Embed Size (px)
Citation preview

Федеральное государственное бюджетное образовательное учреждение
высшего образования «Санкт-Петербургский государственный
лесотехнический университет им С. М. Кирова»
На правах рукописи
КУШНЕРЕВ ВИКТОР ОЛЕГОВИЧ
ТЕХНОЛОГИЯ ОЦИЛИНДРОВКИ БРЕВЕН НА СТАНКАХ
ПОЗИЦИОННОГО ТИПА
05.21.05 – Древесиноведение, технология и оборудование деревопереработки
ДИССЕРТАЦИЯ
на соискание ученой степени
кандидата технических наук
Научный руководитель
кандидат технических наук,
доцент А.В. Сергеевичев
Санкт-Петербург
2018

2
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ………………………………………………………………….. 4
1 СОСТОЯНИЕ ВОПРОСА И ЗАДАЧИ ИССЛЕДОВАНИЯ………… 12
1.1 Анализ развития домостроения на основе оцилиндрованных
бревен……………………………………………………………..
12
1.2 Классификация оцилиндровочных станков…………………… 16
1.3 Сравнительный анализ оцилиндровочных станков…………… 29
1.4 Анализ результатов ранее выполненных исследований в
области оцилиндровки бревен…………………………………..
32
1.5 Выводы. Цель и задачи исследования………………………….. 41
2 ТЕОРЕТИЧЕСКИЕ ИССЛЕДОВАНИЯ ПРОЦЕССА
ОЦИЛИНДРОВКИ БРЕВЕН…………………………………………..
43
2.1 Анализ поверхности бревен………………...…………………… 43
2.2 Погрешности обработки бревен на позиционных роторных
оцилиндровочных станках……………………………………….
49
2.3 Организация участка для подготовки бревен к оцилиндровке.. 53
2.4 Исследование силы и мощности резания при оцилиндровке
бревен в роторном цикловом позиционном станке……………
55
2.5 Динамические усилия, возникающие в механизме резания
позиционного роторного оцилиндровочного станка…………..
75
2.6
Моделирование механизма резания оцилиндровочного
роторного позиционного станка с асинхронным
короткозамкнутым электродвигателем…………………………
79
2.7 Динамика привода механизма резания в режиме пуска и
торможения……………………………………………………….
84
2.8 Выводы…………………………………………………………… 86
3
МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
ОЦИЛИНДРОВКИ БРЕВЕН НА РОТОРНЫХ СТАНКАХ
ПОЗИЦИОННОГО ТИПА……………………………………………..
88

3
3.1 Программа экспериментальных исследований……………….. 88
3.2 Методика экспериментальных исследований работы
черновых резцов в условиях оцилиндровки бревен …………...
88
3.3 Методика экспериментальных исследований работы
чистовых резцов в условиях оцилиндровки бревен …………...
99
3.4 Методика обработки результатов экспериментов…………….. 102
4 РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
ОЦИЛИНДРОВКИ БРЕВЕН…………………………………………...
112
4.1 Исследование влияния режимных и инструментальных
факторов на мощность резания при оцилиндровке бревен……
112
4.2. Шероховатость обработанной поверхности черновыми
резцами……………………………………………………………
135
4.3 Шероховатость обработанной поверхности чистовыми
резцами……………………………………………………………
137
4.4 Выводы…………………………………………………………… 138
5
ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ВНЕДРЕНИЯ РЕЗУЛЬТАТОВ РАЗРАБОТОК В
ПРОМЫШЛЕННОСТЬ…………………………………………………
140
5.1 Методика расчета технико-экономической эффективности от
внедрения ножевой головки……………………………..............
140
5.2 Расчет технико-экономической эффективности от внедрения
ножевой головки………………………………………………….
143
5.3 Выводы…………………………………………………………… 145
ОБЩИЕ ВЫВОДЫ И РЕКОМЕНДАЦИИ………………………………… 146
СПИСОК ЛИТЕРАТУРЫ…………………………………………………… 147
ПРИЛОЖЕНИЯ……………………………………………………………… 154

4
ВВЕДЕНИЕ
Актуальность темы. В настоящее время в отечественном и зарубежном
производстве широко развивается домостроение с использованием
оцилиндрованных бревен. Из оцилиндрованных бревен, кроме жилых домов,
строят и многие другие сооружения: садовые домики, фермерские постройки,
бани, торговые и складские комплексы и др. [12]. При использовании
оцилиндрованных бревен: упрощается сборка сооружений, улучшается их
внешний вид, обеспечивается унификация деталей, уменьшается трудоемкость
технологического процесса, создаются условия для широкого применения
вспомогательных механизмов и инструментов [11]. Оцилиндровка бревен
осуществляется на различных по конструкции проходных и позиционных
станках. В зависимости от структуры и состава рабочих органов,
оцилиндровочные станки работают с завершенным и не завершенным
технологическим циклом. Сравнительный анализ оцилиндровочных станков
показывает, что процесс оцилиндровки бревен производится разнообразными
режущими инструментами, различными механизмами резания и подачи, а так
же различными устройствами для базирования бревен при обработке [3]. При
эксплуатации оцилиндровочных станков был выявлен ряд недостатков,
которые снижают производительность и качество обработки. К этим
недостаткам относятся: неточность базирования бревен, вибрация бревен при
обработке, прогибы бревен под действием режущих инструментов; малая
стойкость режущих инструментов; неустановившийся процесс резания и
стружкообразования; большие затраты времени на настройку и регулирование;
значительные вынужденные простои станков из-за отказа в работе механизмов
резания и др. Лучшими показателями обладают позиционные оцилиндровочные
станки с роторным механизмом резания. Однако многорезцовые роторы имеют
сравнительно низкие эксплуатационные показатели: требуют много времени на
оснащение резцами; много разнотипных резцов; малую стойкость резцов в
работе и др. [43]. Ликвидация этих недостатков позволяет повысить

5
производительность и качество обработки при оцилиндровке бревен. В связи с
этим, тему проводимой нами работы направленную на совершенствование
параметров и конструкции механизма резания позиционных роторных
оцилиндровочных станков для обработки бревен следует считать актуальной
для деревообрабатывающей промышленности.
Степень разработанности темы исследования. Исследованием
процесса резания древесины и древесных материалов занимались многие
российские ученые: Бершадский А. Л., Пижурин А. А., Амалицкий В. В., Грубе
А. Э., Глебов И. Т., Зотов Г. А., Ивановский Е. Г., Санев В. И., Сергеевичев А.
В., Каменев Б. Б., Антонов В. Ф. Исследованием качества поверхности при
резании древесины занимались: Ивановский Е. Г., Мурга В. К., Швамм Е. Е.,
Мильченко И. В., Новоселов В. Г., Шарапов В. С., Королев А. С., Рыбин Б. М.,
Санаев В. Г., Кирилов Д. В., Глебов И. Т., Антонов В. Ф.
Цель работы – повышение эксплуатационной эффективности
оцилиндровочных станков на основе совершенствования механизма резания.
Для реализации поставленной цели необходимо решить следующие
задачи:
1. Провести теоретические исследования влияния основных геометрических
параметров инструмента на силовые, мощностные и качественные показатели
процесса оцилиндровки бревен;
2. Провести экспериментальные исследования оцилиндровки бревен
резанием с учетом основных технологических факторов;
3. Разработать рациональные режимы резания при оцилиндровке бревен на
роторных позиционных станках;
4. Оценить технико-экономическую эффективность разработок по
совершенствованию механизма резания оцилиндровочных станков для бревен;
5. Разработать научно обоснованные рекомендации по рациональной
эксплуатации роторных позиционных оцилиндровочных станков для бревен.

6
Научная новизна
- Геометрические погрешности, оказывающие влияние на качество
обработанной поверхности, определяют точность работы оцилиндровочного
станка позиционного типа.
- Сокращение времени на подготовку и настройку оцилиндровочного
оборудования может быть достигнуто путем использования разработанного
унифицированного комплекта режущего инструмента многорезцовой
охватывающей головки.
- Обеспечения требуемого качества обработанной поверхности, исключая
операцию шлифования, можно достичь путем включения группы чистовых
ножей входящей в состав комплекта унифицированного инструмента.
- Снижения мощности, затрачиваемой на процесс оцилиндровки бревен,
можно достичь за счет использования ножевой охватывающей роторной
головки, оснащенной разработанным унифицированным комплектом ножей с
обоснованными геометрическими и угловыми параметрами.
Теоретическая значимость
- Предварительная подготовка к оцилиндровке, благодаря наличию участка
для сортировки бревен, способствует повышению надежности и долговечности
работы оцилиндровочного оборудования и обеспечивает стабильную
производительность и качество операции.
- Точность работы оцилиндровочного позиционного роторного станка
определяется геометрическими погрешностями станка, которые в той или иной
мере оказывают влияние на качество обработанной поверхности.
- В конструкции многорезцовой охватывающей головки для станков
позиционного типа целесообразно применять унифицированный комплект
режущего инструмента в качестве плоских ножей с прямолинейной режущей
кромкой: основные, косо расположенные ножи для черновой обработки и
вспомогательные – для чистовой обработки, обеспечивающий требуемую
износостойкость и качество обработанной поверхности.

7
- При удалении припуска на обработку с бревна основными косо
расположенными ножами на обработанной поверхности остаются
кинематические неровности. Для удаления неровностей, изделия необходимо
шлифовать, т.е. производить дополнительные затраты, во избежание этой
ситуации необходимо в роторной головке использовать группу чистовых
ножей, обеспечивающих требуемое качество поверхности.
- Среди геометрических параметров режущего инструмента, влияющих на
силовые, мощностные и качественные показатели процесса резания, угол
наклона режущей кромки (0-30º) занимает особое место, влияя на процесс
стружкообразования, а соответственно, и на качество обработанной
поверхности.
- Анализ динамики привода оцилиндровочного позиционного роторного
станка показывает, что чем больше ведомая масса роторной группы в станке,
тем больше нагрузка в системе передачи. В худшем случае механизм привода
при холостом пуске может испытывать нагрузку, в несколько раз
превышающую нагрузки при установившемся движении в нагруженном
состоянии. Для уменьшения нагрузок в механизмах привода с большими
подвижными массами необходимо применять двигатель с реостатным пуском.
- При копировании поверхности ствола в системе ротора станка возникают
колебательные процессы, которые зависят от инерционных сил и упругих
свойств узлов станка, а также от скорости рабочих органов и макронеровности
лесоматериала.
Практическая значимость
Полученные результаты могут быть использованы:
- на деревообрабатывающих предприятиях при назначении режимов
процесса оцилиндровки бревен;
- при проектировании роторных оцилиндровочных станков.
Для практики имеет значение:
- В режущей роторной охватывающей головке позиционного
оцилиндровочного станка должны быть две группы ножей: основные ножи для

8
черновой обработки и вспомогательные ножи для чистовой обработки,
расположенные симметрично относительно центра головки, каждая группа резцов
обеспечивает свой вид резания. Черновая унифицированная группа резцов
работает в условиях срезания слоя древесины торцово-коническим методом.
Чистовая унифицированная группа резцов работает в условиях переходного вида
резания. Инструментом являются плоские косо поставленные ножи, с
прямолинейной режущей кромкой, сделанные из быстрорежущей стали P18.
- Исследование кинематики движения бревен и режущего инструмента, а
так же применяемых видов резания показывает, что влияющими факторами на
мощность резания при оцилиндровки бревен черновыми резцами являются
подача на резец, главный угол резца в плане и угол скоса резца. Для чистовых
резцов при равных прочих условиях доминирующим фактором является угол
наклона режущей кромки и вспомогательный угол резца в плане.
Унифицированный комплект комбинированного режущего инструмента
позволяет использовать все необходимые угловые параметры, обеспечивая
стабильный процесс резания, с хорошим качеством обработки. Шероховатость
обработанной поверхности после обработки чистовой группы ножей не
превышает 81 мкм.
- Для обеспечений нормальных условий оцилиндровки бревен, на станках
позиционного типа, многорезцовым инструментом; в виде охватывающей
роторной головки; рекомендуются следующие значения; для черновых резцов:
подача на оборот от 0,4 до 0,6 мм/об, главный угол резца в плане от 50 до 60°; и
угол скоса резца от 15 до 20°. Для получения требуемого качества поверхности
оцилиндрованных бревен рекомендуется угол наклона от 20 до 30° и
вспомогательный угол резца в плане не больше 15° для чистовых резцов.
- Использование унифицированного комплекта резцов и разработанные
рекомендации режимов обработки позволяют: обеспечить высокую
производительность обработки, статистическую и динамическую
уравновешенность процесса резания, долговечность работы оборудования,

9
получить требуемое качество обработанной поверхности и сократить время на
подготовку и настройку режущего инструмента.
- Древесный ствол обладает хорошей демпфирующей способностью, что
обуславливает снижение динамических напряжений в узлах станков.
Экспериментально установлено, что средняя длина и амплитуда
макронеровностей поверенного среза в комлевой и вершинной частях ствола
сосны и ели составляют 20 - 360 мм.
- Изменение сил резания за оборот ротора и по длине брёвен приводит к
возникновению вынужденных колебаний в станке. При этом условия
оцилиндровки брёвен во многом определяются жесткостью брёвен на изгиб и
кручение. При движении ротора по длине брёвен изменяется и податливость
их, она меньше в зоне центров, а больше в средней зоне. Для уменьшения
прогиба брёвен в станках целесообразно использовать подвижный люнет.
- В результате выполненной работы был разработан оригинальный
унифицированный комплект резцов, для роторной охватывающей головки,
каждая группа ножей ориентирована на индивидуальное удаление слоя древесины
за оборот ротора. Комбинированный инструмент позволяет значительно повысить
качество оцилиндровки бревен и увеличить время работы.
Методы исследования
Исследования базировались на принципах системного подхода с
использованием обоснованных методов и методик научного поиска.
Применение современных методов исследований, включая: методы системного
анализа, исследования операций, однофакторного эксперимента, метода
наименьших квадратов, метода нормального распределения, степенных
зависимостей, а также математической статистики и графический метод,
позволило разработать рациональные режимы резания при оцилиндовке бревен
на роторных позиционных станках, а так же научно обоснованные
рекомендации по рациональной эксплуатации роторных позиционных
оцилиндровочных станков для бревен и вывести степенные зависимости
основных параметров процесса оцилиндовки бревен.

10
Научные положения, выносимые на защиту
- Группа чистовых ножей, входящих в состав разработанного комплекта
унифицированного режущего инструмента позволяет исключить операцию
шлифования, при получении требуемого качества поверхности;
- Сокращение внецикловых потерь времени процесса оцилиндровки
бревен, достигается путем применения разработанного унифицированного
комплекта режущего инструмента, входящего в многорезцовую
охватывающую головку;
- Снижение мощности, затрачиваемой на процесс оцилиндровки бревен,
достигается путем увеличения главного угла резца в плане, работающим в
условиях торцово-конического резания;
- Увеличение угла скоса резца в определенных пределах способствует
незначительному увеличению мощности, затрачиваемой на операцию
оцилиндровки бревен, но это необходимо для получения требуемого качества
изделия.
Степень достоверности
Достоверность научных положений, выводов и рекомендаций
обеспечивается обоснованными упрощениями, корректными допущениями при
замене реальных процессов расчетными схемами и разработке математических
моделей; современными средствами научного поиска; результатами испытаний
механизма резания; приемлемыми совпадениями результатов теоретических
исследований с экспериментальными данными и внедрения технологии в
производства.
Апробация работы
Результаты исследований апробированы в производственных условиях
(ООО «Балтком»). Результаты исследований отмечены грантом Правительства
Санкт-Петербурга в 2016 году лично выполненным автором. Результаты
работы докладывались на: международной научно-практической конференции
«Современные проблемы переработки древесины» в СПбГЛТУ имени С. М.
Кирова в 2014 г., на научно-практической конференции «Современные

11
проблемы переработки древесины» в СПбГЛТУ имени С. М. Кирова в 2015 г.,
на международной научно-практической конференции «Молодежный форум:
технические и математические науки» в Воронеже 2015 г., на научно-
технической конференции «Леса России» в СПбГЛТУ имени С. М. Кирова в
2016 г., и на научно-технической конференции «Леса России» в СПбГЛТУ
имени С. М. Кирова в 2017 г.
Объем и структура работы
Диссертация состоит из введения, пяти разделов, заключения, списка
литературы и приложений, содержит 153 страницы, 44 рисунка, 28 таблиц.
Публикации
По результатам исследований автором опубликовано 14 печатных работ
по теме диссертации, в том числе 4 статьи в ведущих рецензируемых изданиях
из перечня ВАК.
Соответствие паспорту специальности
1.Исследование свойств и строения древесины как объектов обработки
(технологических воздействий).
2.Разработка теории и методов технологического воздействия на объекты
обработки с целью получения высококачественной и экологически чистой
продукции.
5.Исследование условий функционирования машин и оборудования
деревообрабатывающих производств, агрегатов, рабочих органов, средств
управления.
6.Обоснование и оптимизация параметров и резервов работы
оборудования деревообрабатывающих производств.

12
1. СОСТОЯНИЕ ВОПРОСА И ЗАДАЧИ ИССЛЕДОВАНИЯ
1.1. Анализ развития домостроения на основе оцилиндрованных бревен
Производство оцилиндрованного бревна для строительства деревянных
домов было впервые освоено в Финляндии в начале 60-х годов прошлого века.
Основной идеей при внедрении машинной обработки бревна было стремление
унифицировать стеновые элементы сруба и сократить долю дорогостоящего
ручного труда [67].
Строительство домов из оцилиндрованного бревна в России началось
в начале 90-х годов прошлого века, спустя 30 лет после того, как такие дома
стали производить и строить в Скандинавии. На фоне сложных социально-
экономических процессов, захлестнувших Россию в это время, появление
революционной технологии в деревянном домостроении осталось практически
незамеченным широкими слоями населения. Но фактически это означало, что
на смену домам из бруса, щитовым и рубленым домам советского периода
пришли дома, все основные детали которых изготавливались в заводских
условиях на специализированном оборудовании. С тех пор прошло много лет,
за эти годы российское деревянное домостроение изменилось кардинальным
образом [15]. На сегодняшний день отечественные производители
предлагают оцилиндрованное бревно, изготовленное либо из массива
древесины естественной влажности, либо из заготовок, прошедших
принудительную сушку [66]. Разница в цене – практически двукратная,
в качестве — решать заказчику. Достоинствами сухого оцилиндрованного
бревна является высокое качество поверхности и меньшая усадка. Что касается
растрескивания, то, к сожалению, этот процесс в почти равной степени
наблюдается на любых оцилиндрованных бревнах.
Быстрыми темпами развивается домостроение с использованием
оцилиндрованных бревен. В основном это коттеджи, одноэтажные жилые дома,
фермерские постройки, дачи, садовые домики и др. (рис. 1.1). Основная

13
характеристика этого строительного материала - его экологическая чистота
[22]. Постройки из оцилиндрованного бревна не нуждаются в дополнительной
внутренней и внешней отделки и обладают высоким уровнем теплоизоляции.
В деревянном доме более интенсивно происходит обмен и очистка
воздуха [13]. Через бревно в закрытом помещении может меняться до 30%
воздуха в сутки, а уникальные свойства материала позволяют в сухую погоду
отдавать накопленную влагу, а в сырую наоборот, впитывать в себя её излишки
из жилого помещения. Именно поэтому деревянные дома отличаются особым
микроклиматом и высоким уровнем комфорта. Дерево - живой материал, даже
после сруба оно продолжает дышать, излучать энергию тепла, источать аромат
смолы. Дерево, как человек имеет температуру 36 градусов, сама природа дала
возможность использовать этот уникальный материал для строительства. А для
биологической защиты материала, защиты от атмосферных воздействий и от
возгорания в настоящее время на рынке представлен большой выбор
необходимых материалов [61].
Рис.1.1. Образцы профилей оцилиндрованных бревен

14
Как строительный материал оцилиндрованное бревно не требовательно
к ручной обработке. Дома и бани из оцилиндрованного бревна собираются
подобно конструктору [42]. Все узлы стеновых конструкций (чаши, монтажные
пазы) изготавливаются в заводских условиях.
Обработанные механическим способом бревна имеют не только
геометрически идеальную форму, но и эффектную поверхность: совершенно
гладкую, без всяких вмятин, сучков и шероховатостей [14]. Оцилиндровка
подчеркивает естественную фактуру и цвет древесины, благодаря этому методу
обработки калиброванные бревна с успехом совмещают сразу две функции:
строительного и отделочного материалов.
Бревно цилиндрической формы является материалом, который обладает
практически всеми основными положительными качествами, востребованными
сегодня при строительстве жилых (нежилых) зданий [64]:
1. Лишенные недостатков элементы легко складываются в прочную,
технически надежную, устойчивую конструкцию. Чтобы собрать
некачественный сруб из добротных деталей, надо очень сильно постараться:
приблизительно так же, как если бы требовалось сделать кривую, шаткую
и продуваемую всеми сквозняками стену из оригинальных кубиков «Лего».
2. Ровные поверхности соседних бревен соединяются с максимально
возможной плотностью, а пазы, чашки и замки, вырезанные на высокоточных
станках с применением лазерной разметки, обеспечивают почти герметичное
их прилегание. В результате зазоры между венцами минимальные, что самым
лучшим образом отражается на теплоизоляционных характеристиках сруба [58].
Проще говоря, теплопотери в доме из оцилиндрованного бревна практически
исключены, а сруб не нужно отдельно утеплять.
3. Одинаковый по всей длине диаметр и высокое качество обработки
сводят к нулю вероятность деформации бревен с течением времени.
4. К тому же во время сборки сруба не нужно чередовать комлевую
и верхушечную части, так как диаметр оцилиндрованных бревен одинаков
по всей длине и это значительно ускоряет монтаж.

15
5. Красота оцилиндрованных бревен еще и средство солидной экономии:
им не нужна отделка [22].
Основные конструктивные варианты использования оцилиндрованных
бревен в домостроении представлены на (рис. 1.2).
Рис. 1.2. Основные конструктивные варианты использования оцилиндрованных бревен в
домостроении
В сравнении с другими технологическими операциями оцилиндровка
бревен самая ответственная, трудоемкая и энергоемкая технологическая
операция, определяющая внешний вид готового изделия и его качество [49]. К
настоящему времени, как за рубежом, так и в нашей стране разработаны и

16
выпускаются десятки различных конструкций и модификаций
оцилиндровочных станков, так же постоянно совершенствуются процессы
оцилиндровки бревен, режимы обработки и режущие инструменты.
Свидетельством этого является появление на рынке нового, более
совершенного оборудования и режущего инструмента для оцилиндровки
бревен, а также наличие большого количества патентов на устройство
оцилиндровочных станков, их механизмов и агрегатов, а также способов
оцилиндровки. [1].
1.2. Классификация оцилиндровочных станков
Процесс изготовления оцилиндрованного бревна состоит
в его равномерном обстругивании по всей длине с целью придания ему ровной
цилиндрической формы [7]. Высокоточная технология производства
оцилиндрованного бревна позволяет избежать при постройке стеновых
конструкций чередования комель к вершине в строгой последовательности,
что так характерно для конструкций, возводимых из обычного бревна. Также
упрощается процесс подгонки бревен друг к другу. В процессе эксплуатации
оцилиндрованное бревно не подвержено деформации, а благодаря одинаковому
диаметру имеет эстетический, благородный внешний вид [29].
Для обобщения и анализа оцилиндровочных станков необходима их
классификация, т.е. рациональное разделение станков на виды, группы,
подгруппы и другие категории. В качестве классификационных признаков для
оцилиндровочных станков целесообразно принять: характер движения рабочих
органов и обрабатываемого материала (технологическую схему);
принципиальную кинематическую схему резания; тип режущего инструмента;
конструктивные признаки; степень механизации и автоматизации процесса
обработки. Все отмеченные факторы влияют на производительность
оборудования, а так же на точность и качество обработанного материала в
условиях оцилиндровки [14].

