Embed Size (px)
Citation preview

STANDARD FERRAGE
Standards PCI.FER
PCI.FER.A7
Date création : 08/03/2004 Dernière modification : Indice : m0 Page 1/3
STANDARD FERRAGE
Standards PCI.FER
PCI.FER.A7
Date création : 08/03/2004 Dernière modification : Indice : m0 Page 2/3
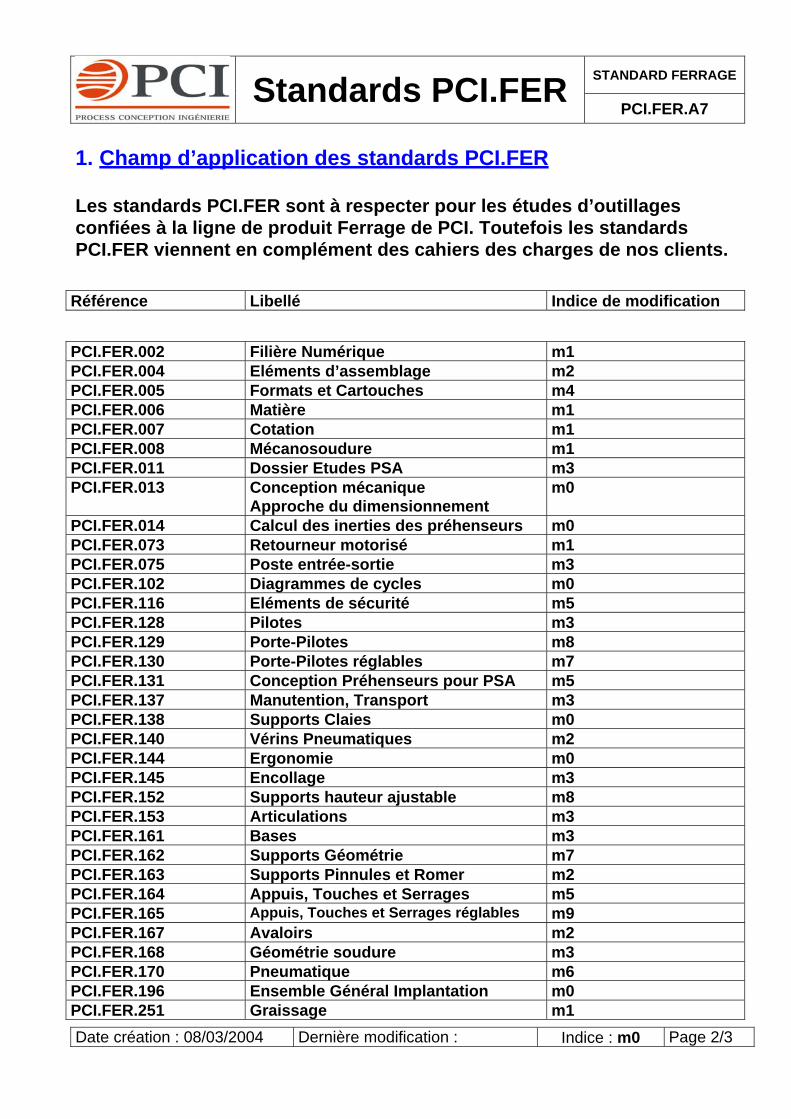
1. Champ d’application des standards PCI.FER Les standards PCI.FER sont à respecter pour les études d’outillages confiées à la ligne de produit Ferrage de PCI. Toutefois les standards PCI.FER viennent en complément des cahiers des charges de nos clients.
Référence Libellé Indice de modification
PCI.FER.002 Filière Numérique m1 PCI.FER.004 Eléments d’assemblage m2 PCI.FER.005 Formats et Cartouches m4 PCI.FER.006 Matière m1 PCI.FER.007 Cotation m1 PCI.FER.008 Mécanosoudure m1 PCI.FER.011 Dossier Etudes PSA m3 PCI.FER.013 Conception mécanique
Approche du dimensionnement m0
PCI.FER.014 Calcul des inerties des préhenseurs m0 PCI.FER.073 Retourneur motorisé m1 PCI.FER.075 Poste entrée-sortie m3 PCI.FER.102 Diagrammes de cycles m0 PCI.FER.116 Eléments de sécurité m5 PCI.FER.128 Pilotes m3 PCI.FER.129 Porte-Pilotes m8 PCI.FER.130 Porte-Pilotes réglables m7 PCI.FER.131 Conception Préhenseurs pour PSA m5 PCI.FER.137 Manutention, Transport m3 PCI.FER.138 Supports Claies m0 PCI.FER.140 Vérins Pneumatiques m2 PCI.FER.144 Ergonomie m0 PCI.FER.145 Encollage m3 PCI.FER.152 Supports hauteur ajustable m8 PCI.FER.153 Articulations m3 PCI.FER.161 Bases m3 PCI.FER.162 Supports Géométrie m7 PCI.FER.163 Supports Pinnules et Romer m2 PCI.FER.164 Appuis, Touches et Serrages m5 PCI.FER.165 Appuis, Touches et Serrages réglables m9 PCI.FER.167 Avaloirs m2 PCI.FER.168 Géométrie soudure m3 PCI.FER.170 Pneumatique m6 PCI.FER.196 Ensemble Général Implantation m0 PCI.FER.251 Graissage m1
STANDARD FERRAGE
Standards PCI.FER
PCI.FER.A7
Date création : 08/03/2004 Dernière modification : Indice : m0 Page 3/3
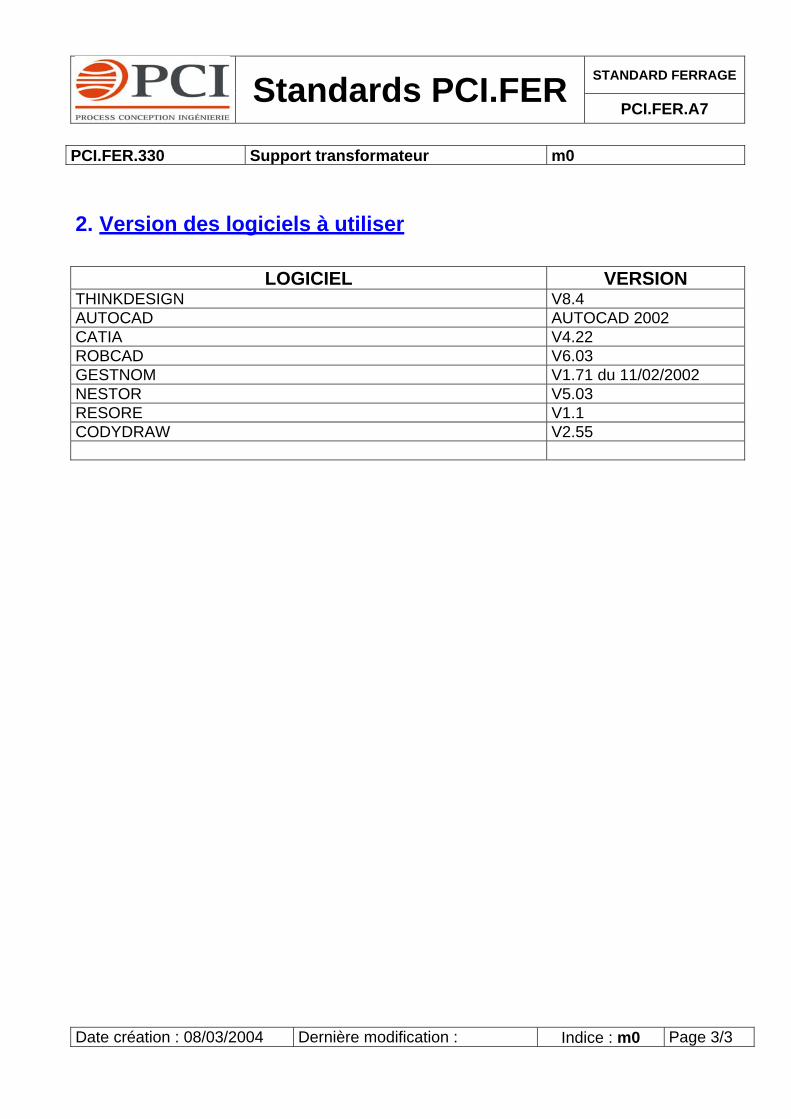
PCI.FER.330 Support transformateur m0
2. Version des logiciels à utiliser
LOGICIEL VERSION THINKDESIGN V8.4 AUTOCAD AUTOCAD 2002 CATIA V4.22 ROBCAD V6.03 GESTNOM V1.71 du 11/02/2002 NESTOR V5.03 RESORE V1.1 CODYDRAW V2.55
STANDARD FERRAGEFilière NumériquePCI.FER.002
Créé le 20/06/2001 Dernière modification : le 25/07/2001 Indice : m1 Page 1/9
SOMMAIRE
1 OBJET ......................................................................................................................................... 3
2 LES LOGICIELS ET LES ÉCHANGES DE DONNÉES................................................................ 32.1 EN INTERNE PCI/FER .............................................................................................................. 32.2 CHEZ NOS SOUS-TRAITANTS ..................................................................................................... 32.3 CE QUI DOIT ÊTRE RESTITUÉ À PCI/FER.................................................................................... 42.4 TABLEAU SYNTHÉTIQUE DES POTENTIALITÉS D’ÉCHANGES .......................................................... 42.5 PCI TRANS3D (EN INTERNE PCI).............................................................................................. 4
3 ARCHITECTURE INFORMATIQUE SUR SITES PCI ................................................................... 5
4 ORGANISATION DES DONNÉES NUMÉRIQUES PAR AFFAIRE .............................................. 6
5 ARCHIVAGE DES DONNÉES NUMÉRIQUES PAR AFFAIRE .................................................... 75.1 CLÔTURE DE L’AFFAIRE ............................................................................................................ 75.2 ARCHIVAGE DE L’AFFAIRE ......................................................................................................... 75.3 SUPPRESSION DU RÉPERTOIRE DE L’AFFAIRE DU SERVEUR ......................................................... 75.4 RESTAURATION DE FICHIERS ET RÉPERTOIRES EN INTERNE PCI/FER.......................................... 7
5.4.1 Fichiers et répertoires d'une affaire archivée ................................................................... 75.4.2 Fichiers et répertoires détruits depuis moins de 3 semaines............................................ 7
6 PRÉCONISATIONS POUR ÉTUDES CAO .................................................................................. 86.1 PRÉCONISATIONS GÉNÉRALES .................................................................................................. 86.2 PRÉCONISATIONS POUR THINKDESIGN ...................................................................................... 8
7 LES DOCUMENTS RELATIFS À LA CAO................................................................................... 97.1 OÙ TROUVER LES DOCUMENTS.................................................................................................. 97.2 LISTE DES DOCUMENTS ............................................................................................................ 97.3 DOCUMENTS D'ORIGINE PSA .................................................................................................... 9
Rédigé par :
Alain Amaury
Validé par : Observations :
STANDARD FERRAGEFilière NumériquePCI.FER.002
Créé le 20/06/2001 Dernière modification : le 25/07/2001 Indice : m1 Page 2/9
STANDARD FERRAGEFilière NumériquePCI.FER.002
Créé le 20/06/2001 Dernière modification : le 25/07/2001 Indice : m1 Page 3/9
1 OBJET
Le présent document à pour objet de synthétiser l'état de l'art de la Filière Numérique du domaineFerrage de PCI en terme de logiciels, d'organisation et de préconisations études CAO.
2 LES LOGICIELS ET LES ECHANGES DE DONNEES
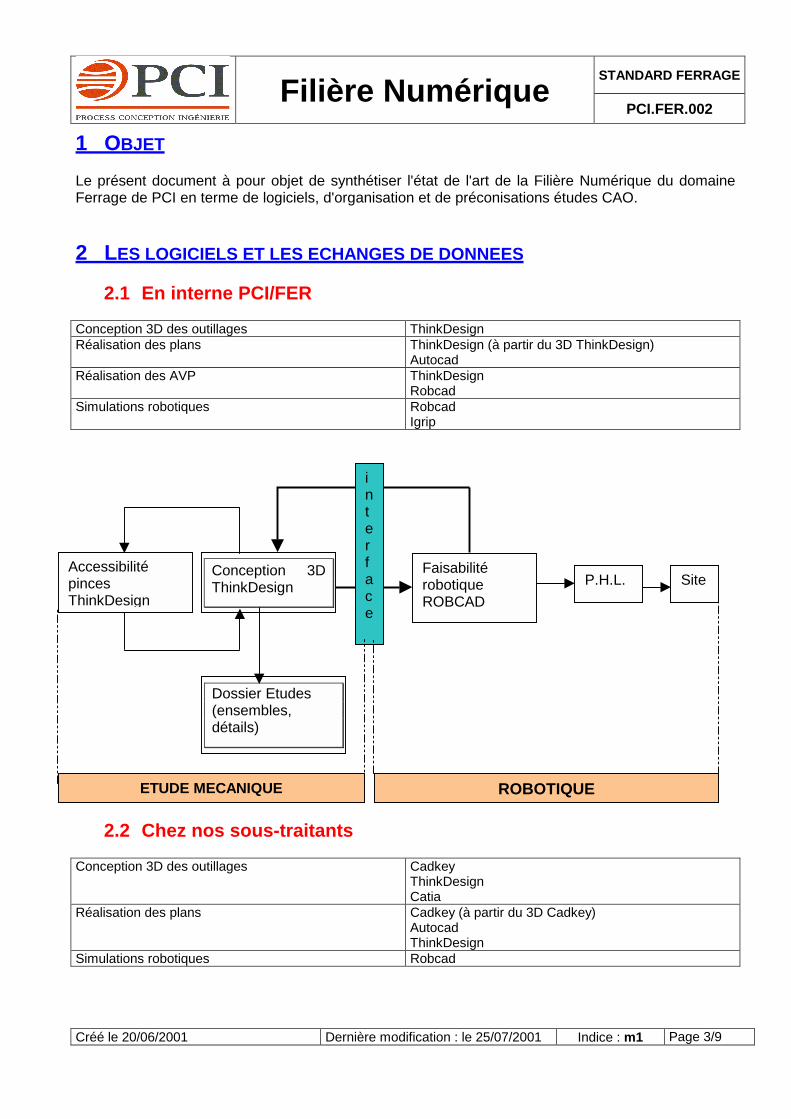
2.1 En interne PCI/FER
Conception 3D des outillages ThinkDesignRéalisation des plans ThinkDesign (à partir du 3D ThinkDesign)
AutocadRéalisation des AVP ThinkDesign
RobcadSimulations robotiques Robcad
Igrip
2.2 Chez nos sous-traitants
Conception 3D des outillages CadkeyThinkDesignCatia
Réalisation des plans Cadkey (à partir du 3D Cadkey)AutocadThinkDesign
Simulations robotiques Robcad
Conception 3DThinkDesign
AccessibilitépincesThinkDesign
FaisabilitérobotiqueROBCAD
P.H.L. Site
Dossier Etudes(ensembles,détails)
ETUDE MECANIQUE ROBOTIQUE
interface
STANDARD FERRAGEFilière NumériquePCI.FER.002
Créé le 20/06/2001 Dernière modification : le 25/07/2001 Indice : m1 Page 4/9
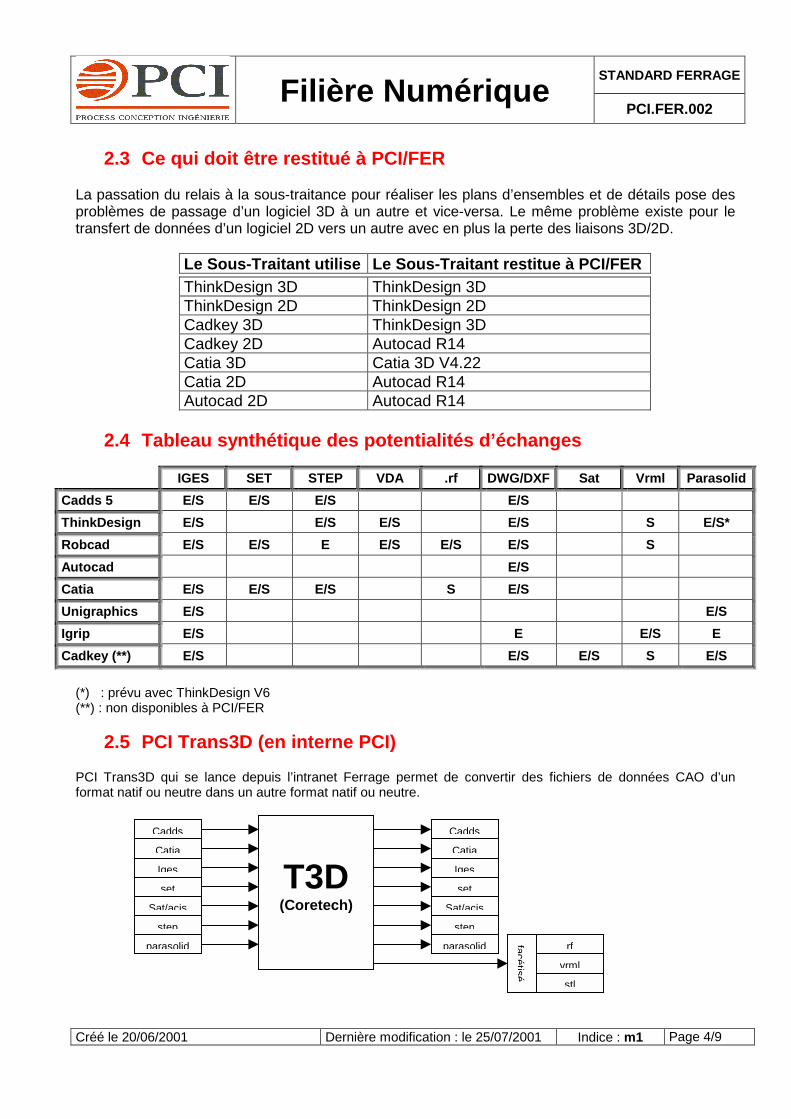
2.3 Ce qui doit être restitué à PCI/FER
La passation du relais à la sous-traitance pour réaliser les plans d’ensembles et de détails pose desproblèmes de passage d’un logiciel 3D à un autre et vice-versa. Le même problème existe pour letransfert de données d’un logiciel 2D vers un autre avec en plus la perte des liaisons 3D/2D.
Le Sous-Traitant utilise Le Sous-Traitant restitue à PCI/FERThinkDesign 3D ThinkDesign 3DThinkDesign 2D ThinkDesign 2DCadkey 3D ThinkDesign 3DCadkey 2D Autocad R14Catia 3D Catia 3D V4.22Catia 2D Autocad R14Autocad 2D Autocad R14
2.4 Tableau synthétique des potentialités d’échanges
IGES SET STEP VDA .rf DWG/DXF Sat Vrml ParasolidCadds 5 E/S E/S E/S E/SThinkDesign E/S E/S E/S E/S S E/S*Robcad E/S E/S E E/S E/S E/S SAutocad E/SCatia E/S E/S E/S S E/SUnigraphics E/S E/SIgrip E/S E E/S ECadkey (**) E/S E/S E/S S E/S
(*) : prévu avec ThinkDesign V6(**) : non disponibles à PCI/FER
2.5 PCI Trans3D (en interne PCI)
PCI Trans3D qui se lance depuis l’intranet Ferrage permet de convertir des fichiers de données CAO d’unformat natif ou neutre dans un autre format natif ou neutre.
T3D(Coretech)
Cadds
Catia
Iges
set
Sat/acis
step
parasolid
Cadds
Catia
Iges
set
Sat/acis
step
parasolid
vrml
rf
stl
facétisé
STANDARD FERRAGEFilière NumériquePCI.FER.002
Créé le 20/06/2001 De
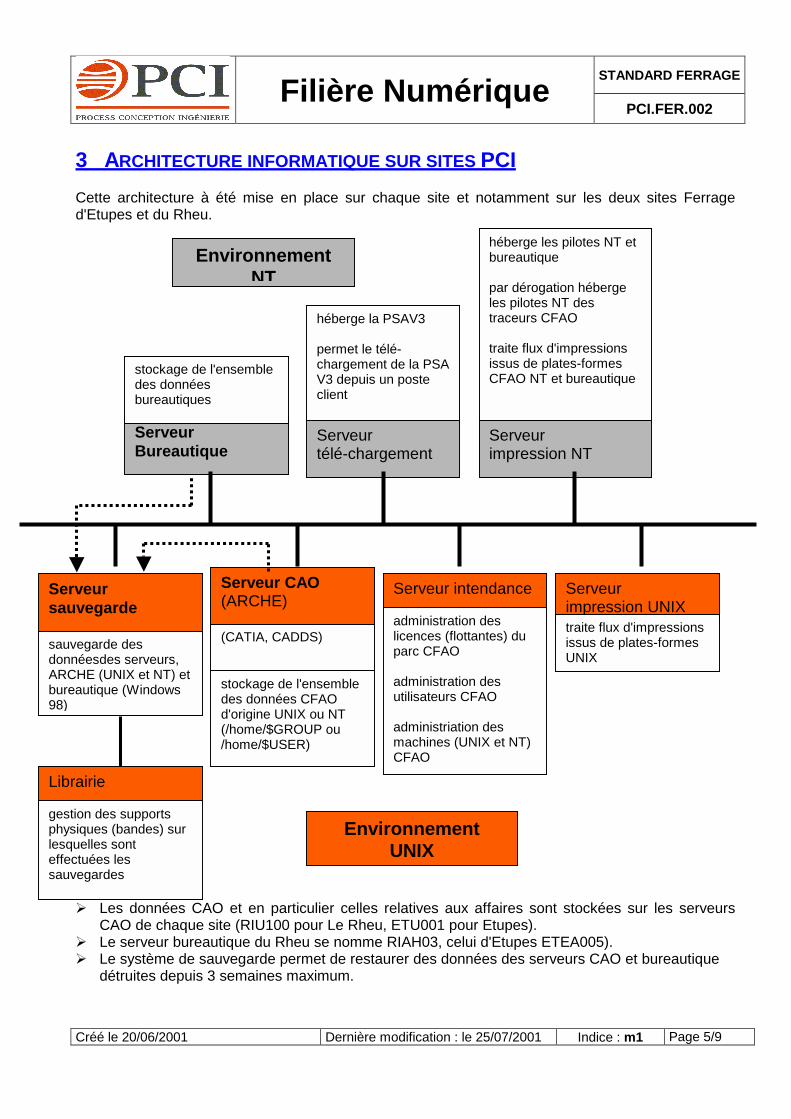
3 ARCHITECTURE INFORMATIQUE SUR SITES PCICette architecture à été mise en place sur chaque site et notamment sur les deux sites Ferraged'Etupes et du Rheu.
� Les données CAO et en particulier CAO de chaque site (RIU100 pour L
� Le serveur bureautique du Rheu se n� Le système de sauvegarde permet d
détruites depuis 3 semaines maximu
ServeurBureautique
stockage de l'ensembledes donnéesbureautiques
héberge la PSAV3
permet le télé-chargement de la PSAV3 depuis un posteclient
Serveurtélé-chargement
Serveurimpression NT
héberge les pilotes NT etbureautique
par dérogation hébergeles pilotes NT destraceurs CFAO
traite flux d'impressionsissus de plates-formesCFAO NT et bureautique
Serveursauvegarde
sauvegarde desdonnéesdes serveurs,ARCHE (UNIX et NT) etbureautique (Windows98)
Librairie
gestion des supportsphysiques (bandes) surlesquelles sonteffectuées lessauvegardes
(CATIA, CADDS)
Serveur CAO(ARCHE)
stockage de l'ensembledes données CFAOd'origine UNIX ou NT(/home/$GROUP ou/home/$USER)
Serveur intendance
administration deslicences (flottantes) duparc CFAO
administration desutilisateurs CFAO
administriation desmachines (UNIX et NT)CFAO
Serveurimpression UNIXtraite flux d'impressionsissus de plates-formesUNIX
EnvironnementUNIX
EnvironnementNT
rnière modification : le 25/07/2001 Indice : m1 Page 5/9
celles relatives aux affaires sont stockées sur les serveurse Rheu, ETU001 pour Etupes).omme RIAH03, celui d'Etupes ETEA005).e restaurer des données des serveurs CAO et bureautiquem.
STANDARD FERRAGEFilière NumériquePCI.FER.002
Créé le 20/06/2001 Dernière modification : le 25/07/2001 Indice : m1 Page 6/9
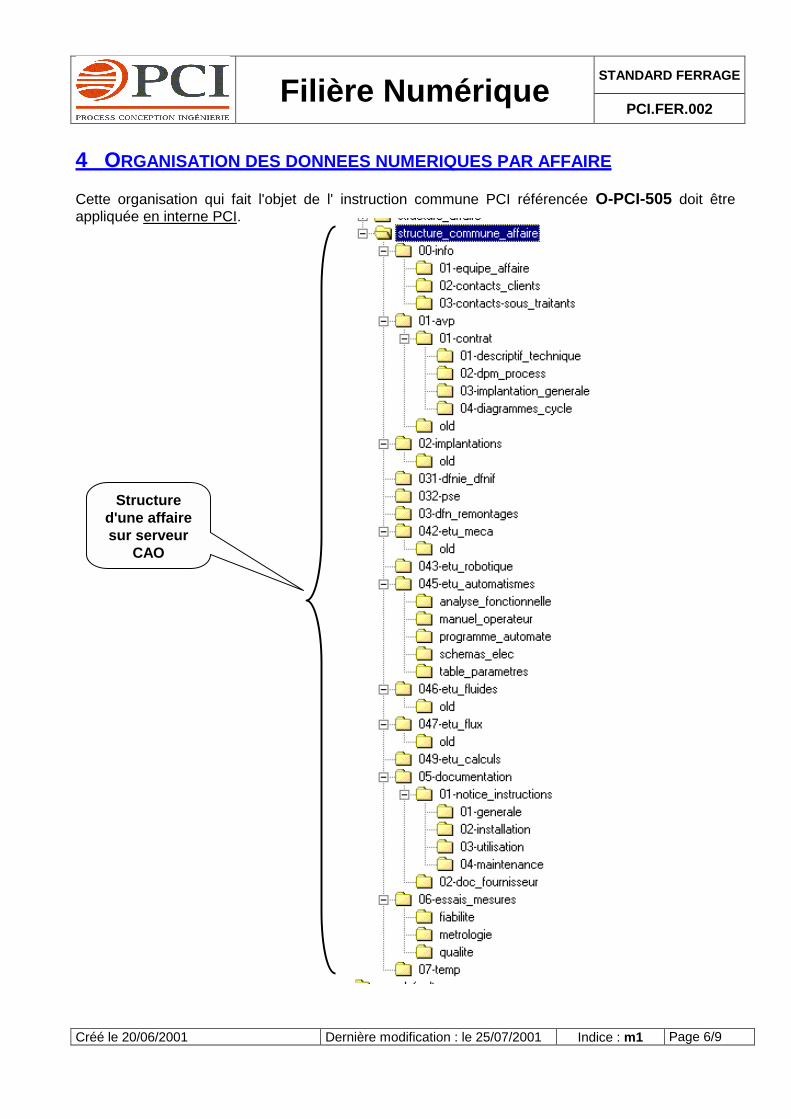
4 ORGANISATION DES DONNEES NUMERIQUES PAR AFFAIRE
Cette organisation qui fait l'objet de l' instruction commune PCI référencée O-PCI-505 doit êtreappliquée en interne PCI.
Structured'une affairesur serveur
CAO
STANDARD FERRAGEFilière NumériquePCI.FER.002
Créé le 20/06/2001 Dernière modification : le 25/07/2001 Indice : m1 Page 7/9
5 ARCHIVAGE DES DONNEES NUMERIQUES PAR AFFAIRE
5.1 Clôture de l’affaire
Lors des réunions mensuelles « gestion d’affaires » il est décidé des affaires soldées. Un documentrécapitulatif est édité.
5.2 Archivage de l’affaire
L’archivage de l’affaire se traduit par la copie du répertoire de l’affaire sur un support optique,magnétique ou magnéto-optique du type CD-ROM, DAT ou DVD-RAM. Avant de réaliser cette copie,le PEA s’assure que les répertoires du projet sont renseignés (ex : automatismes, qualité, …). Si cen’est pas le cas il doit solliciter les responsables concernés de l’équipe affaire (ex : PEAA pour lesautomatismes).Pour l’archivage le PEA se fait assister du Responsable Filière Numérique.Les CD-ROM, DAT ou DVD-RAM est conservé dans une armoire blindée anti-feu.
5.3 Suppression du répertoire de l’affaire du serveur
Quand l’archivage est réalisé, le Responsable Filière Numérique ou une personne qu’il délèguesupprime le projet du réseau.
5.4 Restauration de fichiers et répertoires en interne PCI/FER
5.4.1 Fichiers et répertoires d'une affaire archivéeLa restauration de fichiers ou de répertoires d'une affaire archivée est réalisée par le ResponsableFilière Numérique ou une personne qu’il délègue.
5.4.2 Fichiers et répertoires détruits depuis moins de 3 semainesUn fichier ou un répertoire (si stocké sur le serveur) détruit depuis moins de 3 semaines peut êtrerécupéré depuis une station Unix en utilisant l'outil RESTORE de la palette métier.Passé ce délai il est peu probable qu'il soit récupérable.
STANDARD FERRAGEFilière NumériquePCI.FER.002
Créé le 20/06/2001 Dernière modification : le 25/07/2001 Indice : m1 Page 8/9
6 PRECONISATIONS POUR ETUDES CAO
6.1 Préconisations générales
Elles devront être conformes au manuel d'utilisation O-PCI-504 intitulé :"Guide études CAO"
En particulier il est impératif de respecter les noms de fichiers tels qu'ils ont été définis dans lechapitre 1 et la structure du répertoire 042-etu_meca telle qu'elle est définie dans le chapitre 2.
Ce document devra être fourni pour application aux techniciens utilisant l'outil CAO que cesoit en interne PCI/FER ou à l'exterieur.
6.2 Préconisations pour ThinkDesign
Elles devront être conformes à l'instruction I-FER-C05 intitulée :"Conception des outillages Ferrage avec ThinkDesign"
Ce document reprend l'ensemble des préconisations du manuel d'utilisation O-PCI-504 et lescomplète avec les spécificités du Ferrage.
Ce document devra être fourni pour application aux techniciens utilisant le logicielThinkDesign que ce soit en interne PCI/FER ou à l'exterieur.
STANDARD FERRAGEFilière NumériquePCI.FER.002
Créé le 20/06/2001 Dernière modification : le 25/07/2001 Indice : m1 Page 9/9
7 LES DOCUMENTS RELATIFS A LA CAO
7.1 Où trouver les documents
En interne PCI ces documents sont disponibles sur l'intranet PCI (http://www.pci.inetpsa.com/)dans les rubriques Ferrage et Qualité.
En externe PCI les documents utiles sont sur le CDROM fourni par le Responsable de l'Affaire.
7.2 Liste des documents
Titre RéférenceFilière numérique Ferrage (le présent document) PCI.FER.002Organisation des données numériques par affaire O-PCI-505Guide études CAO O-PCI-504Conception des outillages Ferrage avec ThinkDesign I-FER-C05Conception des DFNIF avec Catia I-FER-C04
7.3 Documents d'origine PSA
PSA fournit d'autres documents relatifs à des applications spécifiques CAO (Catia) développées pourle Ferrage. Ils sont disponibles à l'adresse suivante :
http://web.cfao-cs.inetpsa.com/webinn/index800.html
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
SOMMAIRE
1 REPRESENTATION ET SYMBOLISATION DES ELEMENTS D'ASSEMBLAGE ......................3 1.1 EXEMPLE................................................................................................................................3 1.2 CAS PARTICULIERS. ................................................................................................................3
2 DIMENSIONS D'IMPLANTATION ET DE SECURITE.................................................................4 2.1 DIMENSIONS D'IMPLANTATION ..................................................................................................4
3 DIMENSIONS DES TROUS DE PASSAGE, LAMAGES ET CHAMBRAGES.............................6 3.1 REPRESENTATION ET USINAGE ................................................................................................6 3.2 DIMENSIONS...........................................................................................................................7
4 SPECIFICATIONS ......................................................................................................................8 4.1 VIS A TETE HEXAGONALE H......................................................................................................8 ( CONFORMES AUX NORMES ISO 4014 ET 4017 ) ..............................................................................8 4.2 VIS A TETE CYLINDRIQUE A SIX PANS CREUX CHC....................................................................11 4.3 VIS A TETE FRAISEE A SIX PANS CREUX FHC/90°.....................................................................15 4.4 VIS SANS TETE A SIX PANS CREUX A BOUT PLAT HC.................................................................16 4.5 ECROUS HEXAGONAUX USUELS H ..........................................................................................17 4.6 ECROUS HEXAGONAUX BAS HM .............................................................................................18 4.7 ECROUS HEXAGONAUX AUTO-FREINES ( NYLSTOP )..............................................................19 4.8 RONDELLES PLATES SÉRIE MU .............................................................................................20 4.9 RONDELLES GROWER SERIE COURANTE W ............................................................................21 4.10 GOUPILLES CYLINDRIQUES A TROU TARAUDE, TREMPEES ........................................................22 4.11 GOUPILLES ELASTIQUES -SERIE EPAISSE-...............................................................................23 4.12 RIVET SIM............................................................................................................................24 4.13 ANNEAUX ELASTIQUES A OREILLES POUR ARBRES-SERIE NORMALE-.........................................25 4.14 ANNEAUX ELASTIQUES A OREILLES POUR ALESAGES-SERIE NORMALE- .....................................26 4.15 VIS 6 PANS CREUX EPAULEE. .................................................................................................27
5 FILETAGES ..............................................................................................................................28 5.1 PROFIL METRIQUE ISO ...........................................................................................................28 5.2 FILETS RAPPORT...................................................................................................................30 5.3 FILETAGES POUR CANALISATIONS ..........................................................................................31 5.4 SELECTION D’ELEMENTS DE FIXATION.....................................................................................34
6 CHEVILLES ..............................................................................................................................37 6.1 OBJET :................................................................................................................................37 6.2 UTILISATION .........................................................................................................................37
6.2.1 Chevilles mécaniques...................................................................................................37 6.2.2 Chevilles chimiques ......................................................................................................38
Rédigé par : Christophe GILLET R et D STANDARD
Validé par :
Observations :
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 1/38

STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
OBJET Le présent document définit une sélection d'éléments d'assemblage employés à PCI/FER pour les outillages de ferrage et précise les consignes concernant: - la représentation et la symbolisation des éléments d'assemblage - l'implantation des vis dans les différentes matières - le perçage et le taraudage des trous - les dimensions des lamages et des chambrages
Tous les éléments ne figurant pas dans les listes ci-après doivent faire l'objet d'une commande.
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 2/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
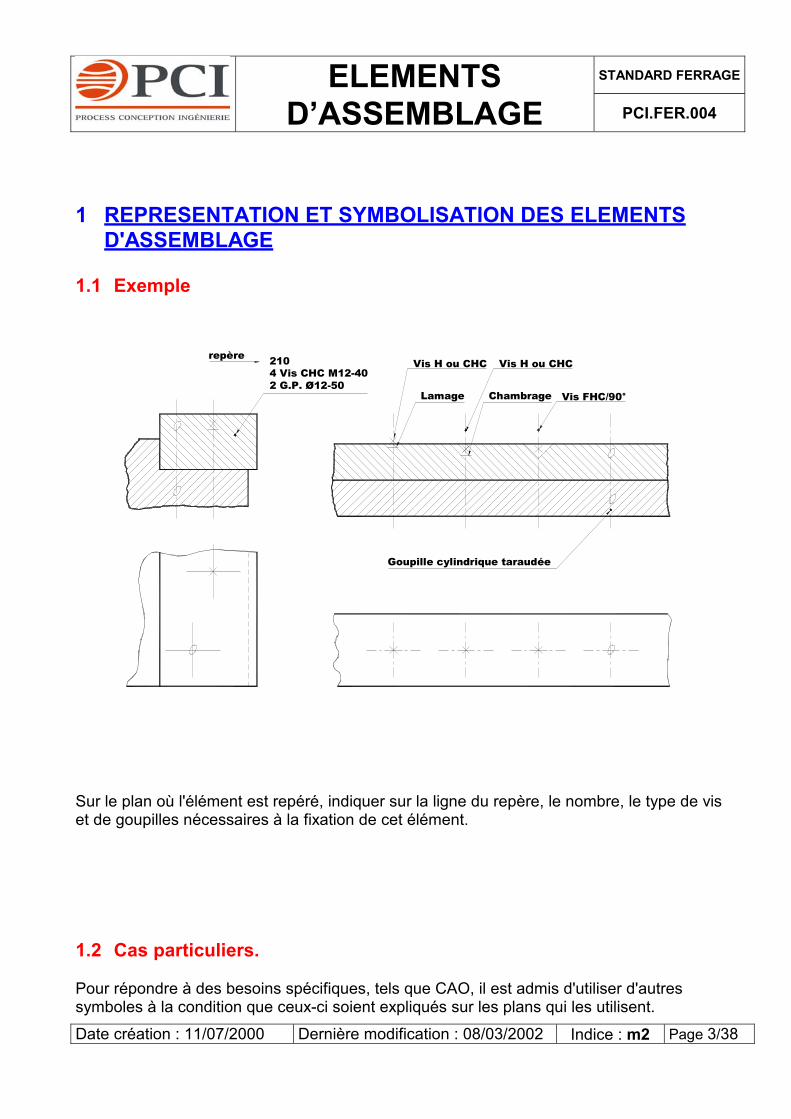
1 REPRESENTATION ET SYMBOLISATION DES ELEMENTS D'ASSEMBLAGE
1.1 Exemple
2104 Vis CHC M12-402 G.P. Ø12-50
repèreVis H ou CHC
Lamage Chambrage
Vis H ou CHC
Vis FHC/90°
Goupille cylindrique taraudée
Sur le plan où l'élément est repéré, indiquer sur la ligne du repère, le nombre, le type de vis et de goupilles nécessaires à la fixation de cet élément. 1.2 Cas particuliers.
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 3/38
Pour répondre à des besoins spécifiques, tels que CAO, il est admis d'utiliser d'autres symboles à la condition que ceux-ci soient expliqués sur les plans qui les utilisent.

STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
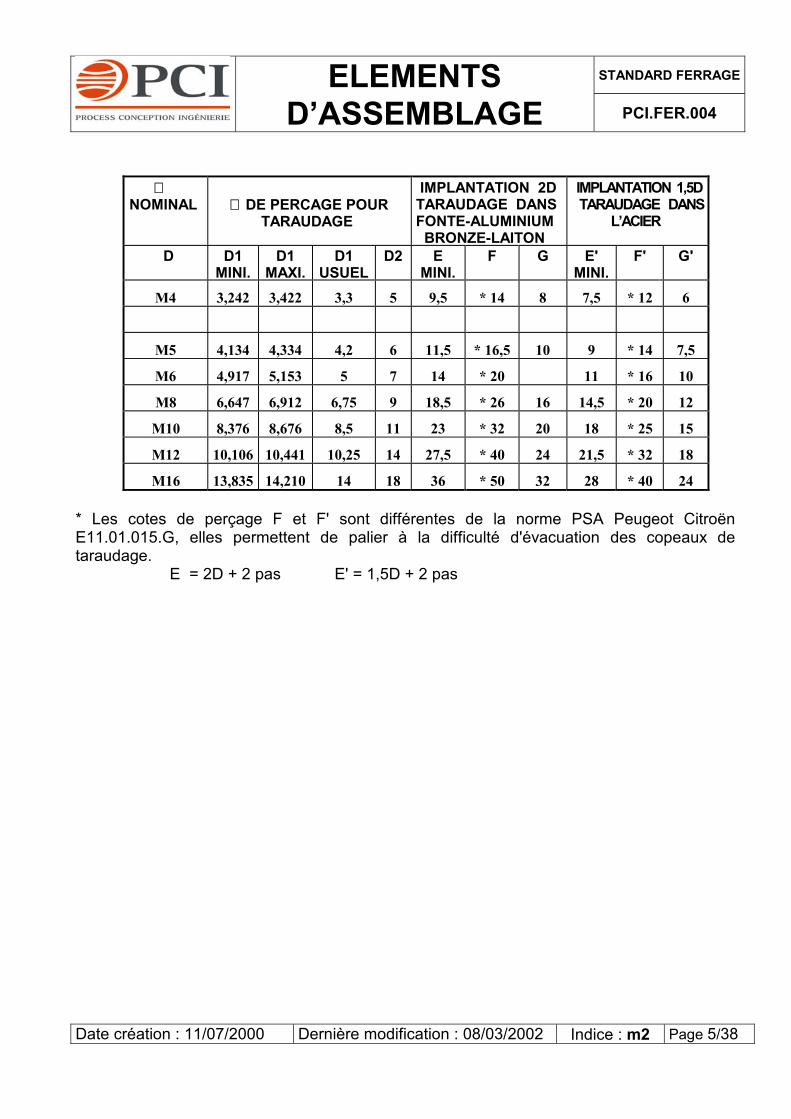
2 DIMENSIONS D'IMPLANTATION ET DE SECURITE ( Conformes aux normes ISO 965/2 et PSA Peugeot Citroën E11.01.015.G ) 2.1 Dimensions d'implantation La cote G ou G' doit impérativement être respectée pour des raisons de sécurité.
G G'
E E'
F F'
D1DD290°
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 4/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
∅ NOMINAL
∅ DE PERCAGE POUR
TARAUDAGE
IMPLANTATION 2D TARAUDAGE DANS FONTE-ALUMINIUM BRONZE-LAITON
IMPLANTATION 1,5D TARAUDAGE DANS L’ACIER
D D1 MINI.
D1 MAXI.
D1 USUEL
D2 E MINI.
F G E' MINI.
F'
G'
M4 3,242 3,422 3,3 5 9,5 * 14 8 7,5 * 12 6
M5 4,134 4,334 4,2 6 11,5 * 16,5 10 9 * 14 7,5
M6 4,917 5,153 5 7 14 * 20 11 * 16 10
M8 6,647 6,912 6,75 9 18,5 * 26 16 14,5 * 20 12
M10 8,376 8,676 8,5 11 23 * 32 20 18 * 25 15
M12 10,106 10,441 10,25 14 27,5 * 40 24 21,5 * 32 18
M16 13,835 14,210 14 18 36 * 50 32 28 * 40 24 * Les cotes de perçage F et F' sont différentes de la norme PSA Peugeot Citroën E11.01.015.G, elles permettent de palier à la difficulté d'évacuation des copeaux de taraudage.
E = 2D + 2 pas E' = 1,5D + 2 pas
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 5/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
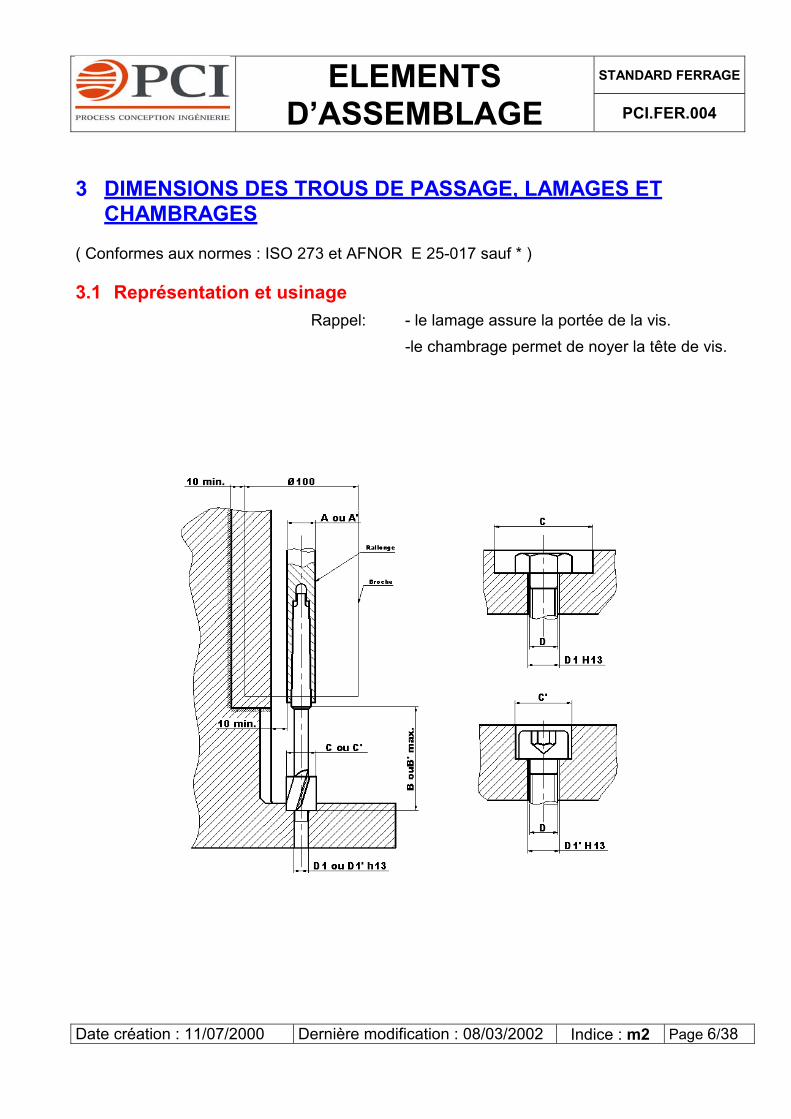
3 DIMENSIONS DES TROUS DE PASSAGE, LAMAGES ET CHAMBRAGES
( Conformes aux normes : ISO 273 et AFNOR E 25-017 sauf * ) 3.1 Représentation et usinage Rappel: - le lamage assure la portée de la vis. -le chambrage permet de noyer la tête de vis.
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 6/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
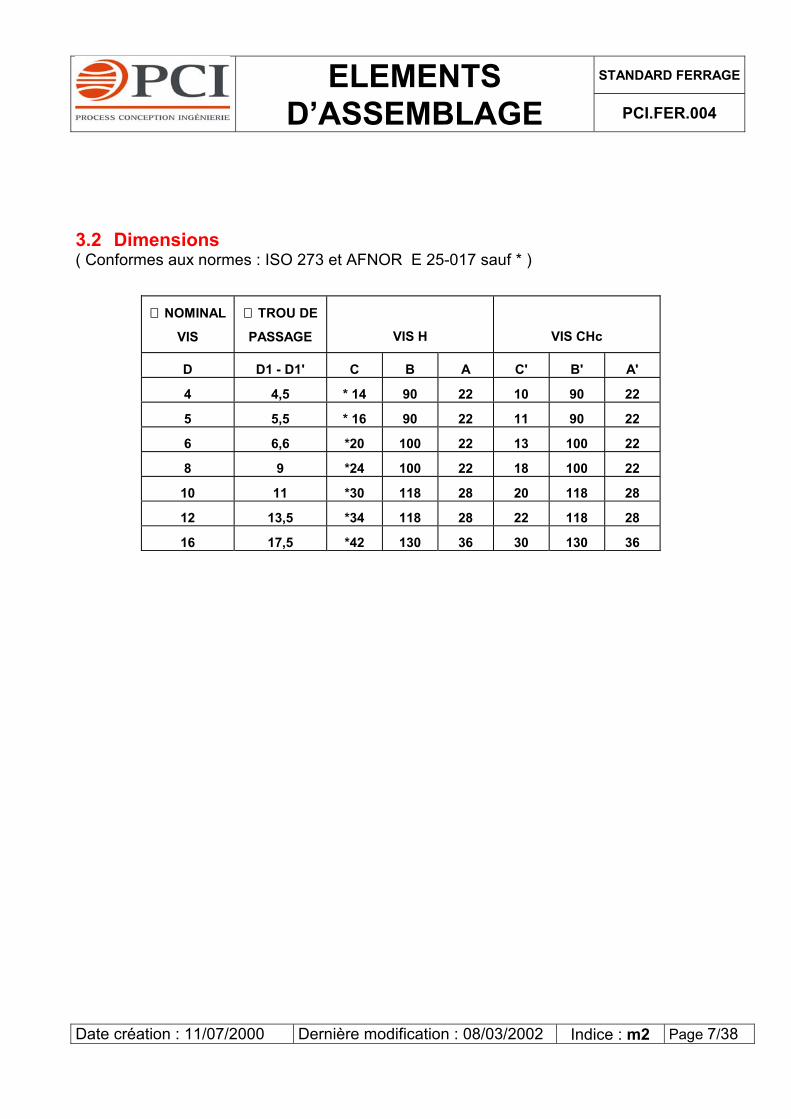
3.2 Dimensions ( Conformes aux normes : ISO 273 et AFNOR E 25-017 sauf * )
∅ NOMINAL
VIS
∅ TROU DE
PASSAGE
VIS H
VIS CHc
D D1 - D1' C B A C' B' A'
4 4,5 * 14 90 22 10 90 22
5 5,5 * 16 90 22 11 90 22
6 6,6 *20 100 22 13 100 22
8 9 *24 100 22 18 100 22
10 11 *30 118 28 20 118 28
12 13,5 *34 118 28 22 118 28
16 17,5 *42 130 36 30 130 36
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 7/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
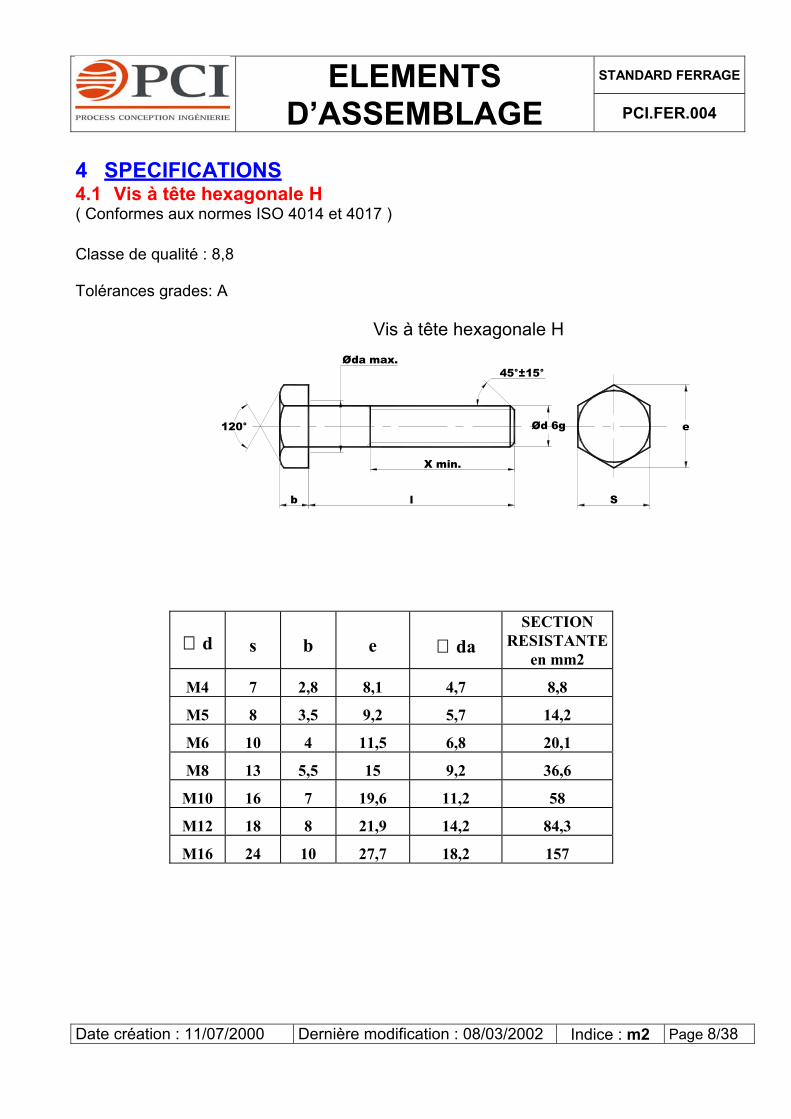
4 SPECIFICATIONS 4.1 Vis à tête hexagonale H ( Conformes aux normes ISO 4014 et 4017 ) Classe de qualité : 8,8 Tolérances grades: A
45°±15°
X min.
Øda max.
Ød 6g
l S
e120°
b
Vis à tête hexagonale H
∅ d
s
b
e
∅ da
SECTION RESISTANTE
en mm2
M4 7 2,8 8,1 4,7 8,8
M5 8 3,5 9,2 5,7 14,2
M6 10 4 11,5 6,8 20,1
M8 13 5,5 15 9,2 36,6
M10 16 7 19,6 11,2 58
M12 18 8 21,9 14,2 84,3
M16 24 10 27,7 18,2 157
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 8/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
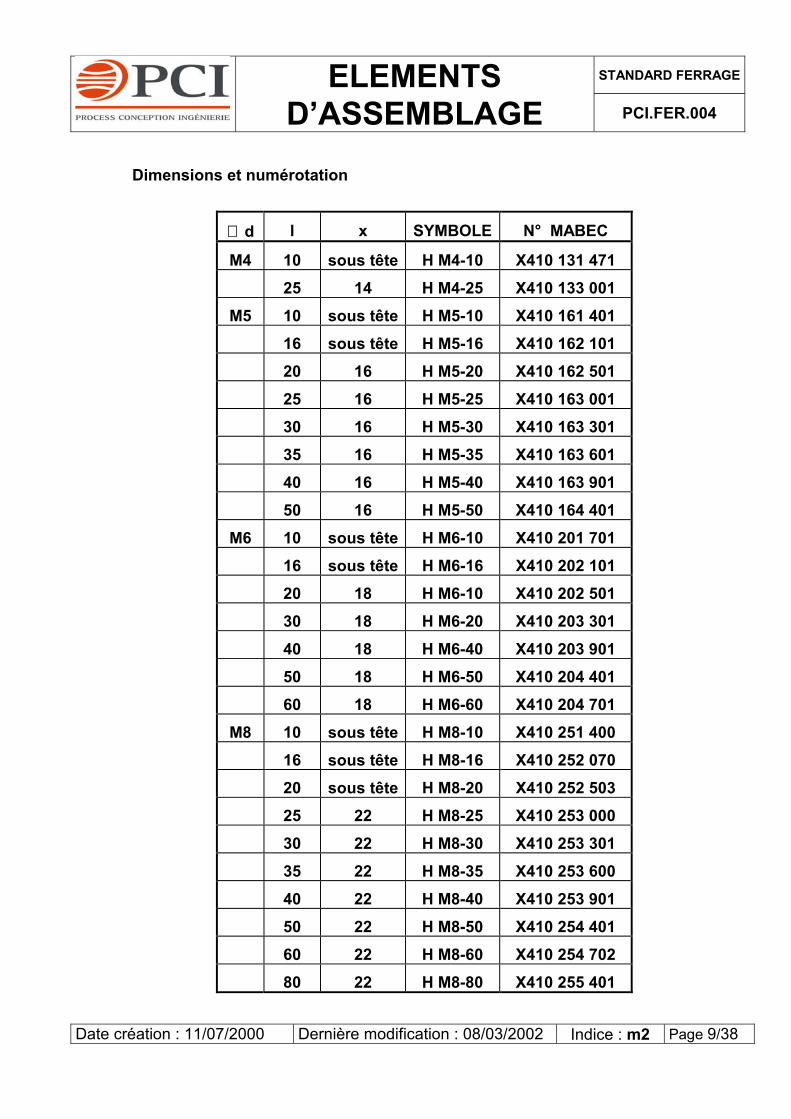
Dimensions et numérotation
∅ d l x SYMBOLE N° MABEC
M4 10 sous tête H M4-10 X410 131 471 25 14 H M4-25 X410 133 001
M5 10 sous tête H M5-10 X410 161 401 16 sous tête H M5-16 X410 162 101 20 16 H M5-20 X410 162 501 25 16 H M5-25 X410 163 001 30 16 H M5-30 X410 163 301 35 16 H M5-35 X410 163 601 40 16 H M5-40 X410 163 901 50 16 H M5-50 X410 164 401
M6 10 sous tête H M6-10 X410 201 701 16 sous tête H M6-16 X410 202 101 20 18 H M6-10 X410 202 501 30 18 H M6-20 X410 203 301 40 18 H M6-40 X410 203 901 50 18 H M6-50 X410 204 401 60 18 H M6-60 X410 204 701
M8 10 sous tête H M8-10 X410 251 400 16 sous tête H M8-16 X410 252 070 20 sous tête H M8-20 X410 252 503 25 22 H M8-25 X410 253 000 30 22 H M8-30 X410 253 301 35 22 H M8-35 X410 253 600 40 22 H M8-40 X410 253 901 50 22 H M8-50 X410 254 401 60 22 H M8-60 X410 254 702 80 22 H M8-80 X410 255 401
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 9/38

STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
Dimensions et numérotation (suite)
∅ d l x SYMBOLE N° MABEC
M10 20 sous tête H M10-20 X410 302 501 30 26 H M10-30 X410 303 302 35 26 H M10-35 X410 303 600 40 26 H M10-40 X410 303 901 45 26 H M10-45 X410 304 170 50 26 H M10-50 X410 304 401 60 26 H M10-60 X410 304 701 80 26 H M10-80 X410 305 401 100 26 H M10-100 X410 305 801
M12 30 sous tête H M12-30 X410 353 301 35 30 H M12-35 X410 353 673 40 30 H M12-40 X410 353 901 45 30 H M12-45 X410 354 100 50 30 H M12-50 X410 354 401 60 30 H M12-60 X410 354 701 70 30 H M12-70 X410 355 101 80 30 H M12-80 X410 355 401 100 30 H M12-100 X410 355 801
M16 30 sous tête H M16-30 X410 453 000 40 sous tête H M16-40 X410 453 900 50 38 H M16-50 X410 454 401 60 38 H M16-60 X410 454 700
Désignation Exemple de désignation d'une vis à tête hexagonale de ∅ d= 16, l=50 Vis H M16-50- Numéro code MABEC : X410 454 401
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 10/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
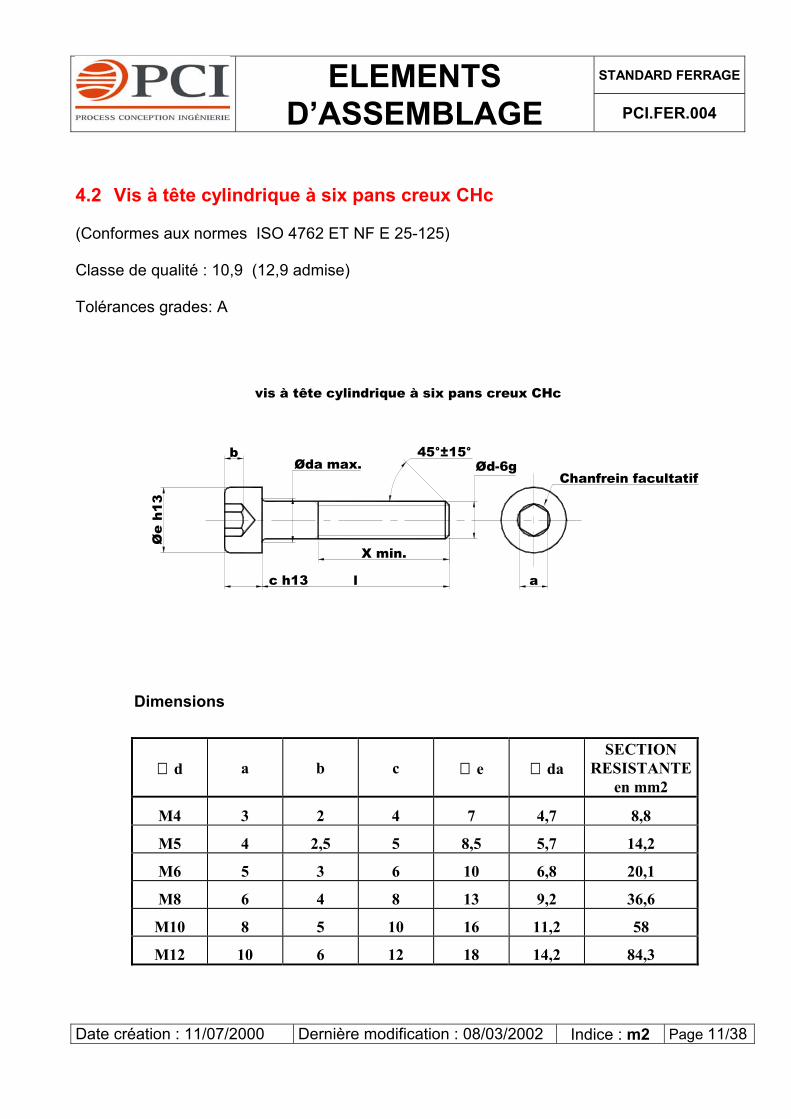
4.2 Vis à tête cylindrique à six pans creux CHc (Conformes aux normes ISO 4762 ET NF E 25-125) Classe de qualité : 10,9 (12,9 admise) Tolérances grades: A
vis à tête cylindrique à six pans creux CHc
Øe
h13
b
c h13 l
X min.
45°±15°
Chanfrein facultatif
a
Ød-6gØda max.
Dimensions
∅ d
a
b
c
∅ e
∅ da
SECTION RESISTANTE
en mm2
M4 3 2 4 7 4,7 8,8
M5 4 2,5 5 8,5 5,7 14,2
M6 5 3 6 10 6,8 20,1
M8 6 4 8 13 9,2 36,6
M10 8 5 10 16 11,2 58
M12 10 6 12 18 14,2 84,3
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 11/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
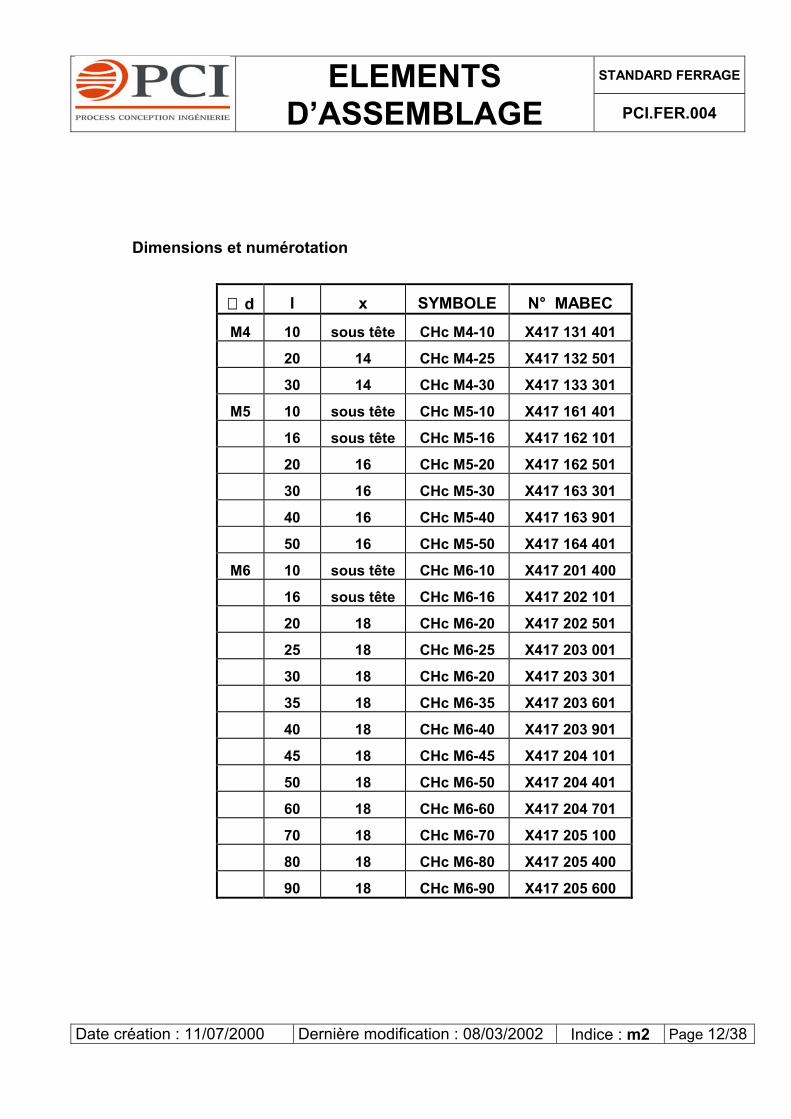
Dimensions et numérotation
∅ d l x SYMBOLE N° MABEC
M4 10 sous tête CHc M4-10 X417 131 401
20 14 CHc M4-25 X417 132 501
30 14 CHc M4-30 X417 133 301
M5 10 sous tête CHc M5-10 X417 161 401
16 sous tête CHc M5-16 X417 162 101
20 16 CHc M5-20 X417 162 501
30 16 CHc M5-30 X417 163 301
40 16 CHc M5-40 X417 163 901
50 16 CHc M5-50 X417 164 401
M6 10 sous tête CHc M6-10 X417 201 400
16 sous tête CHc M6-16 X417 202 101
20 18 CHc M6-20 X417 202 501
25 18 CHc M6-25 X417 203 001
30 18 CHc M6-20 X417 203 301
35 18 CHc M6-35 X417 203 601
40 18 CHc M6-40 X417 203 901
45 18 CHc M6-45 X417 204 101
50 18 CHc M6-50 X417 204 401
60 18 CHc M6-60 X417 204 701
70 18 CHc M6-70 X417 205 100
80 18 CHc M6-80 X417 205 400
90 18 CHc M6-90 X417 205 600
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 12/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
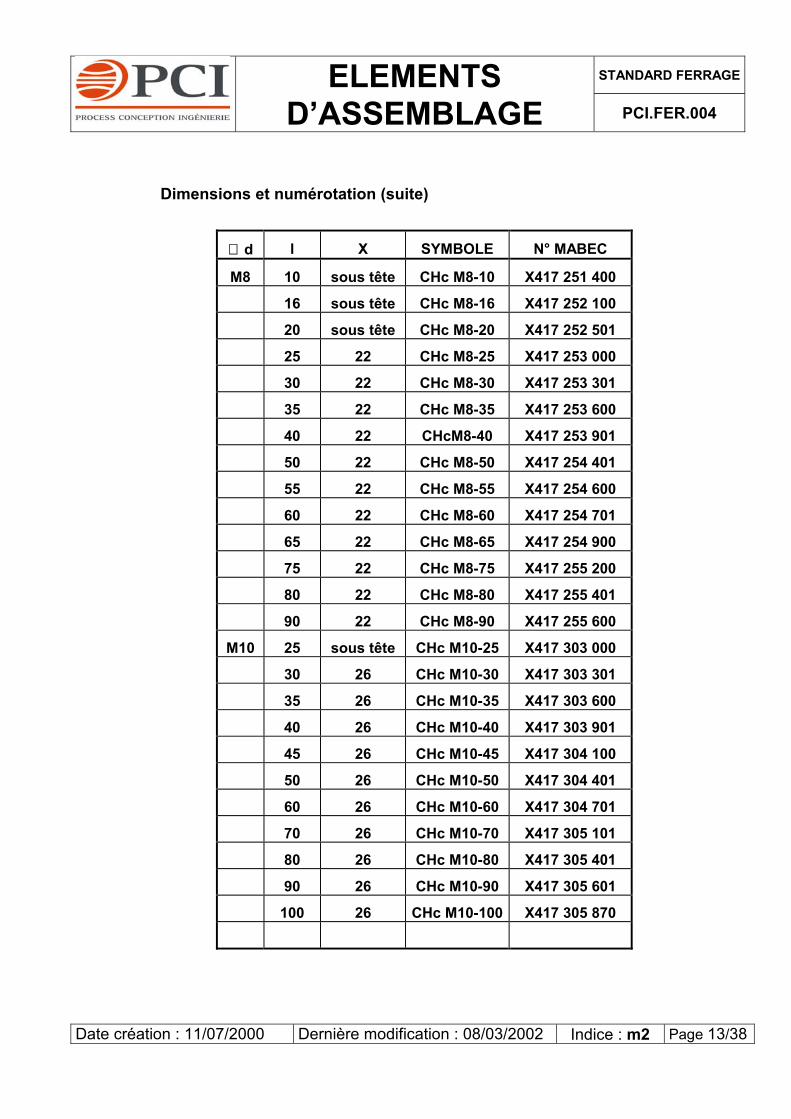
Dimensions et numérotation (suite)
∅ d l X SYMBOLE N° MABEC
M8 10 sous tête CHc M8-10 X417 251 400
16 sous tête CHc M8-16 X417 252 100
20 sous tête CHc M8-20 X417 252 501
25 22 CHc M8-25 X417 253 000
30 22 CHc M8-30 X417 253 301
35 22 CHc M8-35 X417 253 600
40 22 CHcM8-40 X417 253 901
50 22 CHc M8-50 X417 254 401
55 22 CHc M8-55 X417 254 600
60 22 CHc M8-60 X417 254 701
65 22 CHc M8-65 X417 254 900
75 22 CHc M8-75 X417 255 200
80 22 CHc M8-80 X417 255 401
90 22 CHc M8-90 X417 255 600
M10 25 sous tête CHc M10-25 X417 303 000
30 26 CHc M10-30 X417 303 301
35 26 CHc M10-35 X417 303 600
40 26 CHc M10-40 X417 303 901
45 26 CHc M10-45 X417 304 100
50 26 CHc M10-50 X417 304 401
60 26 CHc M10-60 X417 304 701
70 26 CHc M10-70 X417 305 101
80 26 CHc M10-80 X417 305 401
90 26 CHc M10-90 X417 305 601
100 26 CHc M10-100 X417 305 870
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 13/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
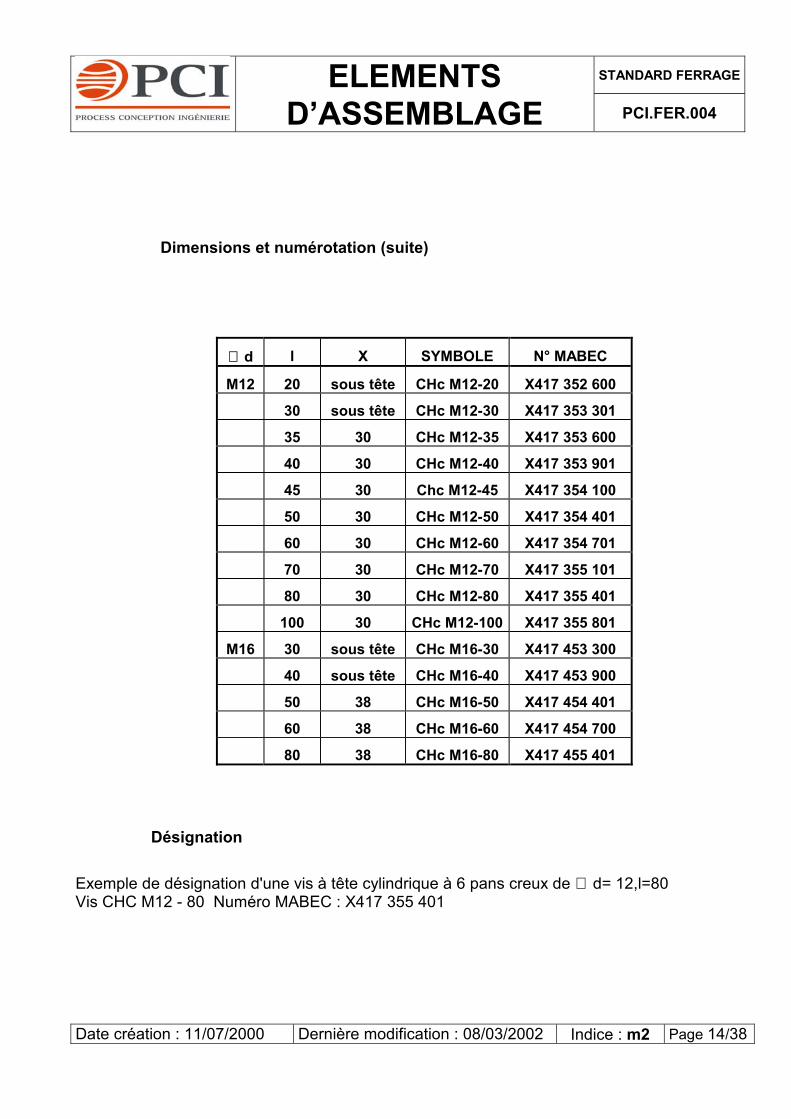
Dimensions et numérotation (suite)
∅ d l X SYMBOLE N° MABEC
M12 20 sous tête CHc M12-20 X417 352 600
30 sous tête CHc M12-30 X417 353 301
35 30 CHc M12-35 X417 353 600
40 30 CHc M12-40 X417 353 901
45 30 Chc M12-45 X417 354 100
50 30 CHc M12-50 X417 354 401
60 30 CHc M12-60 X417 354 701
70 30 CHc M12-70 X417 355 101
80 30 CHc M12-80 X417 355 401
100 30 CHc M12-100 X417 355 801
M16 30 sous tête CHc M16-30 X417 453 300
40 sous tête CHc M16-40 X417 453 900
50 38 CHc M16-50 X417 454 401
60 38 CHc M16-60 X417 454 700
80 38 CHc M16-80 X417 455 401
Désignation
Exemple de désignation d'une vis à tête cylindrique à 6 pans creux de ∅ d= 12,l=80 Vis CHC M12 - 80 Numéro MABEC : X417 355 401
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 14/38

STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
4.3 Vis à tête fraisée à six pans creux FHc/90° ( Conformes à la norme : AFNOR E27-160 ) Classe de qualité :10,9 ( 12,9 admise) - Tolérances grades : A
90° e
b
l
x
Ød 6g
45°±15°
c
Chanfrein facultatif
a
Dimensions ∅ d a b c e
M4 2,5 1,8 2,3 8,4
M5 3 2,7 2,8 9,3
M6 4 2,8 3,3 11,3
M8 5 3,8 4,6 15,8
Dimensions et numérotation ∅ d l X SYMBOLE N° MABEC
M4 10 sous tête FHc/90 M4-10 X428 131 400
16 14 FHc/90 M4-16 X428 132 100
M5 12 sous tête FHc/90 M5-12 X428 161 700
16 sous tête FHc/90 M5-16 X428 162 100
20 16 FHc/90 M5-20 X428 162 500
30 16 FHc/90 M5-30 Z000 118 226
M6 10 sous tête FHc/90 M6-10 X428 201 400
16 sous tête FHc/90 M6-16 X428 202 100
20 18 FHc/90 M6-20 X428 202 500
30 18 FHc/90 M6-30 X428 203 300
M8 20 sous tête FHc/90 M8-20 X428 252 500
30 sous tête FHc/90 M8-30 X428 253 300
40 22 FHc/90 M8-40 X428 253 900
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 15/38
Exemple de désignation :Vis FHc/90 M8 - 20 Numéro MABEC : X428 252 500
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
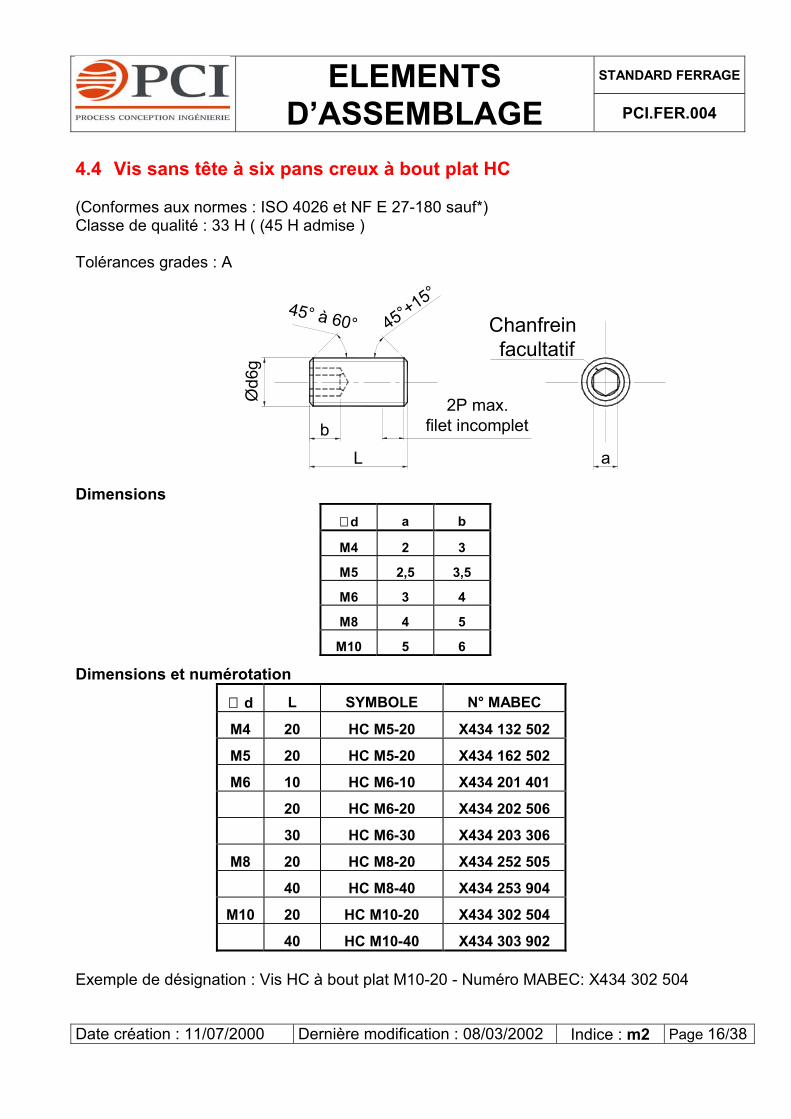
4.4 Vis sans tête à six pans creux à bout plat HC (Conformes aux normes : ISO 4026 et NF E 27-180 sauf*) Classe de qualité : 33 H ( (45 H admise ) Tolérances grades : A
L ab
Ød6
g
45° à 60° 45°+15°
2P max.filet incomplet
Chanfreinfacultatif
Dimensions
∅ d a b
M4 2 3
M5 2,5 3,5
M6 3 4
M8 4 5
M10 5 6
Dimensions et numérotation ∅ d L SYMBOLE N° MABEC
M4 20 HC M5-20 X434 132 502
M5 20 HC M5-20 X434 162 502
M6 10 HC M6-10 X434 201 401
20 HC M6-20 X434 202 506
30 HC M6-30 X434 203 306
M8 20 HC M8-20 X434 252 505
40 HC M8-40 X434 253 904
M10 20 HC M10-20 X434 302 504
40 HC M10-40 X434 303 902 Exemple de désignation : Vis HC à bout plat M10-20 - Numéro MABEC: X434 302 504
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 16/38

STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
4.5 Ecrous hexagonaux usuels H (Conformes à la norme ISO 4032 ) Classe de qualité : 8 - Tolérances grades : A
S
e
h
120° ØD 6H
Dimensions et numérotation
∅ d h s e N° MABEC
M4 3,2 7 8,1 X484 021 304
M5 4,5 8 9,2 X484 021 605
M6 5 10 11,5 X484 022 005
M8 6,5 13 15 X484 022 500
M10 8 17 19,6 X484 023 000
M12 10 19 21,9 X484 023 507
M16 15 24 27,7 X484 024 500
Désignation Exemple de désignation d'un écrou hexagonal usuel H en acier de ∅ D=M10 Ecrou H M10 acier -Numéro MABEC : X484 023 000
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 17/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
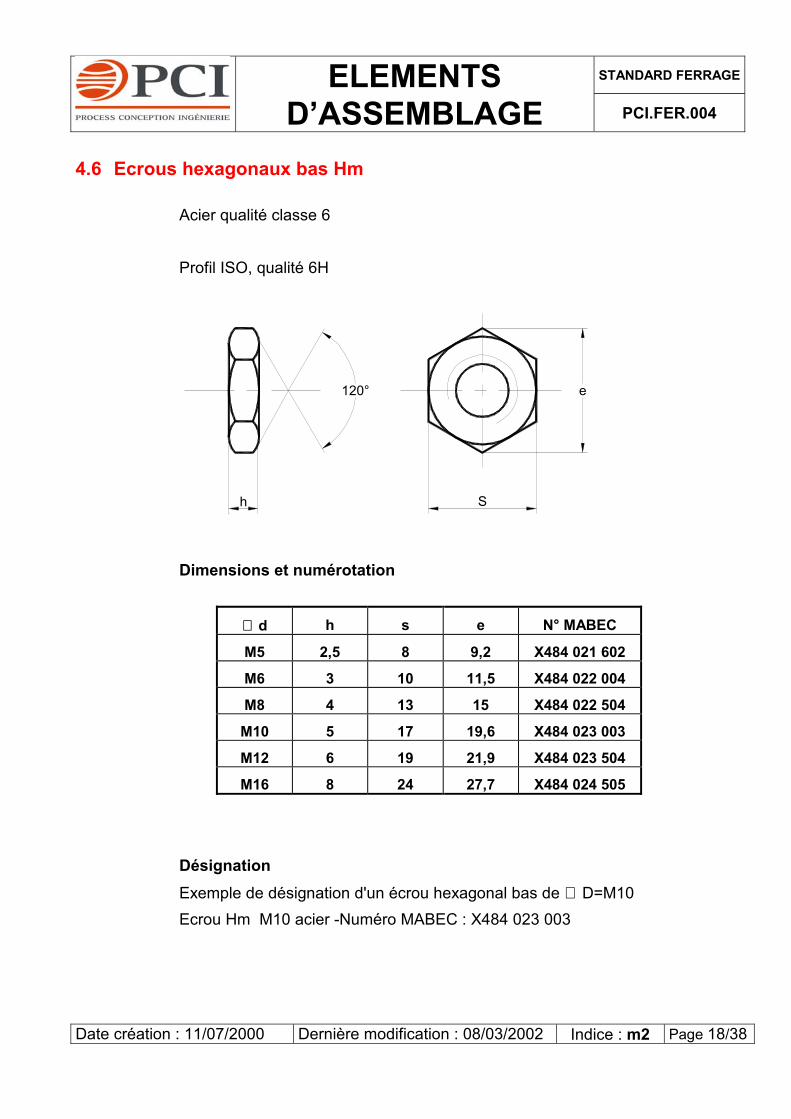
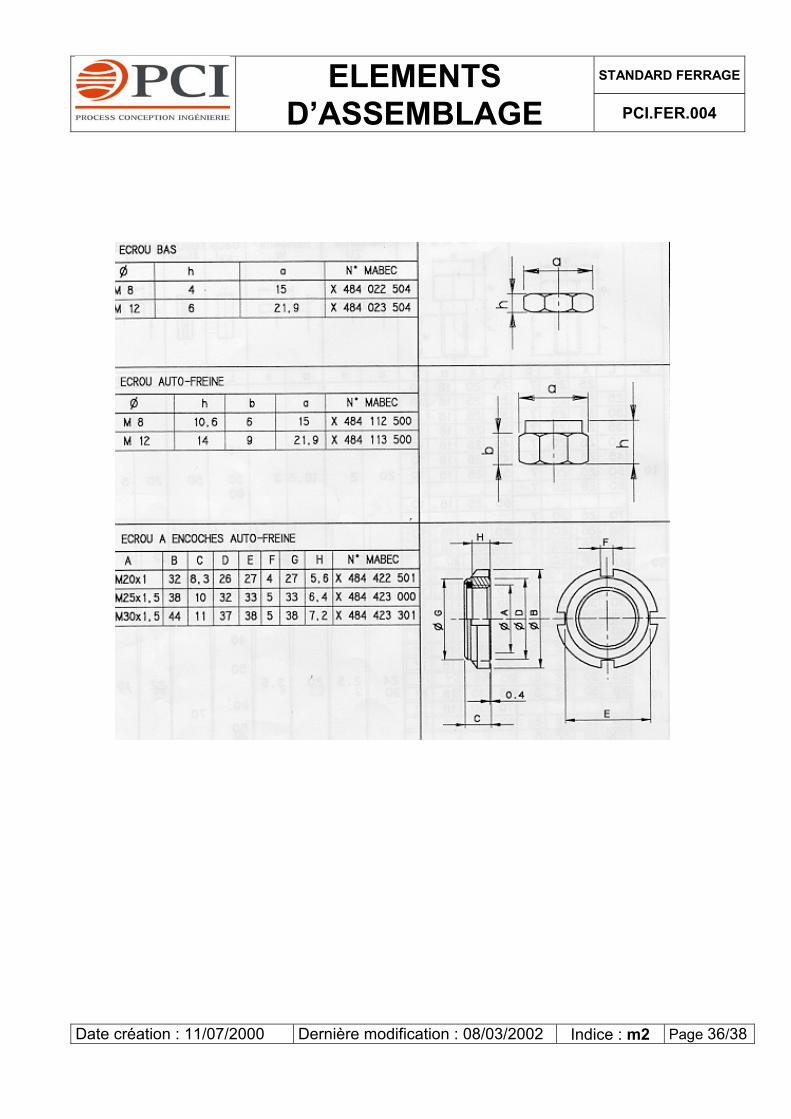
4.6 Ecrous hexagonaux bas Hm
Acier qualité classe 6 Profil ISO, qualité 6H
S
120° e
h
Dimensions et numérotation
∅ d h s e N° MABEC
M5 2,5 8 9,2 X484 021 602
M6 3 10 11,5 X484 022 004
M8 4 13 15 X484 022 504
M10 5 17 19,6 X484 023 003
M12 6 19 21,9 X484 023 504
M16 8 24 27,7 X484 024 505
Désignation Exemple de désignation d'un écrou hexagonal bas de ∅ D=M10 Ecrou Hm M10 acier -Numéro MABEC : X484 023 003
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 18/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
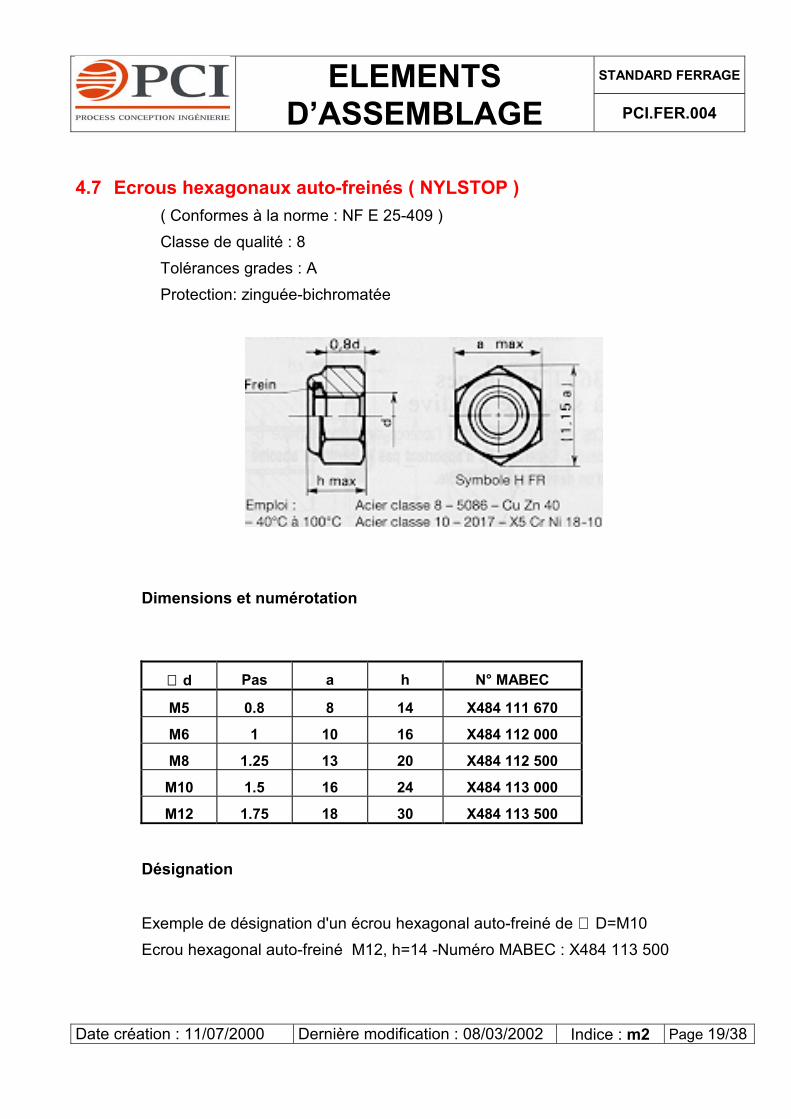
4.7 Ecrous hexagonaux auto-freinés ( NYLSTOP ) ( Conformes à la norme : NF E 25-409 ) Classe de qualité : 8 Tolérances grades : A Protection: zinguée-bichromatée
Dimensions et numérotation
∅ d Pas a h N° MABEC
M5 0.8 8 14 X484 111 670
M6 1 10 16 X484 112 000
M8 1.25 13 20 X484 112 500
M10 1.5 16 24 X484 113 000
M12 1.75 18 30 X484 113 500
Désignation Exemple de désignation d'un écrou hexagonal auto-freiné de ∅ D=M10 Ecrou hexagonal auto-freiné M12, h=14 -Numéro MABEC : X484 113 500
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 19/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
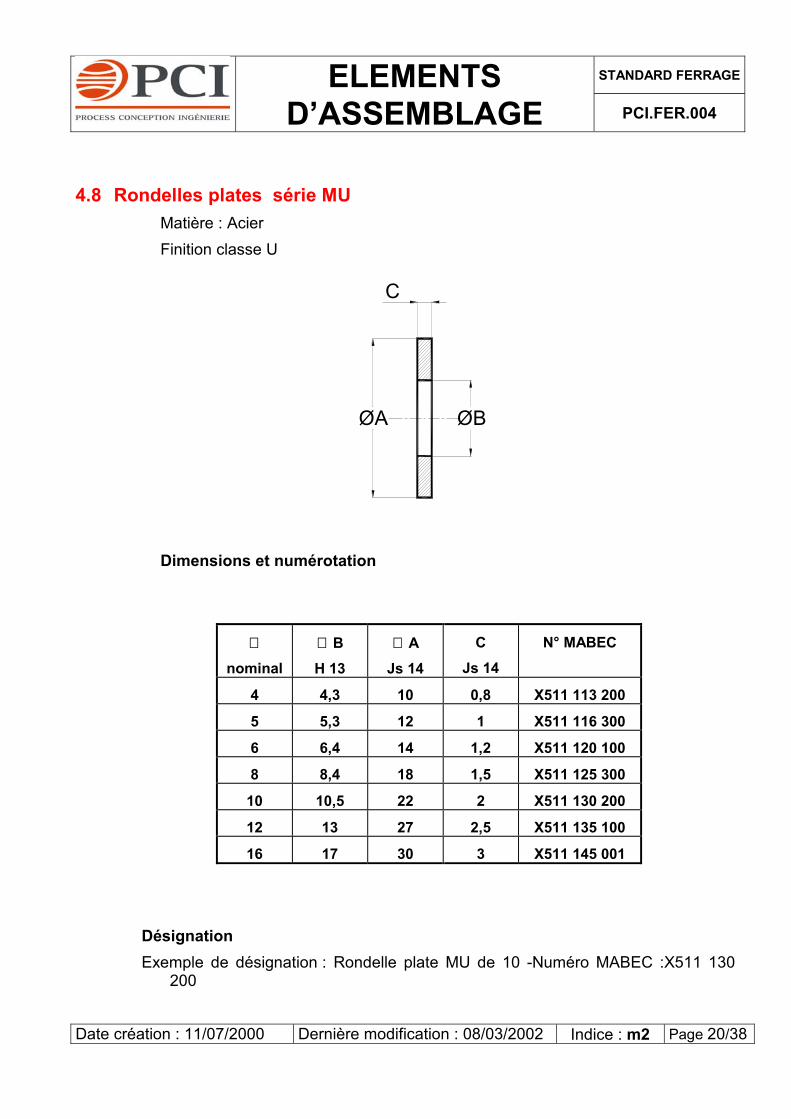
4.8 Rondelles plates série MU Matière : Acier Finition classe U
ØA
C
ØB
Dimensions et numérotation
∅ nominal
∅ B H 13
∅ A Js 14
C Js 14
N° MABEC
4 4,3 10 0,8 X511 113 200
5 5,3 12 1 X511 116 300
6 6,4 14 1,2 X511 120 100
8 8,4 18 1,5 X511 125 300
10 10,5 22 2 X511 130 200
12 13 27 2,5 X511 135 100
16 17 30 3 X511 145 001
Désignation Exemple de désignation : Rondelle plate MU de 10 -Numéro MABEC :X511 130
200
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 20/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
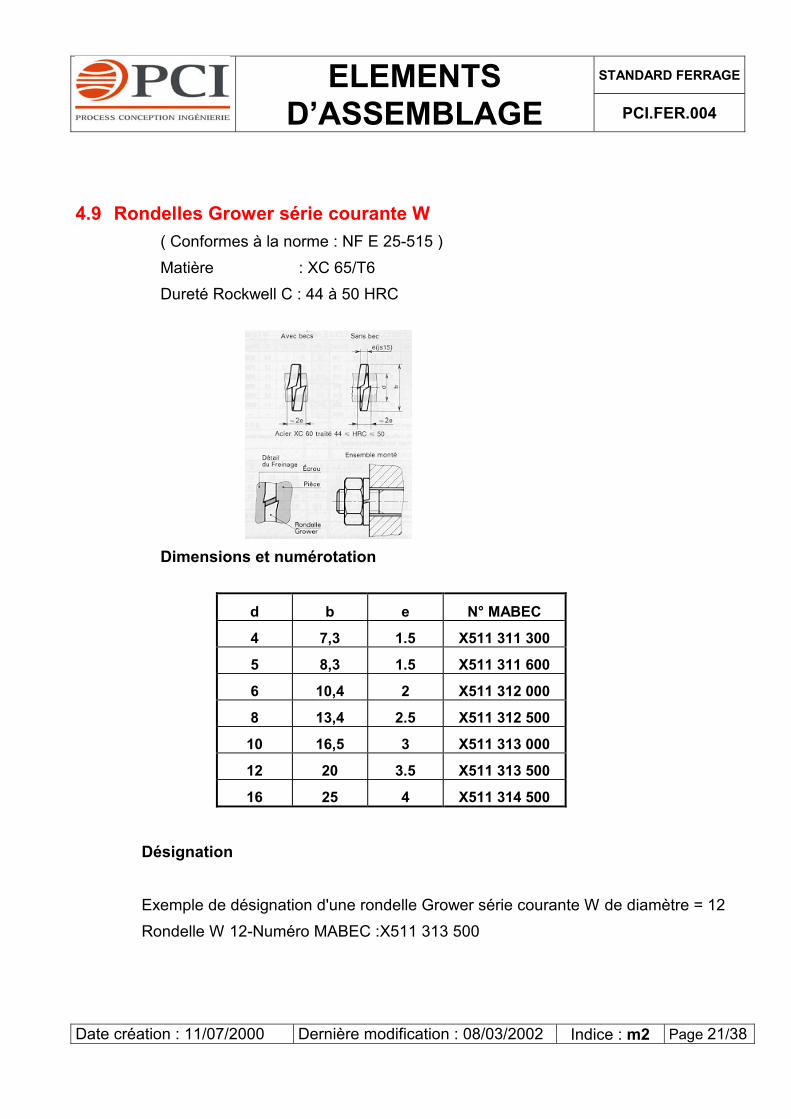
4.9 Rondelles Grower série courante W ( Conformes à la norme : NF E 25-515 ) Matière : XC 65/T6 Dureté Rockwell C : 44 à 50 HRC
Dimensions et numérotation
d b e N° MABEC
4 7,3 1.5 X511 311 300
5 8,3 1.5 X511 311 600
6 10,4 2 X511 312 000
8 13,4 2.5 X511 312 500
10 16,5 3 X511 313 000
12 20 3.5 X511 313 500
16 25 4 X511 314 500
Désignation Exemple de désignation d'une rondelle Grower série courante W de diamètre = 12 Rondelle W 12-Numéro MABEC :X511 313 500
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 21/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
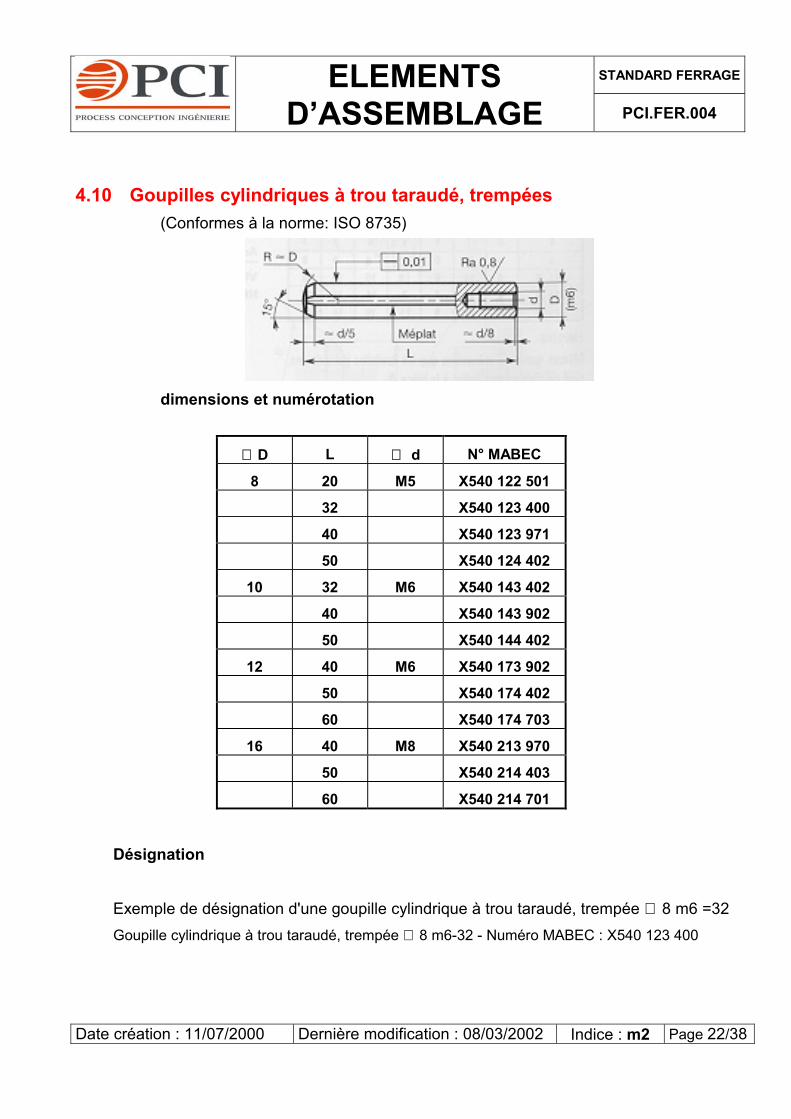
4.10 Goupilles cylindriques à trou taraudé, trempées (Conformes à la norme: ISO 8735)
dimensions et numérotation
∅ D L ∅ d N° MABEC
8 20 M5 X540 122 501
32 X540 123 400
40 X540 123 971
50 X540 124 402
10 32 M6 X540 143 402
40 X540 143 902
50 X540 144 402
12 40 M6 X540 173 902
50 X540 174 402
60 X540 174 703
16 40 M8 X540 213 970
50 X540 214 403
60 X540 214 701
Désignation Exemple de désignation d'une goupille cylindrique à trou taraudé, trempée ∅ 8 m6 =32 Goupille cylindrique à trou taraudé, trempée ∅ 8 m6-32 - Numéro MABEC : X540 123 400
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 22/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
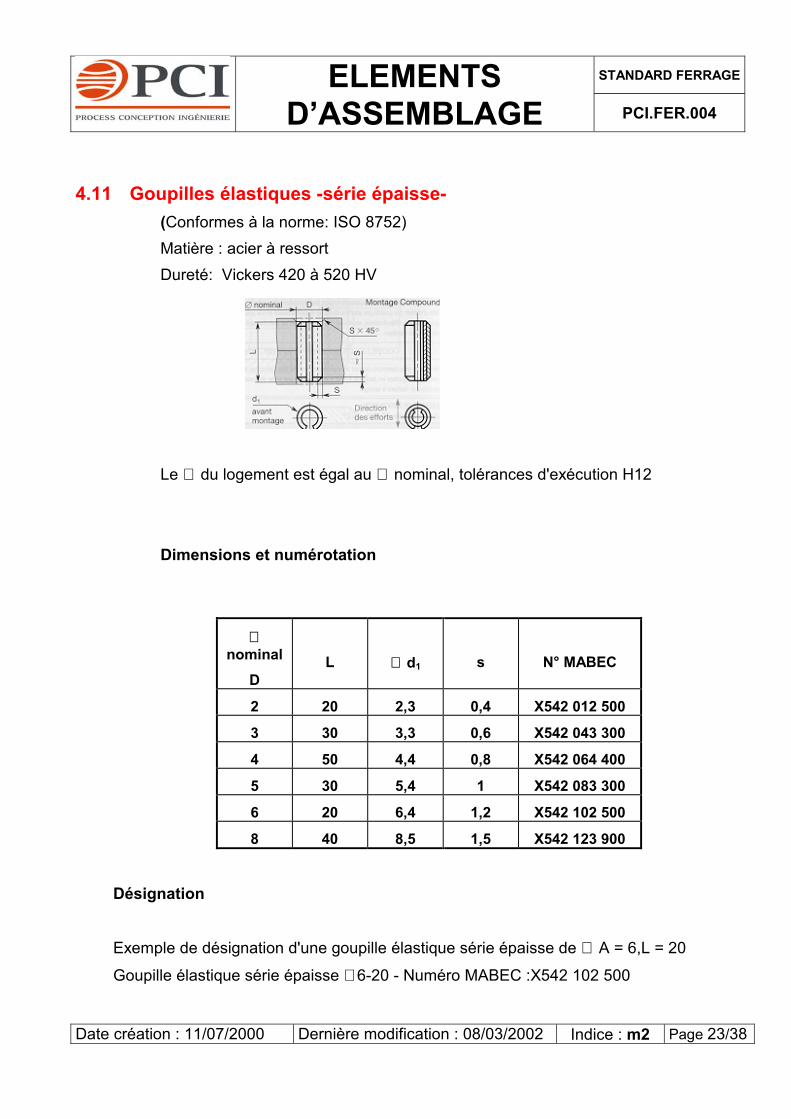
4.11 Goupilles élastiques -série épaisse- (Conformes à la norme: ISO 8752) Matière : acier à ressort Dureté: Vickers 420 à 520 HV
Le ∅ du logement est égal au ∅ nominal, tolérances d'exécution H12 Dimensions et numérotation
∅ nominal
D
L
∅ d1
s
N° MABEC
2 20 2,3 0,4 X542 012 500
3 30 3,3 0,6 X542 043 300
4 50 4,4 0,8 X542 064 400
5 30 5,4 1 X542 083 300
6 20 6,4 1,2 X542 102 500
8 40 8,5 1,5 X542 123 900
Désignation Exemple de désignation d'une goupille élastique série épaisse de ∅ A = 6,L = 20
Goupille élastique série épaisse ∅ 6-20 - Numéro MABEC :X542 102 500
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 23/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
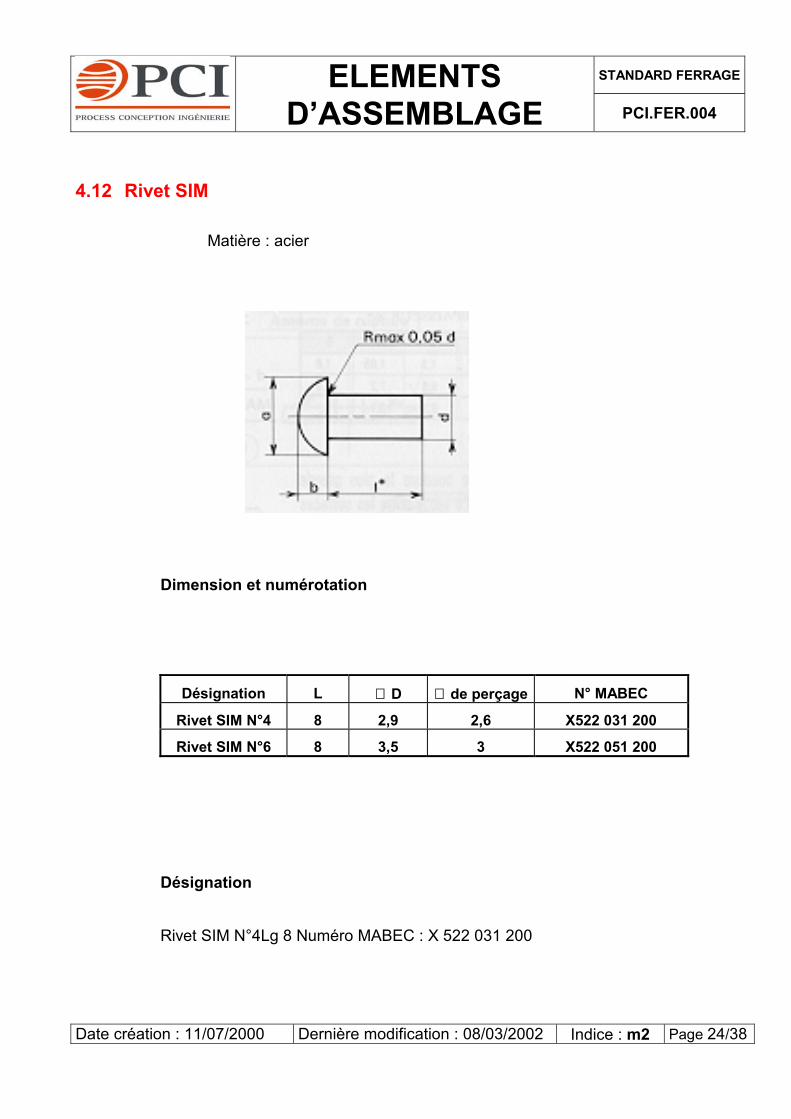
4.12 Rivet SIM
Matière : acier
Dimension et numérotation
Désignation L ∅ D ∅ de perçage N° MABEC
Rivet SIM N°4 8 2,9 2,6 X522 031 200
Rivet SIM N°6 8 3,5 3 X522 051 200
Désignation Rivet SIM N°4Lg 8 Numéro MABEC : X 522 031 200
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 24/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
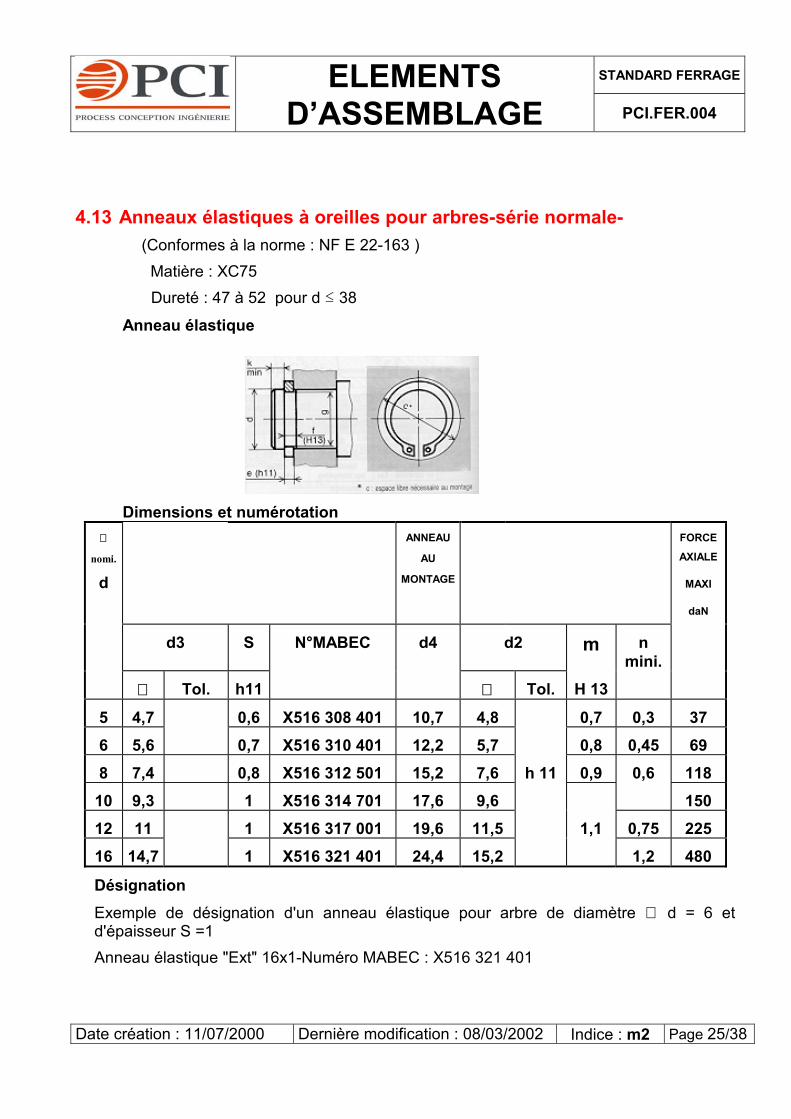
4.13 Anneaux élastiques à oreilles pour arbres-série normale-
(Conformes à la norme : NF E 22-163 ) Matière : XC75
Dureté : 47 à 52 pour d ≤ 38 Anneau élastique
Dimensions et numérotation ∅
nomi.
d
ANNEAU
AU
MONTAGE
FORCE
AXIALE
MAXI
daN
d3 S N°MABEC d4 d2 m n mini.
∅ Tol. h11 ∅ Tol. H 13 5 4,7 0,6 X516 308 401 10,7 4,8 0,7 0,3 37 6 5,6 0,7 X516 310 401 12,2 5,7 0,8 0,45 69 8 7,4 0,8 X516 312 501 15,2 7,6 h 11 0,9 0,6 118
10 9,3 1 X516 314 701 17,6 9,6 150 12 11 1 X516 317 001 19,6 11,5 1,1 0,75 225 16 14,7 1 X516 321 401 24,4 15,2 1,2 480
Désignation Exemple de désignation d'un anneau élastique pour arbre de diamètre ∅ d = 6 et d'épaisseur S =1 Anneau élastique "Ext" 16x1-Numéro MABEC : X516 321 401
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 25/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
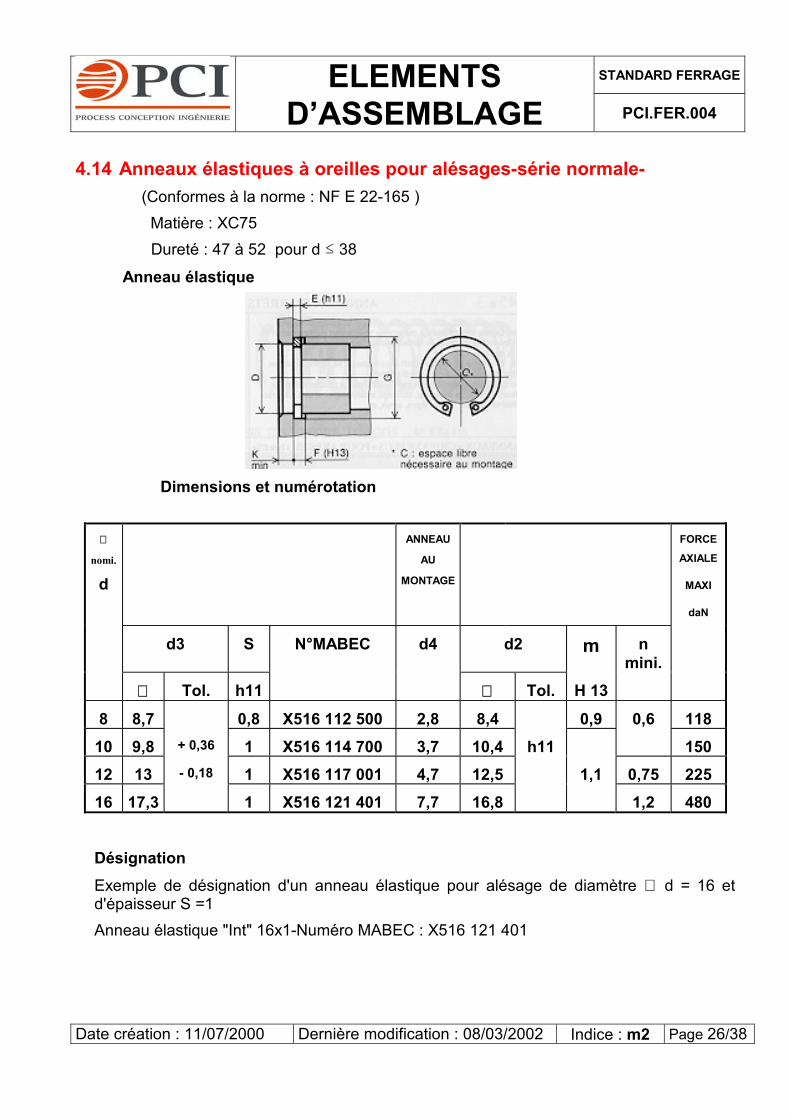
4.14 Anneaux élastiques à oreilles pour alésages-série normale-
(Conformes à la norme : NF E 22-165 ) Matière : XC75
Dureté : 47 à 52 pour d ≤ 38 Anneau élastique
Dimensions et numérotation
∅
nomi.
d
ANNEAU
AU
MONTAGE
FORCE
AXIALE
MAXI
daN
d3 S N°MABEC d4 d2 m n mini.
∅ Tol. h11 ∅ Tol. H 13
8 8,7 0,8 X516 112 500 2,8 8,4 0,9 0,6 118 10 9,8 + 0,36 1 X516 114 700 3,7 10,4 h11 150 12 13 - 0,18 1 X516 117 001 4,7 12,5 1,1 0,75 225 16 17,3 1 X516 121 401 7,7 16,8 1,2 480
Désignation Exemple de désignation d'un anneau élastique pour alésage de diamètre ∅ d = 16 et d'épaisseur S =1 Anneau élastique "Int" 16x1-Numéro MABEC : X516 121 401
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 26/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
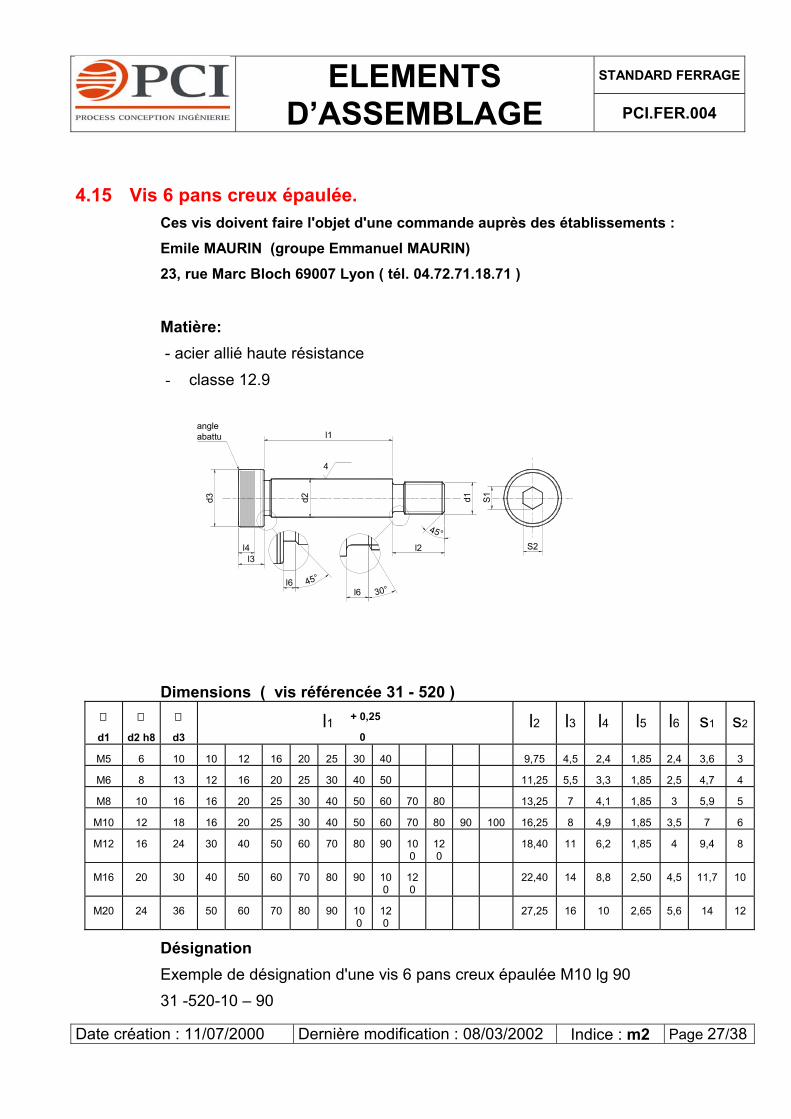
4.15 Vis 6 pans creux épaulée. Ces vis doivent faire l'objet d'une commande auprès des établissements : Emile MAURIN (groupe Emmanuel MAURIN) 23, rue Marc Bloch 69007 Lyon ( tél. 04.72.71.18.71 )
Matière: - acier allié haute résistance - classe 12.9
l1
45°l6
l3l4
angleabattu
d3 d2
4
30°l6
S2l2
S1d1
45°
Dimensions ( vis référencée 31 - 520 )
∅
d1
∅
d2 h8
∅
d3
l1 + 0,25
0
l2 l3 l4 l5 l6 s1 s2
M5 6 10 10 12 16 20 25 30 40 9,75 4,5 2,4 1,85 2,4 3,6 3
M6 8 13 12 16 20 25 30 40 50 11,25 5,5 3,3 1,85 2,5 4,7 4
M8 10 16 16 20 25 30 40 50 60 70 80 13,25 7 4,1 1,85 3 5,9 5
M10 12 18 16 20 25 30 40 50 60 70 80 90 100 16,25 8 4,9 1,85 3,5 7 6
M12 16 24 30 40 50 60 70 80 90 100
120
18,40 11 6,2 1,85 4 9,4 8
M16 20 30 40 50 60 70 80 90 100
120
22,40 14 8,8 2,50 4,5 11,7 10
M20 24 36 50 60 70 80 90 100
120
27,25 16 10 2,65 5,6 14 12
Désignation Exemple de désignation d'une vis 6 pans creux épaulée M10 lg 90 31 -520-10 – 90
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 27/38

STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
5 FILETAGES 5.1 Profil métrique iso Profil ISO : Symbole M Filetage courant pour la boulonnerie. N’utiliser les pas fins qu’en cas de nécessité absolue. Ecriture : - Pas métrique gros : M. suivi du Ø nominal Exemple : M12 - Pas métrique fin : M. suivi du Ø nominal et du pas Exemple : M12 x 100 - Pas à gauche : Même écriture suivi de « G » Exemple : M12 G REPERAGE des pièces filetées à gauche : Le repérage consiste en une saignée très peu profonde suivant la figure ci-contre :
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 28/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
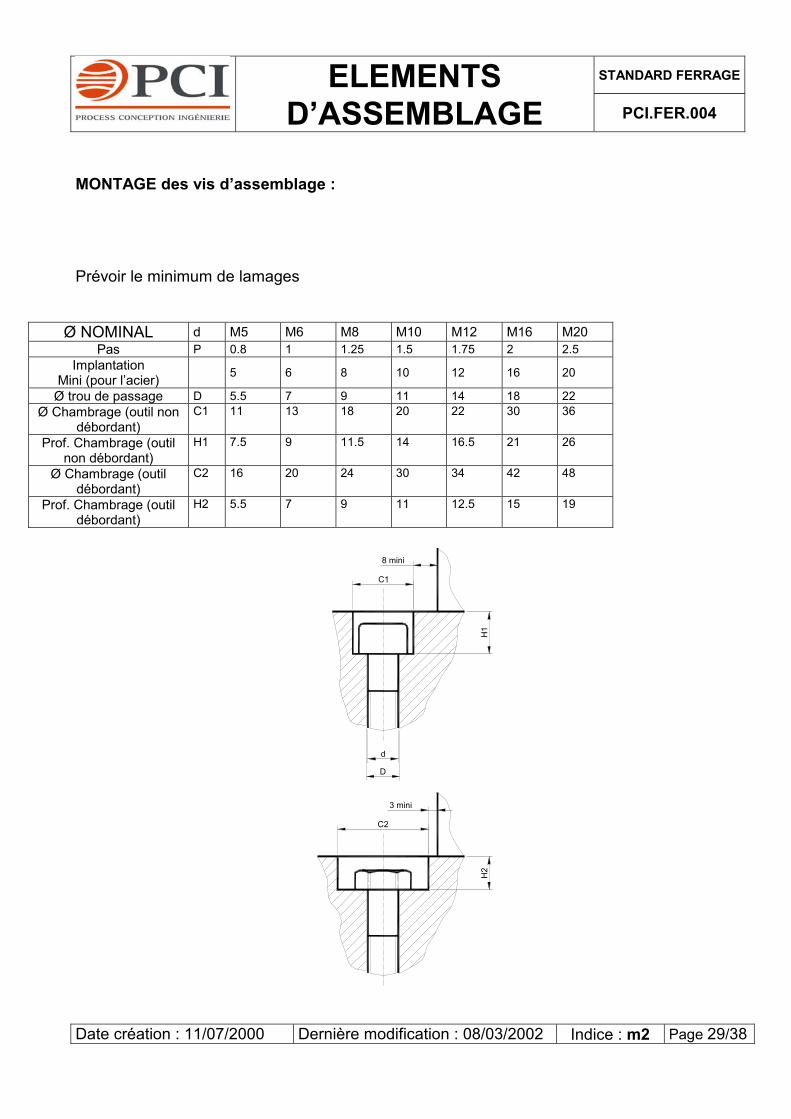
MONTAGE des vis d’assemblage : Prévoir le minimum de lamages
Ø NOMINAL d M5 M6 M8 M10 M12 M16 M20 Pas P 0.8 1 1.25 1.5 1.75 2 2.5
Implantation Mini (pour l’acier) 5 6 8 10 12 16 20
Ø trou de passage D 5.5 7 11 14 18 22 Ø Chambrage (outil non
débordant) C1 11 13 18 20 22 30 36
Prof. Chambrage (outil non débordant)
H1 7.5 9 11.5 14 16.5 21 26
Ø Chambrage (outil débordant)
C2 16 20 24 30 34 42 48
Prof. Chambrage (outil débordant)
H2 5.5 7 9 11 12.5 15 19
9
3 mini
H2
C2
D
d
H1
8 mini
C1
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 29/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
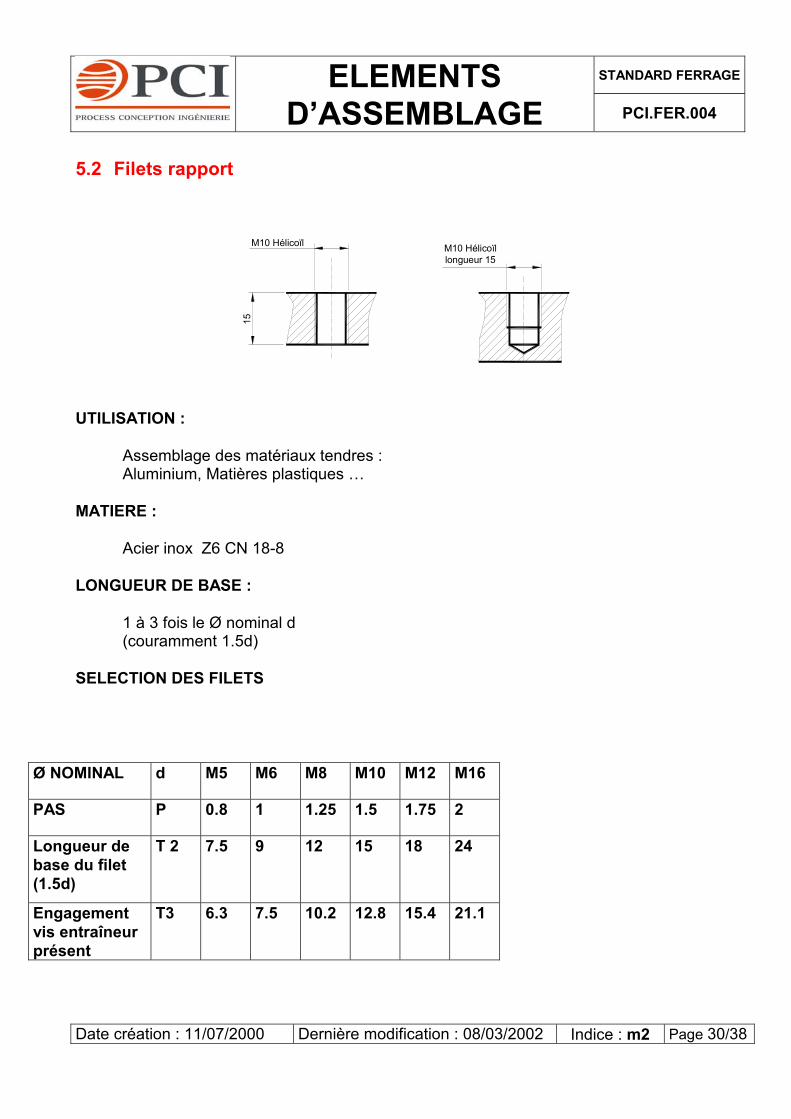
5.2 Filets rapport
15M10 Hélicoïl M10 Hélicoïl
longueur 15
UTILISATION : Assemblage des matériaux tendres :
Aluminium, Matières plastiques … MATIERE :
Acier inox Z6 CN 18-8
LONGUEUR DE BASE : 1 à 3 fois le Ø nominal d (couramment 1.5d) SELECTION DES FILETS
Ø NOMINAL d M5 M6 M8 M10 M12 M16
PAS P 0.8 1 1.25 1.5 1.75 2
Longueur de base du filet (1.5d)
T 2 7.5 9 12 15 18 24
Engagement vis entraîneur présent
T3 6.3 7.5 10.2 12.8 15.4 21.1
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 30/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
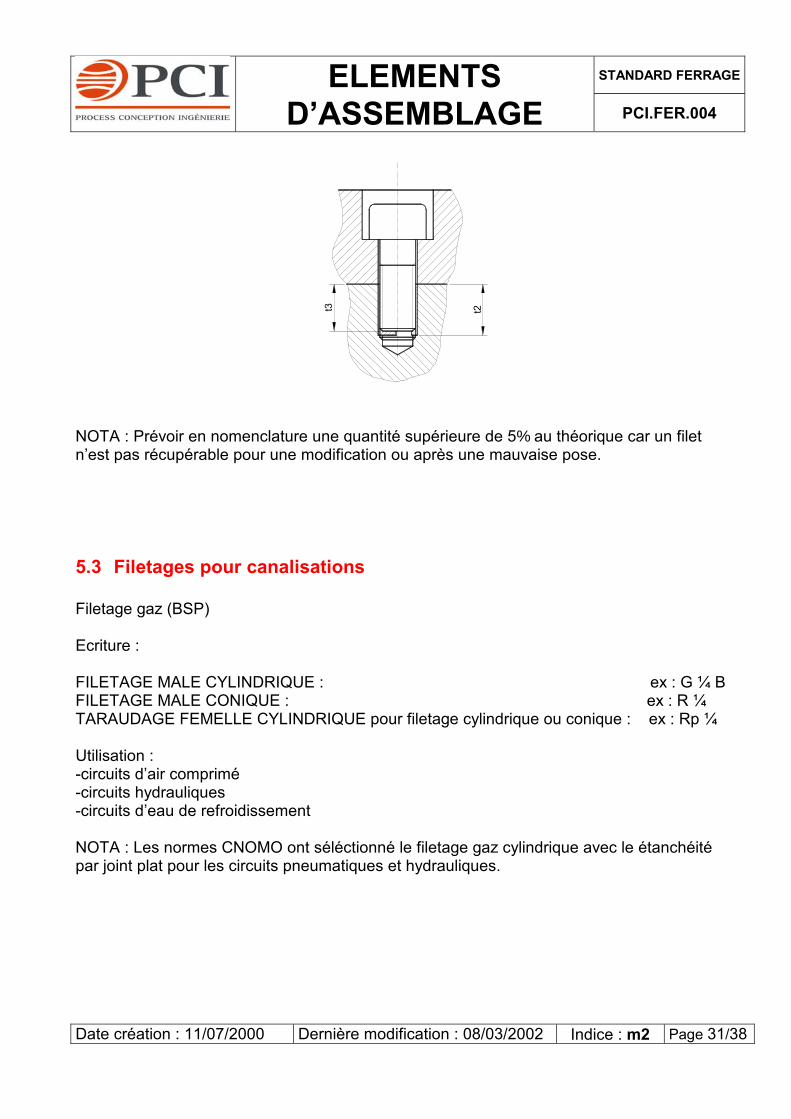
t2t3
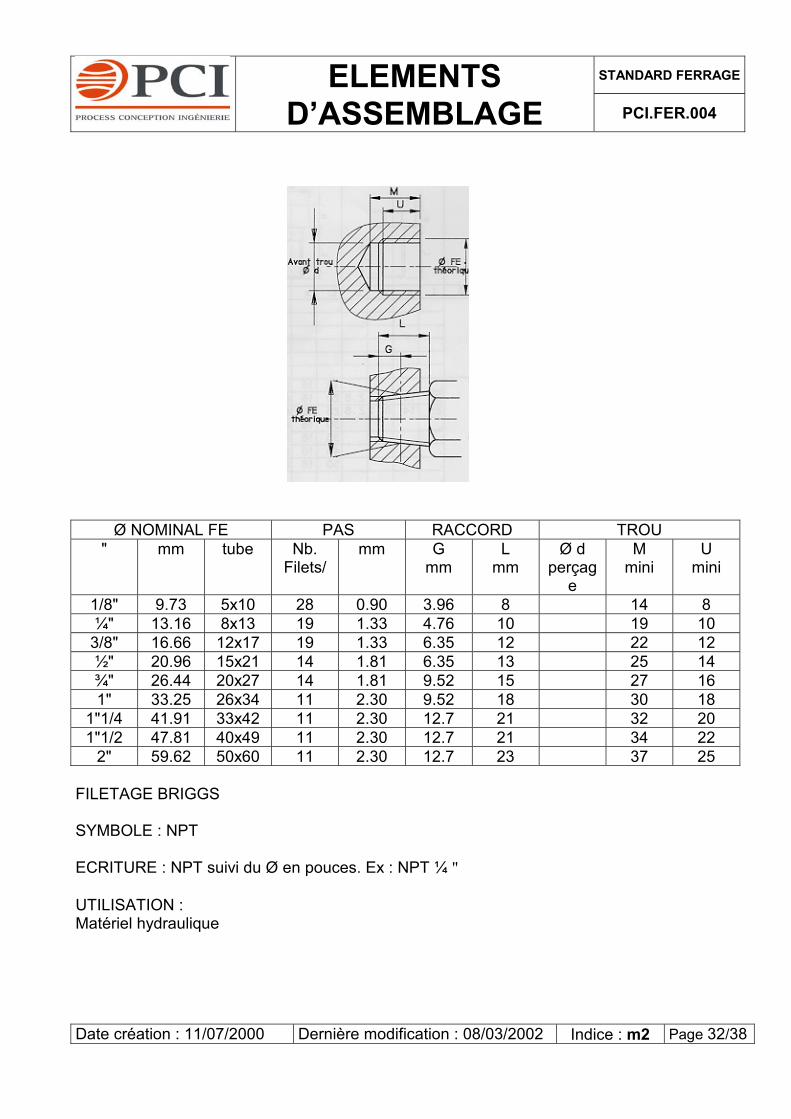
NOTA : Prévoir en nomenclature une quantité supérieure de 5% au théorique car un filet n’est pas récupérable pour une modification ou après une mauvaise pose. 5.3 Filetages pour canalisations Filetage gaz (BSP) Ecriture : FILETAGE MALE CYLINDRIQUE : ex : G ¼ B FILETAGE MALE CONIQUE : ex : R ¼ TARAUDAGE FEMELLE CYLINDRIQUE pour filetage cylindrique ou conique : ex : Rp ¼ Utilisation : -circuits d’air comprimé -circuits hydrauliques -circuits d’eau de refroidissement NOTA : Les normes CNOMO ont séléctionné le filetage gaz cylindrique avec le étanchéité par joint plat pour les circuits pneumatiques et hydrauliques.
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 31/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE
PCI.FER.004
Ø NOMINAL FE PAS RACCORD TROU " mm tube Nb.
Filets/ mm G
mm L
mm Ø d
perçage
M mini
U mini
1/8" 9.73 5x10 28 0.90 3.96 8 14 8 ¼" 13.16 8x13 19 1.33 4.76 10 19 10
3/8" 16.66 12x17 19 1.33 6.35 12 22 12 ½" 20.96 15x21 14 1.81 6.35 13 25 14 ¾" 26.44 20x27 14 1.81 9.52 15 27 16 1" 33.25 26x34 11 2.30 9.52 18 30 18
1"1/4 41.91 33x42 11 2.30 12.7 21 32 20 1"1/2 47.81 40x49 11 2.30 12.7 21 34 22
2" 59.62 50x60 11 2.30 12.7 23 37 25
FILETAGE BRIGGS SYMBOLE : NPT ECRITURE : NPT suivi du Ø en pouces. Ex : NPT ¼ " UTILISATION : Matériel hydraulique
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 32/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
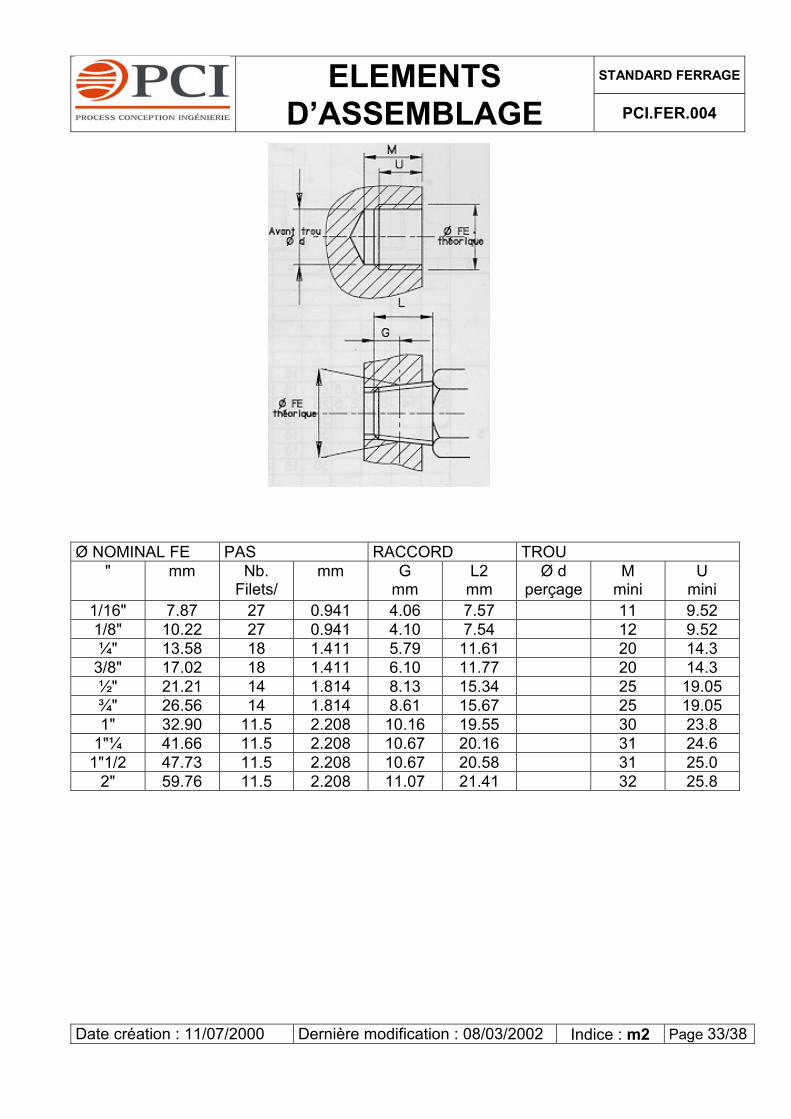
Ø NOMINAL FE PAS RACCORD TROU
" mm Nb. Filets/
mm G mm
L2 mm
Ø d perçage
M mini
U mini
1/16" 7.87 27 0.941 4.06 7.57 11 9.52 1/8" 10.22 27 0.941 4.10 7.54 12 9.52 ¼" 13.58 18 1.411 5.79 11.61 20 14.3
3/8" 17.02 18 1.411 6.10 11.77 20 14.3 ½" 21.21 14 1.814 8.13 15.34 25 19.05 ¾" 26.56 14 1.814 8.61 15.67 25 19.05 1" 32.90 11.5 2.208 10.16 19.55 30 23.8
1"¼ 41.66 11.5 2.208 10.67 20.16 31 24.6 1"1/2 47.73 11.5 2.208 10.67 20.58 31 25.0
2" 59.76 11.5 2.208 11.07 21.41 32 25.8
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 33/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
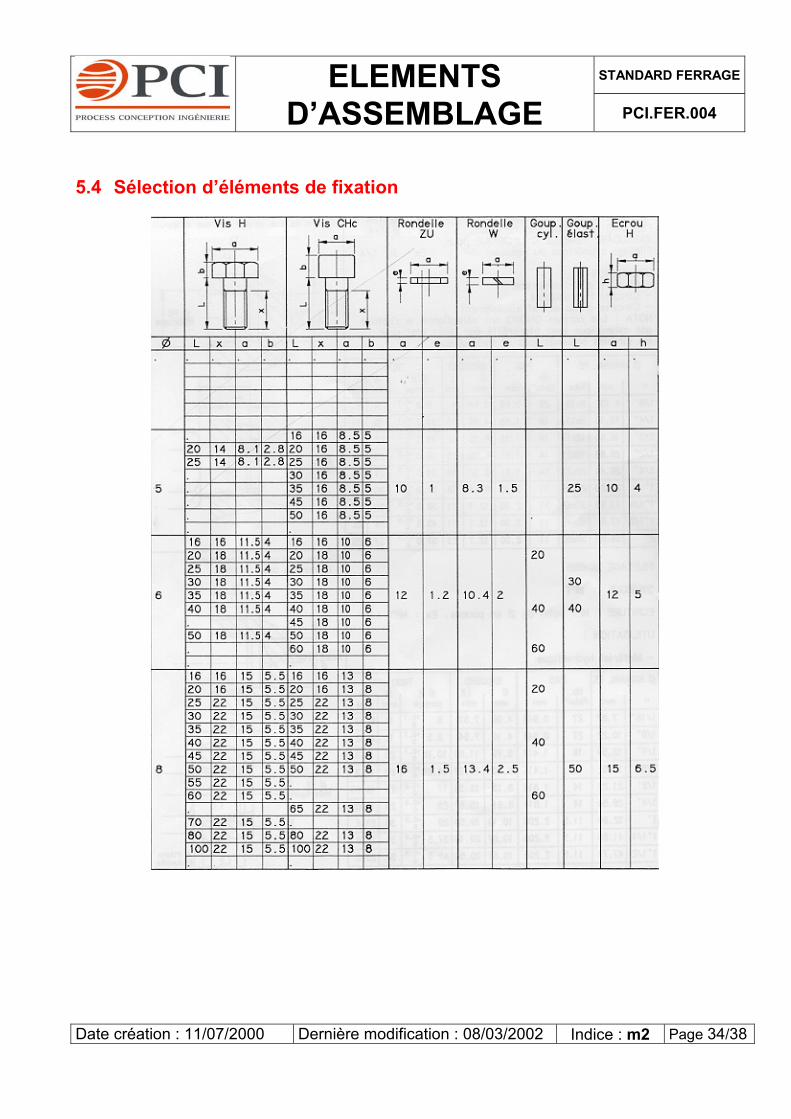
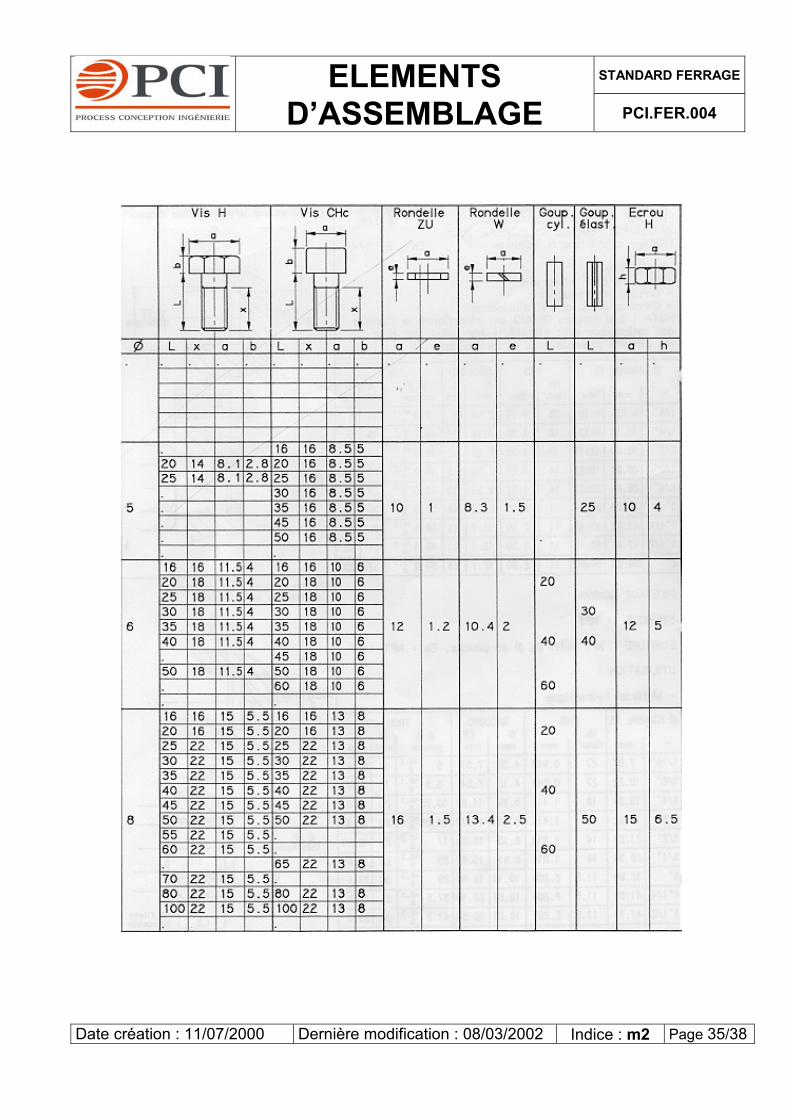
5.4 Sélection d’éléments de fixation
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 34/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 35/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 36/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
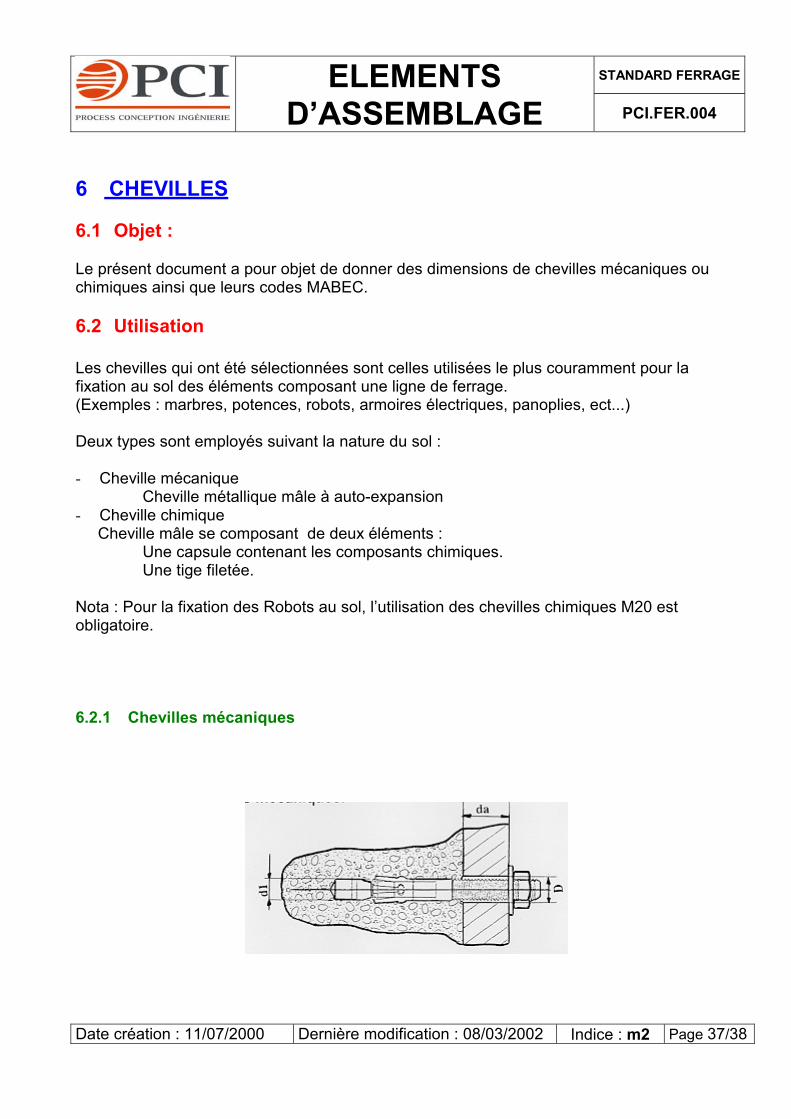
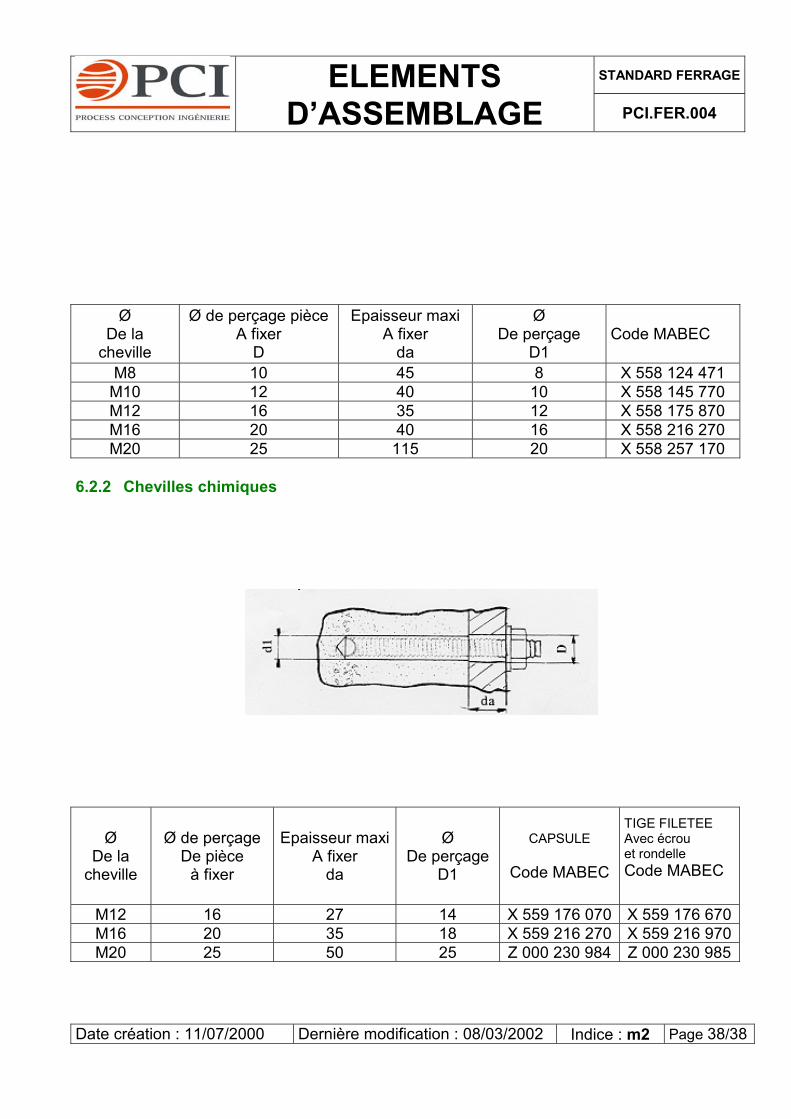
6 CHEVILLES 6.1 Objet : Le présent document a pour objet de donner des dimensions de chevilles mécaniques ou chimiques ainsi que leurs codes MABEC. 6.2 Utilisation Les chevilles qui ont été sélectionnées sont celles utilisées le plus couramment pour la fixation au sol des éléments composant une ligne de ferrage. (Exemples : marbres, potences, robots, armoires électriques, panoplies, ect...) Deux types sont employés suivant la nature du sol : - Cheville mécanique Cheville métallique mâle à auto-expansion - Cheville chimique Cheville mâle se composant de deux éléments : Une capsule contenant les composants chimiques. Une tige filetée. Nota : Pour la fixation des Robots au sol, l’utilisation des chevilles chimiques M20 est obligatoire. 6.2.1 Chevilles mécaniques
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 37/38
STANDARD FERRAGE
ELEMENTS D’ASSEMBLAGE PCI.FER.004
Ø De la
cheville
Ø de perçage pièce A fixer
D
Epaisseur maxi A fixer
da
Ø De perçage
D1 Code MABEC
M8 10 45 8 X 558 124 471 M10 12 40 10 X 558 145 770 M12 16 35 12 X 558 175 870 M16 20 40 16 X 558 216 270 M20 25 115 20 X 558 257 170
6.2.2 Chevilles chimiques
Ø De la
cheville
Ø de perçage De pièce
à fixer
Epaisseur maxiA fixer
da
Ø De perçage
D1
CAPSULE
Code MABEC
TIGE FILETEE Avec écrou et rondelle Code MABEC
M12 16 27 14 X 559 176 070 X 559 176 670M16 20 35 18 X 559 216 270 X 559 216 970M20 25 50 25 Z 000 230 984 Z 000 230 985
Date création : 11/07/2000 Dernière modification : 08/03/2002 Indice : m2 Page 38/38
STANDARD FERRAGE
Formats et Cartouches PCI.FER.005
SOMMAIRE
1 FORMATS ....................................................................................................................... 2 1.1 FORMATS NORMALISES ................................................................................................. 2 1.2 FORMATS HORS NORMES .............................................................................................. 3
1.2.1 Dimensions .......................................................................................................... 3 1.2.2 Présentation des calques .................................................................................... 3
2 CARTOUCHES................................................................................................................ 3 2.1 CARTOUCHES PCI........................................................................................................ 3
2.1.1 Cartouche PCI pour formats A4 et A3 ................................................................. 3 2.1.2 Cartouche PCI pour formats A1 et au dessus ..................................................... 4
2.2 CARTOUCHES CLIENTS.................................................................................................. 4 2.3 COMMENT REMPLIR LES CARTOUCHES............................................................................ 5
Rédigé par : Christophe GILLET R et D STANDARD
Validé par :
Observations :
Date création : 01/06/1999 Dernière modification : 21/01/2003 Indice : m4 Page 1/7
STANDARD FERRAGE
Formats et Cartouches PCI.FER.005
1 FORMATS
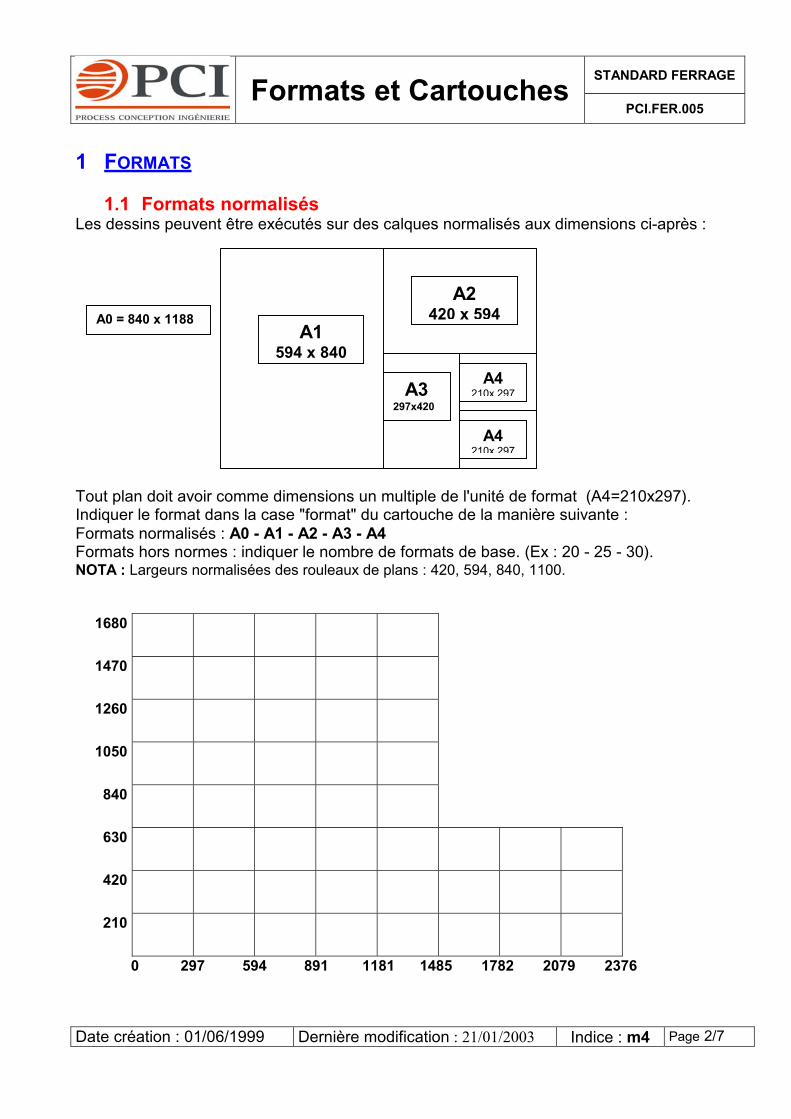
1.1 Formats normalisés Les dessins peuvent être exécutés sur des ca
2
A1 594 x 840
A0 = 840 x 1188
Tout plan doit avoir comme dimensions un muIndiquer le format dans la case "format" du caFormats normalisés : A0 - A1 - A2 - A3 - A4 Formats hors normes : indiquer le nombre de NOTA : Largeurs normalisées des rouleaux de pla
1680
1470
1260
1050
840
630
420
210
0 297 594 891 1181
Date création : 01/06/1999 Dernière modi
lques normalisés aux dimensions ci-après :
A3 97x420
42
ltiple drtouch
formatns : 42
1485
fication
A2 0 x 594
2
2
e l'ue de
s de0, 59
: 21
A4 10x 297
A4 10x 297
nité de format (A4=210x297). la manière suivante :
base. (Ex : 20 - 25 - 30). 4, 840, 1100.
1782 2079 2376
/01/2003 Indice : m4 Page 2/7
STANDARD FERRAGE
Formats et Cartouches PCI.FER.005
1.2 Formats hors normes
1.2.1 Dimensions
Les dessins de formats supérieurs à A0, doivent se limiter à une largeur de 1100 mm.
1.2.2 Présentation des calques
�� Tracer une marge de 10 mm (épaisseur 0.5) tout autour du calque pour bordure adhésive.
�� Laisser libre toute la zone au dessus du cartouche pour les MODIFICATIONS. �� Le cartouche est obligatoirement situé dans le coin inférieur droit du plan.
2 CARTOUCHES
2.1 Cartouches PCI Les cartouches PCI seront utilisés pour :
�� Plans de détails standards PCI (numérotation K6). �� Ensembles standards PCI (numérotation K6). �� Plans de détails paramétrables PCI (support FER PP). �� Ensembles paramétrables PCI (support FER PPE).
Utiliser également des cartouches PCI lorsque le client n'impose pas les siens pour la définition des outillages.
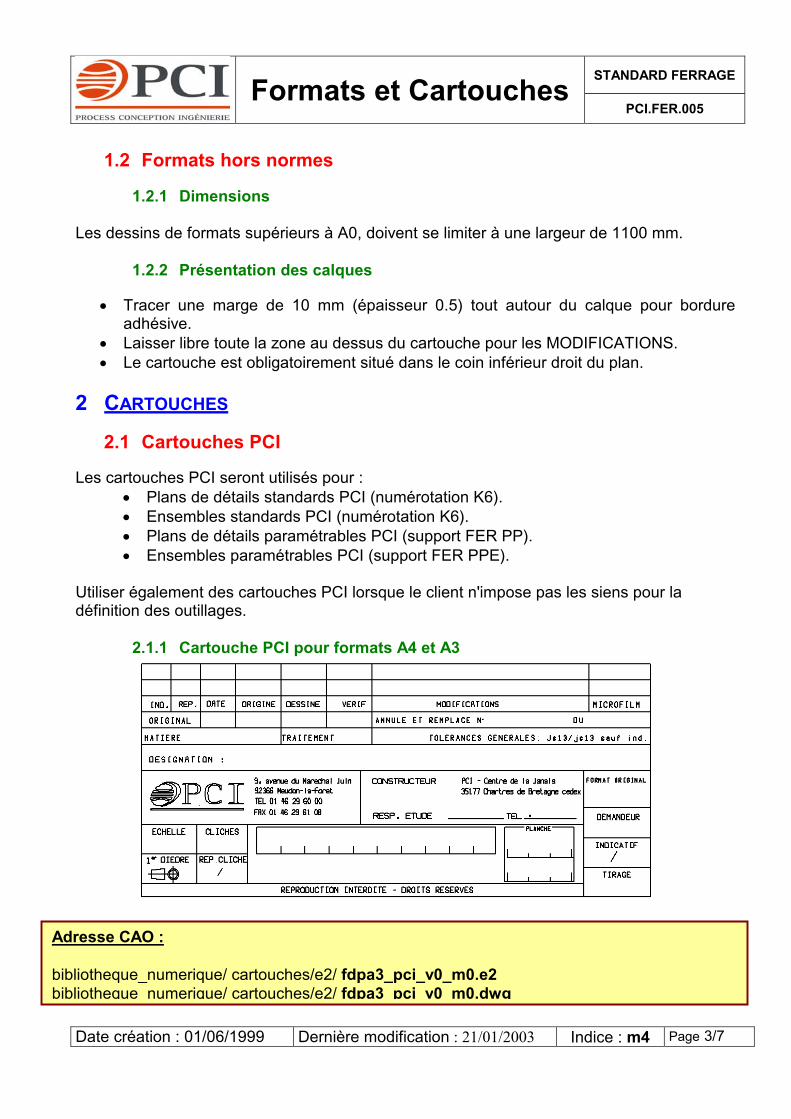
2.1.1 Cartouche PCI pour formats A4 et A3
Adresse CAO : bibliotheque_numerique/ cartouches/e2/ fdpa3_pci_v0_m0.e2 bibliotheque numerique/ cartouches/e2/ fdpa3 pci v0 m0.dwg
Date création : 01/06/1999 Dernière modification : 21/01/2003 Indice : m4 Page 3/7
STANDARD FERRAGE
Formats et Cartouches PCI.FER.005
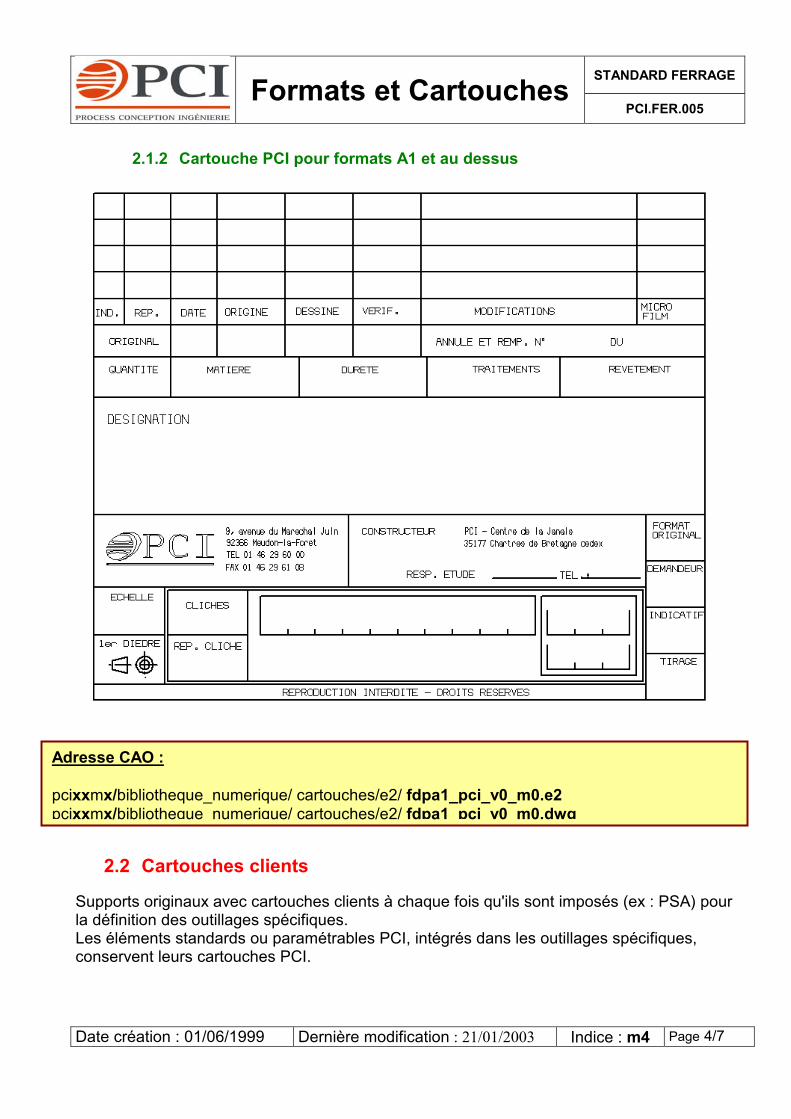
2.1.2 Cartouche PCI pour formats A1 et au dessus
Adresse CAO : pcixxmx/bibliotheque_numerique/ cartouches/e2/ fdpa1_pci_v0_m0.e2 pcixxmx/bibliotheque numerique/ cartouches/e2/ fdpa1 pci v0 m0.dwg
2.2 Cartouches clients
Supports originaux avec cartouches clients à chaque fois qu'ils sont imposés (ex : PSA) pour la définition des outillages spécifiques. Les éléments standards ou paramétrables PCI, intégrés dans les outillages spécifiques, conservent leurs cartouches PCI.
Date création : 01/06/1999 Dernière modification : 21/01/2003 Indice : m4 Page 4/7
STANDARD FERRAGE
Formats et Cartouches PCI.FER.005
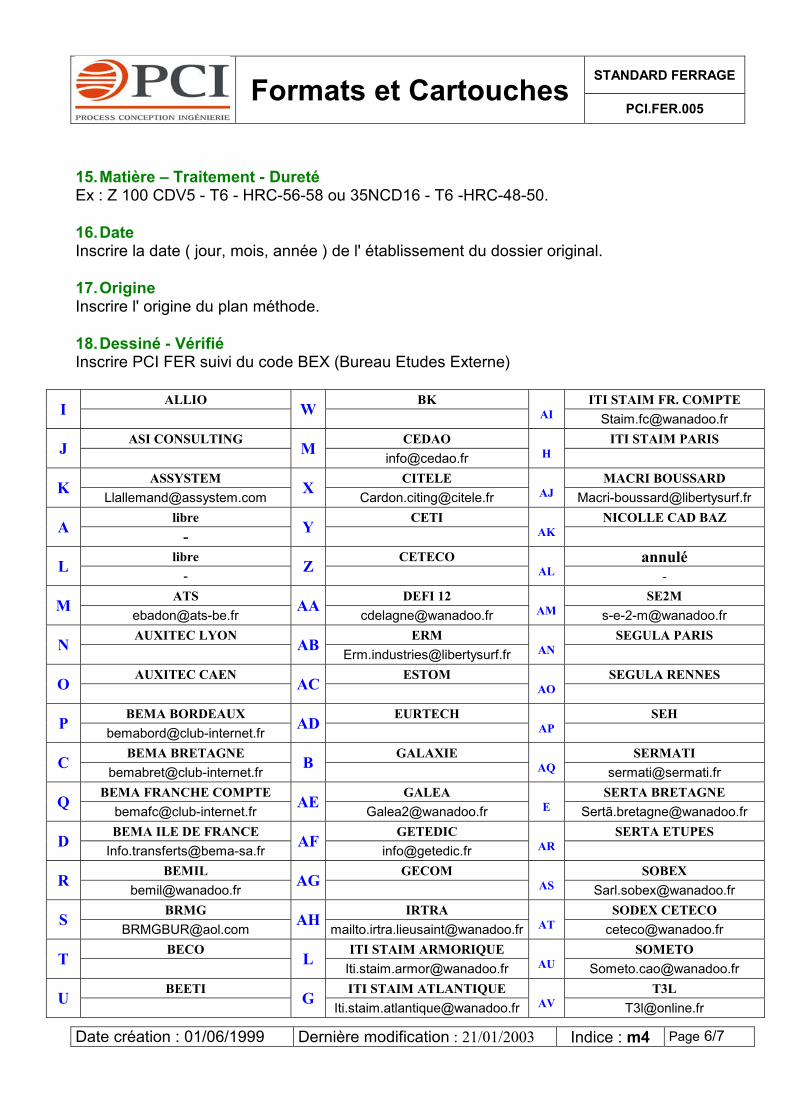
2.3 Comment remplir les cartouches 1. Désignation Pour un ensemble, écrire : ENSEMBLE , VUE EN PLAN , SECTION... Pour un sous-ensemble et un détail : indiquer la désignation du dessin (Ex : AXE, BATI...) Pour un schéma : indiquer la désignation du schéma (Ex : SCHEMA PNEUMATIQUE ) 2. Repère sur planche Numéro du plan où se trouve repéré le sous-ensemble ou le détail considéré. 3. Numérotation outillage et pièce 4. Désignation pièce A renseigner pour les ensembles, sous-ensembles, détails liés à la forme de la pièce Désignation de la pièce avec l' indication D/G si elle existe (si possible en abrégé). (Ex : LONGERON SOUS PLANCHER AV D/G) 5. Opération....Plan méthodes N°.... 6. Echelle Indiquer par une fraction l' échelle du dessin ( Ex : 1/1 , 2/5 , 1/5... ) Ecrire "SANS" si le plan n'a a pas d' échelle (Ex : extrait catalogue pour une feuille d' achat) 7. Numéro de dossier 8. Véhicule ou question Désignation codifiée du véhicule concernant cet outillage (Ex : E34, J60, J8). 9. Responsable études Inscrire le nom et le n° de téléphone. 10. Planche Inscrire le n° de planche définissant l' ensemble ou le détail. 11. Tirage Laisser cette case en blanc. 12. Demandeur Laisser cette case en blanc. 13. Format Nombre d' unités de format composant un plan hors format. 14. Code spécifique Lorsqu' il s' agit d' un contre-calque d' un plan normalisé ou d' un dossier outillage existant, inscrire dans cette case le numéro à 10 chiffres du plan original.
Date création : 01/06/1999 Dernière modification : 21/01/2003 Indice : m4 Page 5/7
STANDARD FERRAGE
Formats et Cartouches PCI.FER.005
15. Matière – Traitement - Dureté Ex : Z 100 CDV5 - T6 - HRC-56-58 ou 35NCD16 - T6 -HRC-48-50. 16. Date Inscrire la date ( jour, mois, année ) de l' établissement du dossier original. 17. Origine Inscrire l' origine du plan méthode. 18. Dessiné - Vérifié Inscrire PCI FER suivi du code BEX (Bureau Etudes Externe)
ALLIO BK ITI STAIM FR. COMPTE I
W
AI [email protected] ASI CONSULTING CEDAO ITI STAIM PARIS
J
M [email protected] H ASSYSTEM CITELE MACRI BOUSSARD
K [email protected] X [email protected] AJ [email protected] libre CETI NICOLLE CAD BAZ
A - Y AK
libre CETECO annulé L - Z AL -
ATS DEFI 12 SE2M M [email protected] AA [email protected] AM [email protected]
AUXITEC LYON ERM SEGULA PARIS N
AB [email protected] AN
AUXITEC CAEN ESTOM SEGULA RENNES O
AC
AO BEMA BORDEAUX EURTECH SEH
P [email protected] AD AP BEMA BRETAGNE GALAXIE SERMATI
C [email protected] B AQ [email protected]
BEMA FRANCHE COMPTE GALEA SERTA BRETAGNE Q [email protected] AE [email protected] E Sertã[email protected]
BEMA ILE DE FRANCE GETEDIC SERTA ETUPES D [email protected] AF [email protected] AR
BEMIL GECOM SOBEX R [email protected] AG
AS [email protected] BRMG IRTRA SODEX CETECO
S [email protected] AH [email protected] AT [email protected] BECO ITI STAIM ARMORIQUE SOMETO
T
L [email protected] AU [email protected] BEETI ITI STAIM ATLANTIQUE T3L
U
G [email protected] AV [email protected]
Date création : 01/06/1999 Dernière modification : 21/01/2003 Indice : m4 Page 6/7

