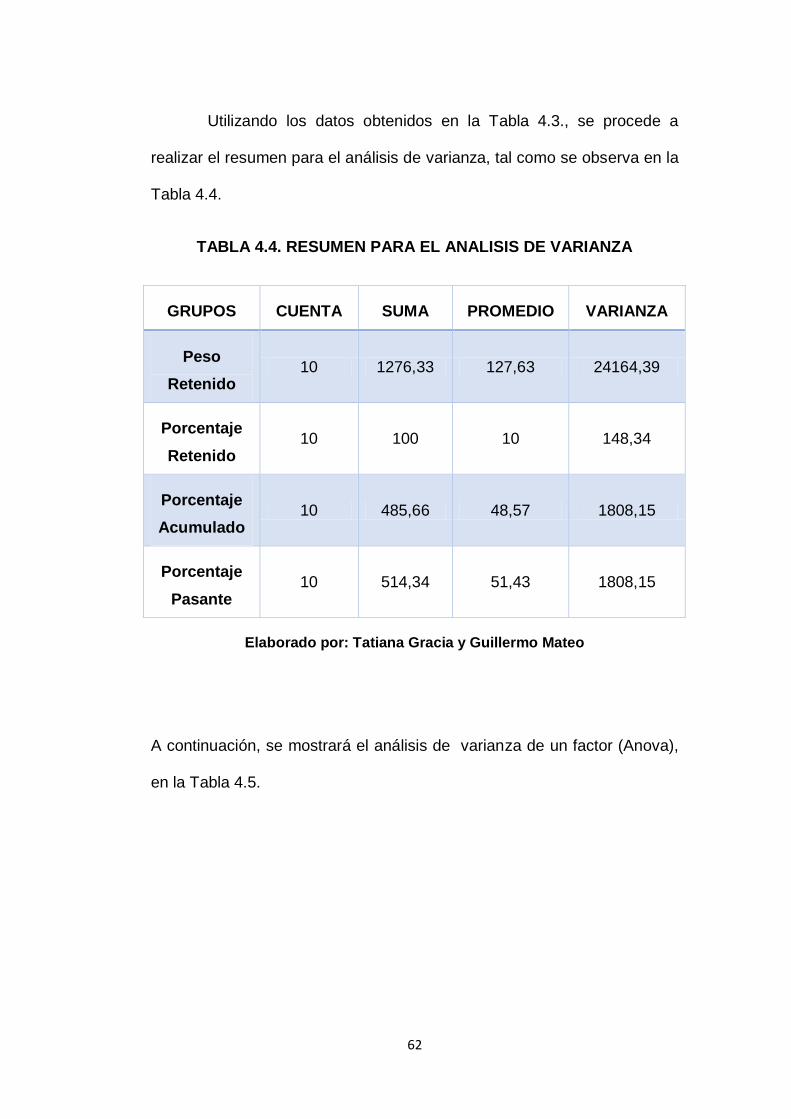
62
Utilizando los datos obtenidos en la Tabla 4.3., se procede a
realizar el resumen para el análisis de varianza, tal como se observa en la
Tabla 4.4.
TABLA 4.4. RESUMEN PARA EL ANALISIS DE VARIANZA
GRUPOS CUENTA SUMA PROMEDIO VARIANZA
Peso
Retenido 10 1276,33 127,63 24164,39
Porcentaje
Retenido 10 100 10 148,34
Porcentaje
Acumulado 10 485,66 48,57 1808,15
Porcentaje
Pasante 10 514,34 51,43 1808,15
Elaborado por: Tatiana Gracia y Guillermo Mateo
A continuación, se mostrará el análisis de varianza de un factor (Anova),
en la Tabla 4.5.
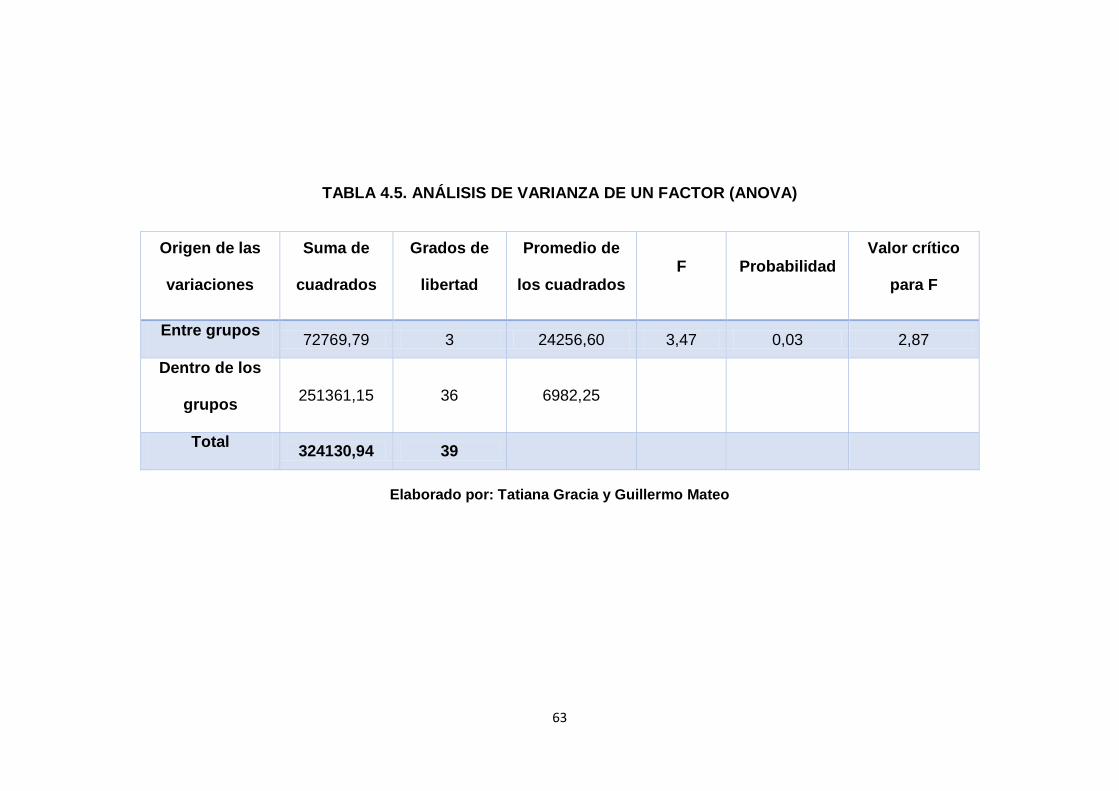
63
TABLA 4.5. ANÁLISIS DE VARIANZA DE UN FACTOR (ANOVA)
Origen de las
variaciones
Suma de
cuadrados
Grados de
libertad
Promedio de
los cuadrados F Probabilidad
Valor crítico
para F
Entre grupos 72769,79 3 24256,60 3,47 0,03 2,87
Dentro de los
grupos 251361,15 36 6982,25
Total 324130,94 39
Elaborado por: Tatiana Gracia y Guillermo Mateo
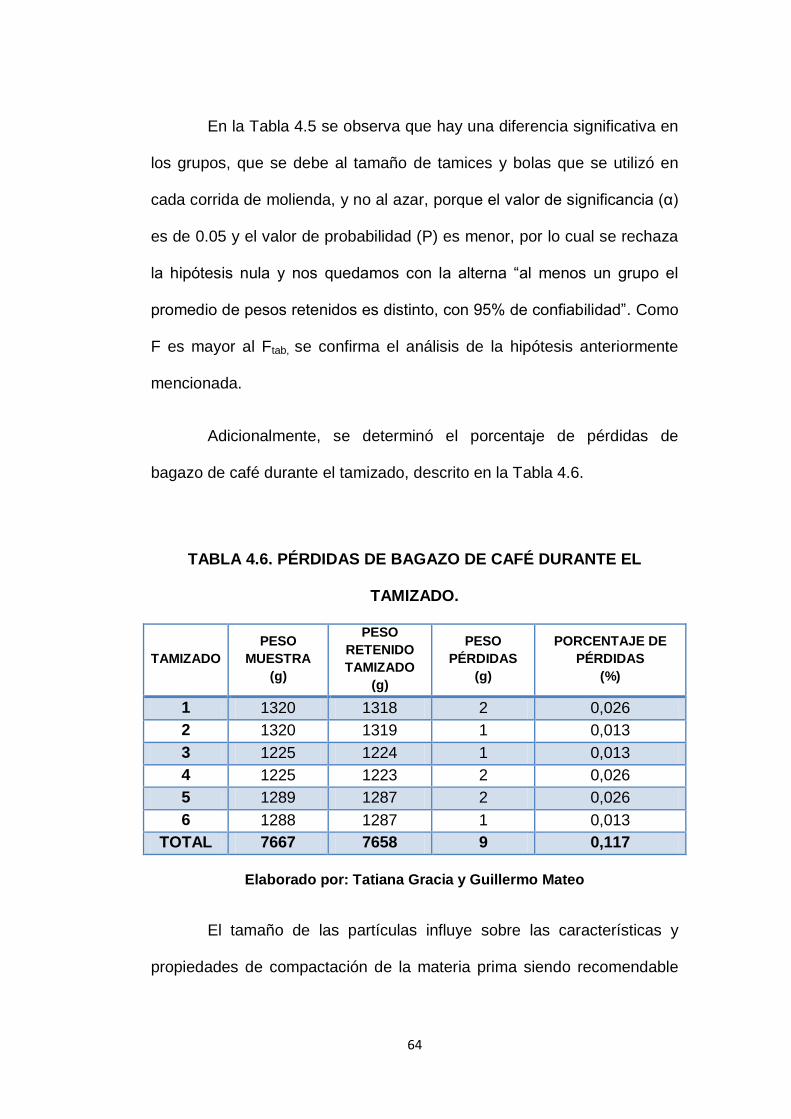
64
En la Tabla 4.5 se observa que hay una diferencia significativa en
los grupos, que se debe al tamaño de tamices y bolas que se utilizó en
cada corrida de molienda, y no al azar, porque el valor de significancia (α)
es de 0.05 y el valor de probabilidad (P) es menor, por lo cual se rechaza
la hipótesis nula y nos quedamos con la alterna “al menos un grupo el
promedio de pesos retenidos es distinto, con 95% de confiabilidad”. Como
F es mayor al Ftab, se confirma el análisis de la hipótesis anteriormente
mencionada.
Adicionalmente, se determinó el porcentaje de pérdidas de
bagazo de café durante el tamizado, descrito en la Tabla 4.6.
TABLA 4.6. PÉRDIDAS DE BAGAZO DE CAFÉ DURANTE EL
TAMIZADO.
TAMIZADO
PESO
MUESTRA
(g)
PESO
RETENIDO
TAMIZADO
(g)
PESO
PÉRDIDAS
(g)
PORCENTAJE DE
PÉRDIDAS
(%)
1 1320 1318 2 0,026
2 1320 1319 1 0,013
3 1225 1224 1 0,013
4 1225 1223 2 0,026
5 1289 1287 2 0,026
6 1288 1287 1 0,013
TOTAL 7667 7658 9 0,117
Elaborado por: Tatiana Gracia y Guillermo Mateo
El tamaño de las partículas influye sobre las características y
propiedades de compactación de la materia prima siendo recomendable
65
una distribución de tamaño, su unión es tanto mejor cuanto más fina es su
granulometría, ya que partículas gruesas facilitan la fractura. Las
distribuciones granulométricas son visibles en las gráficas y en su mayoría
está dentro de 1,75 mm a 0,8 mm (un rango muy amplio).
4.1.4 Evaluación de la etapa de mezclado y densificación
Según el resultado de cada una de las concentraciones de
mezcla Bagazo de Café – Almidón vegetal y agua, se procede a tabular
los datos obtenidos durante la corrida de la parte experimental, por lo cual
se evalúa diámetro, longitud y durabilidad por un periodo de 4 horas, lo
cual permitió determinar muestras que pasarían a la siguiente etapa
(secado), como se ilustra en la Tabla 4.7, el criterio usado para establecer
la aprobación de la muestra es un dato bibliográfico que indica los
parámetros óptimos para una briqueta, son longitud mínimo 5 cm y
diámetro mayor a 5 cm, por ende las muestras que alcancen estos
valores, serán consideradas aptas para el secado.
FIGURA 4.1 MODELO DE BRIQUETAS ELABORADAS
Fuente: Autores
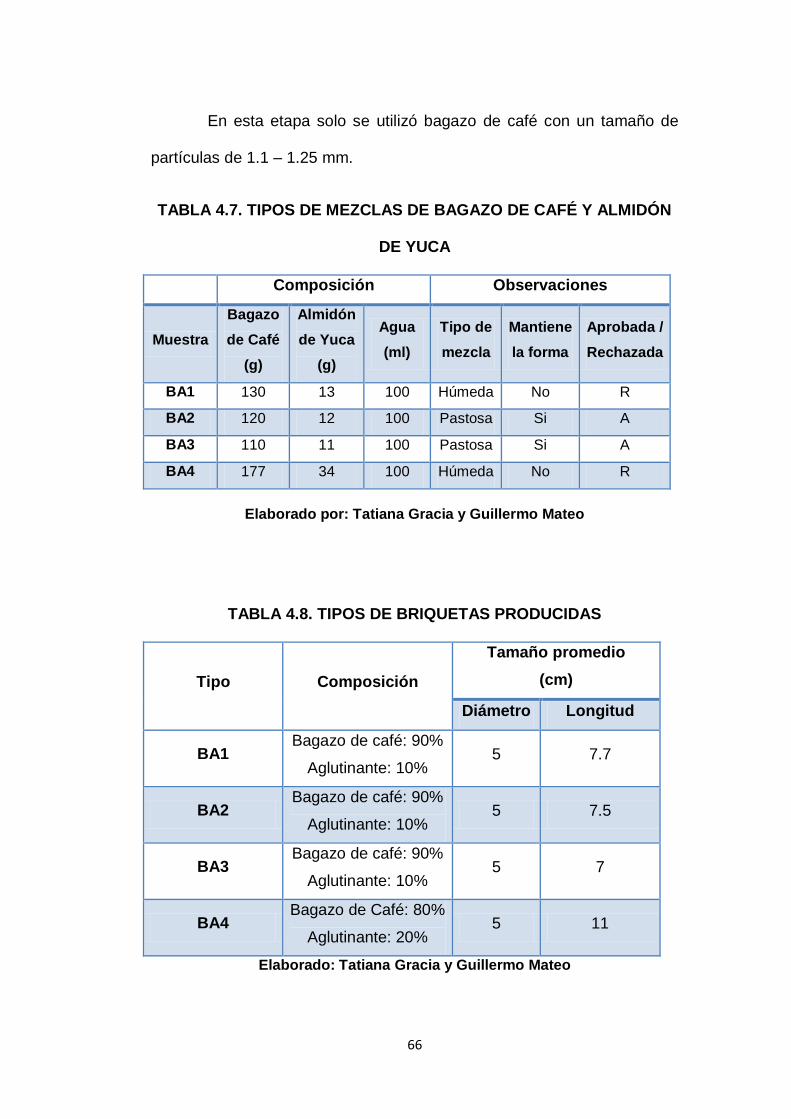
66
En esta etapa solo se utilizó bagazo de café con un tamaño de
partículas de 1.1 – 1.25 mm.
TABLA 4.7. TIPOS DE MEZCLAS DE BAGAZO DE CAFÉ Y ALMIDÓN
DE YUCA
Composición Observaciones
Muestra
Bagazo
de Café
(g)
Almidón
de Yuca
(g)
Agua
(ml)
Tipo de
mezcla
Mantiene
la forma
Aprobada /
Rechazada
BA1 130 13 100 Húmeda No R
BA2 120 12 100 Pastosa Si A
BA3 110 11 100 Pastosa Si A
BA4 177 34 100 Húmeda No R
Elaborado por: Tatiana Gracia y Guillermo Mateo
TABLA 4.8. TIPOS DE BRIQUETAS PRODUCIDAS
Tipo Composición
Tamaño promedio
(cm)
Diámetro Longitud
BA1 Bagazo de café: 90%
Aglutinante: 10% 5 7.7
BA2 Bagazo de café: 90%
Aglutinante: 10% 5 7.5
BA3 Bagazo de café: 90%
Aglutinante: 10% 5 7
BA4 Bagazo de Café: 80%
Aglutinante: 20% 5 11
Elaborado: Tatiana Gracia y Guillermo Mateo
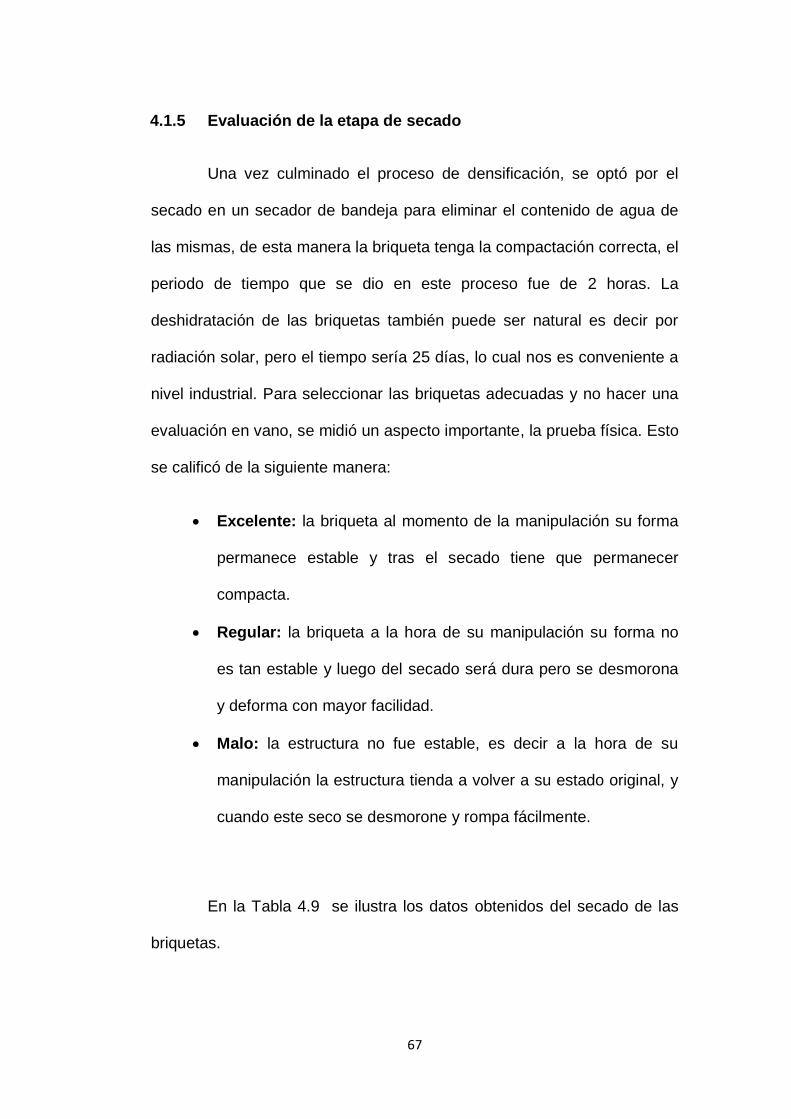
67
4.1.5 Evaluación de la etapa de secado
Una vez culminado el proceso de densificación, se optó por el
secado en un secador de bandeja para eliminar el contenido de agua de
las mismas, de esta manera la briqueta tenga la compactación correcta, el
periodo de tiempo que se dio en este proceso fue de 2 horas. La
deshidratación de las briquetas también puede ser natural es decir por
radiación solar, pero el tiempo sería 25 días, lo cual nos es conveniente a
nivel industrial. Para seleccionar las briquetas adecuadas y no hacer una
evaluación en vano, se midió un aspecto importante, la prueba física. Esto
se calificó de la siguiente manera:
Excelente: la briqueta al momento de la manipulación su forma
permanece estable y tras el secado tiene que permanecer
compacta.
Regular: la briqueta a la hora de su manipulación su forma no
es tan estable y luego del secado será dura pero se desmorona
y deforma con mayor facilidad.
Malo: la estructura no fue estable, es decir a la hora de su
manipulación la estructura tienda a volver a su estado original, y
cuando este seco se desmorone y rompa fácilmente.
En la Tabla 4.9 se ilustra los datos obtenidos del secado de las
briquetas.
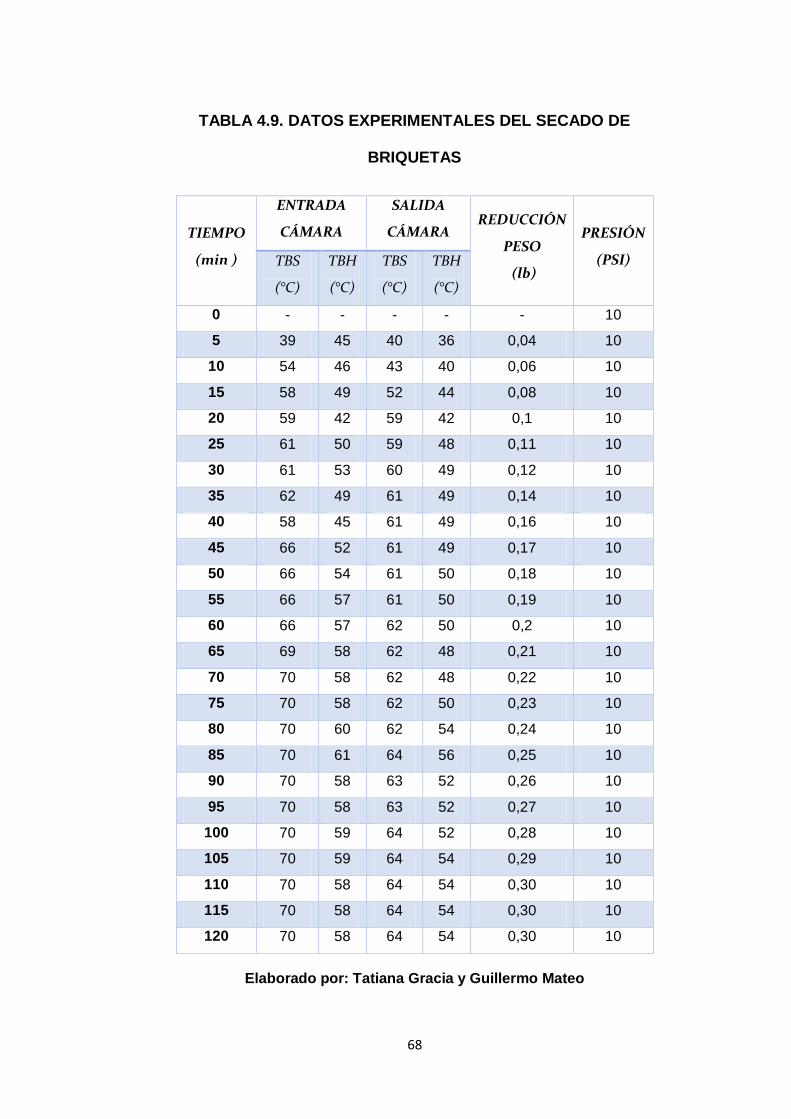
68
TABLA 4.9. DATOS EXPERIMENTALES DEL SECADO DE
BRIQUETAS
TIEMPO
(min )
ENTRADA
CÁMARA
SALIDA
CÁMARA REDUCCIÓN
PESO
(lb)
PRESIÓN
(PSI) TBS
(°C)
TBH
(°C)
TBS
(°C)
TBH
(°C)
0 - - - - - 10
5 39 45 40 36 0,04 10
10 54 46 43 40 0,06 10
15 58 49 52 44 0,08 10
20 59 42 59 42 0,1 10
25 61 50 59 48 0,11 10
30 61 53 60 49 0,12 10
35 62 49 61 49 0,14 10
40 58 45 61 49 0,16 10
45 66 52 61 49 0,17 10
50 66 54 61 50 0,18 10
55 66 57 61 50 0,19 10
60 66 57 62 50 0,2 10
65 69 58 62 48 0,21 10
70 70 58 62 48 0,22 10
75 70 58 62 50 0,23 10
80 70 60 62 54 0,24 10
85 70 61 64 56 0,25 10
90 70 58 63 52 0,26 10
95 70 58 63 52 0,27 10
100 70 59 64 52 0,28 10
105 70 59 64 54 0,29 10
110 70 58 64 54 0,30 10
115 70 58 64 54 0,30 10
120 70 58 64 54 0,30 10
Elaborado por: Tatiana Gracia y Guillermo Mateo
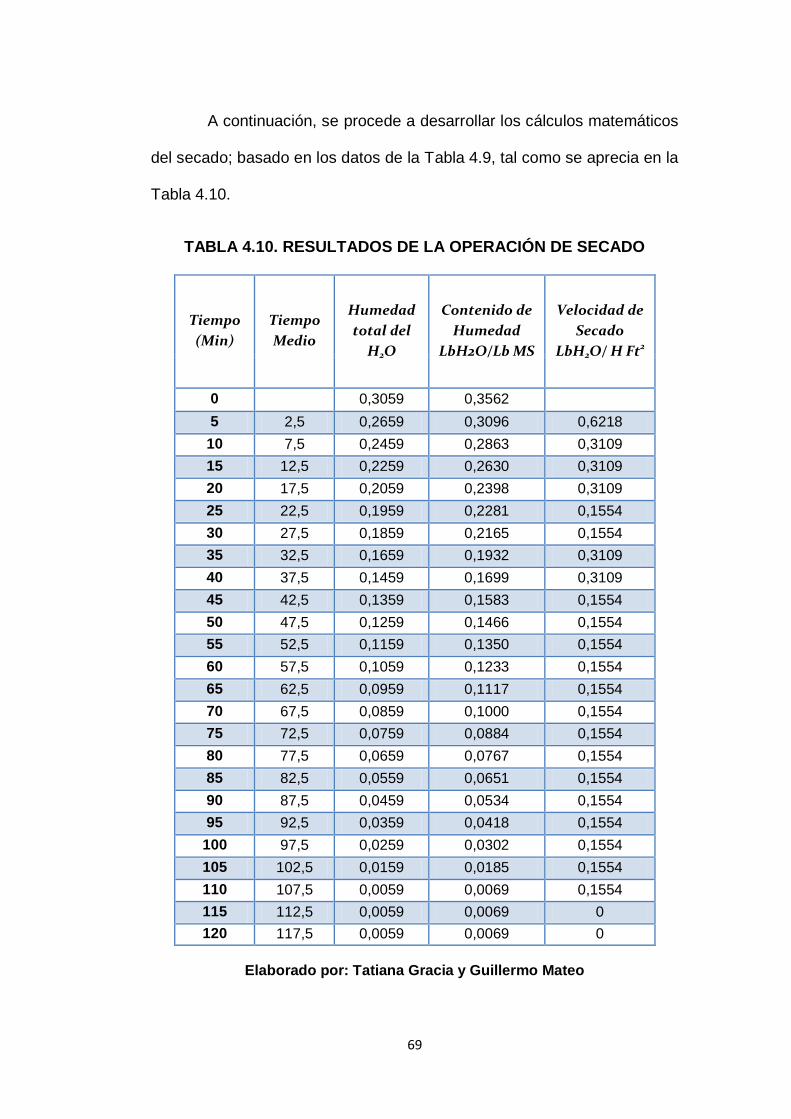
69
A continuación, se procede a desarrollar los cálculos matemáticos
del secado; basado en los datos de la Tabla 4.9, tal como se aprecia en la
Tabla 4.10.