17
Классификация оцилиндровочных станков по технологическим схемам.
По этому признаку оцилиндровочные станки для бревен можно разделить
на два вида [19]:
- станки с прерывистым движением бревен при обработке (цикловые
станки).
- станки с непрерывным движением бревен при обработке (проходные
станки).
В позиционных станках токарного типа (рис. 1.3, А) – обработка
производится по принципу токарного станка: бревно вращается в центрах и
обрабатывается фрезерным шпинделем, перемещающимся вдоль оси бревна.
В цикловых позиционных станках (рис. 1.3, Б) – обработка производится
оцилиндровочным шпинделем, перемещающимся вдоль оси бревна, бревно в
процессе обработки неподвижно, оно обрабатывается на позиции инструментом;
совершающим рабочие движения [46].
Рис. 1.3. Типы оборудования для оцилиндровки бревен
В станках проходного типа (рис. 1.3, В) – бревно подается через
оцилиндровочный шпиндель вальцовым механизмом подачи и обрабатывается
в процессе непрерывного движения без остановки в зоне инструмента.
Движение бревен может быть осуществлено с промежутком или без
промежутка между торцами смежных бревен [44].
В протяжных станках бревно протягивается через вращающуюся
режущую головку, которая работает как "копировальная машина", сохраняя

18
естественную кривизну по длине бревна, что отрицательно влияет на плотность
стены при сборке дома и теплотехнические характеристики строения [53]. На
таком оборудовании можно получить оцилиндрованное бревно с типом
соединений «шип-паз» и «лунный паз».
Кроме сохранения кривизны бревна после обработки, данные виды
соединений имеют еще ряд недостатков:
- Малая ширина теплового замка - это относится в равной степени и к типу
соединения «шип-паз», и к соединению «лунный профиль», изготовленный на
проходных станках.
- Низкая влагоустойчивость - благодаря наличию горизонтальных
плоскостей в форме профиля «шип-паз» вода в нем задерживается значительно
дольше, чем в полукруглом профиле. Это приводит к более раннему
разрушению, как массива дерева, так и межвенцового утеплителя. Попав в
полукруглый профиль, вода под действием силы тяжести быстро выходит из
соединения, а ее остатки с наружной части стены высушиваются ветром [11].
- Низкое качество обработки поверхности происходит из-за особенности
протяжных станков. После оцилиндровки бревна имеют шероховатую
поверхность, в которой задерживается вода, приводя к быстрому гниению
древесины. Для устранения шероховатости бревна необходимо шлифовать, т.е.
производить дополнительные затраты.
На основании международного опыта производства оцилиндрованных
бревен было установлено, что разработана технология обработки бревен,
позволяющая полностью исключить кривизну ствола дерева при его обработке.
Кроме того, увеличена ширина теплового паза - места сопряжения бревен друг
c другом, это позволило существенно повысить теплотехнические
характеристики деревянных домов. Данная технология предусматривает
использование позиционных станков [25]. Данные станки, используемые для
производства бревен срубов, имеют режущую головку, которая вращаясь,
движется вдоль бревна и выбирает всю кривизну по длине бревна. Это
позволяет получить при монтаже более плотные стены.

19
Классификация оцилиндровочных станков по кинематическим схемам
резания.
В результате развития методов обработки древесины создано большое
количество процессов, которые могут быть применены для оцилиндровки
бревен резанием. Получение цилиндрической формы бревен возможно путем
различных сочетаний вращательных и поступательных движений бревна и
инструмента [8]. Тело вращения цилиндрической формы при обработке бревна
на станке может быть образовано следующими сочетаниями вращательных и
прямолинейных движений бревна и инструмента (рис. 1.4):
В проходных оцилиндровочных станках (рис. 1.4, 1) при обработке
бревно совершает прямолинейное, а инструмент вращательное движение.
Механизм подачи обеспечивает одну степень свободы бревну – вдоль оси [59].
В цикловых позиционных оцилиндровочных станках (рис. 1.4, 2) бревно
закрепляется в позиции (в центрах). В момент обработки оно неподвижно.
Инструмент совершает вращательное движение (относительно оси бревна).
После обработки (после завершения рабочего хода) оцилиндрованное бревно
удаляется из центров, а суппорт режущего инструмента (при холостом ходе)
возвращается в исходное положение. После установки в центрах следующего
бревна цикл движений повторяется.
В цикло-проходных оцилиндровочных станках (рис. 1.4, 3) бревно,
закрепленное в центрах, в момент обработки с суппортом сопровождения
совершает прямолинейное движение (вдоль оси бревна), а инструмент в
позиции совершает вращательное движение [21]. Обработка бревна
производится при рабочем ходе суппорта сопровождения. В конце рабочего
хода суппорта бревно удаляется из центров, а суппорт возвращается (при
холостом ходе) в исходное положение. После установки в центрах следующего
бревна цикл движений повторяется.

20
Рис. 1.4. Сочетание вращательных и прямолинейных движений в проходных, позиционных и
цикло-проходных оцилиндровочных станках:
а) одно прямолинейное и одно вращательное движение;
б) одно прямолинейное и два вращательных движения.
В позиционных оцилиндровочных токарных станках (рис. 1.4, 4) при
обработке бревно совершает вращательное движение, а инструмент (резец)
перемещается (при рабочем ходе) прямолинейно параллельно оси бревна [62].
После обработки инструмент возвращается (при холостом ходе) в исходное
положение. После установки следующего бревна цикл движений повторяется.
Классификация оцилиндровочных станков по типу режущего
инструмента.
Каждое конкретное сочетание движений инструмента и бревна
определяет кинематическую схему резания различных методов обработки
(оцилиндровки бревна), но не является полной характеристикой метода. В

21
зависимости от соотношения скоростей движения, от вида инструмента и
формы его режущих кромок можно при одинаковом сочетании движений
получить совершенно различные методы обработки.
Основной характеристикой метода обработки может служить
направление главного движения, определяющее в основном скорость резания.
По этому признаку все схемы обработки (оцилиндровки бревен) могут быть
разбиты на два типа: точение и фрезерование [41]. Точение характеризуется
непрерывным процессом образования стружки. Главным движением
(совершающимся с большей скоростью) при точении может быть вращение
бревна или инструмента. Фрезерование характеризуется прерывистым
процессом образования стружки. Главным движением при фрезеровании
является вращение инструмента [2].
Оцилиндровка бревен точением может осуществляться (рис. 1.5):
проходными резцами (угловыми, косопоставленными ножами); круглыми
резцами с продольной подачей; многорезцовой охватывающей головкой
(ротором). В современных станках для оцилиндровки бревен чаще
используются многорезцовые охватывающие головки (роторы) с различным
набором резцов для грубой и чистовой обработки.
Оцилиндровка бревен фрезерованием может осуществляться (рис. 1.5):
двумя продольными фрезами; торцовоконическими, цилиндрическими и
торцовыми фрезами с продольной подачей. В современных станках чаще
используются торцовоконические фрезы. Перспективными являются
профильные фрезы, особенно в станках проходного типа [19].

22
Рис. 1.5. Характерные типы режущих инструментов для оцилиндровки бревен
Классификация оцилиндровочных станков по конструктивным
признакам.
Основные конструктивные признаки относятся к механизмам резания,
подачи, базирования, привода. В современных станках используется в
основном электромеханический привод. В проходных станках используются
механизмы подачи: вальцовые, цепные конвейеры и транспортеры,
комбинированные. В позиционных станках подача обеспечивается суппортами,
каретками, столами. Базирование в проходных станках осуществляется по
направляющим, горизонтальным и вертикальным вальцам (цилиндрическим и
профильным) [14]. В позиционных станках базирование бревен в основном
осуществляется в центрах относительно осевой линии бревен.

23
Классификация оцилиндровочных станков по степени механизации и
автоматизации.
Современные деревообрабатывающие станки по этому признаку
разделяются на четыре класса: механизированные, полумеханизированные,
автоматические и полуавтоматические [53].
В механизированных станках главное движение и движение подачи
выполняются без участия человека. Человек обеспечивает загрузку и разгрузку
станка, настройку и регулирование.
В полумеханизированных станках механизировано только главное
движение. Движение подачи производится человеком. Человек обеспечивает
загрузку и разгрузку станка, настройку и регулирование.
В автоматических станках (автоматах) весь комплекс операций и
движений выполняется станком. Роль человека сводится к периодической
загрузке станка заготовками и наблюдению за работой. В полностью
автоматизированных станках автоматизирована и загрузка заготовок.
В полуавтоматических станках автоматизирован комплекс операций
только в пределах одного рабочего цикла. Для обеспечения следующего цикла
обработки необходимо участие человека [25].
Современные оцилиндровочные станки для обработки бревен можно
отнести к механизированным станкам. У них автоматизированы механизмы
резания и подачи. Загрузочно-разгрузочные операции, базирование, настройка
и регулирование в них производится человеком. При этом используются
специальные транспортные и грузоподъемные механизмы и устройства. Для
совершенствования оцилиндровочных станков в последующем целесообразно
шире использовать гидравлический, пневматический и пневмогидравлический
приводы. Особенно для настроечных, регулировочных, загрузочно-
разгрузочных механизмов.

24
Производительность оцилиндровочных станков.
Производительность оцилиндровочного оборудования в среднем
составляет: около 200 метров погонных за рабочую смену (до 70 м3 сырьевого
материала), 3-7 м погонных в минуту при вырезке пазов; до 3м в минуту;
непосредственно при оцилиндровке исходной заготовки [50]. Максимальный
диаметр сырьевого материала, который может быть подвержен оцилиндровке,
может достигать полуметра, при этом на выходе оцилиндрованное бревно
будет иметь диаметр не более 36см. Однако наиболее востребованными
параметрами обработанного материала являются диаметр бревна от 18 до 32см
при длине 6-9м. Прежде чем более подробно рассмотреть данные виды станков,
стоит взглянуть на этот самый параметр - производительность, который, по
мнению многих домостроительных кампаний, является ключевым [65].
На сегодняшний день действует достаточно много производителей
оборудования для производства оцилиндрованных бревен и профилированного
строительного бруса. Каждый из них старается позиционировать свои станки
как наиболее оптимальные по соотношению цена/производительность, а
качество изделий, производимых на этих станках, преподносится просто как
«отличное».
На первый взгляд, кажется, что достаточно просто оценить достоверность
этих заявлений. Качество изделий легко проверить при демонстрации
оборудования в работе. С соотношением цена/производительность дела обстоят
ещё проще: цена всегда известна, а производительность написана в
технической характеристике станка – осталось только соизмерить свои
финансовые возможности с ценой станка, а производительность вписать в
бизнес-план и оценить прибыльность будущего производства [68].
К сожалению, многие производители оборудования лукавят, указывая в
документации завышенную производительность своих станков. Хитрость
заключается в том, что это теоретически посчитанная производительность. В
общем случае она определяется как отношение продолжительности рабочей
смены к продолжительности обработки одного бревна [46]. Первая хитрость

25
заключается в том, что при расчете принимают продолжительность смены не 6
часов, оставляя 2 часа на техническое обслуживание и настройку станка, а 8
часов. Время обработки одного бревна для каждого станка определяется
достаточно точно (для станков проходного типа – через скорость подачи; для
позиционных станков – как сумма времени на установку бревна в станке,
времени рабочего и холостого хода).
Реальная производительность оборудования будет совпадать с
теоретической лишь в самых идеальных условиях [10]:
1) станок всегда находится в рабочем состоянии;
2) производство имеет постоянное и стабильное обеспечение:
- сырьем
- электроэнергией
- инструментом
3) сортировка сырья полностью исключает подачу в цех некачественных бревен.
Независимо от типа оцилиндровочных станков для бревен основным
параметром, определяющим их производительность, является рабочий цикл
(ритм) обработки т.е.:
𝑇ц = 𝑡р + (1 − 𝐾с)𝑡𝑥 = 𝑅, (1.1)
где: tр – основное время, затрачиваемое на резание при оцилиндровке бревна,
мин;
tх – вспомогательное время, затрачиваемое на вспомогательные операции
при оцилиндровке бревна, мин;
R – ритм работы станка (т.е. время оцилиндровки одного бревна, мин);
𝐾сʼ коэффициент совмещения основного и вспомогательного времени.
0 ≤ 𝐾сʼ ≤ 1.

26
Для оцилиндровочных станков следует различать технологическую,
цикловую (конструктивную) и фактическую производительность [50].
Технологическая производительность: это производительность станка, в
котором отсутствуют непроизводительные затраты времени (tх). Она
определяется затратами времени только на обработочный процесс резания
(формообразования).
Технологическая производительность оцилиндровочного станка, шт./ч:
𝐾 =1
𝑡р=
𝑈
𝑙, (1.2)
где: U – скорость подачи бревна или инструмента, м/мин;
l – длина бревна, м.
Технологическая производительность оцилиндровочного станка прямо
пропорциональна скорости подачи и обратно пропорциональна длине бревна
(участка обработки резанием). Эта производительность характеризует
потенциальные возможности станка [44].
Цикловая (конструктивная) производительность оцилиндровочного
станка определяет частоту повторения рабочего цикла (Тц). Она не учитывает
затраты времени на внецикловые операции (загрузка, разгрузка, подвод
инструмента и др.). Цикловая производительность оцилиндровочного станка,
шт./ч:
П =1
𝑇ц=
1
𝑡р+(1−𝐾сʼ )𝑡𝑥
=𝑈
𝑙+(1−𝐾сʼ )𝑡𝑥𝑈
. (1.3)
При: 𝐾сʼ = 1, вспомогательные операции полностью совмещены с
основным временем (tр). При: 𝐾сʼ = 0, вспомогательные операции полностью не
совмещены с основным временем (tр). Если в станке: tx = 0, то
производительность: П = К (т.е. цикловая производительность равна

27
технологической производительности). Цикловая производительность во
многом определяется технологической схемой оцилиндровочного станка. В
практических условиях по техническим и организационным причинам
оцилиндровочные станки простаивают и в эти моменты выпуск продукции
отсутствует [60]. Эти потери времени (внецикловые) оцениваются фактической
производительностью станков.
Фактическая производительность оцилиндровочных станков
определяется с учетом цикловых и внецикловых потерь времени, шт./ч:
𝑄 =1
𝑡р+(1−𝐾сʼ )𝑡𝑥+(1−𝐾с
ʼʼ)𝑡в=
1
𝑇ц+(1−𝐾сʼʼ)𝑡в
, (1.4)
где: tв – затраты времени на внецикловые операции, приходящие на одно
обработанное бревно, мин;
𝐾сʼʼ коэффициент совмещения внецикловых операций (tв) с цикловыми
(Тц).
Время (tв) включает в себя: время технического обслуживания станка,
время организационного обслуживания, время на отдых рабочих и др. [33]. Так
как факторы, влияющие на время цикловых операций не зависят от факторов,
влияющих на время внецикловых операций, то при сравнительном анализе
производительности оцилиндровочных станков можно ориентироваться на
время рабочего цикла (Тц), без учета потерь времени на внецикловые операции
(tв), т.е. сравнивать лишь цикловою производительность станков (П).
Отношение цикловой производительности станка к технологической
определяется коэффициентом производительности (коэффициентом машинного
времени):
ƞ𝑛 =П
𝐾=
𝑡р
𝑇ц=
𝑡р
𝑡р+(1−𝐾сʼ )𝑡𝑥
. (1.5)

28
Этот коэффициент характеризует степень непрерывности процесса
обработки бревна резанием, т.е. степень совершенства технологической схемы
станка [35]. Отношение фактической производительности станка к цикловой
определяется коэффициентом использования станка по времени
(эксплуатационным коэффициентом):
ƞ𝑢 =𝑄
П=
𝑡р+(1−𝐾сʼ )𝑡𝑥
𝑡р+(1−𝐾сʼ )𝑡𝑥+(1−𝐾с
ʼʼ)𝑡в=
𝑇ц
𝑇ц+(1−𝐾сʼʼ)𝑡в
. (1.6)
Этот коэффициент характеризует потери времени на различные
внецикловые операции. Чем их больше, тем меньше фактическая
производительность станка [50].
Использование потенциальных возможностей оцилиндровочных станков
(технологических, технических, мощностных) можно оценить общим
коэффициентом использования в виде [9]:
ƞ0 =П
𝐾·
𝑄
П·
𝑁𝑇
𝑁Н= ƞ𝑛 · ƞ𝑢 · ƞ𝑚, (1.7)
где: п коэффициент производительности (машинного времени) станка;
u коэффициент использования станка по времени;
м коэффициент использования установленной мощности станка
равный отношению текущей (рабочей) мощности (Nт), к номинальной (Nн), при:
Nт = Nн; = 1.
Увеличение (0) станков возможно на основе сокращения цикловых и
внецикловых потерь времени с обеспечением максимального использования
мощности привода при выполнении требований к точности и шероховатости
обработки [24].

29
1.3 Сравнительный анализ оцилиндровочных станков
Важными показателями оцилиндровочных станков являются: точность
обработки, шероховатость обработки и цикловая производительность.
Точность обработки – это способность станка обеспечить соответствие
обработанного бревна требованиям чертежа по размерам, геометрической
форме поверхности [48]. Точность обработки на станке характеризуется
свойствами технологической схемы (станок – приспособление – инструмент –
деталь), и другими технологическими признаками (система базирования,
стабильность движения, динамические явления и др.) [26]. Если по этому
показателю оценить оцилиндровочные станки по схемам (рис. 1.4), то можно
отметить следующее:
В проходных станках (рис. 1.4, 1) точность обработки может колебаться в
больших пределах. Причина этого неопределенность базирования бревна
относительно его осевой линии. Положение бревна при обработке во многом
определяется формой бревна и его боковыми смещениями в органах подачи.
В цикловом позиционном станке (рис. 1.4, 2) бревно обрабатывается с
базированием по осевой линии в центах с направляющей гильзой в зоне
резания. Поэтому точность обработки в таких станках высокая, бревно лишено
всех степеней свободы. Направление движения механизма резания
относительно бревна зависит от точности направляющих для суппорта
(каретки).
В цикло-проходных станках (рис. 1.4, 3) бревно обрабатывается с
базированием в центрах, при перемещении относительно режущего
инструмента. Точность обработки в этих станках может быть достаточной, но
ниже чем в цикловых позиционных станках (рис. 1.4, 2). Это связано с большей
длиной направляющих для каретки (тележки).
Точность обработки в позиционных токарных станках высокая. Однако
производительность обработки сравнительно низкая, а потому эти станки
распространения в условиях производства не получили [46].

30
Шероховатость обработки характеризуется неровностями на обработанной
поверхности: мшистостью, ворсистостью, сколами, местными вырывами волокон и
тд., [47]. Этот показатель тесно связан с точностью обработки. Шероховатость
обработки определяется конструкцией и режимом работы механизма резания,
кинематикой резания, состоянием обрабатываемой поверхности бревна и
наличием на ней природных дефектов (сучки, смоляные карманы и др.) [58].
В проходных станках (рис. 1.4, 1), при окоренных и сортированных по
диаметрам бревнах цикловая производительность (при 𝐾сʼ = 1) равна, шт./ч:
П =60
𝑇ц=
60
𝑡р+𝑡𝑥=
60𝑙
𝑈+
𝐶
𝑈
=60·𝑈
𝑙+𝐶=
60·𝑈
𝐿, (1.8)
где: l – длина бревна, м;
С – расстояние между торцами смежных бревен, м;
L = l + C – расстояние между захватами цепного транспортера, м;
U – скорость подачи бревна, м/мин.
В цикло-позиционных станках (рис. 1.4, 2) при окоренных и
сортированных по диаметрам бревнах цикловая производительность (при 𝐾сʼ =
0) равна, шт./ч:
П =60
𝑇ц=
60
𝑡р+𝑡𝑥=
60
𝑡ро+2𝑡рх+𝑡хх+𝑡з+𝑡в, (1.9)
или иначе:
П =60
𝑙+2𝑙0𝑈
+𝑙+2𝑙00,5𝑈
+2𝑡з
=60𝑈
3(𝑙+2𝑙0)+2𝑈𝑡з ; (1.10)
где: tр – рабочий ход суппорта с инструментом, мин;
tх холостой ход суппорта с инструментом, мин;

31
tро время обработки бревна резанием, мин;
tрх время на подвод к бревну и отвод инструмента от бревна
при рабочем ходе суппорта, мин;
tхх полное время на холостой ход суппорта при отводе в исходную
позицию, мин;
tз, tв – время на разгрузку и выгрузку бревна, мин;
l длина бревна, м;
l0 свободный ход суппорта в начале и конце обработки бревна, м;
U – скорость подачи суппорта с инструментом, м/мин.
В цикловых позиционных станках холостой ход режущего инструмента
может быть использован для дополнительного выравнивания обработанной
поверхности бревен [58].
При преобразовании формулы (1.10) в (1.11) принято: Uхх = 0,5;
U - скорость движения суппорта при холостом ходе, м/c;
tв = tз – время на выгрузку бревна равно времени на загрузку, мин;
(l + 2l0) – общая длина хода суппорта при рабочем и холостом ходе равна, м.
В цикло-проходных станках (рис. 1.4, 3) цикловая производительность
определяется аналогично производительности цикло-позиционных станков
(1.10), а именно, шт./ч:
П =60
𝑙+2𝑙0𝑈
+𝑙+2𝑙00,5𝑈
+2𝑡з
=60𝑈
3(𝑙+2𝑙0)+2𝑈𝑡з , (1.11)
где: l – длина бревна, м;
l0 холостой ход суппорта в начале и конце обработки, м;
U скорость подачи, м/мин;
tз время на загрузку (выгрузку) бревна, мин.

32
Увеличение производительности оцилиндровочных станков может быть
достигнуто путем использования рациональной технологической схемы,
применения оптимальных режимов резания, на основе унификации режущих
элементов в инструментальном блоке, совмещения основных и
вспомогательных операций
В результате сравнения оцилиндровочных станков для бревен можно
сделать следующие заключения [53]:
- станки проходного типа обладают высокой производительностью, но
имеют низкую точность обработки и сравнительно большую шероховатость
обработанной поверхности из-за недостатков системы базирования;
- цикло – проходные станки имеют большую длину направляющих для
суппорта (в два раза больше, чем у цикло – позиционных станков), из-за этого
снижается точность обработки; большие размеры усложняют конструкцию,
снижают надежность работы и занимают большую производственную площадь
[36];
- цикловые позиционные станки обладают надежной системой
базирования, высокой точностью и хорошим качеством обработанной
поверхности, занимают небольшую производственную площадь и должны
найти широкое применение в производстве.
1.4 Анализ результатов ранее выполненных исследований
в области оцилиндровки бревен
Современная практика оцилиндровки бревен резанием значительно
опережает теорию в этой области. Исследований по оцилиндровке бревен
выполнено мало как в отечественной, так и зарубежной технологии. Разработка
оцилиндровочных станков и режущих инструментов и их эксплуатация
осуществляется главным образом на базе опыта и результатов исследований в
области деревообрабатывающих станков и инструментов общего назначения.

33
Широко распространенным процессом механической обработки
древесины резанием является точение. Цель точения получение
цилиндрических и профильных тел вращения из древесины разных пород.
Изучению точения древесины посвящена работа [34]. В ней изложены
основные теоретические положения по точению древесины, вопросы
кинематики точения, геометрия резцов и стружки, силовые и мощностные
параметры точения, а также результаты экспериментальных исследований.
Применительно к осевому точению (формально близкого к оцилиндровке
бревен), автор оценил влияние технологических факторов на усилия резания и
качество обработанной поверхности [33]. Автор отмечает, что подача на
оборот резца является основным фактором, влияющим на производительность,
расход энергии и качество обработки древесины. С изменением подачи связаны
изменение толщины стружки и характер ее образования. При образовании
элементной стружки заметно ухудшается качество обработанной поверхности.
При изменении подачи на оборот: от 0,2 до 0,8 (при точении березы),
непрерывно возрастает окружная сила резания. При этом наблюдается
примерно линейная зависимость между силой резания и подачей.
При увеличении подачи возникают так же радиальная и осевая
составляющие силы резания при точении. С увеличением подачи удельное
сопротивление резанию уменьшается и особенно значительно при изменении
подачи: от 0,2 до 0,4 мм/об. [7]. При дальнейшем увеличении подачи удельное
сопротивление резанию уменьшается плавно. Опытом установлено, что с
увеличением глубины резания в пределах: от 0,5 до 3,0 мм, при подачах на
оборот: от 0,2 до 0,8 мм, касательное усилие резания возрастает по закону
прямой. С увеличением подачи на оборот: от 0,2 до 0,8 мм/об, шероховатость
обработанной поверхности ухудшается на: 30 – 45%. Дальнейшее увеличение
подачи приводит к появлению ворсистости и мшелости на обработанной
поверхности. При подаче более 1,2 мм/об, мшелость покрывает всю
обработанную поверхность. С учетом этого автор делает вывод о том, что при

34
осевом точении форсировать подачу свыше: 0,8 мм/об, недопустимо. Такая
подача для опытных параметров инструмента является критической.
Опыты показывают, что глубина резания не влияет на величину
неровностей разрушения, т.е. на шероховатость обработанной поверхности [8].
Влияние скорости резания на шероховатость обработанной поверхности
при точении изучалось в пределах ее изменения: от 5 до 30 м/с. Полученные в
опытах данные свидетельствуют о том, что скорость резания при различных
подачах на оборот не влияет на высоту неровностей разрушения. Изменение
скорости резания в пределах: от 10 до 22 м/с, оказывает незначительное
влияние на величину составляющих силы резания (касательной, радиальной и
осевой). В условиях производства, увеличение скорости резания при точении
древесины, должно осуществляться только с целью повышения
производительности [50]. В опытах при изменении скорости резания от 10 до
22 м/с, уменьшение удельного сопротивления резанию установлено всего на
15%.
При изменении влажности древесины от 4 до 40% и подачи на оборот от
0,2 до 0,8 мм/об, сопротивление резанию уменьшается. При влажности от 10 до
40%, все составляющие силы резания уменьшаются. При влажности ниже 10% ,
древесина обладает повышенной хрупкостью и для образования стружки
затрачивается меньше усилие. При увеличении влажности более 10%, предел
прочности древесины уменьшается и, как следствие, усилия резания
снижаются. С увеличением влажности древесины более 10%, интенсивно
ухудшается качество обработанной поверхности. При влажности древесины
более 30%, интенсивность роста высот неровностей на поверхности обработки
снижается. Хорошее качество обработанной поверхности обнаруживается при
влажности древесины в пределах: от 8 до 12%. При увеличении диаметра
обрабатываемой детали: от 20 до 86 мм, удельное сопротивление резанию
возрастает на 11%, при среднем диаметре: 20; 46; 86 мм, (для березы): 29,3; 31;
33 Н/мм2.