STANDARD FERRAGE
Formats et Cartouches PCI.FER.005
BI2S ITI STAIM BRETAGNE V
R Code Bureau d’études extérieur
[email protected] Adresse e-mail
ITI STAIM ARMORIQUE Bureau d’études extérieur
…
Adresse CAO : BIBLIOTHEQUE_NUMERIQUE/CARTOUCHES/E2/FDPA0_PSA_E2_V0_M1.E2
Date création : 01/06/1999 Dernière modification : 21/01/2003 Indice : m4 Page 7/7
STANDARD FERRAGEMatières PCI.FER.006
Date création : 10/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 1/6
SOMMAIRE
1 MATIÈRES ET DÉBITS.....................................................................................................2
2 SYMBOLISATION DES TRAITEMENTS...........................................................................42.1 PRÉCISIONS CONCERNANT LES TRAITEMENTS T8.1 ET T8.2 ...............................................5
2.1.1 Traitements T8.1....................................................................................................52.1.2 Traitements T8.2....................................................................................................5
2.2 PRÉCISIONS CONCERNANT LES TRAITEMENTS T9...............................................................53 CORRESPONDANCES AVEC LES DÉSIGNATIONS ÉTRANGÈRES ............................6
Rédigé par :
Christophe GILLETR et D STANDARD
Validé par : Observations :
STANDARD FERRAGEMatières PCI.FER.006
Date création : 10/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 2/6
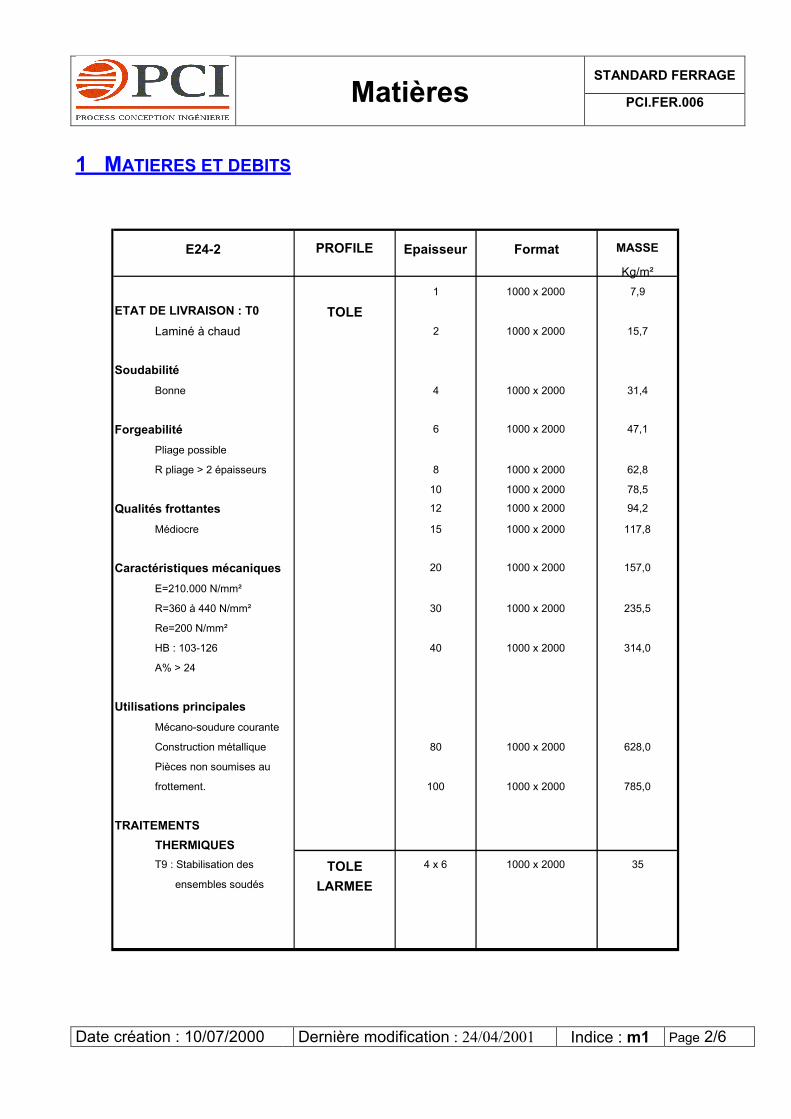
1 MATIERES ET DEBITS
PROFILE MASSE
Kg/m²1 1000 x 2000 7,9
ETAT DE LIVRAISON : T0Laminé à chaud 2 1000 x 2000 15,7
SoudabilitéBonne 4 1000 x 2000 31,4
Forgeabilité 6 1000 x 2000 47,1
Pliage possible
R pliage > 2 épaisseurs 8 1000 x 2000 62,8
10 1000 x 2000 78,5
Qualités frottantes 12 1000 x 2000 94,2
Médiocre 15 1000 x 2000 117,8
Caractéristiques mécaniques 20 1000 x 2000 157,0
E=210.000 N/mm²
R=360 à 440 N/mm² 30 1000 x 2000 235,5
Re=200 N/mm²
HB : 103-126 40 1000 x 2000 314,0
A% > 24
Utilisations principalesMécano-soudure courante
Construction métallique 80 1000 x 2000 628,0
Pièces non soumises au
frottement. 100 1000 x 2000 785,0
TRAITEMENTSTHERMIQUEST9 : Stabilisation des 4 x 6 1000 x 2000 35
ensembles soudés
Format
TOLELARMEE
TOLE
E24-2 Epaisseur

STANDARD FERRAGEMatières PCI.FER.006
Date création : 10/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 3/6
MOMENT D'INERTIE
E24-2 PROFILES E L x l MASSE x 1000 mm 4
Kg/m I(x'x) I(y'y) ou I (t't)
1,25 20x20 0,93 5,5ETAT DE LIVRAISON : T0Soudés et formés à chaud 2,0 30x30 1,76 29,4
SoudabilitéBonne 2,7 40x40 3,16 93,3
Qualités frottantes 3,2 50x50 4,7 218,4
Médiocre 5,0 70x70
Caractéristiques mécaniquesE=210.000 N/mm² 4,0 100x100 12,06 2358
R=360 à 440 N/mm²
Re=200 N/mm²
HB : 103-126 0,5E < R < 2EA% > 24
Utilisations principalesMécano-soudure courante 2,7 60x30 3,6 66,8 205,4
Construction métallique 3,2 80x40 5,71 193 588,2
Pièces non soumises au
frottement. 3,2 100x50 7,21 393,9 1185
TRAITEMENTSTHERMIQUES 5,0 150x100 18,84 3985 7530
Ne pas stabiliser les tubes
après soudure
0,5E < R < 2E
A33
3 50x25 2,47 25,05 107,3
UTILISATION PRINCIPALE :Rail de fixation capteurs
12,5
l
25
L
E
R
EXl X'
Y
Y'
L
R
l
EXX'
L
TUBE CARRE
TUBE RECTANGLE
PROFILE EN C
xx
y
y

STANDARD FERRAGEMatières PCI.FER.006
Date création : 10/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 4/6
2 SYMBOLISATION DES TRAITEMENTS
Caractéristiques suivant normes CNOMO E01.05.205.N.
Localisation Symbole DEFINITIONTO Sans indication de traitement.
T1Ecroui.Cette désignation concerne les produits obtenus pardéformation à froid ( laminage, étirage, tréfilage, etc ... ).
TraitementsT2
Adouci.Cet état, visant à faciliter la mise en œuvre du matériau,peut être obtenu par un traitement tel que : recuit complet,recuit d'adoucissement, normalisation, trempe austénitique,etc.
dans la masse T3 Trempé et revenu pour R = 800 à 1000 MPa. (N/mm²)
T4 Trempé et revenu pour R = 1000 à 1200 MPa.
T5 Trempé et revenu pour R = 1200 à 1400 MPa.
T6
Trempé et revenu pour R = > 1400 MPa.La dureté doit être spécifiée impérativement au dessin( éventuellement, d'autres caractéristiques peuvent êtreprécisées ).
T7
Durci par trempe superficielle ou locale( après chauffage par induction, flamme, etc... ).Les zones à durcir doivent figurer au dessin et leurs duretésminimales doivent être impérativement spécifiées.
Traitementssuperficiels
T8.1
Traitement thermochimique suivi d'une trempe ( exemple :cémentation, carbonitruration, etc...).La nature du traitementet les caractéristiques de la couche ( profondeur, dureté )doivent être impérativement spécifiées au dessin. D'autrescaractéristiques peuvent éventuellement être précisées.
T8.2
Traitement thermochimique précédé d'une trempe ( exemple:nitruration ).Ce traitement est toujours précédé de T3 ou T4pour les aciers de construction ou de T6 pour les aciersoutils.La nature du traitement et les caractéristiques de la couche( profondeur, dureté ) doivent être impérativementspécifiées au dessin. D'autres caractéristiques peuventéventuellement être précisées.
Dans la masseou superficielle T9 Tous autres traitements à spécifier impérativement au
dessin.
STANDARD FERRAGEMatières PCI.FER.006
Date création : 10/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 5/6
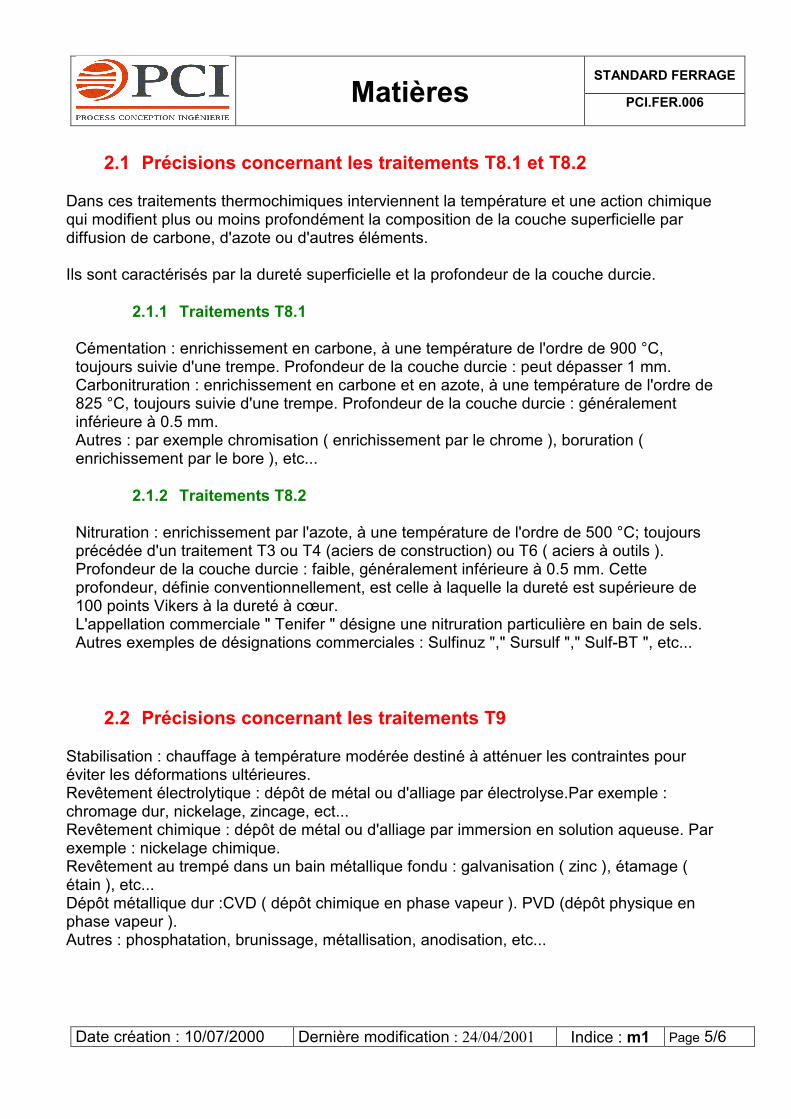
2.1 Précisions concernant les traitements T8.1 et T8.2
Dans ces traitements thermochimiques interviennent la température et une action chimiquequi modifient plus ou moins profondément la composition de la couche superficielle pardiffusion de carbone, d'azote ou d'autres éléments.
Ils sont caractérisés par la dureté superficielle et la profondeur de la couche durcie.
2.1.1 Traitements T8.1
Cémentation : enrichissement en carbone, à une température de l'ordre de 900 °C,toujours suivie d'une trempe. Profondeur de la couche durcie : peut dépasser 1 mm.Carbonitruration : enrichissement en carbone et en azote, à une température de l'ordre de825 °C, toujours suivie d'une trempe. Profondeur de la couche durcie : généralementinférieure à 0.5 mm.Autres : par exemple chromisation ( enrichissement par le chrome ), boruration (enrichissement par le bore ), etc...
2.1.2 Traitements T8.2
Nitruration : enrichissement par l'azote, à une température de l'ordre de 500 °C; toujoursprécédée d'un traitement T3 ou T4 (aciers de construction) ou T6 ( aciers à outils ).Profondeur de la couche durcie : faible, généralement inférieure à 0.5 mm. Cetteprofondeur, définie conventionnellement, est celle à laquelle la dureté est supérieure de100 points Vikers à la dureté à cœur.L'appellation commerciale " Tenifer " désigne une nitruration particulière en bain de sels.Autres exemples de désignations commerciales : Sulfinuz "," Sursulf "," Sulf-BT ", etc...
2.2 Précisions concernant les traitements T9
Stabilisation : chauffage à température modérée destiné à atténuer les contraintes pouréviter les déformations ultérieures.Revêtement électrolytique : dépôt de métal ou d'alliage par électrolyse.Par exemple :chromage dur, nickelage, zincage, ect...Revêtement chimique : dépôt de métal ou d'alliage par immersion en solution aqueuse. Parexemple : nickelage chimique.Revêtement au trempé dans un bain métallique fondu : galvanisation ( zinc ), étamage (étain ), etc...Dépôt métallique dur :CVD ( dépôt chimique en phase vapeur ). PVD (dépôt physique enphase vapeur ).Autres : phosphatation, brunissage, métallisation, anodisation, etc...
STANDARD FERRAGEMatières PCI.FER.006
Date création : 10/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 6/6
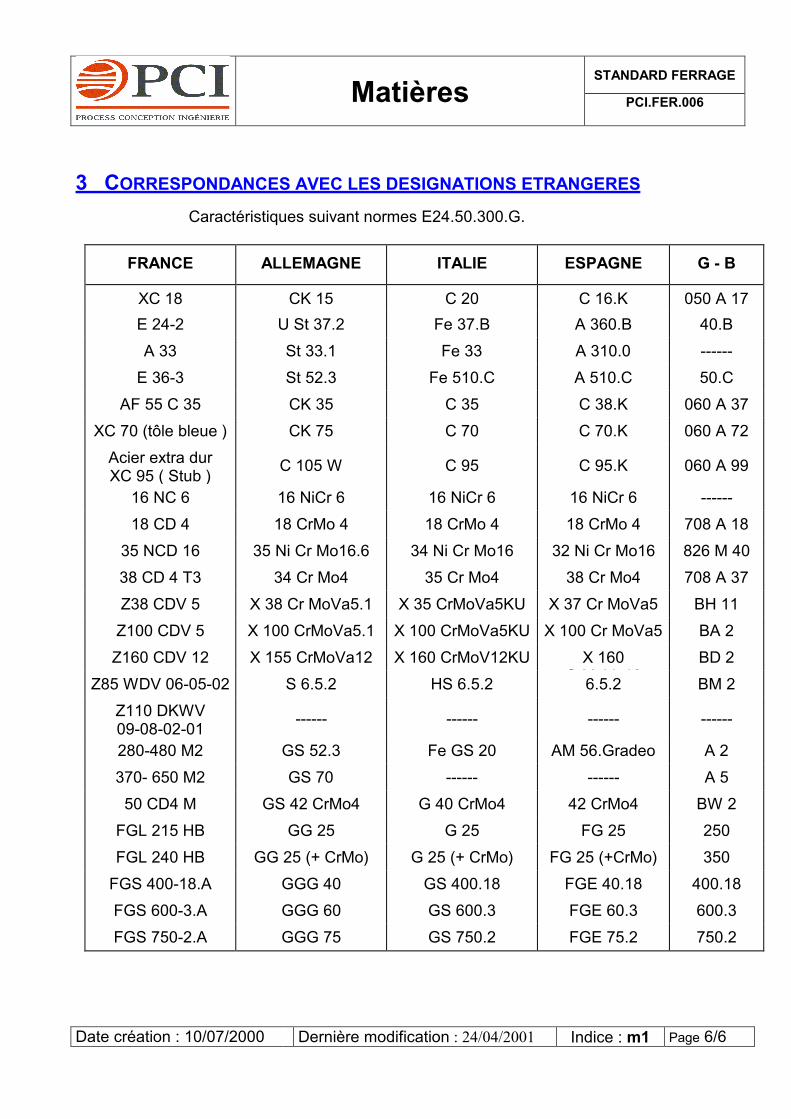
3 CORRESPONDANCES AVEC LES DESIGNATIONS ETRANGERES
Caractéristiques suivant normes E24.50.300.G.
FRANCE ALLEMAGNE ITALIE ESPAGNE G - B
XC 18 CK 15 C 20 C 16.K 050 A 17E 24-2 U St 37.2 Fe 37.B A 360.B 40.BA 33 St 33.1 Fe 33 A 310.0 ------
E 36-3 St 52.3 Fe 510.C A 510.C 50.CAF 55 C 35 CK 35 C 35 C 38.K 060 A 37
XC 70 (tôle bleue ) CK 75 C 70 C 70.K 060 A 72Acier extra durXC 95 ( Stub ) C 105 W C 95 C 95.K 060 A 99
16 NC 6 16 NiCr 6 16 NiCr 6 16 NiCr 6 ------18 CD 4 18 CrMo 4 18 CrMo 4 18 CrMo 4 708 A 18
35 NCD 16 35 Ni Cr Mo16.6 34 Ni Cr Mo16 32 Ni Cr Mo16 826 M 4038 CD 4 T3 34 Cr Mo4 35 Cr Mo4 38 Cr Mo4 708 A 37Z38 CDV 5 X 38 Cr MoVa5.1 X 35 CrMoVa5KU X 37 Cr MoVa5 BH 11
Z100 CDV 5 X 100 CrMoVa5.1 X 100 CrMoVa5KU X 100 Cr MoVa5 BA 2Z160 CDV 12 X 155 CrMoVa12 X 160 CrMoV12KU X 160
C M V 12BD 2
Z85 WDV 06-05-02 S 6.5.2 HS 6.5.2 6.5.2 BM 2Z110 DKWV09-08-02-01 ------ ------ ------ ------
280-480 M2 GS 52.3 Fe GS 20 AM 56.Gradeo A 2370- 650 M2 GS 70 ------ ------ A 5
50 CD4 M GS 42 CrMo4 G 40 CrMo4 42 CrMo4 BW 2FGL 215 HB GG 25 G 25 FG 25 250FGL 240 HB GG 25 (+ CrMo) G 25 (+ CrMo) FG 25 (+CrMo) 350
FGS 400-18.A GGG 40 GS 400.18 FGE 40.18 400.18FGS 600-3.A GGG 60 GS 600.3 FGE 60.3 600.3FGS 750-2.A GGG 75 GS 750.2 FGE 75.2 750.2
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 1/24
SOMMAIRE
1 GÉNÉRALITÉS..................................................................................................................21.1 PLAN D’ENSEMBLE GÉNÉRAL DE LA LIGNE..........................................................................31.2 PLAN DE GÉNIE CIVIL .......................................................................................................41.3 ENSEMBLES OUTILS ........................................................................................................5
2 ENSEMBLES SOUDÉS.....................................................................................................72.1 DÉBITS ..........................................................................................................................7
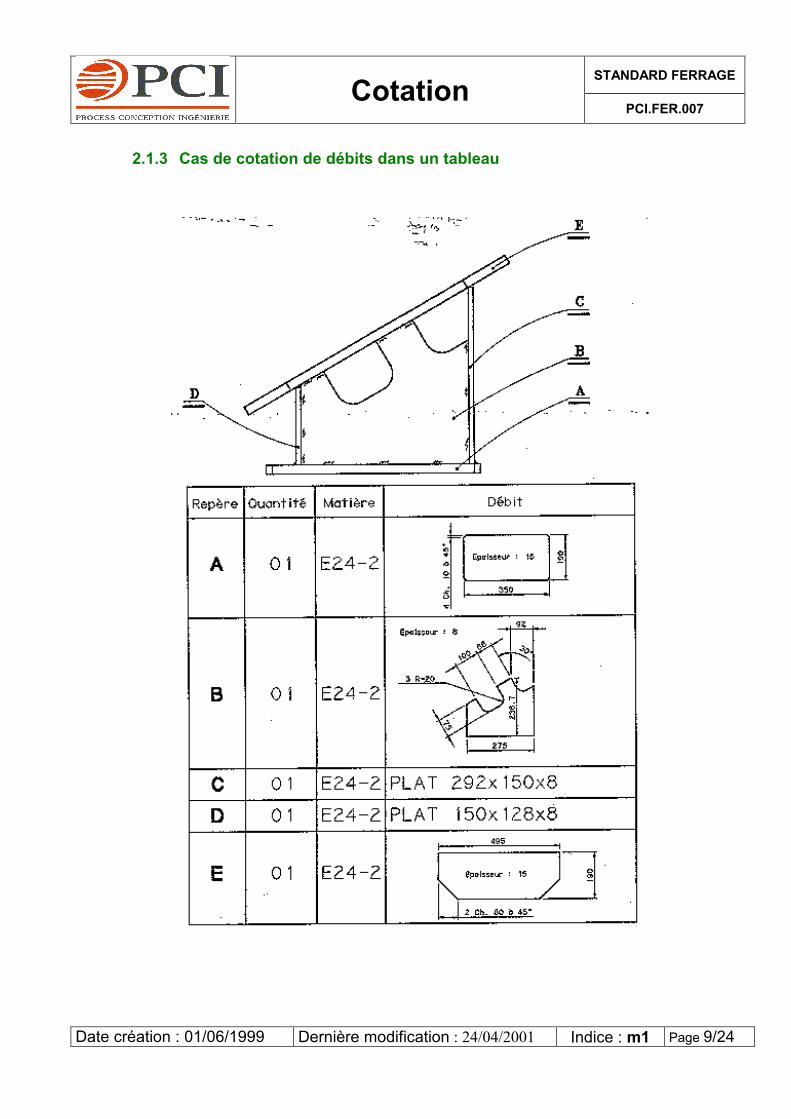
2.1.1 Cas de débits simples ............................................................................................72.1.2 Cas de cotation de débits sur le dessin .................................................................82.1.3 Cas de cotation de débits dans un tableau ............................................................9
2.2 SOUDURE ....................................................................................................................102.2.1 Ensemble ayant un plan de référence .................................................................102.2.2 Ensemble soudé ayant un axe d’articulation........................................................12
2.3 USINAGE......................................................................................................................133 TOLÉRANCES GÉOMÉTRIQUES ..................................................................................14
3.1 GÉNÉRALITÉS...............................................................................................................14PLANÉITÉ..............................................................................................................................153.3 CYLINDRICITÉ ...............................................................................................................153.4 PARALLELISME .............................................................................................................153.5 PERPENDICULARITÉ ......................................................................................................163.6 INCLINAISON.................................................................................................................16LOCALISATION .......................................................................................................................17CONCENTRICITÉ ....................................................................................................................173.9 COAXIALITÉ..................................................................................................................17SYMÉTRIE .............................................................................................................................18
4 ETAT DE SURFACE........................................................................................................194.1 GÉNÉRALITÉS...............................................................................................................194.2 SPÉCIFICATION.............................................................................................................194.3 DESSIN DU SIGNE..........................................................................................................204.4 POSITION DU SIGNE.......................................................................................................204.5 PRINCIPAUX SYMBOLES UTILISÉS....................................................................................214.6 TABLEAU DES PROCÉDÉS D’ÉLABORATION.......................................................................224.7 TABLEAU DES FONCTIONS..............................................................................................234.8 TABLEAU DES PROCÉDÉS DE FABRICATION ET ÉTATS DE SURFACES...................................24
Rédigé par :
Christophe GILLETR et D STANDARD
Validé par : Observations :
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 2/24
1 GENERALITES
La cotation est un élément indispensable pour l'usinage et le montage des outillages. Elle estnécessaire à la maintenance pendant la durée de vie des outils et sert éventuellement lorsdes modifications.
Le choix d'une méthode de cotation est fonction :� De l'importance de la pièce considérée (dimensions, poids, utilisation, précision).� De la matière à usiner (composition, traitement).� De la quantité de pièces à réaliser (interchangeabilité, petite série).� Du mode d'obtention (fonderie, mécano soudure, pris dans la masse).� Des machines et outillages employés (coûts de fabrication, usinage, reprises,
manutention).
Selon la famille de plans traitée (ensembles généraux, ensembles outils, plans de détails...)la méthode de cotation permet une lecture facile et une utilisation directe des cotes.
Certaines règles sont à respecter :� Faciliter la réalisation des pièces.� Utiliser directement les cotes portées sur le plan.� Matérialiser les références pour retrouver des départs palpables dans les ateliers.� Conserver les mêmes références de départs.
Il faut éviter de :� Surcharger les ensembles avec les cotes et indications inutiles à la réalisation et au
montage.� Coter plusieurs fois la même chose, soit en inscrivant la même cote sur des plans
différents, soit en remplaçant une cote par d'autres obtenues par addition ousoustraction.
� Imposer des usinages précis non nécessaires.
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 3/24
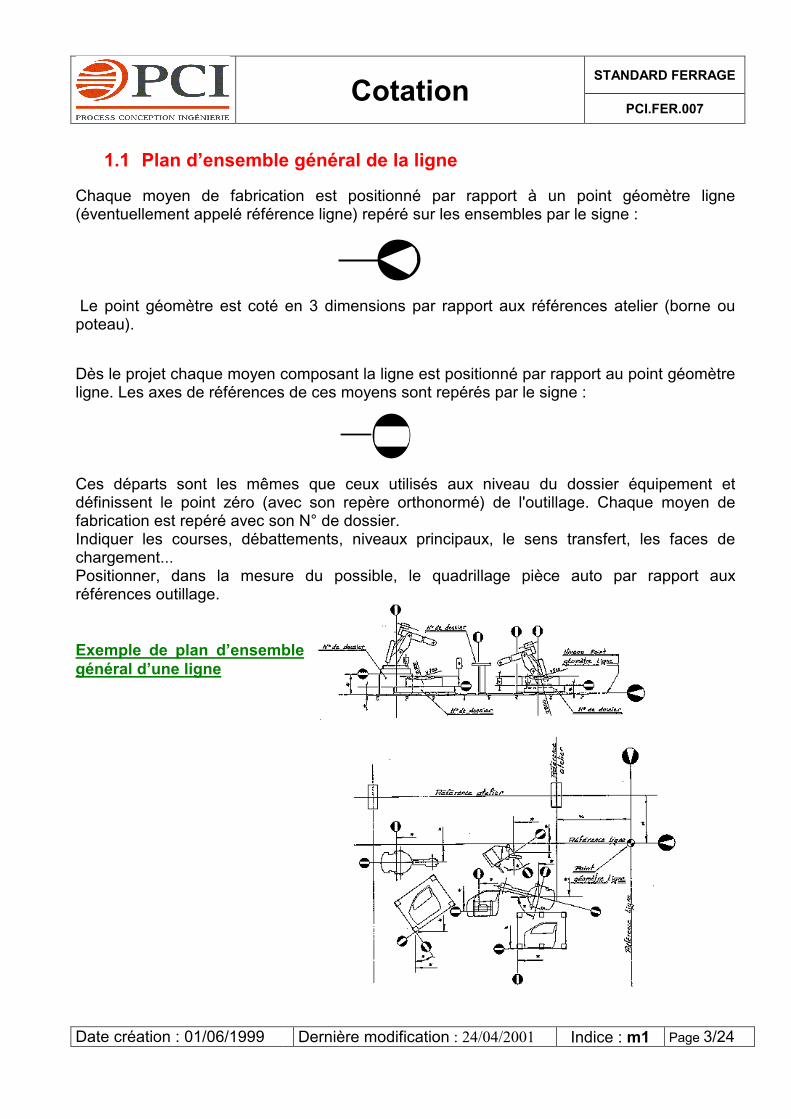
1.1 Plan d’ensemble général de la ligne
Chaque moyen de fabrication est positionné par rapport à un point géomètre ligne(éventuellement appelé référence ligne) repéré sur les ensembles par le signe :
Le point géomètre est coté en 3 dimensions par rapport aux références atelier (borne oupoteau).
Dès le projet chaque moyen composant la ligne est positionné par rapport au point géomètreligne. Les axes de références de ces moyens sont repérés par le signe :
Ces départs sont les mêmes que ceux utilisés aux niveau du dossier équipement etdéfinissent le point zéro (avec son repère orthonormé) de l'outillage. Chaque moyen defabrication est repéré avec son N° de dossier.Indiquer les courses, débattements, niveaux principaux, le sens transfert, les faces dechargement...Positionner, dans la mesure du possible, le quadrillage pièce auto par rapport auxréférences outillage.
Exemple de plan d’ensemblegénéral d’une ligne

STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 4/24
1.2 Plan de génie civil
Les références lignes sont cotées par rapport aux références atelier, les autres cotes sontrattachées aux axes du moyen correspondant.Le niveau de la référence choisie est coté par rapport au niveau du point géomètre atelierconnu par rapport au niveau de la mer ( un relevé géométrique peut être nécessaire pour ladétermination de cette cote ).Indiquer sur chaque plaque la charge statique ( vérifier la charge admissible sur le béton ).Faire figurer sur le plan les regards, plaque d'égout, fosses existantes.En cas de retour refroidissement par gravité positionner le point choisi et prévoir lescanalisations.
Exemple de plan de génie civil
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 5/24
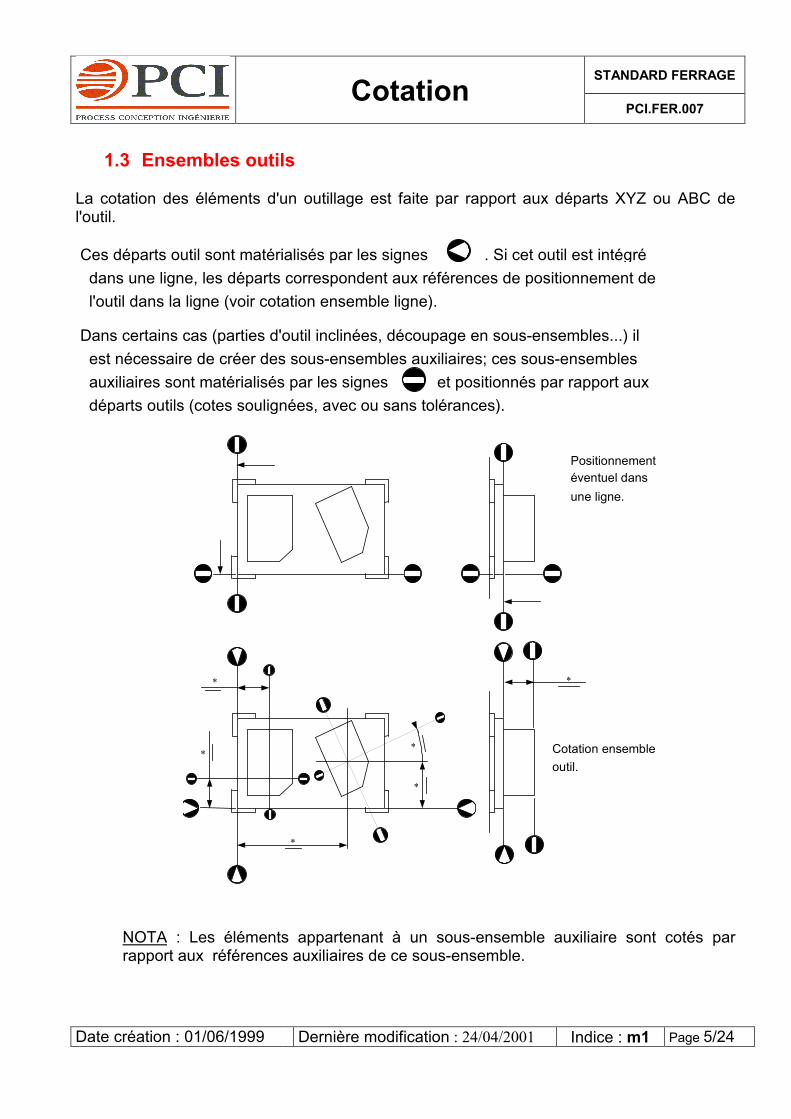
1.3 Ensembles outils
La cotation des éléments d'un outillage est faite par rapport aux départs XYZ ou ABC del'outil.
NOTA : Les éléments appartenant à un sous-ensemble auxiliaire sont cotés parrapport aux références auxiliaires de ce sous-ensemble.
Ces départs outil sont matérialisés par les signes . Si cet outil est intégré dans une ligne, les départs correspondent aux références de positionnement de l'outil dans la ligne (voir cotation ensemble ligne).
Dans certains cas (parties d'outil inclinées, découpage en sous-ensembles...) il est nécessaire de créer des sous-ensembles auxiliaires; ces sous-ensembles auxiliaires sont matérialisés par les signes et positionnés par rapport aux départs outils (cotes soulignées, avec ou sans tolérances).
Positionnementéventuel dansune ligne.
Cotation ensembleoutil.
*
*
*
*
*
*
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 6/24
La cotation d'un ensemble comprend :
� Le positionnement des éventuels sous-ensembles auxiliaires.� Les cotes fonctionnelles.� Les cotes permettant de monter les éléments de l'outil.� Le minimum de cotes pour réaliser les plans de détail.� Les épaisseurs théoriques des cales de réglage.� Les courses et débattement des éléments en mouvements.
Un ensemble comprend les éléments suivants :
� Le repérage des sous-ensembles éventuels.� Le repérage des éléments réalisés.� Le repérage des éléments achetés.� Le repérage des éléments standards.� Les désignations et les quantités des matériels non nomenclaturés.� Les numéros des points de soudure.� La représentation simplifiée du sous-ensemble véhicule.� Le quadrillage ou les traces du quadrillage voiture.� Les silhouettes des débattements et proximités.
NOTA : Un dossier outil ne doit pas intégrer plus d'une fois une même information(cote, repère...).
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 7/24
2 ENSEMBLES SOUDES
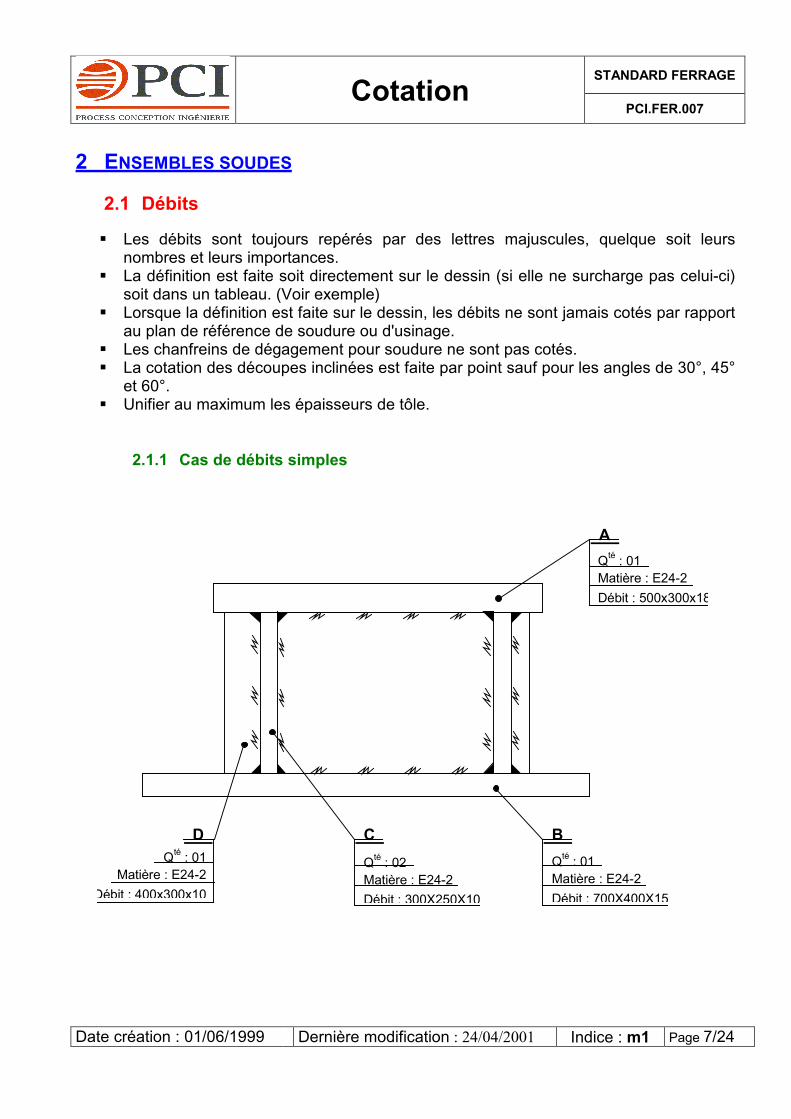
2.1 Débits
� Les débits sont toujours repérés par des lettres majuscules, quelque soit leursnombres et leurs importances.
� La définition est faite soit directement sur le dessin (si elle ne surcharge pas celui-ci)soit dans un tableau. (Voir exemple)
� Lorsque la définition est faite sur le dessin, les débits ne sont jamais cotés par rapportau plan de référence de soudure ou d'usinage.
� Les chanfreins de dégagement pour soudure ne sont pas cotés.� La cotation des découpes inclinées est faite par point sauf pour les angles de 30°, 45°
et 60°.� Unifier au maximum les épaisseurs de tôle.
2.1.1 Cas de débits simples
AQté : 01Matière : E24-2Débit : 500x300x18
BQté : 01Matière : E24-2Débit : 700X400X15
CQté : 02Matière : E24-2Débit : 300X250X10
DQté : 01
Matière : E24-2Débit : 400x300x10
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 8/24
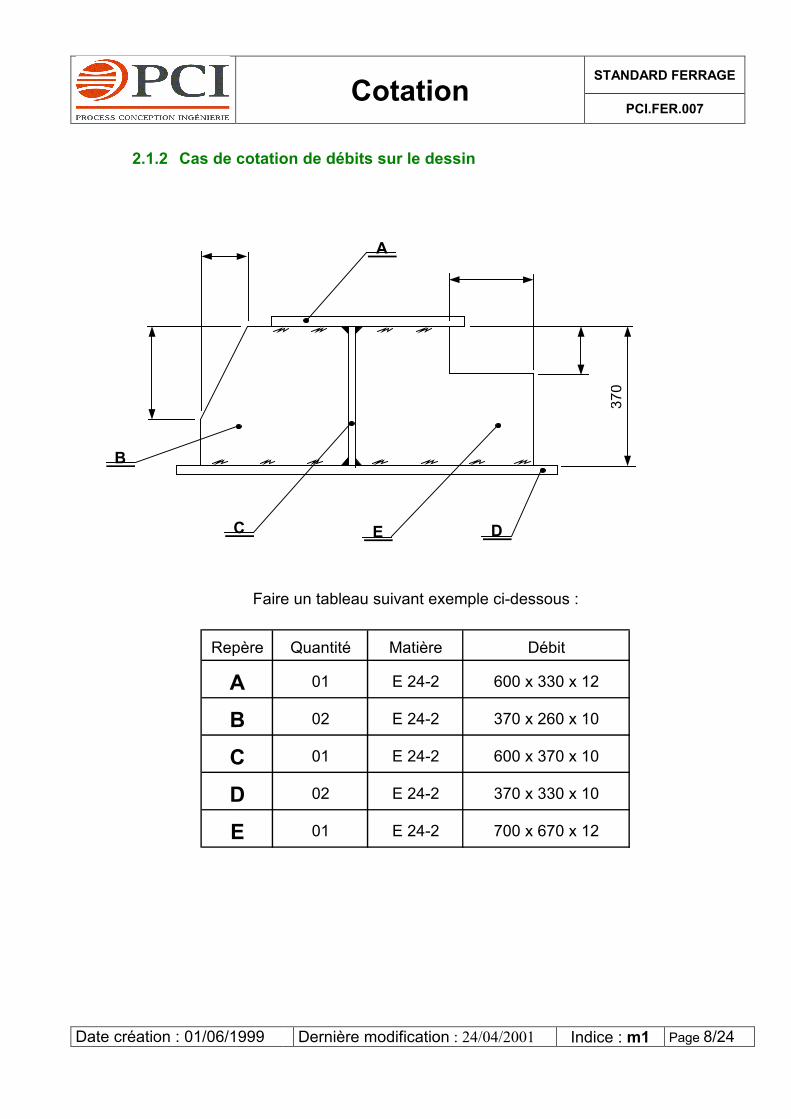
2.1.2 Cas de cotation de débits sur le dessin
Faire un tableau suivant exemple ci-dessous :
Repère Quantité Matière Débit
A 01 E 24-2 600 x 330 x 12
B 02 E 24-2 370 x 260 x 10
C 01 E 24-2 600 x 370 x 10
D 02 E 24-2 370 x 330 x 10
E 01 E 24-2 700 x 670 x 12
A
B
C E D
370
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 9/24
2.1.3 Cas de cotation de débits dans un tableau
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 10/24
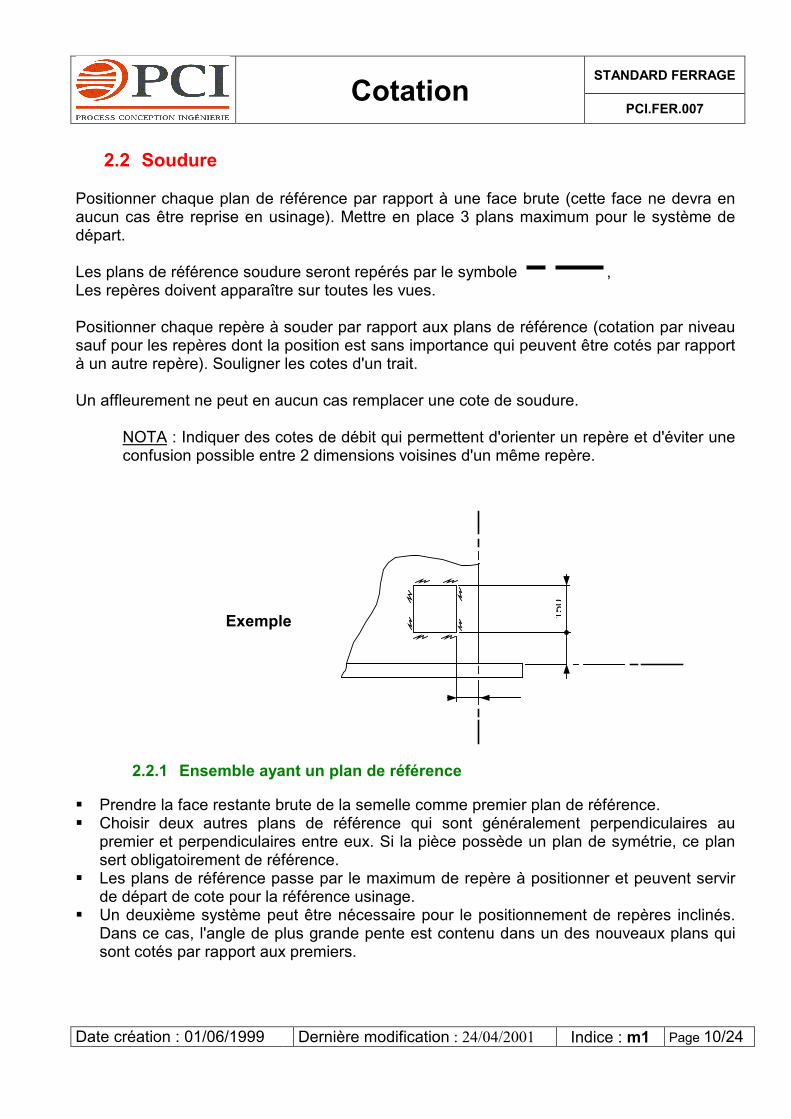
2.2 Soudure
Positionner chaque plan de référence par rapport à une face brute (cette face ne devra enaucun cas être reprise en usinage). Mettre en place 3 plans maximum pour le système dedépart.
Les plans de référence soudure seront repérés par le symbole ,Les repères doivent apparaître sur toutes les vues.
Positionner chaque repère à souder par rapport aux plans de référence (cotation par niveausauf pour les repères dont la position est sans importance qui peuvent être cotés par rapportà un autre repère). Souligner les cotes d'un trait.
Un affleurement ne peut en aucun cas remplacer une cote de soudure.
NOTA : Indiquer des cotes de débit qui permettent d'orienter un repère et d'éviter uneconfusion possible entre 2 dimensions voisines d'un même repère.
Exemple
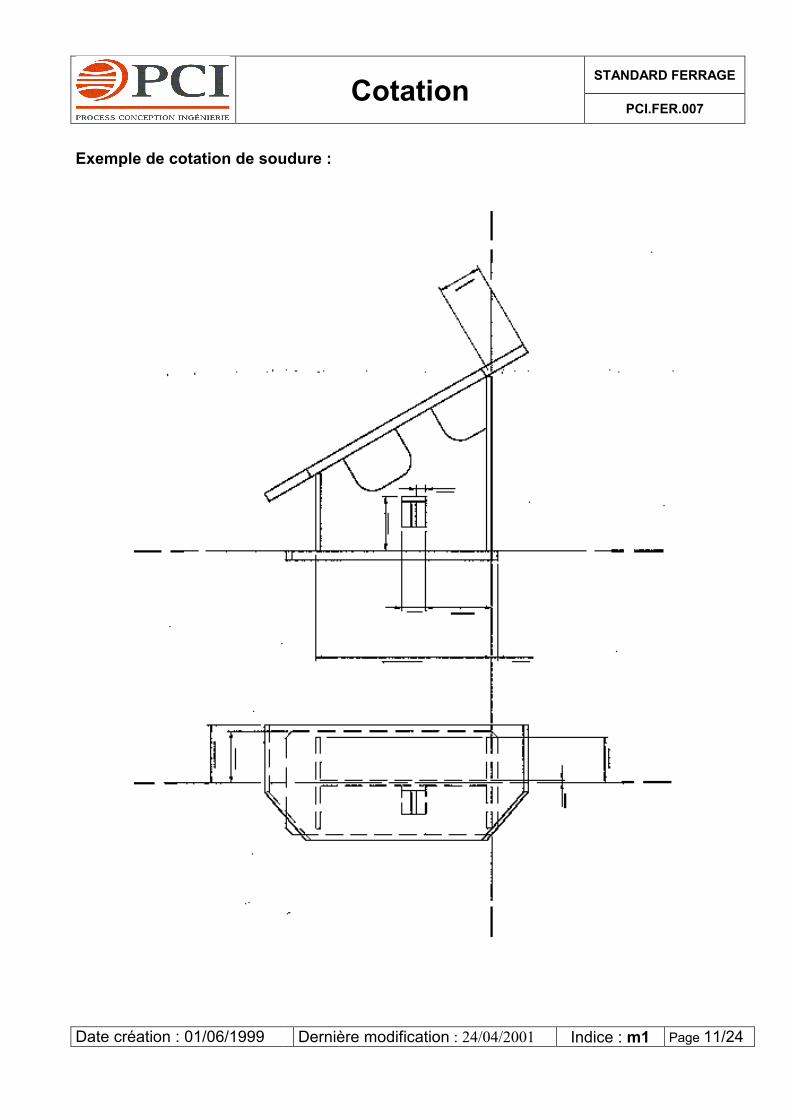
2.2.1 Ensemble ayant un plan de référence
� Prendre la face restante brute de la semelle comme premier plan de référence.� Choisir deux autres plans de référence qui sont généralement perpendiculaires au
premier et perpendiculaires entre eux. Si la pièce possède un plan de symétrie, ce plansert obligatoirement de référence.
� Les plans de référence passe par le maximum de repère à positionner et peuvent servirde départ de cote pour la référence usinage.
� Un deuxième système peut être nécessaire pour le positionnement de repères inclinés.Dans ce cas, l'angle de plus grande pente est contenu dans un des nouveaux plans quisont cotés par rapport aux premiers.
150
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 11/24
Exemple de cotation de soudure :
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 12/24
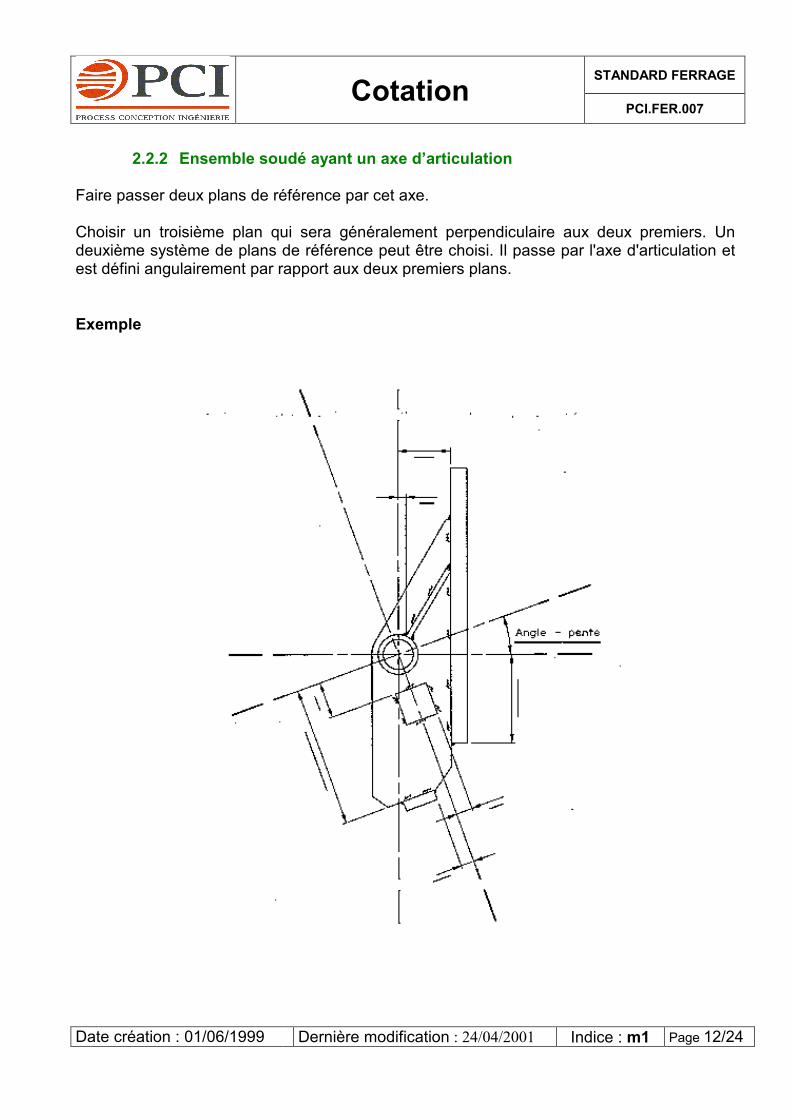
2.2.2 Ensemble soudé ayant un axe d’articulation
Faire passer deux plans de référence par cet axe.
Choisir un troisième plan qui sera généralement perpendiculaire aux deux premiers. Undeuxième système de plans de référence peut être choisi. Il passe par l'axe d'articulation etest défini angulairement par rapport aux deux premiers plans.
Exemple

STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 13/24
2.3 Usinage
Les plans de références pour la soudure sont utilisés pour l'usinage sauf si une faceparallèle à l'un de ces plan doit être usiné, auquel cas la face usinée est positionnée parrapport à la "référence soudure" par une cote de départ (cette cote sera soulignée deux fois)et sert de plan de "référence usinage".
Les plans de référence usinage seront repérés par le symboleLes repères doivent apparaître sur toutes les vues.
Un plan de référence n'est jamais cotés par indication de surépaisseur d’usinage.
Ne pas oublier d'associer une pente à un angle.
Exemple

STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 14/24
3 TOLERANCES GEOMETRIQUES
3.1 Généralités
Les tolérances géométriques sont prescrites lorsque les écarts géométriques ne sont passuffisamment limités par les tolérances dimensionnelles.Une tolérance géométrique définit une zone à l'intérieure de laquelle un élément (axe,surface...) doit être contenu.Sauf indication contraire, une tolérance géométrique s'applique à toute la longueur ou àtoute la surface de l'élément considéré.
NOTA : Seules les tolérances géométriques les plus utilisées sont développées dansce chapitre.
Tolérance de forme : Rectitude
PlanéitéCircularité
Cylindricité
Forme d'une ligne quelconque
Forme d'une surface quelconque
Tolérance d'orientation : Parallélisme
Perpendicularité
Inclinaison
Tolérance de position : Localisation
Concentricité et coaxialité
symétrie
Tolérance de battement : Battement simple
Battement total
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 15/24
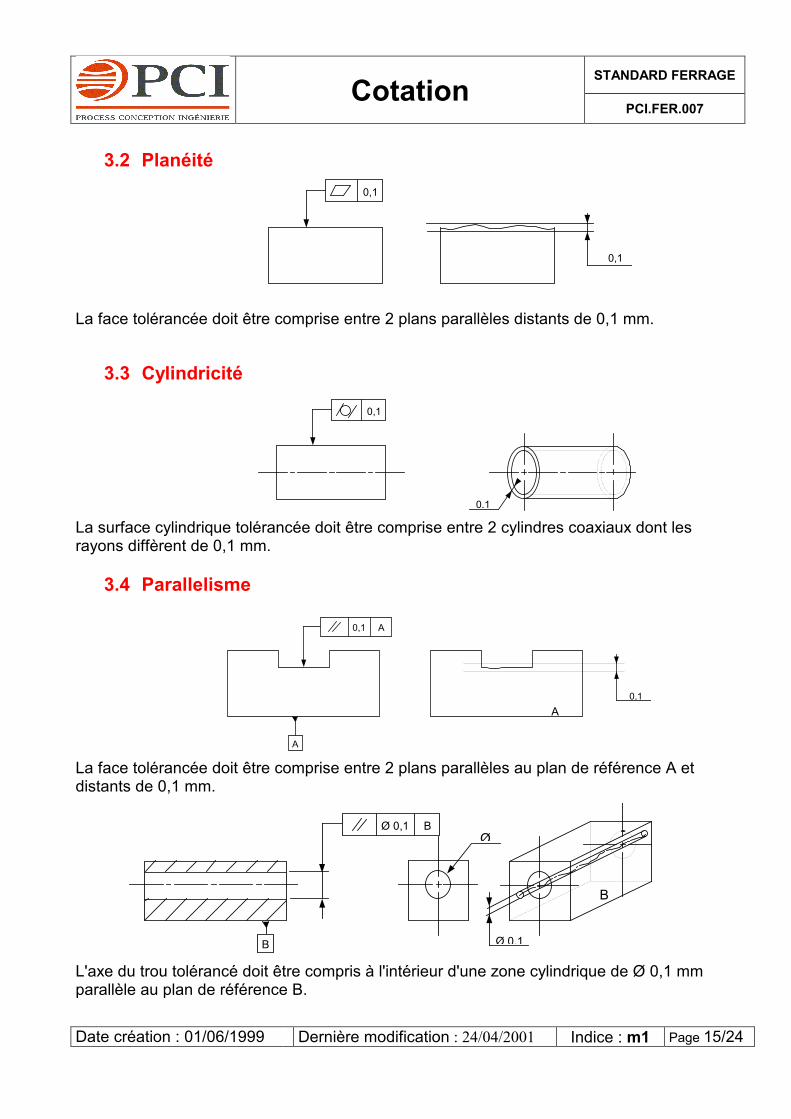
3.2 Planéité
La face tolérancée doit être comprise entre 2 plans parallèles distants de 0,1 mm.
3.3 Cylindricité
La surface cylindrique tolérancée doit être comprise entre 2 cylindres coaxiaux dont lesrayons diffèrent de 0,1 mm.
3.4 Parallelisme
La face tolérancée doit être comprise entre 2 plans parallèles au plan de référence A etdistants de 0,1 mm.
L'axe du trou tolérancé doit être compris à l'intérieur d'une zone cylindrique de Ø 0,1 mmparallèle au plan de référence B.
0,1
0,1
0,1
0,1
A
0,1 A
A
0,1
B
Ø 0,1 B
B
Ø
Ø 0,1
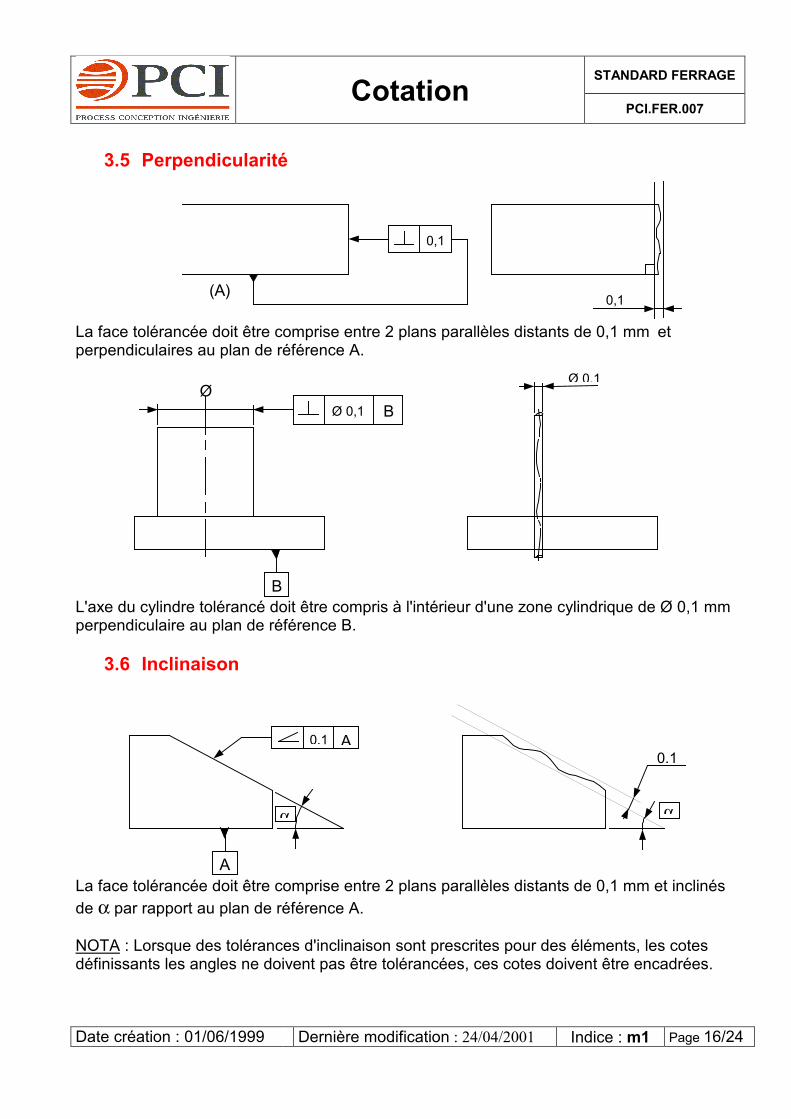
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 16/24
3.5 Perpendicularité
La face tolérancée doit être comprise entre 2 plans parallèles distants de 0,1 mm etperpendiculaires au plan de référence A.
L'axe du cylindre tolérancé doit être compris à l'intérieur d'une zone cylindrique de Ø 0,1 mmperpendiculaire au plan de référence B.
3.6 Inclinaison
La face tolérancée doit être comprise entre 2 plans parallèles distants de 0,1 mm et inclinésde α par rapport au plan de référence A.
NOTA : Lorsque des tolérances d'inclinaison sont prescrites pour des éléments, les cotesdéfinissants les angles ne doivent pas être tolérancées, ces cotes doivent être encadrées.
(A) 0,1
0,1
Ø 0,1 B
B
Ø 0,1Ø
0,1 A
α
A
0,1
α
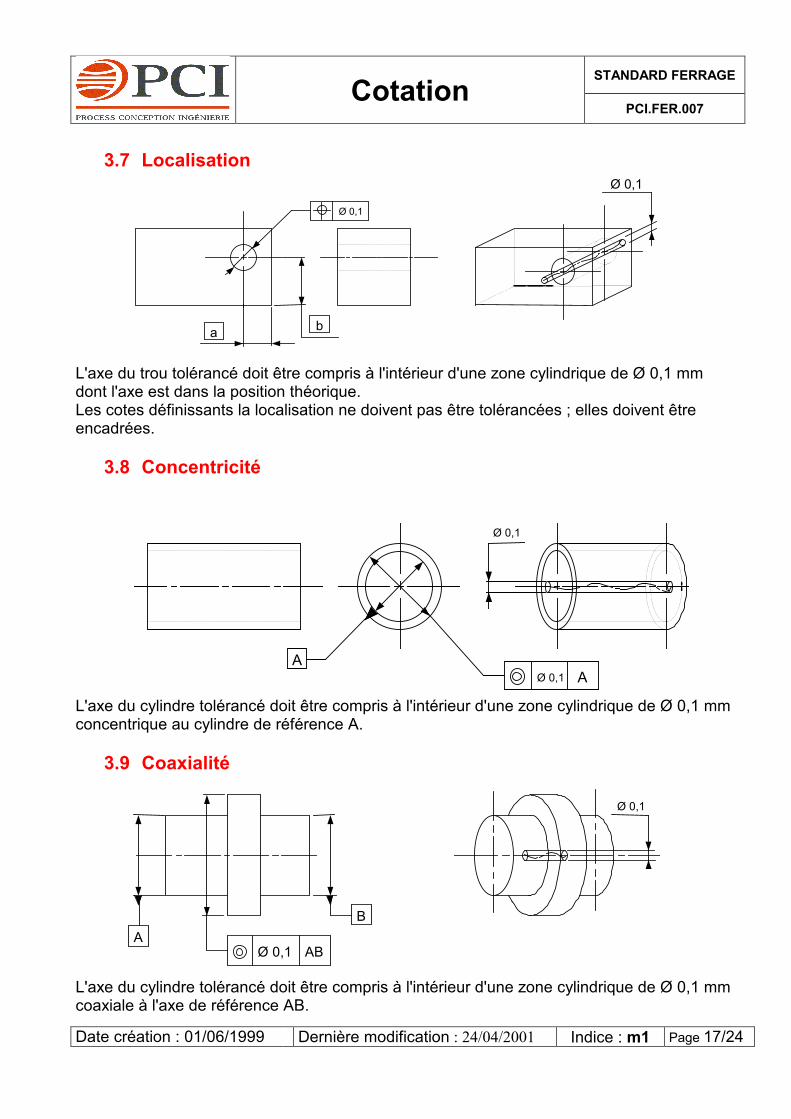
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 17/24
3.7 Localisation
L'axe du trou tolérancé doit être compris à l'intérieur d'une zone cylindrique de Ø 0,1 mmdont l'axe est dans la position théorique.Les cotes définissants la localisation ne doivent pas être tolérancées ; elles doivent êtreencadrées.
3.8 Concentricité
L'axe du cylindre tolérancé doit être compris à l'intérieur d'une zone cylindrique de Ø 0,1 mmconcentrique au cylindre de référence A.
3.9 Coaxialité
L'axe du cylindre tolérancé doit être compris à l'intérieur d'une zone cylindrique de Ø 0,1 mmcoaxiale à l'axe de référence AB.
Ø 0,1
Ø 0,1
a b
AØ 0,1 A
Ø 0,1
AB
Ø 0,1 AB
Ø 0,1
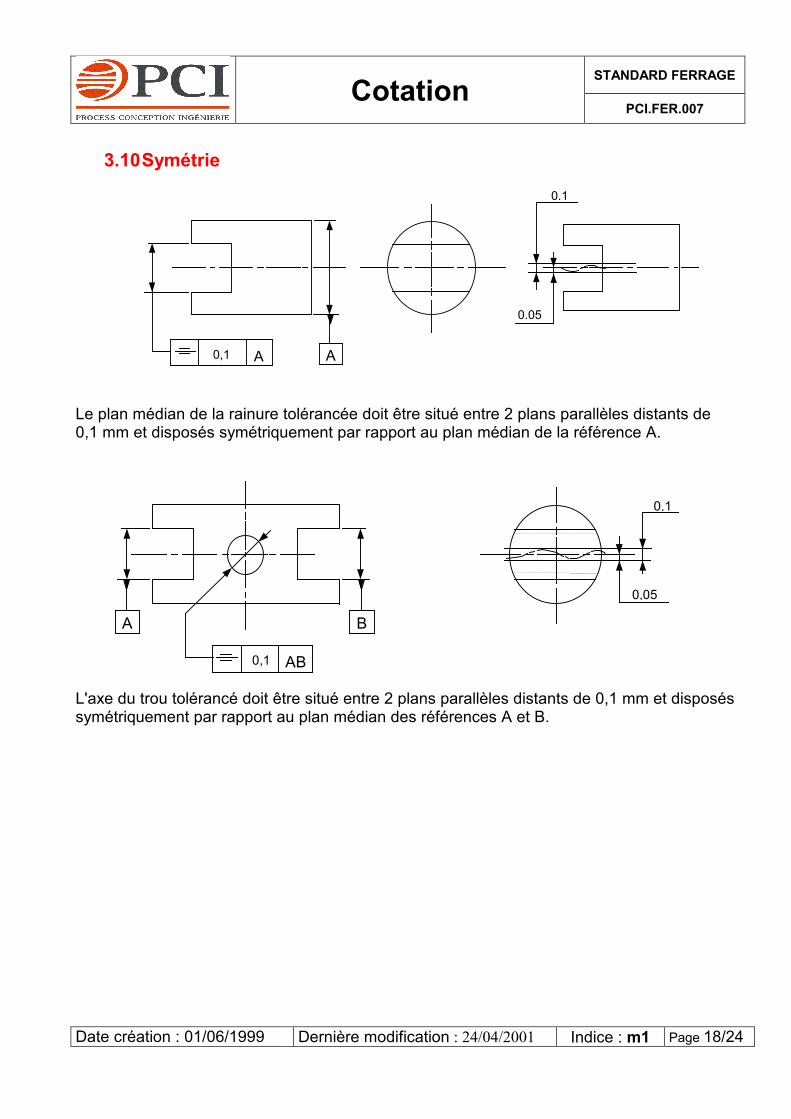
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 18/24
3.10 Symétrie
Le plan médian de la rainure tolérancée doit être situé entre 2 plans parallèles distants de0,1 mm et disposés symétriquement par rapport au plan médian de la référence A.
L'axe du trou tolérancé doit être situé entre 2 plans parallèles distants de 0,1 mm et disposéssymétriquement par rapport au plan médian des références A et B.
A0,1 A
0,1
0,05
BA
0,1 AB
0,1
0,05
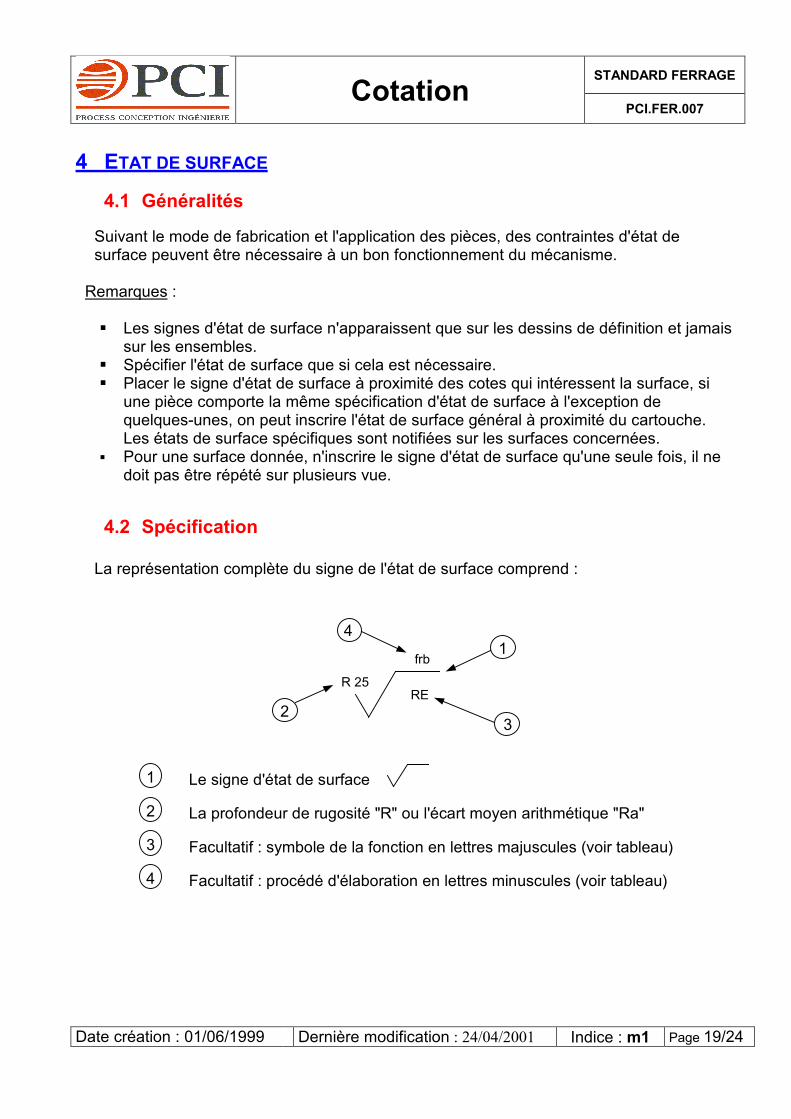
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 19/24
4 ETAT DE SURFACE
4.1 Généralités
Suivant le mode de fabrication et l'application des pièces, des contraintes d'état desurface peuvent être nécessaire à un bon fonctionnement du mécanisme.
Remarques :
� Les signes d'état de surface n'apparaissent que sur les dessins de définition et jamaissur les ensembles.
� Spécifier l'état de surface que si cela est nécessaire.� Placer le signe d'état de surface à proximité des cotes qui intéressent la surface, si
une pièce comporte la même spécification d'état de surface à l'exception dequelques-unes, on peut inscrire l'état de surface général à proximité du cartouche.Les états de surface spécifiques sont notifiées sur les surfaces concernées.
� Pour une surface donnée, n'inscrire le signe d'état de surface qu'une seule fois, il nedoit pas être répété sur plusieurs vue.
4.2 Spécification
La représentation complète du signe de l'état de surface comprend :
Le signe d'état de surface
La profondeur de rugosité "R" ou l'écart moyen arithmétique "Ra"
Facultatif : symbole de la fonction en lettres majuscules (voir tableau)
Facultatif : procédé d'élaboration en lettres minuscules (voir tableau)
R 25RE
frb
2
4
3
1
1
2
3
4

STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 20/24
4.3 Dessin du signe
4.4 Position du signe
60°
60°
10
10
3
Le signe se place - Soit sur la surface- Soit sur une ligne de rappel
R 40
R 25
R 40
R10
R 25
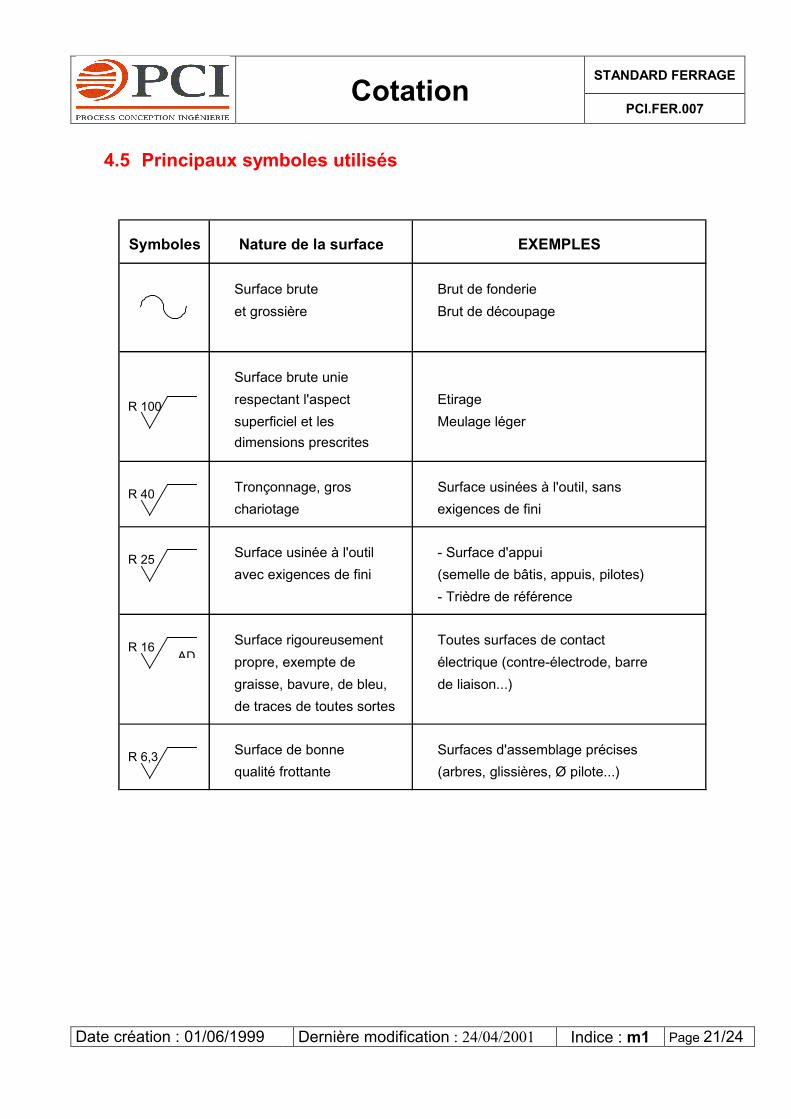
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 21/24
4.5 Principaux symboles utilisés
Symboles Nature de la surface EXEMPLES
Surface brute Brut de fonderieet grossière Brut de découpage
Surface brute unierespectant l'aspect Etiragesuperficiel et les Meulage légerdimensions prescrites
Tronçonnage, gros Surface usinées à l'outil, sanschariotage exigences de fini
Surface usinée à l'outil - Surface d'appuiavec exigences de fini (semelle de bâtis, appuis, pilotes)
- Trièdre de référence
Surface rigoureusement Toutes surfaces de contactpropre, exempte de électrique (contre-électrode, barregraisse, bavure, de bleu, de liaison...)de traces de toutes sortes
Surface de bonne Surfaces d'assemblage précisesqualité frottante (arbres, glissières, Ø pilote...)
R 100
R 40
R 25
R 6,3
R 16AD
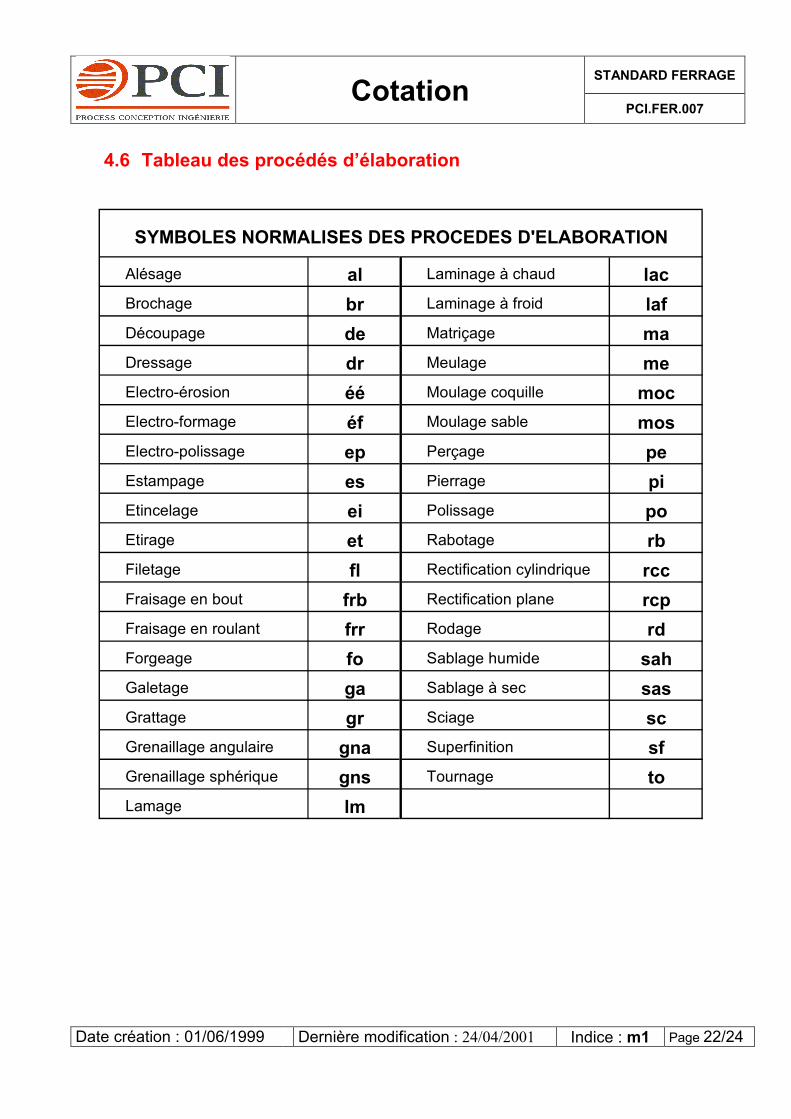
STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 22/24
4.6 Tableau des procédés d’élaboration
SYMBOLES NORMALISES DES PROCEDES D'ELABORATION
Alésage al Laminage à chaud lacBrochage br Laminage à froid lafDécoupage de Matriçage maDressage dr Meulage meElectro-érosion éé Moulage coquille mocElectro-formage éf Moulage sable mosElectro-polissage ep Perçage peEstampage es Pierrage piEtincelage ei Polissage poEtirage et Rabotage rbFiletage fl Rectification cylindrique rccFraisage en bout frb Rectification plane rcpFraisage en roulant frr Rodage rdForgeage fo Sablage humide sahGaletage ga Sablage à sec sasGrattage gr Sciage scGrenaillage angulaire gna Superfinition sfGrenaillage sphérique gns Tournage toLamage lm

STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 23/24
4.7 Tableau des fonctions
Surface Fonction Symbole Condition Exemple d'application Ra R
Frottement de Moyenne Coussinets - portée d'arbres 0,8 2
glissement Difficile Glissière de machines-outils 0,4 1
Frottement de Moyenne galets de roulement 0,4 1
roulement Difficile chemin de roulement à biles 0,02 0,06
Résistance au Moyenne Cames de tours automatiques 0,4 1
matage Difficile Extrémités de tiges de poussée 0,10 0,25
Frottement Moyenne Conduits d'alimentation 6,3 16
fluide Difficile gicleurs 0,2 0,5
Etanchéité Moyenne Portées pour joints V.ring 0,8 2
dynamique Difficile Portées pour joints à 4 lobes 0,4 1
Etanchéité Moyenne Surface d'étanchéité avec joint plat 1,6 4
statique Difficile Surface d'étanchéité glacées - sans joint 0,1 0,25
Assemblage fixe Moyenne Portée, centrages de pièces fixes démontables 3,2 10
(contraintes faibles) Difficile Portée et centrage précis 1,6 4
Ajustement fixe Moyenne Portées de coussinets 1,6 4
avec contraintes Difficile Portées de roulements 0,8
Adhérence (collage) Fixation avec colle 1,6 à 3,2 2 à 10
Dépôt électrolytique Indiquer la rugosité exigée, après dépôt 0,1 à 3,2 0,25 à 4
Mesure Moyenne Faces de calibres d'atelier 0,1 0,25
Revêtement (peinture) > 3,2 > 10
Résistance aux Moyenne Alésages de chape de vérin 1,6 4
efforts alternés Difficile Barre de torsion 0,8 2
Outils coupants Moyenne Outil en acier rapide 0,4 1
(arête) Difficile Outil en carbure 0,2 0,5
Avec
dép
lace
men
tsre
latif
sAv
ec a
ssem
blag
efix
eSa
nsco
ntra
inte
sAv
ecco
ntra
inte
s
FG
FR
RM
FF
ED
ES
AF
AC
AD
DE
ME
RE
EA
OC

STANDARD FERRAGECotation
PCI.FER.007
Date création : 01/06/1999 Dernière modification : 24/04/2001 Indice : m1 Page 24/24
4.8 Tableau des procédés de fabrication et états de surfaces
Rugosité Ra en micromètre 50 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025
Estampage
Forgeage
filage - extrusion à chaud
tréfilage - étirage à froid
à chaud
à froid
au sable
en coquille - par gravité
en coquille - sous pression
outil acier rapide
à l'alésoir
Découpage (à la presse)
Eléctro-érosion
outil acier rapide
outil carbure
outil acier rapide
outil carbure
Limage (traits croisés ou parallèle)
à main
au disque
Mortaisage
Oxycoupage
Perçage au foret
mécanique
cylindrique
plane
Sciage
outil acier rapide
outil carbure ou diamant
Rugosité R en micromètres 160 80 40 16 10 4 2 1 0,5 0,25 0,12 0,06
RU
GO
SITE
DE
SUR
FAC
ES B
RU
TES
Laminage
Matriçage
Alésage
RU
GO
SITE
DES
SU
RFA
CES
USI
NEE
S
Fraisageen bout
Fraisageen roulant
Meulage
Polissage
Rectification
Tournage
Valeurs usuelles Valeurs exceptionnelles
Moulage
STANDARD FERRAGEMécanosoudurePCI.FER.008
Date création : 11/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 1/6
SOMMAIRE
1 GÉNÉRALITÉS....................................................................................................................21.1 MATIERES SOUDABLES COURANTES ....................................................................2
1.1.1 ACIERS DE SOUDURE : A33, E24-2, XC 10. .......................................................21.1.2 ALLIAGES D'ALLUMINIUM : 5754 (ex AG3), 1050 A (ex A5). ..............................2
1.2 DEFINITION D'UN ENSEMBLE SOUDE .....................................................................22 REGLES DE CONCEPTION .............................................................................................3
3 RAIDEUR ENSEMBLES SOUDÉS .....................................................................................6
Rédigé par :
Christophe GILLETR et D STANDARD
Validé par : Observations :
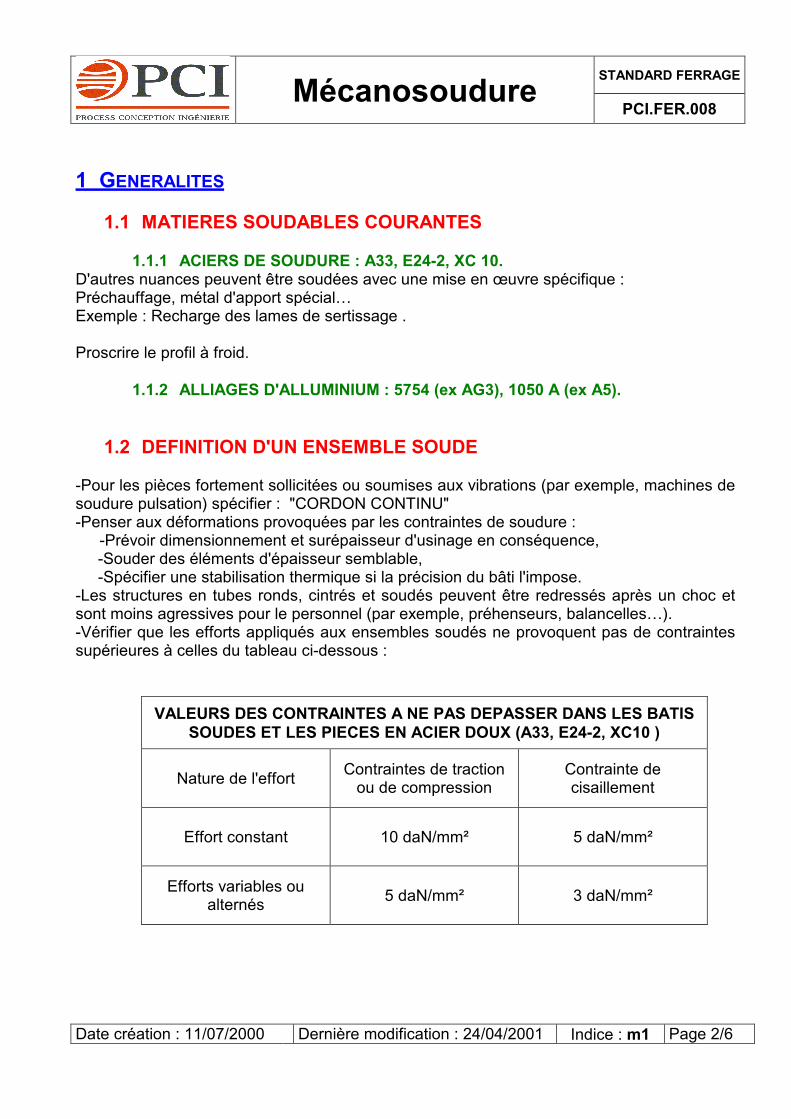
STANDARD FERRAGEMécanosoudurePCI.FER.008
Date création : 11/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 2/6
1 GENERALITES
1.1 MATIERES SOUDABLES COURANTES
1.1.1 ACIERS DE SOUDURE : A33, E24-2, XC 10.D'autres nuances peuvent être soudées avec une mise en œuvre spécifique :Préchauffage, métal d'apport spécial…Exemple : Recharge des lames de sertissage .
Proscrire le profil à froid.
1.1.2 ALLIAGES D'ALLUMINIUM : 5754 (ex AG3), 1050 A (ex A5).
1.2 DEFINITION D'UN ENSEMBLE SOUDE
-Pour les pièces fortement sollicitées ou soumises aux vibrations (par exemple, machines desoudure pulsation) spécifier : "CORDON CONTINU"-Penser aux déformations provoquées par les contraintes de soudure :
-Prévoir dimensionnement et surépaisseur d'usinage en conséquence, -Souder des éléments d'épaisseur semblable, -Spécifier une stabilisation thermique si la précision du bâti l'impose.-Les structures en tubes ronds, cintrés et soudés peuvent être redressés après un choc etsont moins agressives pour le personnel (par exemple, préhenseurs, balancelles…).-Vérifier que les efforts appliqués aux ensembles soudés ne provoquent pas de contraintessupérieures à celles du tableau ci-dessous :
VALEURS DES CONTRAINTES A NE PAS DEPASSER DANS LES BATISSOUDES ET LES PIECES EN ACIER DOUX (A33, E24-2, XC10 )
Nature de l'effort Contraintes de tractionou de compression
Contrainte decisaillement
Effort constant 10 daN/mm² 5 daN/mm²
Efforts variables oualternés 5 daN/mm² 3 daN/mm²
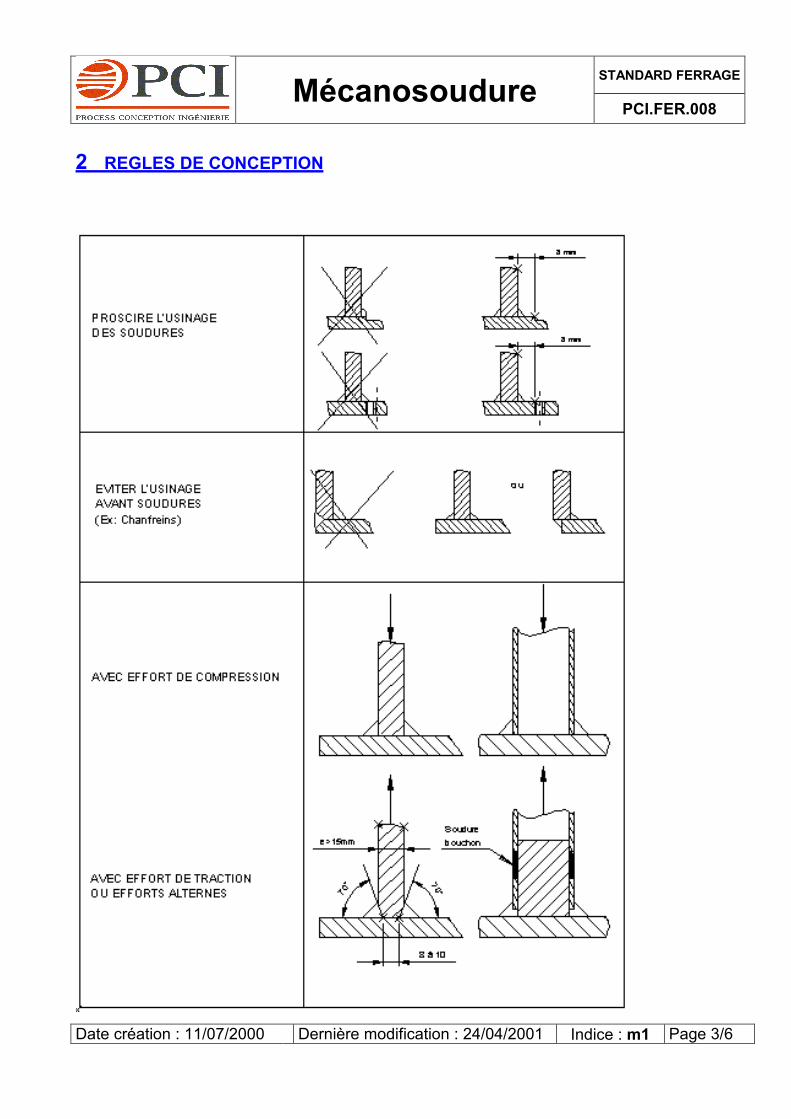
STANDARD FERRAGEMécanosoudurePCI.FER.008
Date création : 11/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 3/6
2 REGLES DE CONCEPTION
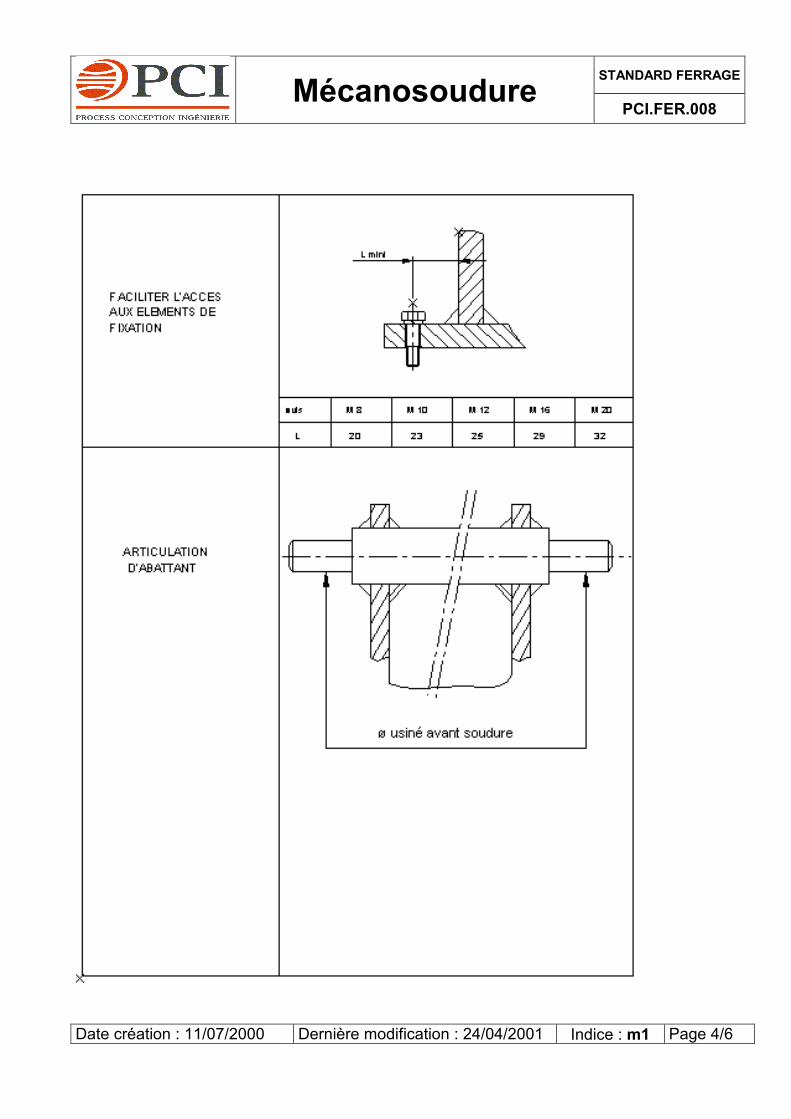
STANDARD FERRAGEMécanosoudurePCI.FER.008
Date création : 11/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 4/6

STANDARD FERRAGEMécanosoudurePCI.FER.008
Date création : 11/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 5/6

STANDARD FERRAGEMécanosoudurePCI.FER.008
Date création : 11/07/2000 Dernière modification : 24/04/2001 Indice : m1 Page 6/6
3 RAIDEUR ENSEMBLES SOUDES
STANDARD FERRAGE
Dossier Etudes PSA
PCI.FER.011
Date création : 21/08/2001 Dernière modification : 08/03/2004 Indice : m4 Page 1/5
SOMMAIRE 1 NUMEROTATION DU DOSSIER ETUDES..................................................................... 2
1.1 DECOMPOSITION DES DOSSIERS DANS LES LIGNES : ........................................................ 2 1.2 NUMEROTATION DES OUTILLAGES POUR PLUSIEURS SITES :.............................................. 3 1.3 DIVERS........................................................................................................................ 4
2 TRADUCTION ................................................................................................................. 4
3 REDACTION ET TRAITEMENT DES NOMENCLATURES............................................ 4
3.1 NESTOR.................................................................................................................... 5 3.2 GESTNOM / DOC XX................................................................................................ 5 3.3 CIBER........................................................................................................................ 5 3.4 SCHEMA DE SYNTHESE.................................................................................................. 5
Rédigé par : Marc VADAINE
Validé par :
Observations :
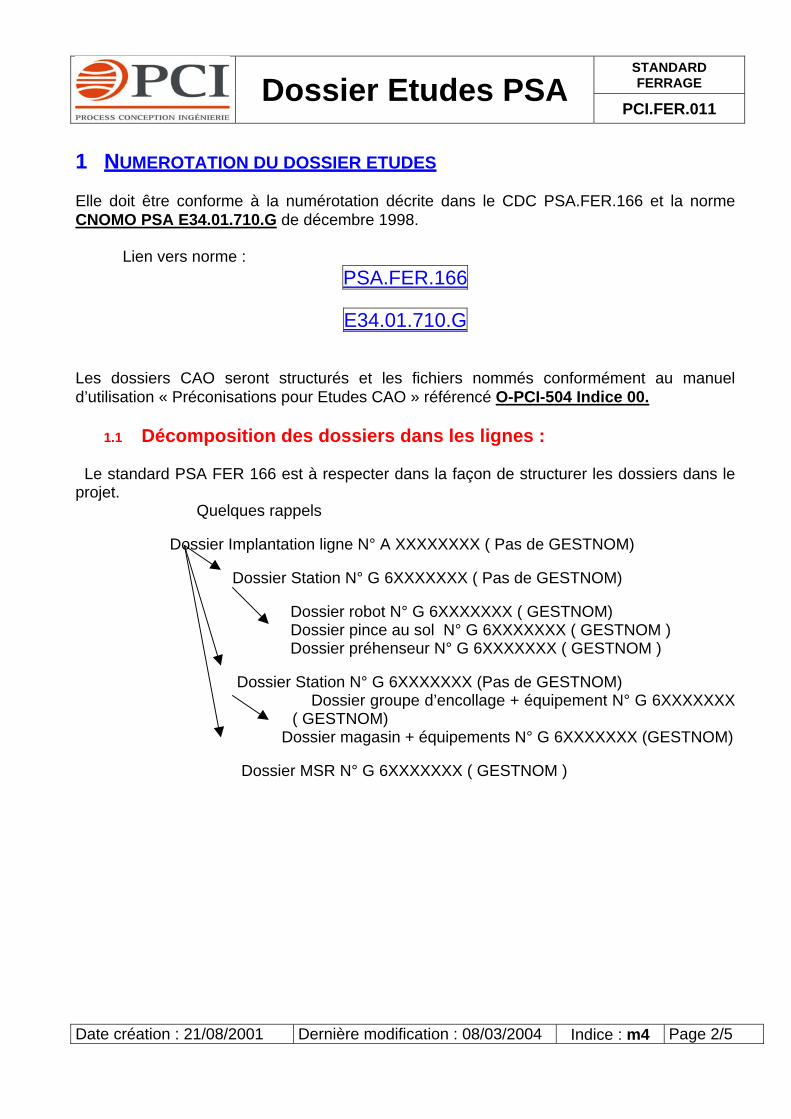
STANDARD FERRAGE
Dossier Etudes PSA
PCI.FER.011
Date création : 21/08/2001 Dernière modification : 08/03/2004 Indice : m4 Page 2/5
1 NUMEROTATION DU DOSSIER ETUDES Elle doit être conforme à la numérotation décrite dans le CDC PSA.FER.166 et la norme CNOMO PSA E34.01.710.G de décembre 1998. Lien vers norme :
PSA.FER.166
E34.01.710.G Les dossiers CAO seront structurés et les fichiers nommés conformément au manuel d’utilisation « Préconisations pour Etudes CAO » référencé O-PCI-504 Indice 00.
1.1 Décomposition des dossiers dans les lignes : Le standard PSA FER 166 est à respecter dans la façon de structurer les dossiers dans le projet.
Quelques rappels Dossier Implantation ligne N° A XXXXXXXX ( Pas de GESTNOM) Dossier Station N° G 6XXXXXXX ( Pas de GESTNOM) Dossier robot N° G 6XXXXXXX ( GESTNOM) Dossier pince au sol N° G 6XXXXXXX ( GESTNOM ) Dossier préhenseur N° G 6XXXXXXX ( GESTNOM ) Dossier Station N° G 6XXXXXXX (Pas de GESTNOM)
Dossier groupe d’encollage + équipement N° G 6XXXXXXX ( GESTNOM)
Dossier magasin + équipements N° G 6XXXXXXX (GESTNOM) Dossier MSR N° G 6XXXXXXX ( GESTNOM )
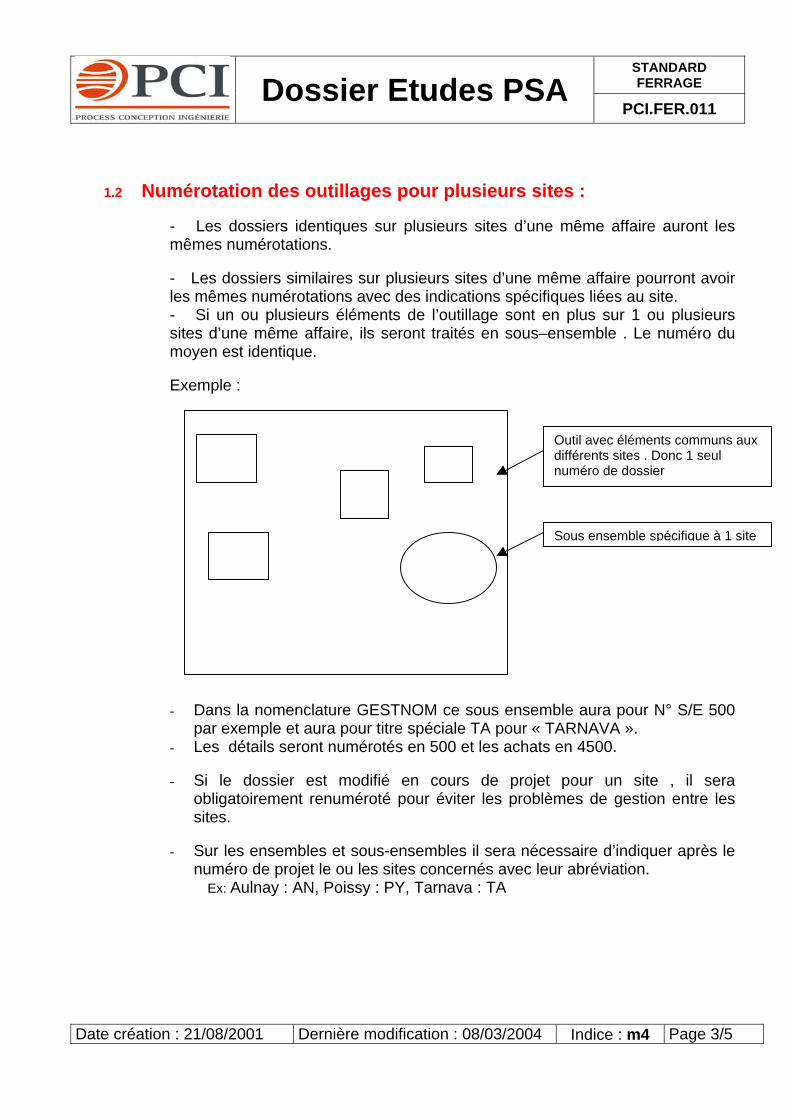
STANDARD FERRAGE
Dossier Etudes PSA
PCI.FER.011
Date création : 21/08/2001 Dernière modification : 08/03/2004 Indice : m4 Page 3/5
1.2 Numérotation des outillages pour plusieurs sites : - Les dossiers identiques sur plusieurs sites d’une même affaire auront les mêmes numérotations. - Les dossiers similaires sur plusieurs sites d’une même affaire pourront avoir les mêmes numérotations avec des indications spécifiques liées au site. - Si un ou plusieurs éléments de l’outillage sont en plus sur 1 ou plusieurs sites d’une même affaire, ils seront traités en sous–ensemble . Le numéro du moyen est identique. Exemple :
Outil avec éléments communs aux différents sites . Donc 1 seul numéro de dossier
Sous ensemble spécifique à 1 site
- Dans la nomenclature GESTNOM ce sous ensemble aura pour N° S/E 500 par exemple et aura pour titre spéciale TA pour « TARNAVA ».
- Les détails seront numérotés en 500 et les achats en 4500. - Si le dossier est modifié en cours de projet pour un site , il sera
obligatoirement renuméroté pour éviter les problèmes de gestion entre les sites.
- Sur les ensembles et sous-ensembles il sera nécessaire d’indiquer après le
numéro de projet le ou les sites concernés avec leur abréviation. Ex: Aulnay : AN, Poissy : PY, Tarnava : TA
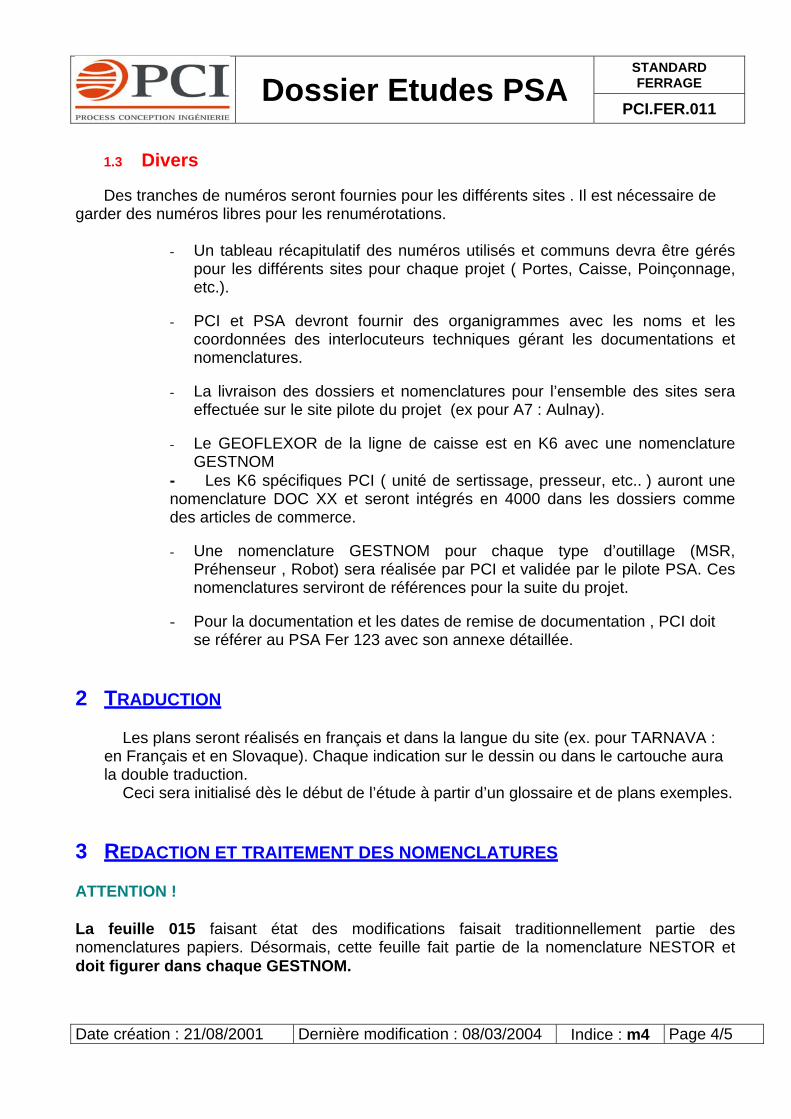
STANDARD FERRAGE
Dossier Etudes PSA
PCI.FER.011
Date création : 21/08/2001 Dernière modification : 08/03/2004 Indice : m4 Page 4/5
1.3 Divers
Des tranches de numéros seront fournies pour les différents sites . Il est nécessaire de garder des numéros libres pour les renumérotations.
- Un tableau récapitulatif des numéros utilisés et communs devra être gérés pour les différents sites pour chaque projet ( Portes, Caisse, Poinçonnage, etc.).
- PCI et PSA devront fournir des organigrammes avec les noms et les
coordonnées des interlocuteurs techniques gérant les documentations et nomenclatures.
- La livraison des dossiers et nomenclatures pour l’ensemble des sites sera
effectuée sur le site pilote du projet (ex pour A7 : Aulnay).
- Le GEOFLEXOR de la ligne de caisse est en K6 avec une nomenclature GESTNOM
- Les K6 spécifiques PCI ( unité de sertissage, presseur, etc.. ) auront une nomenclature DOC XX et seront intégrés en 4000 dans les dossiers comme des articles de commerce. - Une nomenclature GESTNOM pour chaque type d’outillage (MSR,
Préhenseur , Robot) sera réalisée par PCI et validée par le pilote PSA. Ces nomenclatures serviront de références pour la suite du projet.
- Pour la documentation et les dates de remise de documentation , PCI doit
se référer au PSA Fer 123 avec son annexe détaillée.
2 TRADUCTION
Les plans seront réalisés en français et dans la langue du site (ex. pour TARNAVA : en Français et en Slovaque). Chaque indication sur le dessin ou dans le cartouche aura la double traduction.
Ceci sera initialisé dès le début de l’étude à partir d’un glossaire et de plans exemples. 3 REDACTION ET TRAITEMENT DES NOMENCLATURES ATTENTION ! La feuille 015 faisant état des modifications faisait traditionnellement partie des nomenclatures papiers. Désormais, cette feuille fait partie de la nomenclature NESTOR et doit figurer dans chaque GESTNOM.
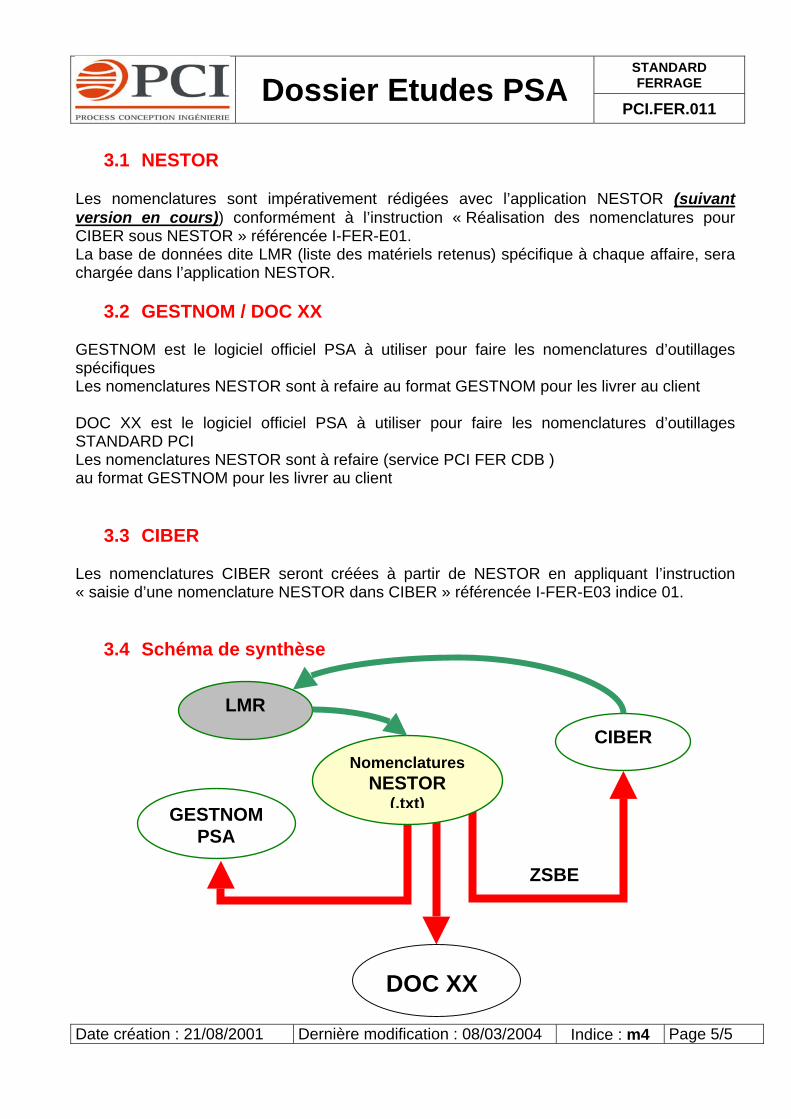
STANDARD FERRAGE
Dossier Etudes PSA
PCI.FER.011
Date création : 21/08/2001 Dernière modification : 08/03/2004 Indice : m4 Page 5/5
3.1 NESTOR Les nomenclatures sont impérativement rédigées avec l’application NESTOR (suivant version en cours)) conformément à l’instruction « Réalisation des nomenclatures pour CIBER sous NESTOR » référencée I-FER-E01. La base de données dite LMR (liste des matériels retenus) spécifique à chaque affaire, sera chargée dans l’application NESTOR.
3.2 GESTNOM / DOC XX GESTNOM est le logiciel officiel PSA à utiliser pour faire les nomenclatures d’outillages spécifiques Les nomenclatures NESTOR sont à refaire au format GESTNOM pour les livrer au client DOC XX est le logiciel officiel PSA à utiliser pour faire les nomenclatures d’outillages STANDARD PCI Les nomenclatures NESTOR sont à refaire (service PCI FER CDB ) au format GESTNOM pour les livrer au client
3.3 CIBER Les nomenclatures CIBER seront créées à partir de NESTOR en appliquant l’instruction « saisie d’une nomenclature NESTOR dans CIBER » référencée I-FER-E03 indice 01.
3.4 Schéma de synthèse
DOC XX
ZSBE
GESTNOM PSA
NomenclaturesNESTOR
(.txt)
CIBER
LMR
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page 1/19
SOMMAIRE
1 PRESENTATION ...........................................................................................................................................2
2 BASE ET CRITERES DE DECISION ...........................................................................................................2 2.1 BASE ........................................................................................................................................................2
2.1.1 Fonction de l’élément à concevoir ?................................................................................................2 2.1.2 Contraintes mécaniques ..................................................................................................................2 2.1.3 Sollicitations mécaniques.................................................................................................................2
2.2 DETERMINATION DES CRITERES DE DECISION..............................................................................................2 2.3 MOYENS A DISPOSITION POUR LA VALIDATION .............................................................................................2
3 DEMARCHE DE VERIFICATION DE LA CONCEPTION..............................................................................3 3.1 CHOISIR LES ELEMENTS A VALIDER.............................................................................................................3 3.2 POSITIONNER LES EFFORTS. ......................................................................................................................3 3.3 DETERMINER LE TYPE DE SOLLICITATION ....................................................................................................4 3.4 RECHERCHER LES DEPLACEMENTS.............................................................................................................5 3.5 VERIFIER LA CONCEPTION EN FONCTION DES CONTRAINTES.........................................................................5
4 CONSEILS DE CONCEPTION ......................................................................................................................6 4.1 CONSEILS DE BASE....................................................................................................................................6
4.1.1 Incidence de la position de l’effort sur la déformée..........................................................................6 4.1.2 Position de la butée d’abattant.........................................................................................................6 4.1.3 Matériaux .........................................................................................................................................7 4.1.4 Profils sollicités à la « TORSION » ..................................................................................................7 4.1.5 Torsion structure tubulaire ...............................................................................................................8 4.1.6 Profils sollicités à la FLEXION .........................................................................................................9 4.1.7 Flexion poutres composées ...........................................................................................................10 4.1.8 Flexion + Torsion ...........................................................................................................................10 4.1.9 Goussets ........................................................................................................................................11
4.2 FATIGUE .................................................................................................................................................12 4.2.1 Définition ........................................................................................................................................12 4.2.2 Courbe d’endurance de Wöhler .....................................................................................................12
4.3 CONCENTRATION DE CONTRAINTES ..........................................................................................................14 4.3.1 Définition ........................................................................................................................................14 4.3.2 Paramètres déterminants...............................................................................................................14 4.3.3 Rappel de la démarche..................................................................................................................14 4.3.4 Conseils pratiques..........................................................................................................................15
4.4 FREQUENCE PROPRE...............................................................................................................................16 4.4.1 Définition ........................................................................................................................................16 4.4.2 Formule de base ............................................................................................................................16 4.4.3 Paramètres influents ......................................................................................................................16 4.4.4 Limites acceptables .......................................................................................................................17
4.5 CALCULS PAR ELEMENTS FINIS.................................................................................................................17 4.5.1 Données de base - Possibilités......................................................................................................17 4.5.2 Coût du calcul ................................................................................................................................17 4.5.3 Démarche pour des structures à base de profilés .........................................................................18 4.5.4 Démarche pour des modèles solides.............................................................................................19
Rédigé par : Philippe MORISSET
Validé par :
Observations :
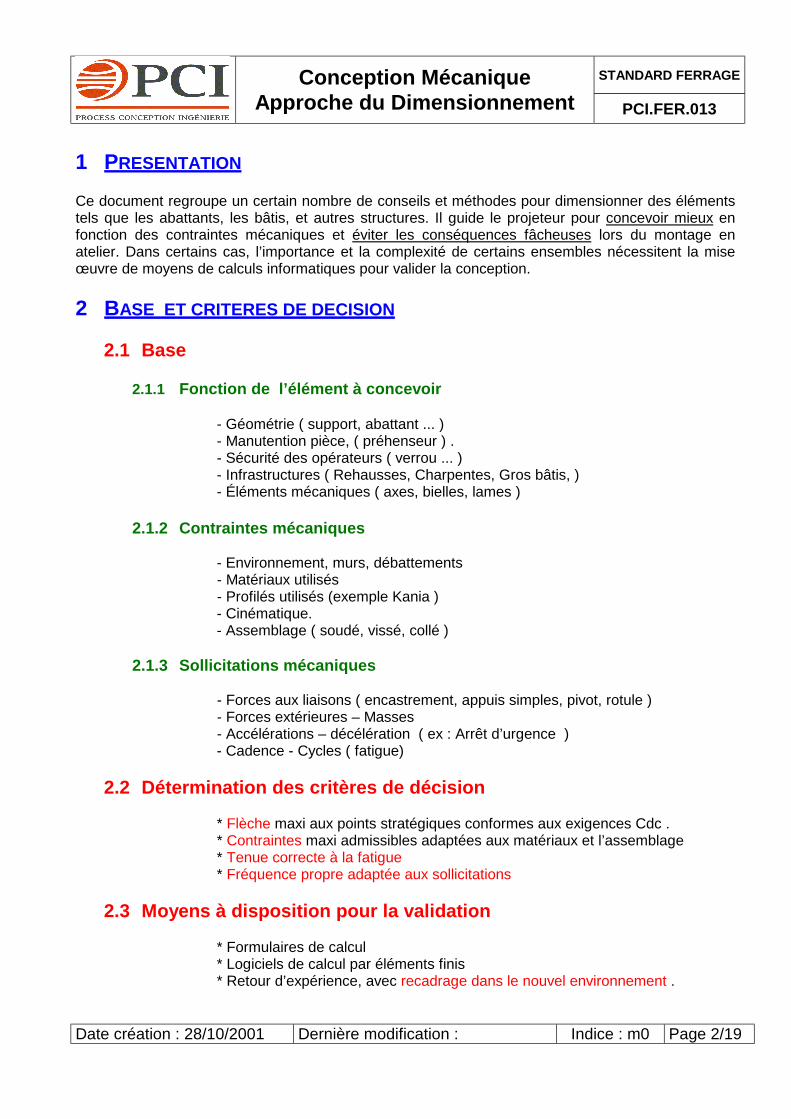
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page 2/19
1 PRESENTATION Ce document regroupe un certain nombre de conseils et méthodes pour dimensionner des éléments tels que les abattants, les bâtis, et autres structures. Il guide le projeteur pour concevoir mieux en fonction des contraintes mécaniques et éviter les conséquences fâcheuses lors du montage en atelier. Dans certains cas, l’importance et la complexité de certains ensembles nécessitent la mise œuvre de moyens de calculs informatiques pour valider la conception. 2 BASE ET CRITERES DE DECISION
2.1 Base
2.1.1 Fonction de l’élément à concevoir
- Géométrie ( support, abattant ... ) - Manutention pièce, ( préhenseur ) . - Sécurité des opérateurs ( verrou ... )
- Infrastructures ( Rehausses, Charpentes, Gros bâtis, ) - Éléments mécaniques ( axes, bielles, lames )
2.1.2 Contraintes mécaniques
- Environnement, murs, débattements - Matériaux utilisés - Profilés utilisés (exemple Kania )
- Cinématique. - Assemblage ( soudé, vissé, collé )
2.1.3 Sollicitations mécaniques
- Forces aux liaisons ( encastrement, appuis simples, pivot, rotule ) - Forces extérieures – Masses - Accélérations – décélération ( ex : Arrêt d’urgence )
- Cadence - Cycles ( fatigue)
2.2 Détermination des critères de décision * Flèche maxi aux points stratégiques conformes aux exigences Cdc . * Contraintes maxi admissibles adaptées aux matériaux et l’assemblage * Tenue correcte à la fatigue * Fréquence propre adaptée aux sollicitations
2.3 Moyens à disposition pour la validation
* Formulaires de calcul * Logiciels de calcul par éléments finis * Retour d’expérience, avec recadrage dans le nouvel environnement .

STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page 3/19
3 DEMARCHE DE VERIFICATION DE LA CONCEPTION
3.1 Choisir les éléments à valider. Il faut dans un premier temps répertorier tous les éléments de la chaîne mécanique. Ex : Sol ! Fixations ! Marbre ! Bâti ! Abattant ! Serrage ! Touche Se poser la question pour chacun des éléments et ceci sans à priori. Tous les éléments participent à des degrés différents à la déformée et aux contraintes finales.
3.2 Positionner les efforts.
La définition des liaisons et efforts est la première démarche qui justifiera le type de conception.
* Isoler 1 élément. * Positionner les liaisons ( Appuis, Rotules, Pivots ... ).
* Positionner les efforts extérieurs ( système équilibré) * Déterminer les états critiques.
ex - Etat initial ! Abattant en position sur butée (vérin en pression) - Etat final ! Effort F dû à la masse
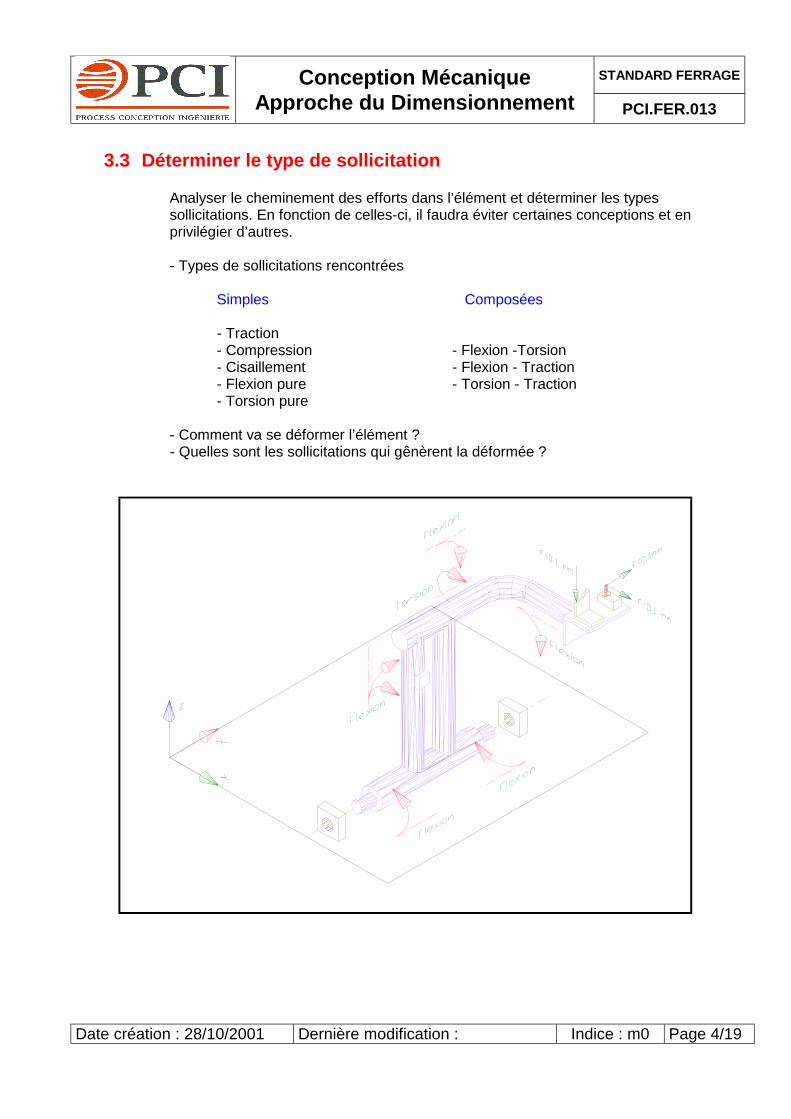
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page 4/19
3.3 Déterminer le type de sollicitation
Analyser le cheminement des efforts dans l’élément et déterminer les types sollicitations. En fonction de celles-ci, il faudra éviter certaines conceptions et en privilégier d’autres. - Types de sollicitations rencontrées
Simples Composées
- Traction - Compression - Flexion -Torsion - Cisaillement - Flexion - Traction - Flexion pure - Torsion - Traction - Torsion pure
- Comment va se déformer l’élément ? - Quelles sont les sollicitations qui gênèrent la déformée ?
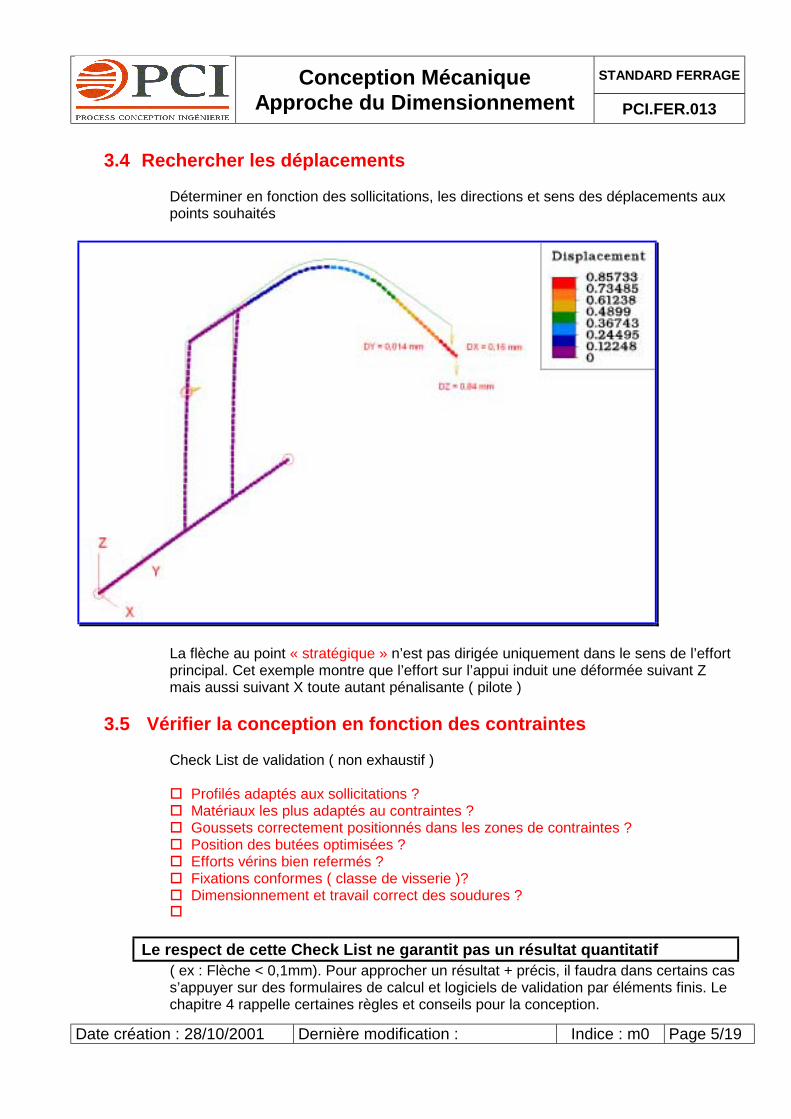
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page 5/19
3.4 Rechercher les déplacements Déterminer en fonction des sollicitations, les directions et sens des déplacements aux points souhaités
La flèche au point « stratégique » n’est pas dirigée uniquement dans le sens de l’effort principal. Cet exemple montre que l’effort sur l’appui induit une déformée suivant Z mais aussi suivant X toute autant pénalisante ( pilote )
3.5 Vérifier la conception en fonction des contraintes
Check List de validation ( non exhaustif ) " Profilés adaptés aux sollicitations ? " Matériaux les plus adaptés au contraintes ? " Goussets correctement positionnés dans les zones de contraintes ? " Position des butées optimisées ? " Efforts vérins bien refermés ? " Fixations conformes ( classe de visserie )? " Dimensionnement et travail correct des soudures ? "
Le respect de cette Check List ne garantit pas un résultat quantitatif ( ex : Flèche < 0,1mm). Pour approcher un résultat + précis, il faudra dans certains cas s’appuyer sur des formulaires de calcul et logiciels de validation par éléments finis. Le chapitre 4 rappelle certaines règles et conseils pour la conception.
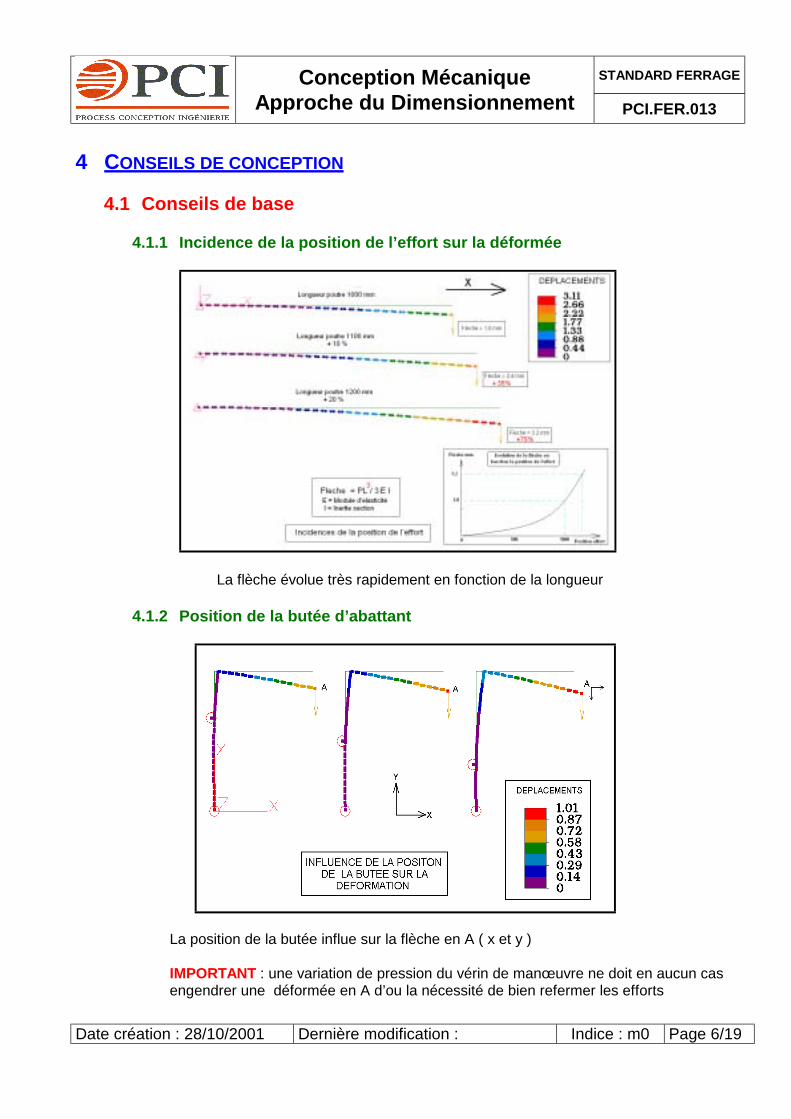
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page 6/19
4 CONSEILS DE CONCEPTION
4.1 Conseils de base
4.1.1 Incidence de la position de l’effort sur la déformée
La flèche évolue très rapidement en fonction de la longueur
4.1.2 Position de la butée d’abattant
La position de la butée influe sur la flèche en A ( x et y ) IMPORTANT : une variation de pression du vérin de manœuvre ne doit en aucun cas engendrer une déformée en A d’ou la nécessité de bien refermer les efforts

STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page 7/19
Matériaux - Acier
E = 210 000 N / mm2 Le module de Young « E » (module d’élasticité longitudinale) est identique, quelque soit la nuance utilisée ( E24, XC48, 35 CD4 T4 ...). La déformée dans ces conditions est la même. Ceci est vrai pour les autres métaux.
- Aluminium E = 67 000 N/mm2 = E (acier) / 3 Pour une construction « Aluminium » les inerties doivent être 3 X supérieures à celles de l’acier pour atteindre des résultats identiques.
4.1.3 Profils sollicités à la TORSION
Ce tableau classe les profils « d’usage courant » en fonction de leur tenue à la torsion suivant le critère de forme ( encombrement voisin ).

STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page 8/19
4.1.4 Torsion structure tubulaire
- Relier régulièrement les 4 tubes entre eux ( avec tube ou plaque ) - Tendre vers des formes « cylindriques ». - Eviter les formes trop aplaties ( torsion « règle plate » ).

STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page 9/19
4.1.5 Profils sollicités à la FLEXION Ces tableaux classent les profils « d’usage courant » en fonction de leur tenue à la flexion suivant un critère de forme et de masse . ( tableau 1 et 2 ) Tableau 1 ( critère de forme )
Tableau N°2 ( critère de masse )
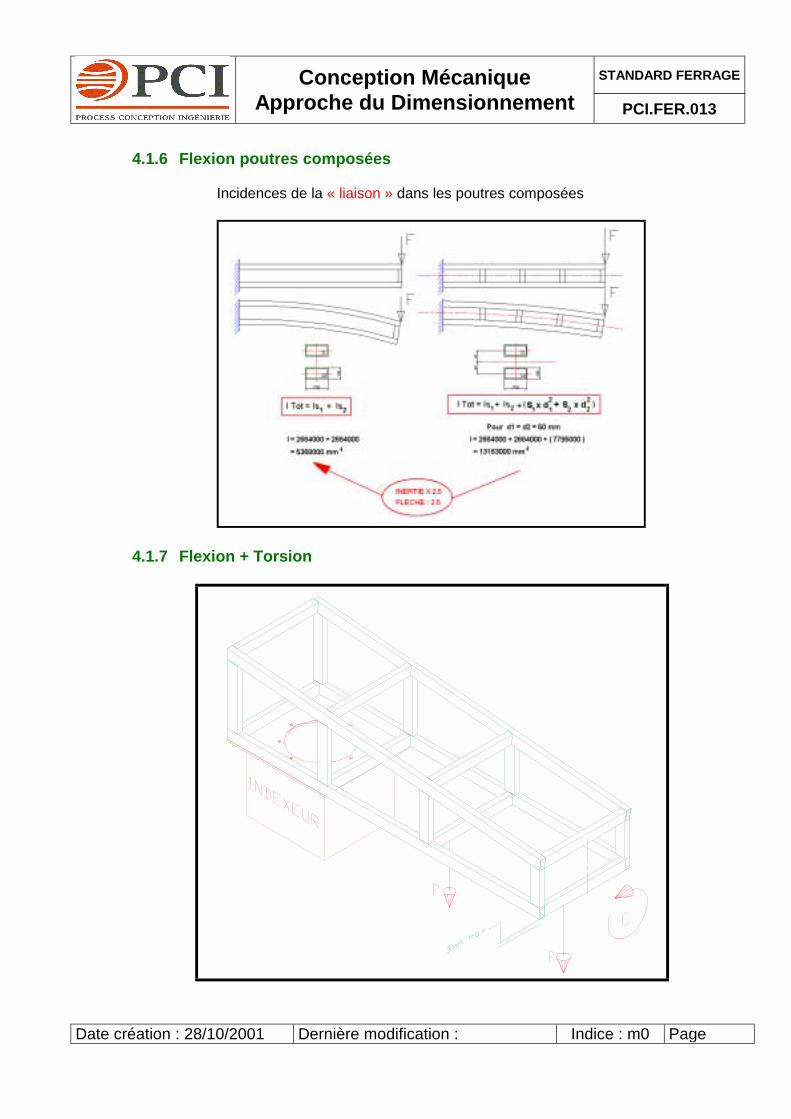
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page
4.1.6 Flexion poutres composées Incidences de la « liaison » dans les poutres composées
4.1.7 Flexion + Torsion
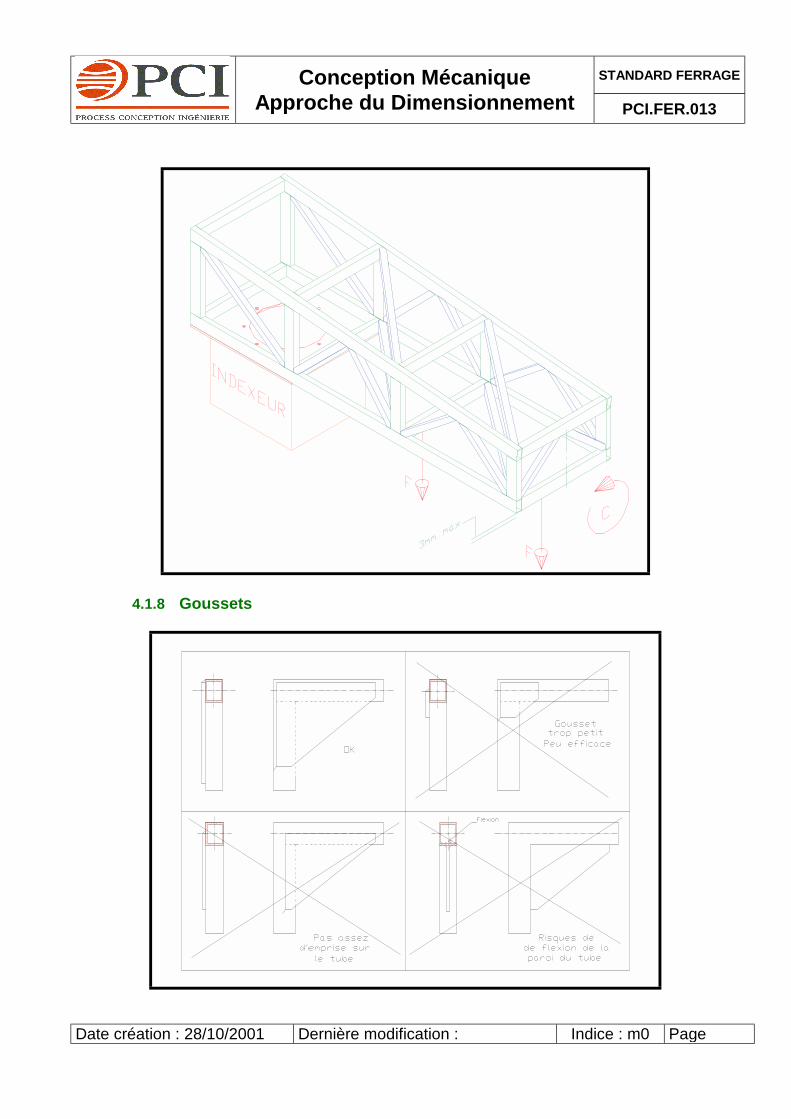
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page
4.1.8 Goussets
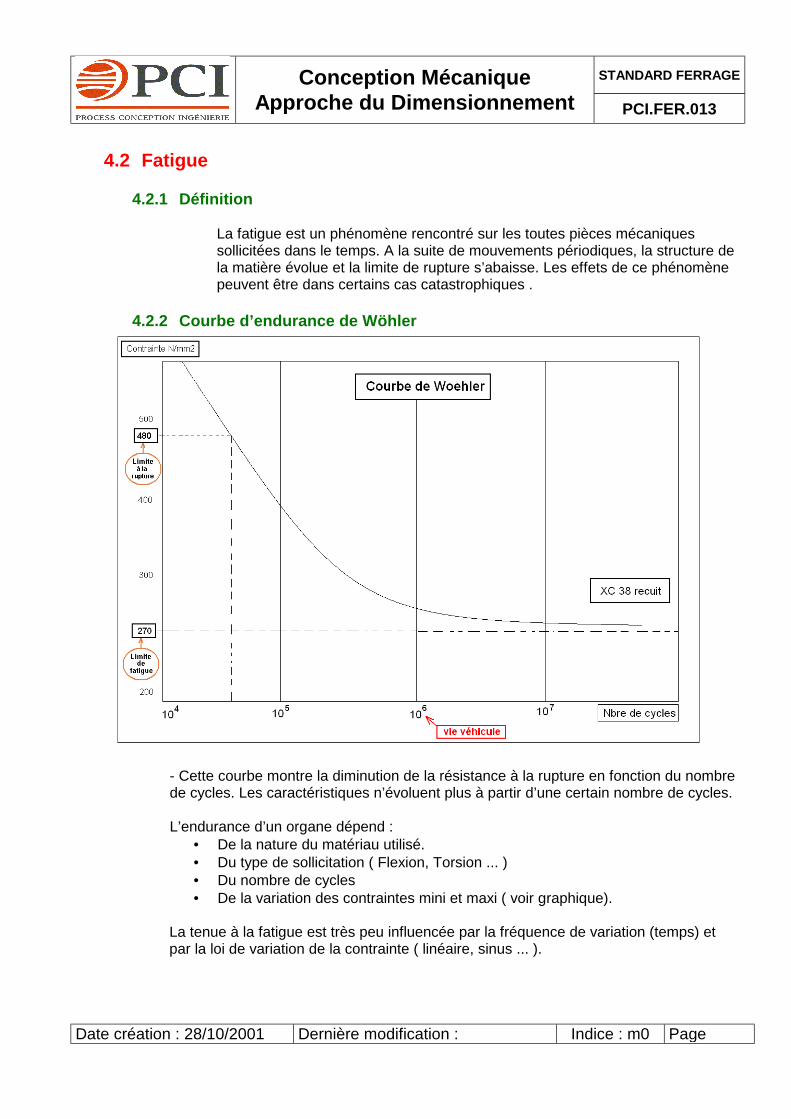
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page
4.2 Fatigue
4.2.1 Définition La fatigue est un phénomène rencontré sur les toutes pièces mécaniques sollicitées dans le temps. A la suite de mouvements périodiques, la structure de la matière évolue et la limite de rupture s’abaisse. Les effets de ce phénomène peuvent être dans certains cas catastrophiques .
4.2.2 Courbe d’endurance de Wöhler
- Cette courbe montre la diminution de la résistance à la rupture en fonction du nombre de cycles. Les caractéristiques n’évoluent plus à partir d’une certain nombre de cycles.
L’endurance d’un organe dépend : • De la nature du matériau utilisé. • Du type de sollicitation ( Flexion, Torsion ... ) • Du nombre de cycles • De la variation des contraintes mini et maxi ( voir graphique).
La tenue à la fatigue est très peu influencée par la fréquence de variation (temps) et par la loi de variation de la contrainte ( linéaire, sinus ... ).
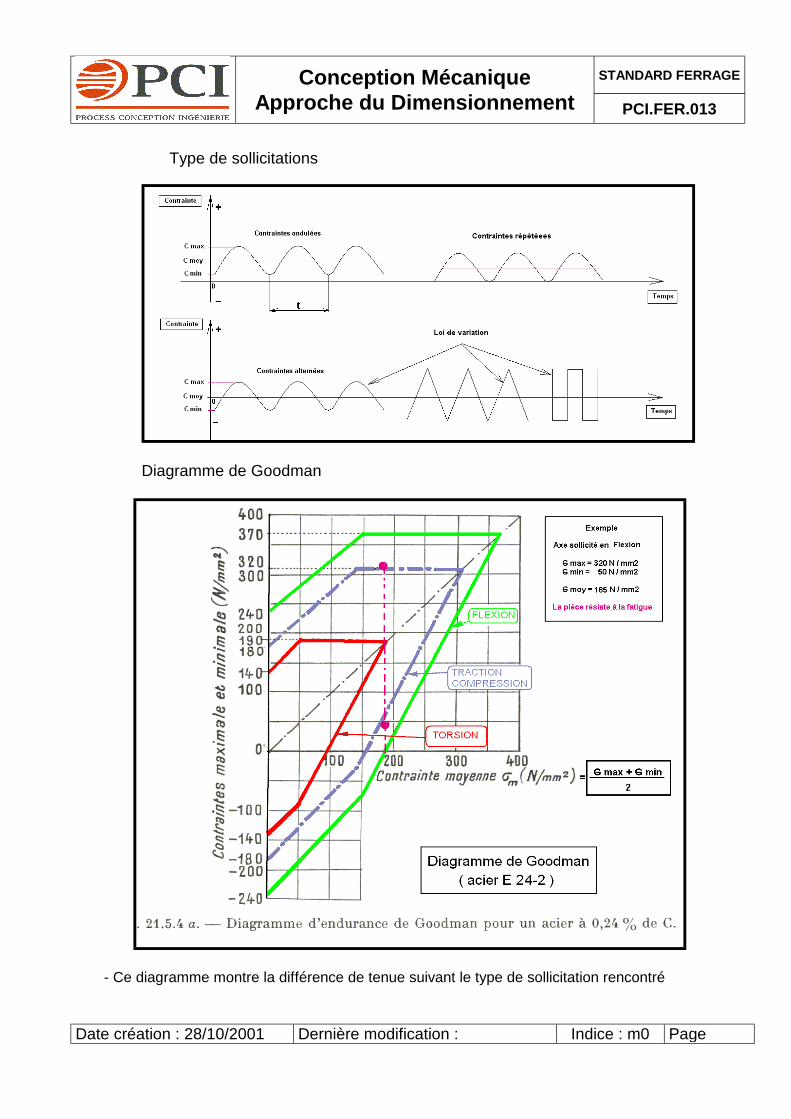
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page
Type de sollicitations
Diagramme de Goodman
- Ce diagramme montre la différence de tenue suivant le type de sollicitation rencontré

STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page
4.3 Concentration de contraintes
4.3.1 Définition
La concentration de contraintes est due à un changement brusque de section occasionnant une élévation importante de la contrainte, fragilisant ainsi la pièce. Comme pour la fatigue, le phénomène n’est pas à négliger dans nos études car les conséquences peuvent être importantes.
4.3.2 Paramètres déterminants - Type de sollicitations ( Flexion, torsion compression etc. ). - Raccordement entre sections. - Qualité d’usinage (état de surface ). - Qualité de la matière ! Fonderie «criques», étiré ,forgé - Effet des traitements thermiques ( criques, fissures ) . Nota : Les effets de la concentration de contraintes peuvent être amplifiés par le phénomène de fatigue .
4.3.3 Rappel de la démarche 1 – Calcul de la contraintes nominale 2 - Calcul du coefficient de contrainte à l’aide d’abaques 3 – Calcul de la contrainte réelle. 4 - Vérification du matériau utilisé. Ex :Concentration de contrainte en torsion – Arbre épaulé
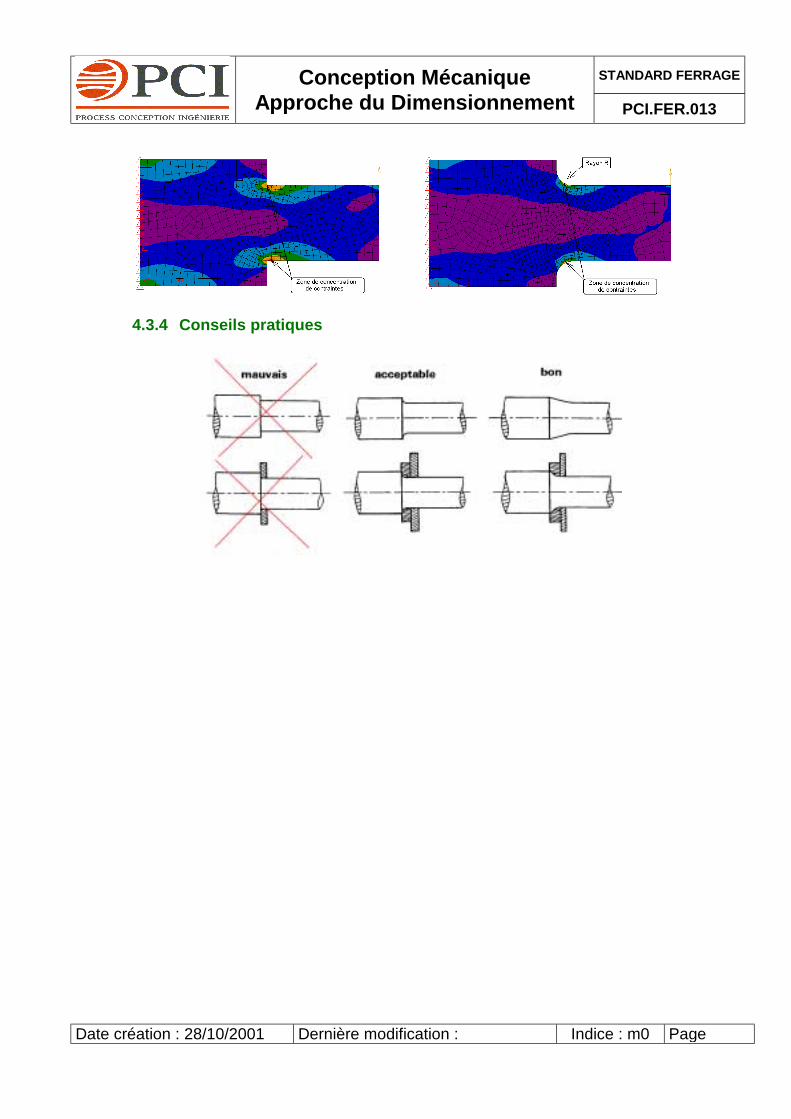
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page
4.3.4 Conseils pratiques

STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page
4.4 Fréquence propre
4.4.1 Définition C’est la fréquence de vibration naturelle d’un organe mécanique. Lorsque cet élément est soumis à des actions extérieures, il peut se mettre à vibrer et créer des problèmes de stabilisation, de fatigue de pièces ou des perturbations dans les boucles d’asservissement. Un même élément mécanique possède plusieurs modes propres ( torsion , flexion, traction, compression...) . Plus la fréquence propre est basse plus les vibrations sont dangereuses.
4.4.2 Formule de base
- La raideur K est le rapport entre l’effort et la flèche induite pour une application donnée. Elle dépend du moment d’inertie de l’élément, du module d’élasticité (Young), du type de cas de charge ( Poutre encastrée par ex)
( Ex :Raideur Ressort = 500 N / mm = Flexion de 1 mm sous 500 N ) - Masse M = Masses extérieures + masse de l’élément ( Préhenseur )
4.4.3 Paramètres influents - Si la masse M # la fréquence propre $ % &&&& ( voir graphique).
- Si la raideur # la fréquence propre # ''''. - Attention: Lorsque l’inertie #, la masse propre peut # et va à l’encontre de l’augmentation de la FP

STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page
4.4.4 Limites acceptables
- Dans les applications du domaine de ferrage l’expérience montre : FP < 10 hertz ( %&&&& Problèmes certains 10 < FP < 20 hertz ( % Risques potentiels FP > 20 hertz ( '''' Pas de problèmes particuliers
4.5 Calculs par éléments finis Nous disposons du logiciel « CADSAP » permettant la validation et l’optimisation de modèles complexes. Ce moyen de calcul d’utilisation aisée nécessite néanmoins une grande rigueur dans la démarche et une bonne interprétation des résultats.
4.5.1 Données de base - Possibilités
Géométrie : Solide 3 D (fermé et manifold) Think3, Cad Key ( Iges, Step ) ( entrées) Filaire 3 D issue d’Autocad ( Dxf ) Modeleur interne CADSAP Sollicitations : Efforts ponctuels ou repartis ( entrées ) Pressions surfaciques Déplacements imposés Masses ponctuelles ( calcul fréquence propres ) Résultats : Déformées ( Sorties ) Contraintes Fréquences propres Moments d’inertie quadratiques et polaires Moments d’inertie dynamiques Masses Exploitation : Images ( jpg, bmp, tif ) intégrable dans document Word Sortie imprimante Notice standard «cadsap»
4.5.2 Coût du calcul Conditions : Données de base correctes et complètes
Modèle Cao converti au format Iges 1er calcul statique sans modification ( vérification ) - Préhenseur côté de caisse 4 à 8 heures - Bâti mécano soudé 4 à 6 heures - Appui 1 à 3 heures
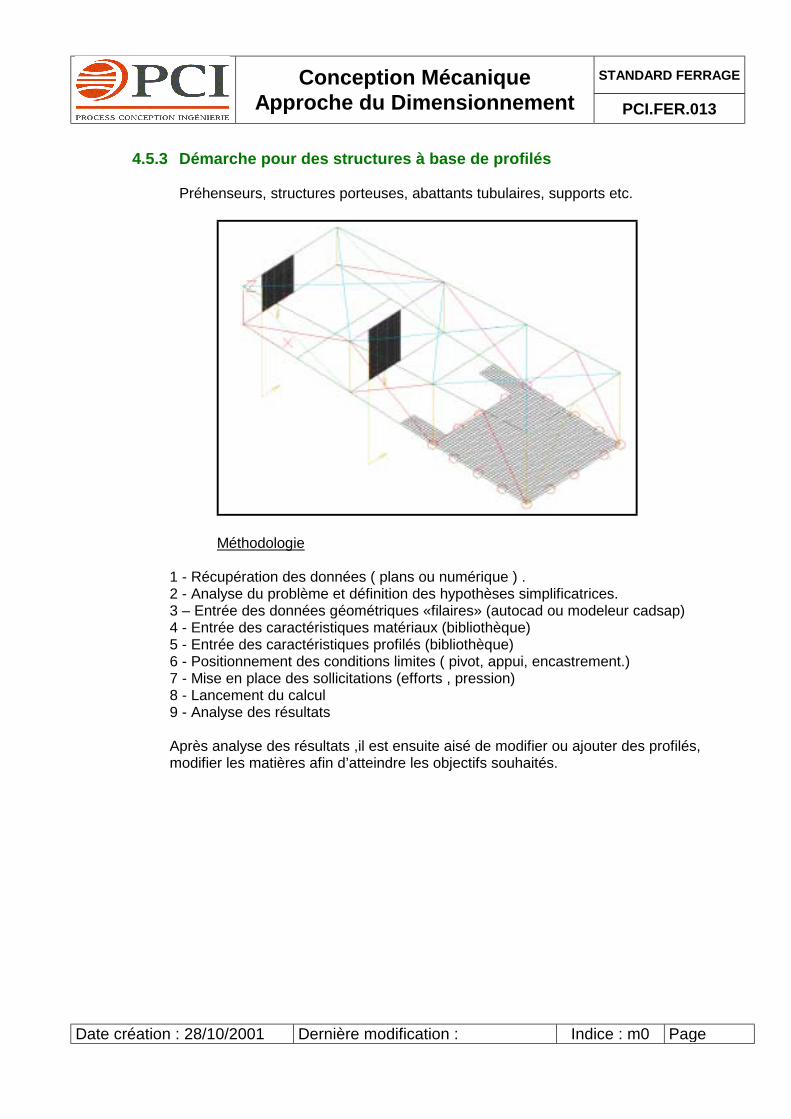
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page
4.5.3 Démarche pour des structures à base de profilés
Préhenseurs, structures porteuses, abattants tubulaires, supports etc.
Méthodologie
1 - Récupération des données ( plans ou numérique ) . 2 - Analyse du problème et définition des hypothèses simplificatrices. 3 – Entrée des données géométriques «filaires» (autocad ou modeleur cadsap) 4 - Entrée des caractéristiques matériaux (bibliothèque) 5 - Entrée des caractéristiques profilés (bibliothèque) 6 - Positionnement des conditions limites ( pivot, appui, encastrement.) 7 - Mise en place des sollicitations (efforts , pression) 8 - Lancement du calcul 9 - Analyse des résultats
Après analyse des résultats ,il est ensuite aisé de modifier ou ajouter des profilés, modifier les matières afin d’atteindre les objectifs souhaités.
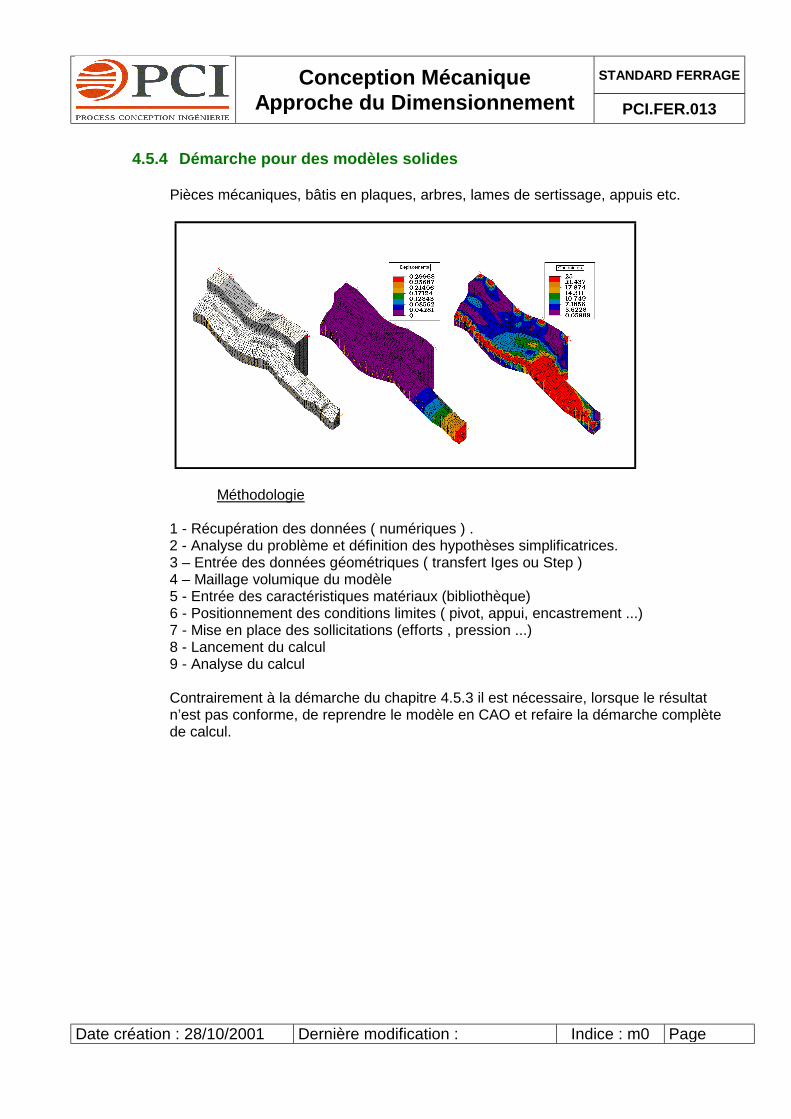
STANDARD FERRAGE
Conception Mécanique Approche du Dimensionnement PCI.FER.013
Date création : 28/10/2001 Dernière modification : Indice : m0 Page
4.5.4 Démarche pour des modèles solides Pièces mécaniques, bâtis en plaques, arbres, lames de sertissage, appuis etc.
Méthodologie
1 - Récupération des données ( numériques ) . 2 - Analyse du problème et définition des hypothèses simplificatrices. 3 – Entrée des données géométriques ( transfert Iges ou Step ) 4 – Maillage volumique du modèle 5 - Entrée des caractéristiques matériaux (bibliothèque) 6 - Positionnement des conditions limites ( pivot, appui, encastrement ...) 7 - Mise en place des sollicitations (efforts , pression ...) 8 - Lancement du calcul 9 - Analyse du calcul
Contrairement à la démarche du chapitre 4.5.3 il est nécessaire, lorsque le résultat n’est pas conforme, de reprendre le modèle en CAO et refaire la démarche complète de calcul.
STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
Calcul des inerties préhenseurs
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 1/16
STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
SOMMAIRE
1 PRESENTATION............................................................................................................. 3
2 RAPPEL DE BASE ......................................................................................................... 3
2.1 POURQUOI CALCULER LES INERTIES ? ............................................................................ 3 2.2 MISE EN MOUVEMENT D’UN SOLIDE................................................................................. 3 2.3 CENTRE DE GRAVITE..................................................................................................... 4 2.4 DEFINITION DES INERTIES.............................................................................................. 5
2.4.1 Le moment d’inertie « J » .................................................................................... 5 2.4.2 Le produit d’inertie ............................................................................................... 6 2.4.3 Transport d’inertie ( Théorème de Huygens ) ..................................................... 6
2.5 MATRICE D’INERTIE....................................................................................................... 7 2.5.1 Définition.............................................................................................................. 7 2.5.2 Axes principaux et moments principaux d’inertie ................................................. 7
3 CALCUL DES INERTIES ................................................................................................ 8
3.1.1 Calcul manuel ...................................................................................................... 8 3.1.2 Calcul direct en CAO ........................................................................................... 8 3.1.3 Calcul avec la feuille Excel « PCI-FER-014-M00 ».............................................. 8
3.1.3.1 Méthodologie de calcul ...............................................................................................................................8 3.1.3.2 La feuille de calcul « PCI-FER-014-M00.XLS » ........................................................................................11 3.1.3.3 Feuille de données....................................................................................................................................12 3.1.3.4 Feuille de résultats ....................................................................................................................................13
3.2 VERIFICATION AVEC L’ABAQUE ..................................................................................... 14 3.3 UTILISATION LOGICIEL CONSTRUCTEUR......................................................................... 15
3.3.1 FANUC .............................................................................................................. 15 3.3.2 ABB.................................................................................................................... 15
4 CONSEILS DE CONCEPTION...................................................................................... 16
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 2/16
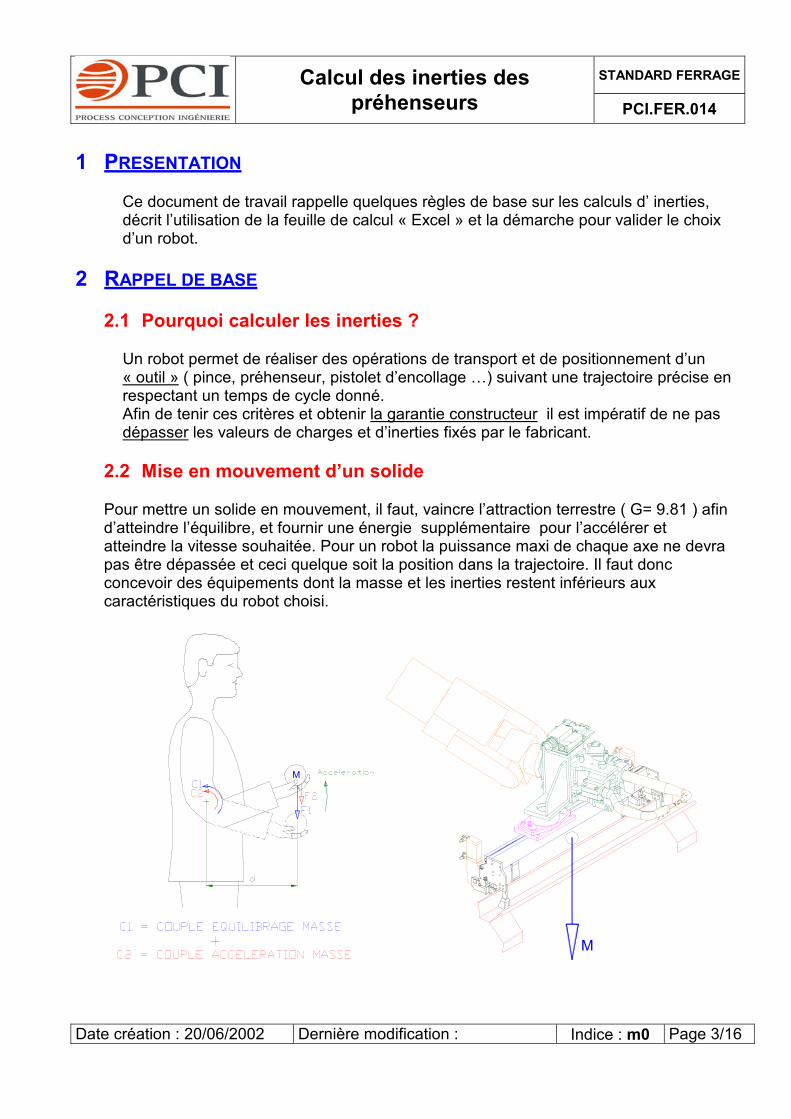
STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
1 PRESENTATION
Ce document de travail rappelle quelques règles de base sur les calculs d’ inerties, décrit l’utilisation de la feuille de calcul « Excel » et la démarche pour valider le choix d’un robot.
2 RAPPEL DE BASE
2.1 Pourquoi calculer les inerties ? Un robot permet de réaliser des opérations de transport et de positionnement d’un « outil » ( pince, préhenseur, pistolet d’encollage …) suivant une trajectoire précise en respectant un temps de cycle donné. Afin de tenir ces critères et obtenir la garantie constructeur il est impératif de ne pas dépasser les valeurs de charges et d’inerties fixés par le fabricant.
2.2 Mise en mouvement d’un solide
Pour mettre un solide en mouvement, il faut, vaincre l’attraction terrestre ( G= 9.81 ) afin d’atteindre l’équilibre, et fournir une énergie supplémentaire pour l’accélérer et atteindre la vitesse souhaitée. Pour un robot la puissance maxi de chaque axe ne devra pas être dépassée et ceci quelque soit la position dans la trajectoire. Il faut donc concevoir des équipements dont la masse et les inerties restent inférieurs aux caractéristiques du robot choisi.
M
M
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 3/16

STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
2.3 Centre de gravité
Le centre de gravité d’un solide correspond au centre d’équilibre de celui-ci
• Calcul du CDG suivant une direction donnée
Xg = Σ (X i .M i) Σ M i
• Exemple
M1
M2
M3
Xg = X1.M1 + X2.M2 + X3.M3 M1 + M2 + M3
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 4/16

STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
2.4 Définition des inerties
Le moment d’inertie caractérise la capacité d’un solide à se mettre en mouvement. Il va permettre de calculer l’énergie nécessaire pour l’accélération ou la décélération d’un solide.
• Mouvement linéaire
F (force d’accélération N ) = M ( masse kg ) x A ( accélération linéaire Mètre / sec2 )
• Mouvement en rotation ( axes d’un robot ) C (couple d’accélération ) = J (inertie kg.m2) x W ( accélération angulaire rd / sec2 )
2.4.1 Le moment d’inertie « J »
Le moment d’inertie par rapport à un axe est le produit d’une masse par la distance à l’axe au carré. Il s’exprime en Kg.m2 ou Kg.mm2
I xx = Σ ( M i . di 2 )
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 5/16

STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
2.4.2 Le produit d’inertie
Le produit d’inertie caractérise l’absence de symétrie dans la répartition des masses. Il s’exprime en Kg.m2 ou Kg.mm2
Pxy = Σ ( M i . Xi . Yi )
2.4.3 Transport d’inertie ( Théorème de Huygens )
Connaissant les valeurs d’inertie par rapport à un axe X’ et la Masse, ce théorème permet de déterminer les valeurs suivant un axe X ( // à X’ )
Ixx = Ix’x’ + M . d2
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 6/16
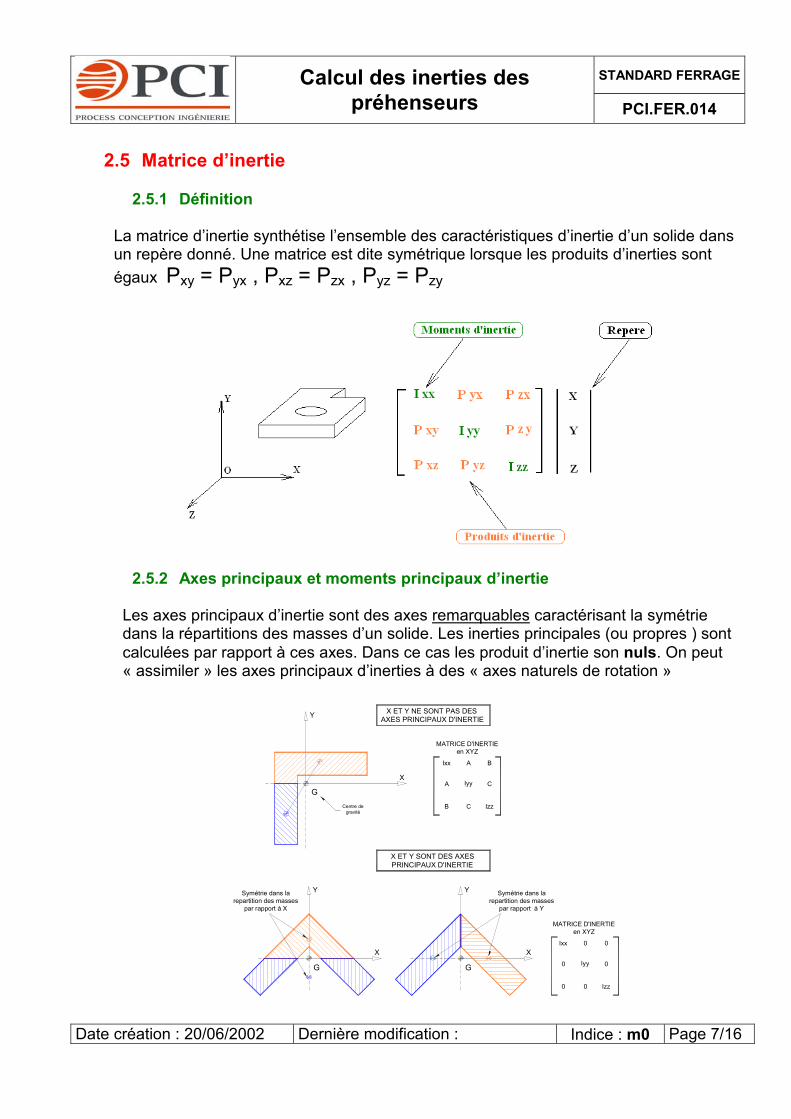
STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
2.5 Matrice d’inertie
2.5.1 Définition
La matrice d’inertie synthétise l’ensemble des caractéristiques d’inertie d’un solide dans un repère donné. Une matrice est dite symétrique lorsque les produits d’inerties sont égaux Pxy = Pyx , Pxz = Pzx , Pyz = Pzy
2.5.2 Axes principaux et moments principaux d’inertie Les axes principaux d’inertie sont des axes remarquables caractérisant la symétrie dans la répartitions des masses d’un solide. Les inerties principales (ou propres ) sont calculées par rapport à ces axes. Dans ce cas les produit d’inertie son nuls. On peut « assimiler » les axes principaux d’inerties à des « axes naturels de rotation »
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 7/16
X
Y
Y
X
Y
X
X ET Y NE SONT PAS DESAXES PRINCIPAUX D'INERTIE
Centre de gravité
G
G
X ET Y SONT DES AXESPRINCIPAUX D'INERTIE
Symétrie dans la repartition des masses
par rapport à X
Symétrie dans la repartition des masses
par rapport à Y
Ixx
A
B
A
C
Iyy
B
C
Izz
MATRICE D'INERTIEen XYZ
0
0
Izz0
Iyy 0
MATRICE D'INERTIEen XYZ
Ixx 0 0
G
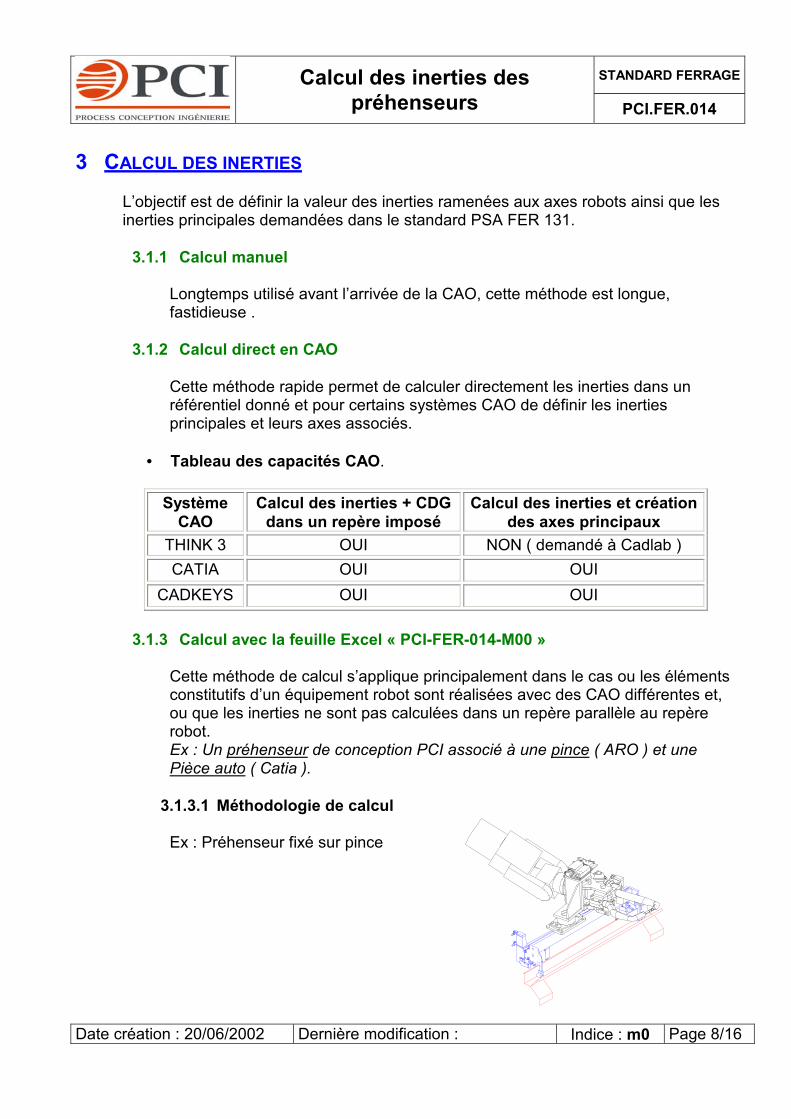
STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
3 CALCUL DES INERTIES
L’objectif est de définir la valeur des inerties ramenées aux axes robots ainsi que les inerties principales demandées dans le standard PSA FER 131.
3.1.1 Calcul manuel Longtemps utilisé avant l’arrivée de la CAO, cette méthode est longue, fastidieuse .
3.1.2 Calcul direct en CAO
Cette méthode rapide permet de calculer directement les inerties dans un référentiel donné et pour certains systèmes CAO de définir les inerties principales et leurs axes associés.
• Tableau des capacités CAO.
Système CAO
Calcul des inerties + CDG dans un repère imposé
Calcul des inerties et création des axes principaux
THINK 3 OUI NON ( demandé à Cadlab ) CATIA OUI OUI
CADKEYS OUI OUI 3.1.3 Calcul avec la feuille Excel « PCI-FER-014-M00 »
Cette méthode de calcul s’applique principalement dans le cas ou les éléments constitutifs d’un équipement robot sont réalisées avec des CAO différentes et, ou que les inerties ne sont pas calculées dans un repère parallèle au repère robot. Ex : Un préhenseur de conception PCI associé à une pince ( ARO ) et une Pièce auto ( Catia ).
3.1.3.1 Méthodologie de calcul Ex : Préhenseur fixé sur pince
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 8/16

STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
• Phase N°1 : Définition du repère robot
Le repère robot est orthonormé son l’origine passe par l’axe 6 - L’axe Z est orienté suivant l’axe 6 dirigé vers l’extérieur - L’axe X est orienté suivant les goupilles situées sur le flasque de l’axe 6 *
L’axe Y est déduit des 2 autres positions ( repère direct ) - * Orientation de l’axe X
• Phase N°2 Calcul de l’inertie préhenseur / centre de gravité Les valeurs d’inerties sont calculées en CAO suivant un repère connu .
Repere Prehenseur
Preh1
1
G
2
Centre de gravité
3
PyzPxz Izz
PzxPyxIxx
IyyPxy Pzy
MATRICE D'INERTIErepere PREH 1
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 9/16

STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
Phase N°3 Définition de la matrice de passage « Preh1 » vers « Preh2 »
La matrice de passage permet, par un changement de coordonnées de calculer l’inertie dans le repère « Preh2 » .Cette opération nécessite l’utilisation ’un système CAO a ) Positionner en G un repère « Preh2 » parallèle au repère robot R1 b ) Positionner 3 points ABC distant de G de 1 mm sur repère « Preh2 »
c ) Mesurer les coordonnées de ces points dans le repère « Preh1 » et les reporter dans la matrice de passage (Ax, Ay, Az … )
Repere R0BOT R1
MATRICE DE PASSAGEPreh1 --> preh2
CyByAy
Az Bz Cz
Ax Bx Cx
Repere prehenseur
preh1Repere
prehenseurpreh2
Centre de gravité
MATRICE D'INERTIErepere PREH 1
PyzPxz Izz
PzyPxy Iyy
PzxPyxIxx
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 10/16

STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
Phase N°4 Transport d’inertie du repère « Preh2 » vers le repère « ROBOT » Le théorème de Huygens (voir & 2.4.3 ) est appliqué pour calculer les inerties au niveau des axes robots .
a) Relever dans le repère « ROBOT » la position ( XYZ ) du centre de gravité du préhenseur et déterminer la masse M
Repere prehenseur
preh2
Repère ROBOT R1
XG
YG
ZG
G =
Transfert d'inertie
Masse
M
3.1.3.2 La feuille de calcul « PCI-FER-014-M00.XLS » Le classeur Excel possède 3 feuilles permettant d’entrer les données de base pour la pièce, le préhenseur, la pince et une feuille de résultats. Cette feuille est disponible sous FERFER\standard_pci_fer\pci…\ bibliotheque_numerique\documents_pcifer\inerties
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 11/16

STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
3.1.3.3 Feuille de données
1 - Zone de caractéristiques générales ( A renseigner sur la feuille résultats ) 2 - Entrée des valeurs d’inerties en G calculées en CAO ( moments + produits ). 3 - Calcul des inerties principales ( cliquer sur calcul pour obtenir les valeurs ). 4 - Inerties par rapport aux axes robot connues ( case à cocher ). 5 - Inerties par rapport aux axes robot inconnues ( case à cocher ) 6 - Zone de saisie des coordonnées des points A B C dans repère Preh1 7 - Zone de saisie des valeurs d’inertie calculées suivant le repère Robot R1 8 - Entrée de la position du centre de gravité G de l’élément dans le repère Robot R1 9 - Entrée de la masse de l’élément 10 – Remise à zéro des valeurs
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 12/16
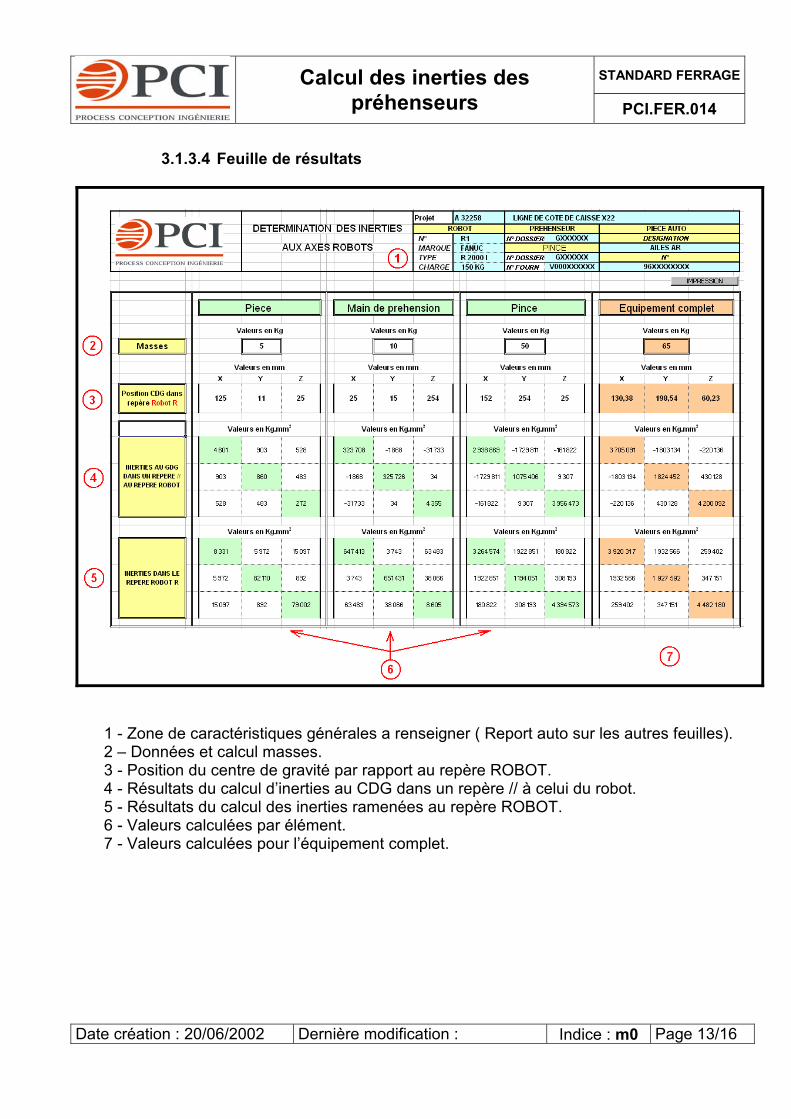
STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
3.1.3.4 Feuille de résultats
1 - Zone de caractéristiques générales a renseigner ( Report auto sur les autres feuilles). 2 – Données et calcul masses. 3 - Position du centre de gravité par rapport au repère ROBOT. 4 - Résultats du calcul d’inerties au CDG dans un repère // à celui du robot. 5 - Résultats du calcul des inerties ramenées au repère ROBOT. 6 - Valeurs calculées par élément. 7 - Valeurs calculées pour l’équipement complet.
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 13/16
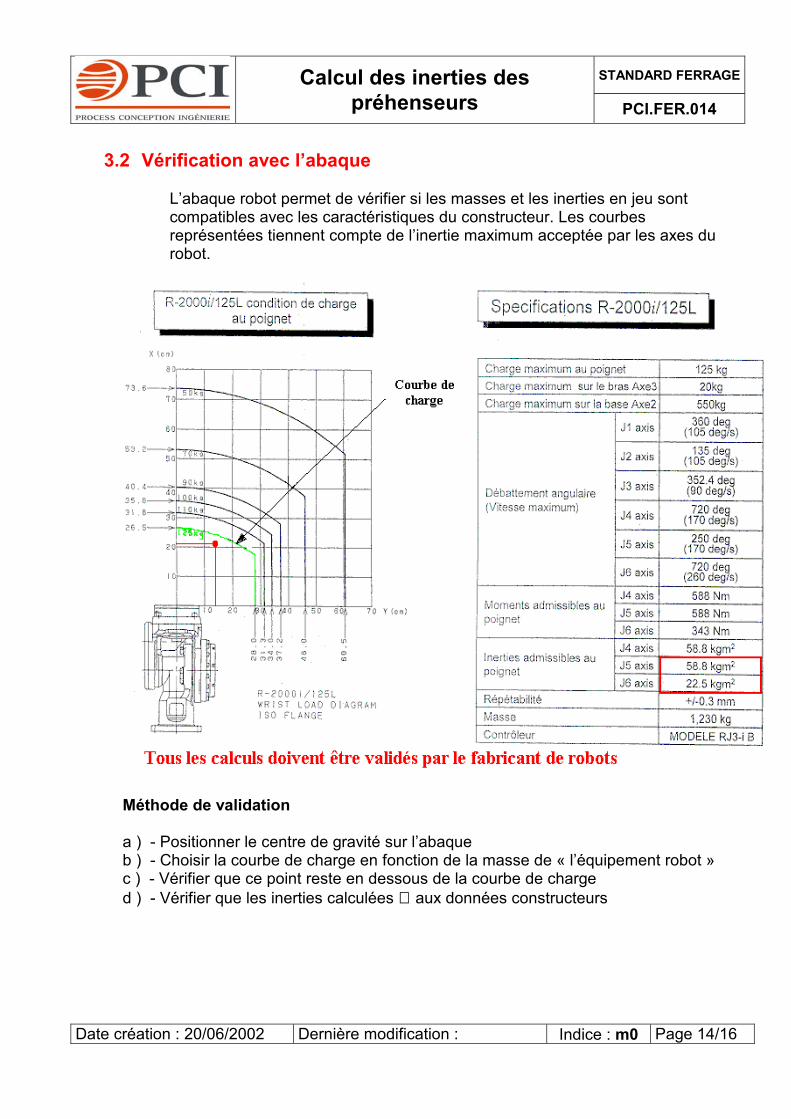
STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
3.2 Vérification avec l’abaque
L’abaque robot permet de vérifier si les masses et les inerties en jeu sont compatibles avec les caractéristiques du constructeur. Les courbes représentées tiennent compte de l’inertie maximum acceptée par les axes du robot.
Méthode de validation a ) - Positionner le centre de gravité sur l’abaque b ) - Choisir la courbe de charge en fonction de la masse de « l’équipement robot » c ) - Vérifier que ce point reste en dessous de la courbe de charge d ) - Vérifier que les inerties calculées ∗ aux données constructeurs
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 14/16
STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
3.3 Utilisation logiciel constructeur
L’utilisation des abaques ne suffit pas toujours pour valider les charges en particulier lorsque les inerties sont dépassées et que le CDG reste nettement à l’intérieur de l’abaque.
3.3.1 FANUC
• Documents à consulter
- Feuille de données robot « fanuc_client » ( doc à transmettre au client ) - Feuille de calcul Excel de validation « fanuc_valid » - Notice explicative « notice_calc »
3.3.2 ABB
• Documents à consulter
Le document à disposition se limite à un abaque amélioré pour les 6400 et 6400 R mais ne permet une validation avancée. - Abaque « abb_abaque »
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 15/16
STANDARD FERRAGE
Calcul des inerties des préhenseurs PCI.FER.014
4 CONSEILS DE CONCEPTION
• Remarque pour le calcul d’inertie sous think3 .
- Pour calculer les inerties d’un modèle avec des composants , ne pas sélectionner à l’aide d’une fenêtre mais unitairement à la souris ou faire « sélectionner tout » dans le menu contextuel. - Pour les sections simplifiées (ex : KANYA ) ne pas oublier d’adapter la densité .
• Approcher le centre de gravité du préhenseur des axes du robot .
« L’inertie évolue avec le carré de la distance »
• Dans certains cas vérifier les inerties avec et sans pièce ( effet de balourd ).
• Si les inerties calculées restent inférieures à 75% des maximum autorisées aucun réglage d’asservissement n’est à faire (cf. Fanuc ). Au dessus de 75% un ajustement par tâtonnement est nécessaire et donc plus long en atelier .
• Ajouter des masses afin de simuler, les coffrets, les distributeurs, les tuyauteries et
la visserie.( 1 à 10% de la masse totale suivant l’importance de l’équipement )
• Optimiser le nombre de serrages • Alléger les appuis et les touches • Ajourer les bâtis • Opter pour le mécano-soudé aluminium dans certain cas
Date création : 20/06/2002 Dernière modification : Indice : m0 Page 16/16
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 1/11
SOMMAIRE 1 PRESENTATION............................................................................................................. 2
2 DESCRIPTIF TECHNIQUE ............................................................................................. 3 2.1 LES ELEMENTS DU RETOURNEUR ................................................................................... 3
2.1.1 Retournement ...................................................................................................... 3 2.1.2 Positionnement .................................................................................................... 6 2.1.3 Installation de l’équipement ................................................................................. 6 2.1.4 Bati....................................................................................................................... 7 2.1.5 Implantation ......................................................................................................... 7 2.1.6 Sécurité................................................................................................................ 7
3 LIMITES D’UTILISATION................................................................................................ 8
4 MAINTENANCE............................................................................................................... 8 4.1 MANCHON MECANIQUE.................................................................................................. 8 4.2 MAINTENANCE SPECIFIQUE............................................................................................ 9
5 CODIFICATION............................................................................................................... 9 5.1 CODIFICATION DES K6 DU RETOURNEUR ........................................................................ 9 5.2 BIBLIOTHEQUE CAO..................................................................................................... 9 5.3 DIMENSION ................................................................................................................ 10
Rédigé par : Christophe GILLET R et D STANDARD
Validé par :
Observations :
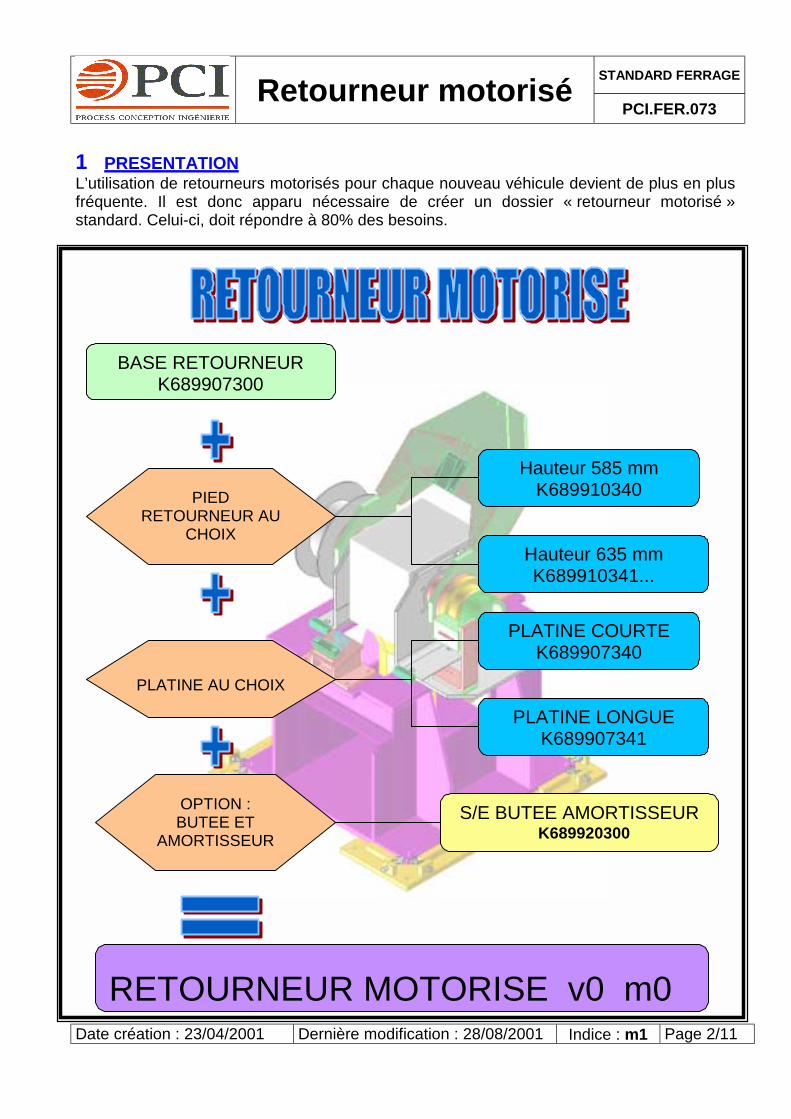
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 2/11
1 PRESENTATION L’utilisation de retourneurs motorisés pour chaque nouveau véhicule devient de plus en plus fréquente. Il est donc apparu nécessaire de créer un dossier « retourneur motorisé » standard. Celui-ci, doit répondre à 80% des besoins.
BASE RETOURNEUR K689907300
Hauteur 635 mm K689910341...
Hauteur 585 mm K689910340
S/E BUTEE AMORTISSEUR K689920300
PIED RETOURNEUR AU
CHOIX
OPTION : BUTEE ET
AMORTISSEUR
RETOURNEUR MOTORISE v0 m0
PLATINE LONGUE K689907341
PLATINE COURTE K689907340
PLATINE AU CHOIX
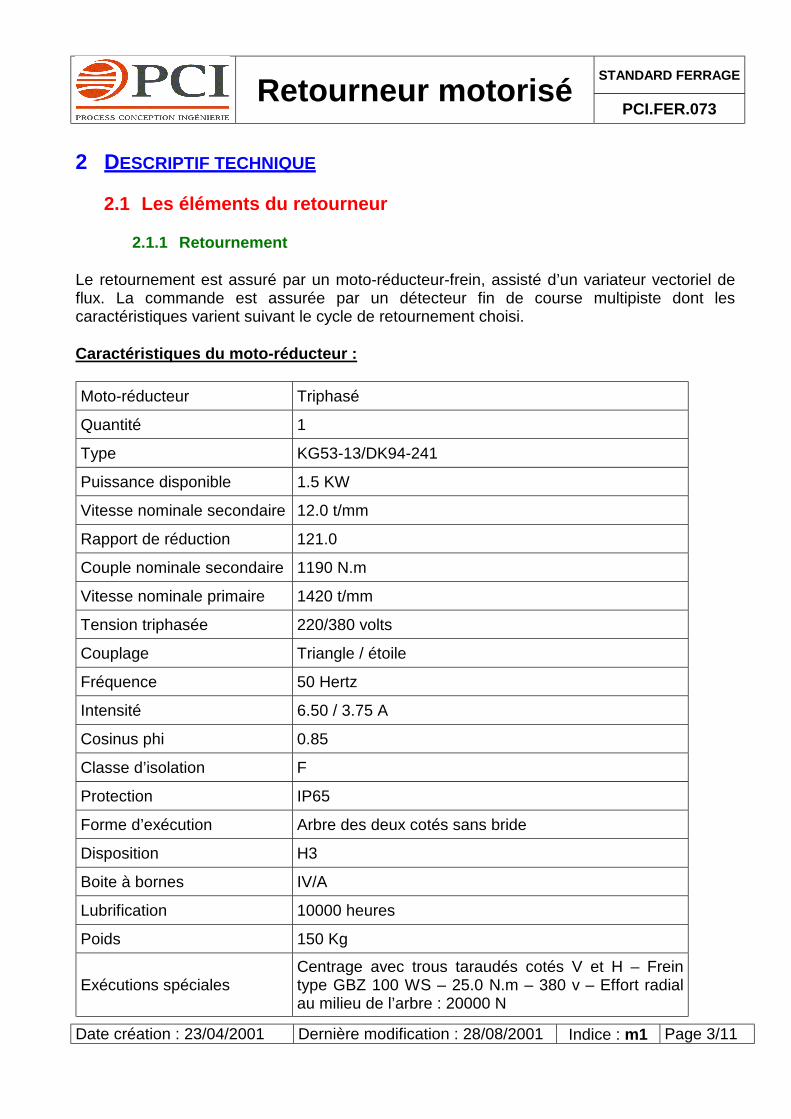
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 3/11
2 DESCRIPTIF TECHNIQUE
2.1 Les éléments du retourneur
2.1.1 Retournement Le retournement est assuré par un moto-réducteur-frein, assisté d’un variateur vectoriel de flux. La commande est assurée par un détecteur fin de course multipiste dont les caractéristiques varient suivant le cycle de retournement choisi. Caractéristiques du moto-réducteur : Moto-réducteur Triphasé
Quantité 1
Type KG53-13/DK94-241
Puissance disponible 1.5 KW
Vitesse nominale secondaire 12.0 t/mm
Rapport de réduction 121.0
Couple nominale secondaire 1190 N.m
Vitesse nominale primaire 1420 t/mm
Tension triphasée 220/380 volts
Couplage Triangle / étoile
Fréquence 50 Hertz
Intensité 6.50 / 3.75 A
Cosinus phi 0.85
Classe d’isolation F
Protection IP65
Forme d’exécution Arbre des deux cotés sans bride
Disposition H3
Boite à bornes IV/A
Lubrification 10000 heures
Poids 150 Kg
Exécutions spéciales Centrage avec trous taraudés cotés V et H – Frein type GBZ 100 WS – 25.0 N.m – 380 v – Effort radial au milieu de l’arbre : 20000 N
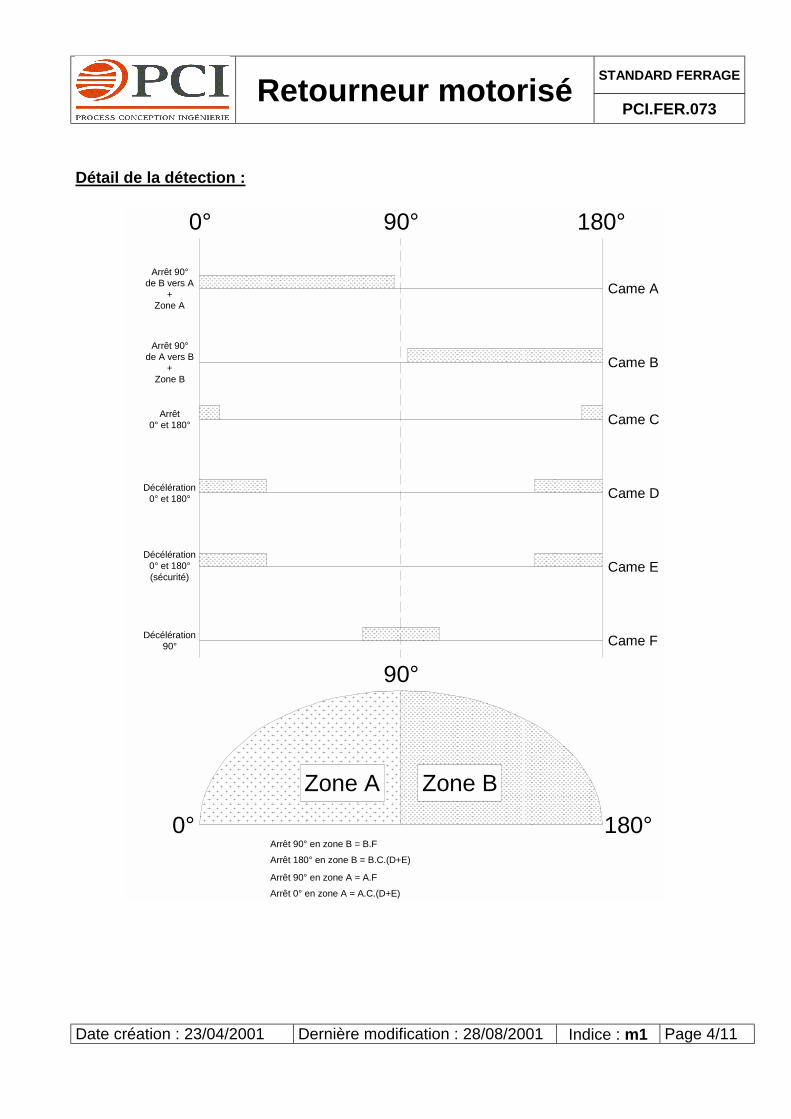
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 4/11
Détail de la détection :
90° 180°0°
Zone A Zone B
0°
90°
180°
Came F
Came E
Came D
Came C
Came B
Came AArrêt 90°
de B vers A+
Zone A
Arrêt 90°de A vers B
+Zone B
Arrêt0° et 180°
Décélération0° et 180°
Décélération0° et 180°(sécurité)
Décélération90°
Arrêt 90° en zone B = B.FArrêt 180° en zone B = B.C.(D+E)
Arrêt 90° en zone A = A.FArrêt 0° en zone A = A.C.(D+E)
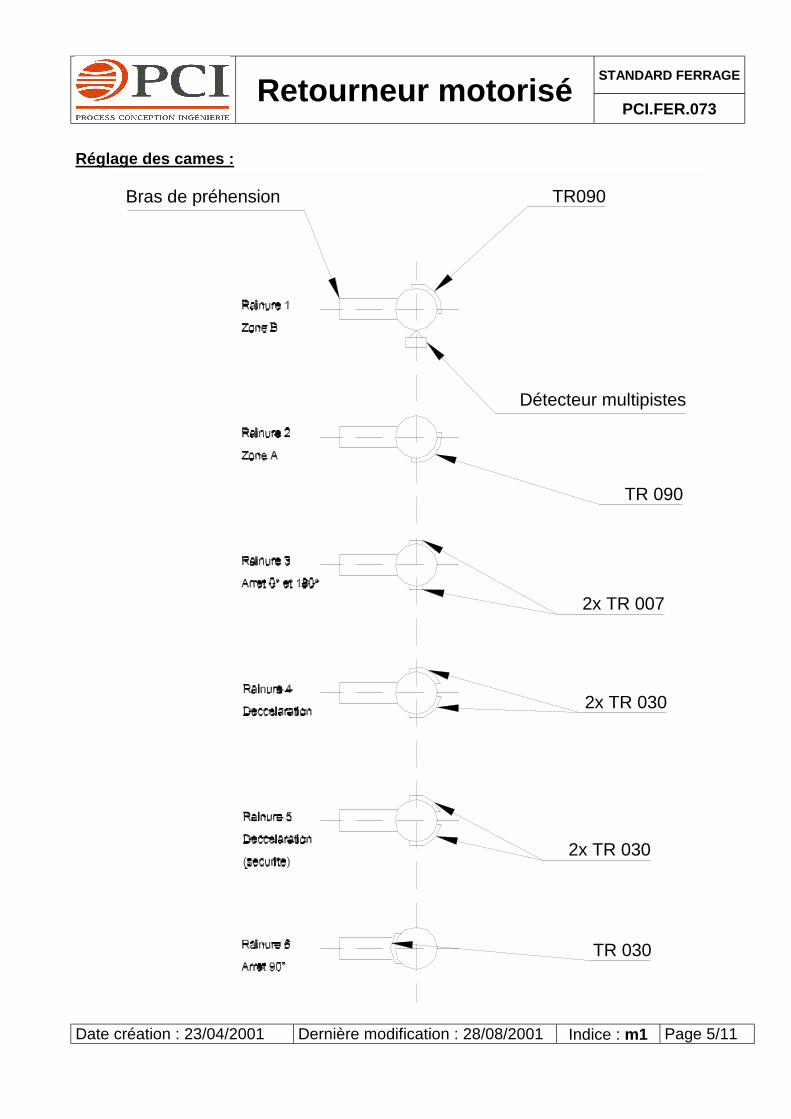
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 5/11
Réglage des cames :
Bras de préhension TR090
Détecteur multipistes
TR 090
2x TR 007
2x TR 030
2x TR 030
TR 030
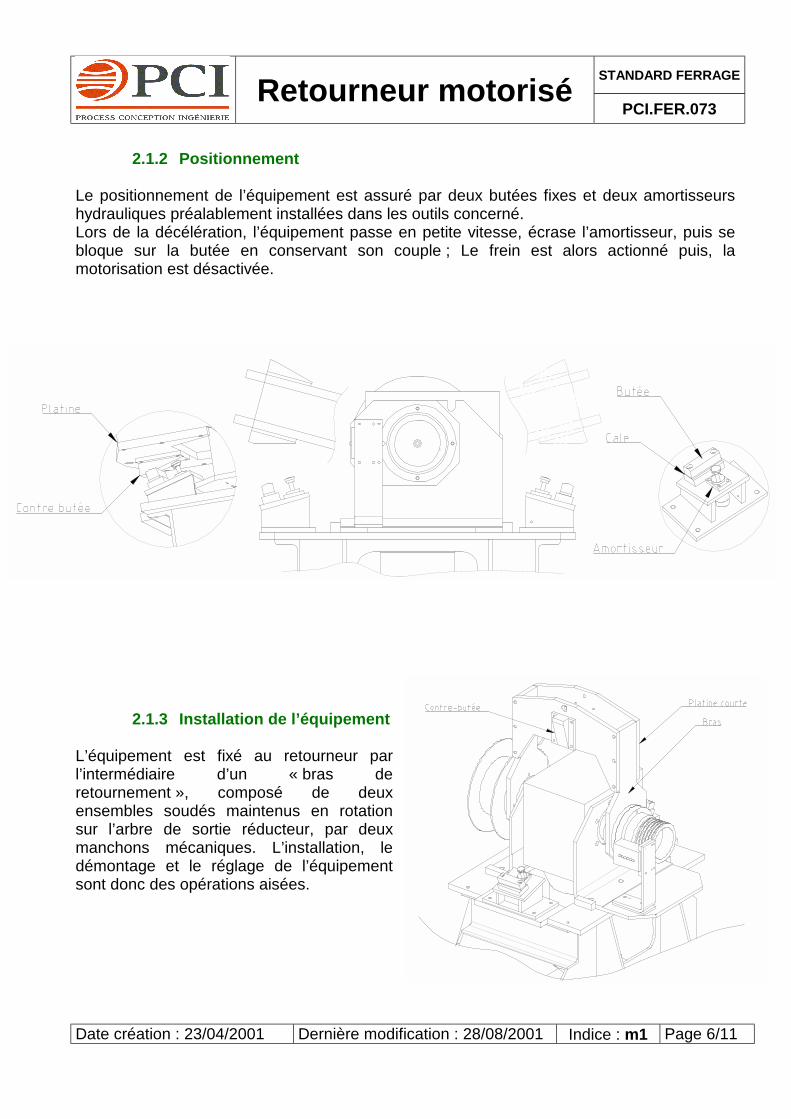
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 6/11
2.1.2 Positionnement Le positionnement de l’équipement est assuré par deux butées fixes et deux amortisseurs hydrauliques préalablement installées dans les outils concerné. Lors de la décélération, l’équipement passe en petite vitesse, écrase l’amortisseur, puis se bloque sur la butée en conservant son couple ; Le frein est alors actionné puis, la motorisation est désactivée.
2.1.3 Installation de l’équipement L’équipement est fixé au retourneur par l’intermédiaire d’un « bras de retournement », composé de deux ensembles soudés maintenus en rotation sur l’arbre de sortie réducteur, par deux manchons mécaniques. L’installation, le démontage et le réglage de l’équipement sont donc des opérations aisées.
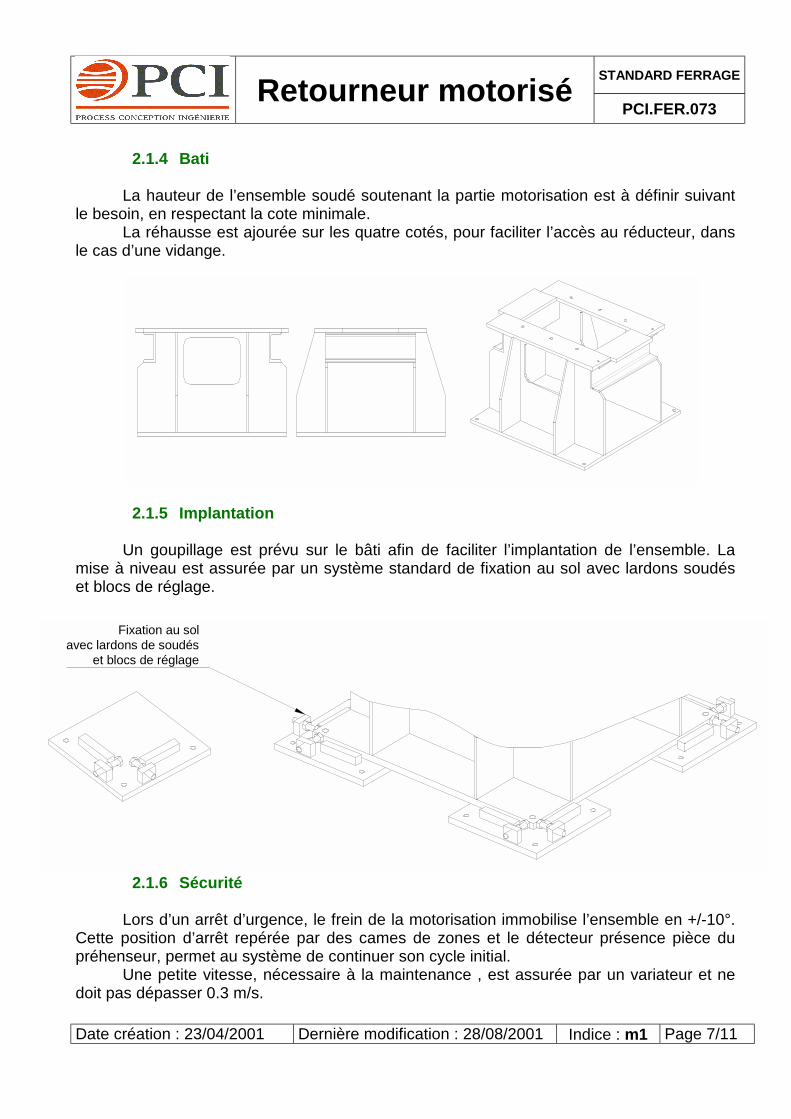
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 7/11
2.1.4 Bati
La hauteur de l’ensemble soudé soutenant la partie motorisation est à définir suivant le besoin, en respectant la cote minimale. La réhausse est ajourée sur les quatre cotés, pour faciliter l’accès au réducteur, dans le cas d’une vidange.
2.1.5 Implantation Un goupillage est prévu sur le bâti afin de faciliter l’implantation de l’ensemble. La mise à niveau est assurée par un système standard de fixation au sol avec lardons soudés et blocs de réglage.
2.1.6 Sécurité Lors d’un arrêt d’urgence, le frein de la motorisation immobilise l’ensemble en +/-10°.
Cette position d’arrêt repérée par des cames de zones et le détecteur présence pièce du préhenseur, permet au système de continuer son cycle initial.
Une petite vitesse, nécessaire à la maintenance , est assurée par un variateur et ne doit pas dépasser 0.3 m/s.
Fixation au solavec lardons de soudés
et blocs de réglage
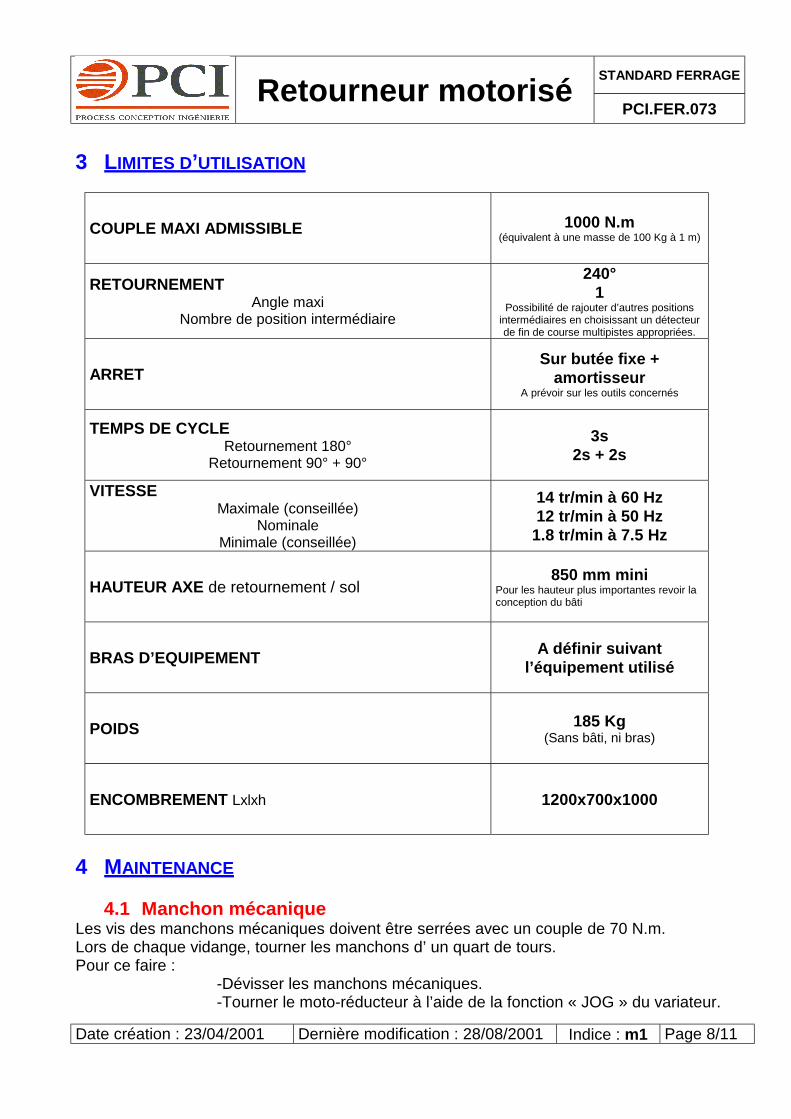
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 8/11
3 LIMITES D’UTILISATION
COUPLE MAXI ADMISSIBLE 1000 N.m (équivalent à une masse de 100 Kg à 1 m)
RETOURNEMENT Angle maxi
Nombre de position intermédiaire
240° 1
Possibilité de rajouter d’autres positions intermédiaires en choisissant un détecteur de fin de course multipistes appropriées.
ARRET Sur butée fixe +
amortisseur A prévoir sur les outils concernés
TEMPS DE CYCLE Retournement 180°
Retournement 90° + 90° 3s
2s + 2s
VITESSE Maximale (conseillée)
Nominale Minimale (conseillée)
14 tr/min à 60 Hz 12 tr/min à 50 Hz
1.8 tr/min à 7.5 Hz
HAUTEUR AXE de retournement / sol 850 mm mini
Pour les hauteur plus importantes revoir la conception du bâti
BRAS D’EQUIPEMENT A définir suivant l’équipement utilisé
POIDS 185 Kg (Sans bâti, ni bras)
ENCOMBREMENT Lxlxh 1200x700x1000
4 MAINTENANCE
4.1 Manchon mécanique Les vis des manchons mécaniques doivent être serrées avec un couple de 70 N.m. Lors de chaque vidange, tourner les manchons d’ un quart de tours. Pour ce faire : -Dévisser les manchons mécaniques. -Tourner le moto-réducteur à l’aide de la fonction « JOG » du variateur.
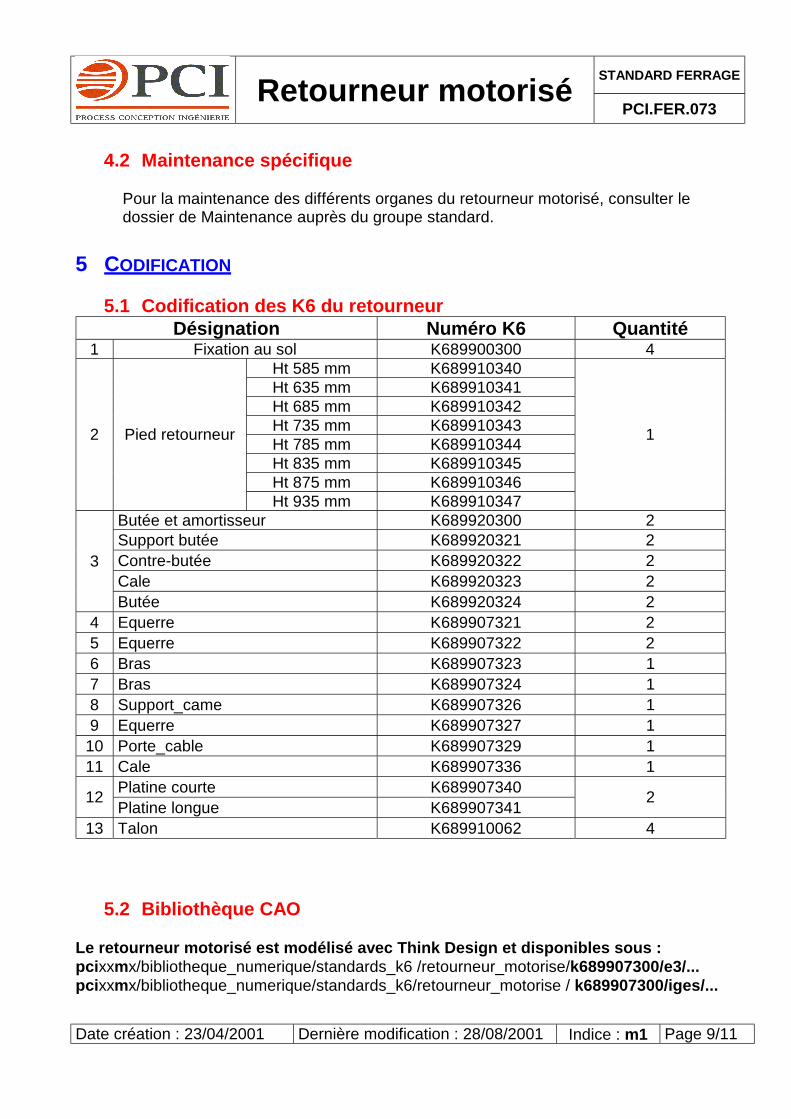
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 9/11
4.2 Maintenance spécifique
Pour la maintenance des différents organes du retourneur motorisé, consulter le dossier de Maintenance auprès du groupe standard.
5 CODIFICATION
5.1 Codification des K6 du retourneur Désignation Numéro K6 Quantité
1 Fixation au sol K689900300 4 Ht 585 mm K689910340 Ht 635 mm K689910341 Ht 685 mm K689910342 Ht 735 mm K689910343 Ht 785 mm K689910344 Ht 835 mm K689910345 Ht 875 mm K689910346
2 Pied retourneur
Ht 935 mm K689910347
1
Butée et amortisseur K689920300 2 Support butée K689920321 2 Contre-butée K689920322 2 Cale K689920323 2
3
Butée K689920324 2 4 Equerre K689907321 2 5 Equerre K689907322 2 6 Bras K689907323 1 7 Bras K689907324 1 8 Support_came K689907326 1 9 Equerre K689907327 1
10 Porte_cable K689907329 1 11 Cale K689907336 1
Platine courte K689907340 12 Platine longue K689907341 2
13 Talon K689910062 4
5.2 Bibliothèque CAO Le retourneur motorisé est modélisé avec Think Design et disponibles sous : pcixxmx/bibliotheque_numerique/standards_k6 /retourneur_motorise/k689907300/e3/... pcixxmx/bibliotheque_numerique/standards_k6/retourneur_motorise / k689907300/iges/...
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 10/11
Les planches d’ensemble du retourneur motorisé sont disponible sous : pcixxmx/bibliotheque_numerique/standards_k6 /retourneur_motorisé/k689907300/tif/... Les plans de réalisation du retourneur motorisé sont disponible sous : pcixxmx/bibliotheque_numerique/standards_k6/retourneur_motorise/k689907300/tif/... Le pied retourneur motorisé est modélisé avec Think Design et disponibles sous : pcixxmx/bibliotheque_numerique/standards_k6/retourneur_motorise / k689907340/e3/... pcixxmx/bibliotheque_numerique/standards_k6/retourneur_motorise / k689907340/iges/... Le plans de réalisation du pied retourneur motorisé sont disponible sous : pcixxmx/bibliotheque_numerique/standards_k6/retourneur_motorise / k689907340/e2/... L’ensemble « butée/amortisseur est modélisé avec Think Design et disponibles sous : pcixxmx/bibliotheque_numerique/standards_k6/retourneur_motorise / k689920300/e3/... pcixxmx/bibliotheque_numerique/standards_k6/retourneur_motorise / k689920300/iges/... La planches d’ensemble de la butée amortissement est disponible sous : pcixxmx/bibliotheque_numerique/standards_k6/retourneur_motorise / k689920300/tif/... Les plans de réalisation de l’ensemble « butée/amortisseur » est disponible sous : pcixxmx/bibliotheque_numerique/standards_k6/retourneur_motorise / k6899203**/tif/...
5.3 Dimension
STANDARD FERRAGE
Retourneur motorisé
PCI.FER.073
Date création : 23/04/2001 Dernière modification : 28/08/2001 Indice : m1 Page 11/11
Sous ensemble K689907300_**_**.tif
STANDARD FERRAGE
POSTE ENTREE-SORTIE PCI.FER.075
SOMMAIRE
1 PRESENTATION...............................................................................................................2
2 CONCEPTION...................................................................................................................3
2.1 PIED TOURNANT INDEXE..................................................................................................4 2.1.1 Capacités du pied tournant indexé.........................................................................4 2.1.2 Implantation et encombrement...............................................................................4
2.2 PLATINE DE RECEPTION ..................................................................................................6 2.2.1 Réglages................................................................................................................7
2.3 PROTECTION..................................................................................................................7
3 BIBLIOTHEQUE CAO.......................................................................................................7
Rédigé par : Christian CHIPAUX R et D STANDARD
Validé par :
Observations :
Date création : 28/08/01 Dernière modification : 09/07/2002 Indice : m3 Page 1/7