TABLA 4.10. RESULTADOS DE LA OPERACIÓN DE SECADO
Elaborado por: Tatiana Gracia y Guillermo Mateo
Tiempo
(Min)
Tiempo
Medio
Humedad
total del
H2O
Contenido de
Humedad
LbH2O/Lb MS
Velocidad de
Secado
LbH2O/ H Ft2
0
0,3059 0,3562
5 2,5 0,2659 0,3096 0,6218
10 7,5 0,2459 0,2863 0,3109
15 12,5 0,2259 0,2630 0,3109
20 17,5 0,2059 0,2398 0,3109
25 22,5 0,1959 0,2281 0,1554
30 27,5 0,1859 0,2165 0,1554
35 32,5 0,1659 0,1932 0,3109
40 37,5 0,1459 0,1699 0,3109
45 42,5 0,1359 0,1583 0,1554
50 47,5 0,1259 0,1466 0,1554
55 52,5 0,1159 0,1350 0,1554
60 57,5 0,1059 0,1233 0,1554
65 62,5 0,0959 0,1117 0,1554
70 67,5 0,0859 0,1000 0,1554
75 72,5 0,0759 0,0884 0,1554
80 77,5 0,0659 0,0767 0,1554
85 82,5 0,0559 0,0651 0,1554
90 87,5 0,0459 0,0534 0,1554
95 92,5 0,0359 0,0418 0,1554
100 97,5 0,0259 0,0302 0,1554
105 102,5 0,0159 0,0185 0,1554
110 107,5 0,0059 0,0069 0,1554
115 112,5 0,0059 0,0069 0
120 117,5 0,0059 0,0069 0
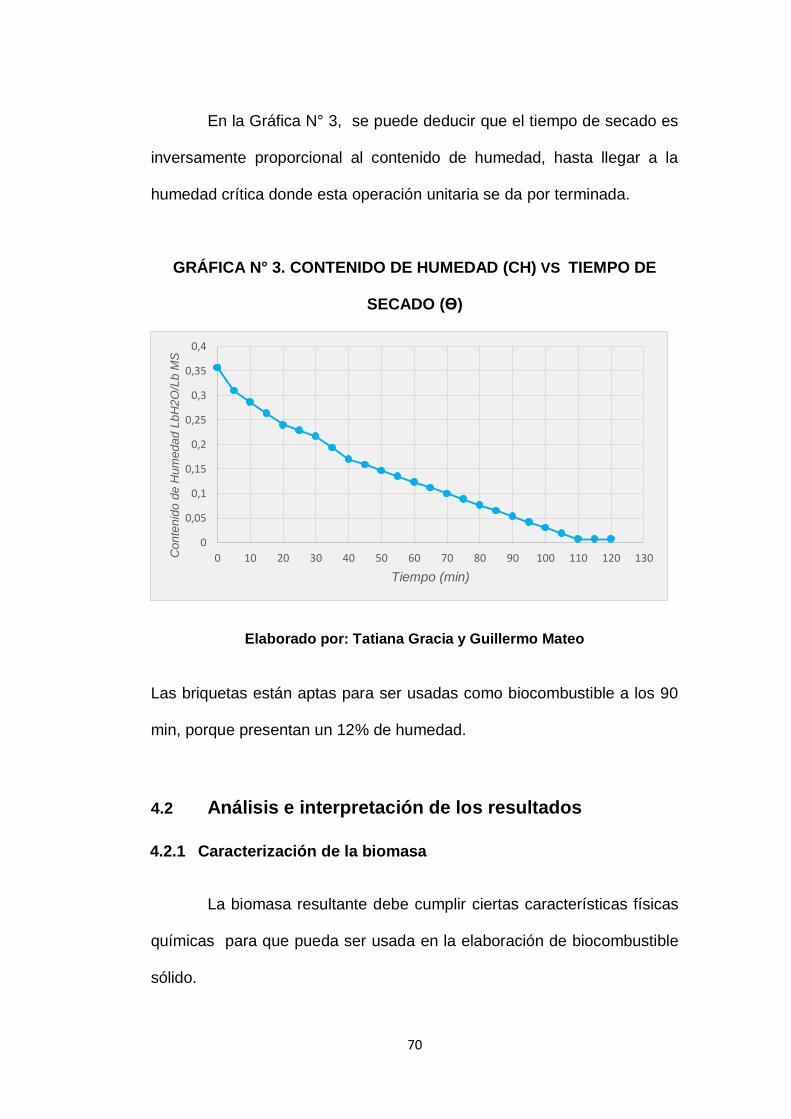
70
En la Gráfica N° 3, se puede deducir que el tiempo de secado es
inversamente proporcional al contenido de humedad, hasta llegar a la
humedad crítica donde esta operación unitaria se da por terminada.
GRÁFICA N° 3. CONTENIDO DE HUMEDAD (CH) VS TIEMPO DE
SECADO (Ө)
Elaborado por: Tatiana Gracia y Guillermo Mateo
Las briquetas están aptas para ser usadas como biocombustible a los 90
min, porque presentan un 12% de humedad.
4.2 Análisis e interpretación de los resultados
4.2.1 Caracterización de la biomasa
La biomasa resultante debe cumplir ciertas características físicas
químicas para que pueda ser usada en la elaboración de biocombustible
sólido.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0 10 20 30 40 50 60 70 80 90 100 110 120 130Conte
nid
o d
e H
um
edad L
bH
2O
/Lb
MS
Tiempo (min)
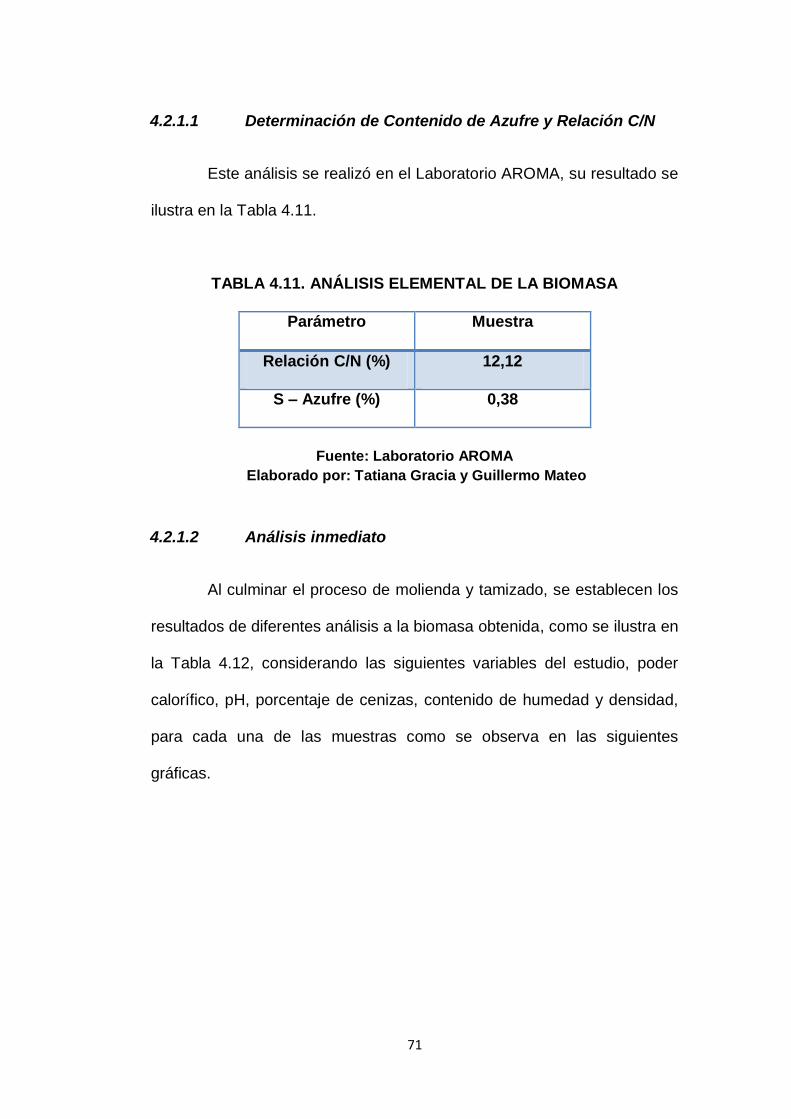
71
4.2.1.1 Determinación de Contenido de Azufre y Relación C/N
Este análisis se realizó en el Laboratorio AROMA, su resultado se
ilustra en la Tabla 4.11.
TABLA 4.11. ANÁLISIS ELEMENTAL DE LA BIOMASA
Parámetro Muestra
Relación C/N (%) 12,12
S – Azufre (%) 0,38
Fuente: Laboratorio AROMA
Elaborado por: Tatiana Gracia y Guillermo Mateo
4.2.1.2 Análisis inmediato
Al culminar el proceso de molienda y tamizado, se establecen los
resultados de diferentes análisis a la biomasa obtenida, como se ilustra en
la Tabla 4.12, considerando las siguientes variables del estudio, poder
calorífico, pH, porcentaje de cenizas, contenido de humedad y densidad,
para cada una de las muestras como se observa en las siguientes
gráficas.
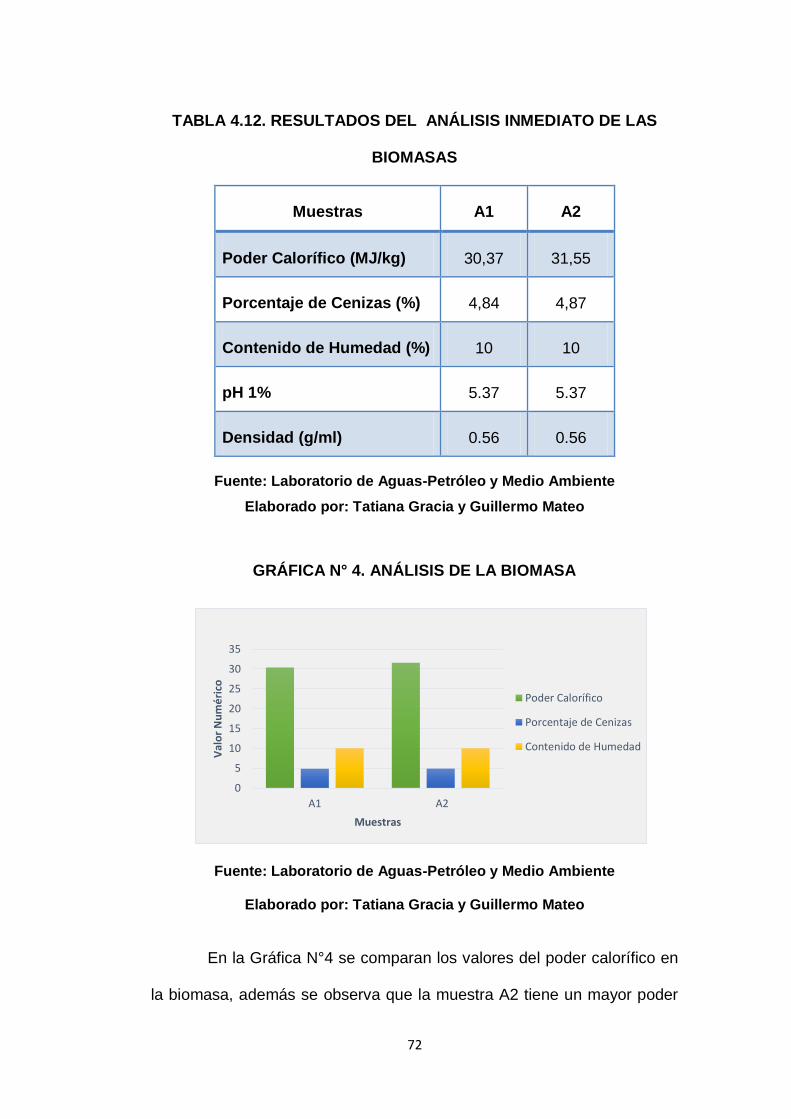
72
TABLA 4.12. RESULTADOS DEL ANÁLISIS INMEDIATO DE LAS
BIOMASAS
Muestras A1 A2
Poder Calorífico (MJ/kg) 30,37 31,55
Porcentaje de Cenizas (%) 4,84 4,87
Contenido de Humedad (%) 10 10
pH 1% 5.37 5.37
Densidad (g/ml) 0.56 0.56
Fuente: Laboratorio de Aguas-Petróleo y Medio Ambiente
Elaborado por: Tatiana Gracia y Guillermo Mateo
GRÁFICA N° 4. ANÁLISIS DE LA BIOMASA
Fuente: Laboratorio de Aguas-Petróleo y Medio Ambiente
Elaborado por: Tatiana Gracia y Guillermo Mateo
En la Gráfica N°4 se comparan los valores del poder calorífico en
la biomasa, además se observa que la muestra A2 tiene un mayor poder
0
5
10
15
20
25
30
35
A1 A2
Val
or
Nu
mé
rico
Muestras
Poder Calorífico
Porcentaje de Cenizas
Contenido de Humedad
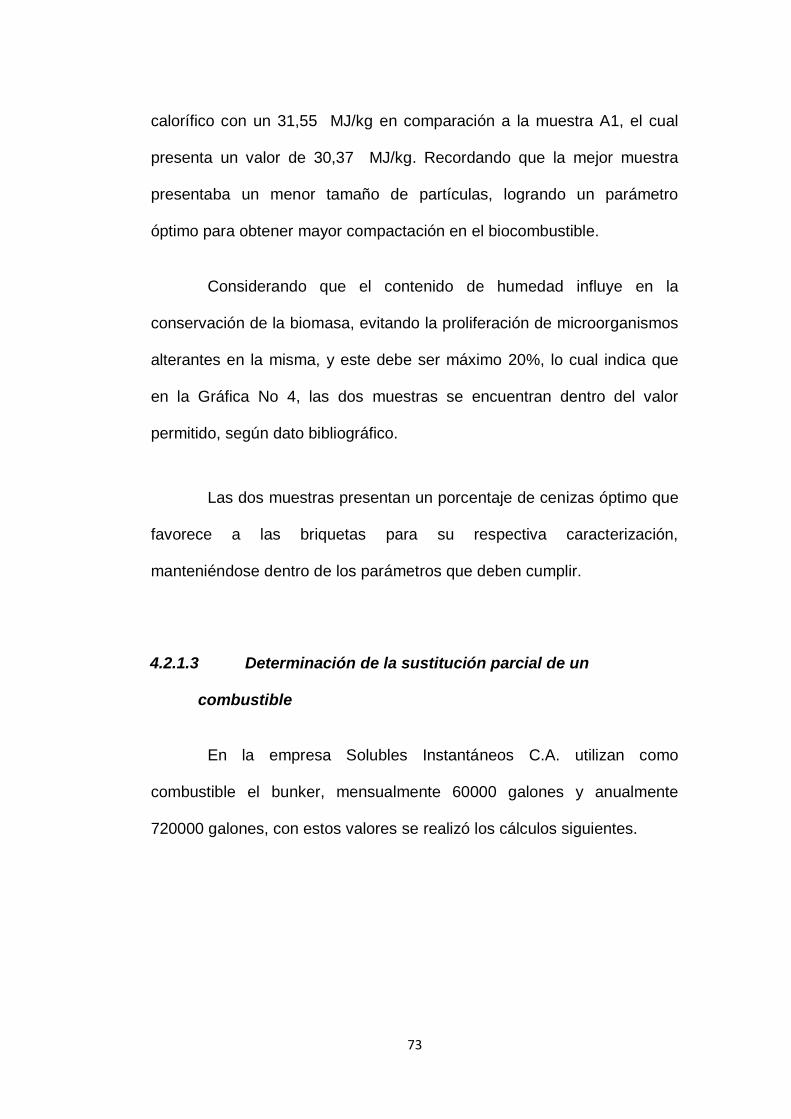
73
calorífico con un 31,55 MJ/kg en comparación a la muestra A1, el cual
presenta un valor de 30,37 MJ/kg. Recordando que la mejor muestra
presentaba un menor tamaño de partículas, logrando un parámetro
óptimo para obtener mayor compactación en el biocombustible.
Considerando que el contenido de humedad influye en la
conservación de la biomasa, evitando la proliferación de microorganismos
alterantes en la misma, y este debe ser máximo 20%, lo cual indica que
en la Gráfica No 4, las dos muestras se encuentran dentro del valor
permitido, según dato bibliográfico.
Las dos muestras presentan un porcentaje de cenizas óptimo que
favorece a las briquetas para su respectiva caracterización,
manteniéndose dentro de los parámetros que deben cumplir.
4.2.1.3 Determinación de la sustitución parcial de un
combustible
En la empresa Solubles Instantáneos C.A. utilizan como
combustible el bunker, mensualmente 60000 galones y anualmente
720000 galones, con estos valores se realizó los cálculos siguientes.
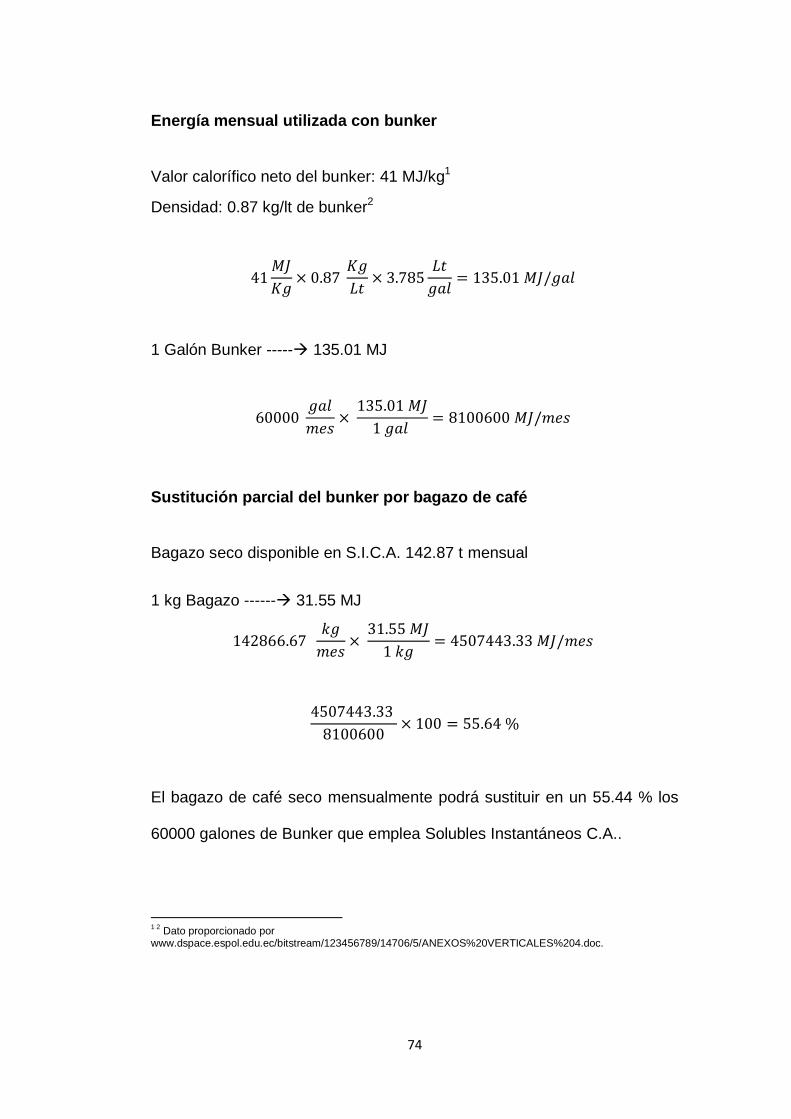
74
Energía mensual utilizada con bunker
Valor calorífico neto del bunker: 41 MJ/kg1
Densidad: 0.87 kg/lt de bunker2
1 Galón Bunker ----- 135.01 MJ
Sustitución parcial del bunker por bagazo de café
Bagazo seco disponible en S.I.C.A. 142.87 t mensual
1 kg Bagazo ------ 31.55 MJ
El bagazo de café seco mensualmente podrá sustituir en un 55.44 % los
60000 galones de Bunker que emplea Solubles Instantáneos C.A..
1 2
Dato proporcionado por www.dspace.espol.edu.ec/bitstream/123456789/14706/5/ANEXOS%20VERTICALES%204.doc.
75
4.2.2 Caracterización de las briquetas
Las briquetas seleccionadas en la etapa de secado deben cumplir
los requerimientos de análisis elemental, friabilidad, densidad, análisis
inmediato y ensayos de combustión para que puedan ser utilizadas y
almacenadas.
FIGURA 4.2 BRIQUETAS
Fuente: Autores
4.2.2.1 Determinación de Contenido de Azufre y Relación C/N
Este análisis se realizó en el Laboratorio AROMA, los resultados
se presentan en la Tabla 4.13.
TABLA 4.13. ANÁLISIS ELEMENTAL DE LA BRIQUETA (BA3)
PARÁMETRO MUESTRA
C/N (%) 12,24
S – Azufre (%) 0,36
Fuente: Laboratorio Aroma
Elaborado por: Tatiana Gracia y Guillermo Mateo
76
4.2.2.2 Determinación de la friabilidad
Sobre el suelo cerámico se mide una altura máxima de 1 m, y se
pone una marca, desde donde se dejan caer las briquetas, a fin de
determinar su friabilidad.
Los valores que se indican en la Tabla 4.14, se calcularon como
se indicó en la sección 2.4.5.
TABLA 4.14. FRIABILIDAD DE LAS BRIQUETAS
Código Número de
Briquetas
Briquetas
al inicio del
ensayo (NI)
Briquetas
al final del
ensayo
(NF)
Índice de
Friabilidad
(FR)
BA2 5 5 5 1
BA3 5 5 5 1
Elaborado por: Tatiana Gracia y Guillermo Mateo
4.2.2.3 Determinación de la densidad
Los valores que se indican en la Tabla 4.15, se calcularon como
se indicó en la sección 2.4.3 las densidades de cada tipo de briqueta.
TABLA 4.15. RESULTADOS DE LAS DENSIDADES DE LAS
BRIQUETAS
BRIQUETA DENSIDAD (kg/m3)
BA2 816
BA3 845
Elaborado por: Tatiana Gracia y Guillermo Mateo
77
4.2.2.4 Análisis inmediato
En la Tabla 4.16 se indica los resultados del análisis inmediato
que se realizó en el Laboratorio de Petróleo y Medio Ambiente de la
Facultad de Ingeniería Química de la Universidad de Guayaquil, sus
resultados se presentan en la siguiente Tabla 4.16.
TABLA 4.16. ANÁLISIS INMEDIATO DE LAS BRIQUETAS
Parámetro
Muestra
BA2 BA3
Cenizas (%) 6.88 6.82
Poder Calorífico (MJ/kg) 29.71 29.79
Fuente: Laboratorio de Aguas-Petróleo y Medio Ambiente
Elaborado por: Tatiana Gracia y Guillermo Mateo
4.2.2.5 Ensayo de Combustión de las briquetas
Se combustionó 2 briquetas de un mismo tipo para hervir 500 ml
de agua en un recipiente. Las 2 briquetas se las ubicó a una distancia de
5 cm de la base del recipiente con agua.