35
Шероховатость обработанной поверхности при изменении диаметра
детали от 20 до 86 мм не изменяется. При больших диаметрах их влияние на
силовые, мощностные и качественные показатели процесса точения
необходимо учитывать [21].
При увеличении заднего угла резца (): от 2 до 15°, при всех значениях
подачи на оборот: от 0,2 до 0,6 мм/об, удельное сопротивление резанию
уменьшается [8]. Увеличение заднего угла от 2 до 15° не влияет на
шероховатость обработанной поверхности.
Увеличение угла резания (): от 25 до 65° ,при заднем угле (): 12° и
подачах на оборот: от 0,2 до 0,4 мм/об; приводит к росту удельного
сопротивления резанию. При изменении угла резания: от 55 до 65°;
касательная сила резания увеличивается на 67% и шероховатость обработанной
поверхности ухудшается. Благоприятным углом резания при точении березы
является угол равный: 35 45°.
Исследования показывают, что с изменением угла скоса резца (ε): от 0 до
30°; при подаче на оборот 0,6 мм/об; удельное сопротивление резанию
увеличивается на 1,57%; а при 0,2 мм/об – на 1,25%. Это связано с переходом
поперечного резания к продольному.
Проведенное исследование позволяет решать практические вопросы
токарной обработки древесины [5]. Оно показывает взаимосвязь факторов и
учитывает свойства древесины, как объекта обработки. Вместе с этим
применить данные результаты непосредственно для процесса оцилиндровки
бревен невозможно. Это связано с тем, что исследование в работе [34], было
проведено главным образом при точении березы, с диаметром деталей от 20 –
80 мм, глубиной резания от 0,5 – 3,0 мм, и однорезцовым режущим
инструментом.
В настоящее время разработано много типов окорочных и окорочно-
калибровочных (оцилиндровочных) станков. В них осуществляется окорка и
частичная оцилиндровка бревен (калибровка) для улучшения их базирования и
обработки на оцилиндровочных станках. Изучению окорки бревен было

36
посвящено много исследований [4]. В этих исследованиях были рассмотрены
различные варианты устройств для удаления коры с поверхности бревна,
силовые и мощностные показатели окаривания бревен для разных пород
древесины. При окорке и оцилиндровке бревен резцы встречают участки на
поверхности бревен с высокой плотностью (сучки, свилеватость и другие
природные пороки древесины). Применительно к окорке бревен эти вопросы
исследовались в работе [32]. Получены зависимости между усилием
окаривания, от плотности древесины в зоне сучков для ели, сосны и березы.
Эти сведения необходимы при анализе динамических явлений в механизме
резания станков и прочности режущей кромки резцов.
В позиционных станках обработка бревен осуществляется
многорезцовым режущим инструментом, а в частности охватывающей
головкой (ротором) [6]. Исследование оцилиндровки бревен в роторном
позиционном станке было осуществлено в работе [44].
Основная цель работы – улучшение эксплуатационных показателей
роторных станков для оцилиндровки бревен.
В работе представлены рациональные конструктивные параметры
восьмирезцовой ножевой головки, разработаны математические модели,
учитывающие специфику процесса оцилиндровки бревен. Осуществлена
оценка хрупкой прочности режущей кромки резцов ножевой головки в
условиях оцилиндровки бревен [55]; даны практические рекомендации для
проектирования режущего инструмента и режима резания; применительно к
роторному окорочному позиционному станку.
В результате выполненной работы была разработана оригинальная
восьмирезцовая головка, которая позволила значительно повысить качество
оцилиндровки бревен, а также существенно улучшить динамическое качество
станка в целом за счет парной симметричной установки резцов (черновых,
получерновых, получистовых и чистовых).
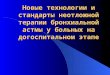
Принципиальная схема восьмирезцовой ножевой головки роторного
оцилиндровочного станка представлена на (рис. 1.6). На нем видно, что четыре

37
группы резцов в головке расположены симметрично относительно оси бревна
для уравновешивания сил резания при обработке [19].
Рис. 1.6. Восьмирезцовая ножевая головка роторного оцилиндровочного станка:
1 – планшайба; 2 – резцедержатель; 3 – резец; 4 – пружинный винт;
5 – винт настройки; 6 – настроечный люнет
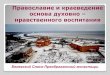
Каждый резец ориентирован в головке на индивидуальное удаление слоя
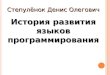
древесины за оборот ротора (рис. 1.7 – 1.10). Схема установки резцов в ножевой
головке в направлении подачи представлена на (рис. 1.11).
Восьмирезцовая головка, в производственных условиях обеспечивает
хорошие результаты. Она обеспечивает точность обработки бревен, позволяет
снизить шероховатость обработанной поверхности бревен [44], c обеспечением
высокой производительности резания.

38
Рис. 1.7. Черновой резец
Рис. 1.8. Получерновой резец

39
Рис. 1.9. Получистовой резец
Рис. 1.10. Чистовой резец

40
Рис. 1.11. Схема установки резцов в ножевой головке в направлении подачи:
1, 2 – черновые резцы; 3, 4 – получерновые резцы;
5, 6 – получистовые резцы; 7, 8 – чистовые резцы
При наличии достоинств восьмирезцовая ножевая головка имеет и
недостатки, которые сводятся к следующему:
- Каждая пара резцов имеет свои геометрические параметры и
обеспечивает конкретный вид резания (торцовый, продольно-торцовый, и др.).
Вследствие этого при резании образуется мелкая и неоднородная по структуре
стружка [44]. Такую стружку невозможно использовать в технологических
целях, кроме как в качестве топлива.
- Резцы, установленные в резцедержателях, имеют большие консоли; это
снижает жесткость системы и создает условия для возникновения вибрации.

41
- Отсутствие унификации резцов и их различная геометрия затрудняет
подготовку резцов к работе и установку в головке.
- В результате переточек резцов (2 – 3 раза в смену) уменьшается их
поперечное сечение и, как следствие, снижается прочность и жесткость [56].
Для ликвидации недостатков этой головки требуются специальные
исследования и разработки, которые направлены на создание надежного и
долговечного режущего инструмента для роторных оцилиндровочных станков
позиционного типа [49].
Таким образом, в настоящее время процесс оцилиндровки бревен изучен
еще не достаточно. Для обоснования рациональной конструкции режущих
инструментов, режимов резания, улучшения качества оцилиндровки бревен,
улучшения эксплуатационных показателей оцилиндровочных станков,
необходимы дальнейшие теоретические и экспериментальные исследования
[44]. Выбор рациональных конструкций режущего инструмента и режимов
резания – главное направление в обеспечение высокого качества обработанной
поверхности оцилиндрованных бревен.
1.5. Выводы. Цель и задачи исследования
Комплексная оценка результатов исследований процесса оцилиндровки
бревен позволила сделать следующие выводы:
1. Анализ существующего оборудования показывает, что, несмотря на
разнообразие типов станков для оцилиндровки бревен, они имеют ряд
существенных недостатков. Для повышения эффективности процесса
оцилиндровки бревен необходимо провести теоретические и
экспериментальные исследования.
2. Станки позиционного типа являются перспективным оборудованием и
находят широкое применение в деревообрабатывающем производстве,
поскольку, по сравнению со станками других групп, обладают более высокой
точностью обработки, хорошим качеством обработанной поверхности,

42
надежной системой базирования и занимают небольшую производственную
площадь. Из недостатков этой группы станков можно отметить наличие
холостого хода режущего инструмента, но он может быть использован для
дополнительного выравнивания обработанной поверхности бревен.
3. Обоснование эффективного способа оцилиндровки бревен, оптимизация
технологических параметров процесса, создание на его основе совершенного
оборудования и режущего инструмента является актуальной научно-
технической задачей в обеспечение высокой производительности
оцилиндровочных станков и качества поверхности изделия.
4. Восьмирезцовая роторная охватывающая головка в производственных
условиях обеспечивает хорошие результаты, но и имеет ряд недостатков,
снижающих производительность процесса. Для устранения недостатков работы
многорезцовой режущей головки необходимо разработать надежный и
долговечный унифицированный комплект режущего инструмента.
Целью работы является повышение эксплуатационной эффективности
оцилиндровочных станков на основе совершенствования механизма резания.
Для реализации поставленной цели необходимо решить следующие
задачи:
1. Провести теоретические исследования влияния основных геометрических
параметров инструмента на силовые, мощностные и качественные показатели
процесса оцилиндровки бревен;
2. Провести экспериментальные исследования оцилиндровки бревен
резанием с учетом основных технологических факторов;
3. Разработать рациональные режимы резания при оцилиндровке бревен на
роторных позиционных станках;
4. Оценить технико-экономическую эффективность разработок по
совершенствованию механизма резания оцилиндровочных станков для бревен;
5. Разработать научно обоснованные рекомендации по рациональной
эксплуатации роторных позиционных оцилиндровочных станков для бревен.

43
2. ТЕОРЕТИЧЕСКИЕ ИССЛЕДОВАНИЯ ПРОЦЕССА
ОЦИЛИНДРОВКИ БРЕВЕН
2.1. Анализ поверхности бревен
На качество оцилиндровки бревен, производительность
оцилиндровочных станков значительное влияние оказывают макронеровности
и кривизна ствола [16]. Под макронеровностью поперечного сечения подра-
зумеваются любые отклонения профиля от вписанного в него круга с радиусом,
равным расстоянию от геометрической оси до ближайшей точки на
поверхности среза.
Поверхностные пороки (сучки, присучковые вздутия, закомелистость,
нарост и др.), различные по форме и длине, являются макронеровностями.
С увеличением числа и размеров поверхностных пороков возрастают
динамические явления в станке. Это вынуждает уменьшить скорость подачи
для обеспечения нужного качества оцилиндровки и работоспособного
состояния оборудования.
Сучки являются неизбежным и самым распространенным природным
пороком каждого ствола. Встречаются бревна с групповыми остатками сучков
мутовчатого и не мутовчатого расположения. Окончательно срезать мутовку
практически невозможно.
Характер расположения и диаметр сучков на древесном стволе, а также
среднее расстояние между ними оказывают существенное влияние на качество
обработки и режимы работы станков. Средний диаметр сучков ели, березы и
осины равен: 2,7; 4,9; 7,1; [17]. Диаметр сучков (dc) зависит от диаметра ствола
(dв) и по данным УЛТИ, характеризуется зависимостью: dc= 0,075dB1.3 (ель,
пихта); dc = 0,143dB1.3 (сосна).
Существенное влияние на качество оцилиндровки, а также на величину
динамических нагрузок оказывает угол прикрепления сучков. Твердость сучков
в основании выше твердости смежной с ними стволовой древесины у ели: в 2,3

44
- 3,7 раз; у сосны: в 1,2 - 2,5 раза [17]. Повышенная неоднородность, разные
формы и твердость сучков затрудняют оцилиндровку бревен.
Форма поперечных сечений ствола, особенно комлевой и вершинной
части, разнообразна и представляет неправильную геометрическую фигуру [18,
19]. У хвойных пород взаимно перпендикулярные диаметры в нижней трети
ствола, в среднем различаются на 3,7 %, а в средней части ствола на 3,1 %;
максимальные значения различий у отдельных деревьев (ель, сосна) диаметром
до 560 мм, достигают до 17 - 18 % [20].
Отрицательно влияет на оцилиндровку бревен сбежистость, образованная
скоплением сучков в виде мутовки (разрастанием второстепенных ветвей ствола).
Многолопастная ребристая форма бревен вызывает большие динамические
нагрузки в станке. Количество закомелистых бревен, поступающих на
предприятия, составляет: 5 – 35 % [16].
Нарост и рак образуют на поверхности ствола местные утолщения
различной формы: односторонние, шарообразные, в виде вздутия по всей
окружности ствола. Они затрудняют обработку сырья.
На поверхности ствола даже правильной формы имеется большое
количество неровностей, свилеватости, доходящих по высоте до нескольких
сантиметров и нарушающих установившейся режим обработки.
Промышленная обработка бревен в станках требует нового подхода к
изучению поверхности лесоматериалов. Так, необходимо установить влияние
на технико-экономические показатели станка геометрических размеров
макронеровностей ствола. Практический интерес представляет общий случай,
когда отклонения формы в поперечном сечении древесного ствола выражаются
суммой конечного числа гармоник с частотами, имеющими определенные
дискретные значения. Уравнение контура элементарных видов, отклонения
формы поперечного сечения ствола в полярной системе координат следующее,
мм, [21]:

45
𝑟𝑘(φ) = 𝑟0 + 𝑟𝑘 sin(𝑟 · φ + β𝑘) ;
(2.1)
(k = 2,3,.. .,n),
где: r0 -нулевой член разложения, выражающий радиус средней окружности
профиля поперечного среза ствола, мм;
rк - амплитуда гармонической макронеровности ствола, мм;
φ – угол, образуемый текущим радиусом поперечного сечения с
полярной осью,°;
βк - фаза гармонической макронеровности ствола, мм;
n - высший порядковый номер гармоники для отклонений формы, с
которой начинается отсчет макронеровности, ед.
При к = 2, второе слагаемое правой части выражает овальность
(рис. 2.1. а).
При к = 3, овальность с трехвершинным профилем (рис. 2.1. б).
При к = n, овальность с вершинным профилем.
Все встречающиеся виды овальности можно разделить на три группы:
отклонения от формы первой группы - определяются только четными
гармониками; второй группы - только нечетными; третьей группы - как
четными, так и нечетными [10]. Сечения первой и третьей групп в различных
направлениях имеют разные диаметры, а у второй группы диаметры сечений в
любых направлениях одинаковы. Для группы стволов первое слагаемое
равенства (2.1), можно рассматривать как случайную величину, а второе - в
виде суммы элементарных случайных функций. При этом величина (r0)
выражает изменчивость собственно радиуса постоянного, для одного отрезка
лесоматериала и случайного для части ствола. Сумма элементарных
случайных функций второго слагаемого, выраженных совокупностью
гармоник со случайными амплитудами (rк) и (βк), характеризуют отклонения

46
текущего радиуса по углу поворота, следовательно определяют изменчивость
формы в поперечном сечении ствола [22].
Рис. 2.1. Формы поперечного и продольного сечений бревна:
а – эллипсовидная; б, в, г, д — овальные с трех - четырех -, пяти - и восьмивершинным профилем;
е - сбежистый лесоматериал с эллипсовидным поперечным сечением;
ж - сбежистый лесоматериал с круговым поперечным сечением;
з - лесоматериал цилиндрической формы с эллипсовидным поперечным сечением;
и - лесоматериал с волнообразной образующей и эллипсовидностью в поперечном сечении.
Рассмотрим также сочетание элементарных видов отклонений формы в
поперечном и продольном сечениях стволов с овальностью в поперечном срезе
[17]. Произвольную точку поверхности ствола определяем тремя
координатами (рис. 2.1, е): расстоянием (х), совпадающим с осью ствола:
определяющими положение рассматриваемого сечения (I – I); углом поворота

47
радиус-вектора; полярной системе координат (r,φ) в данном сечении и
величиной (r) радиус-вектора в этом сечении. Каждое фиксированное по
аргументу (х) или (φ), значение размера является случайной величиной.
Рассматривая совокупность текущих размеров по (х) и (φ), получим
случайную функцию двух независимых переменных (х) и (φ). В этом случае
поверхность описывается следующими зависимостями:
Уравнением изменчивости овальных сечений бревна цилиндрической
формы, (рис. 2.1, з):
𝑟(φ, 𝑥) = 𝑟0 + 𝑦𝑘 𝑐𝑜𝑠(𝑟 · φ + β𝑘) ; (2.2)
Уравнением изменчивости сбежистого бревна с правильной
окружностью в поперечном сечении, (рис. 2.1, ж):
𝑟(φ, 𝑥) = 𝑟0 + 𝑎 · (𝑥 −1
2); (2.3)
Уравнением изменчивости бревна, имеющего форму правильного
круглого цилиндра, (рис. 2.1, з):
𝑟(φ, 𝑥) = 𝑟; (2.4)
Уравнением изменчивости овальной формы с изменяющейся
образующей бревна по косинусу, (рис. 2.1, и):
𝑟(φ, 𝑥) = 𝑟0 + 𝑦𝑘 cos(𝑟 · φ + β𝑘) + 𝑐𝑛 sin (2 · 𝜋 · 𝑛 ·𝑥
𝐿+ 𝑚𝑛). (2.5)
Здесь: сn и mn - случайные амплитуда и фаза n-й гармоники
макронеровности продольного сечения лесоматериала.

48
При копировании поверхности ствола в системе ротора станка возникают
колебательные процессы, которые зависят от инерционных сил и упругих
свойств узлов станка, а также от скорости рабочих органов и макронеровности
лесоматериала [23]. Макронеровность определяют детерминированным и
статистическим методами, с учетом конкретно решаемой прикладной задачи
[22]. Для определения параметров макронеровности достаточно определить ее
длину в области:
𝑙𝑚𝑖𝑛 ≤ 𝑙 ≤ 𝑙𝑚𝑎𝑥 . (2.6)
Первоосновой для расчета и исследования станков является реальная
макронеровность ствола [24]. Прежде всего, следует установить: колебания какой
частоты и интенсивности может вызвать макронеровность в механизме
режущего инструмента, т.е. нужно определить максимальную и минимальную
частоту возмущения (W, Гц) из зависимостей:
𝑄𝑚𝑖𝑛 = 2 · 𝜋 · 𝑣0𝑚𝑖𝑛/𝑙𝑛;
(2.7)
𝑄𝑚𝑎𝑥 = 2 · 𝜋 · 𝑣0𝑚𝑎𝑥/𝑙𝑛;
где: v0 min, v0 max - минимальная и максимальная окружные скорости рабочего
органа оцилиндровочного станка, м/с;
ln - преобладающая длина макронеровности обрабатываемого лесоматериала, м.
Установлено, что средняя длина и амплитуда макронеровности
поверенного среза в комлевой и вершинной частях ствола сосны и ели
составляют 20 - 360 мм. Древесный ствол обладает хорошей демпфирующей
способностью, что обуславливает снижение динамических напряжений в узлах
станков [58]. Возмущающая и демпфирующая способности ствола изучены
недостаточно. Дальнейшие исследования в этой области направлены на

49
увеличение эксплуатационных характеристик оцилиндровочных станков.
2.2. Погрешности обработки брёвен на позиционных роторных
оцилиндровочных станках
Точность работы оцилиндровочного позиционного роторного станка
определяется геометрическими погрешностями станка, которые в той или иной
мере оказывают влияние на качество обработанной поверхности. Точность
обработанных брёвен характеризуется величиной отклонения контролируемых
размеров и формы от заданных. Отклонения зависят от точности настройки,
базирования и точности обработки на станке, а так же от большого числа
факторов относящихся к станку, инструменту, обрабатываемому бревну и
режимам резания [17].
Отклонения размеров и формы, обработанного бревна от заданных,
называют погрешностью. Погрешности подразделяют на две группы:
систематические (рис. 2.2) и случайные (рис. 2.3).
Систематические погрешности – это погрешности, величины которых
остаются постоянными в пределах обработки партии брёвен или изменяются
вполне закономерно. Они делятся на постоянные и переменные [45]. Постоянные:
погрешности в кинематике станка, неточности элементов и приспособлений, не
параллельность направляющих, неточности в элементах базирования, настройки и
регулирования и другие. Переменные: износ инструментов, направляющих и
приспособлений, деформации элементов станка и приспособлений, температурные
деформации трущихся элементов опорных узлов и другие (рис. 2.2).

50
Рис. 2.2. Характерные систематические погрешности при оцилиндровке бревен:
a) погрешность обработки при наличии не параллельности направляющих каретки
( AB ) ротора оси бревна (OO ). Из-за не параллельности возникает угол (α) между осью
бревна (OO ) и осью вращения ротора (11
OO ).
б) погрешность обработки при наличии несоосности крепления бревна по торцам.
Между осью бревна (OO ) и осью центров (11
OO ) образуется угол перекоса (β).
в) погрешность обработки при наличии смещения оси бревна (OO ) относительно оси
центров (11
OO ). Между осями бревна и центров возникает величина смещения ( y )
постоянная или переменная по длине бревна.
г) погрешность обработки при наличии перекоса бревна в центрах. Ось бревна
(OO ) и ось центров (11
OO ) пересекаются под углом (γ).
Суммирование погрешностей производиться с учётом следующих правил [45]:
- Систематические погрешности складываются алгебраически;
- Систематическая и случайная погрешности складываются
арифметически;
- Случайные погрешности складываются по правилу квадратного корня:

51
,)(...)()(22
22
2
11 nnKKK (2.8)
где: δ - суммарная погрешность;
δ1,δ2,…,δn - составляющие погрешности;
n
KKK ,...,,21
- коэффициенты, зависящие от вида кривых распределения
составляющих погрешностей.
Когда погрешности подчиняются одному и тому же закону
распределения, то KKKKKn ...
221, и суммарная погрешность
определяется по формуле:
,...22
3
2
2
2
1 nK (2.9)
Случайные погрешности – это погрешности, значение которых в период
обработки партии брёвен изменяется без определенной закономерности [48].
Они могут быть вызваны нестабильностью припусков на обработку,
нестабильностью формы брёвен поступающих на обработку, ошибками
базирования (центрирования) брёвен при закреплении в центрах,
неоднородностью свойств обрабатываемой древесины, различным проявлением
внутренних напряжений в материале брёвен, нестабильностью режимов
обработки (различными скоростями подачи и резания) и другими (рис. 2.3).
В большинстве практических случаев погрешности носят случайный
характер (рис. 2.3). Распределение составляющих погрешностей подчиняется
закону нормального распределения [45].

52
Рис. 2.3. Характерные случайные погрешности при оцилиндровке бревен:
а) погрешность обработки при наличии неровностей на наружной поверхности брёвен. Ось
бревна (OO ) не совпадает с осью вращения ротора и осью центров (11
OO ).
Высота неровностей (δ) переменная по радиусам и длине бревен.
б) погрешность обработки при наличии продольной кривизны у брёвен. Ось бревна
(OO ) кривая, не совпадает с осью вращения ротора и центров (11
OO ).
Наружный (1
R ) и внутренний (2
R ) радиусы непостоянные по длине брёвен.
в) погрешность обработки при наличии выраженной конусности брёвен локальных
природных пороков древесины (сучки, местные наплывы и утолщения, местные впадины,
смоляные карманы и другие). Высота, шаг неровностей и механические характеристики
непостоянные в брёвнах. Оси бревна (OO ), вращения ротора
и центров (11
OO ) совпадают (могут и не совпадать).
г) погрешность обработки при наличии на наружной поверхности бревен локальных
природных пороков древесины (сучки, местные наплывы и утолщения, местные впадины,
смоляные карманы и другие). Высота (δ), шаг неровностей и механические характеристики,
непостоянные в бревнах. Оси бревна (ОО), вращения ротора
и центров (О1О1) совпадают (могут и не совпадать).