STANDARD FERRAGE
POSTE ENTREE-SORTIE PCI.FER.075
1 PRESENTATION
Le poste entrée-sortie a pour objet de pivoter une pièce de 180° et de bloquer cette pièce dans ses 2 positions possibles par un verrou pneumatique et permet ainsi de charger et décharger manuellement des pièces de taille moyenne (capot, porte, volet …) dans un îlot de production
.
0
Date création : 28/08/01 Dernière modification : 09
K68992190
/07/2002 Indice : m3 Page 2/7
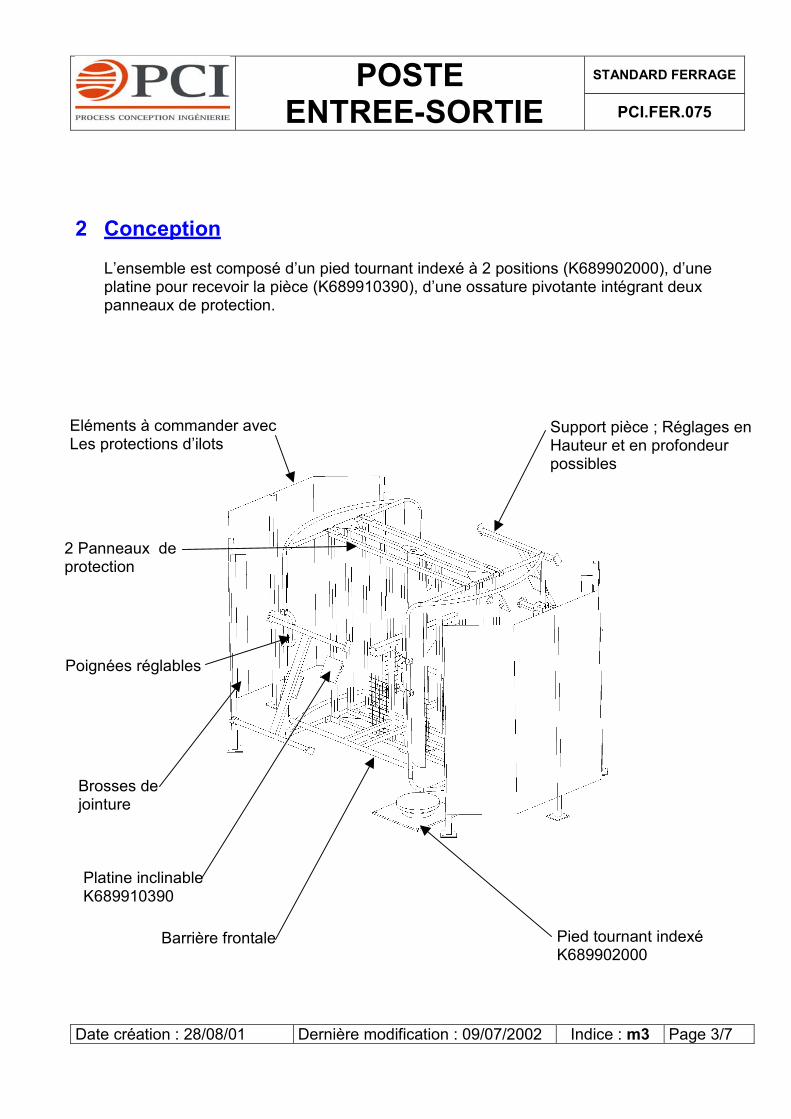
STANDARD FERRAGE
POSTE ENTREE-SORTIE PCI.FER.075
2 Conception
L’ensemble est composé d’un pied tournant indexé à 2 positions (K689902000), d’une platine pour recevoir la pièce (K689910390), d’une ossature pivotante intégrant deux panneaux de protection.
Eléments à commander avec Les protections d’ilots
Support pièce ; Réglages en Hauteur et en profondeur possibles
2 Panneaux de protection
Poignées réglables
Platine inclinable K689910390
Brosses de jointure
Barrière frontale Pied tournant indexé K689902000
Date création : 28/08/01 Dernière modification : 09/07/2002 Indice : m3 Page 3/7
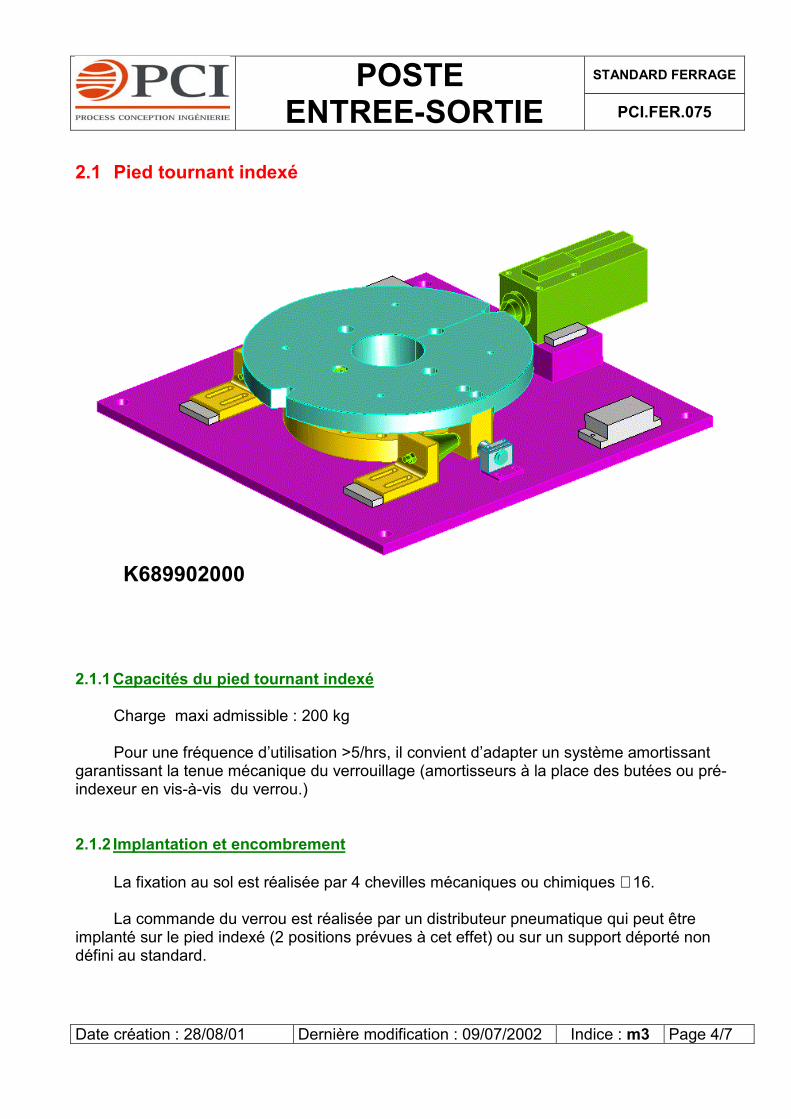
STANDARD FERRAGE
POSTE ENTREE-SORTIE PCI.FER.075
2.1 Pied tournant indexé
0 2.1.1
garainde
2.1.2
impladéfin
Date
K68990200
Capacités du pied tournant indexé
Charge maxi admissible : 200 kg Pour une fréquence d’utilisation >5/hrs, il convient d’adapter un système amortissant
ntissant la tenue mécanique du verrouillage (amortisseurs à la place des butées ou pré-xeur en vis-à-vis du verrou.)
Implantation et encombrement La fixation au sol est réalisée par 4 chevilles mécaniques ou chimiques ∅ 16. La commande du verrou est réalisée par un distributeur pneumatique qui peut être nté sur le pied indexé (2 positions prévues à cet effet) ou sur un support déporté non i au standard.
création : 28/08/01 Dernière modification : 09/07/2002 Indice : m3 Page 4/7
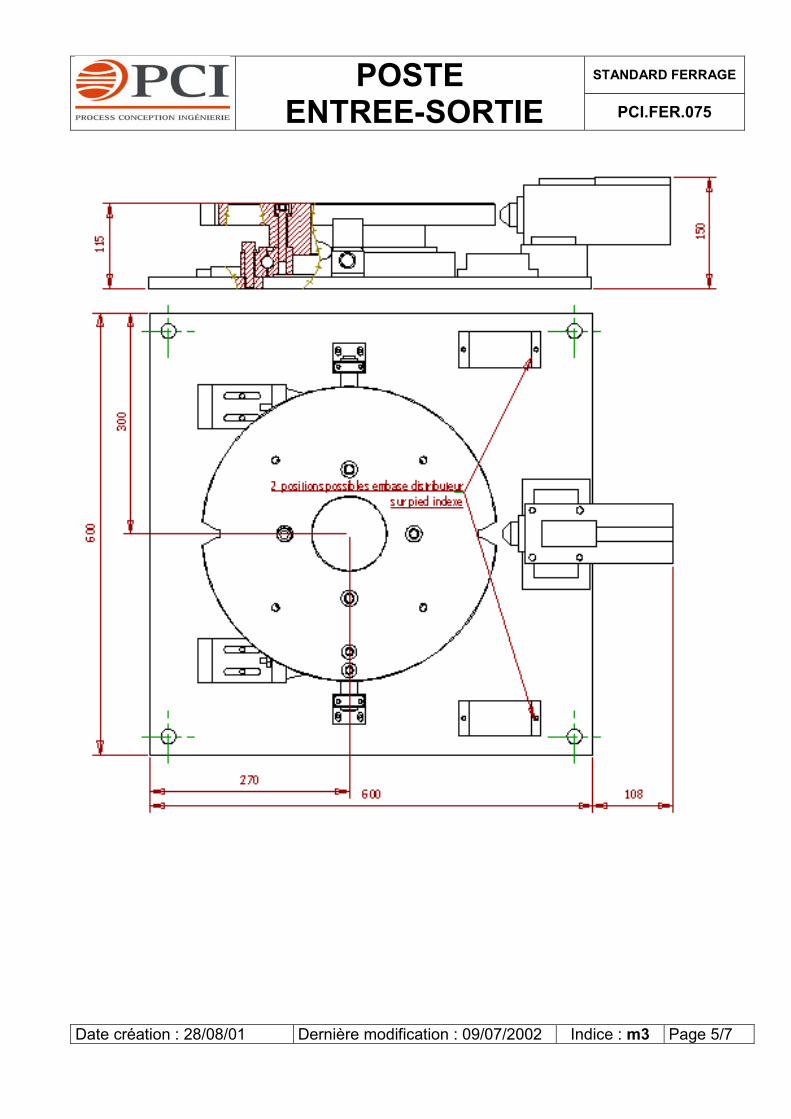
STANDARD FERRAGE
POSTE ENTREE-SORTIE PCI.FER.075
Date création : 28/08/01 Dernière modification : 09/07/2002 Indice : m3 Page 5/7
STANDARD FERRAGE
POSTE ENTREE-SORTIE PCI.FER.075
2.2 Platine de réception
Cette platine est destinée à recevoir le support pièce : elle est immobilisée après réglages par de petits cordons de soudure.
K689910390
La définition du support de pièce est donnée à titre d’information. Elle devra être adaptée en fonction de la pièce à recevoir.
Date création : 28/08/01 Dernière modification : 09/07/2002 Indice : m3 Page 6/7
STANDARD FERRAGE
POSTE ENTREE-SORTIE PCI.FER.075
2.2.1 Réglages
Le support pièce est réglable en hauteur et en profondeur par découpe du tube de liaison ; les panneaux de protection sont à ajuster en fonction de cette position.
La barrière frontale est également réglable en hauteur et en profondeur par découpe. Les poignées peuvent être orientées et positionnées à la hauteur désirée.
La position de chacun des éléments est garantie par des cordons de soudure réalisés après réglage sur site.
2.3 Protection Les protections transparentes et grillagées interdisent l’accès à toute personne dans
l’îlot quelque soit la position de l’élément tournant . La définition de ces protections existe dans le plan d’ensemble K689921900 mais n’est
pas dans la nomenclature du poste entrée-sortie : il convient de les commander avec la protection de l’îlot.
3 Bibliothèque CAO
• Le pied tournant indexé est modélisé avec Think Design et disponibles sous : bibliotheque_numerique/poste_entree-sortie /e3
• Les plans de détail du pied tournant indexé sont disponibles sous :
bibliotheque_numerique/ poste_entree-sortie /tif
Date création : 28/08/01 Dernière modification : 09/07/2002 Indice : m3 Page 7/7
STANDARD FERRAGE
Les diagrammes de cycle
PCI.FER.102
Date création : 27/01/04 Dernière modification : ../../.. Indice : m0 Page 1/8
SOMMAIRE
1 DIAGRAMME DE CYCLE ............................................................................................... 2
2 TEMPS AUTOMATIQUES ELEMENTAIRES.................................................................. 3
3 TEMPS MANUELS ELEMENTAIRES............................................................................. 6
4 EXEMPLE........................................................................................................................ 8 Rédigé par : Cyril SADY R et D STANDARD
Validé par : Observations :
STANDARD FERRAGE
Les diagrammes de cycle
PCI.FER.102
Date création : 27/01/04 Dernière modification : ../../.. Indice : m0 Page 2/8
Le diagramme de cycle doit être réalisé par le Pilote Etude Affaire ou une personne d’expérience.
1 DIAGRAMME DE CYCLE Les diagrammes de cycle sont décrits dans le cahier des charges PSAFER102 . Vous pouvez la consulter en cliquant sur le lien ci-dessous .
PSA.FER.102
Nota : Ne pas oublier certains évènements pour établir le diagramme.
- Nombre de rotation robot - Temps d’attente robot - Inter-vérouillages robots - Eviter les retours robots (flux croisés) - Penser aux phases de freinage, d’accélération et de dégagement - L’enchaînement de mouvements en ouverture et fermeture - Difficulté d’atteindre certains points
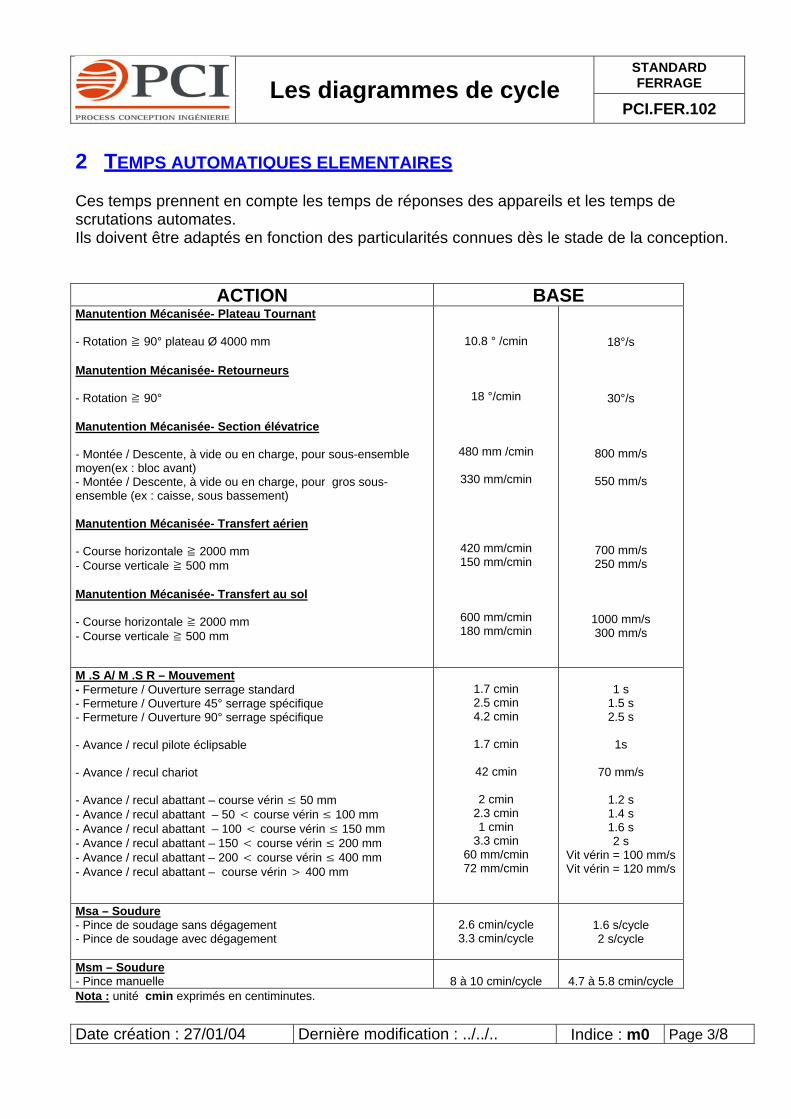
STANDARD FERRAGE
Les diagrammes de cycle
PCI.FER.102
Date création : 27/01/04 Dernière modification : ../../.. Indice : m0 Page 3/8
2 TEMPS AUTOMATIQUES ELEMENTAIRES Ces temps prennent en compte les temps de réponses des appareils et les temps de scrutations automates. Ils doivent être adaptés en fonction des particularités connues dès le stade de la conception.
ACTION BASE Manutention Mécanisée- Plateau Tournant - Rotation 90° plateau Ø 4000 mm Manutention Mécanisée- Retourneurs - Rotation 90° Manutention Mécanisée- Section élévatrice - Montée / Descente, à vide ou en charge, pour sous-ensemble moyen(ex : bloc avant) - Montée / Descente, à vide ou en charge, pour gros sous-ensemble (ex : caisse, sous bassement) Manutention Mécanisée- Transfert aérien - Course horizontale 2000 mm - Course verticale 500 mm Manutention Mécanisée- Transfert au sol - Course horizontale 2000 mm - Course verticale 500 mm
10.8 ° /cmin
18 °/cmin
480 mm /cmin
330 mm/cmin
420 mm/cmin 150 mm/cmin
600 mm/cmin 180 mm/cmin
18°/s
30°/s
800 mm/s
550 mm/s
700 mm/s 250 mm/s
1000 mm/s 300 mm/s
M .S A/ M .S R – Mouvement - Fermeture / Ouverture serrage standard - Fermeture / Ouverture 45° serrage spécifique - Fermeture / Ouverture 90° serrage spécifique - Avance / recul pilote éclipsable - Avance / recul chariot - Avance / recul abattant – course vérin ≤ 50 mm - Avance / recul abattant – 50 < course vérin ≤ 100 mm - Avance / recul abattant – 100 < course vérin ≤ 150 mm - Avance / recul abattant – 150 < course vérin ≤ 200 mm - Avance / recul abattant – 200 < course vérin ≤ 400 mm - Avance / recul abattant – course vérin > 400 mm
1.7 cmin 2.5 cmin 4.2 cmin
1.7 cmin
42 cmin
2 cmin
2.3 cmin 1 cmin
3.3 cmin 60 mm/cmin 72 mm/cmin
1 s
1.5 s 2.5 s
1s
70 mm/s
1.2 s 1.4 s 1.6 s 2 s
Vit vérin = 100 mm/s Vit vérin = 120 mm/s
Msa – Soudure- Pince de soudage sans dégagement - Pince de soudage avec dégagement
2.6 cmin/cycle 3.3 cmin/cycle
1.6 s/cycle 2 s/cycle
Msm – Soudure - Pince manuelle
8 à 10 cmin/cycle
4.7 à 5.8 cmin/cycle
Nota : unité cmin exprimés en centiminutes.

STANDARD FERRAGE
Les diagrammes de cycle
PCI.FER.102
Date création : 27/01/04 Dernière modification : ../../.. Indice : m0 Page 4/8
ACTION BASE
Robot – Chargement / Déchargement Outil - Lâché / prise pièce par serrages - Lâché / prise pièce par ventouses - Descente / montée à vide dans outil ouvert - Descente / montée en charge dans outil ouvert - Descente / montée à vide dans outil portefeuille (ex : outil sertissage avec presseur) - Descente / montée en charge dans outil portefeuille - Prise outil / Dépose outil (Changeur automatique) Robot – Encollage - Colle de structure (Vitesse moyenne pour cordon 5mm) (Vitesse maxi en ligne droite pour cordon 5mm) - Mastic de calage (Vitesse moyenne pour cordon de 10mm) (Vitesse maxi en ligne droite pour cordon 10mm) Robot – Mouvement en charge - - Rotation axe1 - Rotation axe2 - Rotation axe3 - Rotation axe4 - Rotation axe5 - Rotation axe6 Choix trajectoire Robot – Soudure - - Pointage (simple) - Pointage pulse (ou complexe) - Finition côté de caisse - Finition doublure de porte (pince au sol) - Finition soubassement - Finition caisse (partie latérale) - Finition caisse (bloc avant) - Finition caisse (partie arrière)
2.5 cmin 2.5 cmin
3.3 cmin 4.2 cmin
5.8 cmin
9.2 cmin
1.6 cmin
150 mm/cmin 360 mm/cmin 50 mm/cmin 85 mm/cmin
48 °/ cmin 48 °/ cmin 48°/ cmin 72 °/ cmin 72 °/ cmin 36 °/ cmin
0.5 cmin
5 cmin 7 cmin
4.3 cmin 3.3 cmin 5.3 cmin 4.7 cmin 7 cmin
5.2 cmin
1.5 s 1.5 s
2 s
2.5 s
3.5 s
5.5 s
1 s
250 mm/s 600 mm/s 80 mm/s 140 mm/s
80 °/s 80 °/s 80 °/s 120 °/s 120 °/s 60 °/s
0.3 s
2.9 s 4.1 s
2.6 s/ PSE 2 s/ PSE
3 .2 s/ PSE 2.8 s/ PSE 4.2 s/ PSE 3.1 s/ PSE
Sécurité- Rideau protection électrique – course horizontale - Rideau protection électrique – course verticale -
360 mm/ cmin 360 mm/ cmin
600 mm/s 600 mm/s
Sertissage –Electrique - Descente / montée élévateur Course 1200 Course 1500 - Retaquage presseur - Cycle présertissage + sertissage
8.8 cmin 9.9 cmin
2 cmin
16.7 cmin
5.4 s 6.2 s
1.25 s
10 s
STANDARD FERRAGE
Les diagrammes de cycle
PCI.FER.102
Date création : 27/01/04 Dernière modification : ../../.. Indice : m0 Page 5/8
Nota : unité cmin exprimés en centiminutes.
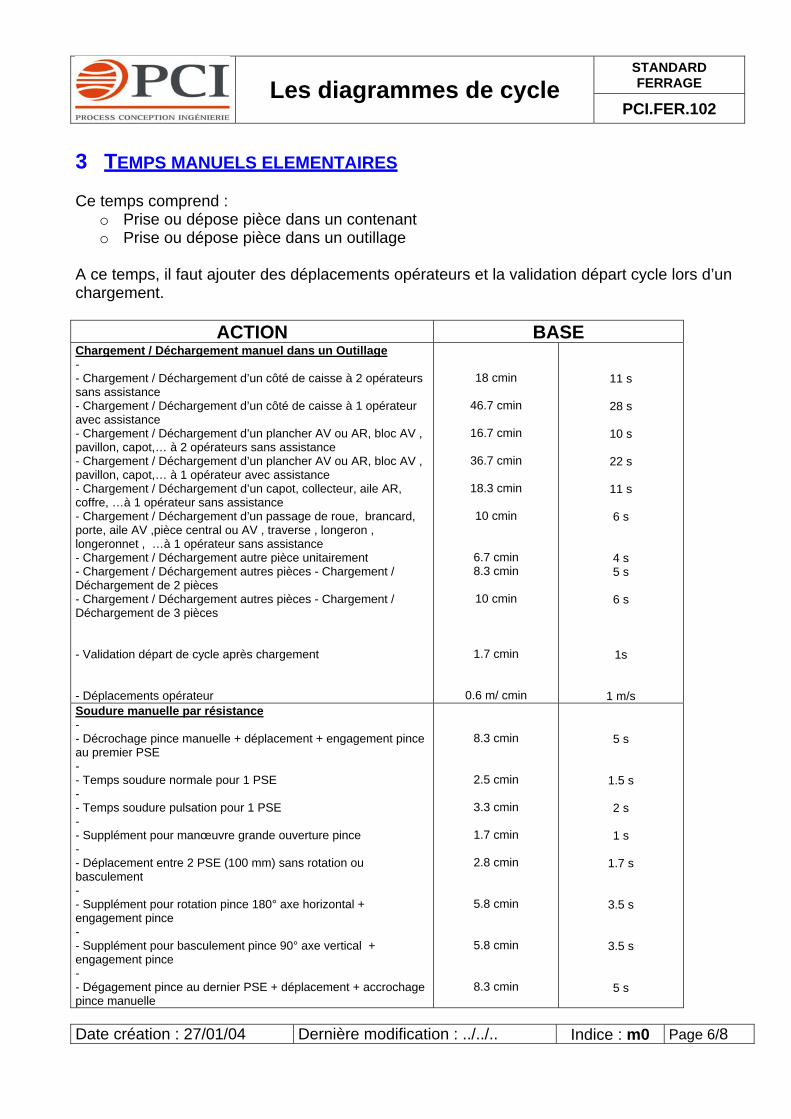
STANDARD FERRAGE
Les diagrammes de cycle
PCI.FER.102
Date création : 27/01/04 Dernière modification : ../../.. Indice : m0 Page 6/8
3 TEMPS MANUELS ELEMENTAIRES Ce temps comprend :
o Prise ou dépose pièce dans un contenant o Prise ou dépose pièce dans un outillage
A ce temps, il faut ajouter des déplacements opérateurs et la validation départ cycle lors d’un chargement.
ACTION BASE Chargement / Déchargement manuel dans un Outillage - - Chargement / Déchargement d’un côté de caisse à 2 opérateurs sans assistance - Chargement / Déchargement d’un côté de caisse à 1 opérateur avec assistance - Chargement / Déchargement d’un plancher AV ou AR, bloc AV , pavillon, capot,… à 2 opérateurs sans assistance - Chargement / Déchargement d’un plancher AV ou AR, bloc AV , pavillon, capot,… à 1 opérateur avec assistance - Chargement / Déchargement d’un capot, collecteur, aile AR, coffre, …à 1 opérateur sans assistance - Chargement / Déchargement d’un passage de roue, brancard, porte, aile AV ,pièce central ou AV , traverse , longeron , longeronnet , …à 1 opérateur sans assistance - Chargement / Déchargement autre pièce unitairement - Chargement / Déchargement autres pièces - Chargement / Déchargement de 2 pièces - Chargement / Déchargement autres pièces - Chargement / Déchargement de 3 pièces - Validation départ de cycle après chargement - Déplacements opérateur
18 cmin
46.7 cmin
16.7 cmin
36.7 cmin
18.3 cmin
10 cmin
6.7 cmin 8.3 cmin
10 cmin
1.7 cmin
0.6 m/ cmin
11 s
28 s
10 s
22 s
11 s
6 s
4 s 5 s
6 s
1s
1 m/s Soudure manuelle par résistance- - Décrochage pince manuelle + déplacement + engagement pince au premier PSE - - Temps soudure normale pour 1 PSE - - Temps soudure pulsation pour 1 PSE - - Supplément pour manœuvre grande ouverture pince - - Déplacement entre 2 PSE (100 mm) sans rotation ou basculement - - Supplément pour rotation pince 180° axe horizontal + engagement pince - - Supplément pour basculement pince 90° axe vertical + engagement pince - - Dégagement pince au dernier PSE + déplacement + accrochage pince manuelle
8.3 cmin
2.5 cmin
3.3 cmin
1.7 cmin
2.8 cmin
5.8 cmin
5.8 cmin
8.3 cmin
5 s
1.5 s
2 s
1 s
1.7 s
3.5 s
3.5 s
5 s
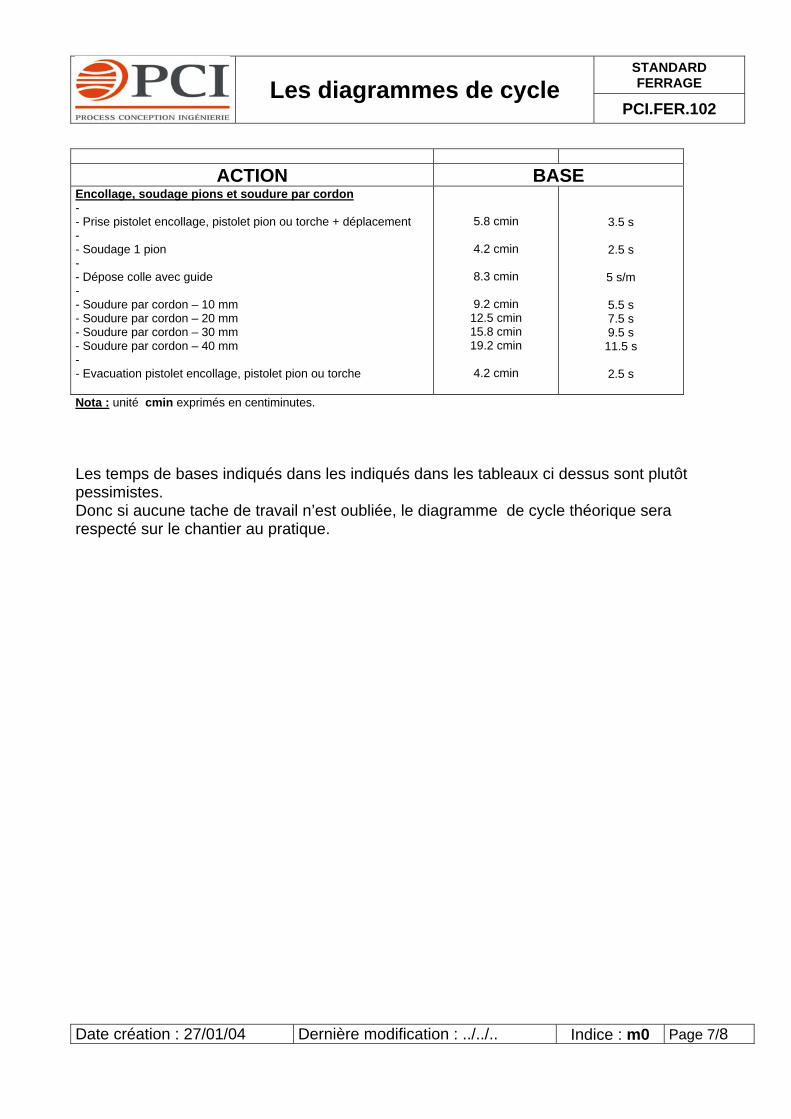
STANDARD FERRAGE
Les diagrammes de cycle
PCI.FER.102
Date création : 27/01/04 Dernière modification : ../../.. Indice : m0 Page 7/8
ACTION BASE
Encollage, soudage pions et soudure par cordon - - Prise pistolet encollage, pistolet pion ou torche + déplacement - - Soudage 1 pion - - Dépose colle avec guide - - Soudure par cordon – 10 mm - Soudure par cordon – 20 mm - Soudure par cordon – 30 mm - Soudure par cordon – 40 mm - - Evacuation pistolet encollage, pistolet pion ou torche
5.8 cmin
4.2 cmin
8.3 cmin
9.2 cmin 12.5 cmin 15.8 cmin 19.2 cmin
4.2 cmin
3.5 s
2.5 s
5 s/m
5.5 s 7.5 s 9.5 s 11.5 s
2.5 s
Nota : unité cmin exprimés en centiminutes. Les temps de bases indiqués dans les indiqués dans les tableaux ci dessus sont plutôt pessimistes. Donc si aucune tache de travail n’est oubliée, le diagramme de cycle théorique sera respecté sur le chantier au pratique.

STANDARD FERRAGE
Les diagrammes de cycle
PCI.FER.102
Date création : 27/01/04 Dernière modification : ../../.. Indice : m0 Page 8/8
4 EXEMPLE
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
SOMMAIRE
1 SUPPORT B.I. TYPE FGS 300 A 1800........................................................................... 2
1.1 PRESENTATION EN IMAGES............................................................................................ 2 1.1.1 Support B.I. sans option ...................................................................................... 2 1.1.2 Options du support B.I. ........................................................................................ 3
1.1.2.1 Carter de protection du connecteur.............................................................................................................3 1.1.2.2 Tôle anti marchepied...................................................................................................................................4
1.2 DESCRIPTION PAR ELEMENT .......................................................................................... 4 1.2.1 Pied 3 goussets ................................................................................................... 4
1.2.1.1 Codification .................................................................................................................................................5 1.2.2 Tube support chape............................................................................................. 5
1.2.2.1 Codification .................................................................................................................................................5 1.2.2.2 Codification .................................................................................................................................................6
1.2.3 Chape d’articulation ............................................................................................. 6 1.2.3.1 Codification .................................................................................................................................................6
1.2.4 Profilé U de protection B.I. ................................................................................... 7 1.2.4.1 Codification .................................................................................................................................................7
1.2.5 Carter de protection du connecteur ..................................................................... 7 1.2.5.1 Codification .................................................................................................................................................8
1.2.6 Tôle anti-marchepied ........................................................................................... 8 1.2.6.1 Codification .................................................................................................................................................8
1.3 BIBLIOTHEQUE CAO DES ELEMENTS DU SUPPORT........................................................... 9
2 SUPPORT PLS 101312 ................................................................................................ 10
2.1.1 codification......................................................................................................... 11 2.2 BIBLIOTHEQUE CAO................................................................................................... 11
3 SUPPORT DETECTION PIECE MAGASIN .................................................................. 12
3.1 PRESENTATION EN IMAGE............................................................................................ 12 3.2 BIBLIOTHEQUE CAO................................................................................................... 12
4 BROCHE DE MAINTENANCE ...................................................................................... 13
4.1 PRESENTATION EN IMAGE............................................................................................ 13 4.1.1 Broche en positon fonctionnement machine...................................................... 14 4.1.2 Broche en positon maintenance machine.......................................................... 14
4.2 BIBLIOTHEQUE CAO................................................................................................... 14
5 BROCHE DE MAINTENANCE AVEC POUSSOIR ....................................................... 15
5.1 BIBLIOTHEQUE CAO................................................................................................... 15
Date création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 1/15
Rédigé par : Christophe GILLET R et D STANDARD
Validé par :
Observations :
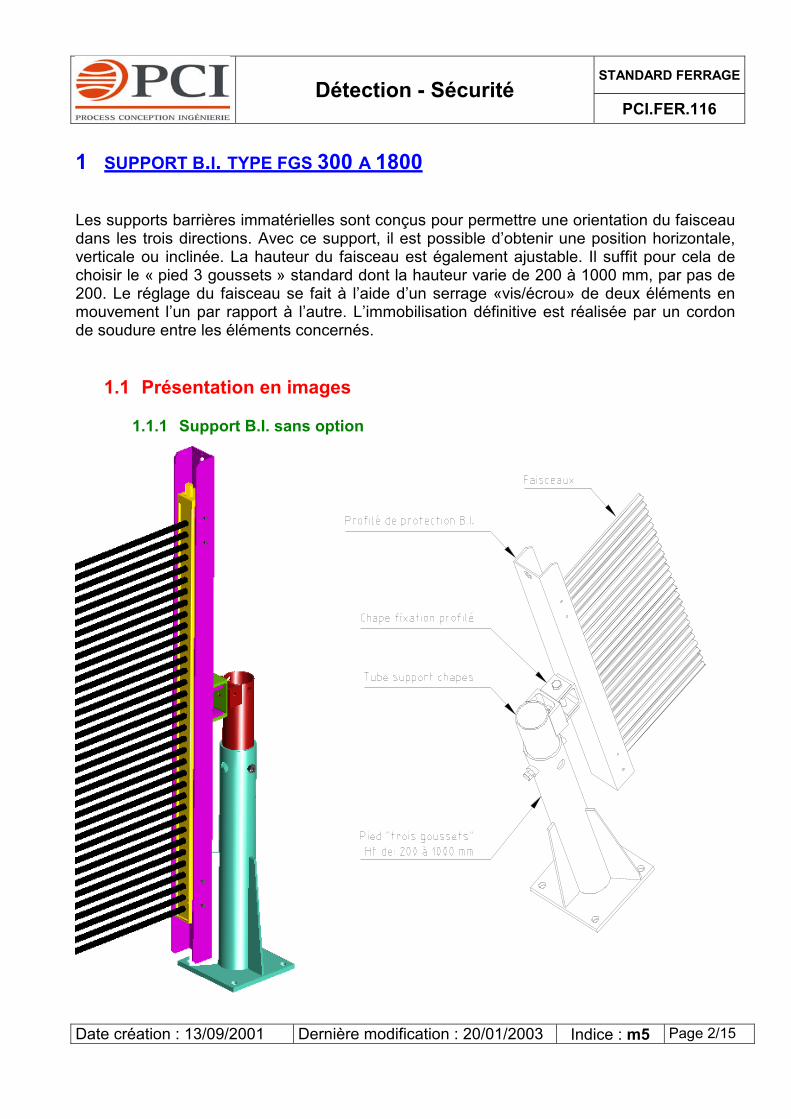
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
1 SUPPORT B.I. TYPE FGS 300 A 1800 Les supports barrières immatérielles sont conçus pour permettre une orientation du faisceau dans les trois directions. Avec ce support, il est possible d’obtenir une position horizontale, verticale ou inclinée. La hauteur du faisceau est également ajustable. Il suffit pour cela de choisir le « pied 3 goussets » standard dont la hauteur varie de 200 à 1000 mm, par pas de 200. Le réglage du faisceau se fait à l’aide d’un serrage «vis/écrou» de deux éléments en mouvement l’un par rapport à l’autre. L’immobilisation définitive est réalisée par un cordon de soudure entre les éléments concernés.
1.1 Présentation en images
1.1.1 Support B.I. sans option
Date création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 2/15
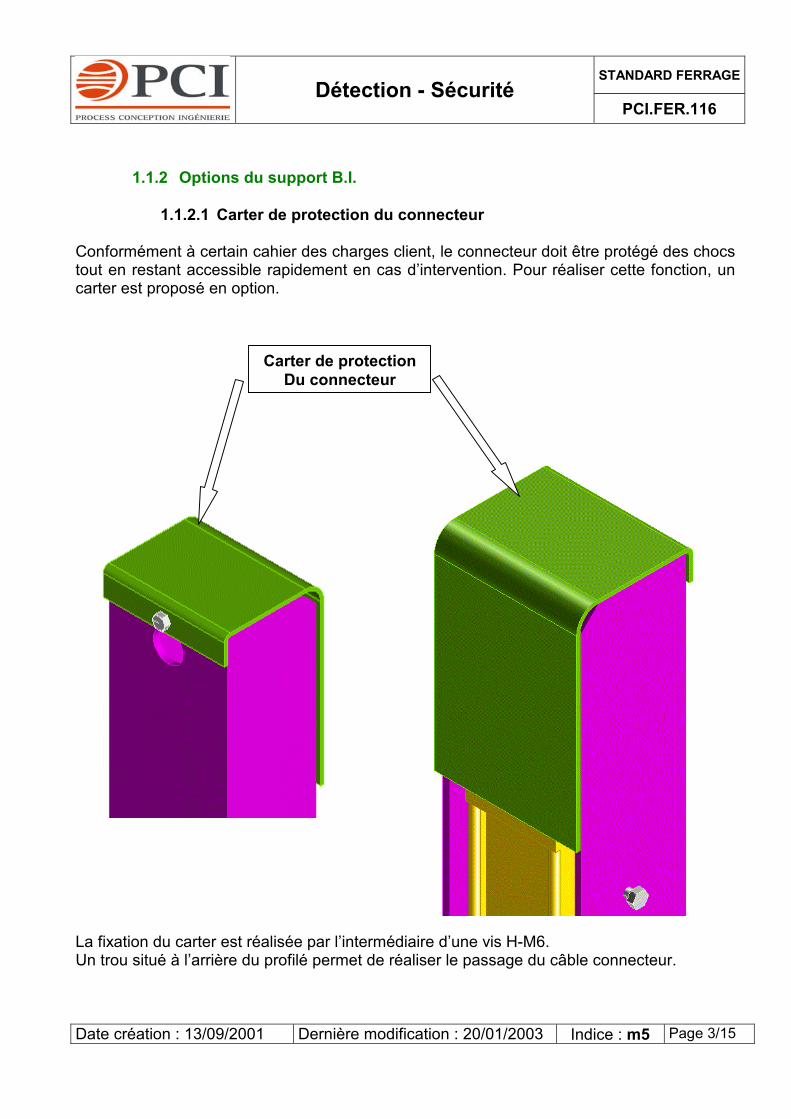
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
1.1.2 Options du support B.I.
1.1.2.1 Carter de protection du connecteur
Conformément à certain cahier des charges client, le connecteur doit être protégé des chocs tout en restant accessible rapidement en cas d’intervention. Pour réaliser cette fonction, un carter est proposé en option.
La fixation du carter est réUn trou situé à l’arrière du
Date création : 13/09/200
Carter de protectionDu connecteur
alisée par l’intermédiaire d’une vis H-M6. profilé permet de réaliser le passage du câble connecteur.
1 Dernière modification : 20/01/2003 Indice : m5 Page 3/15
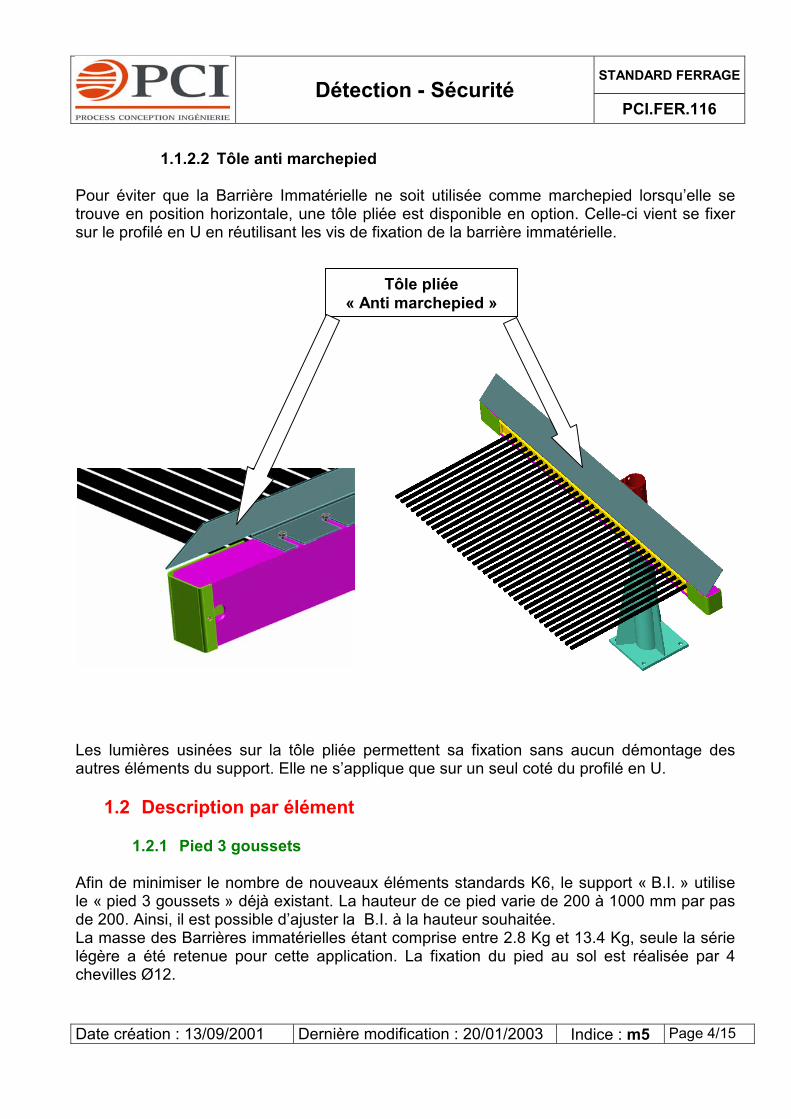
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
1.1.2.2 Tôle anti marchepied
Pour éviter que la Barrière Immatérielle ne soit utilisée comme marchepied lorsqu’elle se trouve en position horizontale, une tôle pliée est disponible en option. Celle-ci vient se fixer sur le profilé en U en réutilisant les vis de fixation de la barrière immatérielle.
« An
Les lumières usinées sur la tôle pliée peautres éléments du support. Elle ne s’appli
1.2 Description par élément
1.2.1 Pied 3 goussets Afin de minimiser le nombre de nouveauxle « pied 3 goussets » déjà existant. La hade 200. Ainsi, il est possible d’ajuster la B.La masse des Barrières immatérielles étanlégère a été retenue pour cette applicatiochevilles Ø12.
Date création : 13/09/2001 Dernière m
Tôle pliée ti marchepied »
rmettent sa fixation sans aucun démontage des que que sur un seul coté du profilé en U.
éléments standards K6, le support « B.I. » utilise uteur de ce pied varie de 200 à 1000 mm par pas I. à la hauteur souhaitée. t comprise entre 2.8 Kg et 13.4 Kg, seule la série n. La fixation du pied au sol est réalisée par 4
odification : 20/01/2003 Indice : m5 Page 4/15

STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
1.2.1.1 Codification
Pied sans platine Série légère
Ø du tube 88.9x5mm
Fixation au sol M12
platine 200x200x12
Hauteur 200 mm K689910350
Hauteur 400 mm K689910352
Hauteur 600 mm K689910354
Hauteur 800 mm K689910356
Hauteur 1000 mm K689910358
1.2.2 Tube support chape
1.2.2.1 Codification
Date création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 5/15

STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
1.2.2.2 Codification
Tube support platine inclinable Série légère Ø du tube 76.1x3.2 mm
UPN 70x40x50
Ø trou fixation 11
Ø trou rotation 11
Hauteur 1000 mm K689910391
1.2.3 Chape d’articulation
1.2.3.1 Codification
Chape d’articulation Série légère UPN 100x50x50
Ø trou rotation 2xØ 12
Ø trou rotation Ø13.5
Numéro K6 K689910541
Date création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 6/15
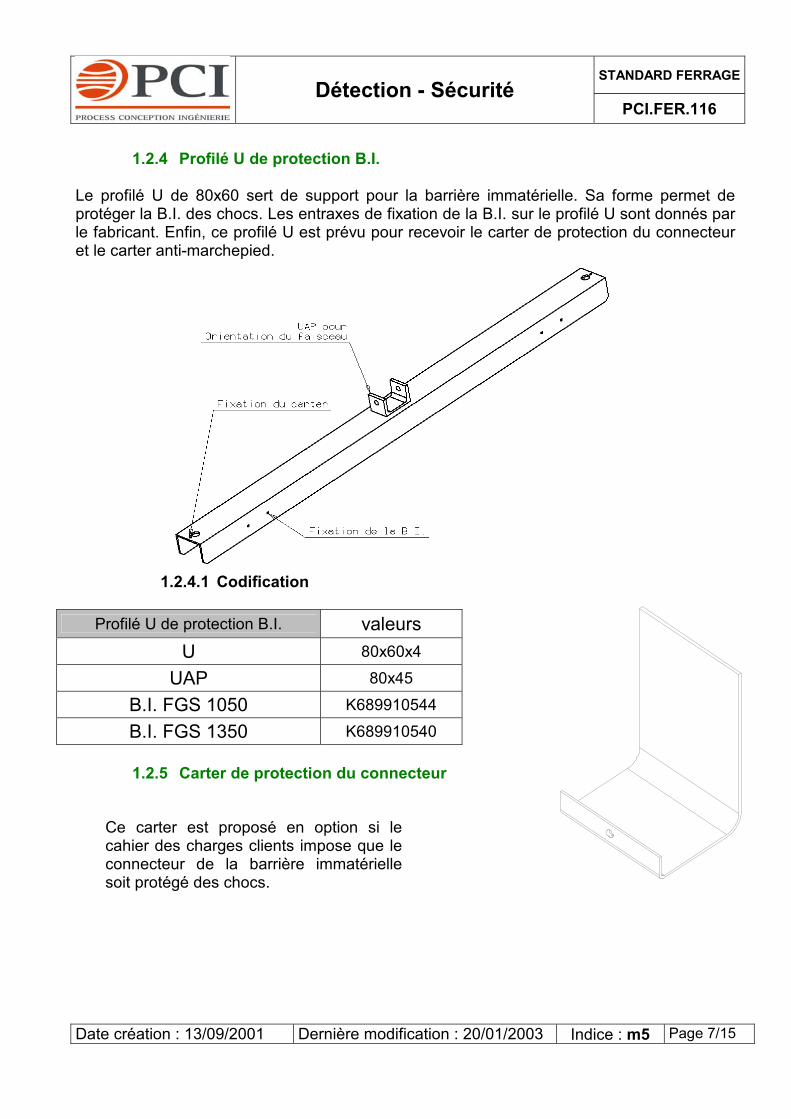
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
1.2.4 Profilé U de protection B.I.
Le profilé U de 80x60 sert de support pour la barrière immatérielle. Sa forme permet de protéger la B.I. des chocs. Les entraxes de fixation de la B.I. sur le profilé U sont donnés par le fabricant. Enfin, ce profilé U est prévu pour recevoir le carter de protection du connecteur et le carter anti-marchepied.
1.2.4.1 Codification
Profilé U de protection B.I. valeurs U 80x60x4
UAP 80x45
B.I. FGS 1050 K689910544
B.I. FGS 1350 K689910540
1.2.5 Carter de protection du connecteur
Dat
Ce carter est proposé en option si le cahier des charges clients impose que le connecteur de la barrière immatérielle soit protégé des chocs.
e création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 7/15
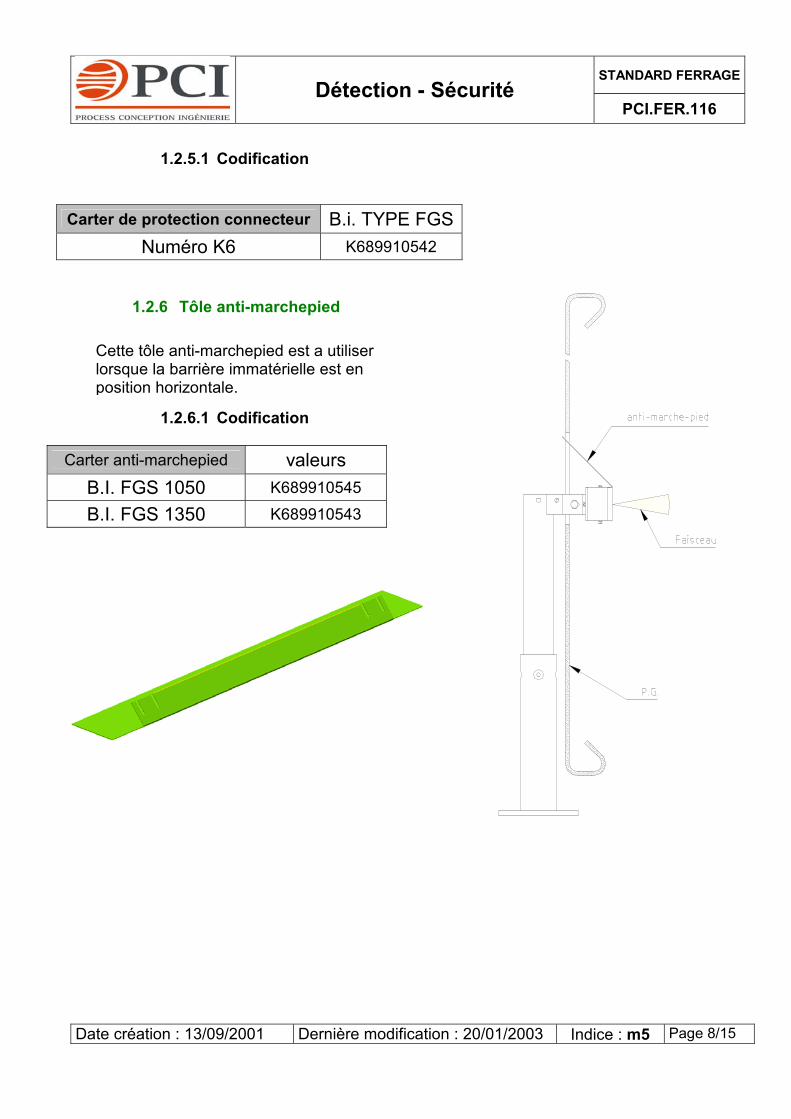
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
1.2.5.1 Codification
Carter de protection connecteur B.i. TYPE FGSNuméro K6 K689910542
1.2.6 Tôle anti-marchepied
1.2.6.1 Codification
Carter anti-marchepied valeurs
B.I. FGS 1050 K689910545
B.I. FGS 1350 K689910543
Date création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 8/15
Cette tôle anti-marchepied est a utiliser lorsque la barrière immatérielle est en position horizontale.
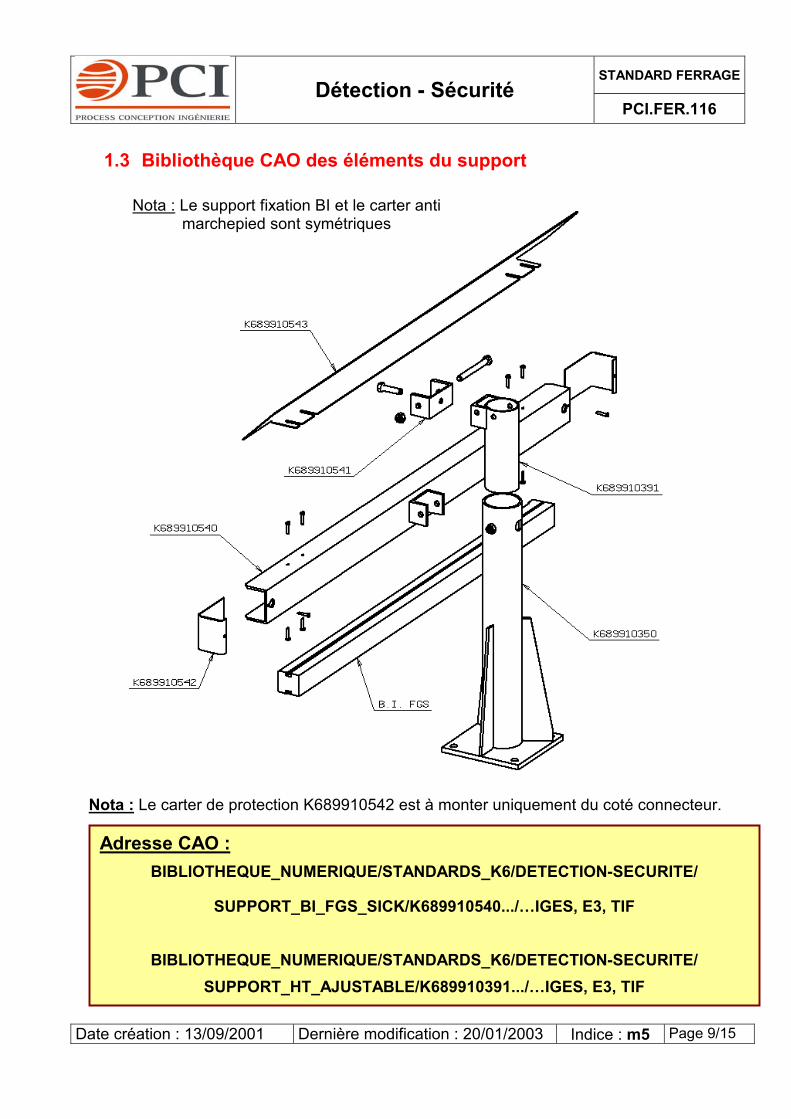
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
1.3 Bibliothèque CAO des éléments du support
Nota : Le support fixation BI et le carter anti
marchepied sont symétriques
Nota : Le carter de protection K689910542 est à monter uniquement du coté connecteur.
Adresse CAO : BIBLIOTHEQUE_NUMERIQUE/STANDARDS_K6/DETECTION-SECURITE/
SUPPORT_BI_FGS_SICK/K689910540.../…IGES, E3, TIF
BIBLIOTHEQUE_NUMERIQUE/STANDARDS_K6/DETECTION-SECURITE/ SUPPORT_HT_AJUSTABLE/K689910391.../…IGES, E3, TIF
Date création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 9/15
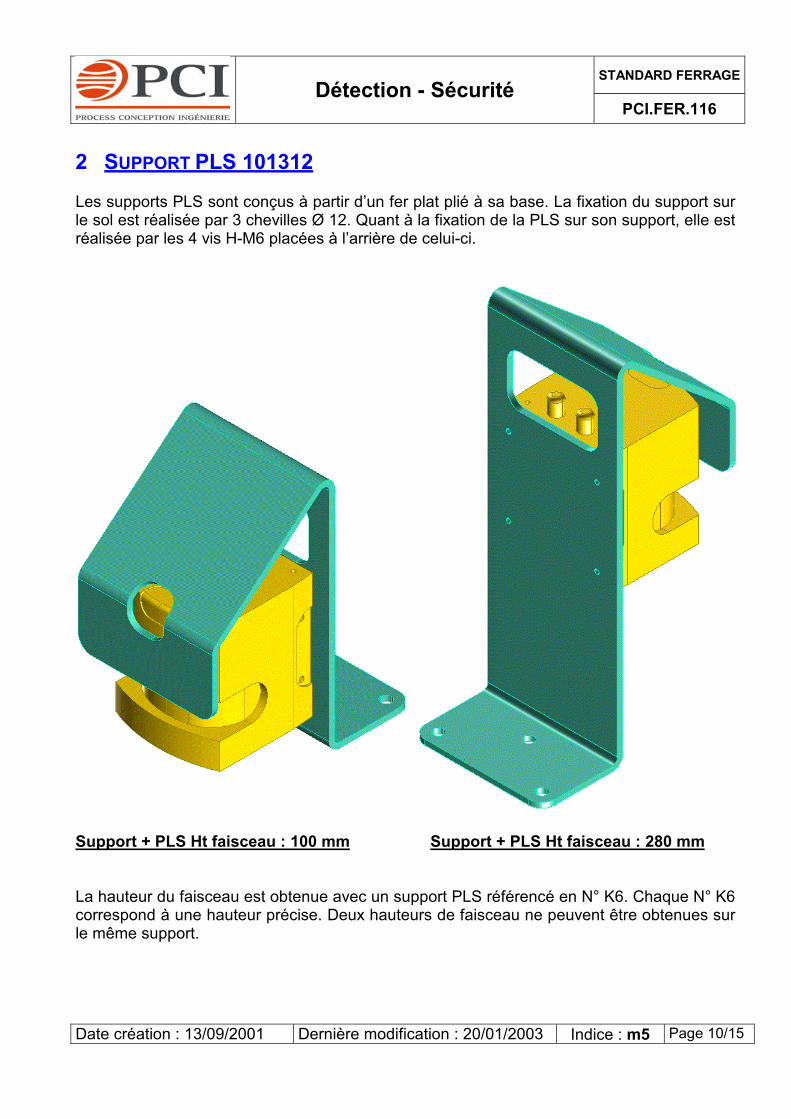
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
2 SUPPORT PLS 101312 Les supports PLS sont conçus à partir d’un fer plat plié à sa base. La fixation du support sur le sol est réalisée par 3 chevilles Ø 12. Quant à la fixation de la PLS sur son support, elle est réalisée par les 4 vis H-M6 placées à l’arrière de celui-ci.
Support + PLS Ht faisceau : 100 mm Support + PLS Ht faisceau : 280 mm La hauteur du faisceau est obtenue avec un support PLS référencé en N° K6. Chaque N° K6 correspond à une hauteur précise. Deux hauteurs de faisceau ne peuvent être obtenues sur le même support.
Date création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 10/15
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
2.1.1 codification
Support PLS N° K6 Fixation au sol 3x M12
Fixation PLS 4x H M6x20
Plat 180x8
Hauteur faisceau 100 mm K689910095
Hauteur faisceau 280 mm K689910097
2.2 Bibliothèque CAO
Adresse CAO : BIBLIOTHEQUE_NUMERIQUE/STANDARDS_K6/DETECTION-SECURITE/
SUPPORT_PLS/K689910095.../…IGES, E3, TIF
Date création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 11/15
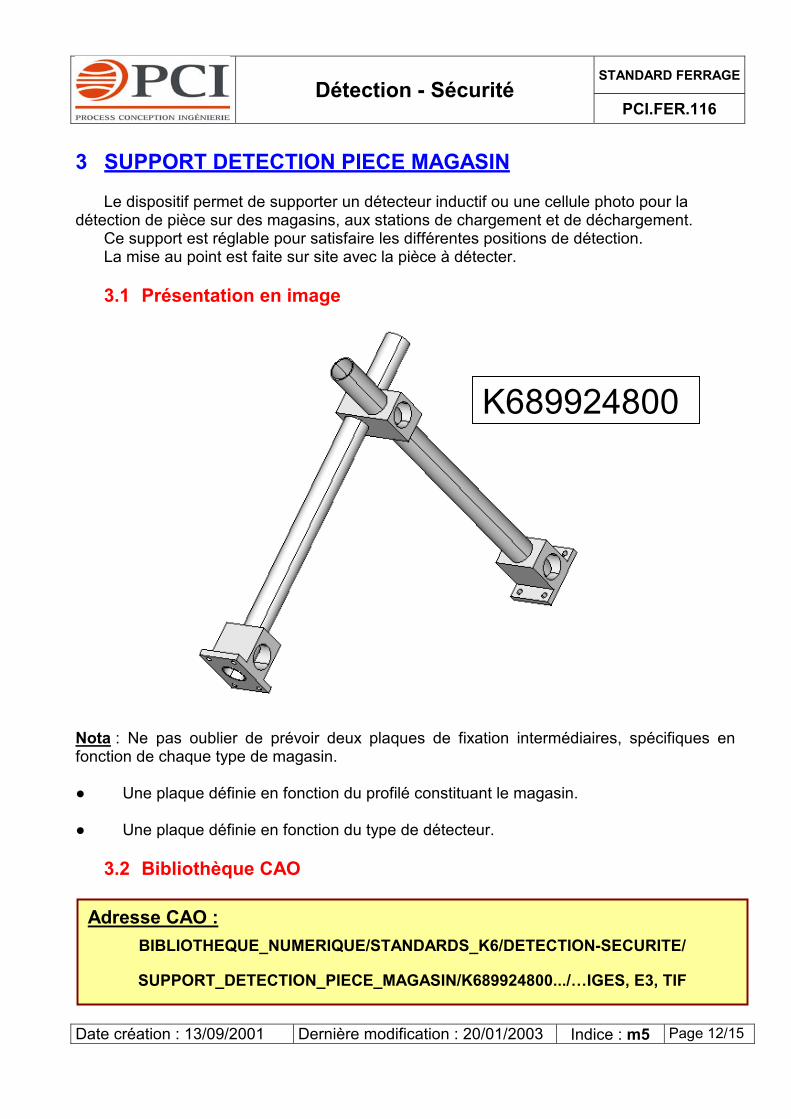
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
3 SUPPORT DETECTION PIECE MAGASIN
Le dispositif permet de supporter un détecteur inductif ou une cellule photo pour la détection de pièce sur des magasins, aux stations de chargement et de déchargement.
Ce support est réglable pour satisfaire les différentes positions de détection. La mise au point est faite sur site avec la pièce à détecter. 3.1 Présentation en image
0
Nota : Ne pas oublier de prévoir deux plaques de fixation intermédiaires, spécifiques en fonction de chaque type de magasin. ● Une plaque définie en fonction du profilé constituant le magasin. ● Une plaque définie en fonction du type de détecteur.
3.2 Bibliothèque CAO
D
Adresse CAO : BIBLIOTHEQUE_NUMERIQUE/STANDARDS_K6/DETECTION-SECURITE/
SUPPORT_DETECTION_PIECE_MAGASIN/K689924800.../…IGES, E3, TIF
ate création : 13/09/2001 Dernière modification : 20
K68992480
/01/2003 Indice : m5 Page 12/15
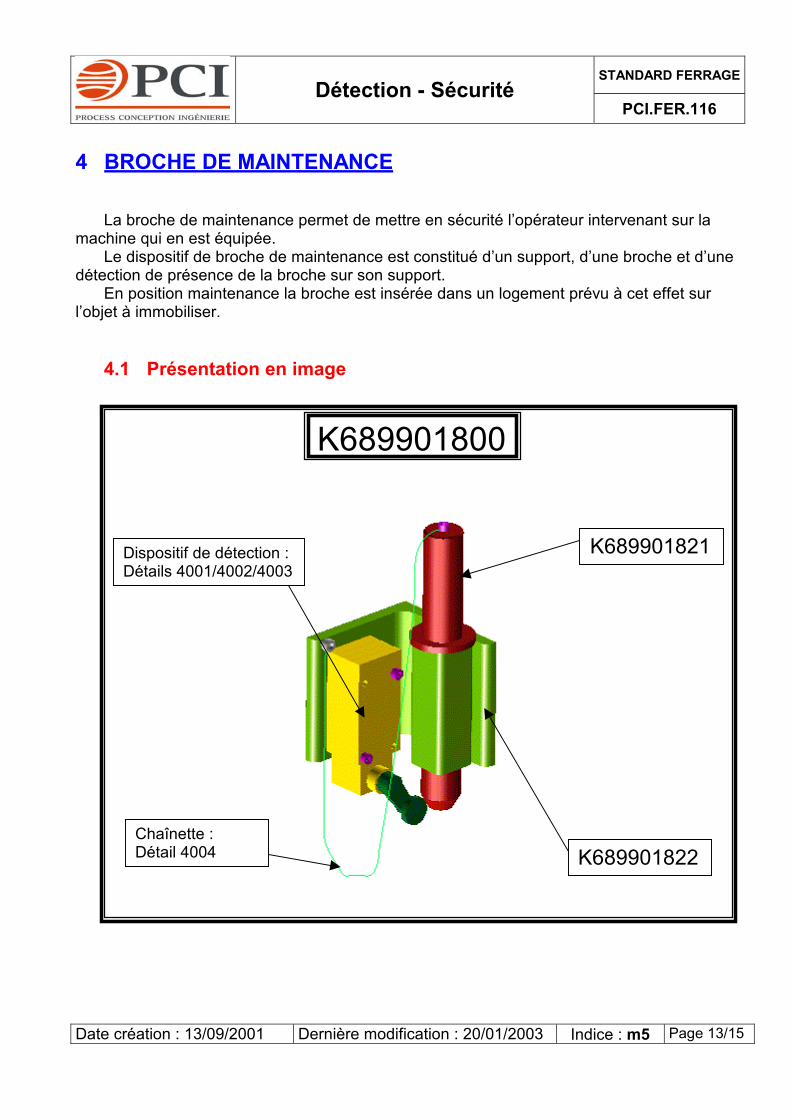
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
4 BROCHE DE MAINTENANCE
La broche de maintenance permet de mettre en sécurité l’opérateur intervenant sur la machine qui en est équipée.
Le dispositif de broche de maintenance est constitué d’un support, d’une broche et d’une détection de présence de la broche sur son support.
En position maintenance la broche est insérée dans un logement prévu à cet effet sur l’objet à immobiliser.
4.1 Présentation en image
0
Chaînette : Détail 4004
Dispositif de détection : Détails 4001/4002/4003
Date création : 13/09/2001 D
K68990180
K689901822
K689901821
ernière modification : 20/01/2003 Indice : m5 Page 13/15
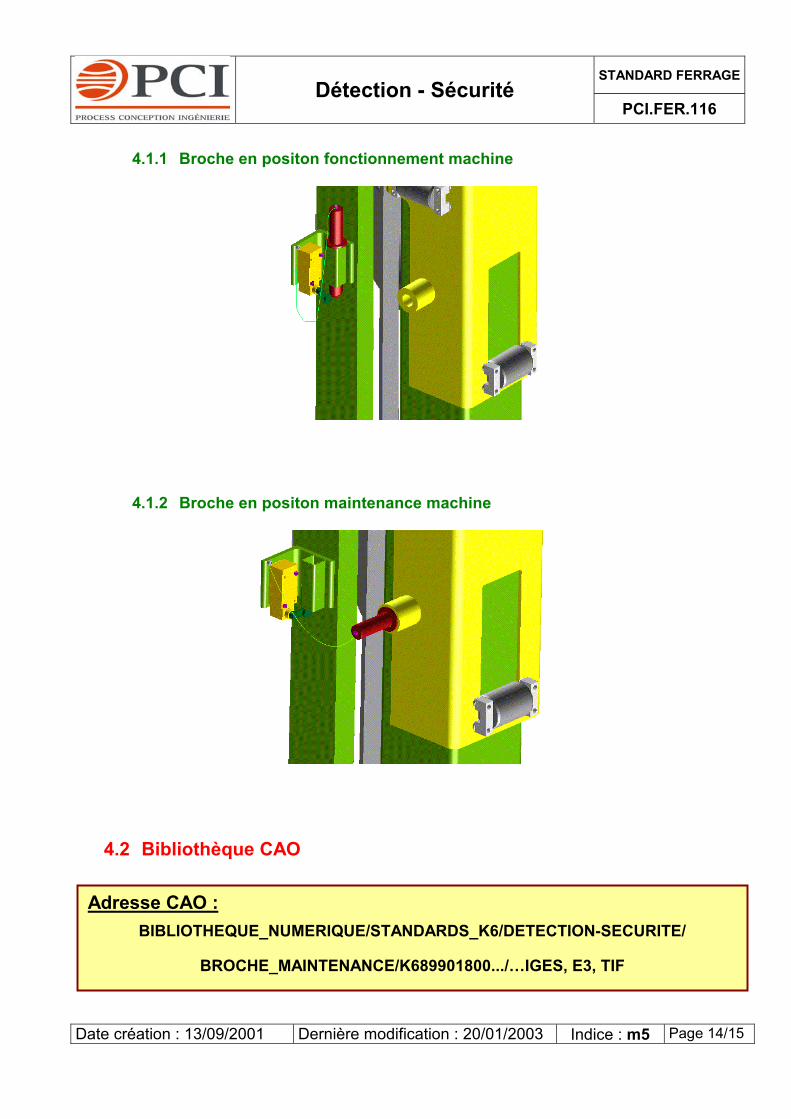
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
4.1.1 Broche en positon fonctionnement machine
4.1.2 Broche en positon maintenance machine
4.2 Bibliothèque CAO
Adresse CAO : BIBLIOTHEQUE_NUMERIQUE/STANDARDS_K6/DETECTION-SECURITE/
BROCHE_MAINTENANCE/K689901800.../…IGES, E3, TIF
Date création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 14/15
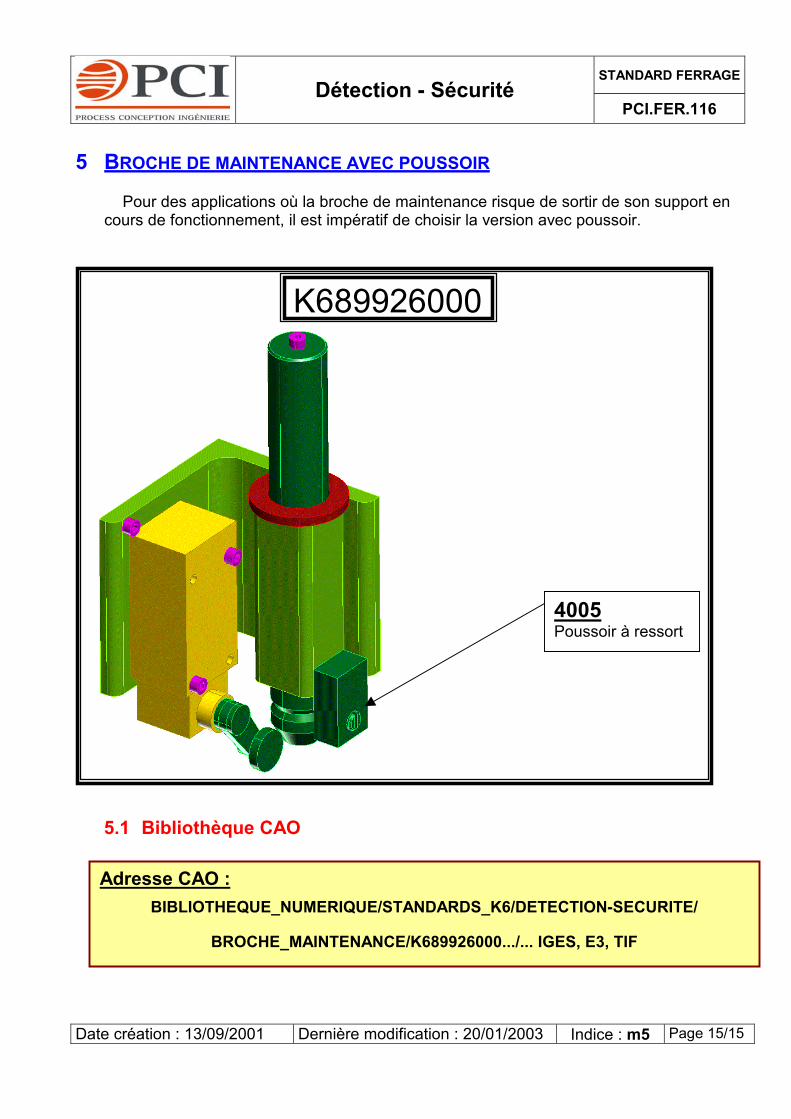
STANDARD FERRAGE
Détection - Sécurité
PCI.FER.116
5 BROCHE DE MAINTENANCE AVEC POUSSOIR
Pour des applications où la broche de maintenance risque de sortir de son support en cours de fonctionnement, il est impératif de choisir la version avec poussoir.
K689926000
4005 Poussoir à ressort
5.1 Bibliothèque CAO
Adresse CAO : BIBLIOTHEQUE_NUMERIQUE/STANDARDS_K6/DETECTION-SECURITE/
BROCHE_MAINTENANCE/K689926000.../... IGES, E3, TIF
Date création : 13/09/2001 Dernière modification : 20/01/2003 Indice : m5 Page 15/15
STANDARD FERRAGE
Les Pilotes
PCI.FER.128
Date création : 30/06/2000 Dernière modification: 04/07/2002 Indice : m3 Page 1/7
SOMMAIRE 1 OBJET............................................................................................................................ 2
2 MATIERE DES PILOTES............................................................................................... 2
2.1 PILOTES TOUS �........................................................................................................ 2 2.2 PILOTES INSTALLES DANS UN CHAMP MAGNETIQUE........................................................ 2
3 CONCEPTION DES PILOTES....................................................................................... 3 3.1 CENTRAGE DE TOLE ................................................................................................... 3
3.1.1 Pilote avec emmanchement de � 12................................................................... 3 3.1.2 Pilotes avec emmanchement de �20.................................................................. 4 3.1.3 Pilotes de � � �25 .............................................................................................. 4
3.2 CENTRAGE D’ECROUS ................................................................................................ 5 3.2.1 Pilotes avec emmanchement de � 12................................................................. 5
3.3 REPERAGE DES PILOTES............................................................................................. 6 4 DIAMETRE DU PILOTE................................................................................................. 7
4.1 PILOTE NORMAL A LA TOLE.......................................................................................... 7 4.2 PILOTE PAR RAPPORT A UN TROU BORDE...................................................................... 7
Rédigé par : Christophe GILLET R et D STANDARD
Validé par :
Observations :
STANDARD FERRAGE
Les Pilotes
PCI.FER.128
Date création : 30/06/2000 Dernière modification: 04/07/2002 Indice : m3 Page 2/7
1 OBJET
Le présent document a pour objet de : �� définir les dimensions des pilotes et porte-pilotes �� définir le � du pilote par rapport aux � de la tôle �� donner la façon de coter un pilote suivant les ordonnées
2 MATIERE DES PILOTES
2.1 Pilotes tous �
30 CD 12 - T3 Prétraité T3 du commerce donc pas de traitement thermique Usinage du pilote à la cote finie. Traitement T8.2 (nitruration) Nitruration T8.2 prof. 0,2 mm sur la partie active Dureté en surface HV927
Ou
Traitement superficiel nitrure de titane Balinit Duplex A Balzers, seulement sur la partie active (dureté 58/60HRC) 2.2 Pilotes installés dans un champ magnétique
INOX Z6 CN 18-10 Traitement superficiel : nitrure de chrome Balinit D Balzers, seulement sur la partie active.
Adresse Balzers: 68390 Sausheim tel 03 89 61 52 61 77462 Lagny sur Marne tel 01 64 30 69 00
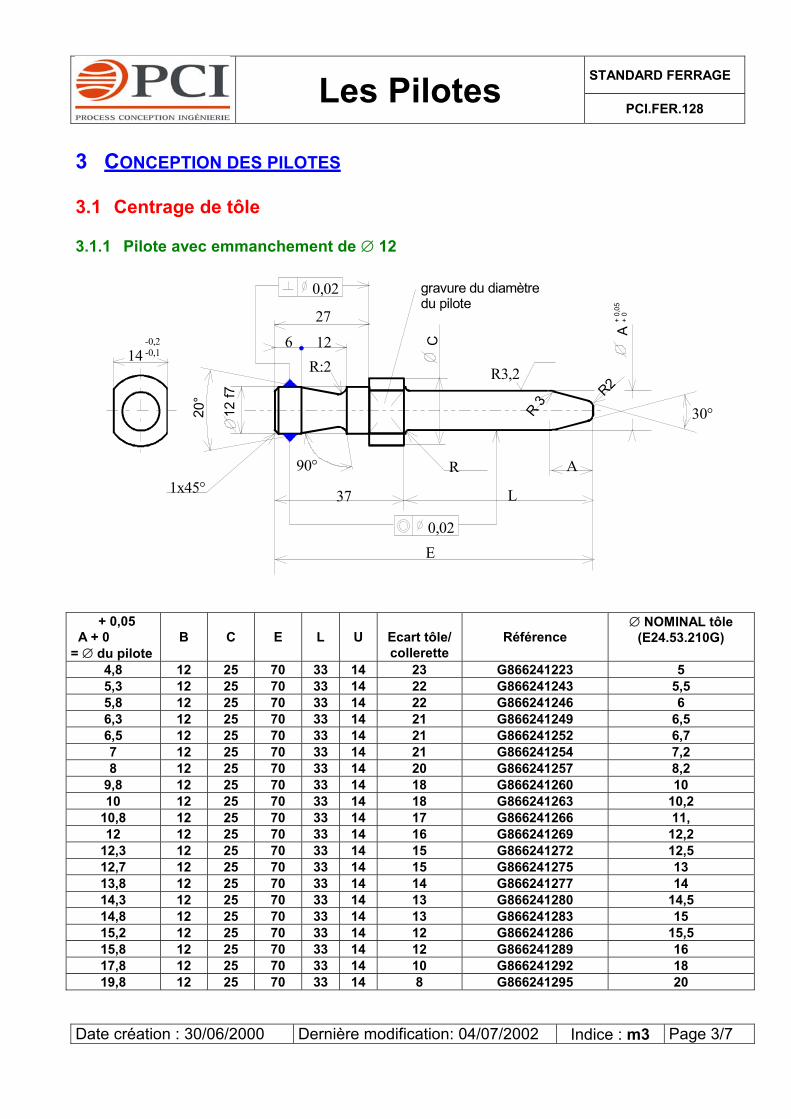
STANDARD FERRAGE
Les Pilotes
PCI.FER.128
Date création : 30/06/2000 Dernière modification: 04/07/2002 Indice : m3 Page 3/7
3 CONCEPTION DES PILOTES 3.1 Centrage de tôle 3.1.1 Pilote avec emmanchement de � 12
14-0,2-0,1
E
276 12
90°
R:2
1x45°
0,02
0,02
R
30°
R3,2
L37
A
gravure du diamètredu pilote
C
R 3
R2
20°
A+
0,05
+ 0
12 f7
+ 0,05 A + 0 = � du pilote
B
C
E
L
U
Ecart tôle/ collerette
Référence
� NOMINAL tôle (E24.53.210G)
4,8 12 25 70 33 14 23 G866241223 5 5,3 12 25 70 33 14 22 G866241243 5,5 5,8 12 25 70 33 14 22 G866241246 6 6,3 12 25 70 33 14 21 G866241249 6,5 6,5 12 25 70 33 14 21 G866241252 6,7 7 12 25 70 33 14 21 G866241254 7,2 8 12 25 70 33 14 20 G866241257 8,2
9,8 12 25 70 33 14 18 G866241260 10 10 12 25 70 33 14 18 G866241263 10,2
10,8 12 25 70 33 14 17 G866241266 11, 12 12 25 70 33 14 16 G866241269 12,2
12,3 12 25 70 33 14 15 G866241272 12,5 12,7 12 25 70 33 14 15 G866241275 13 13,8 12 25 70 33 14 14 G866241277 14 14,3 12 25 70 33 14 13 G866241280 14,5 14,8 12 25 70 33 14 13 G866241283 15 15,2 12 25 70 33 14 12 G866241286 15,5 15,8 12 25 70 33 14 12 G866241289 16 17,8 12 25 70 33 14 10 G866241292 18 19,8 12 25 70 33 14 8 G866241295 20
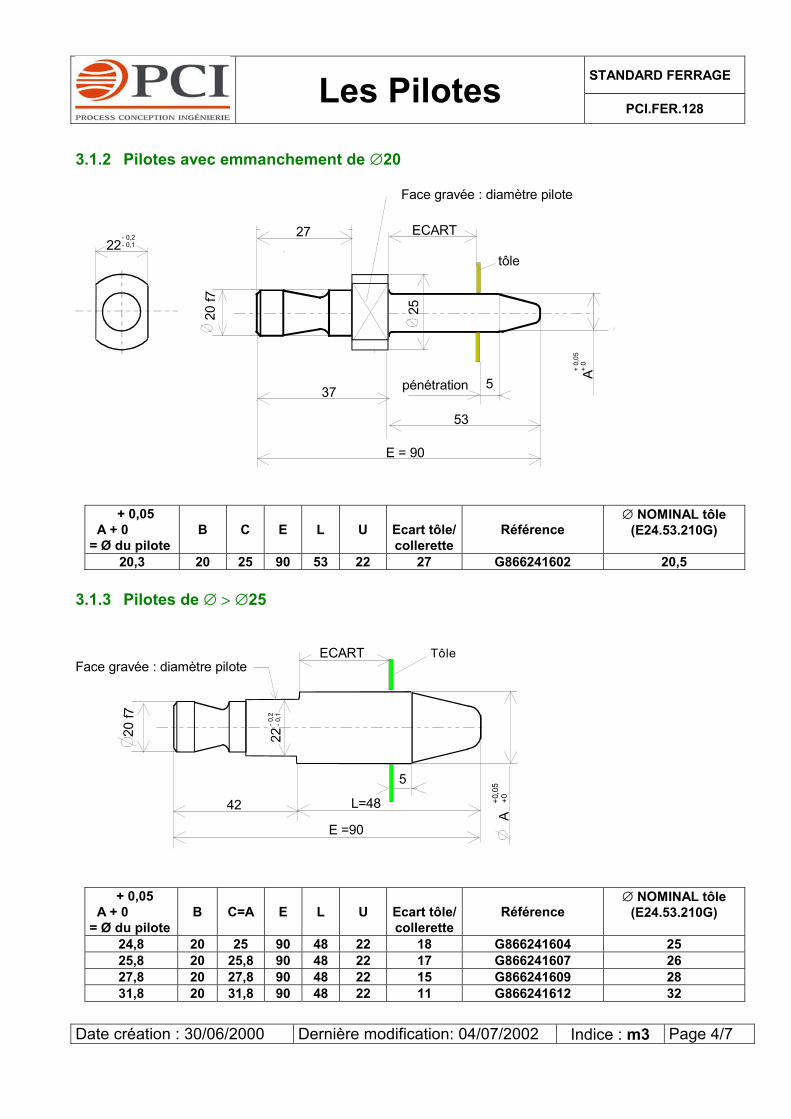
STANDARD FERRAGE
Les Pilotes
PCI.FER.128
Date création : 30/06/2000 Dernière modification: 04/07/2002 Indice : m3 Page 4/7
3.1.2 Pilotes avec emmanchement de �20
tôle
5pénétration
A+ 0,
05+
0
ECART
E = 90
372520
f7
22- 0,2- 0,1
Face gravée : diamètre pilote
27
53
+ 0,05 A + 0 = Ø du pilote
B
C
E
L
U
Ecart tôle/collerette
Référence
� NOMINAL tôle (E24.53.210G)
20,3 20 25 90 53 22 27 G866241602 20,5 3.1.3 Pilotes de � � �25
A+0
,05
+0
TôleECART
42 L=48
5
E =90
Face gravée : diamètre pilote
22- 0
,2- 0
,1
20 f 7
+ 0,05 A + 0 = Ø du pilote
B
C=A
E
L
U
Ecart tôle/collerette
Référence
� NOMINAL tôle (E24.53.210G)
24,8 20 25 90 48 22 18 G866241604 25 25,8 20 25,8 90 48 22 17 G866241607 26 27,8 20 27,8 90 48 22 15 G866241609 28 31,8 20 31,8 90 48 22 11 G866241612 32
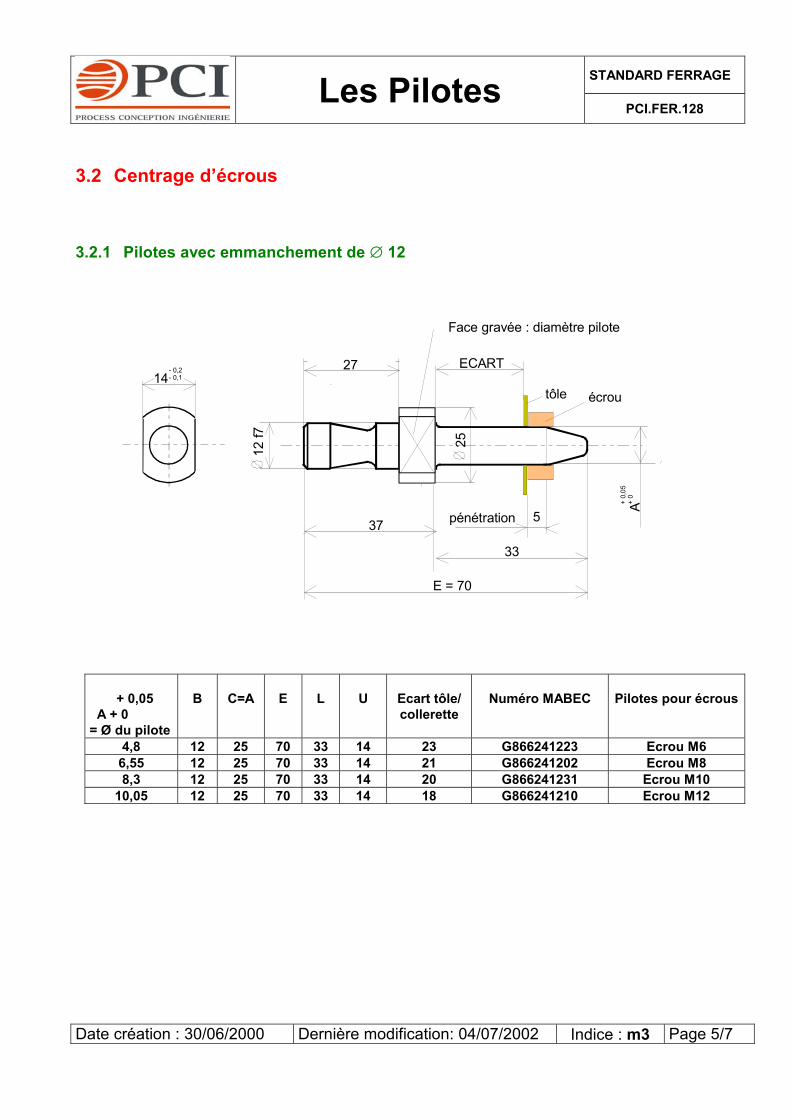
STANDARD FERRAGE
Les Pilotes
PCI.FER.128
Date création : 30/06/2000 Dernière modification: 04/07/2002 Indice : m3 Page 5/7
3.2 Centrage d’écrous 3.2.1 Pilotes avec emmanchement de � 12
tôle
5pénétration
A+ 0,
05+
0
ECART
E = 70
33
37
2512 f7
14- 0,2- 0,1
Face gravée : diamètre pilote
27
écrou
+ 0,05
A + 0 = Ø du pilote
B
C=A
E
L
U
Ecart tôle/ collerette
Numéro MABEC
Pilotes pour écrous
4,8 12 25 70 33 14 23 G866241223 Ecrou M6 6,55 12 25 70 33 14 21 G866241202 Ecrou M8 8,3 12 25 70 33 14 20 G866241231 Ecrou M10
10,05 12 25 70 33 14 18 G866241210 Ecrou M12
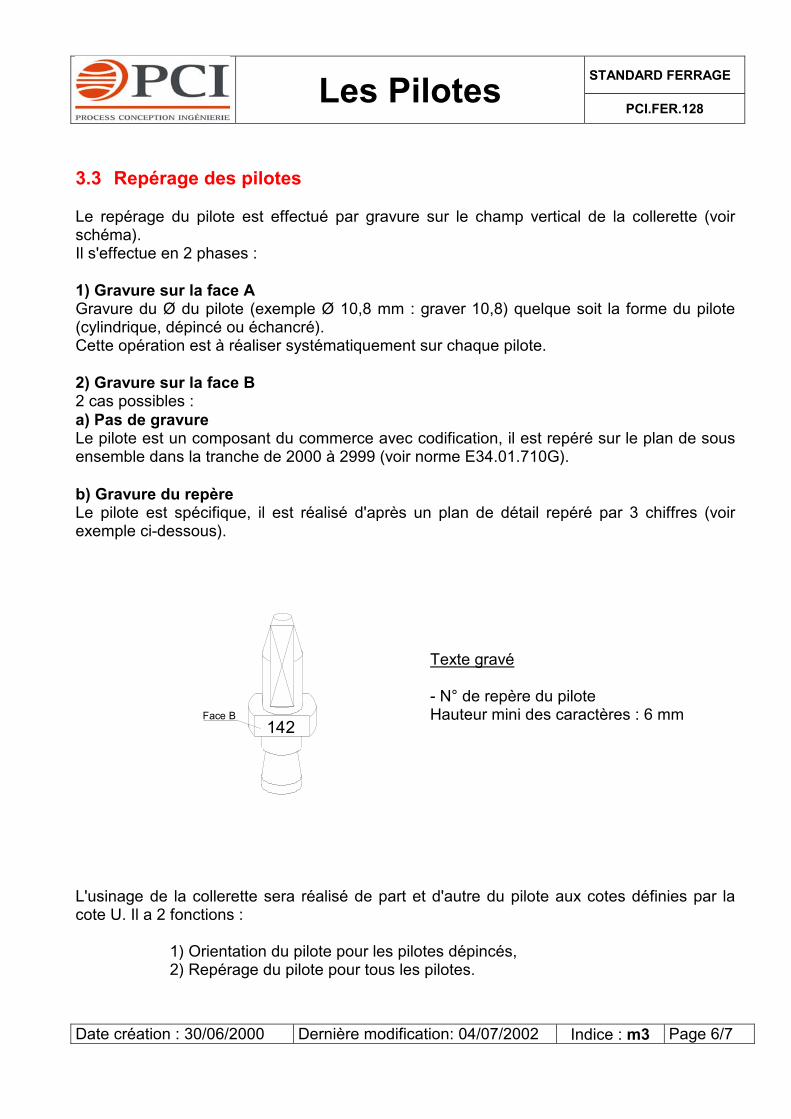
STANDARD FERRAGE
Les Pilotes
PCI.FER.128
Date création : 30/06/2000 Dernière modification: 04/07/2002 Indice : m3 Page 6/7
3.3 Repérage des pilotes Le repérage du pilote est effectué par gravure sur le champ vertical de la collerette (voir schéma). Il s'effectue en 2 phases : 1) Gravure sur la face A Gravure du Ø du pilote (exemple Ø 10,8 mm : graver 10,8) quelque soit la forme du pilote (cylindrique, dépincé ou échancré). Cette opération est à réaliser systématiquement sur chaque pilote. 2) Gravure sur la face B 2 cas possibles : a) Pas de gravure Le pilote est un composant du commerce avec codification, il est repéré sur le plan de sous ensemble dans la tranche de 2000 à 2999 (voir norme E34.01.710G). b) Gravure du repère Le pilote est spécifique, il est réalisé d'après un plan de détail repéré par 3 chiffres (voir exemple ci-dessous).
142Face B
Texte gravé - N° de repère du pilote Hauteur mini des caractères : 6 mm
L'usinage de la collerette sera réalisé de part et d'autre du pilote aux cotes définies par la cote U. Il a 2 fonctions :
1) Orientation du pilote pour les pilotes dépincés, 2) Repérage du pilote pour tous les pilotes.
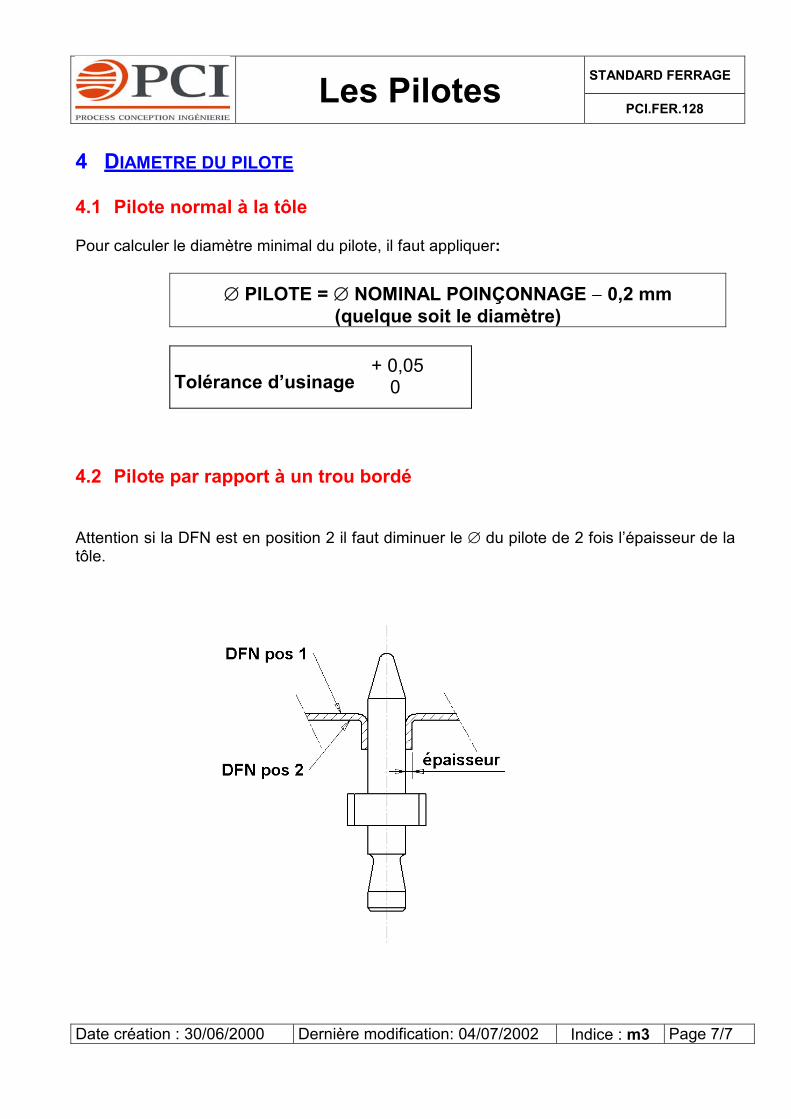
STANDARD FERRAGE
Les Pilotes
PCI.FER.128
Date création : 30/06/2000 Dernière modification: 04/07/2002 Indice : m3 Page 7/7
4 DIAMETRE DU PILOTE 4.1 Pilote normal à la tôle
Pour calculer le diamètre minimal du pilote, il faut appliquer:
� PILOTE = � NOMINAL POINÇONNAGE � 0,2 mm (quelque soit le diamètre)
Tolérance d’usinage + 0,05
0 4.2 Pilote par rapport à un trou bordé
Attention si la DFN est en position 2 il faut diminuer le � du pilote de 2 fois l’épaisseur de la tôle.
STANDARD FERRAGE
Les Porte Pilotes PCI.FER.129
SOMMAIRE
1 Objet ............................................................................................................................................ 2 2 présentation................................................................................................................................ 2 3 conception des porte-pilotes fixes........................................................................................... 3
3.1 PORTE-PILOTES FIXE POUR UN PILOTE EMMANCHEMENT ∅ 12 ET 20 .........................................................3 3.2 ENCOMBREMENT ET FIXATIONS................................................................................................................3
4 conception des porte-pilotes fixes réglables .......................................................................... 4 4.1 PORTE-PILOTES FIXE REGLABLE POUR UN PILOTE EMMANCHEMENT ∅ 12 ET 20 .........................................4 4.2 ENCOMBREMENT ET FIXATIONS................................................................................................................4 4.3 TABLEAU DES K6 POUR LES P.P. FIXES REGLABLES Ø12..........................................................................5 4.4 TABLEAU DES K6 POUR LES P.P. FIXES REGLABLES Ø20..........................................................................5
5 Réglages ..................................................................................................................................... 5 6 Recommandations ..................................................................................................................... 5 7 conception des support-pilotes deportes ............................................................................... 6
7.1 SUPPORT-PILOTES DEPORTES .................................................................................................................6 7.2 ENCOMBREMENT ET FIXATIONS................................................................................................................7 7.3 EXEMPLE DE MONTAGE ...........................................................................................................................8
Rédigé par : Cyril SADY R et D STANDARD
Validé par :
Observations :
Date création : 18/05/2001 Dernière modification : 26/01/2004 Indice : m8 Page 1/8