78
FIGURA 4.3 ENSAYO DE COMBUSTIÓN
Fuente: Autores
El agua hierve entre 10 – 12 minutos; las briquetas siguen quemándose
durante 50 minutos aproximadamente.
FIGURA 4.4 COMBUSTIÓN DE LAS BRIQUETAS
Fuente: Autores
4.2.2.6 Determinación de la sustitución parcial de un
combustible
En un asadero de la ciudad de Guayaquil, utiliza como
combustible el carbón, mensualmente 50 kg, con este valor se realizó los
cálculos siguientes.
79
Energía mensual utilizada con carbón
Poder calorífico del carbón: 33.7 MJ/kg3
Sustitución del carbón por briquetas
Por cada 50 kg de carbón se necesita 56.56 kg de briquetas.
4.3 Comparación de los datos obtenidos
Una vez realizado el análisis obtenido de la biomasa de cada una
de las muestras se procede a comparar con los parámetros que exige la
empresa SAN CARLOS al bagazo de caña con fines de combustible y la
cascarilla de arroz. Tal como se aprecia en la Tabla 4.17.
3 Dato proporcionado por: https://cadascu.wordpress.com/2011/05/25/poder-calorifico-de-las-sustanacias-mas-
comunes/
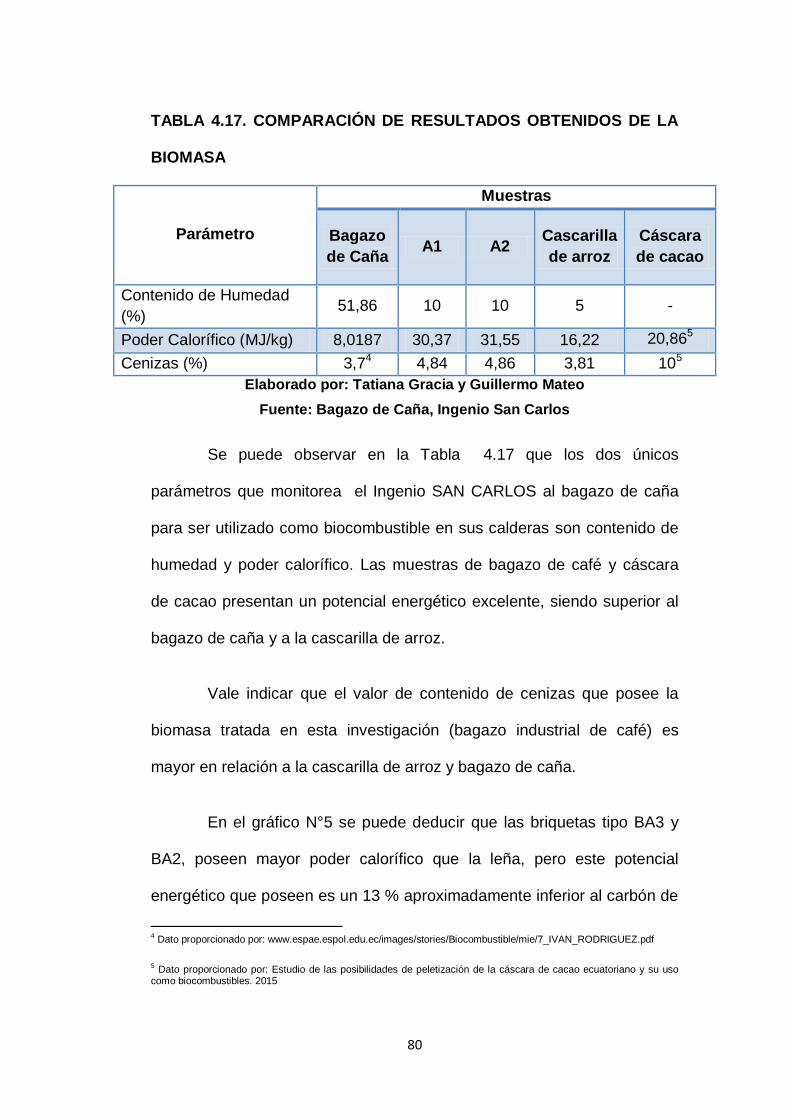
80
TABLA 4.17. COMPARACIÓN DE RESULTADOS OBTENIDOS DE LA
BIOMASA
Parámetro
Muestras
Bagazo
de Caña A1 A2
Cascarilla
de arroz
Cáscara
de cacao
Contenido de Humedad
(%) 51,86 10 10 5 -
Poder Calorífico (MJ/kg) 8,0187 30,37 31,55 16,22 20,865
Cenizas (%) 3,74 4,84 4,86 3,81 105
Elaborado por: Tatiana Gracia y Guillermo Mateo
Fuente: Bagazo de Caña, Ingenio San Carlos
Se puede observar en la Tabla 4.17 que los dos únicos
parámetros que monitorea el Ingenio SAN CARLOS al bagazo de caña
para ser utilizado como biocombustible en sus calderas son contenido de
humedad y poder calorífico. Las muestras de bagazo de café y cáscara
de cacao presentan un potencial energético excelente, siendo superior al
bagazo de caña y a la cascarilla de arroz.
Vale indicar que el valor de contenido de cenizas que posee la
biomasa tratada en esta investigación (bagazo industrial de café) es
mayor en relación a la cascarilla de arroz y bagazo de caña.
En el gráfico N°5 se puede deducir que las briquetas tipo BA3 y
BA2, poseen mayor poder calorífico que la leña, pero este potencial
energético que poseen es un 13 % aproximadamente inferior al carbón de
4 Dato proporcionado por: www.espae.espol.edu.ec/images/stories/Biocombustible/mie/7_IVAN_RODRIGUEZ.pdf
5 Dato proporcionado por: Estudio de las posibilidades de peletización de la cáscara de cacao ecuatoriano y su uso
como biocombustibles. 2015
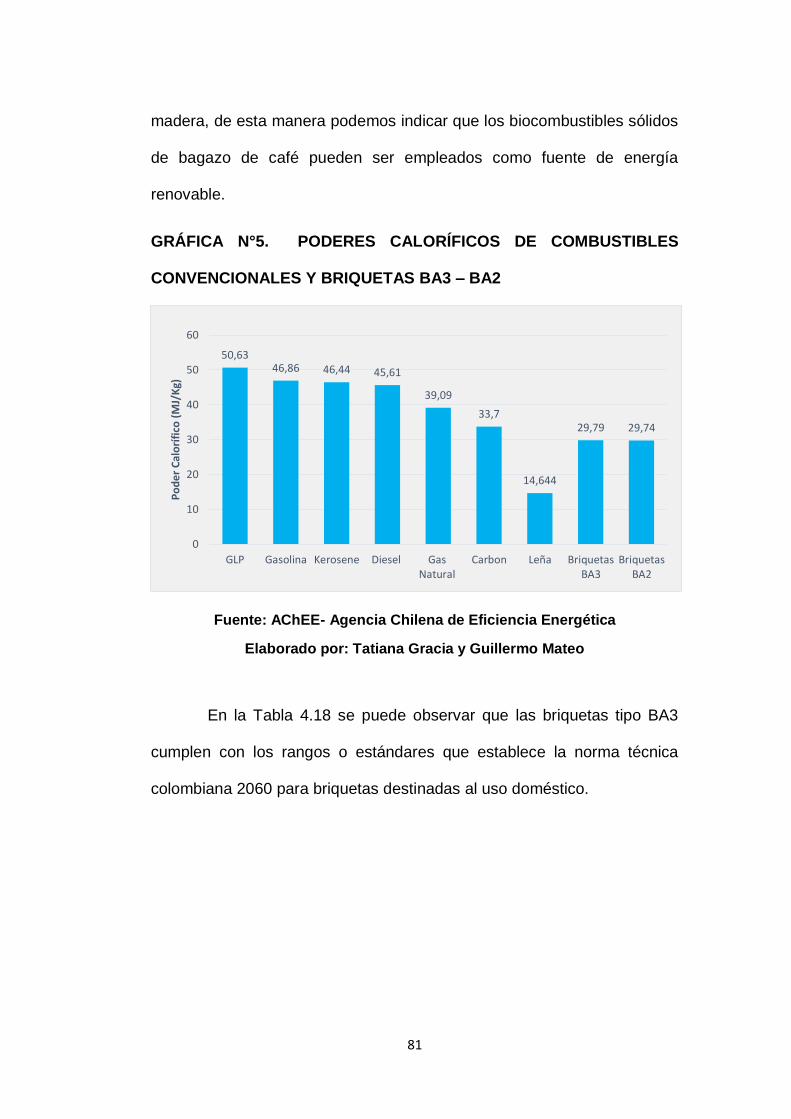
81
madera, de esta manera podemos indicar que los biocombustibles sólidos
de bagazo de café pueden ser empleados como fuente de energía
renovable.
GRÁFICA N°5. PODERES CALORÍFICOS DE COMBUSTIBLES
CONVENCIONALES Y BRIQUETAS BA3 – BA2
Fuente: AChEE- Agencia Chilena de Eficiencia Energética
Elaborado por: Tatiana Gracia y Guillermo Mateo
En la Tabla 4.18 se puede observar que las briquetas tipo BA3
cumplen con los rangos o estándares que establece la norma técnica
colombiana 2060 para briquetas destinadas al uso doméstico.
50,63 46,86 46,44 45,61
39,09
33,7
14,644
29,79 29,74
0
10
20
30
40
50
60
GLP Gasolina Kerosene Diesel GasNatural
Carbon Leña BriquetasBA3
BriquetasBA2
Po
de
r C
alo
rífi
co (
MJ/
Kg)
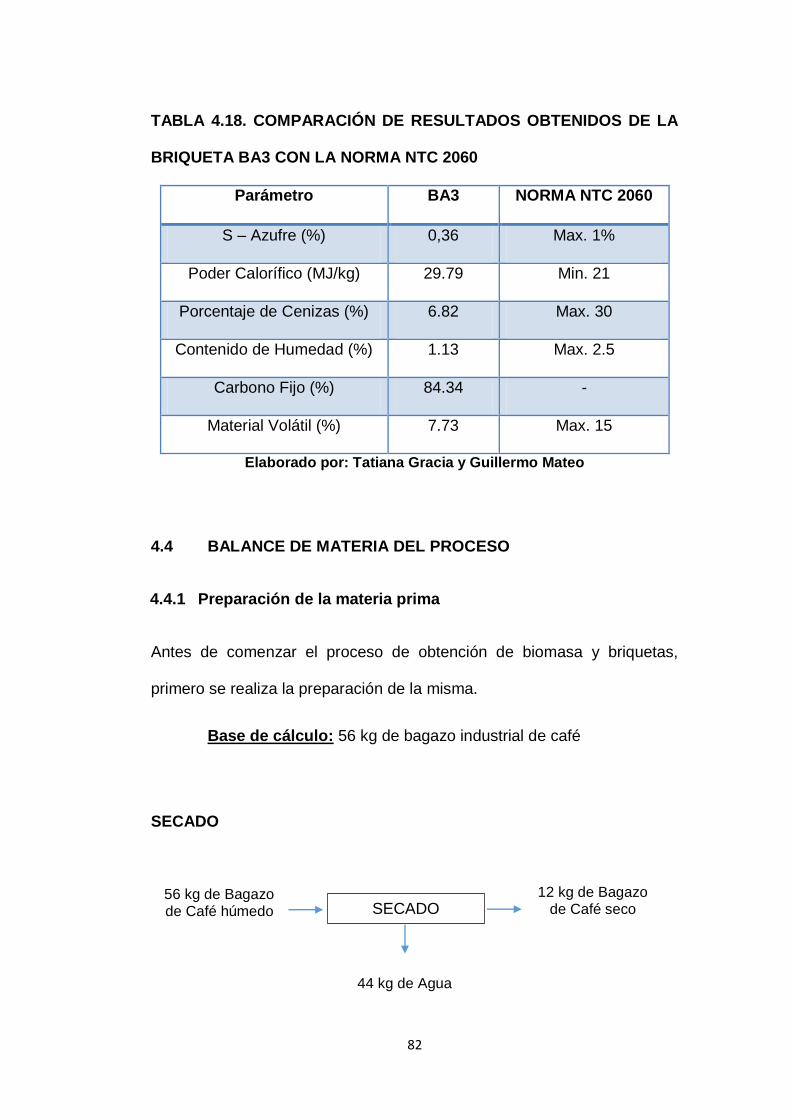
82
TABLA 4.18. COMPARACIÓN DE RESULTADOS OBTENIDOS DE LA
BRIQUETA BA3 CON LA NORMA NTC 2060
Parámetro BA3 NORMA NTC 2060
S – Azufre (%) 0,36 Max. 1%
Poder Calorífico (MJ/kg) 29.79 Min. 21
Porcentaje de Cenizas (%) 6.82 Max. 30
Contenido de Humedad (%) 1.13 Max. 2.5
Carbono Fijo (%) 84.34 -
Material Volátil (%) 7.73 Max. 15
Elaborado por: Tatiana Gracia y Guillermo Mateo
4.4 BALANCE DE MATERIA DEL PROCESO
4.4.1 Preparación de la materia prima
Antes de comenzar el proceso de obtención de biomasa y briquetas,
primero se realiza la preparación de la misma.
Base de cálculo: 56 kg de bagazo industrial de café
SECADO
SECADO 56 kg de Bagazo de Café húmedo
12 kg de Bagazo de Café seco
44 kg de Agua
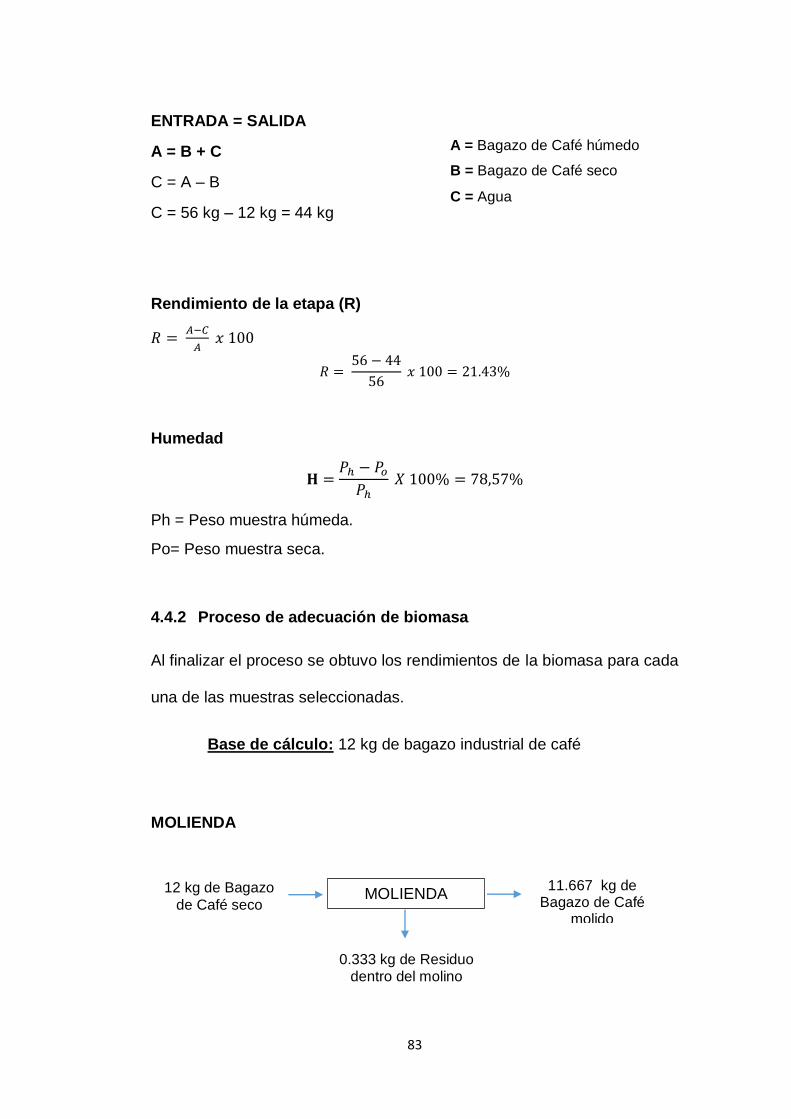
83
ENTRADA = SALIDA
A = B + C
C = A – B
C = 56 kg – 12 kg = 44 kg
Rendimiento de la etapa (R)
Humedad
Ph = Peso muestra húmeda.
Po= Peso muestra seca.
4.4.2 Proceso de adecuación de biomasa
Al finalizar el proceso se obtuvo los rendimientos de la biomasa para cada
una de las muestras seleccionadas.
Base de cálculo: 12 kg de bagazo industrial de café
MOLIENDA
A = Bagazo de Café húmedo
B = Bagazo de Café seco
C = Agua
MOLIENDA 12 kg de Bagazo
de Café seco
11.667 kg de Bagazo de Café
molido
0.333 kg de Residuo dentro del molino
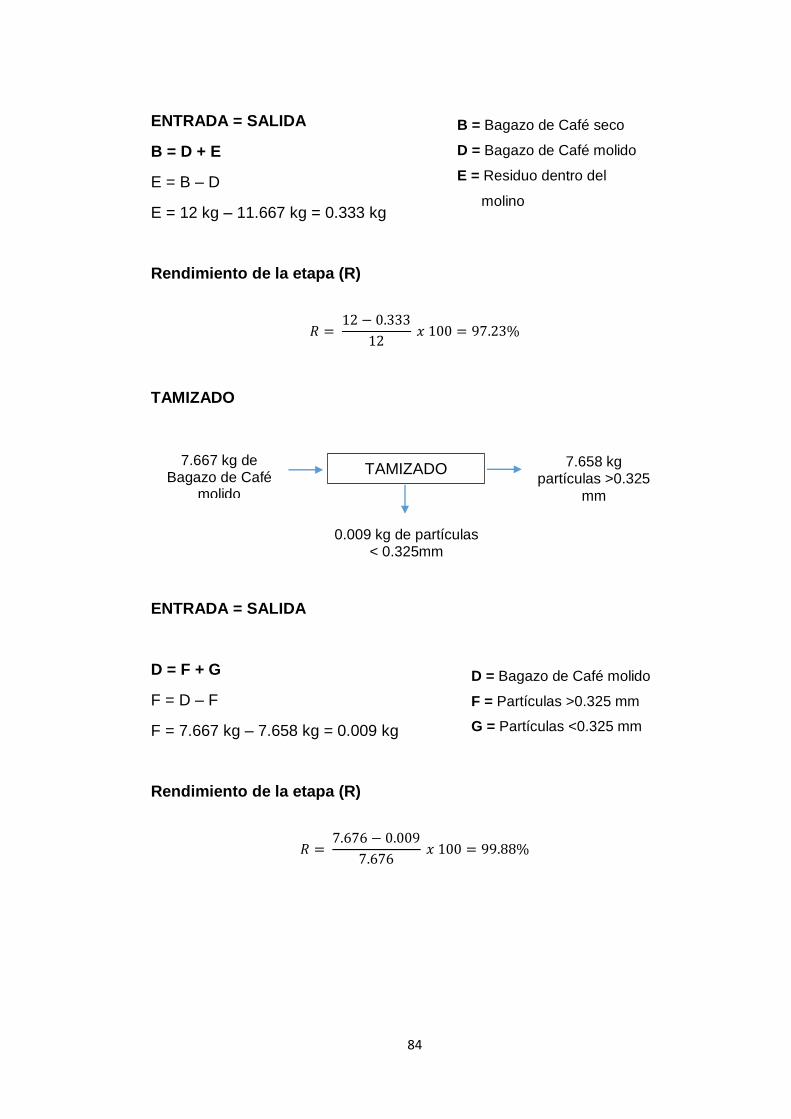
84
ENTRADA = SALIDA
B = D + E
E = B – D
E = 12 kg – 11.667 kg = 0.333 kg
Rendimiento de la etapa (R)
TAMIZADO
ENTRADA = SALIDA
D = F + G
F = D – F
F = 7.667 kg – 7.658 kg = 0.009 kg
Rendimiento de la etapa (R)
B = Bagazo de Café seco
D = Bagazo de Café molido
E = Residuo dentro del
molino
TAMIZADO 7.667 kg de
Bagazo de Café molido
7.658 kg partículas >0.325
mm
0.009 kg de partículas < 0.325mm
D = Bagazo de Café molido
F = Partículas >0.325 mm
G = Partículas <0.325 mm
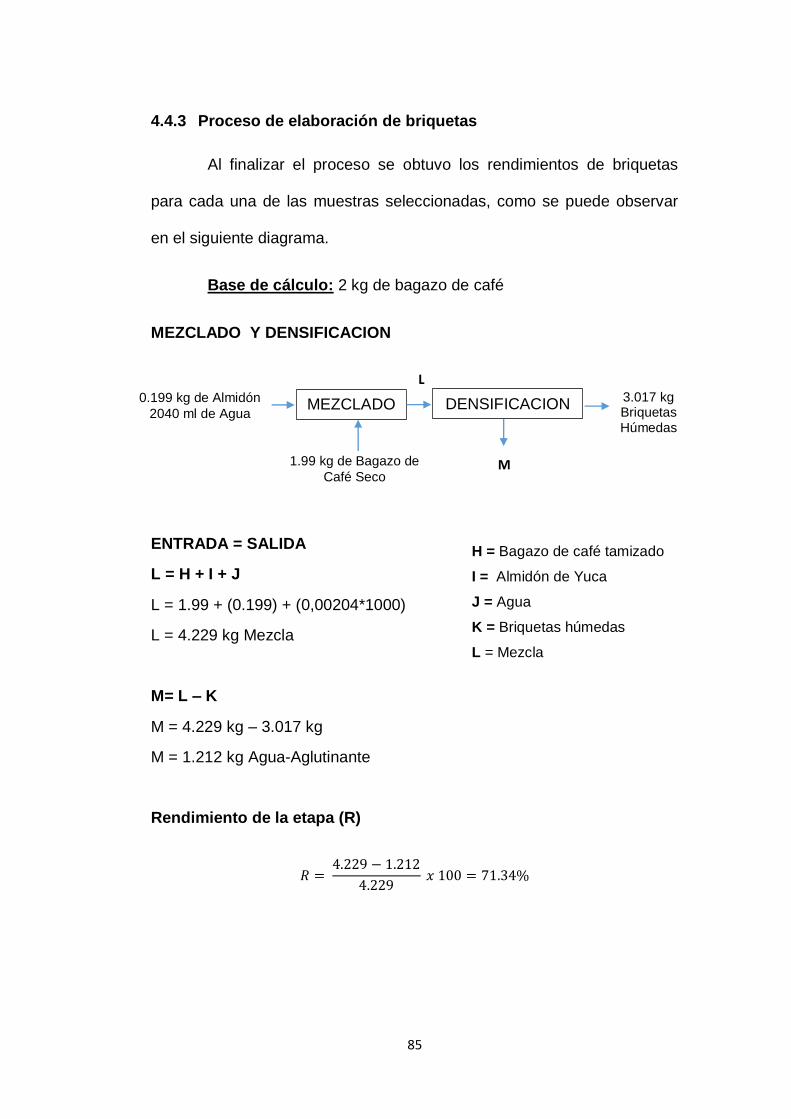
85
4.4.3 Proceso de elaboración de briquetas
Al finalizar el proceso se obtuvo los rendimientos de briquetas
para cada una de las muestras seleccionadas, como se puede observar
en el siguiente diagrama.