53
Во всех отмеченных случаях обработки, ось вращения ротора совпадает с
осью центров (11
OO ). Отмеченные погрешности приводят к тому, что глубина
обработки по длине бревна и радиусу при вращении и подаче ротора с
инструментами не остаётся постоянной. В отдельных условиях могут оказаться
не обработанными по сплошной цилиндрической поверхности концевые зоны
брёвен. Не постоянная глубина резания приводит к изменению сил резания: от
(Pmin) до (Pmax), как за оборот ротора, так и по длине бревна. Это в свою
очередь является причиной возникновения динамических нагрузок и колебаний
в станке, а так же потери работоспособности механизма резания и подачи [59].
Отмеченные погрешности приводят к тому, что глубина резания по длине
бревна и радиусу при вращении и подаче ротора изменяется по законам
случайного распределения. Вместе с этим остаются не постоянными силы
резания из-за переменного сечения среза стружек и изменчивости прочностных
свойств древесины. Изменение сил резания за оборот ротора и по длине брёвен
приводит к возникновению вынужденных колебаний в станке [52]. При этом
условия оцилиндровки брёвен во многом определяются жесткостью брёвен на
изгиб и кручение. При движении ротора по длине брёвен изменяется и
податливость их. Она меньше в зоне центров, а больше в средней зоне (по
середине). Для уменьшения прогиба брёвен в станках целесообразно
использовать подвижный люнет.
2.3. Организация участка для подготовки бревен
к оцилиндровке
Для обеспечения нормальных условий оцилиндровки бревен на
позиционном роторном станке необходима их предварительная подготовка
[64]. При подготовке бревен должны быть осуществлены следующие операции:
- сортировка бревен по диаметрам;
- удаление из потока бревен со значительной кривизной, превышающей
допустимое значение;

54
- удаление из потока бревен с наличием природных пороков (крупных
сучков, наплывов, закомелистости и др.), превышающим допустимые значения;
- окорка сортированных партий бревен (с удалением коры по всей
наружной поверхности по длине бревен);
- обработка окоренных бревен на калибрующем фрезерном станке для
срезания утолщений и других неровностей с обеспечением цилиндрической
формы бревен;
- подготовка торцевых поверхностей бревен для надежного крепления в
центрах оцилиндровочного роторного позиционного станка.
Бревна, поступающие на обработку, могут быть загрязненными и с
поврежденными концами. Поэтому их следует обработать водой с удалением
грязи и торцевать по длине на круглопильных станках. На калибрующем станке
при обработке поверхности фрезой, может быть получена технологическая
щепа. Фрезерные головки калибрующих станков, в конструктивном отношении
могут являться составной частью окорочных станков роторного типа [32].
Скорость подачи в станках может быть до 40 м/мин. Это обеспечивает
нормальную работу одного или нескольких оцилиндровочных станков. Бревна,
поступающие на предприятие, должны предварительно проходить через
металлоискатель. Для сортировки бревен по диаметрам и другим параметрам
можно использовать цепной конвейер с дистанционно управляемыми
сбрасывателями и сортировочными карманами [35].
Наличие участка для подготовки бревен к оцилиндровке обеспечивает
повышение производительности и качества обработки бревен на
оцилиндровочных станках [53]. Благодаря подготовке бревен обеспечивается
стабильность процесса резания в связи с выравниванием глубины и сечения
среза по длине бревен, улучшается динамическое качество работы механизма
резания (привода) оцилиндровочного станка, ликвидируются условия для
возникновения вынужденных колебаний в станке, улучшается качество
обработки поверхности при наличии установившегося процесса
стружкообразования. Кроме того, предварительная подготовка бревен к

55
оцилиндровке способствует повышению надежности и долговечности работы
оцилиндровочного станка. Надежность повышается в результате сокращения
вынужденных простоев оборудования по техническим причинам (поломка
механизмов, деталей, устройств и др.) [3]. Долговечность повышается на основе
нормального режима обработки брёвен резанием, исключающего
недозволенную перегрузку механизмов и двигателя, а также рабочих элементов
станка. Предварительная подготовка бревен способствует повышению
технической культуры производства оцилиндрованных бревен и эксплуатации
оборудования [32].
2.4. Исследование силы и мощности резания при оцилиндровке бревен в
роторном цикловом позиционном станке
В цикловом позиционном оцилиндровочном станке конструкция ножевой
головки должна отвечать следующим основным требованиям:
- обеспечение требуемого качества обработанной поверхности;
- удобство обслуживания;
- простая конструкция режущих элементов;
- удобство настройки и регулирования режущих элементов;
- высокая стойкость инструментов;
- обеспечение высокой производительности резания;
- прочность, жесткость и виброустойчивость ножевой головки с
инструментами;
- статическую и динамическую уравновешенность [35].
В конструкции многорезцовой охватывающей головки для станков
позиционного типа в качестве режущего инструмента целесообразно применять
основные, косо расположенные ножи, для черновой обработки и
вспомогательные, ножи для чистовой обработки. Каждая группа резцов
обеспечивает свой вид резания.

56
Число установленных основных ножей влияет на силовые, мощностные и
качественные показатели механизма резания роторного станка. Поэтому
конкретный выбор числа основных ножей в головке зависит от требований,
предъявляемых к станку в условиях производства [44].
На (рис. 2.4) представлены варианты расположения основных (0) и
вспомогательных (В) резцов (ножей) в роторной головки.
Рис. 2.4. Варианты расположения основных и вспомогательных резцов в роторной головке.
Вариант (а) предусматривает установку в роторе двух косо
расположенных ножей (0) и двух вспомогательных (В) зачистных ножей.
Вариант (б) предусматривает установку четырех основных (0) и двух
вспомогательных (В) ножей. Вариант (в) предусматривает четыре основных (0)
и два вспомогательных (В) ножа. Вариант (г) предусматривает три основных (0)
и два вспомогательных (В) ножа.

57
Для установки ножей должен использоваться шаблон с
ограничивающими планками, в которых нож упирается лезвием. Планки можно
изготавливать из бронзы или текстолита. В зависимости от условий обработки
и требований, основные и вспомогательные (зачистные) ножи могут
устанавливаться на уровне и выше уровня оси бревна.
На (рис. 2.5) представлены варианты удаления срезаемого слоя
инструментами при оцилиндровке бревен в цикловом позиционном роторном
станке. Схема (а) предусматривает ротор станка с набором резцов с разными
радиусами окружности резания (Ri) и смещенных один от другого на величину
подачи (Uz). Резцы (1 - 4) срезают слой древесины на толщину (h), а резец (5)
зачищает обработанную поверхность. Схема (б) отличается от (а) формой
сечения стружки, срезаемой резцами (14). В первом варианте (а) срезается
стружка с прямоугольным сечением, а в варианте (б) с треугольным сечением
[41].
Представлен вариант ножевой головки обеспечивающей срезание слоя
древесины торцово-конического резания, (рис. 2.5, в). Инструментом является
косо поставленный нож, имеющий основную («0») и вспомогательную
(короткую «А») режущие кромки (В). Количество однотипных ножей в головке
может быть 234, расположенных попарно, симметрично относительно центра
головки. Это обеспечивает взаимное уравновешивание сил резания от
симметрично расположенных резцов (ножей) [59]. Ножи устанавливаются в
держателях так, чтобы короткая кромка (лезвие) находилась в плоскости
параллельной оси бревна.

58
Рис. 2.5. Схемы удаления срезаемого слоя с бревна инструментами
При всех достоинствах у такого инструмента есть недостаток. Он состоит
в том, что короткое лезвие (В) не имеет угла наклона относительно оси бревна
и не обеспечивает необходимого качества обработанной поверхности. Лучшие
результаты обеспечивает вариант ножевой головки по схеме (рис. 2.5, б). В
этом варианте работа основного, косо поставленного ножа (0) и зачистного (В),
осуществляется раздельно [55]. Это позволяет обеспечить рациональные
угловые параметры для основного и вспомогательного лезвий [38].
Силы и мощность резания при обработке поверхности бревна основным
(черновым) ножом.
Схема оцилиндровки бревна основным косо расположенным ножом,
представлена на (рис. 2.6), это сложное резание, в котором в той или иной
степени сочетаются все три случая резания: резание в торец, продольное и
поперечное. Доля того или иного вида резания в процессе оцилиндровки
бревна, зависит от расположения ножа по отношению к направлению его оси,
направлению волокон древесины и от формы режущей части ножа [8].

59
Рис. 2.6. Схема торцово-конического ножевого резания при оцилиндровке бревен в
роторном цикловом позиционном станке
а. параметры срезаемого слоя для косорасположенного ножа;
б. система координат; в. проекции общей силы резания (Р) на координатные оси
На схеме показан один (основной) косо расположенный нож (1), который
при вращении ротора срезает с поверхности бревна стружку с глубиной резания
(h). Вспомогательный (зачистной) нож на схеме не показан. Бревно закреплено
в центрах (2) и при обработке остается неподвижным. Ротор с (Z) ножами при
обработке вращается вокруг оси бревна и двигается поступательно вдоль этой
оси.
Все точки лезвия ножа перемещаются в относительном движении, при
стружкообразовании по винтовым линиям одного и того же шага, но с разными
углами подъема [21].
Параметрические уравнения винтовой линии можно представить в
следующем виде:

60
𝑥 = 𝑟 · 𝐶𝑜𝑠φ = 𝑟 · 𝐶𝑜𝑠ɷ𝑡
𝑦 = 𝑟 · 𝑆𝑖𝑛φ = 𝑟 · 𝑆𝑖𝑛ɷ𝑡 (2.10)
𝑧 =𝑆0φ
2𝜋=
𝑉𝑠
ɷφ =
𝑡в
2𝜋φ.
где: х, y, z – координатные оси;
х, y – радиальные направления в бревне;
z – направление вдоль оси бревна;
r – радиус резания (для рассматриваемой точки лезвия), мм;
угол положения точки лезвия при вращении относительно оси бревна,°;
угловая скорость вращения лезвия относительно оси бревна,°;
t – время, мин;
Sz подача на оборот ротора, мм;
Vs – cкорость движения ротора вдоль оси бревна, с;
tв – шаг винтовой линии, мм.
Скорость резания в разных точках лезвия ножа неодинакова. Она
максимальная на поверхности обрабатываемого бревна, а минимальная на
поверхности оцилиндрованного участка бревна [23]. Максимальная скорость
резания, м/с:
160
RDn
Vmax
. (2.11)
Минимальная скорость резания, м/с:
260
Rdn
Vmin
. (2.12)

61
Средняя скорость резания, м/с:
𝑉ср =𝑉𝑚𝑎𝑥+𝑉𝑚𝑖𝑛
2= ɷ𝑅ср, (2.13)
где: D; d соответственно диаметры бревна и изделия, м;
n – частота вращения ротора, мин-1
;
– угловая скорость вращения ротора, м/с;
R1, R2, Rср – радиус бревна, изделия, средний радиус равный (R1 + R2)/2, м.
Скорость осевой подачи ротора с инструментами, м/мин:
3
10
ZnSV z
s , м/мин, (2.14)
где: Sz подача на один резец (нож), мм.;
Z – число резцов (ножей) в роторе, шт.
При подаче на один оборот ротора с (Z) ножами равной: Sz = S0 Z;
подача на один нож, мм:
Z
S
nZ
VS s
z0
310
. (2.15)
Глубина резания (h) суммарная толщина срезаемого слоя за один оборот
ротора (а) и ширина срезаемого слоя (В), (рис. 2.6, а), мм:
h = R1 – R2; a = Sz Sin ; B0 = h/Sin , (2.16)

62
Поперечное сечение стружки для одного ножа, мм2:
hSZ
ZhS
Z
hSF z
z)(c 0
1 , (2.17)
Объем стружки, срезаемой одним ножом за оборот ротора, мм3:
2
221
022
01
4RR
Z
S
Z
dDSQ )(c
. (2.18)
С учетом (2.18) имеем:
22
211 RRSQ z)(c . (2.19)
Усилия резания, возникающие при действии ножа на древесину в
процессе оцилиндровки бревен, определяют мощностные и качественные
показатели оцилиндровочного процесса, стоимость инструментов и
производительность обработки. Усилия резания тесно связаны с режимом
резания, параметрами инструмента и физико-механическими свойствами
обрабатываемой древесины [20].
Силу воздействия ножа на древесину при оцилиндровке бревна (Р),
можно представить тремя составляющими: касательной (Рх); радиальной (Ру);
осевой (Рz). Если угол скоса режущей кромки ножа (А – В) принять равным
нулю ( = 0°), то радиальную и осевую силы можно определить как
составляющие нормальной силы на лезвии ножа (Q):
Ру = Q Cos = m Px Cos ;
(2.20)
Рz = Q Sin = m Px Sin .

63
Касательная сила (Рх) определяет крутящий момент и мощность резания.
Радиальная сила (Ру), в зависимости от знака, может быть силой отжима (+Ру)
или силой затягивания (-Ру), эта сила вызывает изгиб бревна.
При cовместном действии касательной силы (Рх) и радиальной (Ру)
возникает изгибающий момент, который вызывает прогиб бревна и влияет на
точность формы оцилиндрованных бревен. Осевая сила (Рz) параллельна
направлению оси бревна и подаче суппорта ротора. Она является составляющей
усилия подачи и определяет мощность на подачу. Все три составляющие
совместным действием вызывают изгиб бревна и через силы трения износ
направляющих [39].
Результирующая сила воздействия одного ножа на бревно при
продольной подаче ротора, Н:
222zyx PPPP . (2.21)
При воздействии (Z) ножей результирующая сила воздействия на бревно, Н:
222zyx PPPZP . (2.22)
Касательная сила резания (Рх) для одного ножа, Н:
hSKFKP z)(c)(x 11 , (2.23)
где: К – удельная сила резания (давление, условное напряжение резания),
Н/мм2.
Касательная сила резания (Рх) для (Z) ножей в роторе станка, Н:
hZSKhSKFKP zc)z(x 0 . (2.24)

64
На мощность резания влияют: порода и влажность древесины; скорость
резания и подачи; угловые параметры и острота инструмента; параметры
срезаемого слоя и сила инерции срезаемой стружки [2].
Мощность резания (Nр) для работы ротора с (Z) ножами можно
определить по величине касательной силы резания (Рх) и средней скорости
резания (Vср) [16]. Мощность резания, кВт:
Np = Px(z) Vcp = K S0 h Rcp = K Sz Z h 2 Rcpn/60.
(2.25)
𝑅ср =1
2(𝑅1 + 𝑅2), м.
Мощность на резание можно определить и по объемным соотношениям
при резании. Мощность на резание, кВт:
Np = Px(z) Vcp = K q, (2.26)
где: К – удельная работа резания, Дж/см3;
q – объем стружки срезаемый ножами за одну секунду (секундный
объем), см3/с.
Формулу (2.26) можно привести к следующему виду, (кВт):
𝑁р = 𝑃𝑥(𝑧) · 𝑉ср =𝐾·𝜋(𝐷2−𝑑2)𝑉𝑠
40·60= 𝐾 · 𝜋 ·
(𝑅12−𝑅2
2)𝑉𝑠
60, (2.27)
где: Vср – средняя скорость резания, м/с;
Vs – скорость осевой подачи ротора, м/мин.

65
В срезаемой стружке создается поле упругих деформаций и его
потенциальная энергия превращается в кинетическую и увеличивает скорость
движения стружки [52]. Начальная скорость движения (полета) срезаемой
стружки равна: Vн.с = а Vср. Увеличение скорости резания: с 50 до 100 м/с.,
вызывает рост силы резания на 30 – 40%. Это приращение силы резания очевидно
связано с преодолением силы инерции стружек, повышением прочностных
показателей древесины в условиях больших скоростей резания, изменением
условий трения древесины о резец и влиянием других факторов. Влияние
скорости резания на силовые, мощностные и качественные показатели
необходимо рассматривать в связи с влиянием совокупности условий резания [1].
Дополнительная мощность, затрачиваемая на ускорение срезаемой
ножами стружки, может быть определена приравниваем работы на ускорение
стружек, к изменению кинетической энергии, получившей ускорение, стружки
за секунду [60]. Исходя из этого имеем равенство, Дж/с:
𝐴1 =𝑚1𝑉е
2
2≈
𝑚1𝑉ср2
2; (2.28)
где: А1 – секундная работа, затрачиваемая на ускорение стружки, Дж/с;
m1 – масса стружки срезаемая всеми (Z) основными ножами при
вращении ротора за секунду, кг/с;
Vе – результирующая скорость резания 𝑉е = 𝑉ср + 𝑉𝑠, м/с;
𝑉ср средняя скорость резания для косо расположенного ножа, м/с;
В практических условиях при 𝑉ср >> 𝑉𝑠 можно принять 𝑉е ≈ 𝑉ср, т.е.,
результирующая скорость резания примерно равна средней скорости резания,
на уровне среднего радиуса Rср на (рис. 2.6, а).
С учетом (2.25) дополнительную мощность на ускорение срезаемой (Z)
ножами стружки можно определить по формуле, кВт:

66
𝑁р =𝐴1
103 =𝑚1𝑉ср
2
2·103 . (2.29)
Суммарная мощность на резание и ускорение срезаемой стружки с
учетом равенств (2.25) и (2.27), для основных косо расположенных (Z) ножей
равна, кВт:
𝑁с =𝐾π𝑉𝑠
60·103(𝑅1
2 − 𝑅22) +
𝑚1𝑉ср2
2·103. (2.30)
Силы и мощность резания при обработке поверхности бревна
вспомогательным (зачистным) ножом [56].
При удалении припуска на обработку с бревна основным косо
расположенным ножом на обработанной поверхности остаются
кинематические неровности. Кинематические неровности представляют собой
следы в виде чередующихся выступов и впадин, которые копируют вершину
ножа. Длина волны (l) равняется подаче на оборот для одного ножа (Sz). Для
определения глубины волны (высоты неровности), воспользуемся схемой на
(рис. 2.7).
Гребешок «АСВ» представляет собой треугольник, образованный
величиной подачи (Sz) и проекциями главной и вспомогательной режущих
кромок ножа.
Рис. 2.7. Остаточные неровности при острой вершине ножа (С)

67
Высота гребешка (глубина волны на поверхности) может быть
определена из треугольников ADС и ВDС. Для этих треугольников имеем:
𝐴𝐷 =𝑦
𝑡𝑔φ1; 𝐵𝐷 =
𝑦
𝑡𝑔φ1. (2.31)
Складывая почленно равенства получим:
𝐴𝐷 + 𝐵𝐷 = 𝑆𝑧 =𝑦(𝑡𝑔φ1+𝑡𝑔φ2)
𝑡𝑔φ1·𝑡𝑔φ2. (2.32)
Откуда высота гребешка (неровностей) для ножа с острой вершиной (С):
21
21
tgtg
tgtgSy z . (2.33)
Для удаления кинематических неровностей, оставшихся после обработки
черновым ножом, следует применять чистовой вспомогательный нож (рис. 2.8, б),
позволяющий получить требуемое качество обработки [41]. Для того, что бы
кинематические неровности на поверхности обработки имели минимальную
глубину, следует назначать меньшие величины подачи на резец и углов (φ) и
(φ1). Радиус закругления вершины ножа по возможности нужно увеличивать. Для
баланса в роторной головке циклового позиционного станка, чистовых ножей
должно быть два, установленных симметрично относительно центра ножевой
головки [39].
При наличии кинематических нервностей на обработанной поверхности
площадь остаточного сечения стружки [8], срезаемой ножом (рис. 2.8, а):
21
212
22
tgtg
tgtgSySF zz
ост . (2.34)

68
Фактическое сечение срезаемой ножом стружки:
)tgtg(
tgtgSShF z
zф21
212
2
. (2.35)
Рис. 2.8. Схема ножевого резания чистовым вспомогательным резцом при оцилиндровке
бревен в роторном цикло-позиционном станке
а. неровности на обработанной поверхности от основного ножа;
б. силы резания при удалении неровностей вспомогательным ножом.
Если нож в вершине имеет закругление с радиусом (r), то при (Sz < r);
глубина неровностей будет равна: r/Sy z 82
.
Силу воздействия вспомогательного (зачистного) ножа (Р) на
обрабатываемое бревно (заготовку), можно представить тремя составляющими:
касательной xP , радиальной zP и осевой yP (рис. 2.8, б).

69
Cуммарная сила воздействия ножа (сила резания), Н:
222
)P()P()P(P yzx . (2.36)
Для ножа с углом наклона режущей кромки ( > 0) касательную и осевую
силы можно рассматривать как составляющие нормальной силы Q :
0CosQPx ; 0SinQPy . (2.37)
При этом радиальная xP и осевая yP силы будут соответственно равны, Н:
0 CosQmPmP zxzz ;
(2.38)
0 SinQmPmP yxyy .
Касательная сила резания при удалении неровностей для одного ножа, Н:
012
1 CosвyKFKP c)(x , (2.39)
а для двух ножей:
02 CosвyKP )(x , (2.40)
где: К – удельная сила резания, Н/мм2;
у – высота кинематических неровностей, мм.;
в – длина режущей кромки ножа, мм.;

70
xzz P/Pm и xyy P/Pm - отношение соответственно радиальной
(mz) и осевой (mу) силы к касательной (определяется по опытным данным).
Мощность резания при обработке поверхности одним ножом может быть
определена так же по объемной формуле (кВт), [16]:
602
01
s
)(p
VCosвyKN , (2.41)
а для двух ножей, соответственно, (кВт):
60
02
s)(p
VCosвyKN
, (2.42)
где: К – удельная работа резания для вспомогательного ножа, Дж/см3;
Vs – скорость осевой подачи ротора, м/мин.
С учетом (2.41) и (2.42) общая мощность на резание для двух
вспомогательных ножей в роторе можно определить по формуле в виде, кВт:
3
21
3
02
1021060
VmVCosвyKN s . (2.43)
Суммарная мощность, затрачиваемая на резание, роторной головкой с
основными и зачистными резцами определяется путем суммирования мощностей
по формулам (2.42) и (2.43), т.е., кВт:
20 NNNc .

71
Мощность, расходуемая на ускорение срезаемой стружки при обработке
поверхности вспомогательными (зачистными) ножами можно определить по
формуле, кВт:
𝑁р =𝐴1
103=
𝑚1𝑉ср2
2·103; (2.44)
где: 1A секундная работа, затрачиваемая на ускорение стружки (для двух
ножей), Дж/с;
1m масса стружки, срезаемая двумя вспомогательными ножами при
вращении ротора за секунду, кг/с;
V – Скорость резания для вспомогательного ножа; V = d n/60, м/с;
Среди геометрических параметров режущего инструмента, которые
влияют на силовые, мощностные и качественные показатели процесса резания,
угол наклона режущей кромки занимает особое место [54]. Это объясняется
тем, что он наиболее многообразно влияет на главные характеристики процесса
резания. При угле наклона ( > 0), лезвие ножа расположено не
перпендикулярно вектору скорости главного движения. При этом
обрабатываемая древесина в зоне образования стружки находится в объемном
напряженном состоянии [8]. При наличие угла наклона режущей кромки
происходит изменение геометрии резца (лезвия) и сил, действующих на
контактных поверхностях резца и в целом на резец. При таком переходе
изменяется процесс стружкообразования [34]. Удельное сопротивление
резанию с изменением угла скоса: от 0 до 30°, увеличивается (табл. 2.1). Это
связано с тем, что прочность древесины в продольном направлении больше,
чем в поперечном.

72
Таблица 2.1
Зависимость удельного сопротивления резанию, (Н/мм2)
от угла скоса резца при различных подачах.
Береза, W = 20%, = 12°, = 45°, = 7,4 мкм, V= 10 м/с.
Подача на
оборот Sz,
мм/об
Угол наклона режущей кромки, °
0 5 15 30
0,2 30 30,3 31,5 34,3
0,4 20,16 20,6 21,0 22,2
0,6 18,7 18,7 18,9 19,0
Для определения закономерности изменения угла резания (р) в
зависимости от угла наклона режущей кромки ножа используем схему (рис.
2.9, а). Из прямоугольных треугольников оdc, oad имеем соотношения:
oa tg p = od tg; od/oa = Cos , (2.45)
отсюда имеем:
tg p = tg Cos . (2.46)
здесь: угол резания, при = 0,°;
р рабочий угол резания, при > 0,°.
Из (2.46) видно, что при наличии угла наклона режущей кромки ножа
возникает рабочий угол резания (р < ). Острота лезвия при ( = 0)
характеризуется радиусом круга () цилиндра, а при ( > 0) радиусом кривизны
(э), эллипса (в передней зоне на большей оси). При этом: (э < ) или (э =
Cos ), т.е. с увеличением угла скоса резца режущая способность режущей
кромки повышается [8]. Предельные значения угла скоса: от 0 до 90°. На (рис.
2.9, б) представлена зависимость: р = f().

73
Рис. 2.9. Влияние угла наклона режущей кромки ножа на рабочий угол резания (δр)
а. схемы трансформации угла резания: δ = f(ε);
б. зависимость: δр = f(ε).
Эта зависимость определена по формуле (2.45) в виде:
р = arctg (tg Cos ). (2.47)
Из графика (рис. 2.9, б) видно, что вследствие трансформации режущей
кромки ножа исходная величина угла резания (при = 0) может изменяться в
несколько раз. Закономерность (2.46) в зависимости от угла скоса резца, для
режущих кромок с различными исходными углами резания различна. Чем
больше исходный угол резания, тем интенсивнее происходит трансформация
рабочего угла резания зависящий от угла наклона режущей кромки ножа. На
(рис. 2.10) показано влияние касательного движения со скоростью (Vк) вдоль

74
режущей кромки ножа с углом ( > 0), на рабочий угол наклона режущей
кромки [17].
Так как вектор касательной скорости (Vк) направлен в сторону входящей
точки режущей кромки (А), то в этом случае рабочий угол наклона режущей
кромки будет равен,°:
= c + к ; (2.48)
где: c – статистический угол наклона режущей кромки,°;
к кинематический угол наклона режущей кромки,°.
Рис. 2.10. Влияние движения вдоль режущей кромки ножа (с углом ε > 0), на рабочий
(кинематический) угол наклона режущей кромки
Кинематический угол (к) появляется при резании, когда одновременно с
главным движением резания осуществляется касательное движение со
скоростью (Vк). Величина кинематического угла (к) определяется уравнением в
виде:

75
𝑡𝑔εк =𝑉К·𝐶𝑜𝑠·ε0
𝑉+𝑉К𝑆𝑖𝑛·𝜀0. (2.49)
Из уравнения (2.49) видно, что эффект от движения вдоль режущей
кромки возрастает с увеличением отношения (Vк/V).
Геометрические параметры резцов и режимы резания влияют на:
точность и качество обработанного материала, долговечность и
работоспособность режущего инструмента, статистическую и динамическую
уравновешенность процесса и производительность станка [51]. Для
дальнейшего исследования требуется проведение экспериментальных
исследований в этой области.
2.5. Динамические усилия, возникающие в механизме
резания позиционного роторного
оцилиндровочного станка
Механизм резания позиционного роторного станка для оцилиндровки
брёвен состоит из двигателя, ременной передачи и ротора с набором режущих
инструментов. В механизме резания (в приводе) при обработке брёвен, кроме
статических, возникают динамические усилия. Эти усилия могут быть трёх
видов [31]:
- усилия, возникающие в элементах механизма, в результате
неравномерности рабочей нагрузки (усилий резания);
- усилия, возникающие в элементах механизма, в результате
неравномерного движения его деталей (ошибки исполнения деталей,
неуравновешенность деталей, неравномерный износ подшипников);
- усилия, возникающие в элементах механизма, при пуске и торможении.
Динамические усилия в механизме резания (в приводе) станка могут
одновременно содержать две составляющие: вызванную внешним динамическим
усилием и возникающую вследствие внутренних причин. При определении
пусковых нагрузок обычно задаются законом изменения скорости или

76
избыточного момента двигателя при его разгоне [51]. Однако такой приём
влечет за собой некоторую неточность результатов из-за того, что при разгоне
двигателя возникает обратная связь: действия двигателя на систему привода
механизма и, обратно, действие приводной системы на двигатель. В связи с этим
выбранный заранее закон изменения скорости или момента двигателя не будет
отражать действительного характера изменения отмеченных величин.
При рассмотрении динамических явлений в механизме резания (в приводе)
оцилиндровочного станка целесообразно учитывать действительные пусковые
характеристики двигателя в системе привода [18].
На (рис. 2.11) представлена механическая характеристика
короткозамкнутого асинхронного электродвигателя переменного тока при
обычном исполнении ротора.
Рис. 2.11. Механическая характеристика короткозамкнутого асинхронного двигателя
Она отличается существенной нелинейностью и рассчитана на машины,
запускаемые вхолостую, так как пусковой момент (Mп) у них зачастую
оказывается меньше момента сопротивления (Mс). Для запуска под нагрузкой
используют асинхронные двигатели со специальным исполнением ротора,
обеспечивающим значительные пусковые моменты (Mп > Mс) [39]. Для
короткозамкнутых асинхронных двигателей момент в период разгона можно

77
считать примерно равным средней величине между пусковым и максимальным
его значениями (рис. 2.11):
2
maxПcpp
MMMM
. (2.50)
Во время пускового процесса и торможения механизма резания
(привода), а так же при всяком изменении скорости вращения ротора (при
изменении сил резания в условиях переменной глубины резания), совершается
работа сил инерции частей, движущихся с ускорением или замедлением [63].
Работа сил инерции вращающихся частей при изменении скорости равна
разности кинетических энергий, а именно, c:
,IAg2
21
22
(2.51)
где: I – момент инерции вращающегося ротора, Н·м·с2;
ω1, ω2 – угловые скорости в начале и конце процесса изменения скорости, с-1.
Если моменты инерции всех вращающихся частей привода заменить
эквивалентным моментом инерции (Iпр), то работу сил инерции можно
представить в виде, Н·м·с2:
,I
Aпр
g2
2
(2.52)
где: Iпр – приведенный момент инерции к валу двигателя, Н·м·с2;
ɷ угловая скорость вращения вала двигателя, с-1
.