STANDARD FERRAGE
Les Porte Pilotes PCI.FER.129
Date création : 18/05/2001 Dernière modification : 26/01/2004 Indice : m8 Page 2/8
1 OBJET Le présent document a pour objet de définir :
. les dimensions des portes pilotes fixes.
. les dimensions des portes pilotes fixes réglables.
. les dimensions des portes pilotes déportés.
. la matière des portes pilotes.
. les pilotes admissibles suivant les diamètres d’emmanchement. Ce document présente différentes modélisations CAO 2 PRESENTATION Ce standard PCI propose trois types de porte-pilotes : Les porte-pilotes fixes non réglables
les porte-pilotes fixes réglables
les supports pilotes déportés
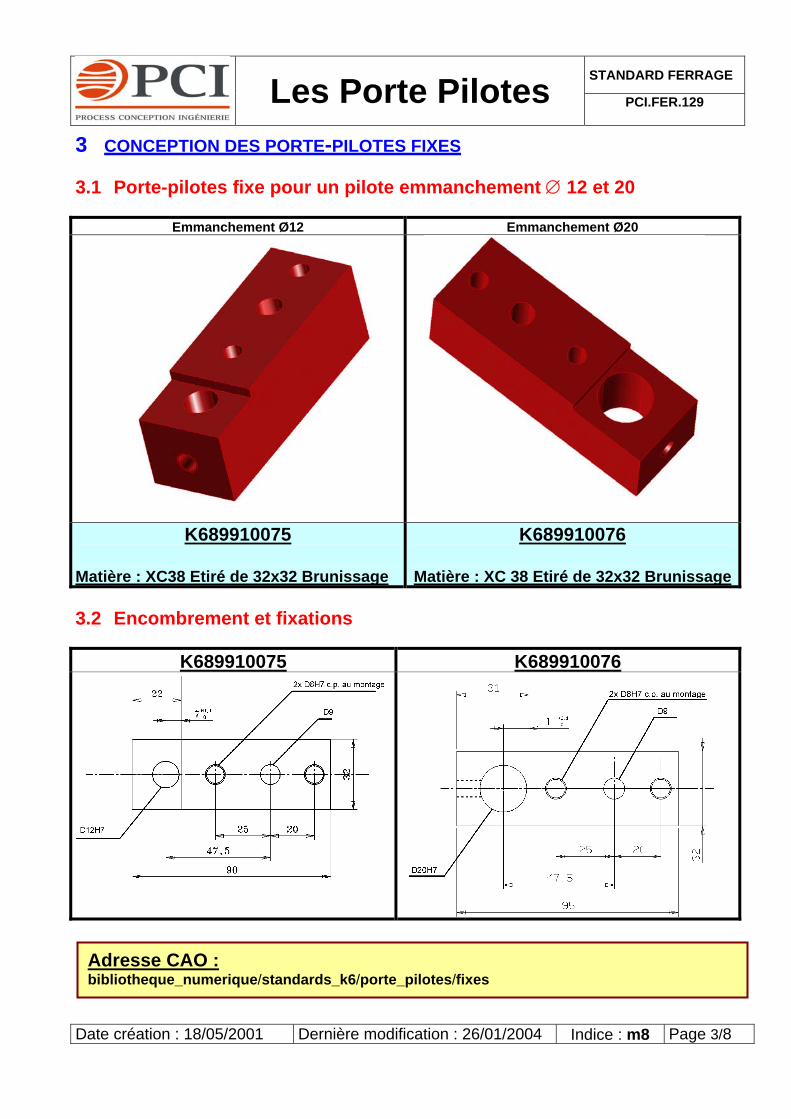
STANDARD FERRAGE
Les Porte Pilotes PCI.FER.129
D
3 CONCEPTION DES PORTE-PILOTES FIXES 3.1 Porte-pilotes fixe pour un pilote emmanchement ∅ 12 et 20
Emmanchement Ø12 Emmanchement Ø20
K689910075
Matière : XC38 Etiré de 32x32 Brunissage
K689910076
Matière : XC 38 Etiré de 32x32 Brunissage 3.2 Encombrement et fixations
K689910075 K689910076
Adresse CAO : bibliotheque_numerique/standards_k6/porte_pilotes/fixes
ate création : 18/05/2001 Dernière modification : 26/01/2004 Indice : m8 Page 3/8
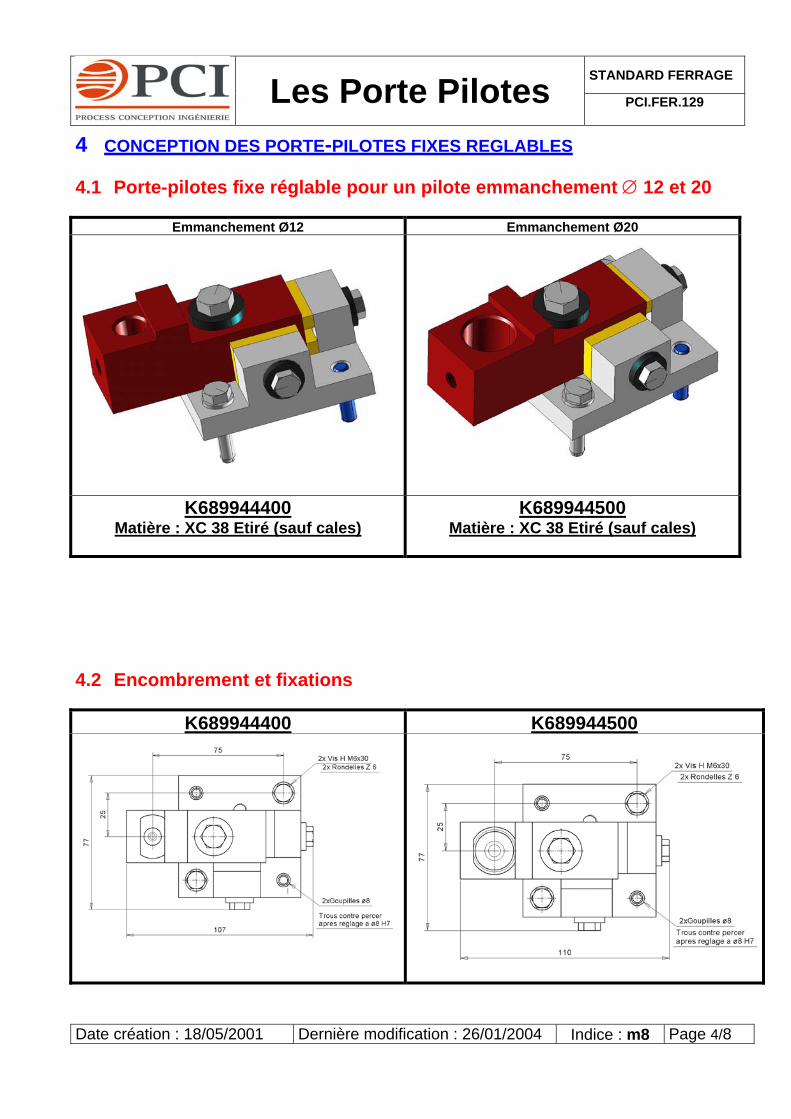
STANDARD FERRAGE
Les Porte Pilotes PCI.FER.129
Date création : 18/05/2001 Dernière modification : 26/01/2004 Indice : m8 Page 4/8
4 CONCEPTION DES PORTE-PILOTES FIXES REGLABLES 4.1 Porte-pilotes fixe réglable pour un pilote emmanchement ∅ 12 et 20
Emmanchement Ø12 Emmanchement Ø20
K689944400Matière : XC 38 Etiré (sauf cales)
K689944500Matière : XC 38 Etiré (sauf cales)
4.2 Encombrement et fixations
K689944400 K689944500
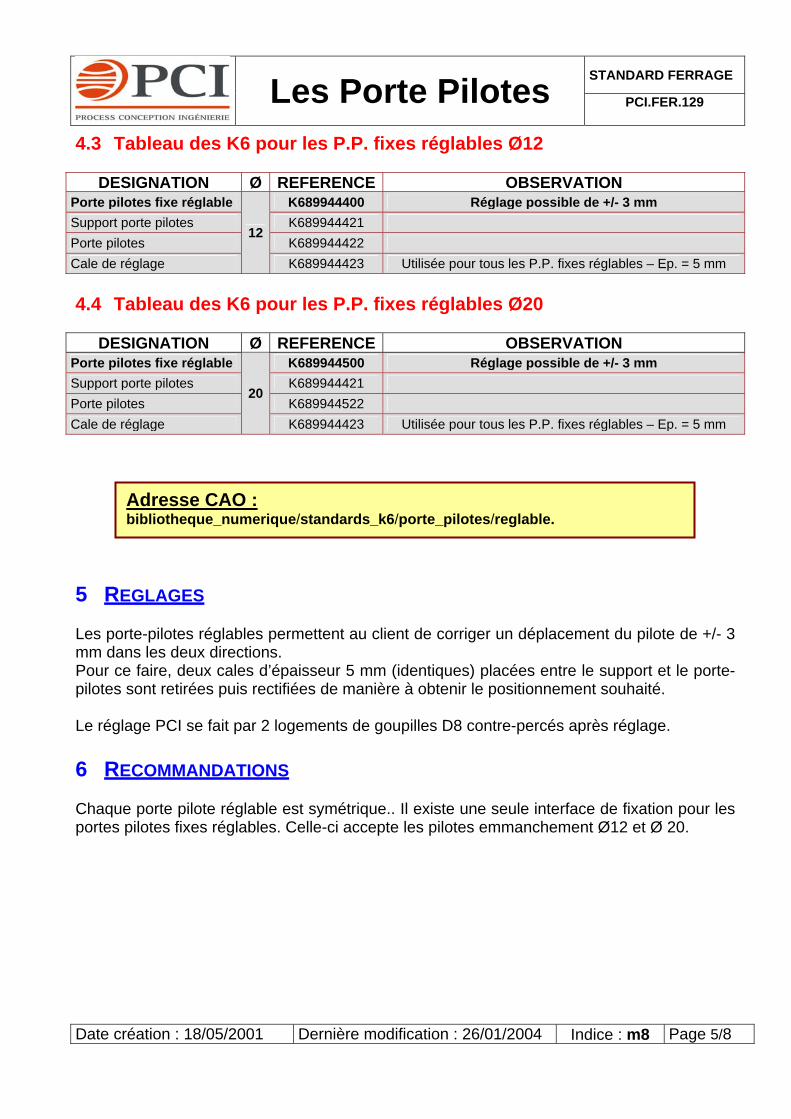
STANDARD FERRAGE
Les Porte Pilotes PCI.FER.129
Date c
4.3 Tableau des K6 pour les P.P. fixes réglables Ø12
DESIGNATION Ø REFERENCE OBSERVATION Porte pilotes fixe réglable K689944400 Réglage possible de +/- 3 mm Support porte pilotes K689944421 Porte pilotes K689944422 Cale de réglage
12
K689944423 Utilisée pour tous les P.P. fixes réglables – Ep. = 5 mm 4.4 Tableau des K6 pour les P.P. fixes réglables Ø20
DESIGNATION Ø REFERENCE OBSERVATION Porte pilotes fixe réglable K689944500 Réglage possible de +/- 3 mm Support porte pilotes K689944421 Porte pilotes K689944522 Cale de réglage
20
K689944423 Utilisée pour tous les P.P. fixes réglables – Ep. = 5 mm 5 R Les pomm daPour cpilotes Le rég 6 R Chaquportes
Adresse CAO : bibliotheque_numerique/standards_k6/porte_pilotes/reglable.
réation : 18/05/2001 Dernière modification : 26/01/2004 Indice : m8 Page 5/8
EGLAGES rte-pilotes réglables permettent au client de corriger un déplacement du pilote de +/- 3 ns les deux directions. e faire, deux cales d’épaisseur 5 mm (identiques) placées entre le support et le porte- sont retirées puis rectifiées de manière à obtenir le positionnement souhaité.
lage PCI se fait par 2 logements de goupilles D8 contre-percés après réglage.
ECOMMANDATIONS e porte pilote réglable est symétrique.. Il existe une seule interface de fixation pour les pilotes fixes réglables. Celle-ci accepte les pilotes emmanchement Ø12 et Ø 20.
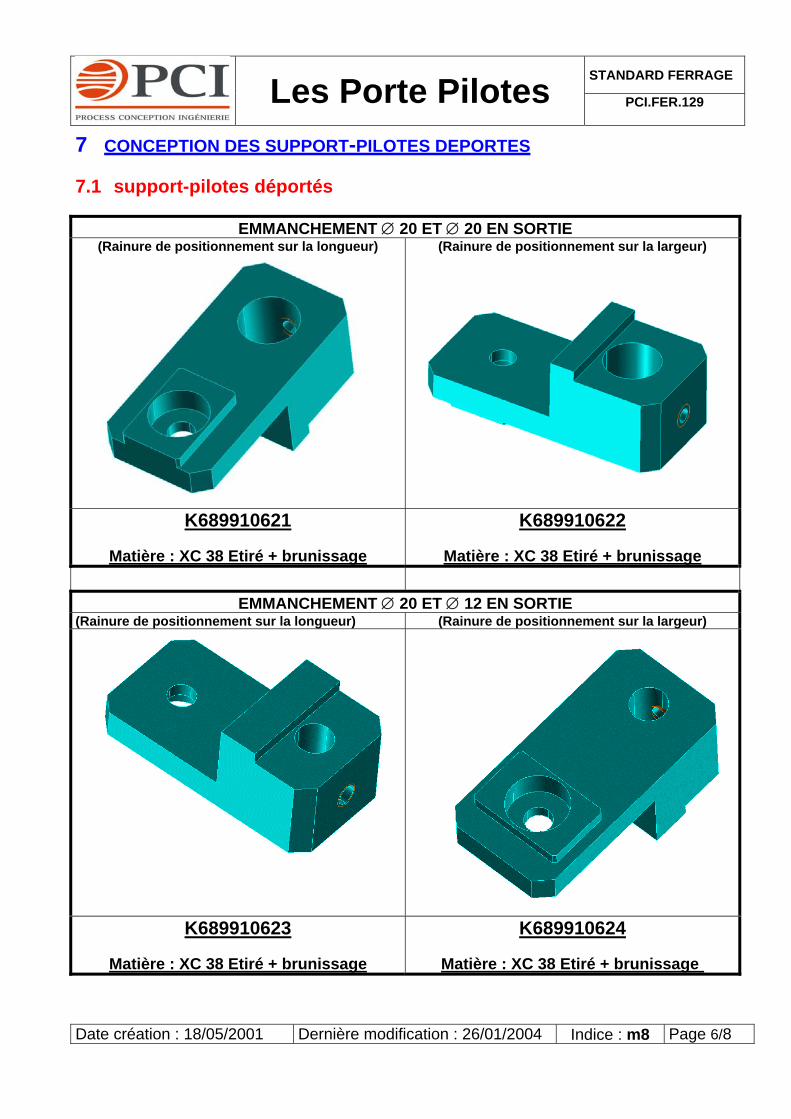
STANDARD FERRAGE
Les Porte Pilotes PCI.FER.129
Date création : 18/05/2001 Dernière modification : 26/01/2004 Indice : m8 Page 6/8
7 CONCEPTION DES SUPPORT-PILOTES DEPORTES 7.1 support-pilotes déportés
EMMANCHEMENT ∅ 20 ET ∅ 20 EN SORTIE (Rainure de positionnement sur la longueur) (Rainure de positionnement sur la largeur)
K689910621
Matière : XC 38 Etiré + brunissage
K689910622
Matière : XC 38 Etiré + brunissage
EMMANCHEMENT ∅ 20 ET ∅ 12 EN SORTIE (Rainure de positionnement sur la longueur) (Rainure de positionnement sur la largeur)
K689910623
Matière : XC 38 Etiré + brunissage
K689910624
Matière : XC 38 Etiré + brunissage
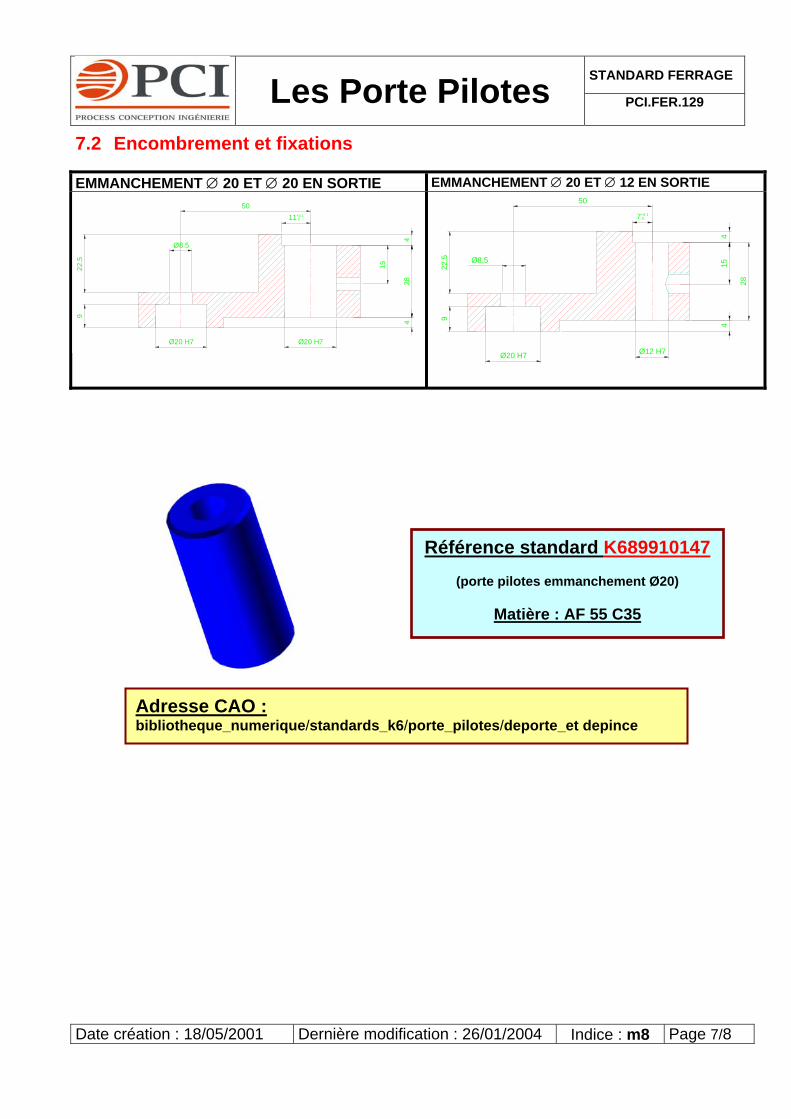
STANDARD FERRAGE
Les Porte Pilotes PCI.FER.129
7.2 Encombrement et fixations EMMANCHEMENT ∅ 20 ET ∅ 20 EN SORTIE EMMANCHEMENT ∅ 20 ET ∅ 12 EN SORTIE
Référence standard K689910147
(porte pilotes emmanchement Ø20)
Matière : AF 55 C35
Ø20 H7 Ø12 H7
415
28
4
50
22.5
9
Ø8.5
7+0.1 0
Ø20 H7
Ø8.5
22.5
9
11+0.1 0
15
284
4
50
Ø20 H7
Date cr
Adresse CAO : bibliotheque_numerique/standards_k6/porte_pilotes/deporte_et depince
éation : 18/05/2001 Dernière modification : 26/01/2004 Indice : m8 Page 7/8
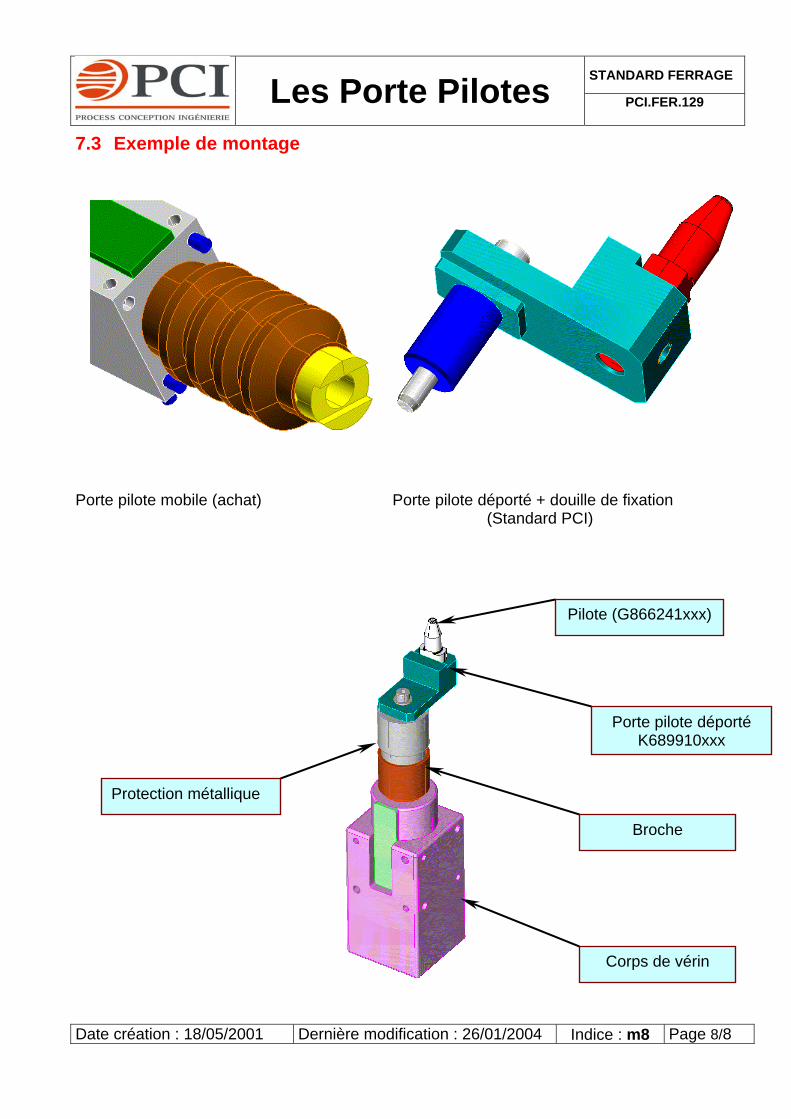
STANDARD FERRAGE
Les Porte Pilotes PCI.FER.129
Date création : 18/05/2001 Dernière modification : 26/01/2004 Indice : m8 Page 8/8
7.3 Exemple de montage
Porte pilote mobile (achat) Porte pilote déporté + douille de fixation (Standard PCI)
Protection métallique
Pilote (G866241xxx)
Porte pilote déporté K689910xxx
Broche
Corps de vérin
STANDARD FERRAGE
Portes Pilotes mobiles REGLABLES PCI.FER.130
Date création : 11/02/2002 Dernière modification :26/01/2004 Indice : m7 Page 1/11
SOMMAIRE
1 SUPPORT GEOMETRIE .................................................................................................................................2 1.1 FIXATION D’UN PORTE PILOTE MOBILE SANS REGLAGE CLIENT ........................................... 3
1.1.1 Présentation générale.......................................................................................... 3 1.1.2 L’assemblage étape par étape............................................................................. 4 1.1.3 La cale de réglage ............................................................................................... 5
1.2 FIXATION D’UN PORTE PILOTE MOBILE AVEC REGLAGE CLIENT .......................................... 6 1.2.1 Présentation générale.......................................................................................... 6 1.2.2 L’assemblage étape par étape............................................................................. 7
2 BOITE A CALE SIMPLE................................................................................................................................10 2.1 PRESENTATION GENERALE .......................................................................................... 10 2.2 L’ASSEMBLAGE ETAPE PAR ETAPE ................................................................................ 11
2.2.1 La boite à cale et les cales clients...................................................................... 11 2.2.2 La plaque intermédiaire ..................................................................................... 11 2.2.3 Les références K6 sur un dispositif .................................................................... 11
Rédigé par : Cyril SADY R et D STANDARD
Validé par :
Observations :

STANDARD FERRAGE
Portes Pilotes mobiles REGLABLES PCI.FER.130
Date création : 11/02/2002 Dernière modification :26/01/2004 Indice : m7 Page 2/11
1 SUPPORT GEOMETRIE Le montage d’un porte pilote mobile sur un support géométrie se retrouvera le plus souvent dans des outillages de type préparation « Coté de caisse » ou bien pour l’assemblage des « Portes » … etc.
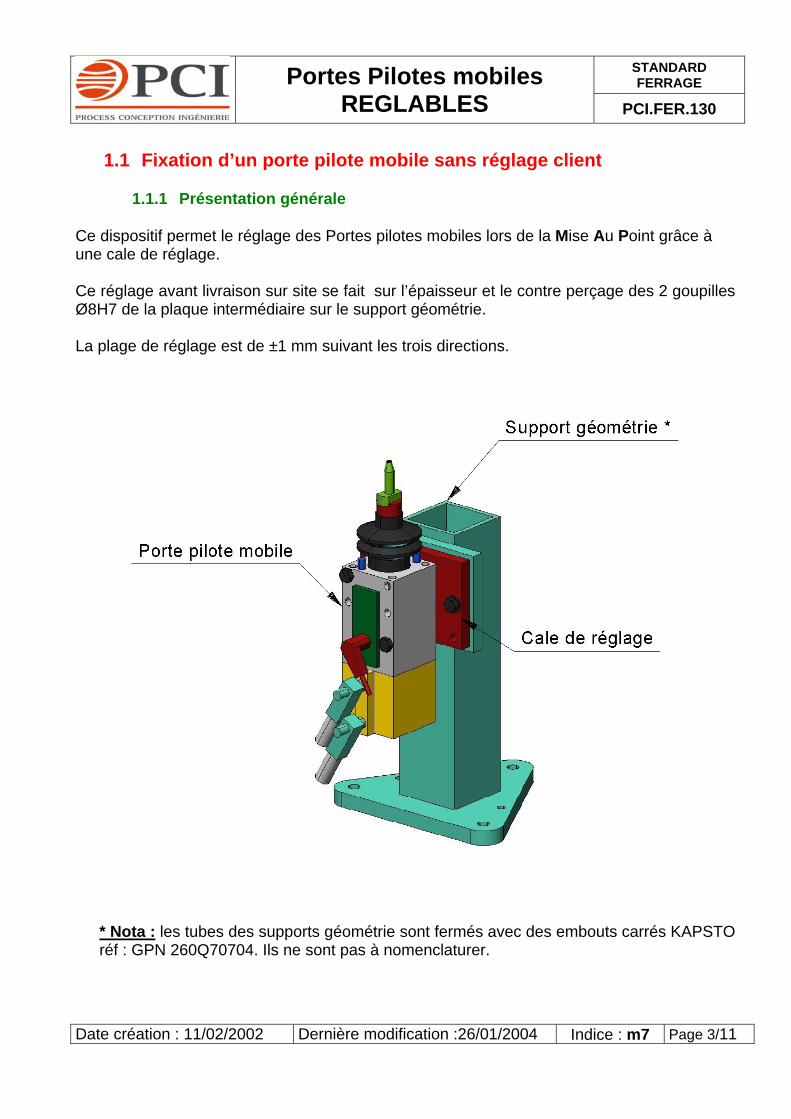
STANDARD FERRAGE
Portes Pilotes mobiles REGLABLES PCI.FER.130
Date création : 11/02/2002 Dernière modification :26/01/2004 Indice : m7 Page 3/11
1.1 Fixation d’un porte pilote mobile sans réglage client
1.1.1 Présentation générale Ce dispositif permet le réglage des Portes pilotes mobiles lors de la Mise Au Point grâce à une cale de réglage. Ce réglage avant livraison sur site se fait sur l’épaisseur et le contre perçage des 2 goupilles Ø8H7 de la plaque intermédiaire sur le support géométrie. La plage de réglage est de ±1 mm suivant les trois directions.
* Nota : les tubes des supports géométrie sont fermés avec des embouts carrés KAPSTO réf : GPN 260Q70704. Ils ne sont pas à nomenclaturer.
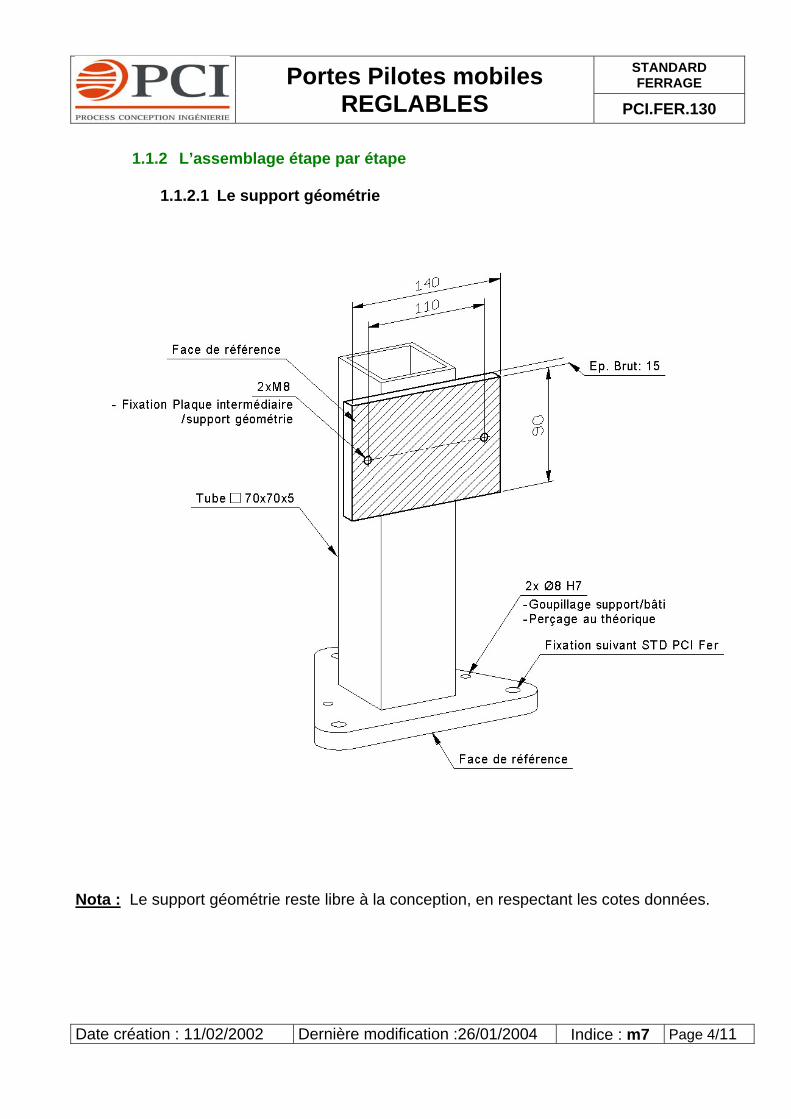
STANDARD FERRAGE
Portes Pilotes mobiles REGLABLES PCI.FER.130
Date création : 11/02/2002 Dernière modification :26/01/2004 Indice : m7 Page 4/11
1.1.2 L’assemblage étape par étape
1.1.2.1 Le support géométrie
Nota : Le support géométrie reste libre à la conception, en respectant les cotes données.
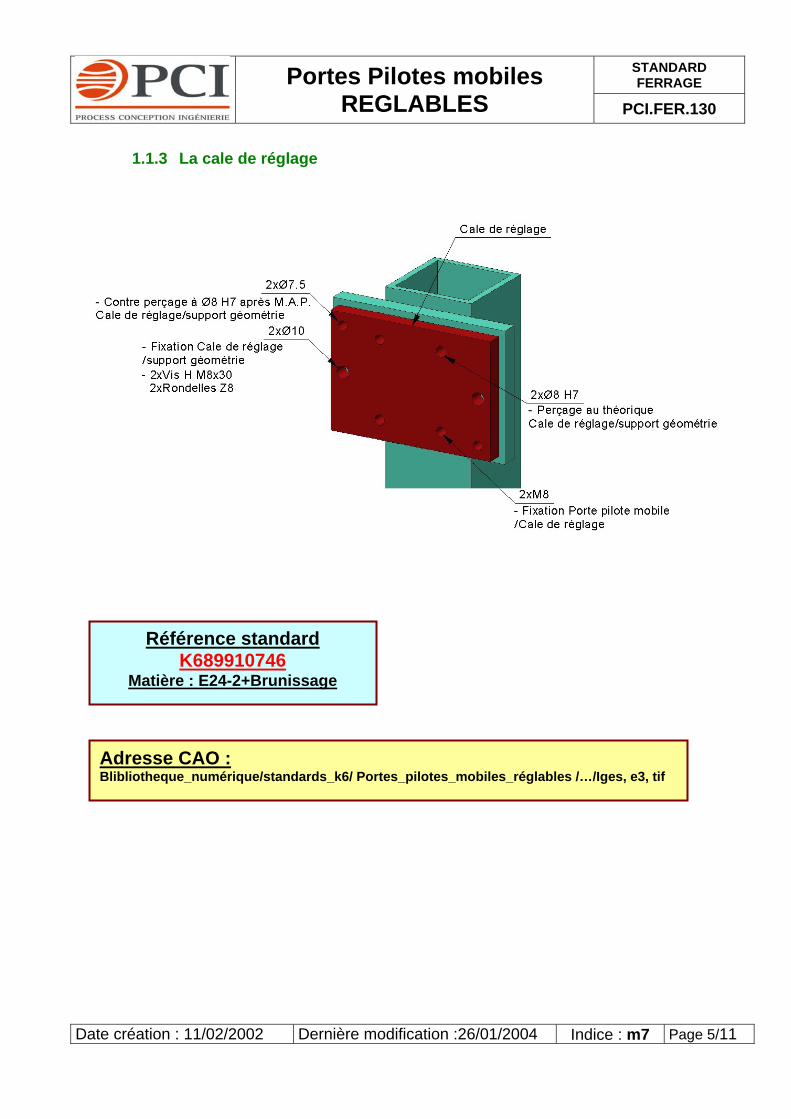
STANDARD FERRAGE
Portes Pilotes mobiles REGLABLES PCI.FER.130
Date création : 11/02/2002 Dernière modification :26/01/2004 Indice : m7 Page 5/11
1.1.3 La cale de réglage
Référence standard K689910746
Matière : E24-2+Brunissage
Adresse CAO : Blibliotheque_numérique/standards_k6/ Portes_pilotes_mobiles_réglables /…/Iges, e3, tif

STANDARD FERRAGE
Portes Pilotes mobiles REGLABLES PCI.FER.130
Date création : 11/02/2002 Dernière modification :26/01/2004 Indice : m7 Page 6/11
1.2 Fixation d’un porte pilote mobile avec reglage client
1.2.1 Présentation générale Afin de rendre possible le réglage des Portes pilotes mobiles lors de la Mise Au Point, des cales sont intégrées sur un dispositif prédéfini. Celui-ci permet un réglage « CLIENT » du dispositif. Pour se faire, un jeu de cales permet une plage de réglage de l’ensemble «Portes pilotes/plaque intermédiaire» .
1.2.1.1 Règles obligatoires
- Les cales clients 1 et 2 ont une épaisseur nominale théorique de 5 mm. - Le réglage avant livraison sur site se fait avec la cale de réglage d’épaisseur nominale de 18 mm (attention elle est réalisée à 19mm) et le contre perçage des 2 goupilles Ø8H7 sur la plaque intermédiaire. - La cale de réglage est fixée sur la plaque intermédiaire par 2 vis H M8x30. - L’épaisseur de la cale ne doit pas être inférieure à 17 mm. - Les cales de réglage client sont imperdables. - Le support géométrie est monté au théorique sur le marbre.
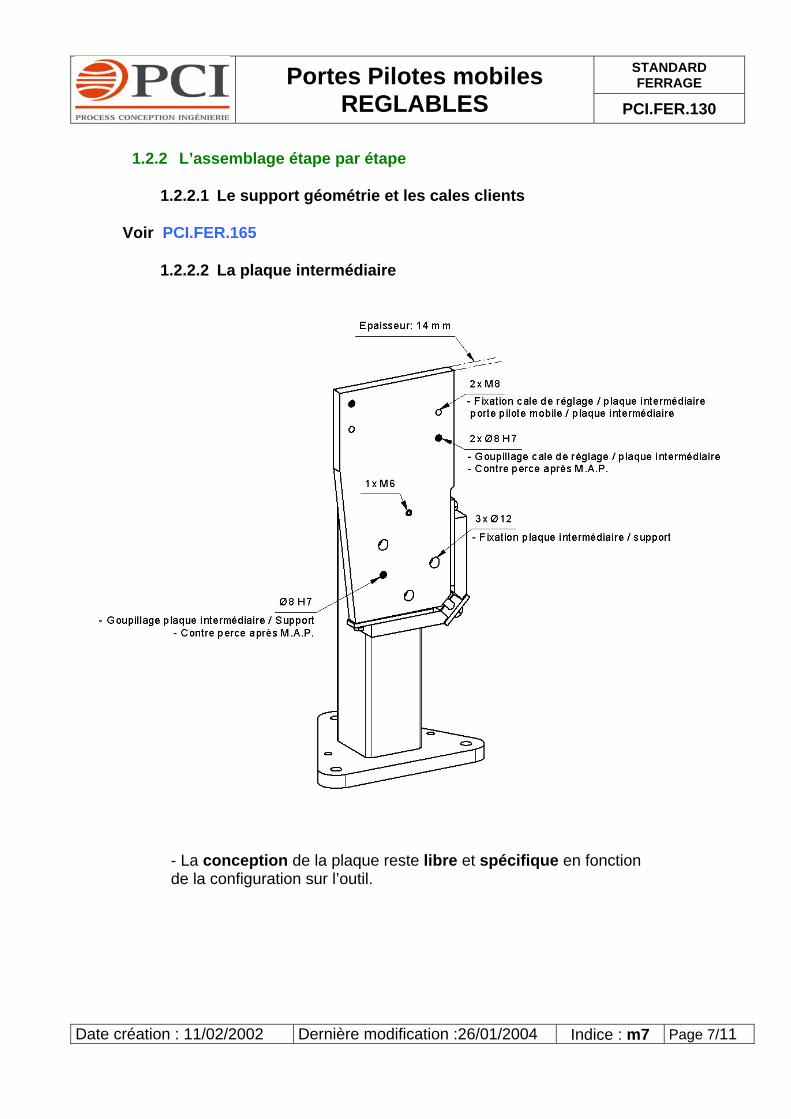
ANDARD ERRAGE
PorteI.FER.130
Date création : 11/02/2002 Derniè
1.2.2 L’assemblage étape p
1.2.2.1 Le support géom
Voir PCI.FER.165
1.2.2.2 La plaque interm
- La conception de la pde la configuration sur l’
STFs Pilotes mobiles
REGLABLES PC
ar étape
re modification :26/01/2004 Indice : m7 Page 7/11
étrie et les cales clients
édiaire
laque reste libre et spécifique en fonction outil.
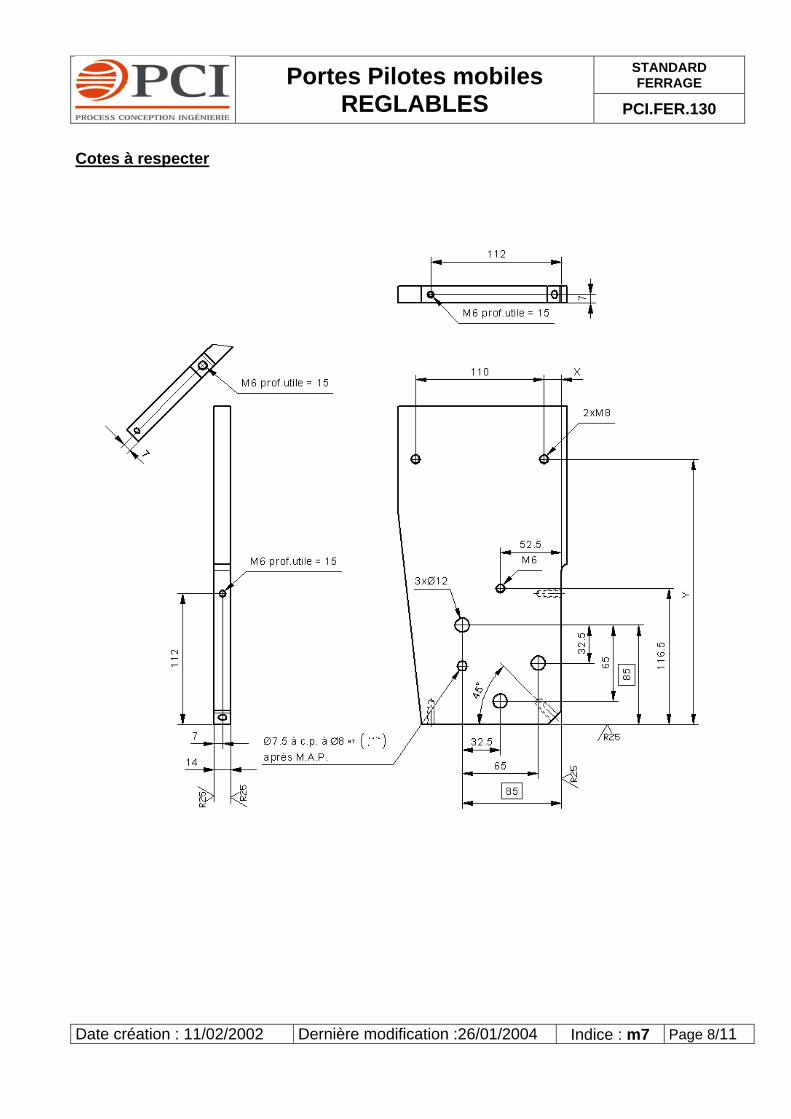
STANDARD FERRAGE
Portes Pilotes mobiles REGLABLES PCI.FER.130
Date création : 11/02/2002 Dernière modification :26/01/2004 Indice : m7 Page 8/11
Cotes à respecter

STANDARD FERRAGE
Portes Pilotes mobiles REGLABLES PCI.FER.130
Date création : 11/02/2002 Dernière modification :26/01/2004 Indice : m7 Page 9/11
1.2.2.3 Les références K6 sur un dispositif
DESIGNATION REFERENCE OBSERVATION Support géométrie PP_FER_013/014 Avec passe-fils
Support géométrie PP_FER_017/018
Cale de réglage 1 client K689910743 Cale de réglage 2 client K689910765 Cale de serrage K689910745 Cale de réglage K689910746 La plaque intermédiaire Pas de référence Conception libre
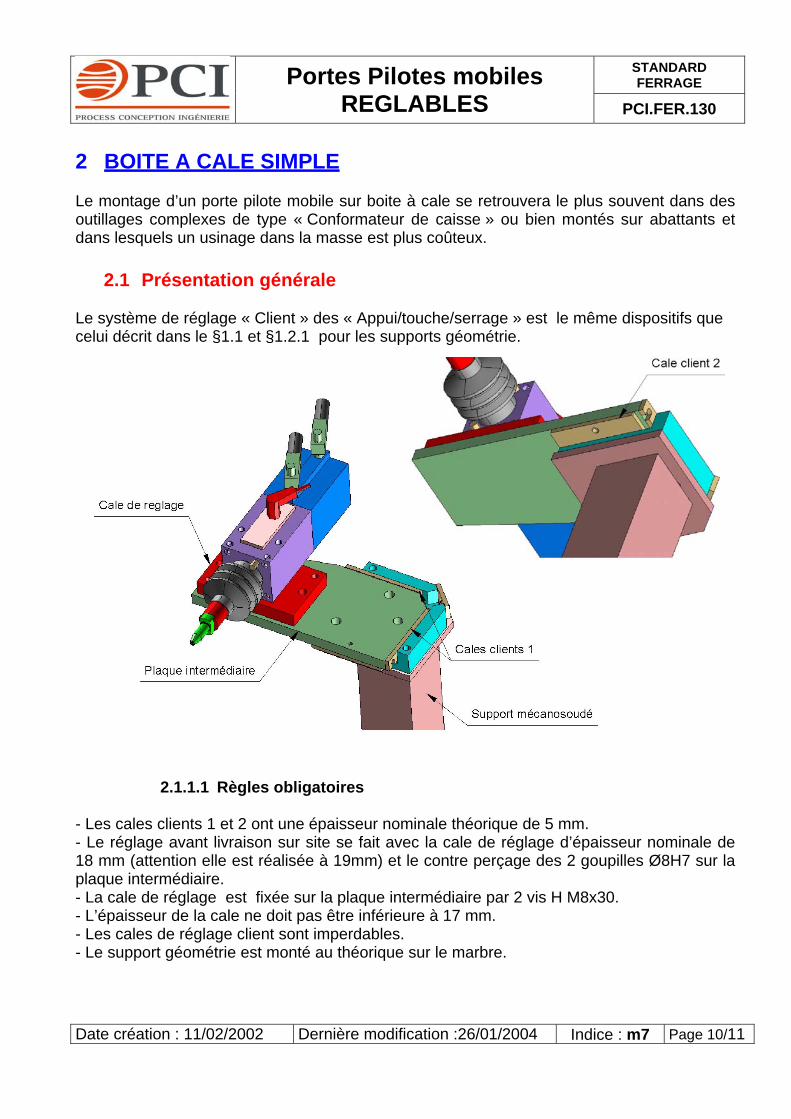
STANDARD FERRAGE
Portes Pilotes mobiles REGLABLES PCI.FER.130
Date création : 11/02/2002 Dernière modification :26/01/2004 Indice : m7 Page 10/11
2 BOITE A CALE SIMPLE Le montage d’un porte pilote mobile sur boite à cale se retrouvera le plus souvent dans des outillages complexes de type « Conformateur de caisse » ou bien montés sur abattants et dans lesquels un usinage dans la masse est plus coûteux.
2.1 Présentation générale Le système de réglage « Client » des « Appui/touche/serrage » est le même dispositifs que celui décrit dans le §1.1 et §1.2.1 pour les supports géométrie.
2.1.1.1 Règles obligatoires - Les cales clients 1 et 2 ont une épaisseur nominale théorique de 5 mm. - Le réglage avant livraison sur site se fait avec la cale de réglage d’épaisseur nominale de 18 mm (attention elle est réalisée à 19mm) et le contre perçage des 2 goupilles Ø8H7 sur la plaque intermédiaire. - La cale de réglage est fixée sur la plaque intermédiaire par 2 vis H M8x30. - L’épaisseur de la cale ne doit pas être inférieure à 17 mm. - Les cales de réglage client sont imperdables. - Le support géométrie est monté au théorique sur le marbre.
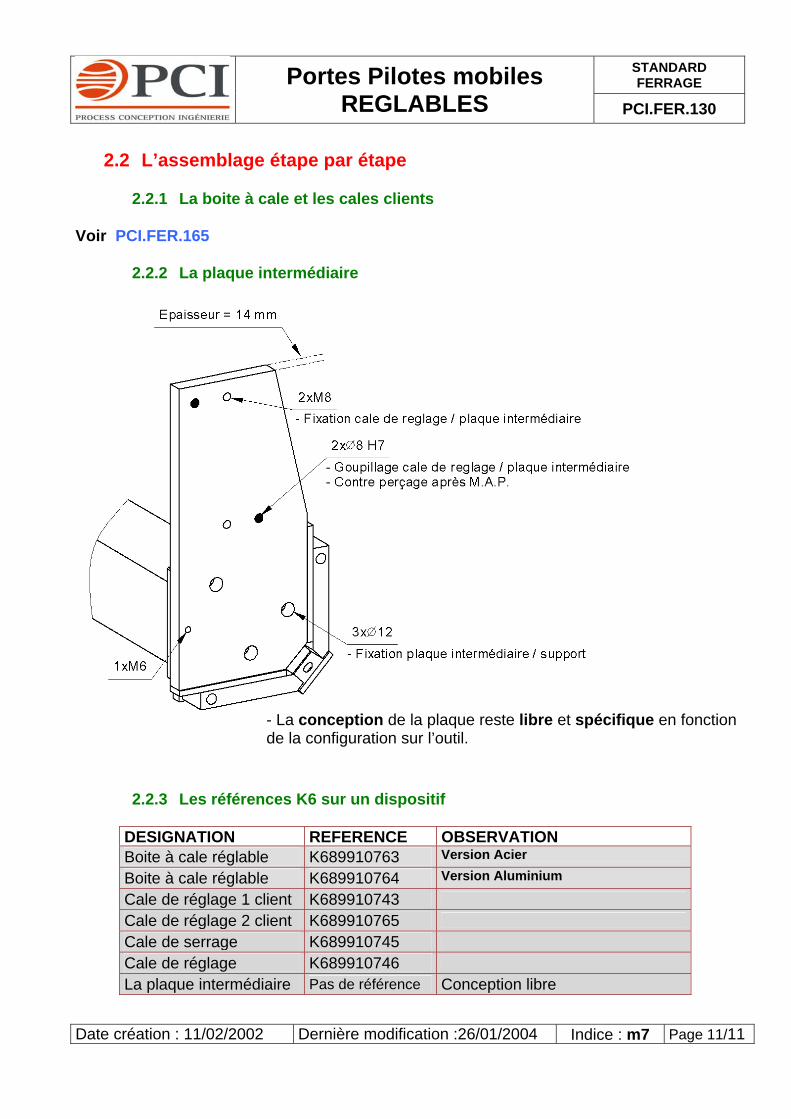
STANDARD FERRAGE
Portes Pilotes mobiles REGLABLES PCI.FER.130
Date création : 11/02/2002
2.2 L’assemblage étape par étape
2.2.1 La boite à cale et les cales clients Voir PCI.FER.165
2.2.2 La plaque intermédiaire
2.2.3 Les référen
DESIGNATION Boite à cale réglablBoite à cale réglablCale de réglage 1 cCale de réglage 2 cCale de serrage Cale de réglage La plaque interméd
- La conception de la plaque reste libre et spécifique en fonction de la configuration sur l’outil.
Dernière modification :26/01/2004 Indice : m7 Page 11/11
ces K6 sur un dispositif
REFERENCE OBSERVATION e K689910763 Version Acier
e K689910764 Version Aluminium
lient K689910743 lient K689910765
K689910745 K689910746
iaire Pas de référence Conception libre
STANDARD FERRAGE
Conception des préhenseurs
PCI.FER.131
Date création : 01/02/2003 Dernière modification : 01/07/2003 Indice : M5 Page 2/12
SOMMAIRE 1 PREAMBULE .................................................................................................................. 3
GENERALITES ..................................................................................................................... 4
1.1 CE QU’IL FAUT INTEGRER AUX ETUDES............................................................................ 4 1.2 A QUOI FAUT-IL PENSER AUX ETUDES ............................................................................. 4 1.3 FONCTION DES PREHENSEURS....................................................................................... 4
2 LES COMPOSANTS ....................................................................................................... 5
2.1 LES TOUCHES, APPUIS ET LES SERRAGES (VOIR PSA.FER.160, 131 ET 106) .................. 5 2.2 LA DETECTION (VOIR PSA.FER.115)............................................................................. 5 2.3 LE REPERAGE (VOIR PSA.FER .117) ............................................................................ 6
2.3.1 Plaques d’immatriculation – Z000 208 488.......................................................... 6 2.3.2 Repères MAP (pinnules) et outil - X915 745 619................................................. 6 2.3.3 Marque de conformité.......................................................................................... 6
2.4 LES PINNULES .............................................................................................................. 6 2.5 STRUCTURE KANYA.................................................................................................... 7
2.5.1 Consignes............................................................................................................ 7 2.5.2 Exemples ............................................................................................................. 8
2.6 LES PILOTES ................................................................................................................ 9 2.7 FLUIDES ...................................................................................................................... 9
2.7.1 Equipements........................................................................................................ 9 2.7.2 Tuyauterie............................................................................................................ 9
2.7.2.1 Choix du tuyau ............................................................................................................................................9 2.7.2.2 Choix de la fixation ......................................................................................................................................9
2.7.3 Câbles et connecteurs électriques....................................................................... 9
3 CALCUL POIDS, CDG ET INERTIES (VOIR PCI.FER.014)......................................... 10
4 LES PLANS................................................................................................................... 11
5 SYNTHESE CDC A08, B5, X3, X6 ET D25................................................................... 12
Rédigé par : Alain AMAURY R et D STANDARD
Validé par :
Observations :
STANDARD FERRAGE
Conception des préhenseurs
PCI.FER.131
Date création : 01/02/2003 Dernière modification : 01/07/2003 Indice : M5 Page 3/12
1 PREAMBULE Les cahiers des charges sont souvent ambigus et parfois contradictoires. A ces difficultés d’interprétation viennent s’ajouter les exigences du client final (l’usine) qui supplantent celles des cahiers des charges. L’objectif de ce document est de définir une ligne directrice commune PCI/FER, incluant ses sous-traitants, sur la conception et la réalisation des préhenseurs. Pour un véhicule donné il paraît nécessaire de signer un accord qui engage le client sur les dérogations demandées par rapport au cahier des charges. La réception définitive devant être réalisée en tenant compte de cet accord.
STANDARD FERRAGE
Conception des préhenseurs
PCI.FER.131
Date création : 01/02/2003 Dernière modification : 01/07/2003 Indice : M5 Page 4/12
GENERALITES 1.1 Ce qu’il faut intégrer aux études
• Les goulottes (cablo-fil) • Un régulateur de pression (préhenseur manut/soudure) • Une panoplie de distribution standard • Si ventouses � venturi + clapet anti retour • Les détecteurs • Les répartiteurs Lumberg ou un coffret électrique • Les supports pinnules standard PCI K689910310 • Une équerre support prise électrique standard PCI • Les avaloirs (impératifs pour prises de traj manut ou pour grandes pièces) • Deux pilotes (pour éviter glissement de la pièce). Tenir compte des réf PCM des
pièces. • Les appuis, les serrages • La cible pour calibrer préhenseur pour pince au sol • Le ½ changeur (manuel ou auto)
1.2 A quoi faut-il penser aux études
• Si structure KANYA � série lourde obligatoire (50x50, 100x50, 100x100). Aucun
taraudage, utiliser des platines de liaison. • Si structure KANYA � règles d’assemblage ossature et antennes fusibles. • Les règles d’allègement (diminuer épaisseur plutôt que réaliser des trous) • Le type de robot (ABB, FANUC…) • Le poids, les inerties (intégrer les goulottes, les serrages) • L’isostatisme (penser aux pilotes avant les appuis) • Le passage dans tous les outils • La rigidité • La maintenance (accessibilté, changement rapide) • Mode de fixation des préhenseurs sur pinces • Plaque interface robot en Fortal (ou duralumin) ép =15mm • Cotation/axe 6 • DFNIF pour réalisation appuis et touches • Planche 014 • Choix de la fonction fusible antenne/appui
1.3 Fonction des préhenseurs
• Manutention poste à poste • Manutention + soudure pince embarquée • Manutention + soudure pince au sol • Manutention + clinchage embarqué
STANDARD FERRAGE
Conception des préhenseurs
PCI.FER.131
Date création : 01/02/2003 Dernière modification : 01/07/2003 Indice : M5 Page 5/12
• Manutention + clinchage au sol • Manutention + encollage embarqué • Manutention + encollage sous potence • Manutention + mise en place • Manutention + soudure pince embarquée + soudure pince au sol • Manutention + soudure pince embarquée + encollage sous potence
2 LES COMPOSANTS
2.1 Les touches, appuis et les serrages (voir PSA.FER.160, 131 et 106)
• Matière appuis et touches 42CrMo4 suivi d’un traitement de la face active (2mm)
pour une dureté de 55HRC (ep=18mm) • Les appuis des pièces de robes (ep=37mm) seront en ERTALON ou surmoulage
matériau souple. • Effort mini appliqué à la tôle = 40DaN • Serrages montés avec canons et rondelles élastiques diamètre ext 22,5 int 8,4 ep
2,2 type NOMEL 560827 code MABEC Z 000 177 199 • Serrages verrouillés MPVI type 040 de préférence (bras de levier 150mm maxi) • Masse Touche + rallonge (1kg pour L=75mm à 125, 0.75kg pour 150mm) • Angle inclinaison 15° maxi/normale tôle • Fixation touche sur rallonge par vis M8 et goupilles cylindriques diam 6.
Note : Les goupilles élastiques sont prohibées.
2.2 La détection (voir PSA.FER.115)
• Utiliser des détecteurs de proximité inductifs 2 fils courant continu, portée 10 mm suivant cdc « LIMITES DE FOURNITURE » PSA.véh.105. (diam 18)
• Contrôle de la présence de l’ensemble des pièces (généralement un seul sous-ensemble). Un ou deux détecteurs par sous-ensemble suivant souplesse et dimension.
• Détecter les diversités. • Le tableau de détection (annexe PSA.FER.115) sera renseigné (PV fin études) • Installer les détecteurs de présence pièce au plus près des touches d’appui pour
éviter des dispersions dues à l’élasticité des tôles, des chocs et l’usure des faces de détection.
• Installer les détecteurs de proximité à plus de 100 mm d'une source magnétique telle que pince à souder, barre ou tresse secondaire, etc...
• Eviter d'exposer les détecteurs aux projections de soudure. • Les détecteurs ∅ 18 utilisés sans interface mécanique, seront installés avec des
brides SDPL18 SENSTRONIC pour les présences pièces + des platines pour régler le détecteur dans le sens de la détection.
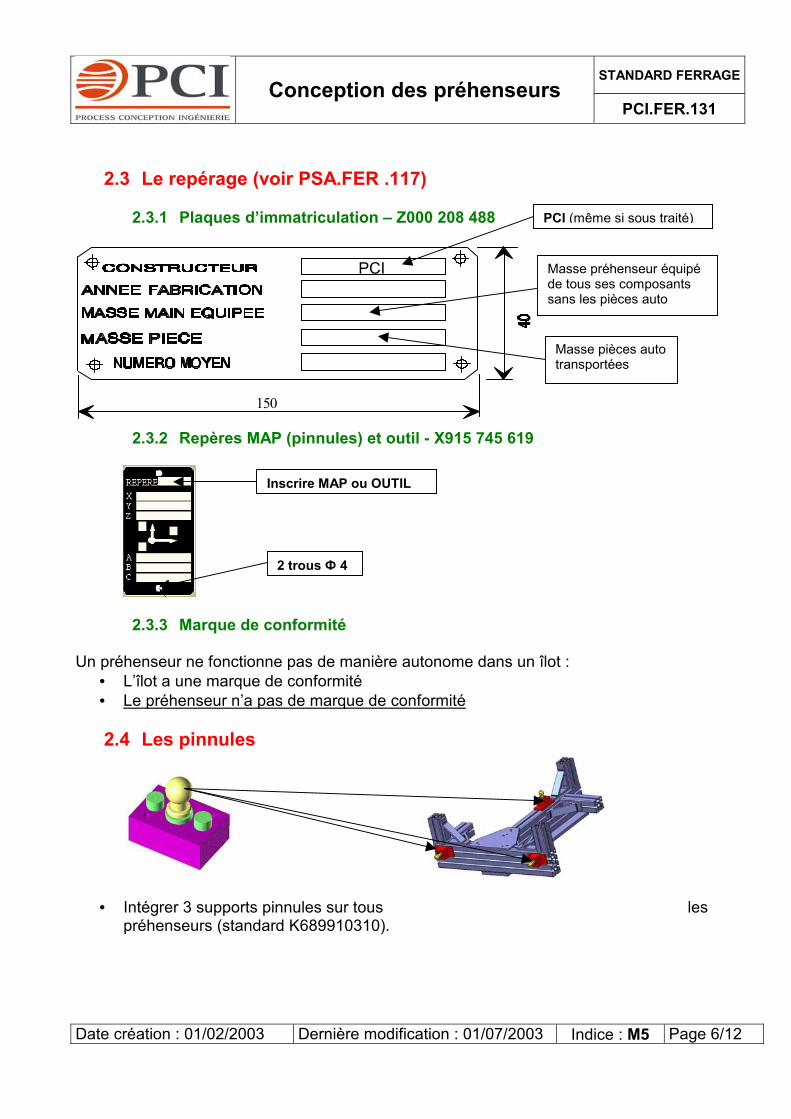
STANDARD FERRAGE
PCI.FER.131
Conception des préhenseurs
2.3 Le repérage (voir PSA.FER .117)
2.3.1 Plaques d’immatriculation – Z000 208 488
PCI
150
PCI (même si sous traité)
Masse préhenseur équipé de tous ses composants sans les pièces auto
Masse pièces auto transportées
2.3.2 Repères MAP (pinnules) et outil - X915 745 619
L
2.3.3 Marque de
Un préhenseur ne fonction
• L’îlot a une marque• Le préhenseur n’a p
2.4 Les pinnules
• Intégrer 3 supports
préhenseurs (stand
Date création : 01/02/2003
Inscrire MAP ou OUTI
c
n da
pa
2 trous Ф 4
onformité
e pas de manière autonome dans un îlot : e conformité s de marque de conformité
innules sur tous les rd K689910310).
Dernière modification : 01/07/2003 Indice : M5 Page 6/12
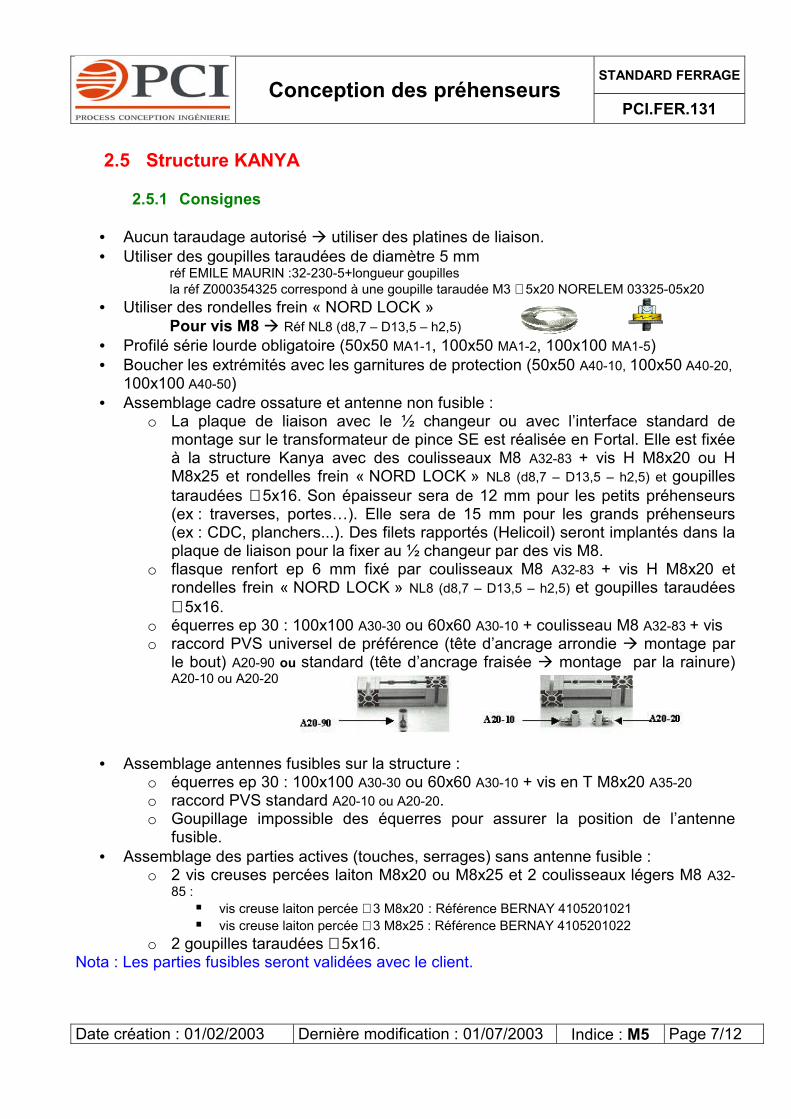
STANDARD FERRAGE
Conception des préhenseurs
PCI.FER.131
Date création : 01/02/2003 Dernière modification : 01/07/2003 Indice : M5 Page 7/12
2.5 Structure KANYA
2.5.1 Consignes
• Aucun taraudage autorisé � utiliser des platines de liaison. • Utiliser des goupilles taraudées de diamètre 5 mm
réf EMILE MAURIN :32-230-5+longueur goupilles la réf Z000354325 correspond à une goupille taraudée M3 ∅ 5x20 NORELEM 03325-05x20
• Utiliser des rondelles frein « NORD LOCK » Pour vis M8 � Réf NL8 (d8,7 – D13,5 – h2,5)
• Profilé série lourde obligatoire (50x50 MA1-1, 100x50 MA1-2, 100x100 MA1-5) • Boucher les extrémités avec les garnitures de protection (50x50 A40-10, 100x50 A40-20,
100x100 A40-50) • Assemblage cadre ossature et antenne non fusible :
o La plaque de liaison avec le ½ changeur ou avec l’interface standard de montage sur le transformateur de pince SE est réalisée en Fortal. Elle est fixée à la structure Kanya avec des coulisseaux M8 A32-83 + vis H M8x20 ou H M8x25 et rondelles frein « NORD LOCK » NL8 (d8,7 – D13,5 – h2,5) et goupilles taraudées ∅ 5x16. Son épaisseur sera de 12 mm pour les petits préhenseurs (ex : traverses, portes…). Elle sera de 15 mm pour les grands préhenseurs (ex : CDC, planchers...). Des filets rapportés (Helicoil) seront implantés dans la plaque de liaison pour la fixer au ½ changeur par des vis M8.
o flasque renfort ep 6 mm fixé par coulisseaux M8 A32-83 + vis H M8x20 et rondelles frein « NORD LOCK » NL8 (d8,7 – D13,5 – h2,5) et goupilles taraudées ∅ 5x16.
o équerres ep 30 : 100x100 A30-30 ou 60x60 A30-10 + coulisseau M8 A32-83 + vis o raccord PVS universel de préférence (tête d’ancrage arrondie � montage par
le bout) A20-90 ou standard (tête d’ancrage fraisée � montage par la rainure) A20-10 ou A20-20
• Assemblage antennes fusibles sur la structure : o équerres ep 30 : 100x100 A30-30 ou 60x60 A30-10 + vis en T M8x20 A35-20 o raccord PVS standard A20-10 ou A20-20. o Goupillage impossible des équerres pour assurer la position de l’antenne
fusible. • Assemblage des parties actives (touches, serrages) sans antenne fusible :
o 2 vis creuses percées laiton M8x20 ou M8x25 et 2 coulisseaux légers M8 A32-85 : � vis creuse laiton percée ∅ 3 M8x20 : Référence BERNAY 4105201021 � vis creuse laiton percée ∅ 3 M8x25 : Référence BERNAY 4105201022
o 2 goupilles taraudées ∅ 5x16. Nota : Les parties fusibles seront validées avec le client.