Base de cálculo: 2 kg de bagazo de café
MEZCLADO Y DENSIFICACION
ENTRADA = SALIDA
L = H + I + J
L = 1.99 + (0.199) + (0,00204*1000)
L = 4.229 kg Mezcla
M= L – K
M = 4.229 kg – 3.017 kg
M = 1.212 kg Agua-Aglutinante
Rendimiento de la etapa (R)
MEZCLADO 0.199 kg de Almidón
2040 ml de Agua
1.99 kg de Bagazo de
Café Seco
DENSIFICACION 3.017 kg Briquetas Húmedas
H = Bagazo de café tamizado
I = Almidón de Yuca
J = Agua
K = Briquetas húmedas
L = Mezcla
L
M
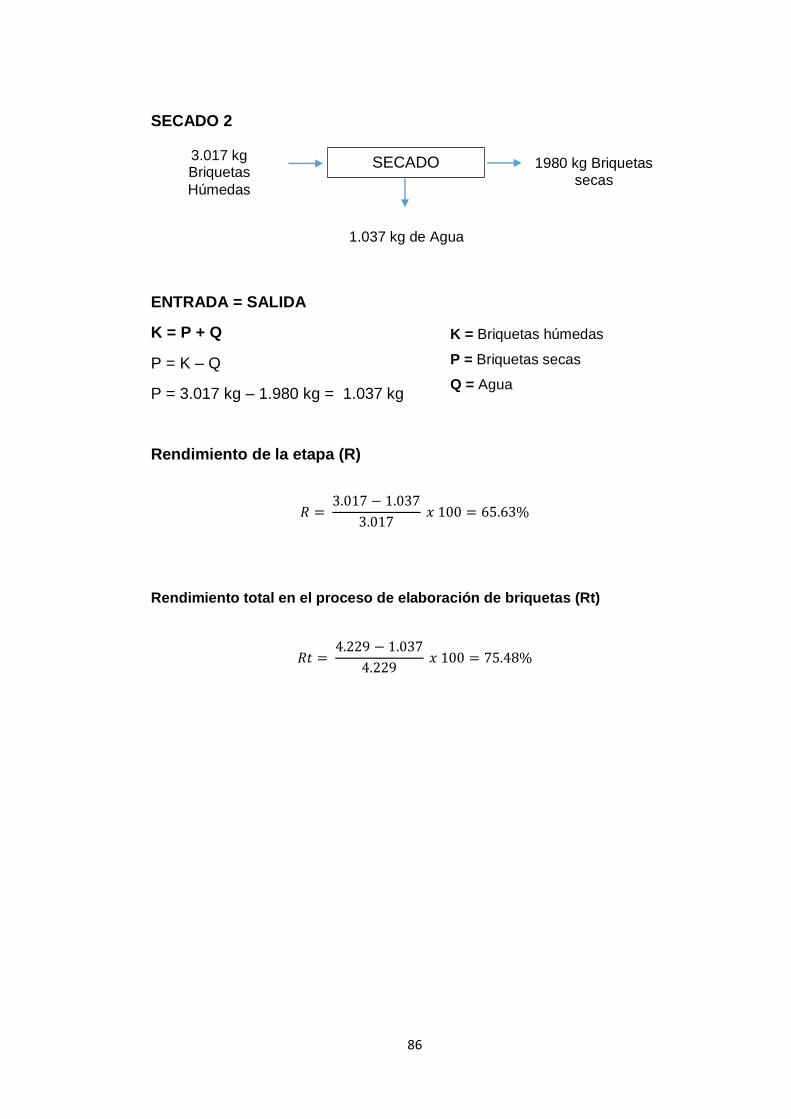
86
SECADO 2
ENTRADA = SALIDA
K = P + Q
P = K – Q
P = 3.017 kg – 1.980 kg = 1.037 kg
Rendimiento de la etapa (R)
Rendimiento total en el proceso de elaboración de briquetas (Rt)
SECADO 3.017 kg Briquetas
Húmedas
1980 kg Briquetas secas
1.037 kg de Agua
K = Briquetas húmedas
P = Briquetas secas
Q = Agua
87
CONCLUSIONES
De acuerdo a los resultados obtenidos se confirma el alto poder
calorífico de 31,55 MJ/kg del bagazo de café como biocombustible.
La combinación óptima para fabricar este tipo de briquetas, es de
10% de almidón vegetal y 90% de bagazo de café, puesto que las
características de friabilidad y poder calorífico son las más
adecuadas para su manipulación y posterior uso como
biocombustible.
En el proceso de densificación, se observó que en caso del bagazo
de café, es necesario moler previamente, para lograr una mejor
compactación entre el bagazo y almidón.
El tamaño óptimo de las briquetas fue de 7 y 5 cm de altura y
diámetro respectivamente.
Las briquetas presentan un poder calorífico de 29,79 MJ/kg mayor
que el carbón, lo cual permite reemplazar este combustible en usos
domésticos.
88
En industrias cafeteras, caso Solubles Instantáneos C.A. el bagazo
de café seco puede sustituir en 55% el combustible bunker.
Para tener una tonelada de briquetas en una industria cafetera se
requeriría 0,917 toneladas de bagazo como materia prima.
89
RECOMENDACIONES
Difundir los resultados del presente trabajo, a nivel de unidades
académicas y de investigación del Ecuador; así mismo, dentro del
sector agroindustrial del país e incentivar a la utilización del Bagazo
de café como biomasa, particularmente en las empresas que
generan este desecho.
Continuar con la investigación de este proceso con miras de
optimizar el acondicionamiento del bagazo de café como biomasa y
su densificación para la producción de briquetas.
Efectuar el diseño adecuado de la briqueteadora y del molde para
briquetas, de tal forma que se pueda controlar variables como
presión y temperatura durante la densificación; además de
automatizar el proceso.
Realizar un estudio técnico económico, que permita evaluar la
rentabilidad entre la utilización directa del bagazo de café; así como,
de su uso luego de haber pasado por el proceso de densificación.
Realizar un análisis de la caracterización de gases de las emisiones
que genera la combustión de las briquetas.

90
Ampliar la presente investigación, para el deshidratado inicial del
bagazo de café, a través de un secador rotatorio.
91
BIBLIOGRAFÍA
1. Agenbur. (2007). Instalaciones de la biomasa térmica.
2. Aristizábal, J., & Sánchez, T. (2007). Guía técnica para producción y
análisisde almidón de yuca. Roma.
3. AUGPEE. (s.f.). Energía Biomasa. Obtenido de
http://www.augpee.net/energ%C3%ADa-biomasa.html
4. Bernases, C. (Mayo de 2014). Biomasa :Un Mundo Lleno De Energía.
Obtenido de SlideShare: http://es.slideshare.net/CrisBerLop/biomasa-
34915153
5. Buencafé News. (Junio de 2012). El compromiso de Buencafé por
reducir su Huella de Carbono. Obtenido de
https://www.federaciondecafeteros.org/buencafe-fnc-
es/index.php/comments/el_compromiso_de_buencafe_por_reducir_su
_huella_de_carbono/
6. Cabezas, I. R. (2009). Diseño de un sistema de compactacion de
biomasa de cascarilla de arroz y serrin, en la produccion de bloques
solidos combustibles (BSC).
7. Camps, M. (CAMPS, M. Los Biocombustibles. 2da.ed. España: Mundi-
Prensa, 2008. de 2008). Los Biocombustibles. España: Mundi-Prensa.
92
8. Castells, X., & Cadavid, C. (2005). Tratamiento y valorización
energética de residuos. Barcelona: Díaz de Santos.
9. Fernández, J. (2007). Energia de la Biomasa. Obtenido de
http://www.fenercom.com/pdf/publicaciones/cuadernos-energias-
renovables-para-todos-biomasa.pdf
10. Fonseca, E., & Tierra, L. (2011). Desarrollo de un proceso tecnológico
para la obtención de briquetas de aserrín de madera y cascarilla de
arroz, y pruebas de producción de gas pobre (Tesis). Riobamba.
11. Garrido, S. G. (2012). Centrales termoeléctricas de biomasa. Madrid:
Renovetec.
12. Gonzáles, M. L. (2005). Estudio comparativo de Bloques Sólidos