78
Применяя эквивалентный момент (Iпр), можно определить динамическую
мощность в виде, Н·м·с2:
𝑁д = 𝐼прɷ ·𝑑ɷ
𝑑𝑡. (2.53)
При пуске механизма резания (привода) расходуется мощность (Nп),
равная сумме динамической (𝑁д) и статической (Nс) мощностей, кВт:
𝑁п = 𝑁д + 𝑁с. (2.54)
При торможении, когда скорость ротора изменяется от номинальной до
нуля, расходуемая мощность равна разности этих мощностей, кВт:
𝑁п = 𝑁д − 𝑁с. (2.55)
Динамический момент (рис. 2.11) можно определить из отношения в
виде, Н·м·с2:
𝑀д =𝑁д
ɷ=
𝐽прɷ
ɷ·
𝑑ɷ
𝑑𝑡= 𝐽пр ·
𝑑ɷ
𝑑𝑡 ; (2.56)
Момент, развиваемый двигателем при пуске равен сумме динамического
и статического моментов, Н·м·с2:
𝑀П = 𝑀д + 𝑀с = 𝐼пр ·𝑑ɷ
𝑑𝑡+ 𝑀с; (2.57)
а при торможении он равен разности моментов:

79
𝑀T = 𝑀д + 𝑀с = 𝐼пр ·𝑑ɷ
𝑑𝑡+ 𝑀с
(2.58)
𝑀T = 𝑀д + 𝑀с = 𝐼пр ·𝑑ɷ
𝑑𝑡− 𝑀с
где: 𝑀T − статический момент двигателя соответствующий статической
мощности потребляемой двигателем при неизменной скорости рабочего
процесса резания.
Одна часть статической мощности расходуется на обработку бревна
резанием, а другая на преодоление сил трения (в опорах валов, трения о воздух
элементов ротора и передачи) [2]. Энергия, расходуемая на преодоление сил
трения, преобразуется в тепло.
Статический момент, развиваемый двигателем, может быть определён по
формуле, Н·м·с2:
𝑀Т = 9750 ·𝑁c
𝑛; (2.59)
где: Nс – статическая мощность двигателя, кВт;
n – частота вращения вала двигателя, мин-1
.
2.6. Моделирование механизма резания оцилиндровочного роторного
позиционного станка с асинхронным короткозамкнутым
электродвигателем
Оценка динамических нагрузок при проектировании оцилиндровочных
станков необходима при оптимизации параметров механизма резания для
минимизации или ограничения нагрузок в упругих связях, а так же для
прогнозирования надежности и долговечности работы.
Основным источником возбуждения крутильных колебаний в приводе
ротора оцилиндровочного станка является переменный момент от сил резания

80
биения вала ротора и изменение сил резания в зонах природных пороков
древесины (сучков и др.) [62].
Для того чтобы рассчитать механизм резания с оценкой динамических
процессов современными теоретическими методами, необходимо составить
уравнение движения всех его частей [43]. Решая эти уравнения совместно,
можно найти пути, скорости и ускорения элементов механизма, а так же
усилия, действующие в механизме.
Одним из более простых способов, который даёт возможность решать
динамические задачи, является метод преобразования механизмов. Этот метод
состоит в замене действительного механизма, упрощенным эквивалентным
рассчитываемому. Этот новый механизм должен быть выбран так, чтобы
динамические явления в нём приводили к тем же результатам, которые
имеются в реальном механизме, т.е. чтобы детали нового механизма
перемещались бы с теми же скоростями, что и в исходном механизме, и
чтобы возникали те же усилия. Замена одного механизма другим
(преобразованным) производится так, чтобы: кинетическая энергия частей
нового механизма оставалась равной кинетической энергии частей исходного
механизма; потенциальная энергия деформированных деталей так же оставалась
неизменной; из этого условия, выбирается жесткость среднего звена (“пружины”).
При анализе динамики привода представляет интерес два вопроса: как
сказывается гибкое звено (ременная передача) на характер движения механизма
резания при пуске, торможении, в режиме обработки резанием, а так же на
свойства электропривода [57]. В процессе обработки бревен механизм резания
(привод) передаёт и воспринимает наибольшие нагрузки в сравнении с другими
механизмами. Нагружение механизма резания в значительной мере определяет
работоспособность и надежность станка в целом [39]. Кинематическая и
приведенная двухмассовая схемы привода механизма резания позиционного
оцилиндровочного станка приведены на (рис. 2.12).

81
Рис. 2.12. Кинематическая и приведенная двухмассовая схемы привода механизма резания
позиционного оцилиндровочного станка;
механизм резания оцилиндровочного роторного позиционного станка включает:
электродвигатель (1), ведущий шкив (2), ведомый шкив (3), ременную передачу (4), ротор с
режущими инструментами (5).
Если по схеме (рис. 2.12, а) осуществить приведение моментов масс к
скорости вращения двигателя, то механический блок можно упрощенно
представить состоящим из трёх элементов: ротора электродвигателя с ведущим
шкивом, ременной передачи (гибкого звена), ротора с ведомым шкивом и
режущими инструментами. На основании этого эквивалентная приведённая
расчётная схема механизма резания (привода) оцилиндровочного станка может
быть представлена в виде двухмассовой схемы (рис 2.12, б). Приведенная схема
механизма состоит из двух масс, соединённых упругим звеном. Как показывают
исследования динамики приводных упругих систем и динамических нагрузок
механизмов, использование такого метода не вносят существенных ошибок [28].

82
В соответствии со схемой (рис. 2.12, б) введём обозначения:
I1 – приведённый момент инерции массы ротора двигателя и ведущего шкива на
его валу, Н·м·с2;
I2 – приведённый к валу двигателя момент инерции массы ротора и ведомого
шкива, Н·м·с2;
C – приведённая крутильная жесткость вала двигателя, передачи и вала ротора, H;
Mд – приведённый крутящий момент двигателя, Н·м·с2;
Mc – приведённый момент сопротивления (статический момент полезного
сопротивления, преодолеваемый приводной системой), Н·м·с2;
φ1; φ2– угловые координаты ведущей и ведомой масс,°.
Для составления уравнений движения масс приведённой схемы
воспользуемся уравнением Лагранжа 2-го рода, которое для рассматриваемой
нами задачи будет иметь вид [37]:
𝑑
𝑑𝑡· (
𝑑𝑇
𝑑φ) +
𝑑П
𝑑φ= 𝑄; (2.60)
где: Т; П – кинетическая и потенциальная энергия системы, Дж;
Q – внешняя нагрузка, Н;
t – время, с.
Кинетическая энергия системы:
.dt
dI
dt
dJT
2
22
2
11
22
(2.61)
Потенциальная энергия системы:

83
.C)(
П2
221
(2.62)
Внешняя нагрузка (Q ), действующая на массу ( 1J ) равна (- Mс) т.е.
статической нагрузке, которая должна быть взята со знаком минус.
Дифференцируя (T ) поочередно по ( 𝑑φ1
𝑑𝑡 и
𝑑φ2
𝑑𝑡), а затем по ( t ), а так же ( П ),
учитывая внешние нагрузки, получим уравнения движения обеих масс системы
в виде:
c
д
MC)(dt
dI
MC)(dt
dI
212
22
2
212
12
1
; (2.63)
Отсюда для вала нагрузки (ротора) имеем:
cд MMdt
d)II(
dt
d
C
II
2
22
214
24
21 ; (2.64)
И для вала двигателя:
.dt
Md
C
IMM
dt
d)II(
dt
d
C
II дcд 2
22
2
12
214
14
21
(2.65)
При определении динамических усилий и моментов в механизме резания
необходимо учитывать наличие или отсутствие внешней (рабочей) нагрузки
(статического момента), [17]. Предполагают, что статический момент
постоянен (т.е. Mc - const) и система в начальный момент нагружена (ротор
обеспечивает оцилиндровку бревна резанием).

84
2.7. Динамика привода механизма резания в режиме пуска и торможения
При эксплуатации оцилиндровочных станков включение и выключение
привода, как правило, производится при отсутствии внешней (полезной)
нагрузки, т.е. тогда, когда процесс резания в станках отсутствует. Это не
значит, что элементы привода в этот период не испытывают нагрузок. Приводу
приходится преодолевать силы трения и инерцию вращающихся частей [39].
При холостом пуске (разгоне) и торможении привода статический момент (Mc =
0) и уравнения движения привода (2.64) примут вид:
0212
22
2
212
12
1
C)(dt
dI
MMC)(dt
dI maxд
. (2.66)
Входной величиной механического блока привода является момент
развиваемый двигателем (𝑀𝑚𝑎𝑥), а выходной – скорость (путь) движения
рабочего органа ротора станка.
Указанные величины связаны известным уравнением движения:
,dt
dJMM прcmax
(2.67)
где: ω – угловая скорость вращения вала двигателя, с-1
;
Jпр – приведённый к валу двигателя момент инерции, Н·м·с2:
𝐼пр = 𝐼1 + 𝐼2/𝑖12; (2.68)
где: i – передаточное отношение от вала двигателя к валу ротора станка.

85
Внешние моменты в механическом блоке привода (рис. 2.11, б) должны
иметь приведённое значение. Приведённый момент двигателя:
𝑀с(пр) = 𝑀𝑔 · 𝑖/ƞ1; (2.69)
Приведённый момент статического внешнего сопротивления:
𝑀с(пр) = 𝑀𝑐 · 𝑖/ƞ2; (2.70)
где: ƞ1 – КПД двигателя, %;
ƞ2 – КПД ременной передачи между валом двигателя и валом ротора
станка, %.
Уравнения (2.67) механизма резания (привода) относительно нагрузки
упругого звена (x
M ), а именно C·(φ1 – φ2). Общее решение уравнений (2.67)
имеет следующий вид:
,)()(
21
2max
21
21
21
21
II
IMt
II
IICCosBt
II
IICSinAM
x
(2.71)
где: A и B – постоянные интегрирования.
Используя начальные условия: 0t , 0x
M , и 0dt
dMx ,
получим следующее выражение:
t
II
)II(CCos
II
IMM max
x21
21
21
2 1 ; (2.72)

86
При значении:
121
21
t
II
)II(CCos ; (2.73)
Максимальная динамическая нагрузка в упругом звене в период
холостого пуска (торможения) привода, Н·м·с2:
21
22
II
IMM max
(max)x
. (2.74)
Отсюда видно, что чем больше ведомая масса роторной группы в станке,
т.е. ( 2I ), тем больше нагрузка в системе передачи. Если ( 12 II ), то можно
принять с приближением равенство (max(max)
2MMx
). Величина (max
M ) при
пуске механизма резания может быть равной: 1,25 – 3,0, c.; а при торможении 2,
c. Здесь m = Mн – номинальный момент двигателя, который примерно равен
статическому моменту.
Таким образом, в худшем случае механизм привода при холостом пуске
может испытывать нагрузку, в несколько раз превышающую нагрузки при
установившемся движении в нагруженном состоянии [37]. Для уменьшения
нагрузок в механизмах привода с большими подвижными массами можно
применять двигатель с реостатным пуском.
2.8. Выводы
1. Предварительная подготовка к оцилиндровке, благодаря наличию участка
для сортировки бревен, способствует повышению надежности и долговечности
работы оцилиндровочного оборудования и обеспечивает стабильную
производительность и качество операции.

87
2. Точность работы оцилиндровочного позиционного роторного станка
определяется геометрическими погрешностями станка, которые в той или иной
мере оказывают влияние на качество обработанной поверхности.
3. В конструкции многорезцовой охватывающей головки для станков
позиционного типа целесообразно применять унифицированный комплект
режущего инструмента в качестве плоских ножей с прямолинейной режущей
кромкой: основные, косо расположенные ножи для черновой обработки и
вспомогательные – для чистовой обработки, обеспечивающий требуемую
износостойкость и качество обработанной поверхности.
4. При удалении припуска на обработку с бревна основным косо
расположенным ножом на обработанной поверхности остаются
кинематические неровности. Для удаления неровностей изделия необходимо
шлифовать, т.е. производить дополнительные затраты, во избежание этой
ситуации необходимо в роторной головке использовать группу чистовых
ножей, обеспечивающих требуемое качество поверхности.
5. Среди геометрических параметров режущего инструмента, влияющих на
силовые, мощностные и качественные показатели процесса резания, угол
наклона режущей кромки (0-30º) занимает особое место, влияя на процесс
стружкообразования, а соответственно, и на качество обработанной
поверхности.
6. Анализ динамики привода оцилиндровочного позиционного роторного
станка показывает, что чем больше ведомая масса роторной группы в станке,
тем больше нагрузка в системе передачи. В худшем случае механизм привода
при холостом пуске может испытывать нагрузку, в несколько раз
превышающую нагрузки при установившемся движении в нагруженном
состоянии. Для уменьшения нагрузок в механизмах привода с большими
подвижными массами необходимо применять двигатель с реостатным пуском.

88
3. МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
ОЦИЛИНДРОВКИ БРЕВЕН НА РОТОРНЫХ СТАНКАХ
ПОЗИЦИОННОГО ТИПА
3.1. Программа экспериментальных исследований
При выполнении экспериментальных исследований необходимо:
- обосновать условия проведения экспериментов;
- установить постоянные и переменные факторы, оценочные показатели и
диапазоны их варьирования при оцилиндровке бревен;
- выбрать необходимую регистрирующую аппаратуру, подготовить
опытные образцы режущих инструментов и обрабатываемой древесины;
- разработать методику экспериментальных исследований и
методическую сетку проведения опытов;
- установить необходимую точность измерений, число наблюдений и
разработать методику обработки результатов опытов;
- провести анализ результатов экспериментов и сравнить полученные
данные с выводами теоретических исследований;
- обобщить результаты экспериментальных исследований для их
использования при решении практических задач.
3.2. Методика экспериментальных исследований работы черновых резцов
в условиях оцилиндровки бревен
В задачи экспериментальных исследований входило: изучение влияния
параметров резцов и режима резания на мощностные и качественные
показатели оцилиндровки бревен резанием; установление связи характера
стружкообразования с качеством обработки [40]. Для проведения плановых
опытов использовалась установка на базе токарного станка с
электродвигателем (в приводе) типа АО2-41-4М100; мощностью 4 кВт.

89
Общий вид экспериментальной установки представлен на (рис. 3.1), а
узла резания с инструментом на (рис. 3.2). Рабочая частота вращения шпинделя
станка принята равной 900 мин-1
, это находится в соответствии с
промышленной частотой роторных оцилиндровочных станков позиционного
типа.
Рис. 3.1. Общий вид экспериментальной установки
В качестве регистрирующей аппаратуры для замера мощности резания в
опытах нами использовался самопишущий ваттметр, подключенный к
электродвигателю привода станка.
Данный опытный узел резания устанавливается на суппорте
экспериментальной установки (рис. 3.1). Узел резания включает основание и
установленную на нем державку с закрепленным резцом для черновой
обработки. Данная конструкция обеспечивает четыре степени свободы для

90
резца (настроечные перемещения). Позволяет ориентировать его лезвие в
пространстве и получать углы необходимые для проведения экспериментов.
Державка имеет два поворотных плоских шарнира с лимбами, а также
устройство для поворота режущей кромки на требуемые угол скоса резца. Угол
скоса резца может изменяться с шагом 7,5°. Для определения необходимых
настроечных перемещений резца в ходе экспериментов были проведены
теоретические исследования.
Рис. 3.2. Общий вид узла резания с инструментом
На (рис. 3.3) представлена конструктивная схема опытного узла резания с
черновым резцом для оцилиндровки бревен.

91
Рис. 3.3. Конструкция узла резания с черновым резцом для оцилиндровки бревен
а – вертикальная проекция; б – горизонтальная проекция; в – вид А.
– задний угол; – угол скоса резца; – главный угол резца в плане; – установочный
угол; (I I) – ось поворота резца на угол «»; (II II) – ось поворота резца на угол «».
В результате их получены графические и аналитические зависимости для
перемещений резца (угловых и линейных), с учетом поправок [30]. Расчетная
схема для определения необходимых настроечных перемещений чернового
резца представлена (на рис. 3.4).

92
Рис. 3.4. Расчетная схема для определения настроечных перемещений чернового резца
а – аксонометрическая проекция обрабатываемо бревна; б – вид А (ε=0).
установочный угол от оси II державки до касательной к обрабатываемой поверхности
бревна; ОО – ось бревна; K установочное расстояние от оси IIII державки до
вертикальной плоскости, проходящей через ось ОО; d, r – диаметр и радиус обработанной
поверхности бревна; u – расстояние от оси II державки до конца режущей кромки резца;
n – расстояние от оси IIII державки до режущей кромки резца; - главный угол резца в
плане; h – превышение линии центров стоики от оси ОО над осью IIII державки резца;
K - расстояние от оси державки IIII до оси бревна; угол между векторами K,n ,
исходящих из точки пересечения осей II и IIII;
K поправка на вектор K ; поправка на угол .

93
Поправки K и возникают в связи с трансформацией угловых и
линейных перемещений резца в пространстве в ходе экспериментов.
Величины настроечных перемещений и K определялись
аналитическим методом с использованием следующих зависимостей:
n
uSinrtg
; (3.1)
K
hSin
; (3.2)
Cos
nK ; (3.3)
; (3.4)
CosKK . (3.5)
Значения поправок K и определялись графическим методом и
измерением величин. Настроечные перемещения для чернового резца
представлены в (табл. 3.1).
При проведении опытов в соответствии с методической сеткой
определялась зависимость мощности на резание от основных режимных и
инструментальных факторов при оцилиндровке сосновых и еловых бревен с
влажностью 20% острыми резцами для черновой обработки [30]. Опыты
выполнялись на основе методики однофакторного эксперимента.
Ворсистость обработанной поверхности при определении шероховатости
не учитывалась. Она при оцилиндровке бревен удаляется чистовыми резцами
[21]. Определение кинематических неровностей (шероховатость) поверхности
обработки необходимо для проведения последующих экспериментов по

94
оцилиндровке бревен чистовыми резцами. Обработка результатов опытов
проводилась в соответствии с методикой, изложенной в разделе (3.4).
Результаты экспериментальных исследований представлены в виде
графических зависимостей, таблиц и степенных формул.
Таблица 3.1
Настроечные перемещения чернового резца
в условиях оцилиндровки бревен, K;
° d,
мм
Расчетные параметры Поправки
𝑡𝑔ρ, ρ,° K ,
мм Sin
K , мм
°
°
0
30
K ,
Мм ∆ρ,°,
75
140 1,191 50,0 116,6 0,014 116,4 53,7 11
5
16
8
120 1,058 46,6 109,2 0,069 108,9 50,5 11
5
16
8
100 0,924 42,2 102,1 0,073 101,8 47,1 11
5
16
8
60
140 1,164 19,3 115,1 0,065 114,9 53,0 8
4
13
6
120 1,031 45,8 107,7 0,069 107,4 50,1 8
4
13
6
100 0,898 41,9 100,8 0,075 100,5 46,2 8
4
13
6
45
140 1,120 48,2 112,6 0,067 112,3 52,0 5
3
5,10
5
120 0,988 44,6 105,4 0,071 105,1 49,1 5
3
5,10
5
100 0,855 40,5 98,7 0,076 98,4 45,2 5
3
5,10
5
Методические сетки опытов для исследования обработки
черновыми резцами приведены в (табл. 3.2 - 3.10).

95
Таблица 3.2
Методические сетки проведения экспериментов по исследованию влияния скорости
подачи ротора на мощность резания
Задача
исследования
Постоянные факторы Переменные
факторы Кол-
во
опыт
Кол-во
набл в
опыте
Общ
кол-
во
набл наименование
значен
ие
наименова
ние
зна
чен
ие
Установить
влияние
скорости
подачи ротора
на мощность
резания
Частота вращения шпинделя, мин-1
950 Скорость
подачи
ротора,
мм/об
0,2 6 3 18
Влажность древесины, % 20±2 0,4 6 3 18
Глубина резания, мм 10 0,6 6 3 18
Задний угол резца° 10
Угол заточки резца° 35
Передний угол резца° 45
Угол резания° 45
Температура окружающей среды, С° 20
Порода древесины Сосна,
Ель
Диаметр оцилиндрованных бревен, мм
140,
120,
100
Угол скоса режущей кромки резца° 0
Главный угол резца в плане° 45
Таблица 3.3
Задача
исследования
Постоянные факторы Переменные
факторы Кол-
во
опыт
Кол-во
набл в
опыте
Общ
кол-
во
набл наименование
значен
ие
наименова
ние
значе
ние
Установить
влияние
скорости
подачи ротора
на мощность
резания
Частота вращения шпинделя, мин-1
950 Скорость
подачи
ротора,
мм/об
0,2 6 3 18
Влажность древесины, % 20±2 0,4 6 3 18
Глубина резания, мм 10 0,6 6 3 18
Задний угол резца° 10
Угол заточки резца° 35
Передний угол резца° 45
Угол резания° 45
Температура окружающей среды, С° 20
Порода древесины Сосна,
Ель
Диаметр оцилиндрованных бревен, мм
140,
120,
100
Угол скоса режущей кромки резца° 0
Главный угол резца в плане° 60

96
Таблица 3.4
Задача
исследования
Постоянные факторы Переменные
факторы Кол-
во
опыт
Кол-во
набл в
опыте
Общ
кол-
во
набл наименование
значен
ие
наименова
ние
зна
чен
ие
Установить
влияние
скорости
подачи ротора
на мощность
резания
Частота вращения шпинделя, мин-1
950 Скорость
подачи
ротора,
мм/об
0,2 6 3 18
Влажность древесины, % 20±2 0,4 6 3 18
Глубина резания, мм 10 0,6 6 3 18
Задний угол резца° 10
Угол заточки резца° 35
Передний угол резца° 45
Угол резания° 45
Температура окружающей среды, С° 20
Порода древесины Сосна,
Ель
Диаметр оцилиндрованных бревен, мм
140,
120,
100
Угол скоса режущей кромки резца° 0
Главный угол резца в плане° 75
Таблица 3.5
Задача
исследования
Постоянные факторы Переменные
факторы Кол-
во
опыт
Кол-во
набл в
опыте
Общ
кол-
во
набл наименование
значен
ие
наименова
ние
значе
ние
Установить
влияние
скорости
подачи ротора
на мощность
резания
Частота вращения шпинделя, мин-1
950 Скорость
подачи
ротора,
мм/об
0,2 6 3 18
Влажность древесины, % 20±2 0,4 6 3 18
Глубина резания, мм 10 0,6 6 3 18
Задний угол резца° 10
Угол заточки резца° 35
Передний угол резца° 45
Угол резания° 45
Температура окружающей среды, С° 20
Порода древесины Сосна,
Ель
Диаметр оцилиндрованных бревен, мм
140,
120,
100
Угол скоса режущей кромки резца° 15
Главный угол резца в плане° 45

97
Таблица 3.6
Задача
исследования
Постоянные факторы Переменные
факторы Кол-
во
опыт
Кол-во
набл в
опыте
Общ
кол-
во
набл наименование
значен
ие
наименова
ние
зна
чен
ие
Установить
влияние
скорости
подачи ротора
на мощность
резания
Частота вращения шпинделя, мин-1
950 Скорость
подачи
ротора,
мм/об
0,2 6 3 18
Влажность древесины, % 20±2 0,4 6 3 18
Глубина резания, мм 10 0,6 6 3 18
Задний угол резца° 10
Угол заточки резца° 35
Передний угол резца° 45
Угол резания° 45
Температура окружающей среды, С° 20
Порода древесины Сосна,
Ель
Диаметр оцилиндрованных бревен, мм
140,
120,
100
Угол скоса режущей кромки резца° 15
Главный угол резца в плане° 60
Таблица 3.7
Задача
исследования
Постоянные факторы Переменные
факторы Кол-
во
опыт
Кол-во
набл в
опыте
Общ
кол-
во
набл наименование
значен
ие
наименова
ние
значе
ние
Установить
влияние
скорости
подачи ротора
на мощность
резания
Частота вращения шпинделя, мин-1
950 Скорость
подачи
ротора,
мм/об
0,2 6 3 18
Влажность древесины, % 20±2 0,4 6 3 18
Глубина резания, мм 10 0,6 6 3 18
Задний угол резца° 10
Угол заточки резца° 35
Передний угол резца° 45
Угол резания° 45
Температура окружающей среды, С° 20
Порода древесины Сосна,
Ель
Диаметр оцилиндрованных бревен, мм
140,
120,
100
Угол скоса режущей кромки резца° 15
Главный угол резца в плане° 75

98
Таблица 3.8
Задача
исследования
Постоянные факторы Переменные
факторы Кол-
во
опыт
Кол-во
набл в
опыте
Общ
кол-
во
набл наименование
значен
ие
наименова
ние
зна
чен
ие
Установить
влияние
скорости
подачи ротора
на мощность
резания
Частота вращения шпинделя, мин-1
950 Скорость
подачи
ротора,
мм/об
0,2 6 3 18
Влажность древесины, % 20±2 0,4 6 3 18
Глубина резания, мм 10 0,6 6 3 18
Задний угол резца° 10
Угол заточки резца° 35
Передний угол резца° 45
Угол резания° 45
Температура окружающей среды, С° 20
Порода древесины Сосна,
Ель
Диаметр оцилиндрованных бревен, мм
140,
120,
100
Угол скоса режущей кромки резца° 30
Главный угол резца в плане° 45
Таблица 3.9
Задача
исследования
Постоянные факторы Переменные
факторы Кол-
во
опыт
Кол-во
набл в
опыте
Общ
кол-
во
набл наименование
Значен
ие
наименова
ние
значе
ние
Установить
влияние
скорости
подачи ротора
на мощность
резания
Частота вращения шпинделя, мин-1
950 Скорость
подачи
ротора,
мм/об
0,2 6 3 18
Влажность древесины, % 20±2 0,4 6 3 18
Глубина резания, мм 10 0,6 6 3 18
Задний угол резца° 10
Угол заточки резца° 35
Передний угол резца° 45
Угол резания° 45
Температура окружающей среды, С° 20
Порода древесины Сосна,
Ель
Диаметр оцилиндрованных бревен, мм
140,
120,
100
Угол скоса режущей кромки резца° 30
Главный угол резца в плане° 60

99
Таблица 3.10
Задача
исследования
Постоянные факторы Переменные
факторы Кол-
во
опыт
Кол-во
набл в
опыте
Общ
кол-
во
набл наименование
значен
ие
наименова
ние
зна
чен
ие
Установить
влияние
скорости
подачи ротора
на мощность
резания
Частота вращения шпинделя, мин-1
950 Скорость
подачи
ротора,
мм/об
0,2 6 3 18
Влажность древесины, % 20±2 0,4 6 3 18
Глубина резания, мм 10 0,6 6 3 18
Задний угол резца° 10
Угол заточки резца° 35
Передний угол резца° 45
Угол резания° 45
Температура окружающей среды, С° 20
Порода древесины Сосна,
Ель
Диаметр оцилиндрованных бревен, мм
140,
120,
100
Угол скоса режущей кромки резца° 30
Главный угол резца в плане° 75
3.3. Методика экспериментальных исследований работы чистовых резцов
в условиях оцилиндровки бревен
В задачи экспериментальных исследований входило: изучение влияния
параметров чистовых (зачистных) резцов и режимов резания на качество
поверхности обработки бревен. Для проведения опытов использовалась
экспериментальная установка, которая ранее использовалась для опытов по
оцилиндровке бревен черновыми резцами (рис. 3.1).
Конструкция чистового узла резания аналогична узлу резания с черновым
резцом. Вместо чернового резца в державку устанавливается чистовой резец.
На (рис. 3.5) приведена схема оцилиндровки бревен чистовым резцом.
Оценка качества поверхности обработки (шероховатости обработанной
поверхности черновыми резцами) производится прибором ТСП-4. Проверка
производилась с использованием расчетной зависимости, мкм:
𝑅𝑚(𝑚𝑎𝑥) =𝑆𝑧𝑡gφtgφ1
𝑡gφ+𝑡gφ1; (3.6)

100
где: 𝑅𝑚(𝑚𝑎𝑥) среднее арифметическое высот отдельных наибольших
неровностей на поверхности, мкм;
Sz подача на оборот резца, мм/об;
главный угол резца в плане,°;
1 вспомогательный угол резца в плане,°.
Рис. 3.5. Принципиальная схема оцилиндровки бревен чистовым резцом
а – вертикальная проекция; б – вид А; в – разрез Б-Б. α – задний угол; β – угол заточки;
γ – передний угол; t – глубина резания; ε – угол скоса режущей кромки.
Предварительными экспериментами было установлено, что мощность на
резание для чистовых резцов не превышает 5% от мощности резания для
черновых резцов. Поэтому ее при расчетах мощности на резание в условиях
оцилиндровки бревен можно учесть коэффициентом запаса [34]. При
исследовании работы чистовых резцов в качестве оценочного показателя,
принято взять шероховатость поверхности обработки (𝑅𝑚(𝑚𝑎𝑥)). Главным

101
показателем шероховатости чистового резца являются главный и
вспомогательный углы в плане.
На (рис. 3.6) представлен общий вид опытного узла резания с чистовым
резцом при оцилиндровке бревен.
Рис. 3.6. Общий вид опытного узла резания с чистовым резцом
Методическая сетка опытов для исследования обработки чистовыми
резцами приведена в (табл. 3.11).
Таблица 3.11
Задача
исследования
Постоянные факторы Переменные
факторы Кол-
во
опыт
ов
Кол-во
набл в
опыте
Общ
кол-
во
набл наименование
значен
ие
наименова
ние
зна
чен
ие
Установить
влияние
скорости
подачи ротора
на
шероховатость
обработанной
поверхности,
мкм
Частота вращения шпинделя, мин-1
950 Скорость
подачи
ротора,
мм/об
0,2 3 3 9
Влажность древесины, % 20±2 0,4 3 3 9
Глубина резания, мм 0,6 0,6 3 3 9
Задний угол резца° 10
Угол заточки резца° 30
Передний угол резца° 50
Угол резания° 40
Температура окружающей среды, С° 20
Порода древесины сосна,
ель
Диаметр бревна, мм 100
Главный и вспомогательный углы в плане° 45; 60;
75

102
3.4. Методика обработки результатов экспериментов
При обработке результатов экспериментов по определению сил и
мощности резания в условиях оцилиндровки бревен на лабораторной
установке, возникает вопрос о наиболее вероятностном значении измеряемой
величины. Приближенно за постоянную величину мощности резания (Np)
можно принять, кВт:
среднее арифметическое значение;
n
N
MN
n
ê
p
1 ; (3.7)
среднее геометрическое значение;
np NNNNN ...321 ; (3.8)
среднее квадратическое значение;
n
NNNNN n
p
22
3
2
2
2
1 ... . (3.9)
где: N1, N2, N3 …Nn – значение мощности резания при изменениях от 1-го до n-
го опытов, кВт;
n – число измерений величины мощности резания, шт.
Так как указанные величины являются приближенными, поэтому
возникает необходимость знать отклонения от истинной величины этих
приближенных значений. Знание пределов, в которых располагается истинное

103
значение величины мощности резания, весьма необходимо при обработке
результатов экспериментов [40].
В результате наблюдений для мощности резания получены следующие
значения, кВт:
N1, N2, N3, N4, …Nn.
Среднее арифметическое этих значений:
n
N
n
NNNNMN
n
ê
np
1321 ...
. (3.10)
Абсолютное отклонение (погрешность измерения мощности резания):
∆𝑁р = 𝑁в − 𝐴. (3.11)
Относительное отклонение (погрешность измерения мощности резания):
ε =∆𝑁р
𝑁р. (3.12)
Отклонение от средней арифметической (центральное):
∆𝑁р = 𝑁в − 𝑀.
Среднее квадратическое отклонение отдельного измерения мощности
резания:
σ = ±√Ʃ1
𝑛(∆𝑁р)2
𝑛−1= √
Ʃ1𝑛(𝑁р−𝑀)2
𝑛−1. (3.13)

104
Среднее квадратическое отклонение от среднего арифметического:
σ𝑀 = ±σ
√𝑛= √
Ʃ1𝑛(∆𝑁р)2
𝑛(𝑛−1)= √
Ʃ1𝑛(𝑁р−𝑀)2
𝑛(𝑛−1). (3.14)
Вероятная погрешность результата измерения:
∆𝑁р =2
3σ𝑀 = 0,6745√
Ʃ1𝑛(𝑁р−𝑀)2
𝑛(𝑛−1). (3.15)
Отсюда, истинный результат замера мощности резания должен быть
расположен в пределах:
(N + ∆Nр) > N > ( N - ∆Nр). (3.16)
Показатель точности измерений мощности резания:
%100M
P Ì . (3.17)
Окончательный результат обработки, полученный при измерении
мощности резания, записывается в виде, кВт:
Mp MN 3 ; рассеивание мощности;
Mp MN 3(max) ; ошибка +;
Mp MN 3(min) ; ошибка -.

105
Максимальная погрешность измерения мощности резания:
M 6 . (3.18)
Расчет статистических характеристик приведен в (табл. 3.12).
Таблица 3.12
Границы
интервалов
Nр (кВт)
Среднее группы
Nр
Частота
im Nр im Nк - М (Nк – М)
2 (Nк – М)
2
im
N1 N2 2
21 NN m1 + + + +
N2 N3 2
32 NN m2 + + + +
Nn-1 Nn 2
1 nn NN mi + + + +
𝑛 = Ʃ𝑚𝑖; Ʃ⌊(𝑁р − 𝑀)2𝑚𝑖⌋; Ʃ(𝑚𝑖 · 𝑁р). (3.19)
σ = ±√Ʃ⌊(𝑁р−𝐼)2·𝑚𝑖⌋
𝑛−1. (3.20)
(3.21)
6
;3
;3
min
max
MN
MN
(3.22)
(3.23)
Определение количества повторных опытов.
Вариационный коэффициент, характеризующий изменчивость
замеряемой мощности резания, %:

106
M
V100
, (3.24)
где: - среднее квадратичное отклонение отдельного измерения мощности
резания;
М – среднее арифметическое значение мощности резания.
Средняя ошибка среднего арифметического при замерах мощности
резания:
n
m
, (3.25)
где: n – количество измерений мощности резания, шт.
Показатель точности измерений мощности резания, %:
M
mP
100 %. (3.26)
Для условий обработки древесины резанием величину (Р) принимают при
оценке результатов опытов не более 5%, [40].
Необходимое количество повторений опытов для обеспечения
необходимой точности результатов определяется по формуле, шт.:
2
22
0P
tVn , (3.27)
где: V – вариационный коэффициент, %;
t – вероятность результата с заданной точностью измерений, %;
Р – показатель точности измерений, %.

107
Если принять: V = 10%, Р = 5%, t = 1, то необходимое количество
повторений опытов будет равно, шт.:
425
100
5
1102
22
0
n . (3.28)
Если принять: V = 4%, Р = 5%, t = 0,95 (численно равно 1,96), то
необходимое количество повторений опытов будет равно, шт.:
344,225
84,316
5
96,142
22
0
n . (3.29)
Отсюда видно, что при коэффициенте вариации 10% и показателе
точности 5% достаточно ограничиться 4 повторениями опытов, чтобы получить
результат с точностью не менее 68%, (при t =1,0).
Если принять: V = 4%, Р = 5%, а вероятность t = 0,95 (численно равную
1,96), то необходимое количество повторений опытов будет равно 3, при
точности не менее 95%, [6].
Обработка результатов опытов с выводом эмпирических степенных
формул.
При экспериментальном изучении процесса оцилиндровки бревен
резанием, можно использовать в порядке обобщения опытных данных по
замеру мощности резания, уравнение вида, кВт:
ZtSCN zp …, (3.30)
где: Nр – выходная величина (мощность резания), которая зависит от
параметров z, , , t и др., кВт;
Z – число резцов, шт;
С – постоянная, зависящая от условий опытов;

108
, , , … показатели степени у переменных, имеющие
положительные или отрицательные значения.
Указанное выражение (3.30) может быть получено методом
однофакторного эксперимента или многофакторного планирования
эксперимента [30]. В первом случае сначала устанавливается зависимость, кВт:
zp SCN 1 , (3.31)
Во втором случае – сразу устанавливается зависимость (3.30). При
использовании методики однофакторного эксперимента обработка опытных
данных может быть выполнена: графическим методом; методом степенных
зависимостей; методом наименьших квадратов; методом нормального
распределения [10].
Зависимость (3.31) выражает параболу, если >0, и гиперболу при <0.
Прологарифмируем выражение (3.31):
zp SCN lglglg 1 . (3.32)
Обозначив: yN p lg , xSz lg , CC 1lg получим уравнение в виде:
y = C + x. (3.33)
Это линейное уравнение относительно переменных (у) и (х). В
логарифмических координатах на логарифмической сетке, уравнение (3.33)
изображается прямой линией. При этом тангенс угла наклона главного угла в
плане на прямой к оси абсцисс (х), с учетом масштабных коэффициентов
(модулей шкалы) для осей (у) и (х) будет равен: = tg .

109
На (рис. 3.7) представлена система прямоугольных логарифмических
координат.
Рис. 3.7. Система прямоугольных логарифмических координат
На оси (х) отложены значения логарифмов чисел (х) – согласно формулы
(3.31), значения логарифмов (Sz), взятые в масштабе (mx) – модуль
логарифмической шкалы по оси (х). На оси (у) отложены значения логарифмов
чисел (у) – согласно формулы (3.31), значения логарифмов (Nр), взятые в
масштабе (my) – модуль логарифмической шкалы по оси (у). Против пометок
величин на оси (х) ставим значения чисел (Sz), а не их логарифмов.
Аналогично и на оси (у), ставим значения чисел (Nр), а не их логарифмы
[5]. При отсутствии стандартной логарифмической шкалы она может быть
построена по формулам:
xx mxxl )lg(lg 01 , (3.34)
yy myyl )lg(lg 01 , (3.35)
где: х0, у0 – координаты исходной точки шкалы (А);
mx, my – модули шкалы по осям (х) и (у);

110
х1, у1 – координаты искомой точки шкалы (В);
lx, ly – расстояние между точками, соответственно (х0 – х1) и (у0 – у1), мм.
Модуль логарифмической шкалы – это расстояние между двумя точками,
которые соответствуют числам, разнящимся в 10 раз. Если х1 = 10х0, то
формула (3.34) для оси (х) доставит lx = mx, а для оси (у) соответственно ly = my.
На графике (рис. 3.7) прямая (АВ) графически выражает зависимость:
у=f(x),т.е.: Np = f(Sz).
Имеем для определения показателя степени при (Sz) следующую
формулу:
tgm
m
b
atg
y
x . (3.36)
В этой формуле согласно (рис. 3.7), а = ВД; b = АД.
Таким образом, для определения показателя степени () используем
зависимость:
tgm
m
y
x . (3.37)
При mx = my имеем b
atg , а при
yx mm определение () производится
по формуле (3.37). Таким образом, формула (3.31) с учетом (3.37) может быть
представлена в виде:
tg
m
m
zp
y
x
SCSCN 11. (3.38)
Постоянную (С1) в формуле (3.38) можно определить двумя способами:

111
1. Прямую (АВ) продолжаем до пересечения с вертикалью, проходящей
через точку (x = 1), (рис. 3.7). Ордината точки пересекая (К) соответствует
искомому значению постоянной (С1), т.к. по смыслу формулы (3.38)
постоянная, есть мощность резания (Nр) при подаче на оборот ротора
(инструмента) Sz = 1,0 мм.
2. Если искомая точка пересечения (К) лежит за пределами чертежа, то
следует любое значение (Sz) на оси (х) провести по вертикали до пересечения с
линией (АВ) и на оси ординат определить соответствующее значение ординаты
точки пересечения, т.е. Nр – мощность резания [10]. На (рис. 3.7) точка (М) имеет
абсциссу Sz(x) и ординату Np(y). Подставив определенные значения (Sz(x)) и (Np(y)) в
формулу (3.38) получим:
tg
mm
xz
yp
xz
yp
y
x
S
N
S
NC
)(
)(
)(
)(
1 . (3.39)
В отдельных случаях постоянную (С1) можно определить по значению
абсциссы и ординаты точки (В) или (А) на графике (рис. 3.7).
При определении частных степенных формул: Np=f(Sz); Np=f(); Np=f();
определяется общая формула (3.30):
𝑁р = 𝐶 · 𝑆𝑧α · φβ · ελ · 𝑡δ. (3.40)
Постоянная в этой формуле имеет значение:
𝐶 =𝑁р
𝑆𝑧α·φβ·εγ·𝑡δ
. (3.41)

112
4. РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
ОЦИЛИНДРОВКИ БРЕВЕН
4.1. Исследование влияния режимных и инструментальных
факторов на мощность резания при оцилиндровки бревен
При проведении опытов в соответствии с методической сеткой
определялась зависимость мощности на резание от основных режимных и
инструментальных факторов при оцилиндровке сосновых и еловых бревен с
влажностью 20% острыми резцами для черновой обработки. Опыты
выполнялись на основе методики однофакторного эксперимента. Результаты
опытов подвергались статистической обработке. В последующем обработка
полученных данных производилась графическим методом с построением
графиков и степенных зависимостей.
Для получения достоверных результатов замера мощности резания (Nр)
были проведены предварительные опыты [40], для определения показателей
мощности на шпинделе станка при холостом ходе (Nш.х.х.), при различных
подачах на оборот (Sz) мм/об. Мощность холостого хода определялась по
формуле, кВт:
nWVi.х.х.ш NKKnN , (4.1)
где: n – число фаз электродвигателя, (п = 3), шт;
Ki – коэффициент трансформации по току, (Ki = 2);
KV – коэффициент трансформации по напряжению, (KV = 1);
NW – показания ваттметра, кВт;
0 – КПД привода, без подачи (0 = 0,86).
Значения мощности на валу шпинделя, в зависимости от подачи на
оборот, с учетом КПД представлены в (табл. 4.1).

113
Таблица 4.1
Мощность на шпинделе (холостой ход)
Sz, мм/об 0 0,2 0,4 0,6 0,8 1,0
Nш.х.х. (кВт) 1,34 1,26 1,31 1,33 1,21 1,26
Среднее арифметическое значение мощности (Nш.х.х)ср. = 1,25 кВт.
Влияние на мощность резания подачи на оборот.
Подача на резец оказывает большое влияние на мощность резания и на
характер стружкообразования. Ее вклад в мощность резания составляет: 35 -
40% при различных условиях резания [1]. В опытах подача на резец
варьировалась в пределах: от 0,2 до 0,6 мм/об. При других значениях подачи на
оборот условия обработки бревен ухудшаются [43]. При этом снижаются
производительность и качество обработанной поверхности бревен.
Из графиков (рис. 4.1 - 4.6) видно, что при всех равных прочих условиях с
увеличением подачи на резец мощность резания возрастает. Тенденция к
росту мощности объясняется тем, что при увеличении подачи на резец
увеличивается площадь сечения и толщина срезаемой стружки и
соответственно растет сила резания [7]. С увеличением подачи растут и
составляющие общей силы резания: касательная сила – Рх ; радиальная сила –
Ру; осевая сила – РZ. Общая сила резания (Р) связана с составляющими силами
уравнением в виде, Н:
222
Zyx PPPP .
При увеличении касательной силы резания с ростом мощности на резание
увеличивается и крутящий момент, действующий на бревно (действие одного
резца). Нм:

114
Мкр=Рхd/2
При работе (Z) резцов общий крутящий момент при резании равен, Нм:
Мкр (Z)=Рх Z d/2.
На основе проведенных опытов для практических целей организации
процесса оцилиндровки бревен черновыми резцами рекомендуются подачи на
резец (оборот) в пределах: от 0,4 до 0,6 мм/об (Прил. П1 – П2).
Определяющим фактором этих условий является неизменность силы
резания, т.е. установившийся процесс стружкообразования.
На основании графика: Np = f(SZ), построенного в логарифмических
координатах получены следующие частные зависимости при Z=1:
для оцилиндровки сосновых бревен, (кВт)
16,0
02,2 Zp SN ; (4.2)
для оцилиндровки еловых бревен, (кВт)
14,0
07,2 Zp SN . (4.3)
Влияние на мощность резания главного угла резца в плане.
Главный угол резца в плане оказывает заметное влияние на мощность
резания [8]. Его вклад в мощность резания составляет в среднем: 15 - 20%. В
опытах главный угол в плане для резца варьировался в пределах: от 45 до 75°.
Из графиков (рис. 4.1 - 4.6) видно, что с увеличением главного угла в плане,
мощность на резание уменьшается. Тенденция к снижению мощности резания
объясняется тем, что при увеличении главного угла, резание переходит от
торцово-продольного к торцово-поперечному с уменьшением энергозатрат [10].

115
Из теории резания древесины известно, что если за единицу принять
касательную силу резания древесины поперек волокон, то касательная сила
резания вдоль волокон (в среднем) будет равна двум, в торец – шести, т.е:
Рх(Н):Рх( ):Рх() =1:2:6.
Переход от одного вида резания к другому вызывает соответствующее
изменение силы резания и, следовательно, мощности резания. При переходе от
одного вида резания к другому изменяется характер стружкообразования и, как
следствие, качество обработки. В опытах установлено, что при подаче на
резец: от 0,4 - 0,6 мм/об, и главном угле в плане: > 50°; образуется элементная
стружка в виде мелких фракций с появлением на обработанной поверхности
ворсистости. Элементность стружки ведет к снижению качества поверхности
резания [51].
На основе проведенных опытов для практических целей организации
процесса оцилиндровки бреве черновыми резцами рекомендуется главный угол
резца в плане: от 50 до 60° (Прил. П.1 – П.6). При подаче в пределах: от 0,4 до
0,6 мм/об, угле в плане для резца 60° образуется без элементная (сливная)
стружка.
На основании графика Np = f() построенного в логарифмических
координатах получены следующие частные зависимости при Z=1:
для оцилиндровки сосновых бревен, (кВт)
15,0
44,3
pN ; (4.4)
для оцилиндроки еловых бревен, (кВт)
12,0
14,3
pN . (4.5)

116
Влияние на мощность резания угла скоса резца.
Вклад угла скоса резца в мощность резания составляет в среднем: 15 -
20%. Влияние угла скоса на оцилиндровочный процесс следует рассматривать в
совокупности с подачей на резец (SZ) и главным углом резца в плане [7].
В опытах угол скоса резца изменялся в пределах: от 0 до 30°. Из
сравнения графиков (рис. 4.1 - 4.6) видно, с увеличением угла скоса чернового
резца мощность резания возрастает. Интенсивность роста сил резания резко
увеличивается, начиная 4050°. Тенденция роста мощности резания с
увеличением угла скоса резца объясняется тем, что с увеличением угла скоса,
изменяется вид резания и соответственно характер стружкообразования [42].
Для практики оцилиндровки бревен черновыми резцами на основе
опытов рекомендуется угол скоса резца в пределах: от 15 до 20° (Прил. П.1 –
П.6).Так при подаче на резец: SZ = 0,4 0,6 мм/об, главном угле в плане резца
60° и 15° образуется при резании без элементная (сливная) стружка. В
условиях перехода от элементной к без элементной (сливной) стружке
мощность резания увеличивается с улучшением качества обработки.
На основании графика Np = f() нами были получены следующие частные
зависимости при Z=1:
- для оцилиндровке сосновых бревен, (кВт)
16,0
27,1 pN ; (4.6)
- для оцилиндровке еловых бревен, (кВт)
1,0
5,1 pN . (4.7)
Графики зависимости мощности резания от основных факторов в
декартовых координатах для числа резцов Z=1 приведены на (рис. 4.1 - 4.6).