Combustibles y maderas en la obtención de Eco-materiales. Obtenido
de Monografias: http://www.monografias.com/trabajos47/bloques-
combustibles/bloques-combustibles2.shtml
13. GreenPlus. (s.f.). Biocombustible sólido. Obtenido de
http://www.greenplus.com.pa/es/productos/biocombustible-solido
14. Guapulema, M. E. (2013). Proceso y Elaboración de Cápsulas de Ajo
(Tesis). Guayaquil.
15. INER. (2014). Biomasa. Obtenido de INER: http://www.iner.gob.ec/wp-
content/uploads/downloads/2014/12/BIOMASA_DOSSIER.pdf
93
16. LASCANO, R. (2006). Proyecto de Implementación del Laboratorio de
Energías no Convencionales para la Facultad de Ingeniería Mecánica
de la ESPE (Tesis). Riobamba.
17. Marcos Martín, F. (1994). Pélets y Briquetas.
18. Montoya, D. (2011). ¿Qué es y para qué se utiliza el molino de bolas?
Obtenido de Déborah Montoya: http://deborahmontoya.over-
blog.es/article-que-para-que-utiliza-molino-bolas-85861912.html
19. Montoya, S. (2007). Industralización de la yuca. Cali.
20. Mundo Ejecutivo. (Mayo de 2013). Nestlé amplía planta de café de
Toluca con 1,600 mdp. Obtenido de
http://mundoejecutivo.com.mx/economia-negocios/2013/05/17/nestle-
amplia-planta-cafe-toluca-1600-mdp
21. Ortiz, L. T. (2008). Producción de biocombustibles sólidos de alta
densidad en España. España.
22. Pita Cañola, M., & Pincay Durán, A. (2012). Obtención de jabón a patir
de la extracción del aceite de bagazo de café (Tesis). Guayaquil .
23. Provefru. (2012). Almidón de Yuca. Obtenido de Provefru Group:
http://provefru.com/product_info.php/products_id/384
24. Sanchez, J. (2013). Evaluación energética de cáscaras de cacao
nacional . Cuenca-Ecuador : GIEE.
25. Solubles Intantáneos C.A. (s.f.). Proceso. Obtenido de
http://www.solublesinstantaneos.com/intro.swf
94
26. Soluciones Ambientales S.L. (2013). Biomasa. España. Obtenido de
http://www.solcansl.com/biomasa.html
27. Suarez, J., & Beaton, P. (2002). Coffee Husk Briquettes: A New
Renewable Energy Source. Cuba.
28. TodosBiomasa. (2013). Uso energético de la biomasa. Obtenido de
http://todosbiomasa.com/
29. Toscano, L. A. (2009). Análisis de los parámetros y Selección de
hornos para la combustión de biomasa (Tesis).
30. Urbáez, C., Carballo, L., Arteaga, Y., & Máquez, F. (s.f.). Biomasa:
alternativa sustentable para la producción de Biogás. Obtenido de
http://www.monografias.com/trabajos48/biomasa/biomasa.shtml
31. Velazquez - Araque, L., Cárdenas, J., Carrillo, V., & Valenzuela, J.
(2015). Estudio de las posibilidades de peletización de la cáscara de
cacao ecuatoriano y su uso como biocombustibles. Revista Científica
Universidad de Guayaquil.
95
ANEXOS
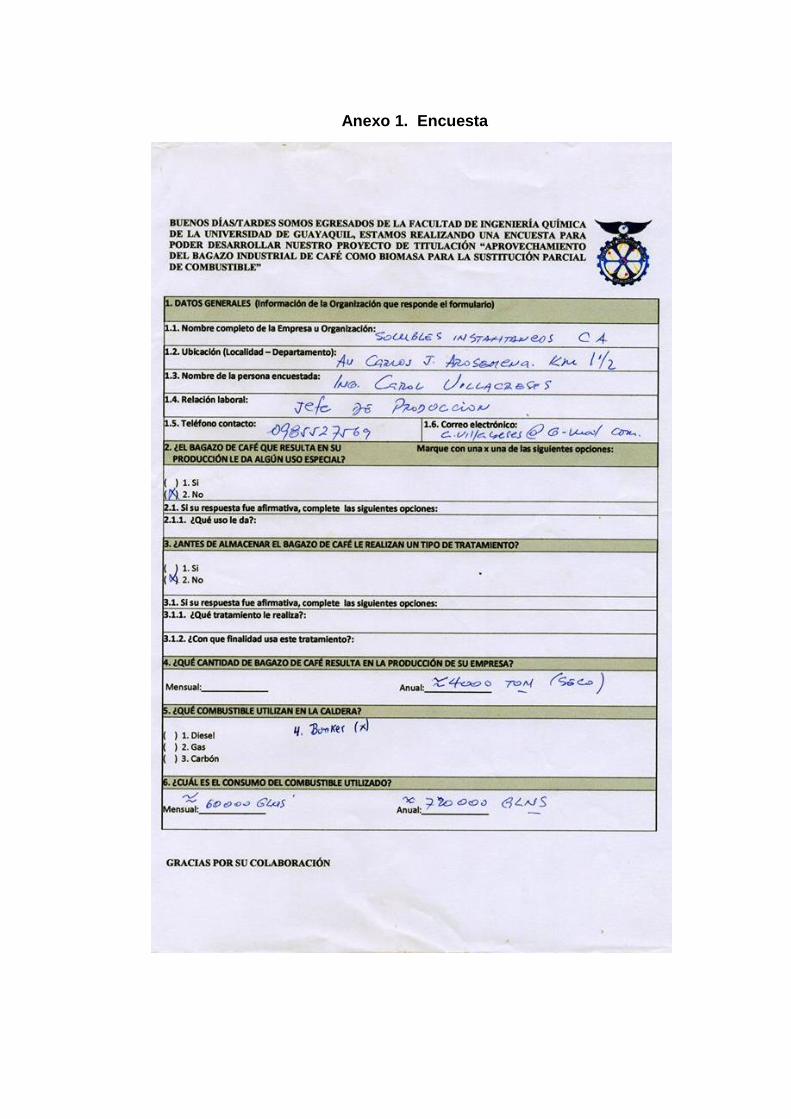
Anexo 1. Encuesta
Anexo 2. Informe de resultados de Contenido de Azufre, Contenido
de Humedad, Relación C/N, de la biomasa y briqueta BA3
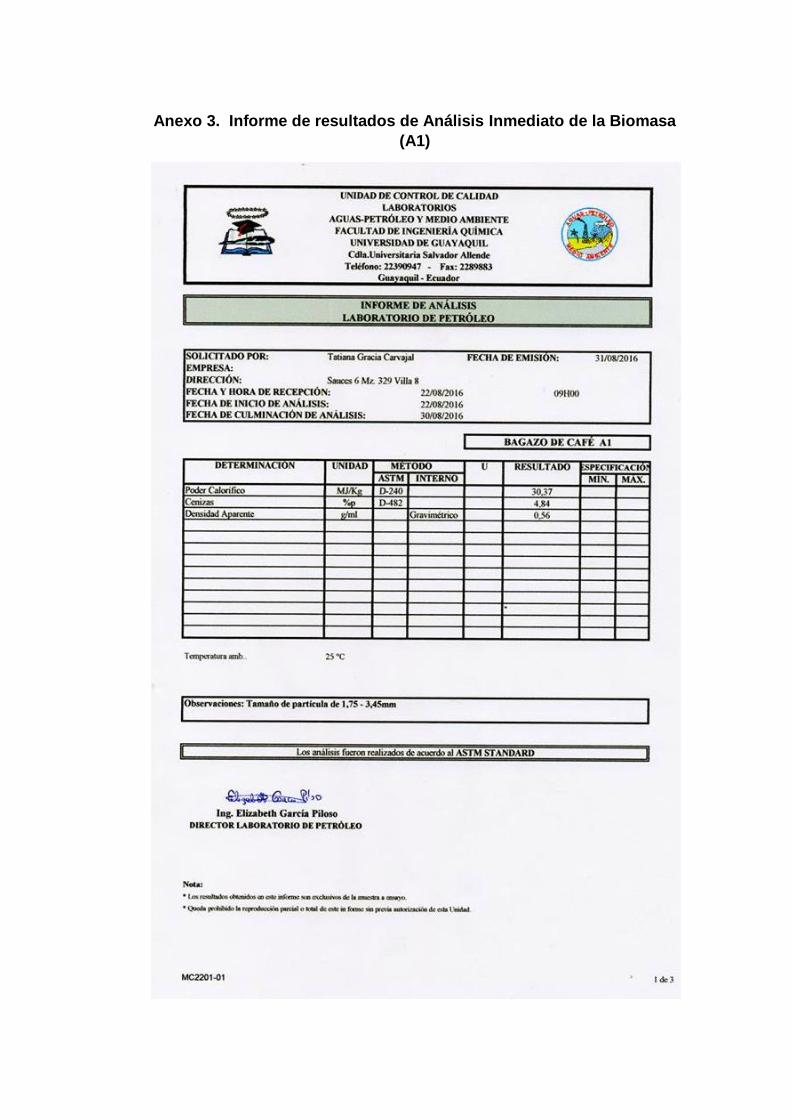
Anexo 3. Informe de resultados de Análisis Inmediato de la Biomasa
(A1)
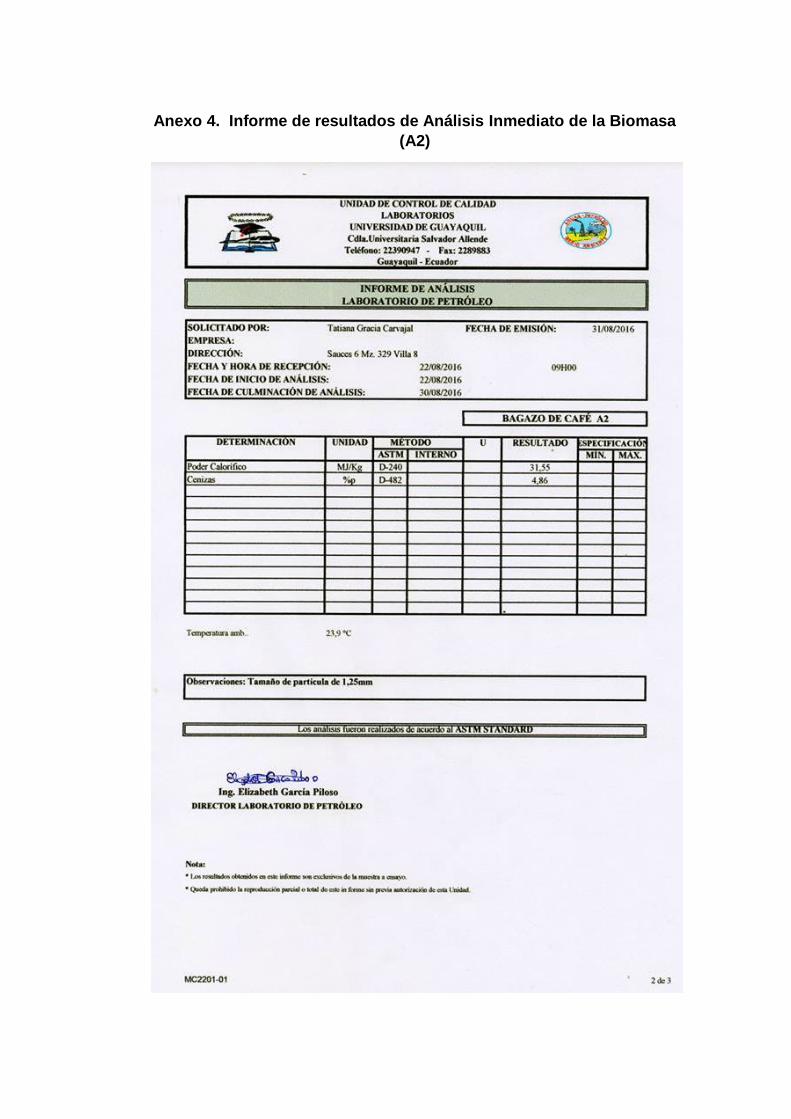
Anexo 4. Informe de resultados de Análisis Inmediato de la Biomasa
(A2)
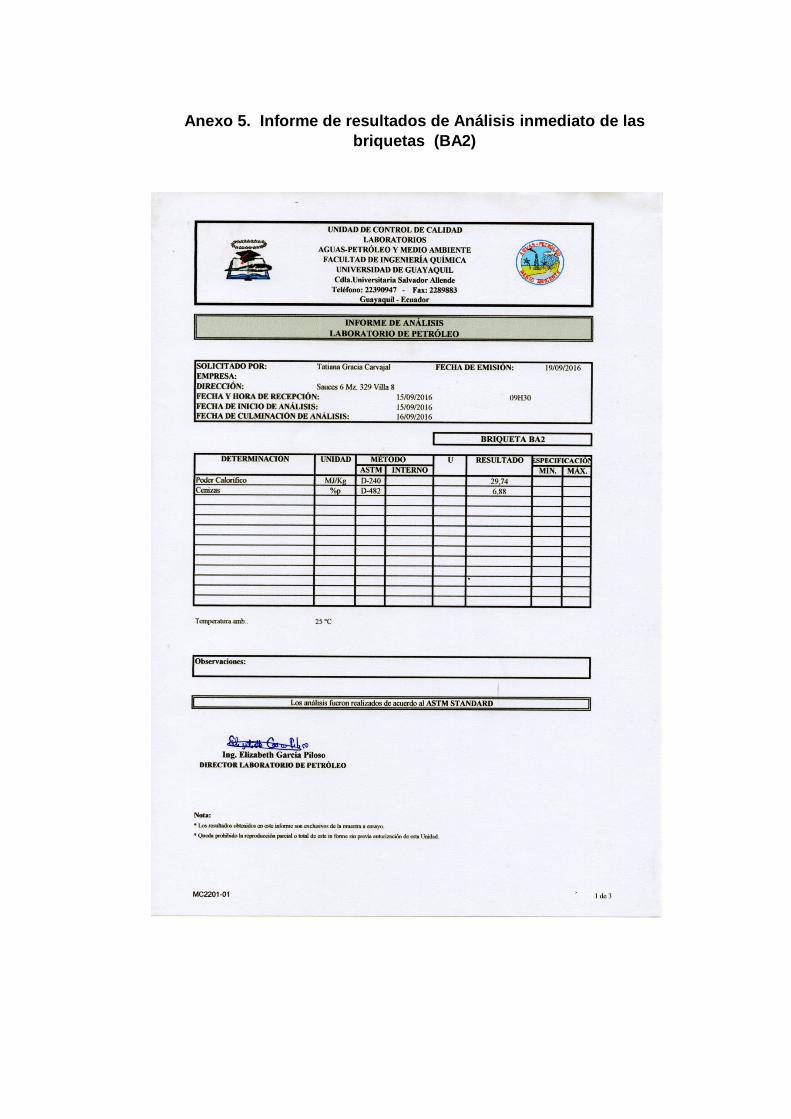
Anexo 5. Informe de resultados de Análisis inmediato de las
briquetas (BA2)
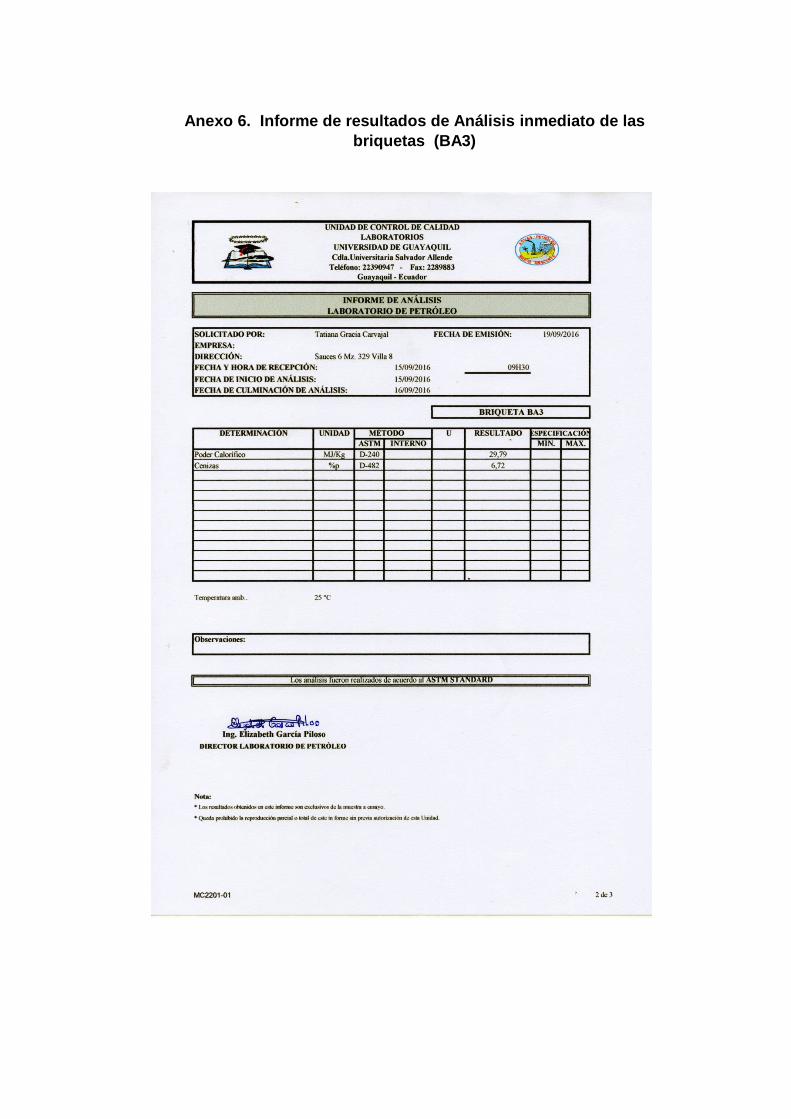
Anexo 6. Informe de resultados de Análisis inmediato de las
briquetas (BA3)
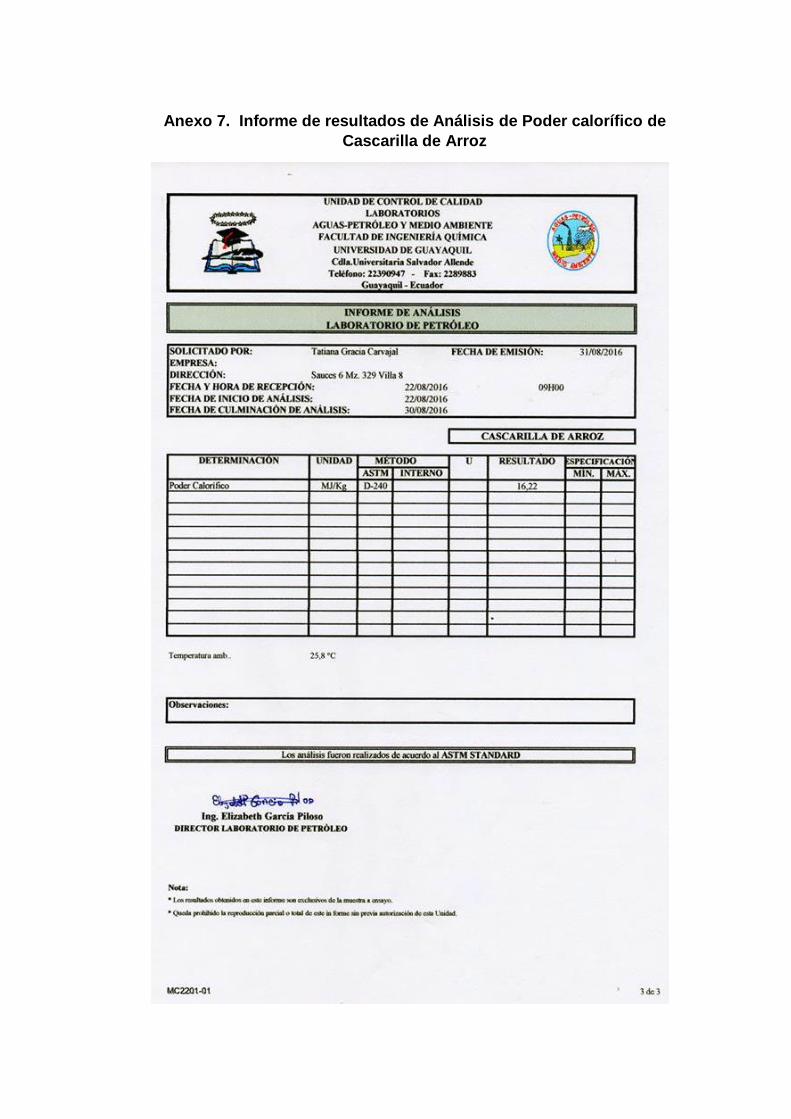
Anexo 7. Informe de resultados de Análisis de Poder calorífico de
Cascarilla de Arroz
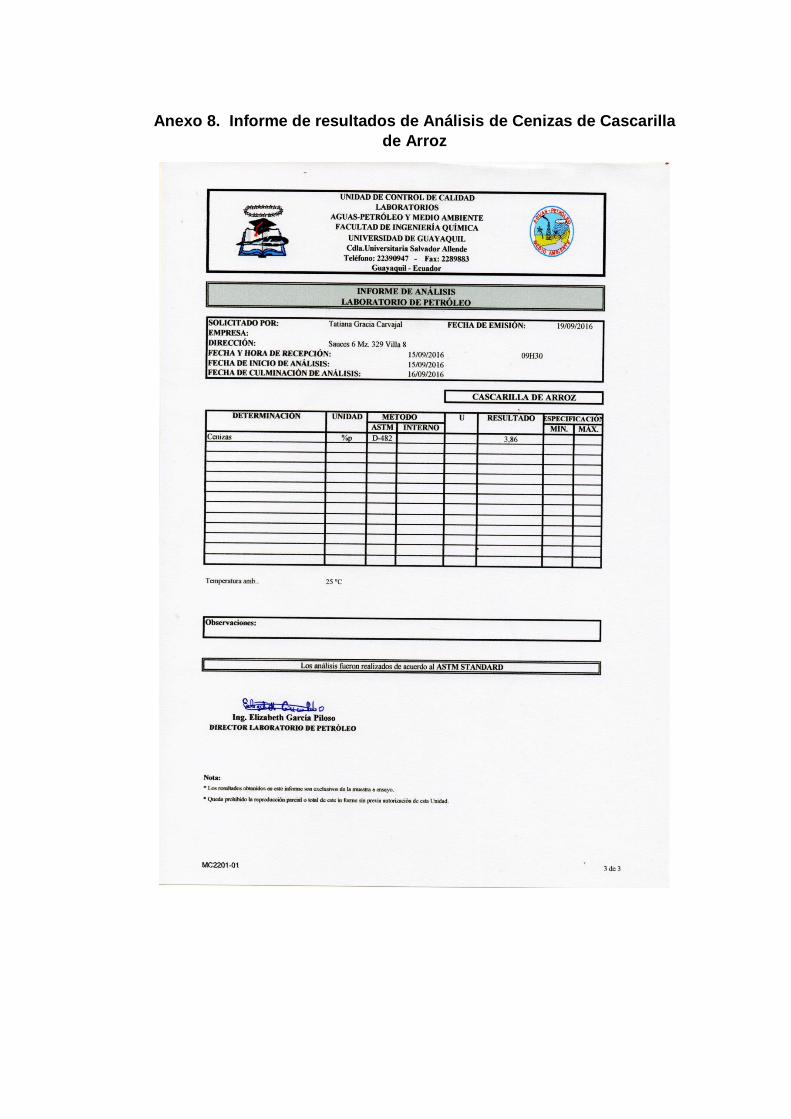
Anexo 8. Informe de resultados de Análisis de Cenizas de Cascarilla
de Arroz
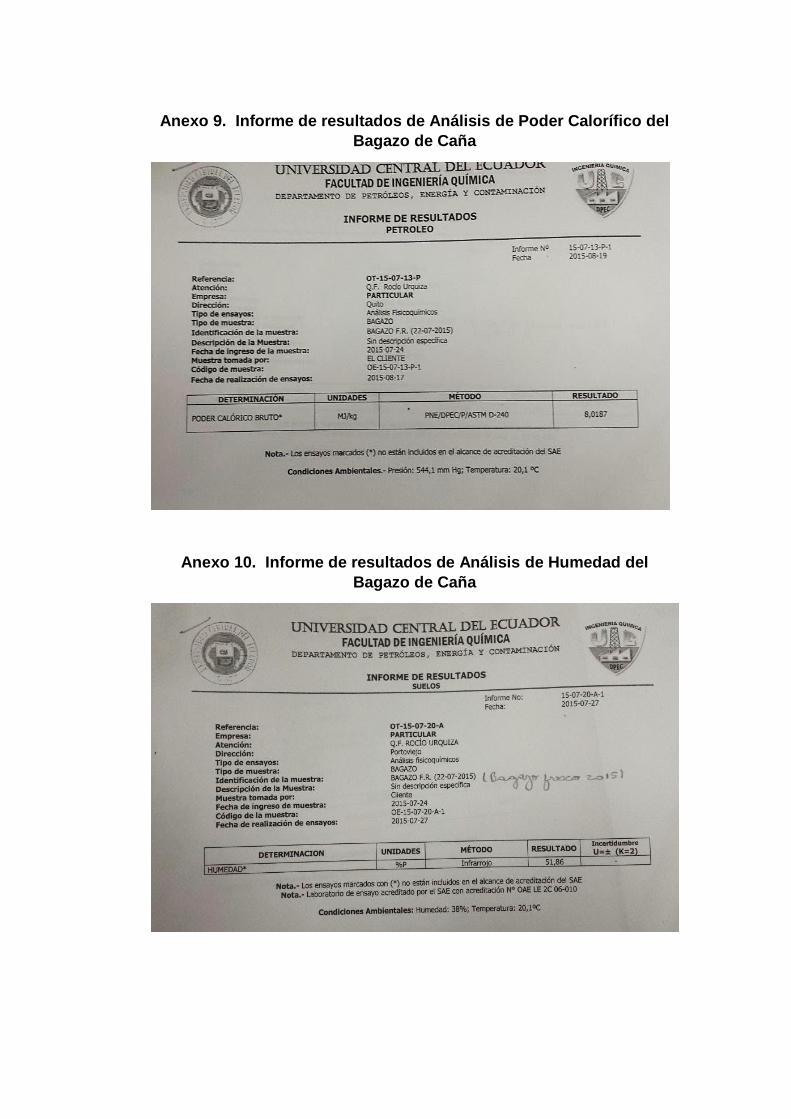
Anexo 9. Informe de resultados de Análisis de Poder Calorífico del
Bagazo de Caña
Anexo 10. Informe de resultados de Análisis de Humedad del
Bagazo de Caña
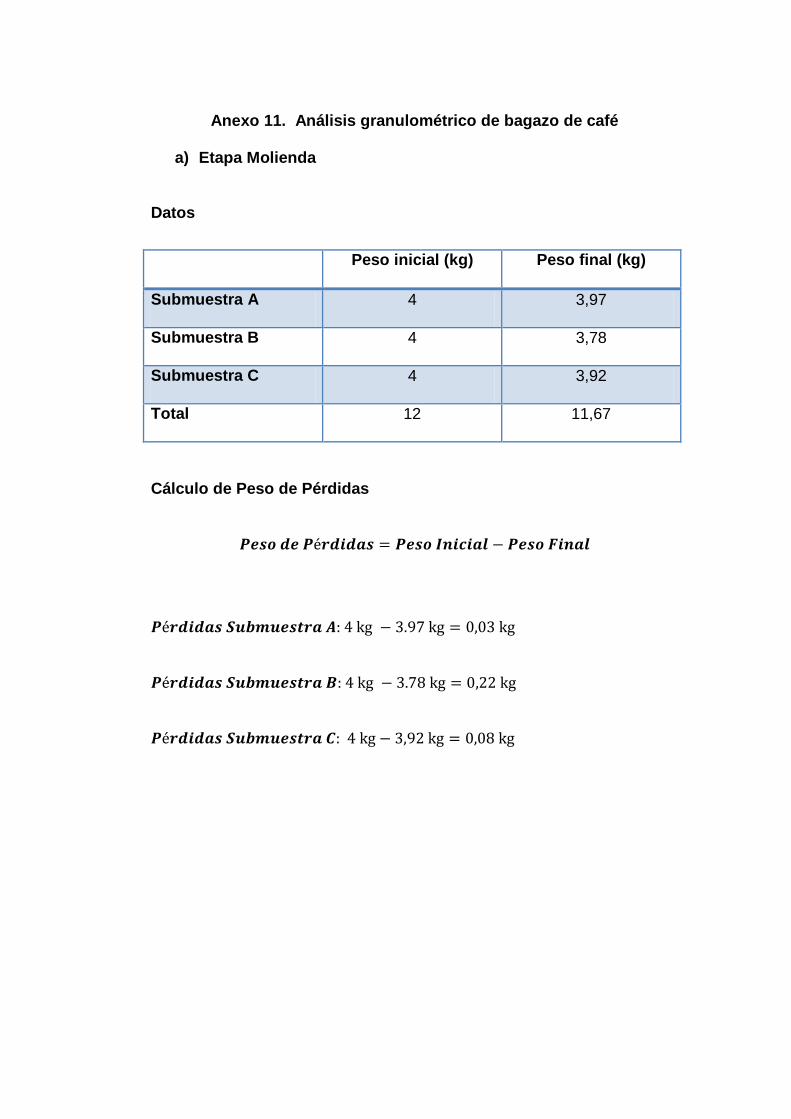
Anexo 11. Análisis granulométrico de bagazo de café
a) Etapa Molienda
Datos
Peso inicial (kg) Peso final (kg)
Submuestra A 4 3,97
Submuestra B 4 3,78
Submuestra C 4 3,92
Total 12 11,67
Cálculo de Peso de Pérdidas
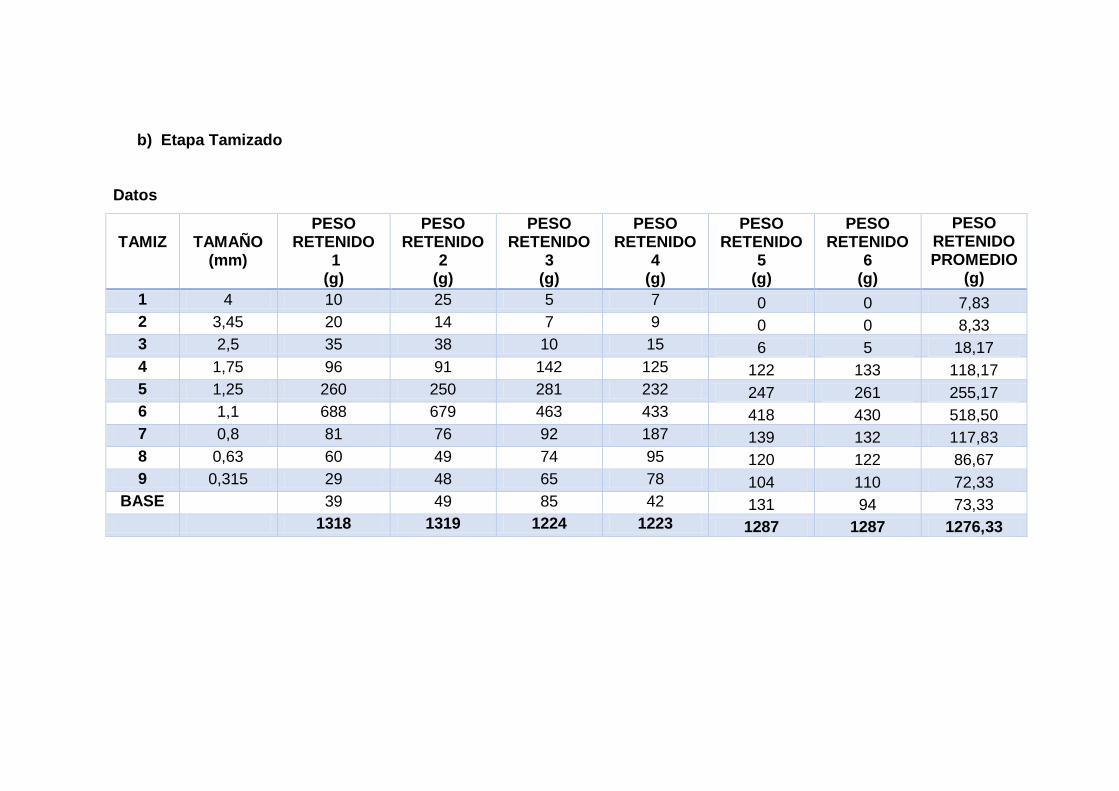
b) Etapa Tamizado
Datos
TAMIZ
TAMAÑO (mm)
PESO RETENIDO
1 (g)
PESO RETENIDO
2 (g)
PESO RETENIDO
3 (g)
PESO RETENIDO
4 (g)
PESO RETENIDO
5 (g)
PESO RETENIDO
6 (g)
PESO RETENIDO PROMEDIO
(g)
1 4 10 25 5 7 0 0 7,83 2 3,45 20 14 7 9 0 0 8,33 3 2,5 35 38 10 15 6 5 18,17
4 1,75 96 91 142 125 122 133 118,17
5 1,25 260 250 281 232 247 261 255,17 6 1,1 688 679 463 433 418 430 518,50 7 0,8 81 76 92 187 139 132 117,83
8 0,63 60 49 74 95 120 122 86,67
9 0,315 29 48 65 78 104 110 72,33 BASE 39 49 85 42 131 94 73,33
1318 1319 1224 1223 1287 1287 1276,33
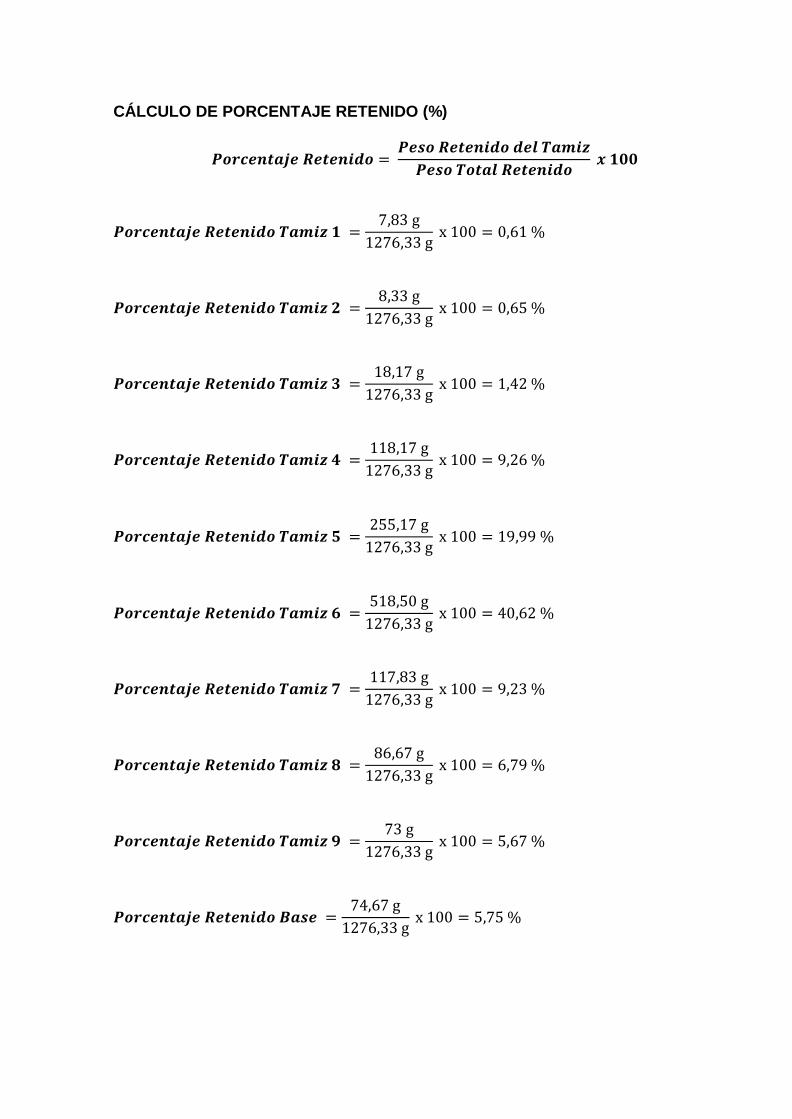
CÁLCULO DE PORCENTAJE RETENIDO (%)
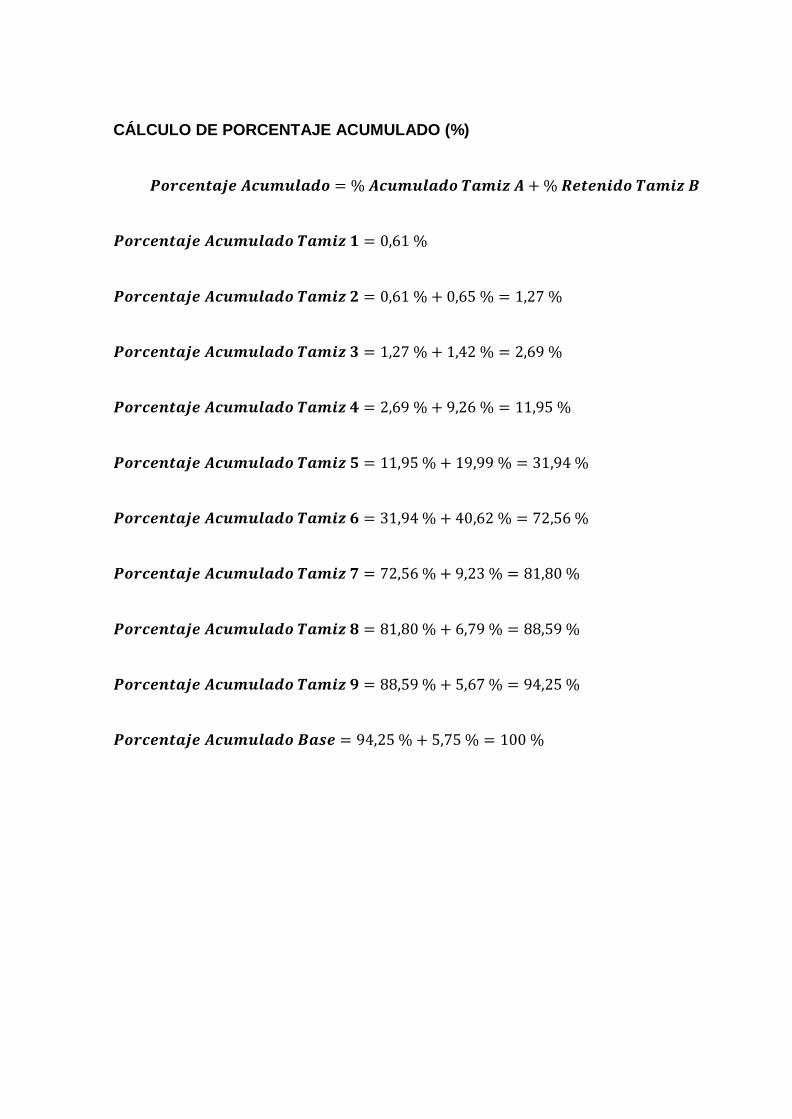
CÁLCULO DE PORCENTAJE ACUMULADO (%)
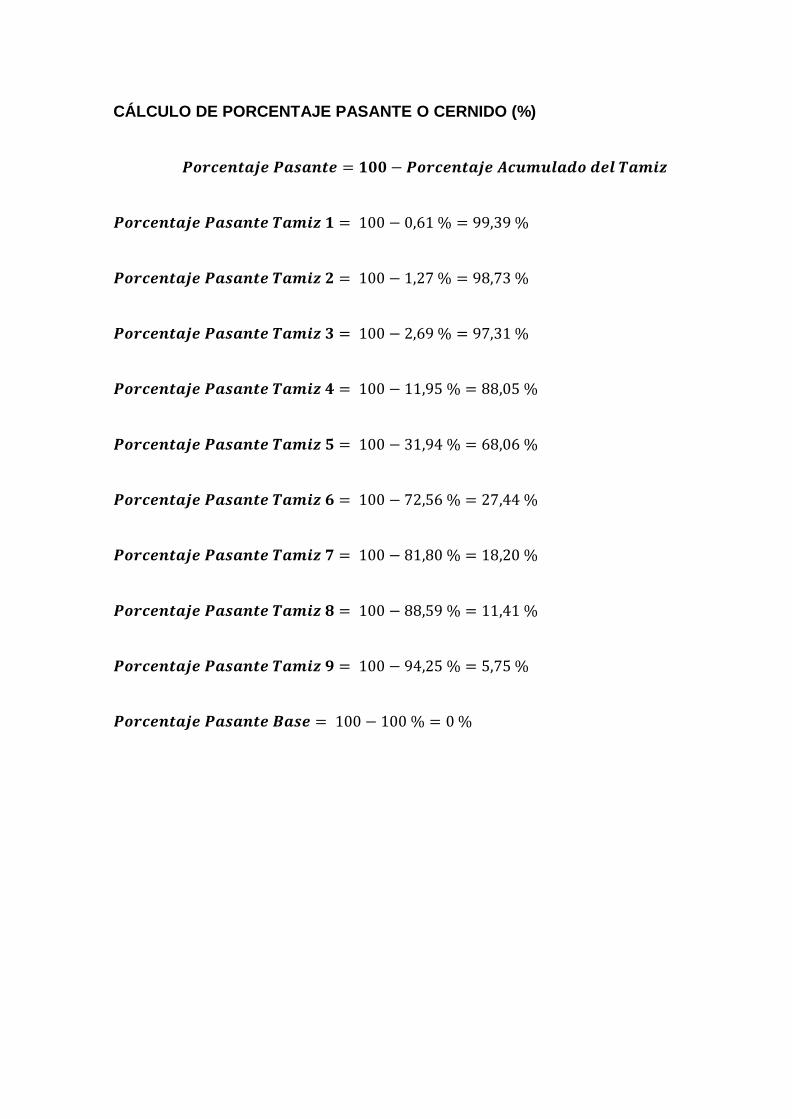
CÁLCULO DE PORCENTAJE PASANTE O CERNIDO (%)
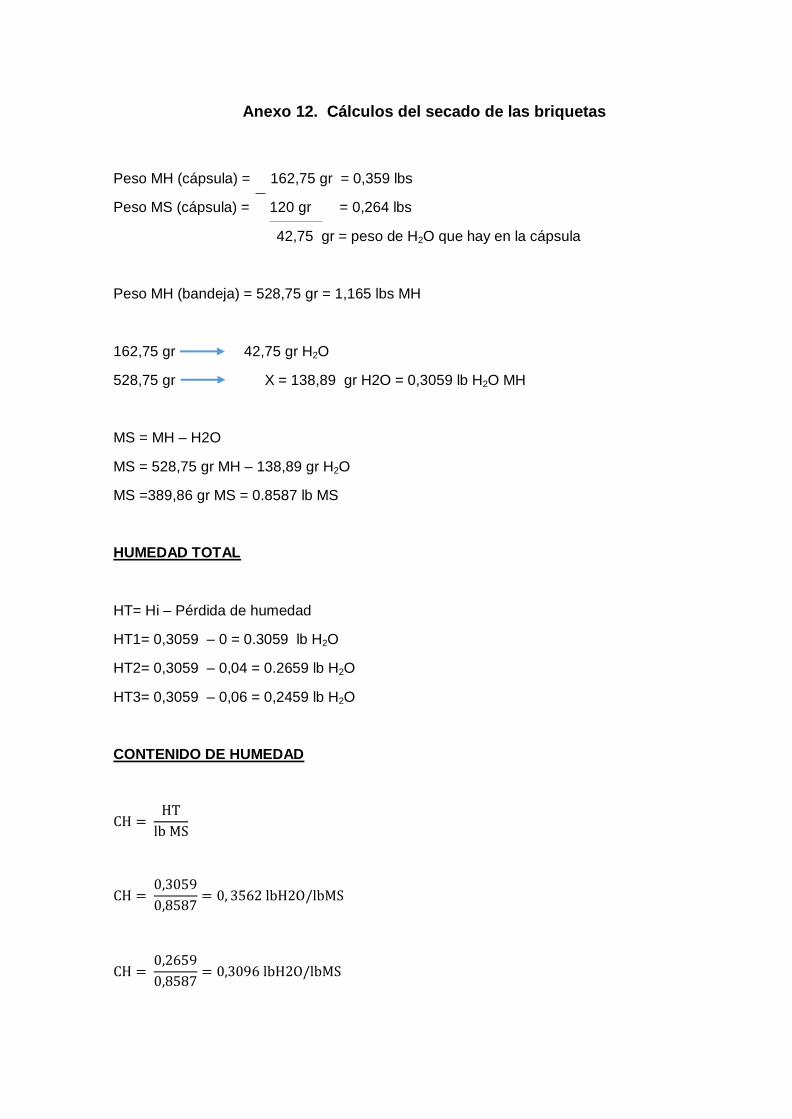
Anexo 12. Cálculos del secado de las briquetas
Peso MH (cápsula) = 162,75 gr = 0,359 lbs
Peso MS (cápsula) = 120 gr = 0,264 lbs
42,75 gr = peso de H2O que hay en la cápsula
Peso MH (bandeja) = 528,75 gr = 1,165 lbs MH
162,75 gr 42,75 gr H2O
528,75 gr X = 138,89 gr H2O = 0,3059 lb H2O MH
MS = MH – H2O
MS = 528,75 gr MH – 138,89 gr H2O
MS =389,86 gr MS = 0.8587 lb MS
HUMEDAD TOTAL
HT= Hi – Pérdida de humedad
HT1= 0,3059 – 0 = 0.3059 lb H2O
HT2= 0,3059 – 0,04 = 0.2659 lb H2O
HT3= 0,3059 – 0,06 = 0,2459 lb H2O
CONTENIDO DE HUMEDAD
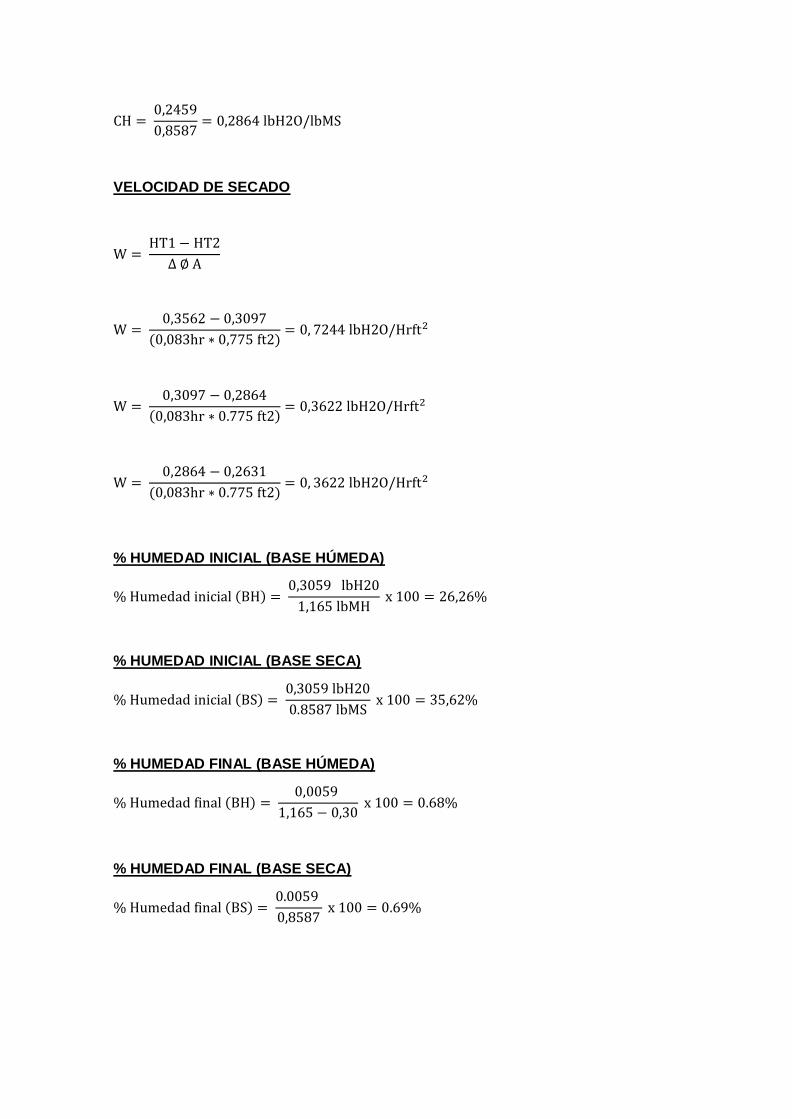
VELOCIDAD DE SECADO
% HUMEDAD INICIAL (BASE HÚMEDA)
% HUMEDAD INICIAL (BASE SECA)
% HUMEDAD FINAL (BASE HÚMEDA)
% HUMEDAD FINAL (BASE SECA)
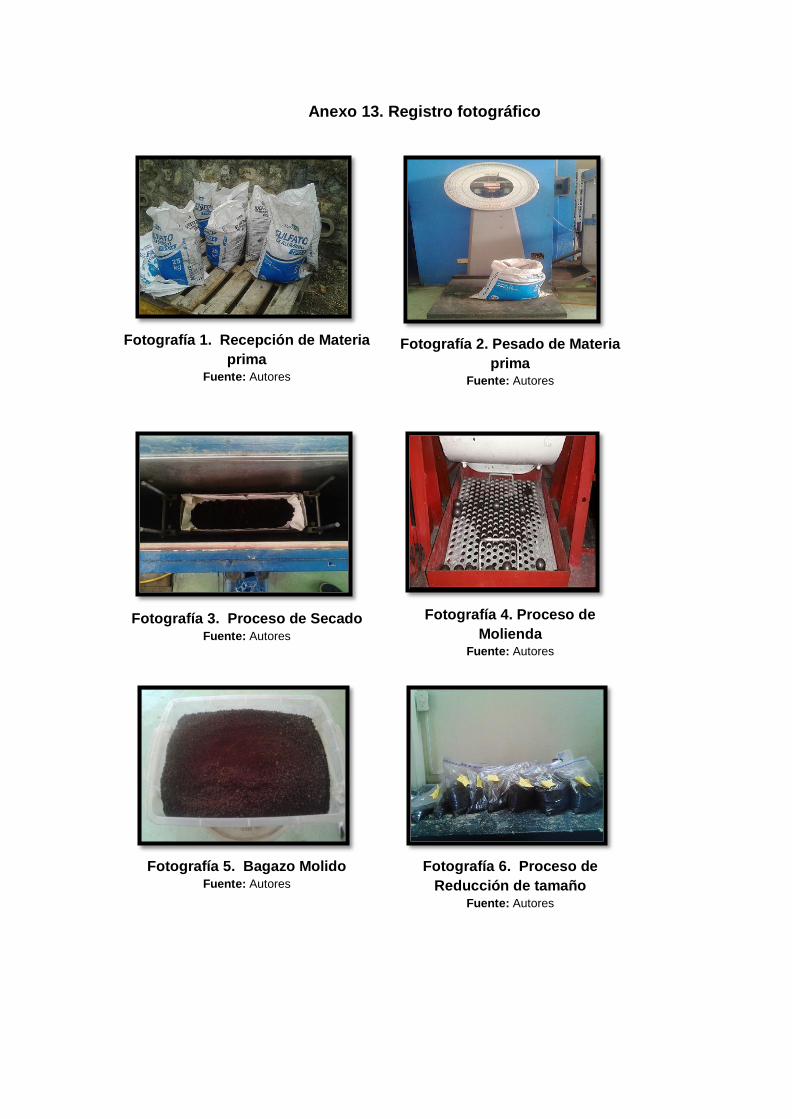
Anexo 13. Registro fotográfico
Fotografía 1. Recepción de Materia
prima Fuente: Autores
Fotografía 2. Pesado de Materia
prima Fuente: Autores
Fotografía 3. Proceso de Secado
Fuente: Autores
Fotografía 4. Proceso de
Molienda Fuente: Autores
Fotografía 5. Bagazo Molido
Fuente: Autores
Fotografía 6. Proceso de
Reducción de tamaño Fuente: Autores
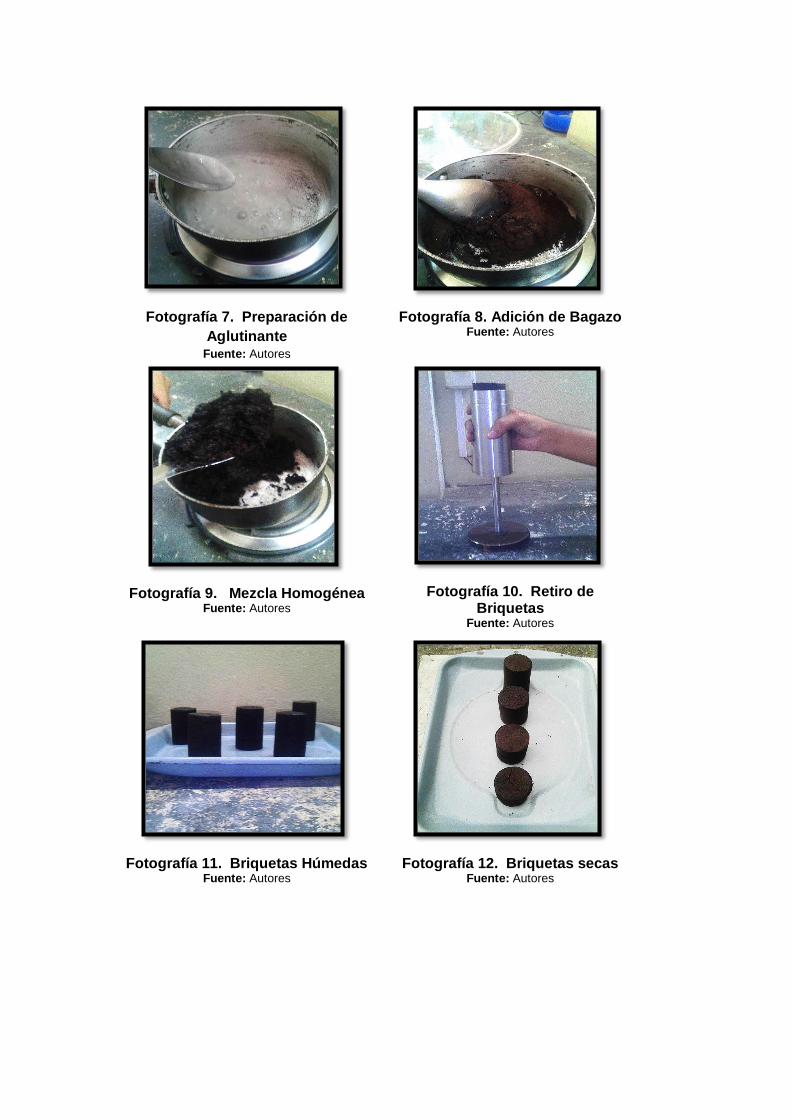
Fotografía 7. Preparación de
Aglutinante Fuente: Autores
Fotografía 8. Adición de Bagazo Fuente: Autores
Fotografía 9. Mezcla Homogénea Fuente: Autores
Fotografía 10. Retiro de Briquetas
Fuente: Autores
Fotografía 11. Briquetas Húmedas Fuente: Autores
Fotografía 12. Briquetas secas Fuente: Autores
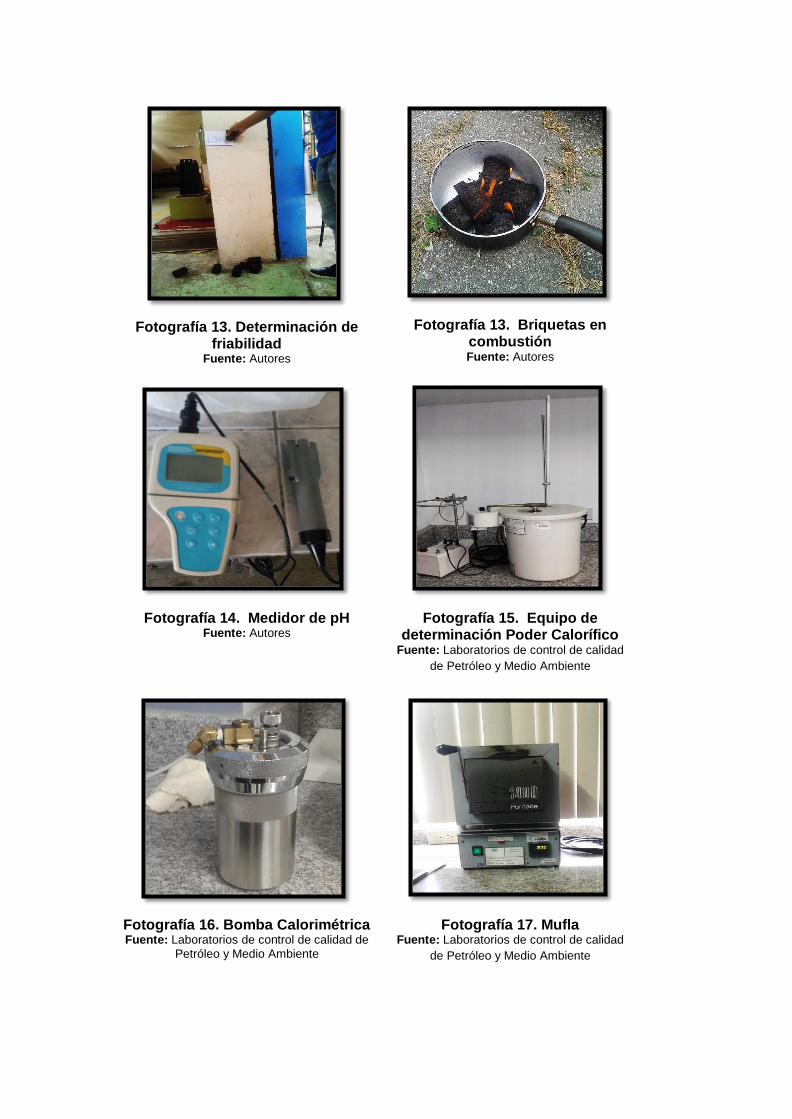
Fotografía 13. Determinación de friabilidad
Fuente: Autores
Fotografía 14. Medidor de pH Fuente: Autores
Fotografía 13. Briquetas en combustión Fuente: Autores
Fotografía 15. Equipo de determinación Poder Calorífico
Fuente: Laboratorios de control de calidad
de Petróleo y Medio Ambiente
Fotografía 16. Bomba Calorimétrica Fuente: Laboratorios de control de calidad de
Petróleo y Medio Ambiente
Fotografía 17. Mufla Fuente: Laboratorios de control de calidad
de Petróleo y Medio Ambiente
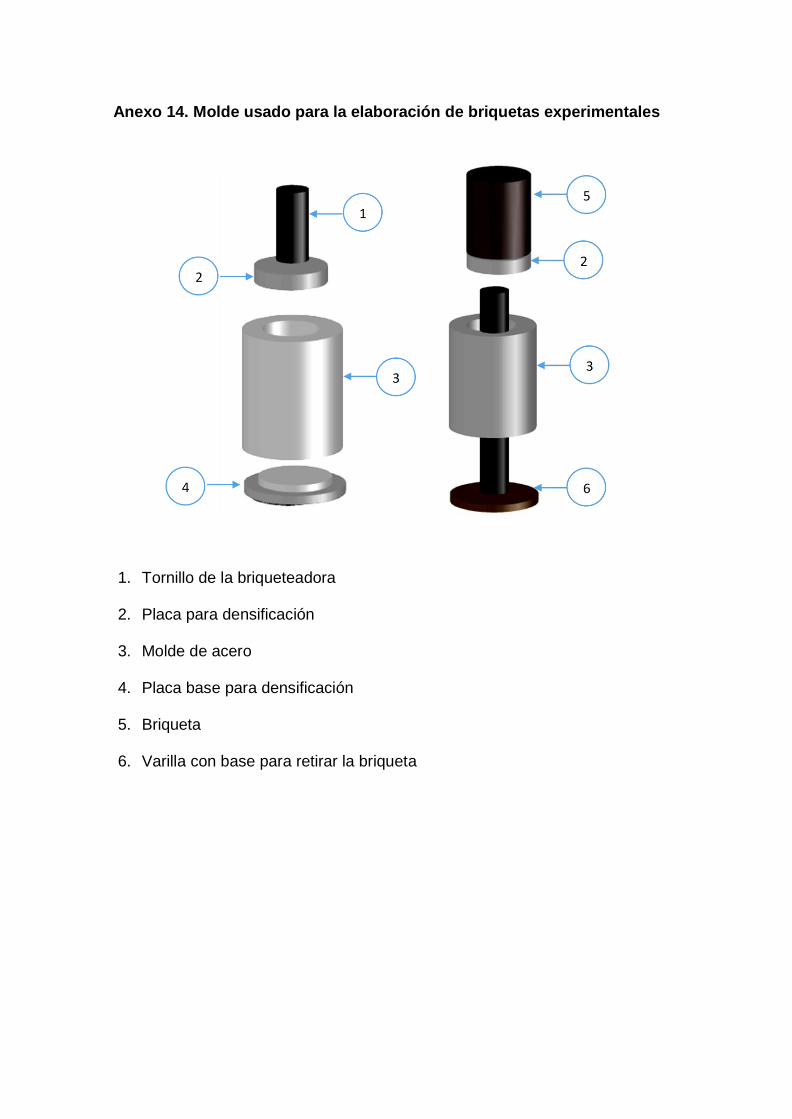
Anexo 14. Molde usado para la elaboración de briquetas experimentales
1. Tornillo de la briqueteadora
2. Placa para densificación
3. Molde de acero
4. Placa base para densificación
5. Briqueta
6. Varilla con base para retirar la briqueta
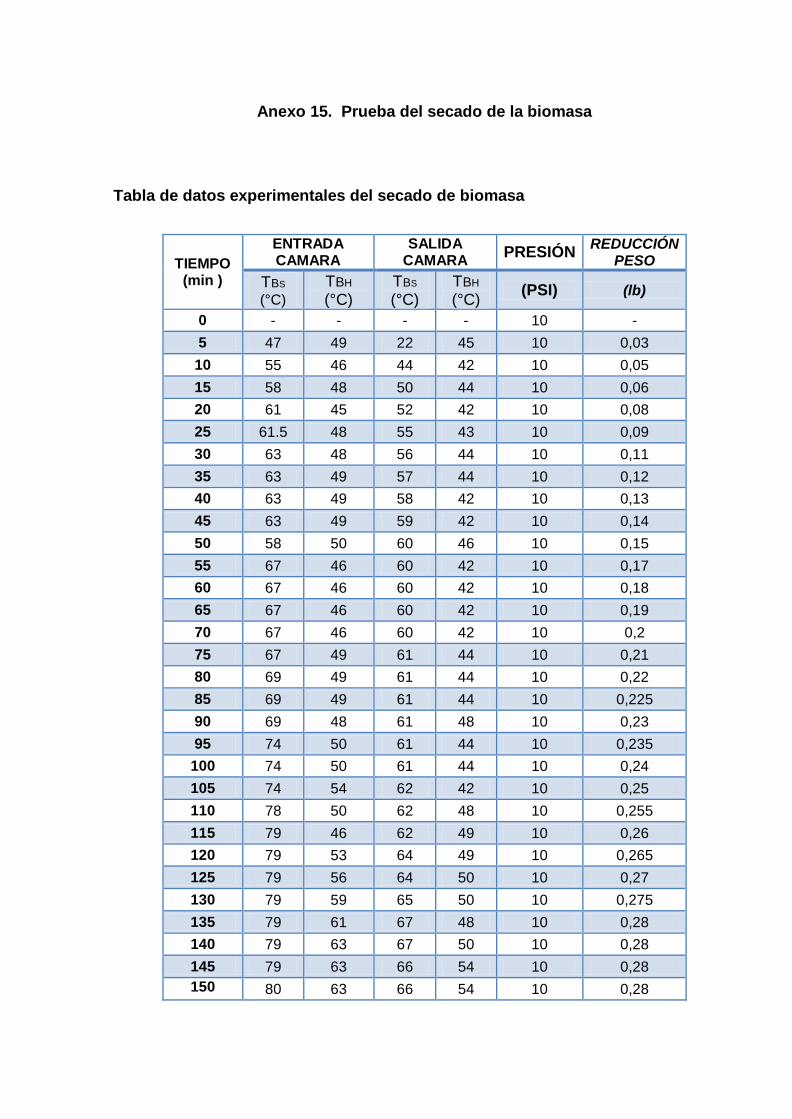
Anexo 15. Prueba del secado de la biomasa
Tabla de datos experimentales del secado de biomasa
TIEMPO (min )
ENTRADA CAMARA
SALIDA CAMARA
PRESIÓN REDUCCIÓN
PESO
TBS
(°C) TBH
(°C) TBS
(°C) TBH
(°C) (PSI) (lb)
0 - - - - 10 -
5 47 49 22 45 10 0,03
10 55 46 44 42 10 0,05
15 58 48 50 44 10 0,06
20 61 45 52 42 10 0,08
25 61.5 48 55 43 10 0,09
30 63 48 56 44 10 0,11
35 63 49 57 44 10 0,12
40 63 49 58 42 10 0,13
45 63 49 59 42 10 0,14
50 58 50 60 46 10 0,15
55 67 46 60 42 10 0,17
60 67 46 60 42 10 0,18
65 67 46 60 42 10 0,19
70 67 46 60 42 10 0,2
75 67 49 61 44 10 0,21
80 69 49 61 44 10 0,22
85 69 49 61 44 10 0,225
90 69 48 61 48 10 0,23
95 74 50 61 44 10 0,235
100 74 50 61 44 10 0,24
105 74 54 62 42 10 0,25
110 78 50 62 48 10 0,255
115 79 46 62 49 10 0,26
120 79 53 64 49 10 0,265
125 79 56 64 50 10 0,27
130 79 59 65 50 10 0,275
135 79 61 67 48 10 0,28
140 79 63 67 50 10 0,28
145 79 63 66 54 10 0,28
150 80 63 66 54 10 0,28
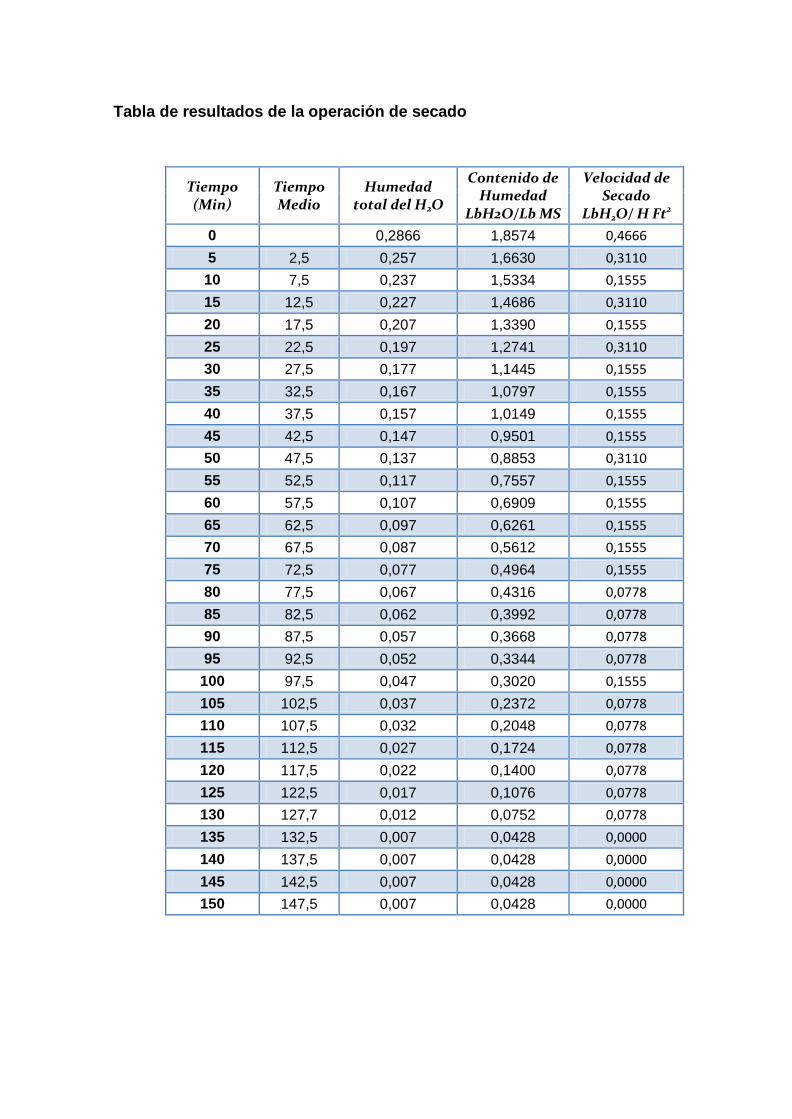
Tabla de resultados de la operación de secado
Tiempo (Min)
Tiempo Medio
Humedad total del H2O
Contenido de Humedad
LbH2O/Lb MS
Velocidad de Secado
LbH2O/ H Ft2
0
0,2866 1,8574 0,4666
5 2,5 0,257 1,6630 0,3110
10 7,5 0,237 1,5334 0,1555
15 12,5 0,227 1,4686 0,3110
20 17,5 0,207 1,3390 0,1555
25 22,5 0,197 1,2741 0,3110
30 27,5 0,177 1,1445 0,1555
35 32,5 0,167 1,0797 0,1555
40 37,5 0,157 1,0149 0,1555
45 42,5 0,147 0,9501 0,1555
50 47,5 0,137 0,8853 0,3110
55 52,5 0,117 0,7557 0,1555
60 57,5 0,107 0,6909 0,1555
65 62,5 0,097 0,6261 0,1555
70 67,5 0,087 0,5612 0,1555
75 72,5 0,077 0,4964 0,1555
80 77,5 0,067 0,4316 0,0778
85 82,5 0,062 0,3992 0,0778
90 87,5 0,057 0,3668 0,0778
95 92,5 0,052 0,3344 0,0778
100 97,5 0,047 0,3020 0,1555
105 102,5 0,037 0,2372 0,0778
110 107,5 0,032 0,2048 0,0778
115 112,5 0,027 0,1724 0,0778
120 117,5 0,022 0,1400 0,0778
125 122,5 0,017 0,1076 0,0778
130 127,7 0,012 0,0752 0,0778
135 132,5 0,007 0,0428 0,0000
140 137,5 0,007 0,0428 0,0000