117
Рис. 4.1. Влияние подачи Sz, мм/об на мощность резания при оцилиндровке бревен
черновыми резцами
Материал – сосна; диаметр – 140мм; t = 10мм; а – ε = 0°; б - ε = 15°; в - ε = 30°.
Первая серия опытов.
Рис. 4.2. Влияние подачи Sz , мм/об на мощность резания при оцилиндровке бревен
черновыми резцами
Материал – сосна; диаметр – 120мм; t = 10мм; а – ε = 0°; б - ε = 15°; в - ε = 30°.
Вторая серия опытов.

118
Рис. 4.3. Влияние подачи Sz, мм/об на мощность резания при оцилиндровке бревен
черновыми резцами
Материал – сосна; диаметр – 100мм; t = 10мм; а – ε = 0°; б - ε = 15°; в - ε = 30°.
Третья серия опытов.
Рис. 4.4. Влияние подачи Sz, мм/об на мощность резания при оцилиндровке бревен
черновыми резцами
Материал – ель; диаметр – 140мм; t = 10мм; а – ε = 0°; б - ε = 15°; в - ε = 30°.
Четвертая серия опытов.

119
Рис. 4.5. Влияние подачи Sz, мм/об на мощность резания при оцилиндровке бревен
черновыми резцами
Материал – ель; диаметр – 120мм; t = 10мм; а – ε = 0°; б - ε = 15°; в - ε = 30°.
Пятая серия опытов.
Рис.4.6. Влияние подачи Sz, мм/об на мощность резания при оцилиндровке бревен
черновыми резцами
Материал – ель; диаметр – 100мм; t = 10мм; а – ε = 0°; б - ε = 15°; в - ε = 30°.
Шестая серия опытов.

120
Обобщенная зависимость мощности резания от режимных и
инструментальных факторов.
В итоге обработки опытных данных получаем зависимость мощности
резания, (Nр) от основных переменных факторов в виде степенной формулы,
кВт:
𝑁р = 𝐶 · 𝐶𝑍𝑎 · φβ · ε𝛾 · 𝑡 · 𝑍. (4.8)
При обработке опытных данных соблюдаем такую последовательность:
- определяем частные степенные формулы:
𝑁р = 𝐶1 · 𝐶𝑍𝑎; 𝑁р = 𝐶2 · φβ; 𝑁р = 𝐶3 · ε𝛾 ; и др. (4.9)
- на основе частных степенных формул определяем общую зависимость
(4.9) с определением постоянной (С).
А) При проведении опытов определялась зависимость мощности на
резание от основных режимных и инструментальных факторов [10]. Условия
опытов: материал – сосна; влажность – 20%; глубина обработки – t = 10, мм;
резец – острый (=10-15), мкм; частота вращения шпинделя – n = 900 мин-1
.
Переменные факторы: подача на оборот: SZ = 0,2 – 0,4 – 0,6 мм/об; угол
установки резца: = 45, 60, 75°; угол наклона режущей кромки: = 0, 15, 30°;
диаметр бревен: d = 100 – 120 – 140 мм.
1. Определяем зависимость: Nр = f(SZ);
Опытные данные при: = 60°, = 140 мм, =0°, t = 10 мм, представлены
в (табл. 4.2).
Таблица 4.2
SZ, (мм/об) 0,2 0,4 0,6
Nр (кВт) 1,56 1,72 1,86

121
Для построения логарифмической координатной сетки воспользуемся
зависимостями (методика обработка опытных данных):
lx = (lg x1 lg x0) mx;
(4.10)
ly = (lg y1 lg y0) my.
Принимаем модуль по оси (Х) mх = 150 мм, а модуль по оси (у) mу
=1000 мм. При этих значениях имеем lх = 72 мм, lу = 76,4 мм. При подстановке
значений зависимости имеют вид:
72 = (lg 0,6 lg 0,2) 150;
76,4 = (lg 1,86 lg 1,56) 1000.
График Nр = f(SZ) в логарифмических координатах, с использованием
данных (табл. 4.2) представлен на (рис. 4.7).
Рис. 4.7. График зависимости: Nр = f(SZ)

122
Согласно графика показатель степени () при подаче на оборот (SZ):
16,0721000
4,76150
tg
m
m
y
x.
Таким образом, частная формула 𝑁р = 𝐶1 · 𝐶𝑧𝑎 примет вид:
𝑁р = 𝐶1 · 𝐶𝑍0,16
.
Постоянная (С1) в этой формуле определяется из выражения:
02,29215,0
86,1
6,0
86,116,016,01
Z
p
S
NC .
С учетом значения постоянной, степенную частную зависимость получим
в виде, (кВт):
𝑁р = 2,02 · 𝐶𝑧0,16
.
2. Определяем зависимость: Nр = f();
Опытные данные при: SZ = 0,6 мм/об, = 0°; t = 10 мм; d = 140 мм,
представлены в (табл. 4.3).
Таблица 4.3
° 45 60 75
Nр, (кВт) 2,07 1,86 1,92
lx = (lg x1 lg x0) mx = (lg 0,6 lg 0,2) 150 = 67 мм;
(4.11)
ly = (lg y1 lg y0) my = (lg 2,07 lg 1,92) 1000 = 32,7 мм.

123
График Nр = f() в логарифмических координатах, с использованием
данных (табл. 4.3) представлен на (рис. 4.8).
Рис. 4.8. График зависимости: Nр = f(φ)
Согласно графика показатель степени () при угле () будет равен:
15,0100067
3007,32
y
x
m
mtg .
Таким образом, частная формула 𝑁р = 𝐶2 · φβ примет вид:
𝑁р = 𝐶2 · φ−0,15.
Постоянная (С2) в этой формуле определится из выражения:
44,36086,115,015,0
15,02
p
pN
NC .
Таким образом, частная степенная формула Nр =f() имеет следующий
вид (кВт):
𝑁р = 3,44 · φ−0,15.

124
3. Определяем зависимость: Np = f();
Опытные данные при: = 60°; SZ = 0,6 мм/об; d = 140 мм; t = 10 мм,
представлены в (табл. 4.4).
Таблица 4.4
° 0 15 30
Nр (кВт) 1,86 2,08 2,19
График Np = f() в логарифмических координатах представлен на (рис.
4.9).
Рис. 4.9. График зависимости: Nр = f(ε)
Согласно графика показатель степени () при () будет равен:
16,05,032,070
22
300
150 tg
m
m
y
x .
С учетом этого зависимость Np = f() примет вид:
Np = C3 0,16
.
Постоянная (С3) в этой формуле определяется из выражения:
𝐶3 =𝑁р
𝜀0,16=
2,19
300.16=
2,19
1,72= 1,27.
Таким образом, имеем формулу Np = f() в виде:
Np = 1,27 0,16
.

125
4. Определяем зависимость: Np = f(SZ, );
𝑁р = 𝐶4 · 𝑆𝑧0,16 · φ−0,15.
Постоянная (С4) в этой формуле равна:
𝐶4 =𝑁Р
𝑆𝑧0,16·φ−0,15
=1,86·600,15
0,60,16=
1,86·1,85
0,92= 3,74.
Таким образом, зависимость Np = f(SZ, ) имеет вид:
15,016,074,3
Zp SN .
5. Определяем зависимость: Np = f(SZ, , )
Отсюда зависимость примет вид:
𝑁р = 𝐶5 · 𝑆𝑧0,16 · φ−0,15 · ε0,16.
Постоянная (С5) в этой формуле определится из выражения:
𝐶5 =𝑁Р · φ0,15
𝑆𝑧0,16 · ε0,16
=1,89 · 600,15
0,60,16 · 300,16=
3,74
1,72= 2,18.
С учетом этого окончательно формула примет вид, кВт:
𝑁р = 2,18 · 𝑆𝑧0,16 · φ−0,15 · ε0,16. (4.12)
Формула (4.12) справедлива для условий, когда обрабатывается сосна с
глубиной резания t = 10 мм с одним работающим ножом (Z = 1) [7].

126
Учитывая, что между мощностью резания (Np) и (t) существует прямая
пропорциональность, то формулу можно представить в виде (кВт):
ZtSN Zp 16,015,016,0
218,0 . (4.13)
Формула (4.13) справедлива при изменении переменных в следующих
пределах: SZ = 0,2 – 0,4 – 0,6 мм/об; = 45 – 60 – 75°; = 0 – 15 – 30°; t = 1,0.
Угловые параметры резца: = 10°; = 35°; = 45°; = 45°: резец острый
=10 15 мкм. Материал резца – быстрорежущая сталь (Р9; Р18).
Сводка степенных формул для мощности резания применительно к
обработке сосновых бревен приведена в (табл. 4.5 - 4.6).
Таблица 4.5
№ Вид
функции
Мощность резания Nр
(кВт) при одном резце
(Z=1) и t=10 мм
Мощность резания Nр
(кВт) при (Z) резцах
и t=10 мм
Мощность резания Nр
(кВт) при (Z) резцах
и t=1,070 мм
1 Np = f(SZ) 16,0
02,2 Zp SN ZSN Zp 16,0
02,2 tSN Zp 16,0
02,2
2 Np = f() 15,0
44,3
pN ZN p 15,0
44,3 tZN p 15,0
44,3
3 Np = f() 16,0
27,1 pN ZN p 16,0
27,1 tZN p 16,0
27,1
Таблица 4.6
Общая степенная зависимость мощности резания Nр (кВт) от технологических
факторов.
Мощность резания Np (кВт)
при одном резце (Z=1) и t=10 мм
16,015,016,018,2
Zp SN
Мощность резания Np (кВт)
при Z резцах и t=10 мм ZSN Zp
16,015,016,018,2
Мощность резания Np (кВт)
при Z резцах и t=1,0 70 мм tZSN Zp
16,015,016,0218,0

127
При определении мощности по формуле (4.13) можно использовать
поправочные коэффициенты, представленные в (табл. 4.7 – 4.10) для
продольного (осевого) точения древесины [10].
Таблица 4.7
Поправка на породу древесины (ап)
Порода древесины ап Порода древесины ап
Липа 0,80 Лиственница 1,10
Осина 0,85 Береза 1,25
Сосна 1,00 Бук 1,40
Ель 0,95 Дуб 1,55
Ольха 1,05 Ясень 1,75
Таблица 4.8
Поправка на влажность древесины (аw)
Древесина Влажность, W% Поправка (аw)
Очень сухая 5 8 1,10
Сухая 10 15 1,00
Полусухая 25 30 0,95
Сырая 50 70 0,90
Очень сырая более 70 0,80
Таблица 4.9
Поправка на затупление инструмента (а)
Длительность работы инструмента
при обработке древесины (Т мин)
0
60
120
180
240
300
360
Поправка на затупление
инструмента(а)
1,00
1,20
1,30
1,35
1,40
1,45
1,50

128
Таблица 4.10
Поправка на угол резания (а)°
Угол резания инструмента (б)°
35
45
50
55
60
65
Поправка на угол резания (аб)
0,93
1,00
1,25
2,0
Б) При проведении опытов определялась зависимость мощности на
резание от основных режимных и инструментальных факторов [24]. Условия
опытов: материал – ель; влажность – 20%; глубина обработки – t = 10, мм; резец
– острый (=10-15), мкм; частота вращения шпинделя – n = 900 мин-1
.
Переменные факторы: подача на оборот: SZ =0,2 – 0,4 – 0,6 мм/об; угол
установки резца: = 45 – 60 – 75°; угол наклона режущей кромки: = 0 - 15 -
30°; диаметр бревен: d = 100 – 120 – 140 мм.
1.Определяем зависимость: Nр (кВт) = f(SZ);
Опытные данные при: = 60°, = 140 мм, = 0°, t = 10 мм,
представлены в (табл. 4.11).
Таблица 4.11
SZ, (мм/об) 0,2 0,4 0,6
Nр (кВт) 1,65 1,72 1,92
lx = (lg x1 lg x0) mx = (lg 0,6 lg 0,2) 150 =72
ly = (lg y1 lg y0) my = (lg 1,92 lg 1,65) 1000 = 66 мм.
Зависимость Nр=f(Sz) в логарифмических координатах приведена на (рис.
4.10).

129
Рис. 4.10. График зависимости: Nр = f(SZ)
Из графика (рис. 4.10) имеем:
14,0721000
66150
tg
m
m
y
x.
Таким образом, частная формула 𝑁р = 𝐶1 · 𝑆𝑍𝑎 примет вид:
𝑁р = 𝐶1 · 𝑆𝑍0,14
.
Постоянная (С1) в этой формуле определяется из выражения:
07,2931,0
92,1
6,0
92,114,014,01
Z
p
S
NC .
Таким образом, окончательно формула примет вид, (кВт):
𝑁р = 2,07 · 𝑆𝑍0,14
.
2. Определяем зависимость: Nр = f();
Опытные данные при: SZ = 0,6 мм/об; = 0°; t = 10 мм; d = 140 мм,
представлены в (табл. 4.12).

130
Таблица 4.12
,° 45 60 75
Nр, (кВт) 2,01 1,92 1,77
lx = (lg x1 lg x0) mx = (lg 0,6 lg 0,2) 150 =72 мм;
ly = (lg y1 lg y0) my = (lg 2,01 lg 1,77) 1000 = 55,2 мм.
Зависимость Nр=f() в логарифмических координатах приведена на (рис.
4. 11).
Рис. 4.11. График зависимости: Nр = f(φ)
Из графика (рис. 4.11) имеем:
12,0721000
2.55150
y
x
m
mtg .
С учетом значения () формула 𝑁р = 𝐶2 · φ−𝑎 примет вид:
𝑁р = 𝐶2 · φ−0,12.

131
Постоянная (С2) в этой формуле определится из выражения:
14,3635,192,16092,112,012,0
12,02
p
pN
NC .
Таким образом, формула примет следующий вид:
𝑁р = 3,14 · φ−0,12.
3. Определение зависимости: Np = f();
Опытные данные при: = 60°; SZ = 0,6 мм/об; d = 140 мм; t = 10 мм,
представлены в (табл. 4.13).
Таблица 4.13
° 0 15 30
Nр (кВт) 1,92 2,13 2,12
Зависимость Np = f() в логарифмических координатах приведена на (рис.
4.12).
Рис. 4.12. График зависимости: Nр = f(ε)

132
Из графика (рис. 4.12) имеем:
1,0186.05,070
13
300
150 tg
m
m
y
x.
С учетом значения () формула 𝑁р = 𝐶3 · ε𝑎 примет вид:
𝑁р = 𝐶3 · ε0,1.
Постоянная (С3) определяется из выражения:
5,141,1
12,2
30
12,21,01,03
pNC .
Таким образом, зависимость окончательно примет имеет вид:
𝑁р = 1,5 · ε0,1.
4. Определяем зависимость: Np = f(SZ, );
12,014,0
4
Zp SCN .
Постоянная (С4) в этой формуле равна:
36,393,0
63,192,1
6,0
6092,114,0
12,0
14,0
12,0
4
Z
p
S
NC
.
С учетом значения постоянной (С4) формула мощности принимает вид:

133
12,014,036,3
Zp SN .
5. Определение зависимости: Np = f(SZ, , );
1,012,014,0
5
Zp SCN .
Постоянная (С5) в этой формуле равна:
38,241,193,0
63,192,1
306,0
6092,116,014,0
12/0
1,014,0
12.0
5
Z
p
S
NC .
С учетом этого формула примет вид:
1,012,014,038,2
Zp SN . (4.14)
Формула (4.14) справедлива для условий [40], когда обрабатывается ель с
глубиной резания (t = 10) мм, при работе одного ножа Z = 1.
Учитывая, что между мощностью резания (Np) и (t) имеется прямая
зависимость, то формулу (4.14) можно представить в общем виде с учетом (t) и
(Z), кВт:
ZtSN Zp 1,012,014,0
238,0 . (4.15)
Формула (4.15) справедлива при изменении переменных в следующих
пределах: SZ = 0,2 – 0,4 – 0,6 мм/об; = 45 – 60 – 75°; = 0 – 15 – 30°; t = 1,0 70
мм. Угловые параметры резца: = 10°; = 35°; = 45°; = 45°: резец острый
=10 15 мкм. Материал резца – быстрорежущая сталь (Р9; Р18).

134
Сводка степенных формул для мощности резания применительно к
обработке еловых бревен приведена в (табл. 4.14 - 4.15).
Таблица 4.14
Вид функции
Np = f(x)
Степенная формула
Np=CA
при t = 10 мм, Z = 1
Степенная формула с учетом
глубины резания (t), мм и числа
резцов (Z), шт
Np = f(SZ) 14,0
07,2 Zp SN ZtSN Zp 14,0
07,2
Np = f() 12,0
14,3
pN tZN p 12,0
14,3
Np = f() 1,0
5,1 pN tZN p 1,0
15,0
Таблица 4.15
Общая степенная зависимость мощности резания Nр (кВт) от технологических
факторов.
Степенная формула
при t=10 мм. Z=1.
W=20%, Nр (кВт), =1015 мкм
Степенная формула при
t=1,070 мм. Z= до 6 шт.
W=20%, Nр (кВт), =1015 мкм
1,012,014,038,2
Zp SN ZtSN Zp 1,012,014,0
238,0
На основе обобщения опытных данных и частных степенных
зависимостей получены следующие степенные формулы для определения
мощности резания при оцилиндровке бревен роторным инструментом с (Z)
резцами по окружности резания:
- для оцилиндровки сосновых бревен, кВт:
ZtSN Zp 16,015,016,0
218,0 ; (4.16)
- для оцилиндровки еловых бревен, кВт:
ZtSN Zp 1,012,014,0
238,0 . (4.17)

135
Угловые параметры чернового резца: = 10°; = 35°; = 45°; φ = 45°;
резец острый (=1015 мкм); материал резца – быстрорежущая сталь (Р9;
Р18), [10]. При изменении породы древесины, влажности древесины, остроты
резцов, угла резания, следует использовать поправочные коэффициенты.
Для практики оцилиндровки бревен черновыми резцами рекомендуются
следующие значения параметров: SZ = 0,2 - 0,6 мм/об; = 50 60°; = 15
20°.
Разработанные степенные формулы можно использовать для определения
мощности резания при оцилиндровке бревен без учета работы зачистного
резца. Зачистной резец работает при сравнительно небольших затратах
мощности.
4.2. Шероховатость обработанной поверхности
черновыми резцами
Шероховатость обработанной черновыми резцами поверхности
определяется главным образом кинематическими неровностями. В настоящее
время согласно ГОСТ 7016-82 (СТ СЭВ 3503-81) для оценки качества
обработки древесины резанием используется лишь параметр Rm(max) среднее
арифметическое высот отдельных наибольших неровностей на поверхности
[43]:
n
i
im Hn
R1
)max((max)
1, (4.18)
где: Нmax (i) – расстояние от высшей до низшей точки i-ой наибольшей
неровности;
n – число наибольших неровностей (не менее 5).
Опыты по оценке: Нmax (i) при оцилиндровке бревен проводились при
варьировании переменных в следующих пределах: подача на резец: от 0,2 до

136
0,6 мм/об; главный угол резца в плане: от 45 до 75°; угол скоса резца: от 0 до
30°; резец острый (=1015 мкм). Условия опытов: обрабатываемый материал:
сосна, ель; влажность древесины: 20%; глубина резания: 10 мм; диаметр
оцилиндрованных бревен: от 100 до 140 мм. Замер неровностей производился
стандартным прибором рискомером (с ценой деления индикатора 0,01 мм)
[10].
Результаты опытов приведены в (Прил. табл. П.7). Опыты показывают,
что шероховатость (Rm(max)) на поверхности обработки при варьировании
переменных колеблется в пределах: от 50 до 300 мкм (рис. 4.13).
Рис. 4.13. Влияние подачи (Sz), мм/об на шероховатость обработанной поверхности,
(Rz max) , при оцилиндровке бревен черновым резцами.
Если характеризовать качество обработанной поверхности геометрически
(величиной и формой неровностей), то можно отметить, что высота
неровностей на поверхности обработки пропорциональна подаче на резец. С
увеличением главного угла резца в плане высота неровностей уменьшается.
Если характеризовать качество поверхности физически, то можно
отметить, что на поверхности кроме геометрических неровностей, имеются
более мелкие и разнообразные неровности разного происхождения.
Анатомические неровности поверхности древесины, образованные
вскрытыми полостями сосудов, неровности упругого восстановления,

137
обусловленные разной величиной восстановления участков подмятых лезвием
резца. Неровности разрушения в виде вырывов частиц или мелких сколов
древесины в местах выхода годичного слоя на обработанную поверхность. Все
отмеченные неровности тесно связаны с видом резания и, следовательно, с
характером стружкообразования. Для получения требуемого качества
обрабатываемого материала целесообразно применять чистовые резцы,
обеспечивающие желаемый результат [44].
4.3. Шероховатость обработанной поверхности
чистовыми резцами
Высота неровностей оставшихся после обработки черновыми резцами
колеблется от 50 до 300 мкм. С учетом этого глубина резания чистовыми
резцами должна быть в среднем 0,6 мм (с учетом припуска для полного
удаления ножом слоя древесины с неровностями). Результаты опытов
обработаны и приведены в (Прил. табл.8). Для чистовых резцов при равных
прочих условиях доминирующим фактором являются главный и
вспомогательный углы в плане режущей кромки резца.
С увеличением подачи на резец в пределах от 0,2 до 0,6 мм/об., при
глубине резания t = 0,6 мм, шероховатость обработанной поверхности
чистовыми резцами увеличивается в диапазоне от 30 до 80 мкм. Это связано с
тем, что при увеличении подачи и глубины резания увеличивается поле
деформации в зоне лезвия инструмента, возрастают силы резания на режущей
кромке, передней и задней гранях резца [41]. Отмеченное справедливо при
изменении главного угла в плане: от 45 до 75°. Для практики рекомендуются:
главный угол резца в плане 75°, вспомогательный угол резца в плане 15°;
обеспечивающие требуемое качество обработанной поверхности (рис. 4.14).

138
Рис. 4.14. Влияние подачи (Sz), мм/об на шероховатость обработанной поверхности,
(Rz max) , при оцилиндровке бревен чистовыми резцами.
Опыты показывают, что шероховатость (Rm(max)) на поверхности
обработки при варьировании переменных колеблется в пределах: от 27 до 81
мкм (рис. 4.14). Оценка качества поверхности обработки (шероховатости
обработанной поверхности чистовыми резцами) производилась прибором ТСП-
4, [48].
4.4. Выводы
В результате экспериментальных исследований можно сделать
следующие обобщающие выводы:
1. В режущей охватывающей роторной головки позиционного
оцилиндровочного станка должны быть две группы ножей: основные ножи для
черновой обработки и вспомогательные ножи для чистовой обработки,
расположенные симметрично относительно центра ножевой головки, каждая
группа резцов обеспечивает свой вид резания. Черновая унифицированная
группа резцов работает в условиях срезания слоя древесины торцово-
коническим методом. Чистовая унифицированная группа резцов работает в
условиях переходного вида резания. Инструментом являются плоские косо

139
поставленные ножи с прямолинейной режущей кромкой сделанные из
быстрорежущей стали P18.
2. Исследование кинематики движения бревен и режущего инструмента, а
так же применяемых видов резания показывает, что влияющими факторами на
мощность резания при оцилиндровки бревен черновыми резцами являются
подача на резец, главный угол резца в плане и угол скоса резца. Для чистовых
резцов при равных прочих условиях доминирующим фактором является угол
наклона режущей кромки и вспомогательный угол резца в плане.
Унифицированный комплект комбинированного режущего инструмента
позволяет использовать все необходимые угловые параметры, обеспечивая
стабильный процесс резания, с хорошим качеством обработки. Шероховатость
обработанной поверхности после обработки чистовой группы ножей не
превышает 81 мкм.
3. Для обеспечений нормальных условий оцилиндровки бревен на станках
позиционного типа, многорезцовым инструментом, в виде охватывающей
роторной головки, рекомендуются следующие значения для черновых резцов:
подача на оборот от 0,4 до 0,6 мм/об., главный угол резца в плане от 50 до 60° и
угол скоса резца от 15 до 20°. Для получения требуемого качества поверхности
оцилиндрованных бревен рекомендуется угол наклона от 20 до 30° и
вспомогательный угол резца в плане не больше 15°, для чистовых резцов.
4. Использование унифицированного комплекта резцов и разработанные
рекомендации режимов обработки позволяют: обеспечить высокую
производительность обработки, статистическую и динамическую
уравновешенность процесса резания, долговечность работы оборудования,
получить требуемое качество обработанной поверхности и сократить время на
подготовку и настройку режущего инструмента.