145 142,5 0,007 0,0428 0,0000
150 147,5 0,007 0,0428 0,0000
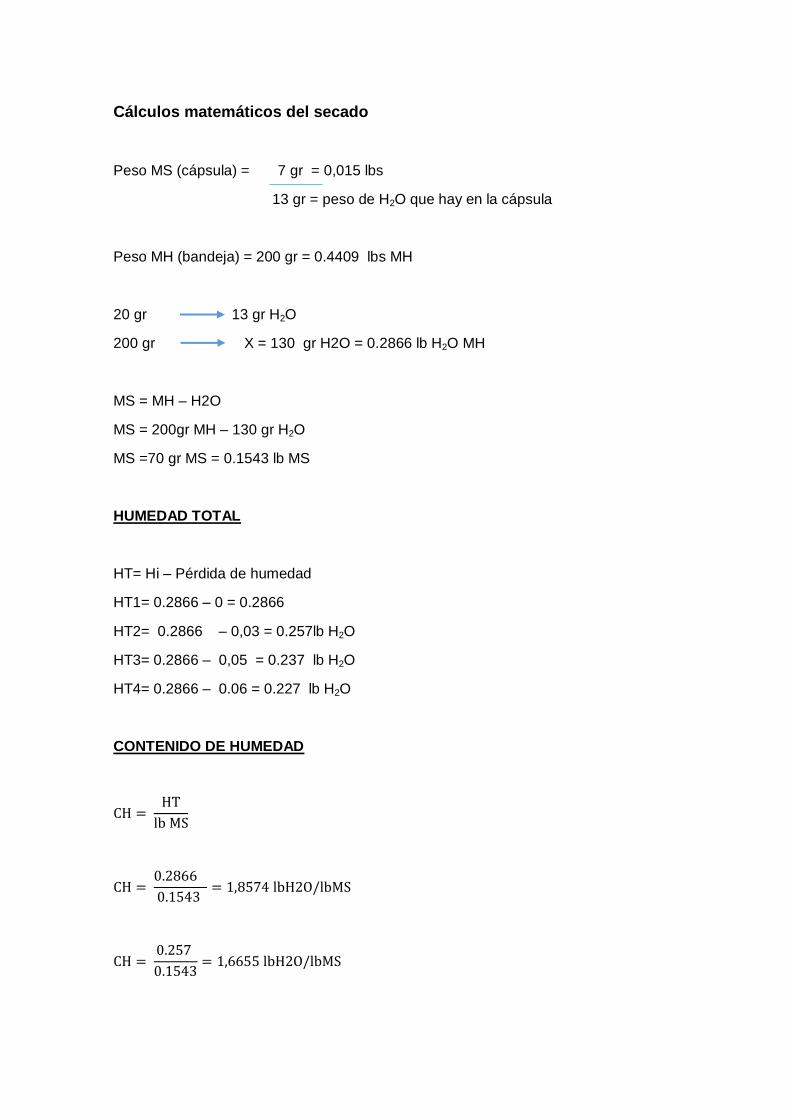
Cálculos matemáticos del secado
Peso MS (cápsula) = 7 gr = 0,015 lbs
13 gr = peso de H2O que hay en la cápsula
Peso MH (bandeja) = 200 gr = 0.4409 lbs MH
20 gr 13 gr H2O
200 gr X = 130 gr H2O = 0.2866 lb H2O MH
MS = MH – H2O
MS = 200gr MH – 130 gr H2O
MS =70 gr MS = 0.1543 lb MS
HUMEDAD TOTAL
HT= Hi – Pérdida de humedad
HT1= 0.2866 – 0 = 0.2866
HT2= 0.2866 – 0,03 = 0.257lb H2O
HT3= 0.2866 – 0,05 = 0.237 lb H2O
HT4= 0.2866 – 0.06 = 0.227 lb H2O
CONTENIDO DE HUMEDAD
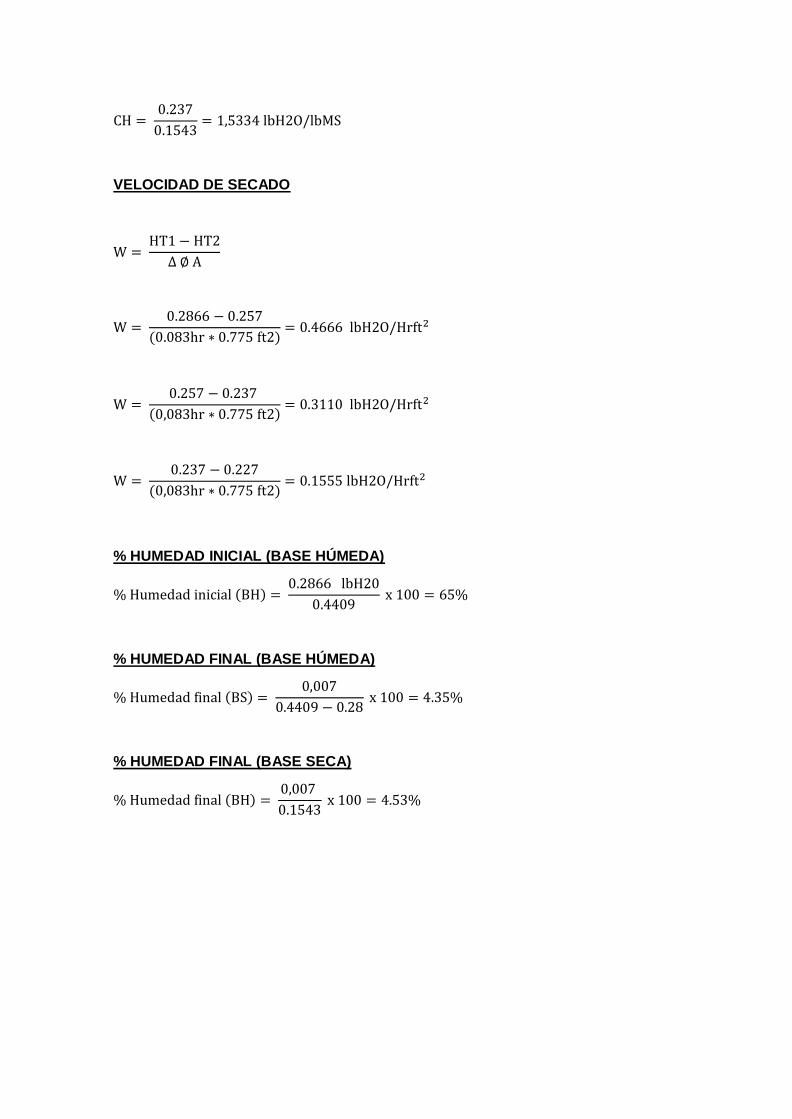
VELOCIDAD DE SECADO
% HUMEDAD INICIAL (BASE HÚMEDA)
% HUMEDAD FINAL (BASE HÚMEDA)
% HUMEDAD FINAL (BASE SECA)
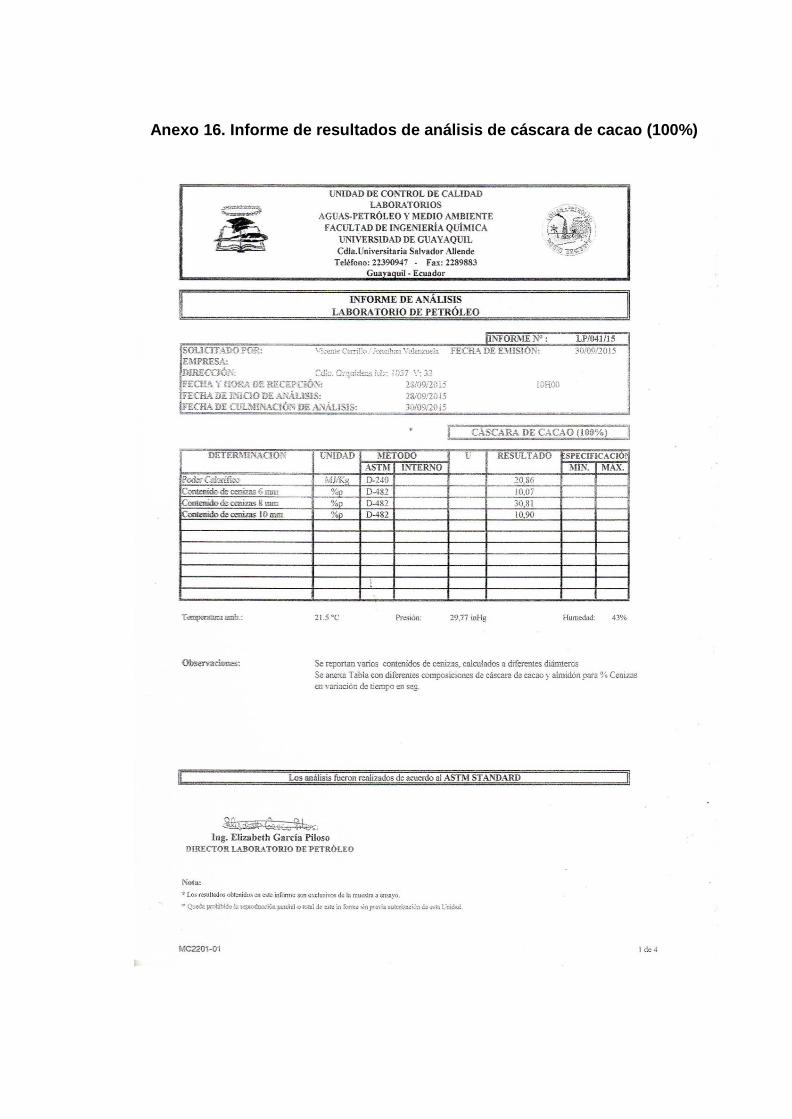
Anexo 16. Informe de resultados de análisis de cáscara de cacao (100%)
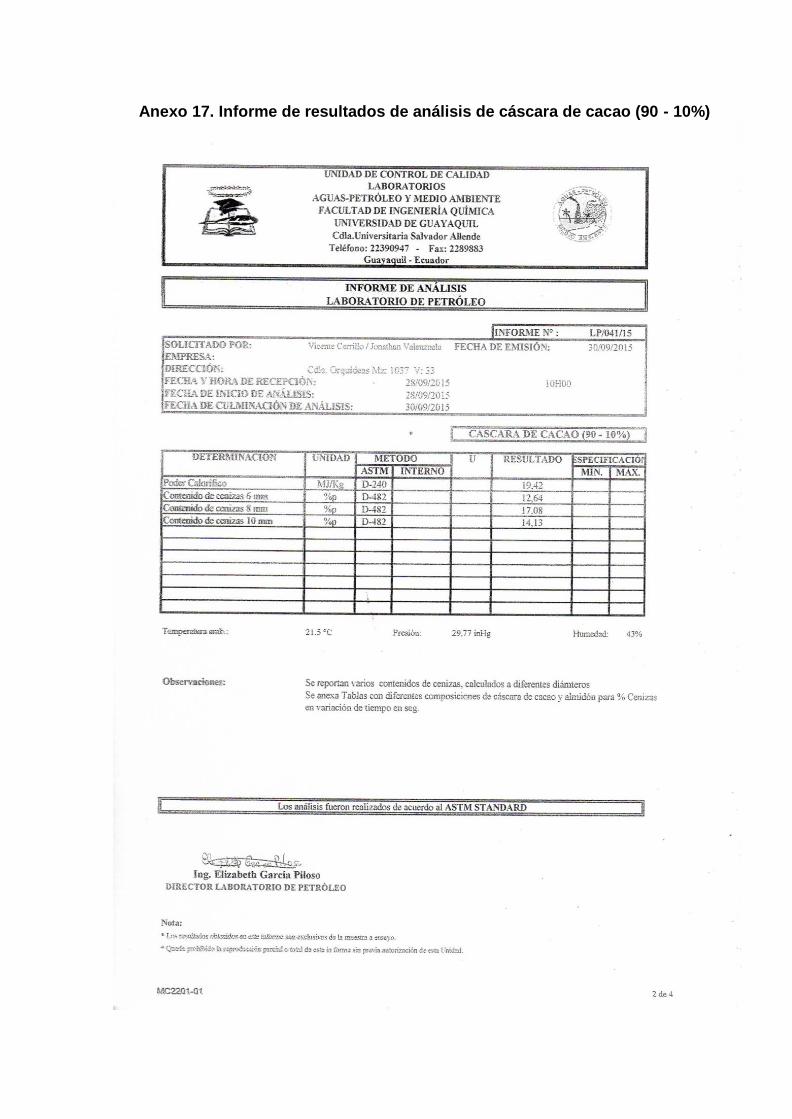
Anexo 17. Informe de resultados de análisis de cáscara de cacao (90 - 10%)
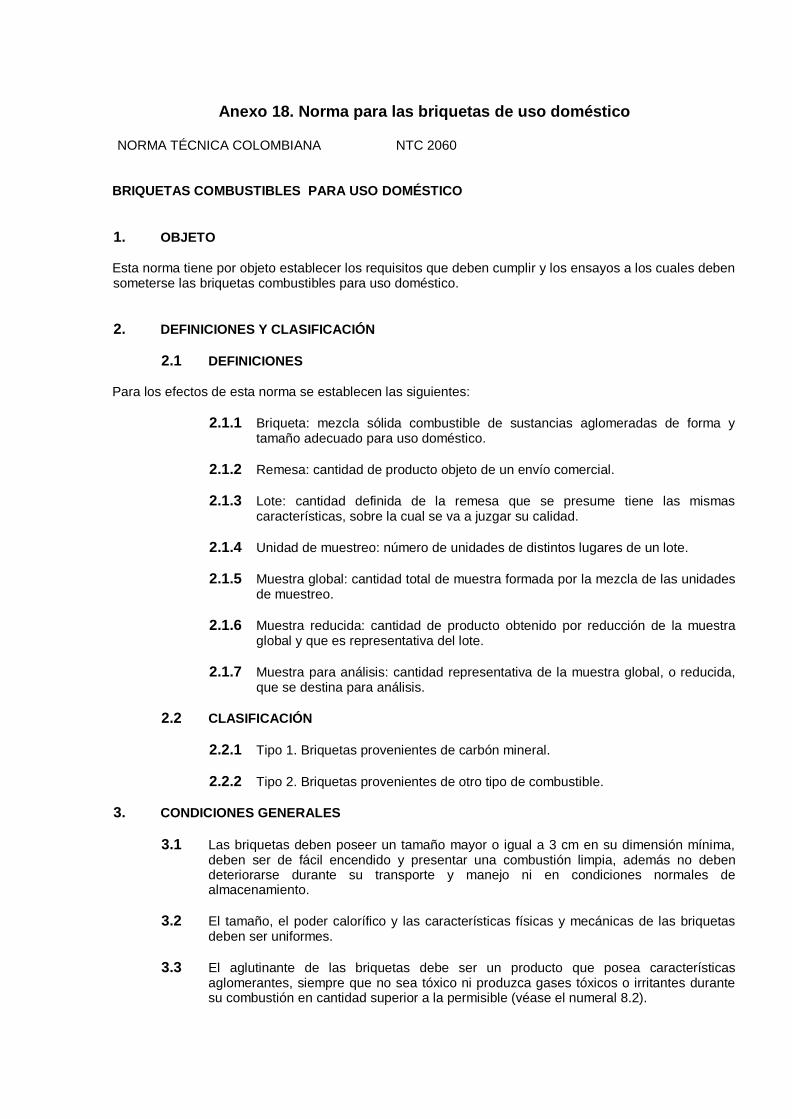
Anexo 18. Norma para las briquetas de uso doméstico NORMA TÉCNICA COLOMBIANA NTC 2060 BRIQUETAS COMBUSTIBLES PARA USO DOMÉSTICO
1. OBJETO
Esta norma tiene por objeto establecer los requisitos que deben cumplir y los ensayos a los cuales deben someterse las briquetas combustibles para uso doméstico.
2. DEFINICIONES Y CLASIFICACIÓN
2.1 DEFINICIONES
Para los efectos de esta norma se establecen las siguientes:
2.1.1 Briqueta: mezcla sólida combustible de sustancias aglomeradas de forma y tamaño adecuado para uso doméstico.
2.1.2 Remesa: cantidad de producto objeto de un envío comercial.
2.1.3 Lote: cantidad definida de la remesa que se presume tiene las mismas características, sobre la cual se va a juzgar su calidad.
2.1.4 Unidad de muestreo: número de unidades de distintos lugares de un lote.
2.1.5 Muestra global: cantidad total de muestra formada por la mezcla de las unidades de muestreo.
2.1.6 Muestra reducida: cantidad de producto obtenido por reducción de la muestra global y que es representativa del lote.
2.1.7 Muestra para análisis: cantidad representativa de la muestra global, o reducida, que se destina para análisis.
2.2 CLASIFICACIÓN
2.2.1 Tipo 1. Briquetas provenientes de carbón mineral.
2.2.2 Tipo 2. Briquetas provenientes de otro tipo de combustible.
3. CONDICIONES GENERALES
3.1 Las briquetas deben poseer un tamaño mayor o igual a 3 cm en su dimensión mínima, deben ser de fácil encendido y presentar una combustión limpia, además no deben deteriorarse durante su transporte y manejo ni en condiciones normales de almacenamiento.
3.2 El tamaño, el poder calorífico y las características físicas y mecánicas de las briquetas deben ser uniformes.
3.3 El aglutinante de las briquetas debe ser un producto que posea características aglomerantes, siempre que no sea tóxico ni produzca gases tóxicos o irritantes durante su combustión en cantidad superior a la permisible (véase el numeral 8.2).
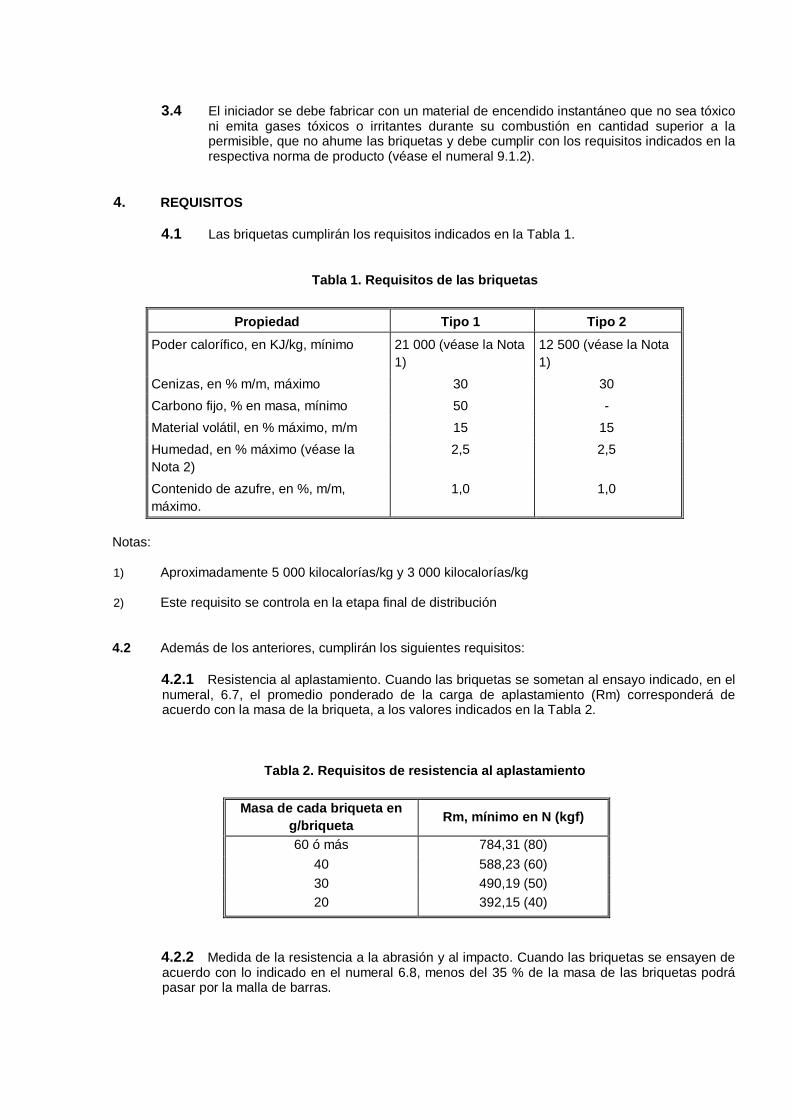
3.4 El iniciador se debe fabricar con un material de encendido instantáneo que no sea tóxico ni emita gases tóxicos o irritantes durante su combustión en cantidad superior a la permisible, que no ahume las briquetas y debe cumplir con los requisitos indicados en la respectiva norma de producto (véase el numeral 9.1.2).
4. REQUISITOS
4.1 Las briquetas cumplirán los requisitos indicados en la Tabla 1.
Tabla 1. Requisitos de las briquetas
Propiedad Tipo 1 Tipo 2
Poder calorífico, en KJ/kg, mínimo 21 000 (véase la Nota
1)
12 500 (véase la Nota
1)
Cenizas, en % m/m, máximo 30 30
Carbono fijo, % en masa, mínimo 50 -
Material volátil, en % máximo, m/m 15 15
Humedad, en % máximo (véase la
Nota 2)
2,5 2,5
Contenido de azufre, en %, m/m,
máximo.
1,0 1,0
Notas: 1) Aproximadamente 5 000 kilocalorías/kg y 3 000 kilocalorías/kg 2) Este requisito se controla en la etapa final de distribución 4.2 Además de los anteriores, cumplirán los siguientes requisitos:
4.2.1 Resistencia al aplastamiento. Cuando las briquetas se sometan al ensayo indicado, en el numeral, 6.7, el promedio ponderado de la carga de aplastamiento (Rm) corresponderá de acuerdo con la masa de la briqueta, a los valores indicados en la Tabla 2.
Tabla 2. Requisitos de resistencia al aplastamiento
Masa de cada briqueta en
g/briqueta Rm, mínimo en N (kgf)
60 ó más 784,31 (80)
40 588,23 (60)
30 490,19 (50)
20 392,15 (40)
4.2.2 Medida de la resistencia a la abrasión y al impacto. Cuando las briquetas se ensayen de acuerdo con lo indicado en el numeral 6.8, menos del 35 % de la masa de las briquetas podrá pasar por la malla de barras.
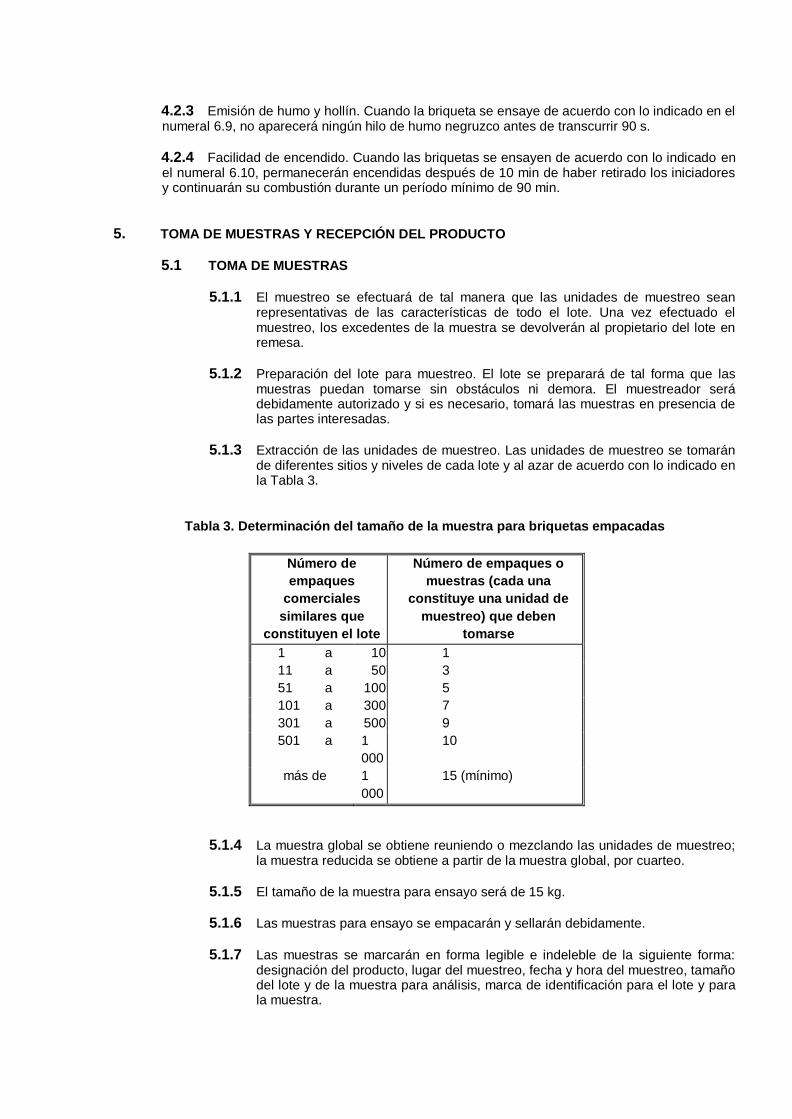
4.2.3 Emisión de humo y hollín. Cuando la briqueta se ensaye de acuerdo con lo indicado en el numeral 6.9, no aparecerá ningún hilo de humo negruzco antes de transcurrir 90 s.
4.2.4 Facilidad de encendido. Cuando las briquetas se ensayen de acuerdo con lo indicado en el numeral 6.10, permanecerán encendidas después de 10 min de haber retirado los iniciadores y continuarán su combustión durante un período mínimo de 90 min.
5. TOMA DE MUESTRAS Y RECEPCIÓN DEL PRODUCTO
5.1 TOMA DE MUESTRAS
5.1.1 El muestreo se efectuará de tal manera que las unidades de muestreo sean representativas de las características de todo el lote. Una vez efectuado el muestreo, los excedentes de la muestra se devolverán al propietario del lote en remesa.
5.1.2 Preparación del lote para muestreo. El lote se preparará de tal forma que las muestras puedan tomarse sin obstáculos ni demora. El muestreador será debidamente autorizado y si es necesario, tomará las muestras en presencia de las partes interesadas.
5.1.3 Extracción de las unidades de muestreo. Las unidades de muestreo se tomarán de diferentes sitios y niveles de cada lote y al azar de acuerdo con lo indicado en la Tabla 3.
Tabla 3. Determinación del tamaño de la muestra para briquetas empacadas
Número de
empaques
comerciales
similares que
constituyen el lote
Número de empaques o
muestras (cada una
constituye una unidad de
muestreo) que deben
tomarse
1 a 10 1
11 a 50 3
51 a 100 5
101 a 300 7
301 a 500 9
501 a 1
000
10
más de 1
000
15 (mínimo)
5.1.4 La muestra global se obtiene reuniendo o mezclando las unidades de muestreo; la muestra reducida se obtiene a partir de la muestra global, por cuarteo.
5.1.5 El tamaño de la muestra para ensayo será de 15 kg.
5.1.6 Las muestras para ensayo se empacarán y sellarán debidamente.
5.1.7 Las muestras se marcarán en forma legible e indeleble de la siguiente forma: designación del producto, lugar del muestreo, fecha y hora del muestreo, tamaño del lote y de la muestra para análisis, marca de identificación para el lote y para la muestra.
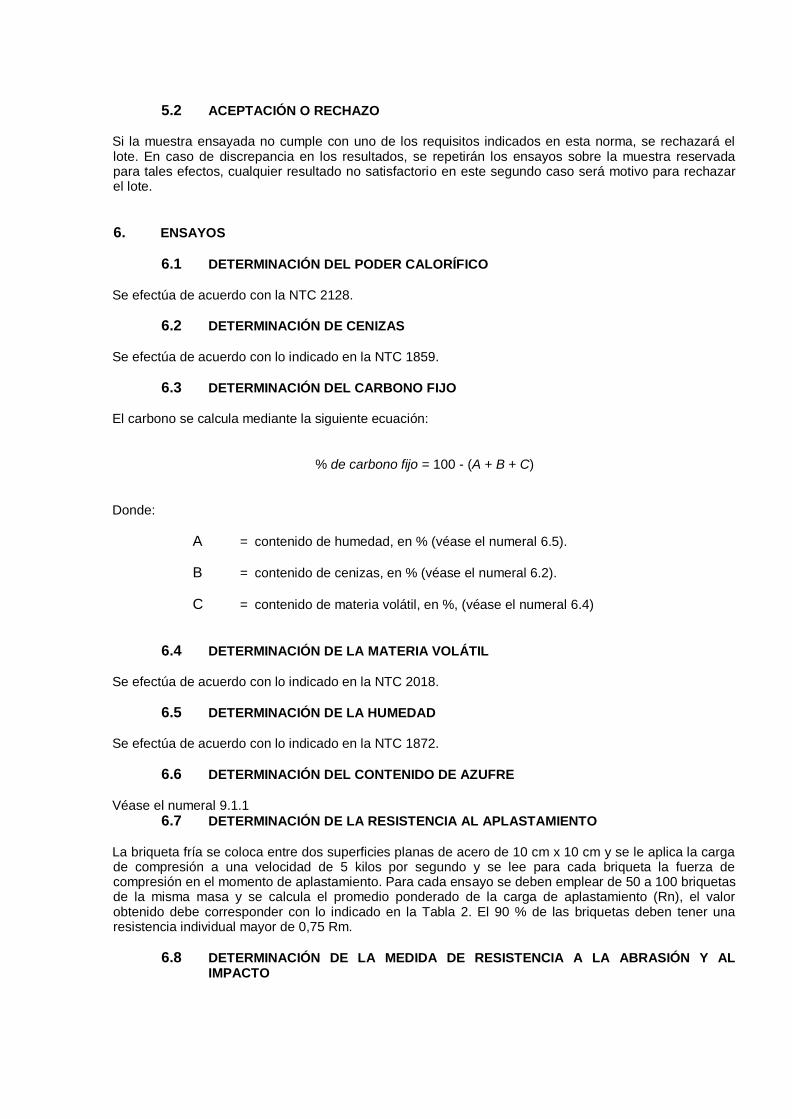
5.2 ACEPTACIÓN O RECHAZO
Si la muestra ensayada no cumple con uno de los requisitos indicados en esta norma, se rechazará el lote. En caso de discrepancia en los resultados, se repetirán los ensayos sobre la muestra reservada para tales efectos, cualquier resultado no satisfactorio en este segundo caso será motivo para rechazar el lote.
6. ENSAYOS
6.1 DETERMINACIÓN DEL PODER CALORÍFICO
Se efectúa de acuerdo con la NTC 2128.
6.2 DETERMINACIÓN DE CENIZAS
Se efectúa de acuerdo con lo indicado en la NTC 1859.
6.3 DETERMINACIÓN DEL CARBONO FIJO
El carbono se calcula mediante la siguiente ecuación:
% de carbono fijo = 100 - (A + B + C) Donde:
A = contenido de humedad, en % (véase el numeral 6.5).
B = contenido de cenizas, en % (véase el numeral 6.2).
C = contenido de materia volátil, en %, (véase el numeral 6.4)
6.4 DETERMINACIÓN DE LA MATERIA VOLÁTIL
Se efectúa de acuerdo con lo indicado en la NTC 2018.
6.5 DETERMINACIÓN DE LA HUMEDAD
Se efectúa de acuerdo con lo indicado en la NTC 1872.
6.6 DETERMINACIÓN DEL CONTENIDO DE AZUFRE
Véase el numeral 9.1.1
6.7 DETERMINACIÓN DE LA RESISTENCIA AL APLASTAMIENTO
La briqueta fría se coloca entre dos superficies planas de acero de 10 cm x 10 cm y se le aplica la carga de compresión a una velocidad de 5 kilos por segundo y se lee para cada briqueta la fuerza de compresión en el momento de aplastamiento. Para cada ensayo se deben emplear de 50 a 100 briquetas de la misma masa y se calcula el promedio ponderado de la carga de aplastamiento (Rn), el valor obtenido debe corresponder con lo indicado en la Tabla 2. El 90 % de las briquetas deben tener una resistencia individual mayor de 0,75 Rm.
6.8 DETERMINACIÓN DE LA MEDIDA DE RESISTENCIA A LA ABRASIÓN Y AL IMPACTO
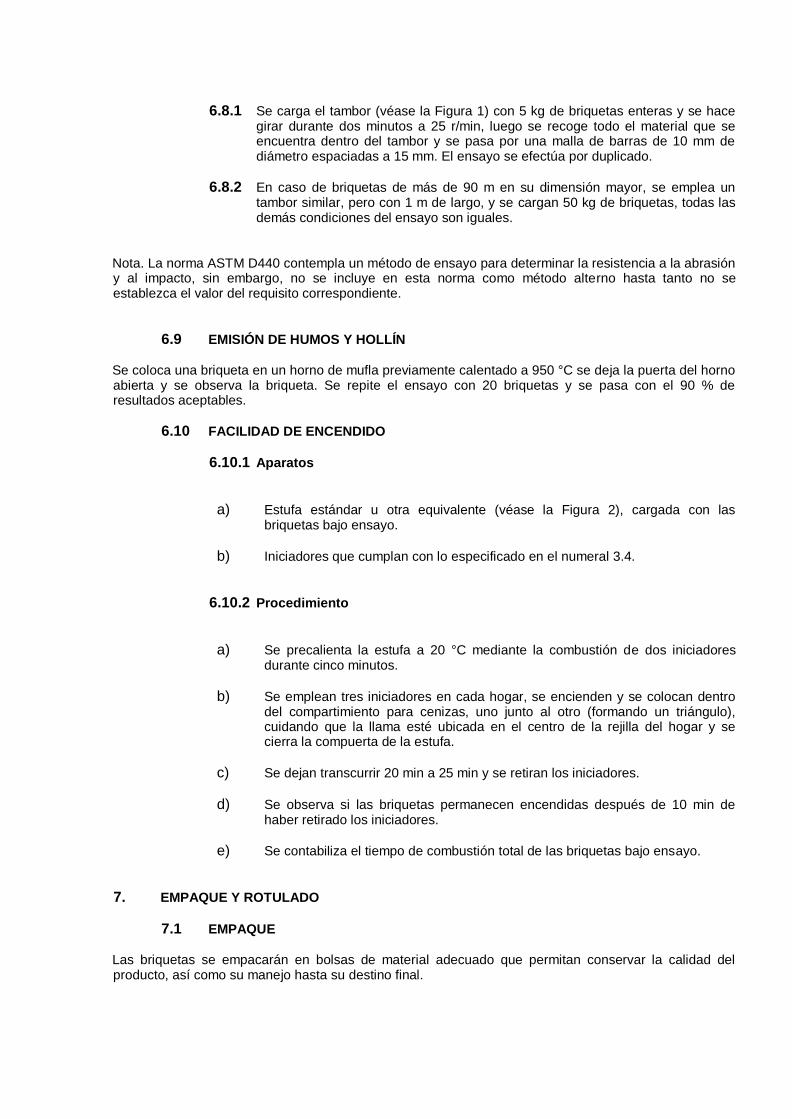
6.8.1 Se carga el tambor (véase la Figura 1) con 5 kg de briquetas enteras y se hace girar durante dos minutos a 25 r/min, luego se recoge todo el material que se encuentra dentro del tambor y se pasa por una malla de barras de 10 mm de diámetro espaciadas a 15 mm. El ensayo se efectúa por duplicado.
6.8.2 En caso de briquetas de más de 90 m en su dimensión mayor, se emplea un tambor similar, pero con 1 m de largo, y se cargan 50 kg de briquetas, todas las demás condiciones del ensayo son iguales.
Nota. La norma ASTM D440 contempla un método de ensayo para determinar la resistencia a la abrasión y al impacto, sin embargo, no se incluye en esta norma como método alterno hasta tanto no se establezca el valor del requisito correspondiente.
6.9 EMISIÓN DE HUMOS Y HOLLÍN
Se coloca una briqueta en un horno de mufla previamente calentado a 950 °C se deja la puerta del horno abierta y se observa la briqueta. Se repite el ensayo con 20 briquetas y se pasa con el 90 % de resultados aceptables.
6.10 FACILIDAD DE ENCENDIDO
6.10.1 Aparatos
a) Estufa estándar u otra equivalente (véase la Figura 2), cargada con las briquetas bajo ensayo.
b) Iniciadores que cumplan con lo especificado en el numeral 3.4.
6.10.2 Procedimiento
a) Se precalienta la estufa a 20 °C mediante la combustión de dos iniciadores durante cinco minutos.
b) Se emplean tres iniciadores en cada hogar, se encienden y se colocan dentro del compartimiento para cenizas, uno junto al otro (formando un triángulo), cuidando que la llama esté ubicada en el centro de la rejilla del hogar y se cierra la compuerta de la estufa.
c) Se dejan transcurrir 20 min a 25 min y se retiran los iniciadores.
d) Se observa si las briquetas permanecen encendidas después de 10 min de haber retirado los iniciadores.
e) Se contabiliza el tiempo de combustión total de las briquetas bajo ensayo.
7. EMPAQUE Y ROTULADO
7.1 EMPAQUE
Las briquetas se empacarán en bolsas de material adecuado que permitan conservar la calidad del producto, así como su manejo hasta su destino final.
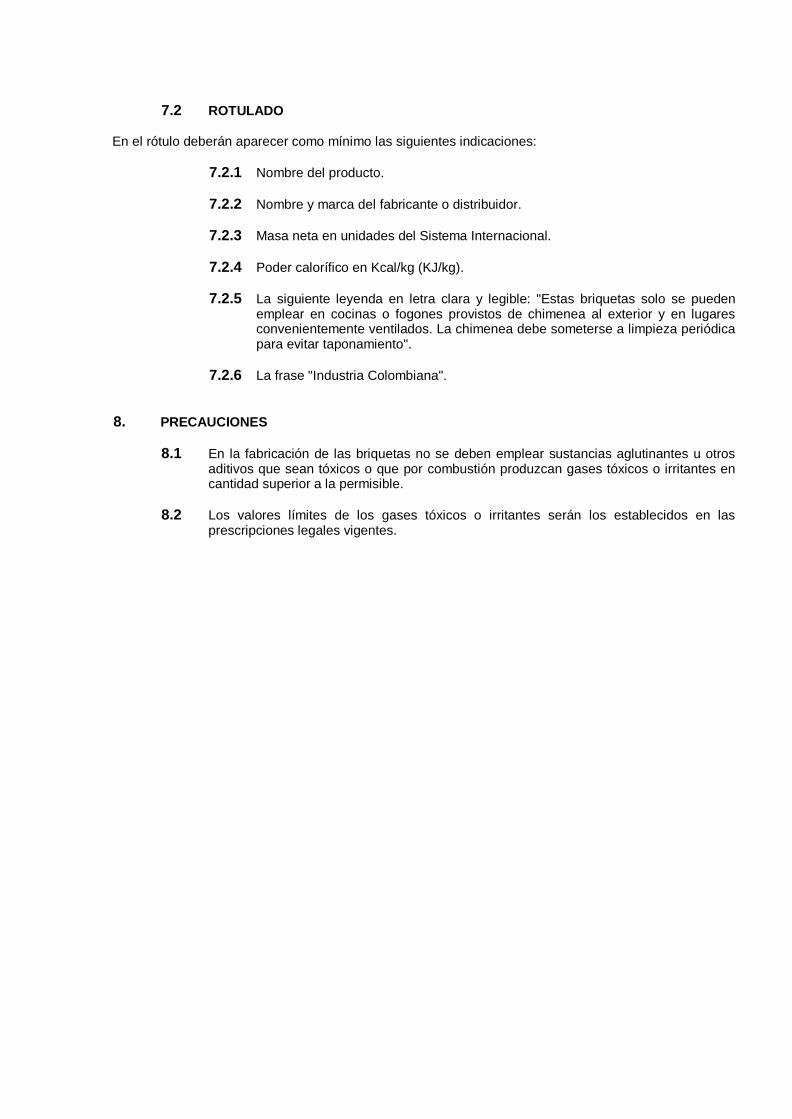
7.2 ROTULADO
En el rótulo deberán aparecer como mínimo las siguientes indicaciones:
7.2.1 Nombre del producto.
7.2.2 Nombre y marca del fabricante o distribuidor.
7.2.3 Masa neta en unidades del Sistema Internacional.
7.2.4 Poder calorífico en Kcal/kg (KJ/kg).
7.2.5 La siguiente leyenda en letra clara y legible: "Estas briquetas solo se pueden emplear en cocinas o fogones provistos de chimenea al exterior y en lugares convenientemente ventilados. La chimenea debe someterse a limpieza periódica para evitar taponamiento".
7.2.6 La frase "Industria Colombiana".
8. PRECAUCIONES
8.1 En la fabricación de las briquetas no se deben emplear sustancias aglutinantes u otros aditivos que sean tóxicos o que por combustión produzcan gases tóxicos o irritantes en cantidad superior a la permisible.
8.2 Los valores límites de los gases tóxicos o irritantes serán los establecidos en las prescripciones legales vigentes.
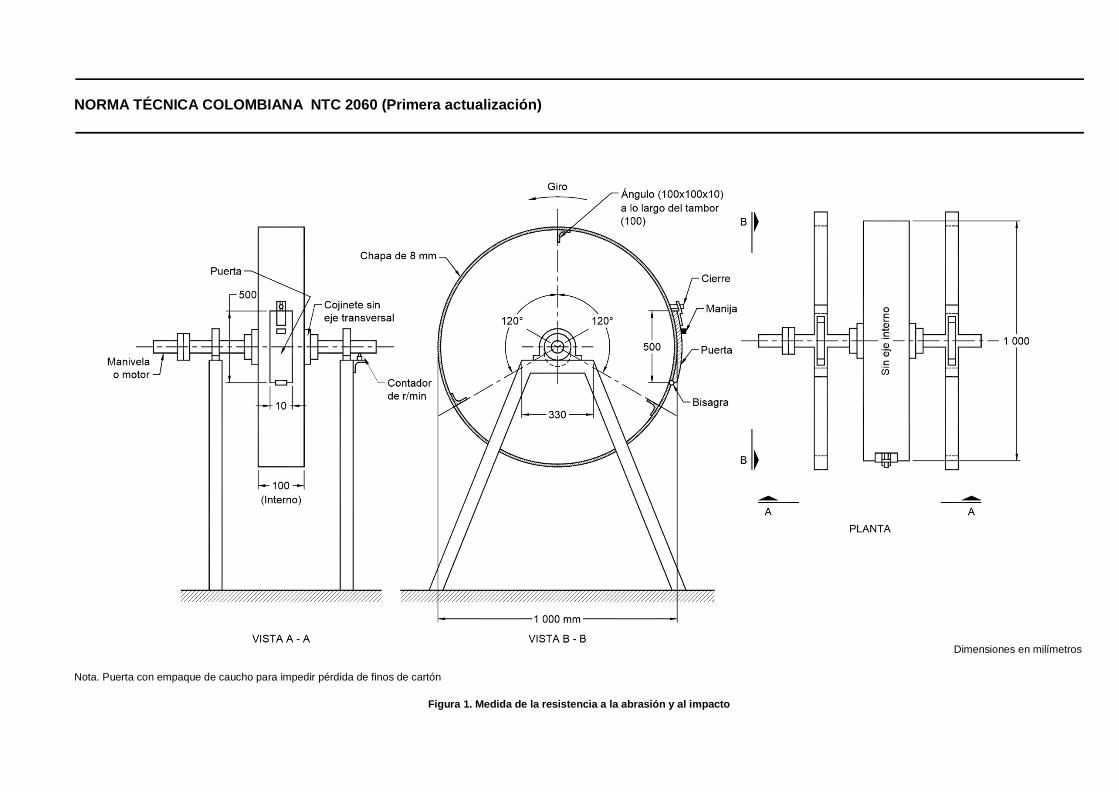
NORMA TÉCNICA COLOMBIANA NTC 2060 (Primera actualización)
Dimensiones en milímetros
Nota. Puerta con empaque de caucho para impedir pérdida de finos de cartón
Figura 1. Medida de la resistencia a la abrasión y al impacto
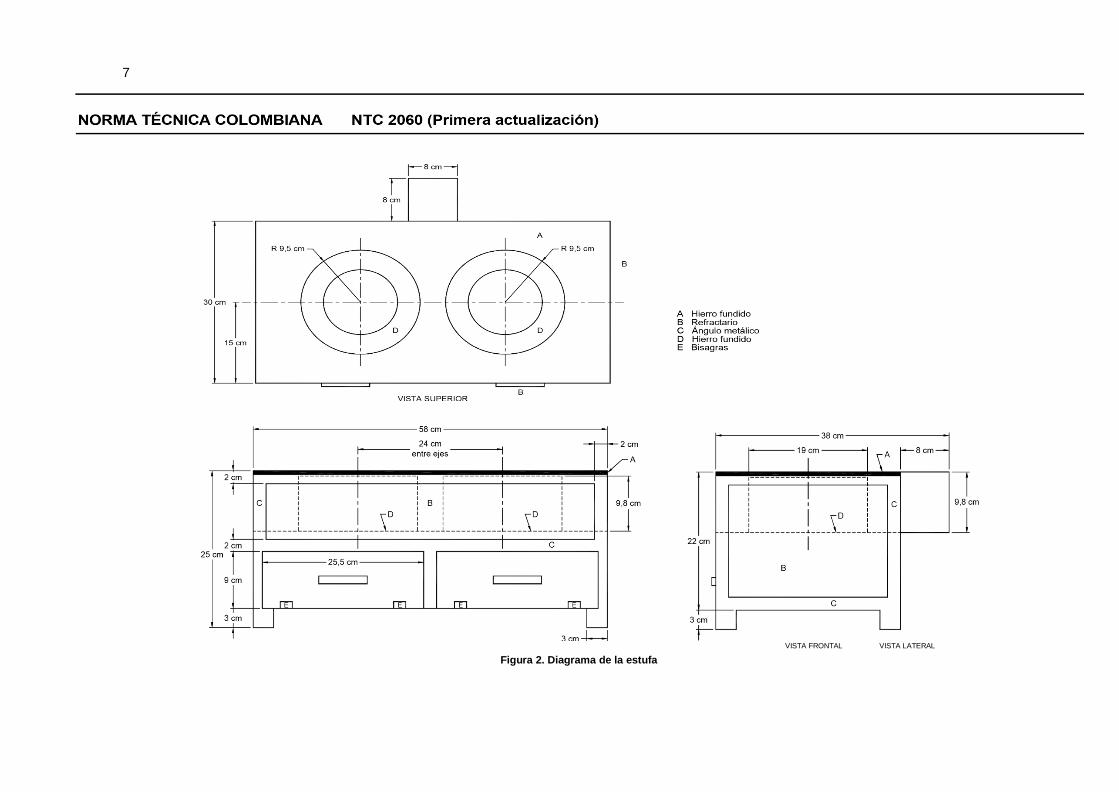
7
VISTA FRONTAL VISTA LATERAL
Figura 2. Diagrama de la estufa
9. APÉNDICE
9.1 INDICACIONES COMPLEMENTARIAS
9.1.1 Hasta tanto no se adopte la NTC para la determinación indicada en el numeral 6.6, se recomienda seguir el procedimiento indicado en la norma ASTM D 3177.
9.1.2 Mientras no se adopte la NTC para los iniciadores, estos deberán cumplir con las características indicadas en la Tabla 4.
Tabla 4. Características de los iniciadores
Característica Valor
Altura de llama, mín, en cm 2,5
Poder calorífico, mín, en KJ/kg (Cal/g). 27209(6 500)
Tiempo de combustión, mín. en minutos* 25
* Véase el numeral 8.2
9.2 NORMAS QUE DEBEN CONSULTARSE
NTC 1859, Minerales. Determinación de cenizas. NTC 1872, Carbón. Determinación de la humedad total. NTC 2018, Carbón. Determinación de la materia volátil. NTC 2128, Carbón. Determinación del poder calorífico. Método de la bomba calorimétrica y cálculo del poder calorífico neto.
9.3 DOCUMENTO DE REFERENCIA
Literatura técnica suministrada por los miembros del Comité.