140
5. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ВНЕДРЕНИЯ
РЕЗУЛЬТАТОВ РАЗРАБОТОК В ПРОМЫШЛЕННОСТЬ
5.1 Методика расчета технико-экономической эффективности от
внедрения ножевой головки
Расчет годового экономического эффекта от внедрения комплекта
унифицированных резцов многорезцовой охватывающей головки для условий
«ООО Балтком» в сравнении с используемым оборудованием. Для расчета
использована методика [27]. Величина годового экономического эффекта
определяется по разности эксплуатационных затрат базового и нового
инструмента для оцилиндровочного станка.
Экономия от внедрения комплекта унифицированных резцов ножевой
головки достигается главным образом за счет снижения эксплуатационных
затрат [68].
Годовой экономический эффект в соответствии с выбранной методикой
определяется по формуле:
Э = З1 – З2; (5.1)
Где: З1 – затраты по эксплуатации базового инструмента в год, тыс.руб.;
З2 – затраты по эксплуатации нового оборудования в год, тыс.руб.
Эксплуатационные затраты для базового и нового инструмента
определяются из выражения:
З1,2 = Ц1,2*а1,2 + Зп1,2 + Зв1,2 ; (5.2)
где: Ц1,2 – цена соответственно для базового и нового инструментов,
тыс. руб.;

141
а1,2 – потребное количество комплектов резцов, шт;
З1,2 – затраты, связанные с переточкой соответственно базового и
нового инструмента, тыс.руб.;
Затраты в год, связанные с переточкой инструментов:
Зп1,2 = Сп1.2*П1,2 ; (5.3)
где: Сп1,2 – стоимость одной переточки соответственно для базового и
нового инструмента, тыс.руб.;
П1,2 – количество переточек в год при эксплуатации базового и
нового инструмента, шт.
Затраты в год, связанные с восстановлением инструментов:
Зв1,2 = Св1,2*В1,2 ; (5.4)
где: Св1,2 – стоимость восстановления одного резца для базового и
нового вариантов, тыс.руб.;
В1,2 – количество восстановлений в год при эксплуатации базового
и нового инструментов, шт.
Количество переточек в год при эксплуатации базового и нового
инструмента определяется по формуле:
18
2,1
2,1 Т
АП ; (5.5)
где: А – количество смен в году при двусменной работе оборудования,
шт;

142
Т1,2 – средний фактический период стойкости соответственно для
базового и нового инструментов.
Количество восстановлений в год при эксплуатации базового и нового
инструментов определяется по формуле:
111
2,1
2,1
тП
ПВ ; (5.6)
где: Пт1,2 – количество переточек для базового и нового инструментов
между восстановлениями, шт.
Потребное количество пил определяется по формуле:
12,1
2,1
2,1
рВ
Ва ; (5.7)
где: Вр1 – возможное количество переточек (базовый инструмент), шт;
В2 – возможное количество переточек (новый инструмент), шт;
Суммарный экономический эффект в год от внедрения ножевой головки
нового образца определяется из выражения:
Эсумм = Э·К . (5.8)
где: К – количество оцилиндровочных станков на предприятии.

143
5.2. Расчет технико-экономической эффективности от внедрения ножевой
головки
Количество переточек в год для базового и нового инструментов
определяется по формуле (5.5) [27]:
П1 =8 ·500
65 - 1 = 60;
П2 = 8·500
110 - 1 = 35.
Количество восстановлений в год при эксплуатации базового и нового
инструментов определяется по формуле (5.6):
В1 =60
3+1− 1 = 14;
В2 =35
5+1− 1 = 5.
Потребное количество новых резцов определим по формуле (5.7):
𝛼1 =14
5+1= 3;
𝛼2 =14
4+1= 3.
Затраты в год, связанные с переточкой инструментов определяются по
формуле (5.3), тыс. руб.:
ЗП1 = 6 · 60 = 360 т. р.

144
ЗП2 = 4 · 35 = 140 т. р.
Затраты в год, связанные с восстановлением инструментов определяется
по формуле (5.4), тыс.руб.:
ЗВ1 = 6 · 14 = 104 т. р.
ЗВ2 = 4 · 5 = 20 т. р.
Эксплуатационные затраты в год для базового и нового инструмента
определяются по формуле (5.2), тыс. руб.
З1 = 24 · 3 + 360 + 104 = 536 т. р.
З2 = 16 · 3 + 140 + 20 = 208 т. р.
Годовой экономический эффект на один оцилиндровочный станок от
внедрения новой ножевой головки определяется по формуле (5.1), тыс. руб.:
Э = 536 − 208 = 324 т. р.
Если на предприятии установлен один оцилиндровочный станок, тогда
годовой экономический эффект по предприятию составит (5.8), тыс. руб.:
Эсумм = 324 · 1 = 324 т. р.

145
5.3 Выводы
1. Внедрение комплекта унифицированного режущего инструмента
восьмирезцовой ножевой головки роторного оцилиндровочного станка
позиционного типа позволило улучшить эксплуатационные характеристики и
повысить эффективность процесса обработки бревен.
2. Ожидаемый экономический эффект от внедрения унифицированного
комплекта режущего инструмента многорезцовой охватывающей ножевой
головки по предприятию составит 324 тыс. руб. в год.

146
ОБЩИЕ ВЫВОДЫ И РЕКОМЕНДАЦИИ
Изучение основных показателей процесса оцилиндровки бревен и
обоснование конструкция многорезцовой роторной головки для оцилиндровки
бревен с унифицированным и нормализованным режущим инструментом
позволяют сделать следующие выводы:
1. Анализ состояния вопроса оцилиндровки бревен, несмотря на
актуальность задачи унификации режущего инструмента показывает
отсутствие в последние годы исследовательских работ в этом направлении.
2. Сортировка по диаметрам, длине и кривизне ствола, а также проверка на
наличие минеральных включений обеспечивает долговечность
оцилиндровочного оборудования и стабильные производительность и качество
изделий.
3. Для исключения прогиба бревна при оцилиндровки в позиционных
роторных станках целесообразно применять подвижный люнет,
обеспечивающий необходимую геометрическую точность обработки.
4. Для снижения уровня энергозатрат при оцилиндровке бревен необходимо
увеличивать главный угол резца в плане, для обеспечения требуемого качества
поверхности изделия необходимо увеличивать угол скоса резца.
5. Обеспечения требуемого качества обработанной поверхности и удаления
кинематических неровностей можно достичь путем использования группы
чистовых резцов.
6. Для получения необходимого качества оцилиндрованных бревен и
увеличения работоспособности оборудования разработан унифицированный
комплект ножей многорезцовой роторной охватывающей головки
7. Внедрение модернизированной ножевой головки для оцилиндровочного
станка позиционного типа позволило улучшить эксплуатационные
характеристики и повысить эффективность процесса обработки бревен.
Ожидаемый экономический эффект от внедрения ножевой головки по
предприятию составит 324 тыс. руб. в год.

147
Список литературы
1. Амалицкий В.В., Санев В.И. Оборудование и инструмент
деревообрабатывающих предприятий. М.: «Экология», 1992. 480с.
2. Бершадский А.Л., Цветкова Н.И. Резание древесины. Минск: Высшая
школа, 1975. 303 с.
3. Бетанели А.И. Хрупкая прочность режущей части инструмента. // ГПИ.
Тбилиси. 1969. 320с.
4. Бойков С.П. Теория процессов очистки древесины от коры. Л.: Изд-во
ЛГУ, 1980. 150с.
5. Боровиков Е.М., Фефилов Л.А., Шестаков В.В. Лесопиление на
агрегатном оборудовании. М.: Лесная промышленность, 1985. 215 с.
6. Вильке Г.А. Конструирование и расчеты окорочных станков. М.: ГЛТИз,
1938. 168с.
7. Глебов И.Т. Резание древесины: Учебное пособие. СПб.: «Лань», 2010.
256с.
8. Грановский Г.И. Кинематика резания. М.: Машгиз, 1948. 204 с.
9. Грубе А.Э., Санев В.И. Автоматизация станочной обработки деталей в
деревообрабатывающей промышленности. М.: Лесная промышленность,
1964. 531 с.
10. Грубе А.Э., Санев В.И. Основы теории и расчета деревообрабатывающих
станков, машин и автоматических линий. М.: Лесная промышленность,
1973. 384 с.
11. Данилов В.Г., Говырин П.А. Производство срубов домов //Экспресс
информация, деревообработка. ВНИПИЭИ М.: Леспром, 1992. Вып. 4.
С.16-23.
12. Деревянные жилые дома и садовые домики на международной выставке
«Лесдревмаш89». Обзорная информация, деревообработка. ВНИПИЭИ.
М.: Леспром, 1990. Вып.4. С.3235.

148
13. Заховаев В.К. Изготовление материалов из маломерной древесины. М.:
Деревообрабатывающая промышленность, 1991. Вып. 1. С.2223.
14. Змушко М.К., Жарков Н.И. Оцилиндровочный деревообрабатывающий
станок СОУ-1. Труды БГТУ. Минск: 1994. Вып.2. С.128131.
15. Иванов С.И. Строительство и архитектура //Экспресс информация,
деревообработка. ВНИПИЭИ М.: Леспром, 1992. Вып. 7. С 12 - 14.
16. Ивановский Е.Г. резание древесины. М.: Лесная промышленность, 1975.
200 с.
17. Каменев Б.Б., Кушнерев В.О. Повышение стойкости инструмента
роторных оцилиндровочных станков на основании анализа погрешностей
обработки бревен. Известия Санкт-Петербургской лесотехнической
академии вып. 214. СПб.: СПбГЛТУ, 2016, с. 179-189.
18. Кожевников С.Н. Динамика машин с упругими звеньями. Киев: АН.
УССР, 1961. 472с.
19. Краснов Г. Новые модели оцилиндровочных станков //Деревообработка в
России СПб., 1998. Вып. 1. С. 24-31.
20. Кудинов В.А. Динамика станков. М.: Машиностроение, 1967. 359 с.
21. Кушнерев В.О. Особенности оцилиндровки бревен точением.
Молодежный форум: технические и математические науки. Материалы
международной научно-практической конференции. Воронеж: ВГЛТУ,
2015, Т. 2, C. 70-73.
22. Кушнерев В.О., Гузюк С.П. Перспективы развития деревянного
домостроения с использованием оцилиндрованных бревен. «Леса
России». Материалы второй международной научно-технической
конференции. СПб.:СПбГЛТУ, 2017. Том 3. С. 110-113.
23. Любченко В.И. Резание древесины и древесных материалов: Учебник для
ВУЗов. М.: МГУЛ, 2002. 310с.
24. Маковский Н.В. и др. Теория и конструкция деревообрабатывающих
машин. М.: Лесная промышленность, 1990. 605 с.
25. Манжос Ф.М. Дереворежущие станки. М.: Лесная пром-ть. 1974. 456с.

149
26. Манжос Ф.М. Точность механической обработки древесины. М.: ГЛБИ,
1959. 262 с.
27. Методика определения экономической эффективности использования в
лесопильной, деревообрабатывающей, фанерной и мебельной
промышленности новой техники, изобретений и рационализаторских
предложений. Архангельск. 1980. 94с.
28. Михайлов О.П. Динамика электромеханического привода
металлорежущих станков. М.: Машиностроение, 1990. 304 с.
29. Мишуков Е.Н., Барташевич А.А. Тонкомерная древесина, как
высококачественное сырье для экспортной продукции. М.:
Деревообрабатывающая промышленность, 2000, вып.1. С.2931.
30. Налимов. В.В. Теория эксперимента. М.: Наука. 1971. 183с.
31. Орликов М.А. Динамика станков. Киев: Высшая школа, 1980. 256 с.
32. Пигильдин Н.Ф. Окорка лесоматериалов (теория, технология,
оборудование). М.: Лесн. пром-сть, 1982. 192 с.
33. Пижурин А.А. Оптимизация технологических процессов
деревообработки. М.: Лесная промышленность, 1975. 312 с.
34. Пижурин А.А. Основы процесса точения древесины. М.: ГБЛИ, 1963.
117с.
35. Пижурин А.А., Розенблит М.С. Основы моделирования и оптимизации
процессов деревообработки. М.: Лесная промышленность, 1988. 293 с.
36. Проников А.С. Надежность машин. М.: Машиностроение, 1978. 590 с.
37. Ривин Е.И. Динамика привода станков. М.: Машгиз, 1977. 204 с.
38. Сергеевичев А.В. Исследование хрупкой прочности режущей части резцов
ножевой головки роторного оцилиндровочного станка позиционного типа.
Известия СПбЛТА. вып. №177. СПб.: СПбГЛТА, 2006. С.80-89.
39. Сергеевичев А.В. Моделирование механизма резания оцилиндровочного
роторного позиционного станка с асинхронным короткозамкнутым
электродвигателем. Мат-лы меджунар. научно-практ. конференции

150
«Первичная обработка древесины: лесопиление и сушка пиломатериалов.
Состояние и перспективы развития», 2007.С.54-58.
40. Сергеевичев А.В. Некоторые вопросы экспериментальных исследований
процесса оцилиндровки бревен. Межвуз.сб.научн.тр. «Технология и
оборудование д/о производств». СПб.: СПбГЛТА, 2001. С.158-161.
41. Сергеевичев А.В. Оцилиндровка бревен на основе точения. Сборник
материалов междунар. научно-практ. конференции молодых ученых.
СПб.: СПбГЛТА, 2007. С.121-123.
42. Сергеевичев А.В. Перспективы развития домостроения на основе
оцилиндрованных бревен. Мат-лы междунар научно-технич конференции
молодых ученых и специалистов «Современные проблемы и перспективы
рационального лесопользования в условиях рынка». СПб.: СПбГЛТУ,
2011. С.205-208.
43. Сергеевичев А.В. Повышение качества оцилиндрованных бревен путем
совершенствования механизма резания. «Деревообрабатывающая
промышленность» М. вып. 1, 2003. С.11.
44. Сергеевичев А.В. Повышение эффективности оцилиндровки бревен путем
совершенствования механизма резания. Автореферат: С.Петербург, 2002,
20 с.
45. Сергеевичев А.В. Погрешности обработки бревен на позиционных
роторных оцилиндровочных станках. Известия СПбЛТА. вып. №179.
СПб.: СПбГЛТА, 2006. С.56-64.
46. Сергеевичев А.В. Сравнительная оценка оцилиндровочных станков.
Известия СПбЛТА. вып. №175. СПб.: СПбГЛТА, 2006. С.88-94.
47. Сергеевичев А.В. Формирование поверхности древесины и древесных
материалов шлифованием. Монография. СПб.:СПбГЛТУ, 2015. 136с.
48. Сергеевичев А.В. Бегарь В.В. Оценка точности работы роторных
оцилиндровочных станков позиционного типа. Мат-лы меджунар.
научно-практ. конференции «Современные проблемы

151
лесозаготовительных производств, производства материалов и изделий из
древесины». СПб.: СПбГЛТА, 2009. том 1. С.131-137.
49. Сергеевичев А.В., Волков А.Ю. Современные методы повышения стойкости
дереворежущих инструментов в условиях оцилиндровки бревен. Известия
СПбЛТА. вып. №173. СПб.: СПбГЛТА, 2005. С.100-103.
50. Сергеевичев А.В., Волков А.Ю. Производительность оцилиндровочных
станков. Известия СПбЛТА. вып. №176. СПб.: СПбГЛТА, 2006. С.104-111.
51. Сергеевичев А.В., Волков А.Ю. Анализ динамики оцилиндровочных
роторных станков позиционного типа и точность обработки. «Лесной
журнал». спец. вып. посвящ. 100-летию Васхнил И.С. Архангельск, 2006.
С.87-93.
52. Сергеевичев А.В., Гузюк С.П., Кушнерев В.О. Виброустойчивость
деревообрабатывающего оборудования. Мат-лы междунар научно-
практич конференции «Современные проблемы переработки древесины».
СПб.: СПбГЛТУ, 2014. С.50-56.
53. Сергеевичев А.В., Гузюк С.П., Кушнерев В.О. Состояние и тенденции
развития оборудования в деревообрабатывающей отрасли. Мат-лы
научно-практич конференции «Современные проблемы переработки
древесины». СПб.: НП «НОЦ МТД», 2015. С.61-63.
54. Сергеевичев А.В., Кушнерев В.О. Совершенствование подготовки режущего
инструмента роторных оцилиндровочных станков. Мат-лы научно-
практич конференции «Современные проблемы переработки древесины».
СПб.: НП «НОЦ МТД», 2015. С.79-84.
55. Сергеевичев А.В., Кушнерев В.О. Повышение стойкости дереворежущих
ножей оцилиндровочных станков. Материалы научно-технической
конференции «Леса России». СПб.: СПбГЛТУ, 2016. том 2. С.113-116.
56. Сергеевичев А.В., Кушнерев В.О. Анализ влияния параметров режущего
инструмента и режимов резания на качественные и мощностные показатели в
условиях оцилиндровки бревен. Известия СПбЛТА. вып. №219. СПб.:
СПбГЛТУ, 2017. С.193-206.

152
57. Сергеевичев А.В., Скорняков В.А., Лупкин И.Д., Алексеева Е.А. Электропривод
деревообрабатывающего оборудования. Учебное пособие.
СПб.:СПбГЛТУ, 2016. 32с.
58. Cергеевичев А.В., Соколова В.А., Кушнерев В.О. Формирование
поверхности твердых тел: граничная область материал-среда. Известия
Санкт-Петербургской лесотехнической академии вып. 208. СПб.:
СПбГЛТУ, 2014, с. 138-152.
59. Сергеевичев А.В., Федяев А.А. Конструкции деревообрабатывающих
станков и инструментов. Учебное пособие. СПб.: СПбГЛТУ, 2016. 72с.
60. Сергеевичев А.В., Федяев А.А., Артеменков А.М. Расчет
деревообрабатывающих станков и режимов их работы. Учебное пособие.
СПб.: СПбГЛТУ, 2016. 80с.
61. Сергеевичев А.В., Федяев А.А., Танковская Н.Ю. Состояние и пути развития
домостроения на основе оцилиндрованных бревен. Труды Братского гос.
Ун-та. Братск: БрГУ, 2013. С.146-148.
62. Сергеевичев А.В., Федяев А.А., Танковская Н.Ю. Анализ динамики
оцилиндровочных станков позиционного типа. Труды Братского гос. Ун-
та. Братск: БрГУ, 2013. С.153-157.
63. Сергеевичев А.В. Черных П.Г. Динамические усилия, возникающие в
механизме резания позиционного роторного оцилиндровочного станка.
Мат-лы меджунар. научно-практ. конференции «Первичная обработка
древесины: лесопиление и сушка пиломатериалов. Состояние и перспективы
развития». СПб.: СПбГЛТА, 2007. С.62-65.
64. Сергеевичев А.В. Черных П.Г. Состояние и пути развития домостроения на
основе оцилиндрованных бревен. Сборник материалов междунар.
научно-практ. конференции молодых ученых. СПб.: СПбГЛТА, 2007.
С.26-28.
65. Соволов А.М. Оцилиндровочные станки //Экспресс информация,
деревообработка. ВНИПИЭИ. М.: Леспром, 1987. Вып.7. С.49.

153
66. Соволов А.М. Производство срубов домов из оцилиндрованных бревен и
профильного бруса. Экспресс информация, деревообработка.
ВНИПИЭМ, М.: Леспром, 1992. Вып.2. С.28.
67. Федяев А.А., Федяева Н.Ю., Шумякова Н., Кушнерев В.О. Повышение
эффективности клееных деревянных конструкций. Известия Санкт-
Петербургской лесотехнической академии вып. 217. СПб.: СПбГЛТУ,
2017, с. 219-229.
68. Чубинский А.Н., Шагалова Т.А. Проектирование производственных
систем. Учебное пособие. СПб: СПбГЛТА. 2001. 71с.

154
ПРИЛОЖЕНИЯ

155
Приложение 1
Результаты экспериментальных исследований
Таблица 1
Результаты экспериментальных исследований мощности резания при оцилиндровке
бревен черновыми резцами. N = f(; ; SZ).
Обрабатываемый материал – сосна; W = 20%; t = 10 мм; d = 140 мм.
(Первая серия опытов)
Угол скоса
режущей
кромки, резца
°
Главный угол
резца в плане,
°
Потребляемая мощность
резания Nр, кВт
Подача SZ, мм/об
0,2 0,4 0,6
1 2 3 4 5
0
75 1,51 1,71 1,86
60 1,61 1,74 1,96
45 1,62 1,86 2,07
15
75 1,68 1,80 2,12
60 1,71 1,91 2,16
45 1,90 2,01 2,27
30
75 1,81 1,99 2,07
60 1,82 2,12 2,19
45 2,42 2,69 2,67
Таблица П.1.2
Результаты экспериментальных исследований мощности резания при оцилиндровке
бревен черновыми резцами. N = f(; ; SZ).
Обрабатываемый материал – сосна; W = 20%; t = 10 мм; d = 120 мм.
(Вторая серия опытов)
Угол скоса
режущей
кромки, резца
°
Главный угол
резца в плане,
°
Потребляемая мощность
резания Nр, кВт
Подача SZ, мм/об
0,2 0,4 0,6
1 2 3 4 5
0
75 1,46 1,58 1,72
60 1,50 1,63 1,81
45 1,60 1,71 1,85
15
75 1,61 1,73 1,81
60 1,66 1,81 1,85
45 1,71 1,84 1,95
30
75 1,64 1,78 1,87
60 1,70 1,87 1,92
45 1,86 2,07 2,22

156
Таблица П.1.3
Результаты экспериментальных исследований мощности резания при оцилиндровке
бревен черновыми резцами. N = f(; ; SZ).
Обрабатываемый материал – сосна; W = 20%; t = 10 мм; d = 100 мм.
(Третья серия опытов)
Угол скоса
режущей
кромки, резца
°
Главный угол
резца в плане,
°
Потребляемая мощность
резания Nр, кВт
Подача SZ, мм/об
0,2 0,4 0,6
1 2 3 4 5
0
75 1,40 1,52 1,69
60 1,44 1,56 1,72
45 1,51 1,67 1,76
15
75 1,54 1,69 1,77
60 1,60 1,72 1,81
45 1,66 1,80 1,91
30
75 1,52 1,72 1,82
60 1,61 1,82 1,88
45 1,79 1,90 2,05
Таблица П.1.4
Результаты экспериментальных исследований мощности резания при оцилиндровке
бревен черновыми резцами. N = f(; ; SZ).
Обрабатываемый материал – ель; W = 20%; t = 10 мм; d = 140 мм.
(Четвертая серия опытов)
Угол скоса
режущей
кромки, резца
°
Главный угол
резца в плане,
°
Потребляемая мощность
резания, Nр, кВт
Подача SZ, мм/об
0,2 0,4 0,6
1 2 3 4 5
0
75 1,51 1,69 1,77
60 1,65 1,72 1,92
45 1,67 1,84 2,01
15
75 1,64 1,75 2,10
60 1,69 1,85 2,13
45 1,84 1,97 2,24
30
75 1,75 1,90 2,00
60 1,78 2,04 2,11
45 2,11 2,49 2,56

157
Таблица П.1.5
Результаты экспериментальных исследований мощности резания при оцилиндровке
бревен черновыми резцами. N = f(; ; SZ).
Обрабатываемый материал – ель; W = 20%; t = 10 мм; d = 120 мм.
(Пятая серия опытов)
Угол скоса
режущей
кромки, резца
°
Главный угол
резца в плане,
°
Потребляемая мощность
резания Nр, кВт
Подача SZ, мм/об
0,2 0,4 0,6
1 2 3 4 5
0
75 1,41 1,52 1,69
60 1,46 1,60 1,75
45 1,52 1,67 1,81
15
75 1,57 1,68 1,74
60 1,60 1,73 1,79
45 1,66 1,77 1,90
30
75 1,61 1,73 1,82
60 1,64 1,79 1,89
45 1,71 1,87 1,96
Таблица П.1.6
Результаты экспериментальных исследований мощности резания при оцилиндровке
бревен черновыми резцами. N = f(; ; SZ).
Обрабатываемый материал – ель; W = 20%; t = 10 мм; d = 100 мм.
(Шестая серия опытов)
Угол скоса
режущей
кромки, резца
°
Главный угол
резца в плане,
°
Потребляемая мощность
резания Nр, кВт
Подача SZ, мм/об
0,2 0,4 0,6
1 2 3 4 5
0
75 1,39 1,53 1,61
60 1,40 1,54 1,67
45 1,47 1,62 1,71
15
75 1,52 1,63 1,71
60 1,58 1,70 1,78
45 1,64 1,79 1,87
30
75 1,49 1,70 1,84
60 1,60 1,77 1,84
45 1,67 1,81 2,02

158
Таблица П.1.7
Результаты экспериментальных исследований шероховатости обработанной
поверхности черновыми резцами при оцилиндровке бревен Rm(max)=ʄ(𝛆, Sz);
обрабатываемый материал – сосна, ель; W =20%; d = 140; 120; 100 мм.
Угол наклона
режущей
кромки, резца
°
Шероховатость обработанной поверхности Rz max, мкм
Подача, SZ, мм/об
0,2 0,4 0,6
1 3 4 5
0 50 100 150
15 86 172 258
30 100 200 300
Таблица П.1.8
Результаты экспериментальных исследований шероховатости обработанной
поверхности чистовыми резцами при оцилиндровке бревен Rm(max)=ʄ(φ,𝛗,, 𝑺𝒁);
обрабатываемый материал – сосна, ель; W =20%; t = 10мм; d = 140; 120; 100 мм.
Углы
чистового
резца в плане,
φ/φ1
Глубина
резания, t,
мм
Шероховатость обработанной поверхности бревен
черновыми резцами
(средняя высота неровностей Rm (max), мкм)
1 2 3 4 5
75
15
0,6 27 32 37
60
30
0,6 30 35 44
45
45
0,6 35 54 81

159
ПРИЛОЖЕНИЕ 2
Акт производственных испытаний

160

161
Приложение 3
Диплом победителя конкурсов грантов
Результаты работы отмечены Правительством Санкт-Петербурга дипломом и
грантом, выполненным автором