STANDARD FERRAGE
Conception des préhenseurs
PCI.FER.131
Date création : 01/02/2003 Dernière modification : 01/07/2003 Indice : M5 Page 8/12
2.5.2 Exemples
Fusible sur cadre par vis percées laiton
Antenne fusible � vis en T, pas de renfort
Structure du cadre � Equerres, renforts
piétés, vis et coulisseaux
Fixation de la plaque robot � Vis et coulisseaux, piétage
STANDARD FERRAGE
Conception des préhenseurs
PCI.FER.131
Date création : 01/02/2003 Dernière modification : 01/07/
2.6 Les pilotes
• Toujours essayer de placer 2 pilotes (au moins 1) pour éviter glissement pièce. • Utiliser les pilotes standard PSA pour A08 (voir PSA.FER.128 et annexe) • Choisir le diamètre immédiatement inférieur au diamètre du trou avec un jeu compris
entre 1 mm et 1,5 mm au diamètre sachant que : Le ∅ pilote = ∅ nominal poinçonnage − 0,2 mm (quel que soit le ∅ ) Ex : ∅ poinçonnage =14 � ∅ pilote = 13,8 mais le jeu minimum de 1 n’étant pas respecté � choisir un ∅ pilote = 12,7.
2.7 Fluides
2.7.1 Equipements
• De manière générale pour fixer les éléments tels que Venturi, platine Senstronic, embase de distributeur… utiliser des platines rapportées fixées par des vis en T ou des inserts taraudés (plaque taraudée, écrou à ressort, coulisseau léger) et rondelles frein « NORD LOCK ».
2.7.2 Tuyauterie
2.7.2.1 Choix du tuyau
• Tube polyuréthane mono couche anti étincelle type 1025UxxKxx et 1100UxxKxx avec raccords série 6000 LEGRIS.
ex : 10025U06K1 rouleau de 25m D6 couleur noire ex : 10100U06K4 rouleau de 100m D6 couleur bleue
• Tuyau souple caoutchouc suivant norme E07.21.1modification d’un préhenseur équipé de la même
2.7.2.2 Choix de la fixation
• Cavalier STAUFF simple ou double fixés sur Kancoulisseau léger ou écrou à ressort ... et vis M6
• Chemins de câbles Unifil TOLMEGA fixés sur Kancoulisseau léger ou écrou à ressort ... et vis M6
2.7.3 Câbles et connecteurs électriques • chemins de câbles Unifil TOLMEGA UF2 EZ – ha
o largeur 50 mm (547535) couvercle SZ (547050) aveo largeur 100 mm (547536) couvercle SZ (547051) av
(site internet www.tolmega.com). • accessoires en plastique fixés par rivet pop de 3,2
600
2003 Indice
15N (uniquemréférence)
ya via plaque t
ya via plaque
uteur 54 mm c clips UF (55404ec clips UF (5540
mm
609
: M5 Page 9/12
ent si
araudée,
taraudée,
1) 41)

STANDARD FERRAGE
Conception des préhenseurs
PCI.FER.131
Date création : 01/02/2003 Dernière modification : 01/07/2003 Indice : M5 Page 10/12
3 CALCUL POIDS, CDG ET INERTIES (VOIR PCI.FER.014) Lors de la conception d’un préhenseur il faut toujours avoir en tête que « L’inertie est proportionnelle au carré de la distance ». La plupart des systèmes de CAO permettent de calculer le poids, le CDG et les inerties par rapport à un trièdre donné. Néanmoins, dans le cas ou les éléments constitutifs d’un même équipement robot sont réalisées avec des logiciels CAO différents ou que les inerties ne sont pas calculées dans un repère parallèle au repère robot (ex : préhenseur PCI conçu en ThinkDesign + pince à souder + pièces auto conçues en Catia), il faut utiliser la feuille de calcul pci_fer_014_m00.xls.
Le résultat des calculs permet de valider le choix du robot par l’utilisation :
• Des abaques constructeurs • Des feuilles de calculs constructeurs
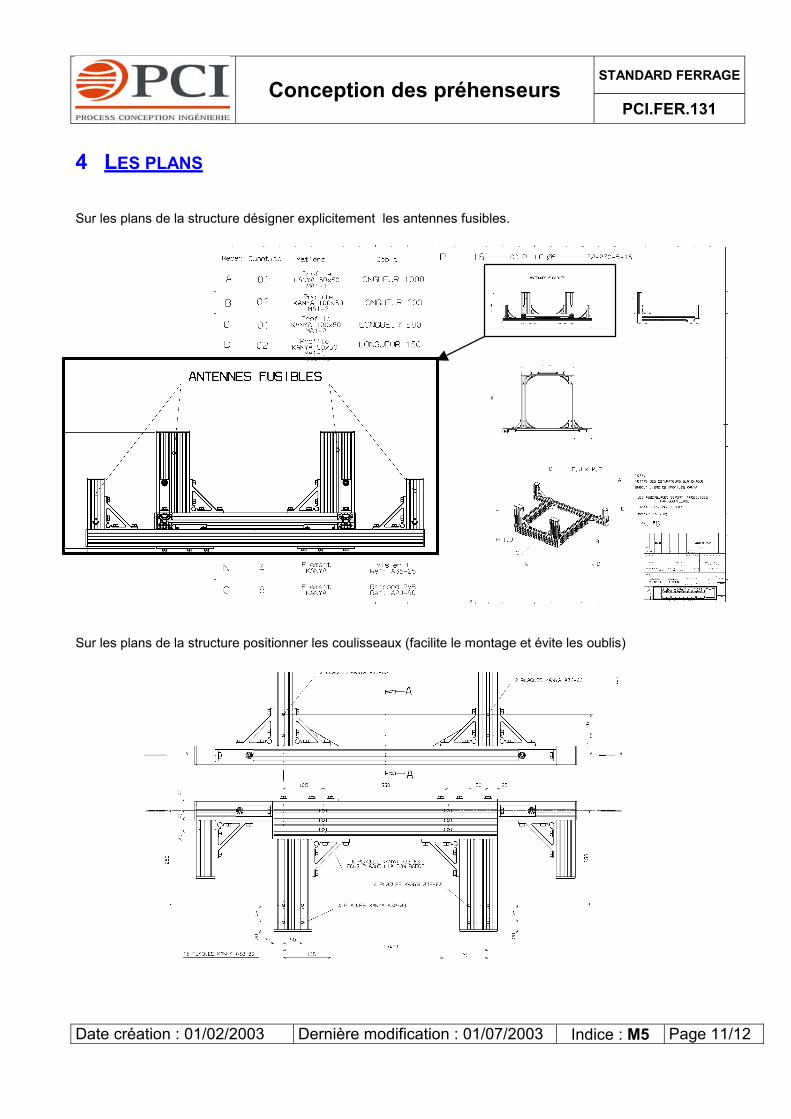
STANDARD FERRAGE
Conception des préhenseurs
PCI.FER.131
Date création : 01/02/2003 Dernière modification : 01/07/2003 Indice : M5 Page 11/12
4 LES PLANS Sur les plans de la structure désigner explicitement les antennes fusibles. Sur les plans de la structure positionner les coulisseaux (facilite le montage et évite les oublis)
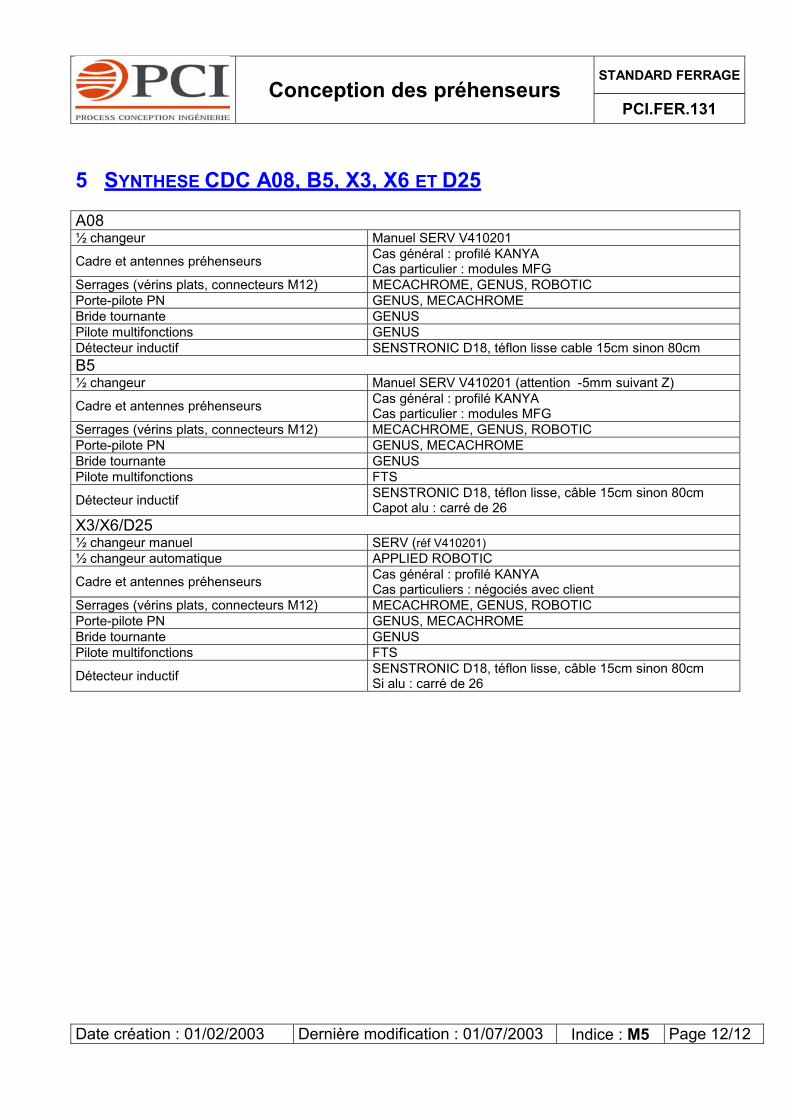
STANDARD FERRAGE
Conception des préhenseurs
PCI.FER.131
Date création : 01/02/2003 Dernière modification : 01/07/2003 Indice : M5 Page 12/12
5 SYNTHESE CDC A08, B5, X3, X6 ET D25 A08 ½ changeur Manuel SERV V410201
Cadre et antennes préhenseurs Cas général : profilé KANYA Cas particulier : modules MFG
Serrages (vérins plats, connecteurs M12) MECACHROME, GENUS, ROBOTIC Porte-pilote PN GENUS, MECACHROME Bride tournante GENUS Pilote multifonctions GENUS Détecteur inductif SENSTRONIC D18, téflon lisse cable 15cm sinon 80cm B5 ½ changeur Manuel SERV V410201 (attention -5mm suivant Z)
Cadre et antennes préhenseurs Cas général : profilé KANYA Cas particulier : modules MFG
Serrages (vérins plats, connecteurs M12) MECACHROME, GENUS, ROBOTIC Porte-pilote PN GENUS, MECACHROME Bride tournante GENUS Pilote multifonctions FTS
Détecteur inductif SENSTRONIC D18, téflon lisse, câble 15cm sinon 80cm Capot alu : carré de 26
X3/X6/D25 ½ changeur manuel SERV (réf V410201) ½ changeur automatique APPLIED ROBOTIC
Cadre et antennes préhenseurs Cas général : profilé KANYA Cas particuliers : négociés avec client
Serrages (vérins plats, connecteurs M12) MECACHROME, GENUS, ROBOTIC Porte-pilote PN GENUS, MECACHROME Bride tournante GENUS Pilote multifonctions FTS
Détecteur inductif SENSTRONIC D18, téflon lisse, câble 15cm sinon 80cm Si alu : carré de 26

STANDARD FERRAGE
MANUTENTION, TRANSPORT PCI.FER.137
Date création : 11/07/2000 Dernière modification : 19/08/2003 Indice : m3 Page 1/7
SOMMAIRE 1 MANUTENTION .............................................................................................................. 2
1.1 AU STADE DE L’AVANT-PROJET ...................................................................................... 2 1.2 A L’ETUDE .................................................................................................................. 2
2 TRANSPORT EXCEPTIONNEL...................................................................................... 3
3 ACCESSOIRES DE LEVAGE ......................................................................................... 4 3.1 OBJET ......................................................................................................................... 4 3.2 DIMENSIONS ................................................................................................................ 4 3.3 CHOIX DES ANNEAUX SUIVANT TRACTIONS ...................................................................... 5
3.3.1 Traction verticale avec 2 élingues à 1 brin........................................................... 5 3.3.2 Traction en biais, élingue à 2 brins α < 90°.......................................................... 5 3.3.3 Traction en biais, élingue à 4 brins α < 90°.......................................................... 5
4 TRANSPORT, CONVENTIONNEL.................................................................................. 6 CAMION CLASSIQUE (10 TONNES)........................................................................................... 6 4.2 SAVOYARDE STANDARD ( RIDELLES + BACHES ) OU PLATEAU DROIT ( 22 TONNES) ............ 6 4.3 SAVOYARDE SURBAISSEE ( 29 TONNES )........................................................................ 7
Rédigé par : Cyril SADY R et D STANDARD
Validé par :
Observations :

STANDARD FERRAGE
MANUTENTION, TRANSPORT PCI.FER.137
Date création : 11/07/2000 Dernière modification : 19/08/2003 Indice : m3 Page 2/7
1 MANUTENTION
1.1 Au stade de l’avant-projet Caractéristiques des ateliers réalisateurs et client à connaître : Hauteur bâtiment, dimensions de la zone, charges au sol … Accès camions (hauteur & largeur portes, accessibilité de la machine …) Disponibilité et capacité des moyens de levage : Pont roulant : charge et hauteur Cars à fourches : charges et accès sur zone Grue…
1.2 A l’étude Prévoir la manutention de la machine et des pièces lourdes : Passage de fourches dans les bâtis. Ajours pour le passage de barres, de crochets ou d’élingues. Trous taraudés pour la fixation d’anneaux de levage. Réaliser une vignette de manutention montrant la façon de prendre la charge.
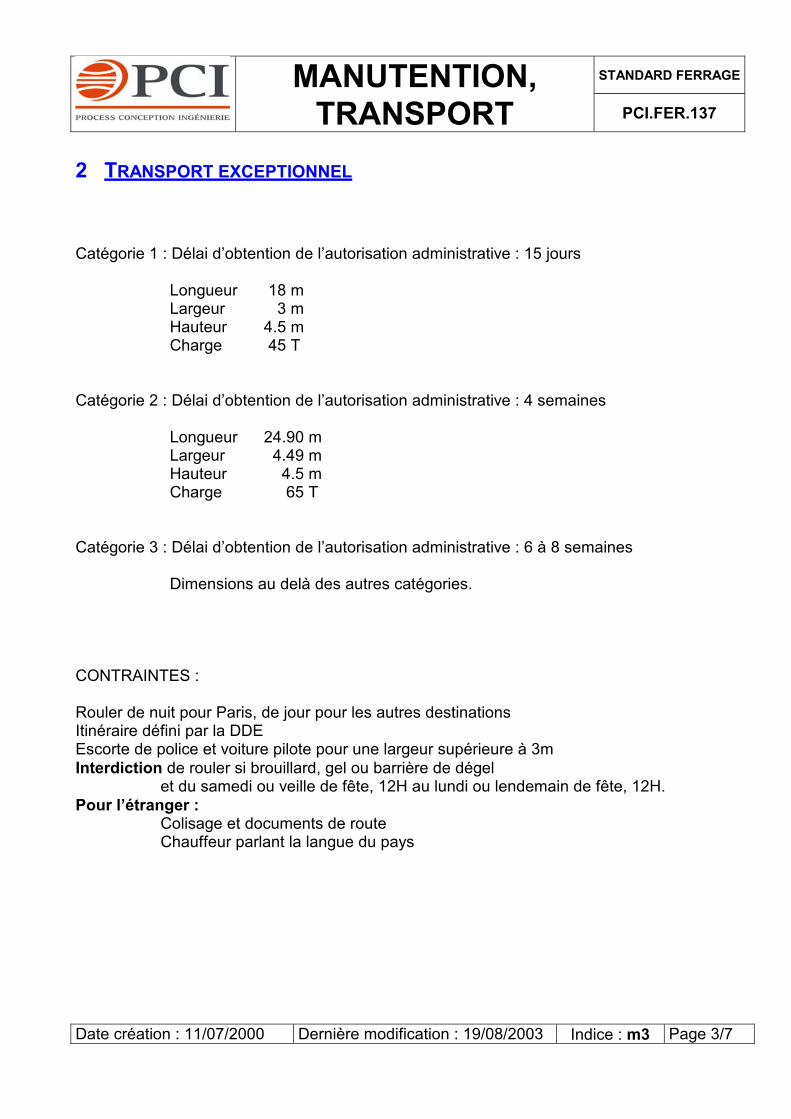
STANDARD FERRAGE
MANUTENTION, TRANSPORT PCI.FER.137
Date création : 11/07/2000 Dernière modification : 19/08/2003 Indice : m3 Page 3/7
2 TRANSPORT EXCEPTIONNEL Catégorie 1 : Délai d’obtention de l’autorisation administrative : 15 jours
Longueur 18 m Largeur 3 m Hauteur 4.5 m Charge 45 T
Catégorie 2 : Délai d’obtention de l’autorisation administrative : 4 semaines
Longueur 24.90 m Largeur 4.49 m Hauteur 4.5 m Charge 65 T
Catégorie 3 : Délai d’obtention de l’autorisation administrative : 6 à 8 semaines
Dimensions au delà des autres catégories. CONTRAINTES : Rouler de nuit pour Paris, de jour pour les autres destinations Itinéraire défini par la DDE Escorte de police et voiture pilote pour une largeur supérieure à 3m Interdiction de rouler si brouillard, gel ou barrière de dégel et du samedi ou veille de fête, 12H au lundi ou lendemain de fête, 12H. Pour l’étranger : Colisage et documents de route Chauffeur parlant la langue du pays
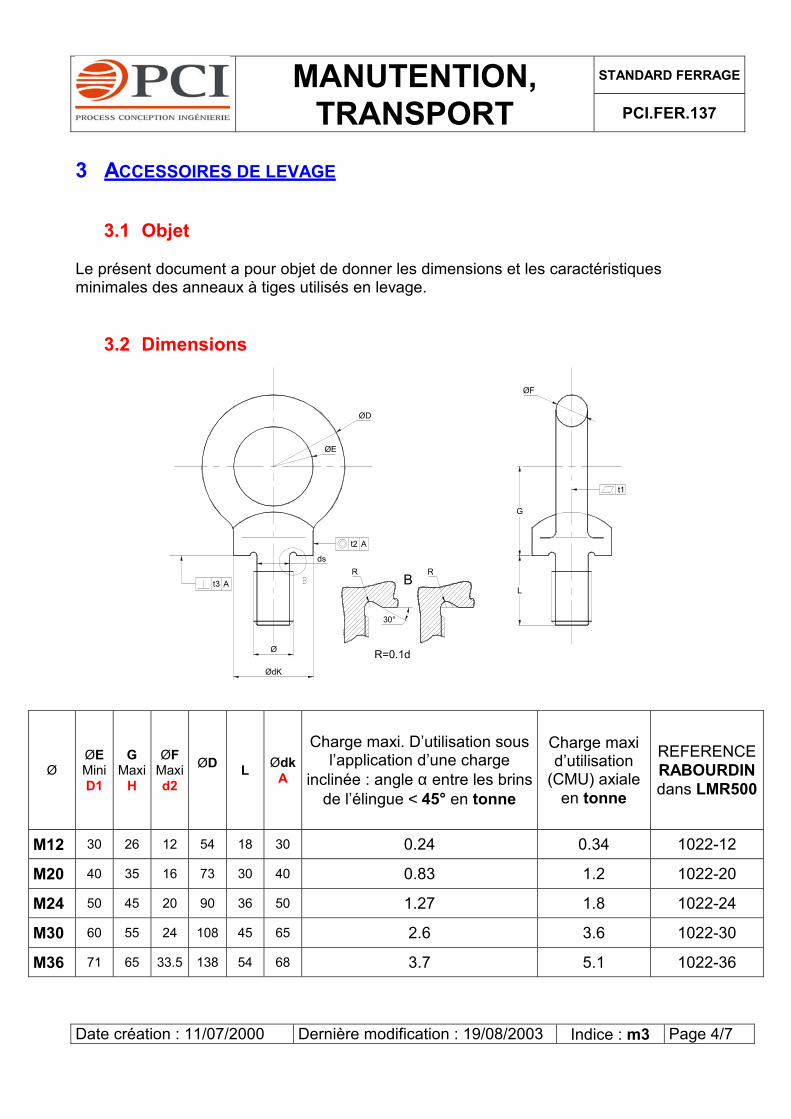
STANDARD FERRAGE
MANUTENTION, TRANSPORT PCI.FER.137
Date création : 11/07/2000 Dernière modification : 19/08/2003 Indice : m3 Page 4/7
3 ACCESSOIRES DE LEVAGE
3.1 Objet Le présent document a pour objet de donner les dimensions et les caractéristiques minimales des anneaux à tiges utilisés en levage.
3.2 Dimensions
L
G
Ø
30°
B
R=0.1d
ØD
ØE
ØdK
ds
t2 A
t3 ARR
ØF
t1
Ø ØE Mini D1
G Maxi
H
ØF Maxi d2
ØD L Ødk
A
Charge maxi. D’utilisation sous l’application d’une charge
inclinée : angle α entre les brins de l’élingue < 45° en tonne
Charge maxi d’utilisation
(CMU) axiale en tonne
REFERENCE RABOURDINdans LMR500
M12 30 26 12 54 18 30 0.24 0.34 1022-12
M20 40 35 16 73 30 40 0.83 1.2 1022-20
M24 50 45 20 90 36 50 1.27 1.8 1022-24
M30 60 55 24 108 45 65 2.6 3.6 1022-30
M36 71 65 33.5 138 54 68 3.7 5.1 1022-36

STANDARD FERRAGE
MANUTENTION, TRANSPORT PCI.FER.137
Date création : 11/07/2000 Dernière modification : 19/08/2003 Indice : m3 Page 5/7
3.3 Choix des anneaux suivant tractions Les anneaux doivent être disposés de telle sorte que la traction se fasse dans le plan de l’anneau .
3.3.1 Traction verticale avec 2 élingues à 1 brin
3.3.2 Traction en biais, élingue à 2 brins α < 90°
3.3.3 Traction en biais, élingue à 4 brins α < 90°
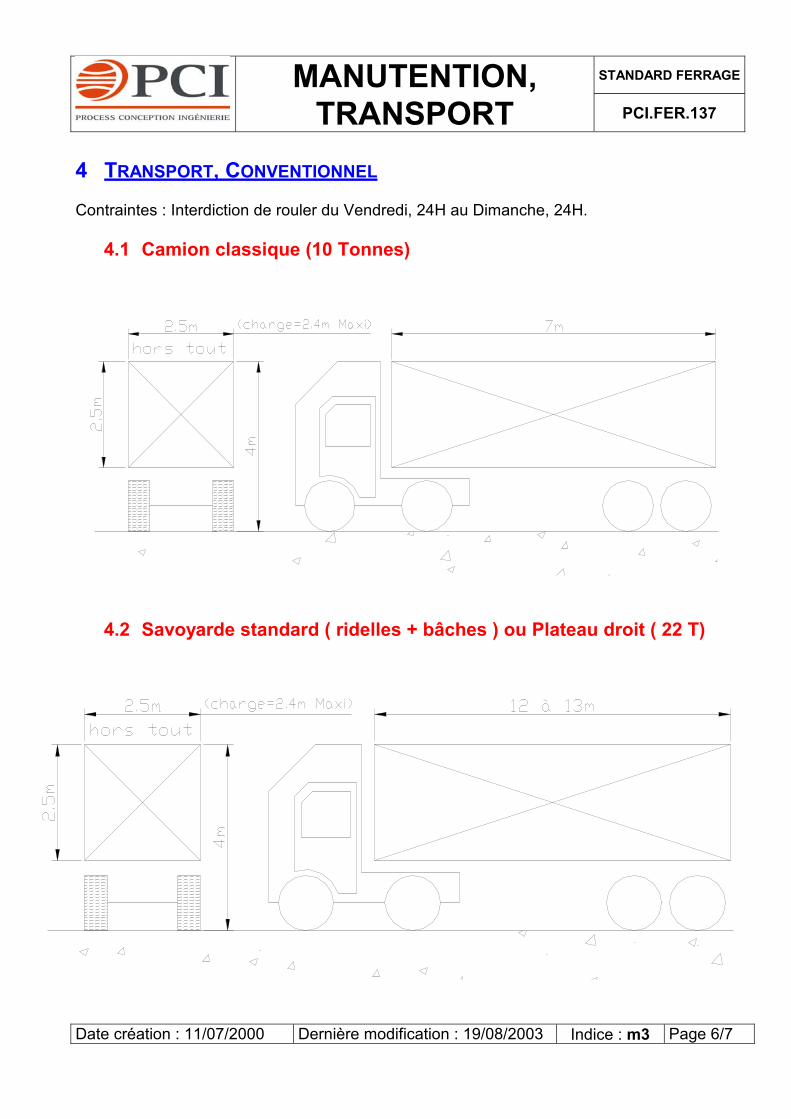
STANDARD FERRAGE
MANUTENTION, TRANSPORT PCI.FER.137
Date création : 11/07/2000 Dernière modification : 19/08/2003 Indice : m3 Page 6/7
4 TRANSPORT, CONVENTIONNEL Contraintes : Interdiction de rouler du Vendredi, 24H au Dimanche, 24H.
4.1 Camion classique (10 Tonnes)
4.2 Savoyarde standard ( ridelles + bâches ) ou Plateau droit ( 22 T)
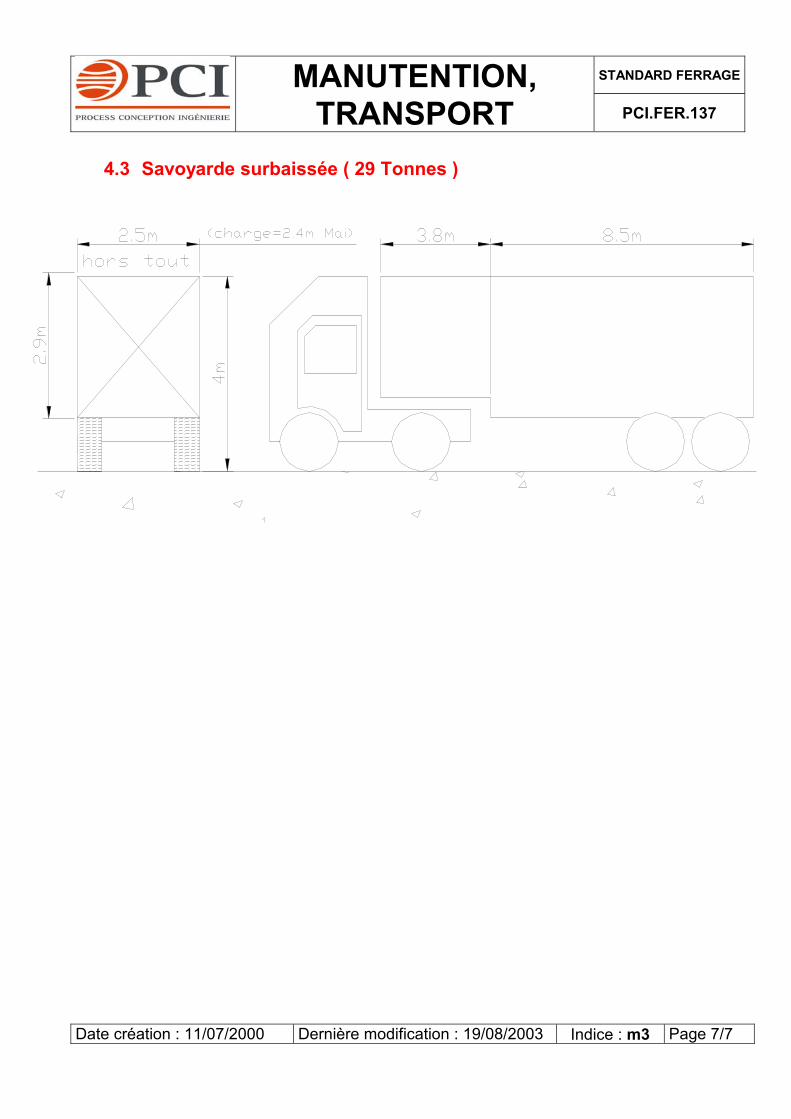
STANDARD FERRAGE
MANUTENTION, TRANSPORT PCI.FER.137
Date création : 11/07/2000 Dernière modification : 19/08/2003 Indice : m3 Page 7/7
4.3 Savoyarde surbaissée ( 29 Tonnes )

STANDARD FERRAGESUPPORTS CLAIESPCI.FER.138
Date création : 15/10/2001 Dernière modification : - Indice : OR Page 1/7
SOMMAIRE
1 PRÉSENTATION ...............................................................................................................21.1 PRÉSENTATION EN IMAGES ..............................................................................................2
2 DESCRIPTION PAR ÉLÉMENTS......................................................................................32.1 SUPPORT DRAGEOIRS .....................................................................................................3
2.1.1 Codification ............................................................................................................32.2 TRAVERSE ENTRETOISE ..................................................................................................4
2.2.1 Codification ............................................................................................................42.3 SUPPORT PILOTE............................................................................................................4
2.3.1 Codification ............................................................................................................52.4 PILOTE ..........................................................................................................................5
2.4.1 Codification ............................................................................................................53 SPÉCIFICITÉS ..................................................................................................................6
4 BIBLIOTHÈQUE CAO .......................................................................................................6
5 TABLEAU RÉCAPITULATIF DES K6 ...............................................................................7
Rédigé par :
Christophe GILLETR et D STANDARD
Validé par : Observations :
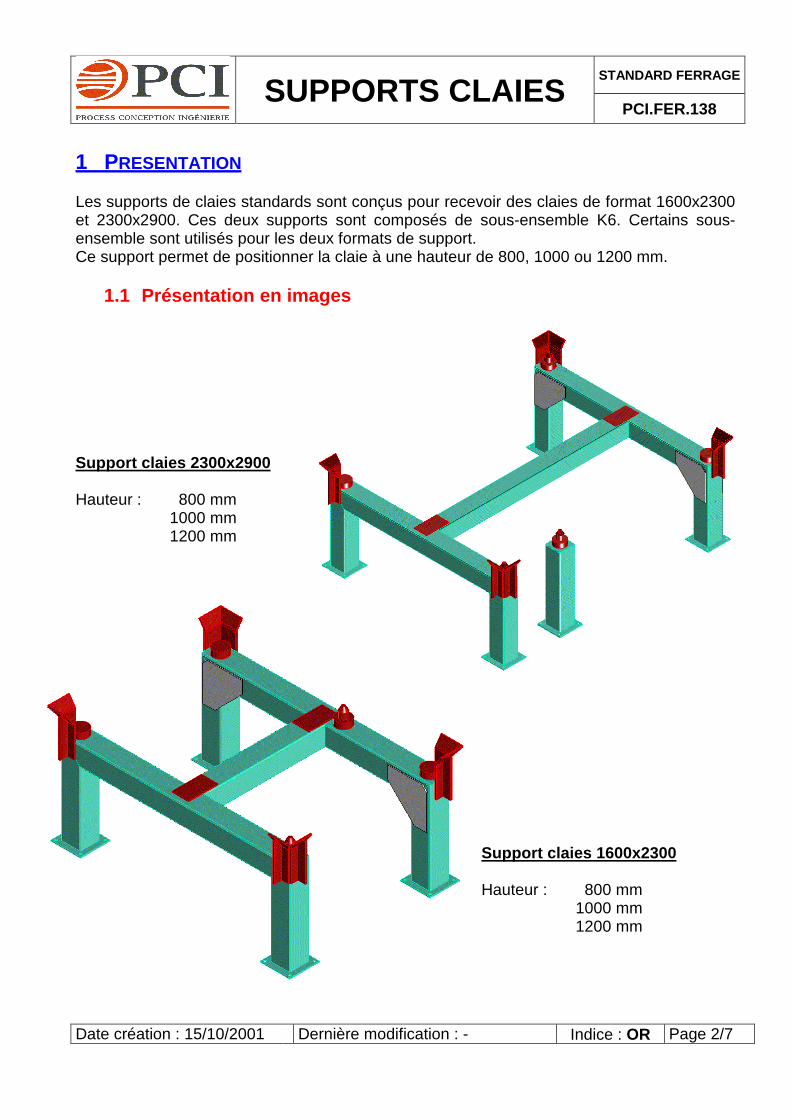
STANDARD FERRAGESUPPORTS CLAIESPCI.FER.138
Date création : 15/10/2001 Dernière modification : - Indice : OR Page 2/7
1 PRESENTATION
Les supports de claies standards sont conçus pour recevoir des claies de format 1600x2300et 2300x2900. Ces deux supports sont composés de sous-ensemble K6. Certains sous-ensemble sont utilisés pour les deux formats de support.Ce support permet de positionner la claie à une hauteur de 800, 1000 ou 1200 mm.
1.1 Présentation en images
Support claies 2300x2900
Hauteur : 800 mm1000 mm1200 mm
Support claies 1600x2300
Hauteur : 800 mm1000 mm1200 mm
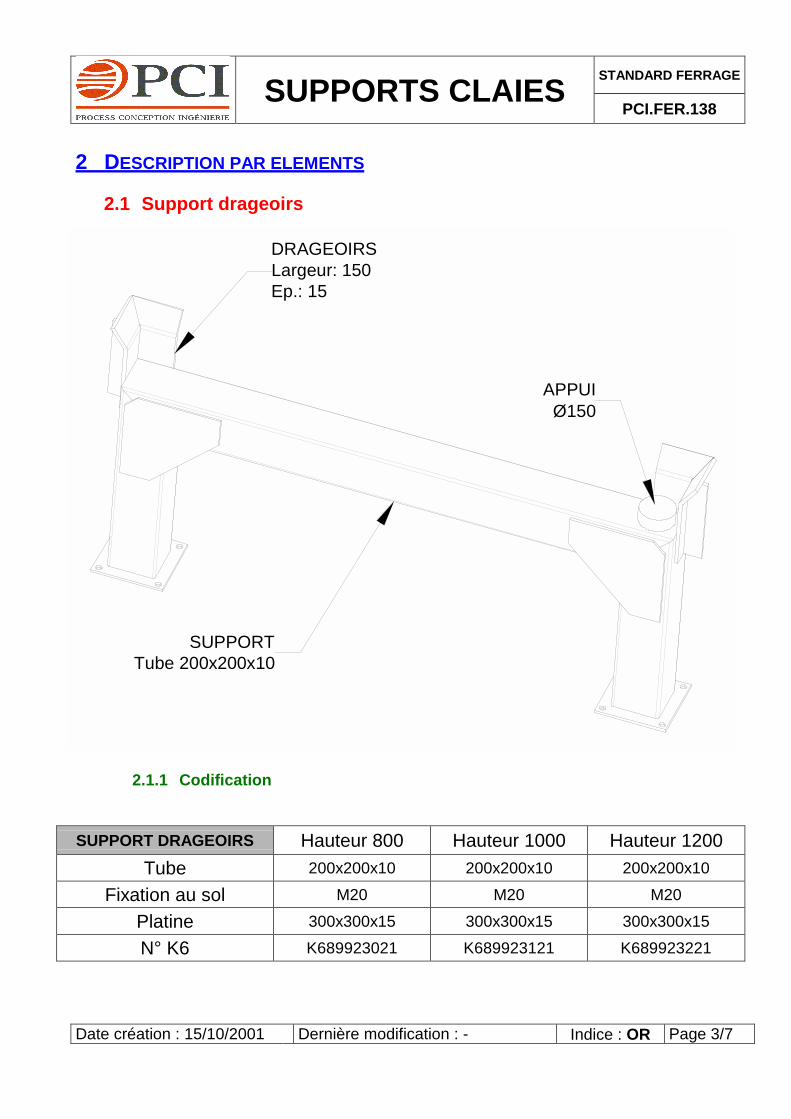
STANDARD FERRAGESUPPORTS CLAIESPCI.FER.138
Date création : 15/10/2001 Dernière modification : - Indice : OR Page 3/7
2 DESCRIPTION PAR ELEMENTS
2.1 Support drageoirs
2.1.1 Codification
SUPPORT DRAGEOIRS Hauteur 800 Hauteur 1000 Hauteur 1200Tube 200x200x10 200x200x10 200x200x10
Fixation au sol M20 M20 M20
Platine 300x300x15 300x300x15 300x300x15
N° K6 K689923021 K689923121 K689923221
APPUIØ150
DRAGEOIRSLargeur: 150Ep.: 15
SUPPORTTube 200x200x10
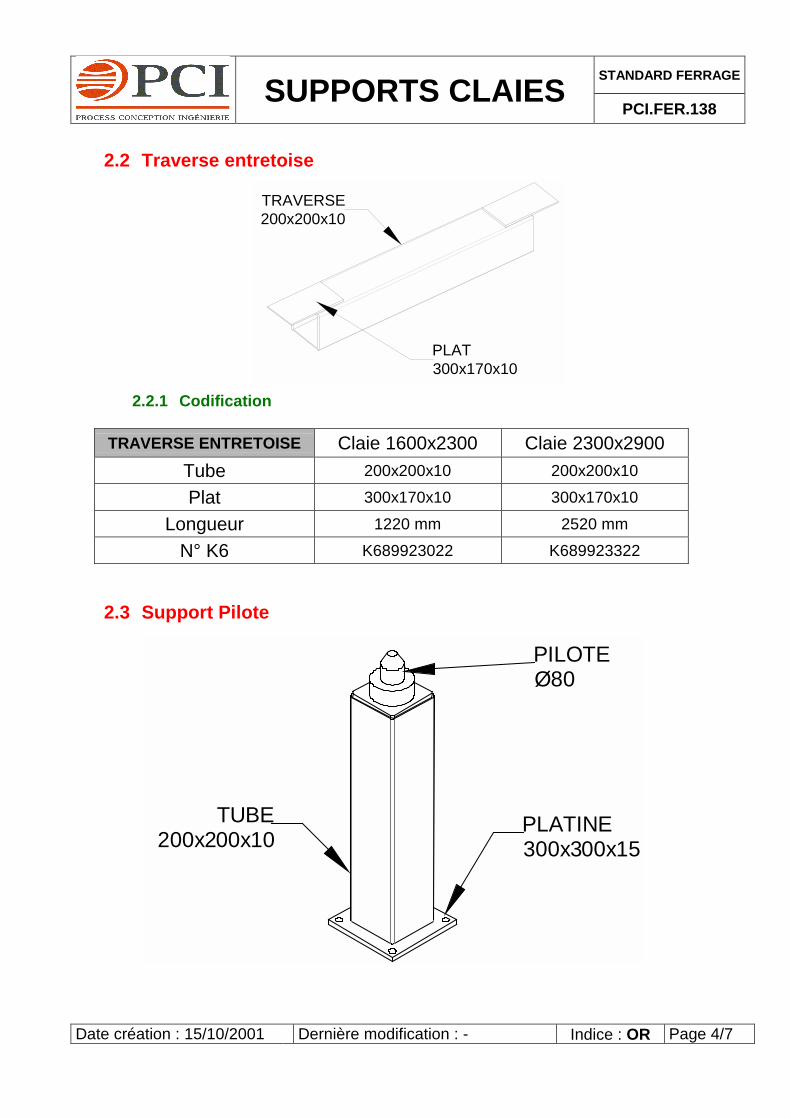
STANDARD FERRAGESUPPORTS CLAIESPCI.FER.138
Date création : 15/10/2001 Dernière modification : - Indice : OR Page 4/7
2.2 Traverse entretoise
2.2.1 Codification
TRAVERSE ENTRETOISE Claie 1600x2300 Claie 2300x2900Tube 200x200x10 200x200x10
Plat 300x170x10 300x170x10
Longueur 1220 mm 2520 mm
N° K6 K689923022 K689923322
2.3 Support Pilote
PLAT300x170x10
TRAVERSE200x200x10
PLATINE300x300x15
PILOTEØ80
TUBE200x200x10

STANDARD FERRAGESUPPORTS CLAIESPCI.FER.138
Date création : 15/10/2001 Dernière modification : - Indice : OR Page 5/7
2.3.1 Codification
SUPPORT PILOTE Hauteur 800 Hauteur 1000 Hauteur 1200Tube 200x200x10 200x200x10 200x200x10
Fixation au sol M20 M20 M20
Platine 300x300x15 300x300x15 300x300x15
Pilote Ø80 Ø80 Ø80
K6 K689923323 K689923423 K689923523
2.4 Pilote
2.4.1 Codification
PILOTE Ø pilote Ø appui Hauteur TotaleK689923024 80 150 160 mm
Ø150x60
PILOTEØ80Face d'appui
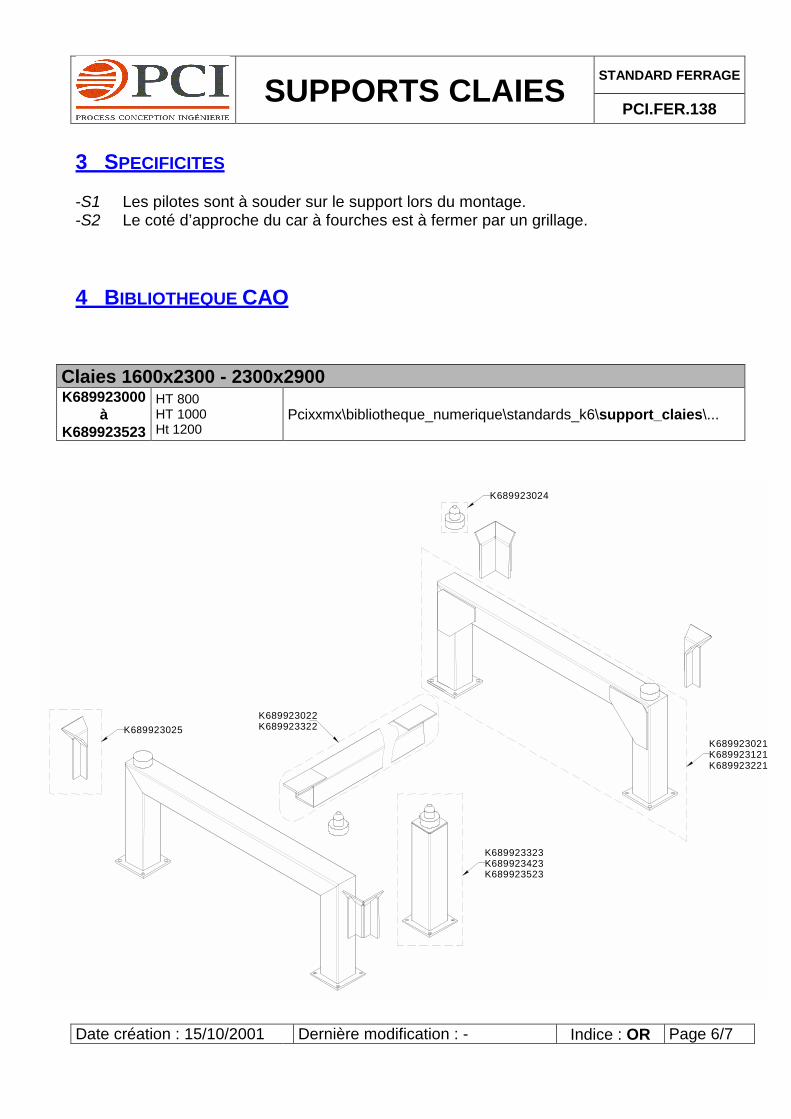
STANDARD FERRAGESUPPORTS CLAIESPCI.FER.138
Date création : 15/10/2001 Dernière modification : - Indice : OR Page 6/7
3 SPECIFICITES
-S1 Les pilotes sont à souder sur le support lors du montage.-S2 Le coté d’approche du car à fourches est à fermer par un grillage.
4 BIBLIOTHEQUE CAO
Claies 1600x2300 - 2300x2900K689923000
àK689923523
HT 800HT 1000Ht 1200
Pcixxmx\bibliotheque_numerique\standards_k6\support_claies\...
K689923323K689923423K689923523
K689923025
K689923024
K689923021K689923121K689923221
K689923022K689923322
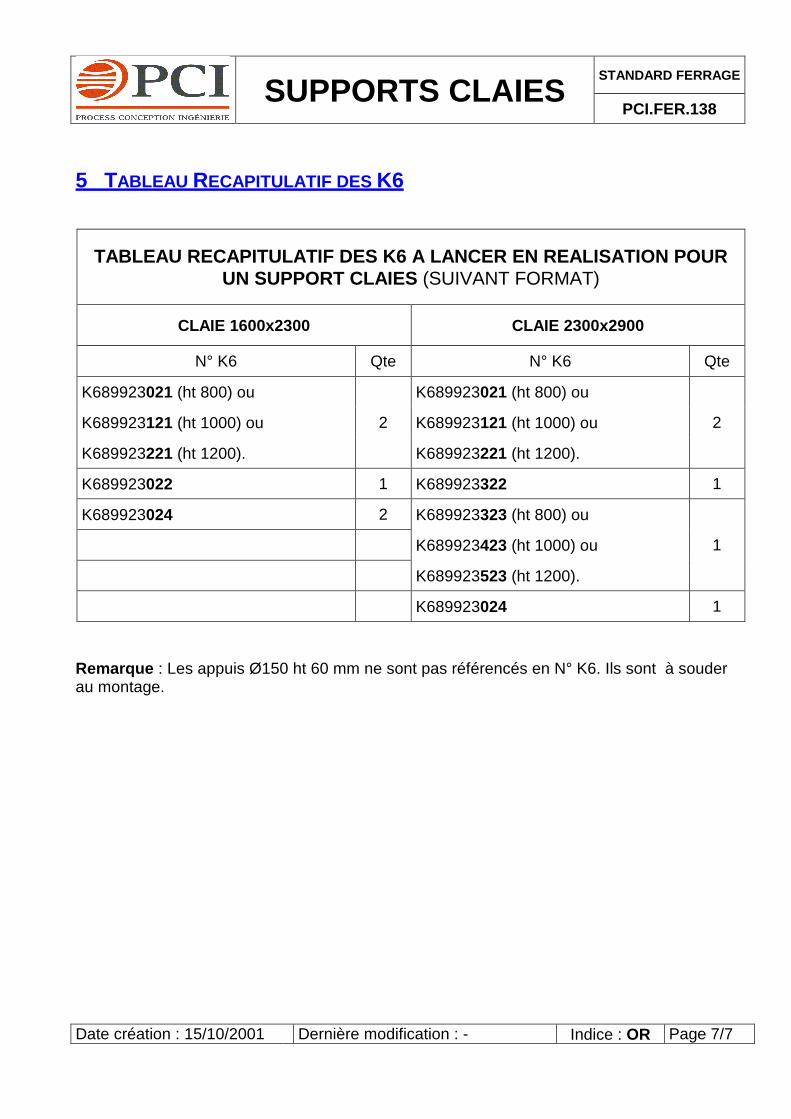
STANDARD FERRAGESUPPORTS CLAIESPCI.FER.138
Date création : 15/10/2001 Dernière modification : - Indice : OR Page 7/7
5 TABLEAU RECAPITULATIF DES K6
TABLEAU RECAPITULATIF DES K6 A LANCER EN REALISATION POURUN SUPPORT CLAIES (SUIVANT FORMAT)
CLAIE 1600x2300 CLAIE 2300x2900
N° K6 Qte N° K6 Qte
K689923021 (ht 800) ou K689923021 (ht 800) ou
K689923121 (ht 1000) ou K689923121 (ht 1000) ou
K689923221 (ht 1200).
2
K689923221 (ht 1200).
2
K689923022 1 K689923322 1
K689923024 2 K689923323 (ht 800) ou
K689923423 (ht 1000) ou
K689923523 (ht 1200).
1
K689923024 1
Remarque : Les appuis Ø150 ht 60 mm ne sont pas référencés en N° K6. Ils sont à souderau montage.
STANDARD FERRAGELes Vérins Pneumatiques
PCI.FER.140
Date création : 25/07/2000 Dernière modification : 28/05/2001 Indice : m2 Page 1/1
1 DEFINIR LE MODE DE FIXATION
De préférence utiliser la chape standard sur la tige et l’articulation arrière droite ou d’équerrepour la fixation du corps du vérin.
Si la tige du vérin commande une rotation dont l'amplitude angulaire importante risqued'induire à la chape un mouvement d'oscillation dans un plan perpendiculaire à son axe, onchoisira le montage avec un embout à rotule sur la tige du vérin.
2 DEFINIR LA COURSE
Utiliser des vérins de course standard.Autant que possible, utiliser les amortisseurs du vérin. Pour cela, il faut que la fin de coursese situe entre 0 et 4 mm du fond de pot du vérin.Eviter d'utiliser le(s) fond(s) de pot(s) du vérin comme butée(s) mécanique(s) si :
• l'énergie cinétique de la masse entraînée est importante.• b) la précision d'arrêt demandée est importante.
Si une butée mécanique externe est utilisée, il est préférable de la placer du coté tige sortiepour éviter de faire travailler le vérin à fond de pot tige sortie.
3 DEFINIR LE DIAMETRE DE L'ALESAGE
Définir la force maximum nécessaire au niveau du vérin en poussant.Définir la force maximum nécessaire au niveau du vérin en tirant.Tenir compte :
• de la composante du poids (effort résistant)• de l'effort nécessaire pour accélérer la masse à entraîner.• du rendement de la mécanique à entraîner (hors rendement du vérin).
Le choix du vérin sera fait en fonction :• de la pression minimum du réseau à laquelle on retranchera 1 bar• du rendement des vérins (choisir dans les colonnes de rendement R=0,8).
Rédigé par :
Christophe GILLETR et D STANDARD
Validé par : Observations :
STANDARD FERRAGE
ERGONOMIE PCI.FER.144
Date création : 17/04/02 Dernière modification : Indice : OR Page 1
PRESENTATION Lors de la conception d’un îlot de production ou d’un outillage, il est très important de prendre en considération l’ergonomie des situations de travail. Le dossier suivant apporte les renseignements concernant les notions élémentaires ainsi que les données de bases. NOTA : Ce mémento d’ergonomie qui regroupe également plusieurs normes à été élaboré par PSA. Rédigé par : Christian CHIPAUX R et D STANDARD
Validé par :
Observations :

MEMENTO ERGONOMIEPrincipes de base
c o n c e p t i o n
p r o d u c t i o n
V E R S I O N 2 0 0 0
32
Préface
L’ergonomie industrielleEn facilitant le travail des opérateurs, l’ergonomie industrielle contribue à la renta-bilité de l’entreprise par l’amélioration de la performance de l’Homme au travail.Intégrée dès les choix de conception, les résultats attendus sont les suivants :• Maîtriser les processus de fabrication,• Contribuer aux gains en qualité et en temps,• Améliorer les conditions de travail,• Satisfaire, responsabiliser et mobiliser les Hommes,• Limiter les effets du vieillissement et préserver la santé,• Réduire la sélectivité des postes,• Faciliter les apprentissages, les affectations et les remplacements.
Cible du MémentoAider à la prise en compte du facteur humain dans les choix de transformationet de conception de situations de travail.
Son périmètre d’utilisationConcerne l’ensemble des métiers du Groupe.
Les actions induitesConstitué en majorité d’éléments issus de normes en ergonomie et d’éléments issusde la démarche d’analyse du travail, le Mémento induit les actions suivantes :• Assurer la connaissance d’un référentiel normatif commun,• Cibler rapidement les situations critiques,• Répondre aux questions rencontrées le plus souvent,• Echanger avec les ergonomes sur les questions hors normes.
MEMENTO ERGONOMIE remis à :
Nom :
Prénom :
Service :
Direction :
Notes personnelles
Coordonnées de l’Ergonome
54
V. Informations visuelles p. 17
1 - Choix des emplacements des signaux1-1 • Situation du signal dans le champ visuel1-2 • Fonction du signal et choix de l’emplacement
2 - Principes de conception des interfaces Hommes-machines
VI. Conditions d’accessibilité p. 19
1 - Voies d’accès avec dénivellation
2 - Changements de niveaux
3 - Dimensions des accès
VII. Environnement p. 20
1 - Bruit1-1 • Effets du bruit1-2 • Bruit des installations1-3 • Insonorisation des locaux de travail
2 - Eclairage
VIII. Liste des principales normes en ergonomie p. 22
Retour d’expérience sur le MEMENTO p. 23
4
Structure du MEMENTO p. 6
Place du MEMENTO dans la démarche ergonomie p. 6
Préambule p. 7
I. Organisation p. 7
1 - Autonomie de temps2 - Cohérence des opérations3 - Communication
II. Valeurs anthropométriques p. 8
III. Caractéristiques du poste de travail p. 9
1 - Choix de la posture
2 - Efforts au poste de travail2-1 • Membres supérieurs et inférieurs2-2 • Mouvements et efforts sollicitant les mains
3 - Dimensions au poste de travail3-1 • Poste debout3-2 • Poste assis-normal3-3 • Poste assis-debout
IV. Caractéristiques des alimentations et évacuations p. 14
1 - Limites d’efforts pour les alimentations et évacuations1-1 • Transport d’une charge à deux mains1-2 • Recommandations pour la mise en place d’une assistance à la manutention1-3 • Efforts recommandés de poussée ou traction d’un chariot à deux mains
2 - Dimensions pour les alimentations et évacuations2-1 • Hauteur et éloignement en profondeur pour prise et dépose des pièces2-2 • Recommandations pour les conditionnements
S O M M A I R E
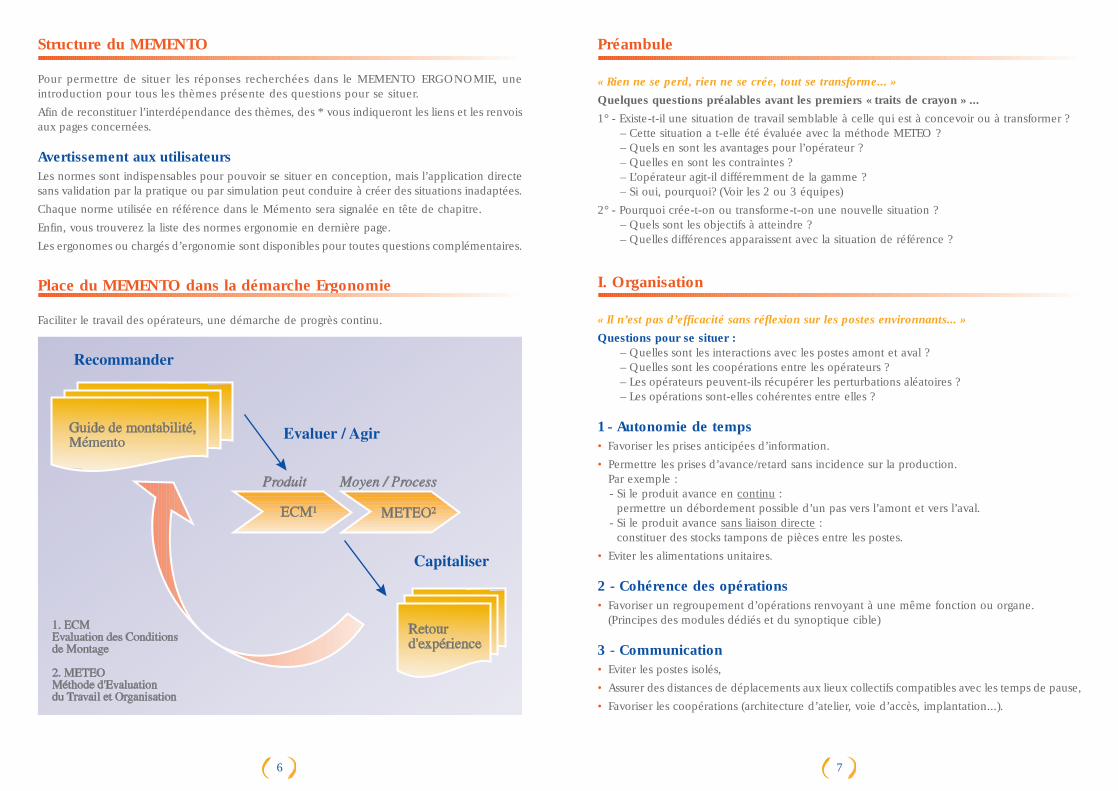
76
Préambule
« Rien ne se perd, rien ne se crée, tout se transforme... »Quelques questions préalables avant les premiers « traits de crayon » ...1° - Existe-t-il une situation de travail semblable à celle qui est à concevoir ou à transformer ?
– Cette situation a t-elle été évaluée avec la méthode METEO ?– Quels en sont les avantages pour l’opérateur ?– Quelles en sont les contraintes ?– L’opérateur agit-il différemment de la gamme ?– Si oui, pourquoi? (Voir les 2 ou 3 équipes)
2° - Pourquoi crée-t-on ou transforme-t-on une nouvelle situation ?– Quels sont les objectifs à atteindre ?– Quelles différences apparaissent avec la situation de référence ?
I. Organisation
« Il n’est pas d’efficacité sans réflexion sur les postes environnants... »Questions pour se situer :
– Quelles sont les interactions avec les postes amont et aval ?– Quelles sont les coopérations entre les opérateurs ?– Les opérateurs peuvent-ils récupérer les perturbations aléatoires ?– Les opérations sont-elles cohérentes entre elles ?
1 - Autonomie de temps• Favoriser les prises anticipées d’information.• Permettre les prises d’avance/retard sans incidence sur la production.
Par exemple :- Si le produit avance en continu :
permettre un débordement possible d’un pas vers l’amont et vers l’aval.- Si le produit avance sans liaison directe :
constituer des stocks tampons de pièces entre les postes.• Eviter les alimentations unitaires.
2 - Cohérence des opérations• Favoriser un regroupement d’opérations renvoyant à une même fonction ou organe.
(Principes des modules dédiés et du synoptique cible)
3 - Communication• Eviter les postes isolés,• Assurer des distances de déplacements aux lieux collectifs compatibles avec les temps de pause,• Favoriser les coopérations (architecture d’atelier, voie d’accès, implantation...).
Structure du MEMENTO
Pour permettre de situer les réponses recherchées dans le MEMENTO ERGONOMIE, uneintroduction pour tous les thèmes présente des questions pour se situer.Afin de reconstituer l’interdépendance des thèmes, des * vous indiqueront les liens et les renvoisaux pages concernées.
Avertissement aux utilisateursLes normes sont indispensables pour pouvoir se situer en conception, mais l’application directesans validation par la pratique ou par simulation peut conduire à créer des situations inadaptées.Chaque norme utilisée en référence dans le Mémento sera signalée en tête de chapitre.Enfin, vous trouverez la liste des normes ergonomie en dernière page. Les ergonomes ou chargés d’ergonomie sont disponibles pour toutes questions complémentaires.
Place du MEMENTO dans la démarche Ergonomie
Faciliter le travail des opérateurs, une démarche de progrès continu.
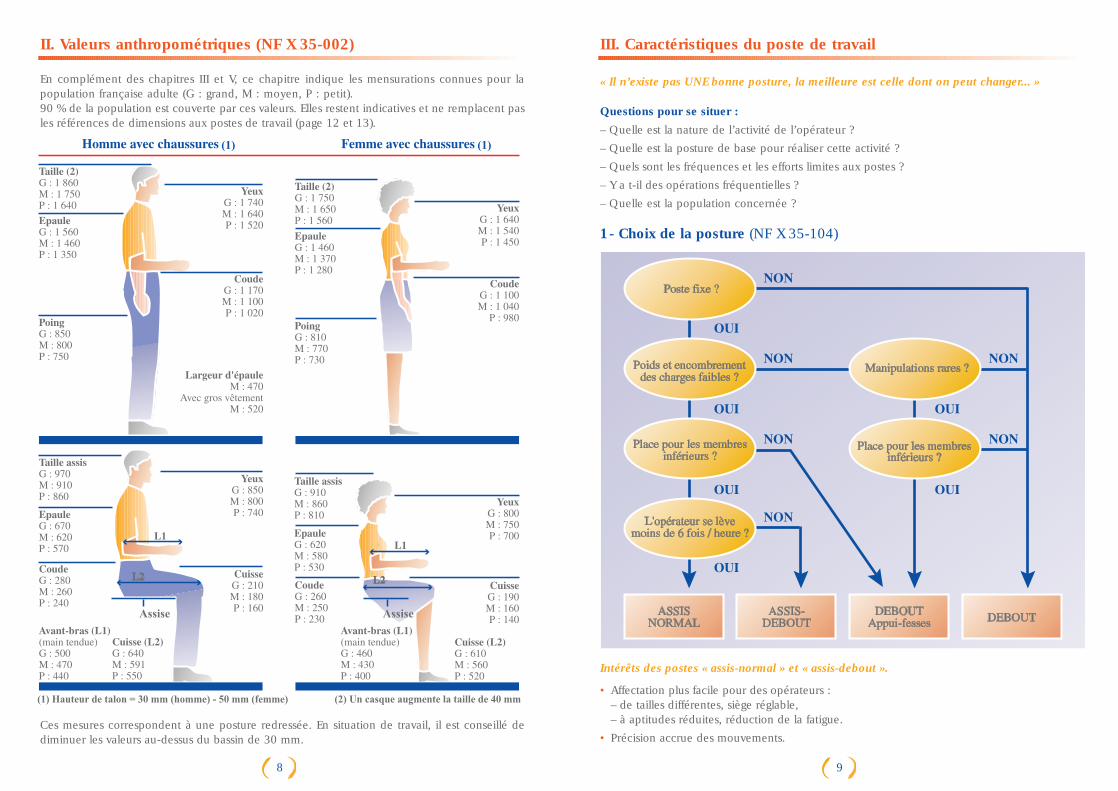
98
III. Caractéristiques du poste de travail
« Il n’existe pas UNE bonne posture, la meilleure est celle dont on peut changer... »
Questions pour se situer : – Quelle est la nature de l’activité de l’opérateur ?– Quelle est la posture de base pour réaliser cette activité ?– Quels sont les fréquences et les efforts limites aux postes ?– Y a t-il des opérations fréquentielles ?– Quelle est la population concernée ?
1- Choix de la posture (NF X 35-104)
Intérêts des postes « assis-normal » et « assis-debout ».
• Affectation plus facile pour des opérateurs : – de tailles différentes, siège réglable,– à aptitudes réduites, réduction de la fatigue.
• Précision accrue des mouvements.
II. Valeurs anthropométriques (NF X 35-002)
En complément des chapitres III et V, ce chapitre indique les mensurations connues pour lapopulation française adulte (G : grand, M : moyen, P : petit).90 % de la population est couverte par ces valeurs. Elles restent indicatives et ne remplacent pasles références de dimensions aux postes de travail (page 12 et 13).
Ces mesures correspondent à une posture redressée. En situation de travail, il est conseillé dediminuer les valeurs au-dessus du bassin de 30 mm.
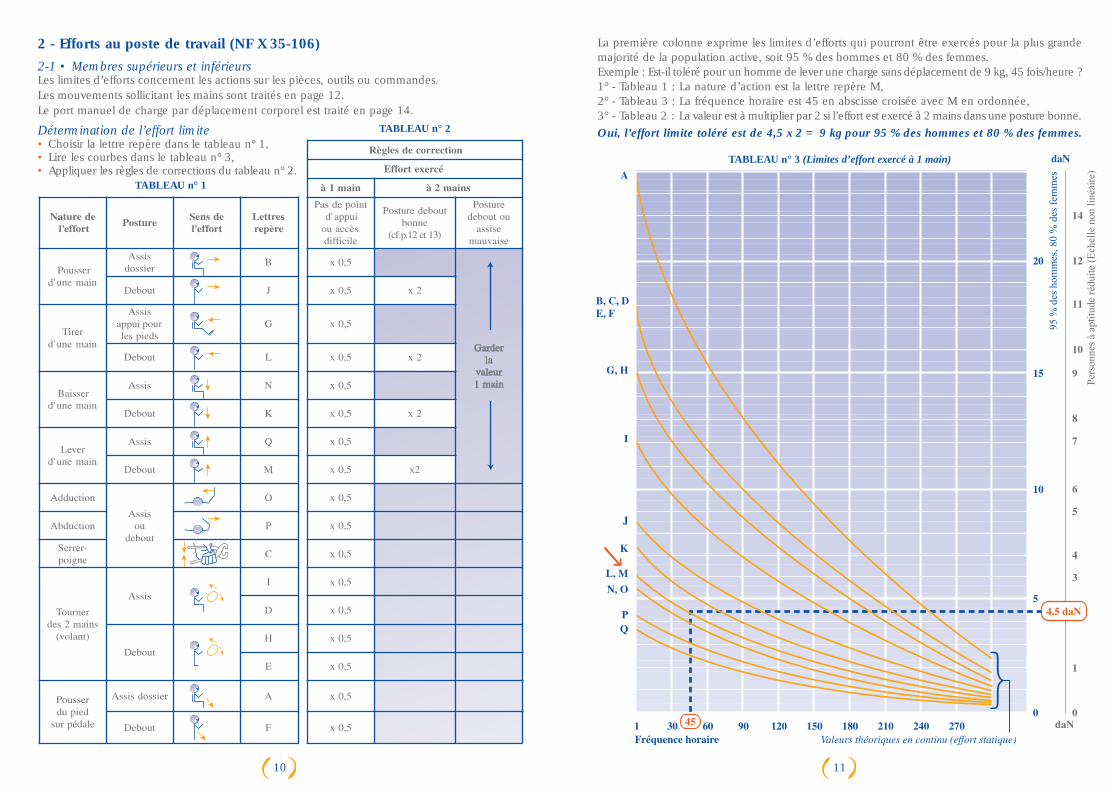
1110
La première colonne exprime les limites d’efforts qui pourront être exercés pour la plus grandemajorité de la population active, soit 95 % des hommes et 80 % des femmes.Exemple : Est-il toléré pour un homme de lever une charge sans déplacement de 9 kg, 45 fois/heure ?1° - Tableau 1 : La nature d’action est la lettre repère M,2° - Tableau 3 : La fréquence horaire est 45 en abscisse croisée avec M en ordonnée,3° - Tableau 2 : La valeur est à multiplier par 2 si l’effort est exercé à 2 mains dans une posture bonne.Oui, l’effort limite toléré est de 4,5 x 2 = 9 kg pour 95 % des hommes et 80 % des femmes.
TABLEAU n° 3 (Limites d’effort exercé à 1 main)
2 - Efforts au poste de travail (NF X 35-106)2-1 • Membres supérieurs et inférieursLes limites d’efforts concernent les actions sur les pièces, outils ou commandes. Les mouvements sollicitant les mains sont traités en page 12.Le port manuel de charge par déplacement corporel est traité en page 14.
Détermination de l’effort limite• Choisir la lettre repère dans le tableau n° 1,• Lire les courbes dans le tableau n° 3,• Appliquer les règles de corrections du tableau n° 2.
TABLEAU n° 2
TABLEAU n° 1

1312
2-2 • Mouvements et efforts sollicitant les mains Les trois facteurs majeurs de risques :• efforts exercés, • amplitude articulaire du mouvement, • fréquence de répétition.Autres : stress, température…Exemples de mouvements à éviter : - Flexion ou extension prolongée du poignet,- Serrage ou pression avec les doigts,- Rotation de la main,- Coups répétés de la main,- Appui avec la pulpe du pouce.
Valeurs limitesFréquence horaire Limite d’effort
< 30 < 5 kg30 à < 90 < 3 kg
> 90 < 2 kg
3 - Dimensions au poste de travail (NF X 35-104)3-1 • Poste debout (homme)Les valeurs ci-après indiquent les distances par rapport aux mains en mm. Pour les postes tenuspar des femmes, diminuer de 100 mm toutes les cotes verticales repérées par *.
3-2 • Poste assis normal (homme et femme)
3-3 • Poste assis-debout (homme)
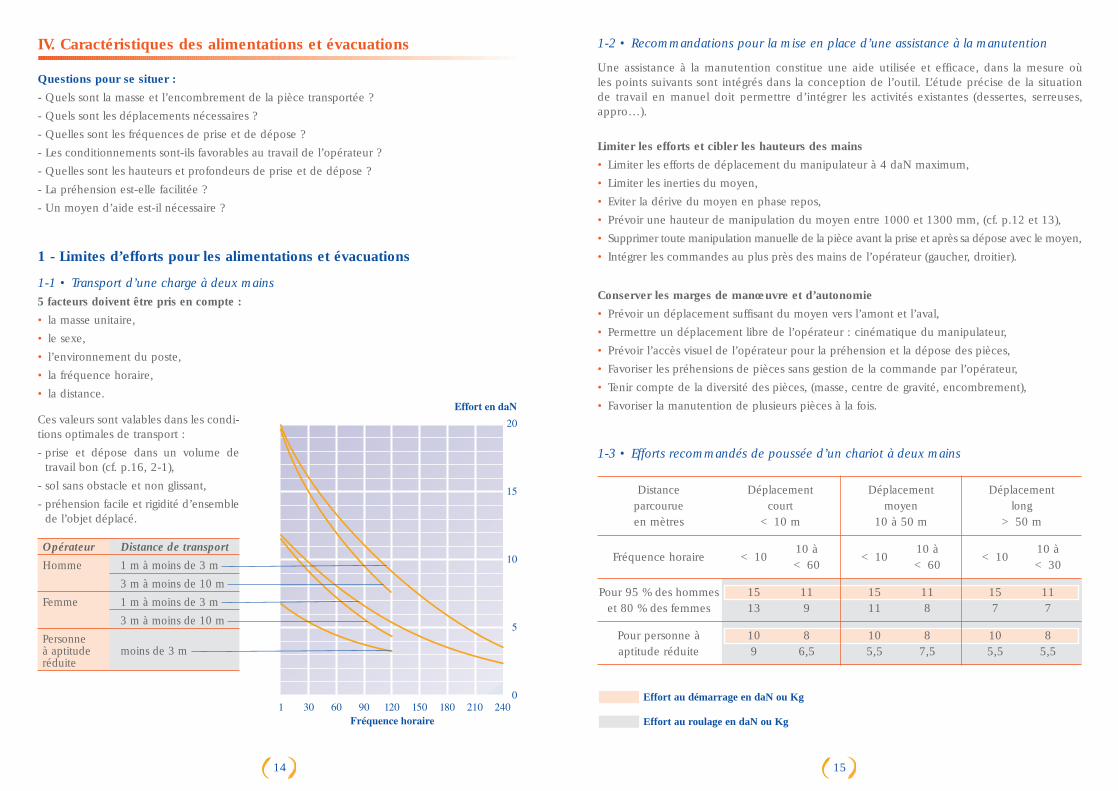
1514
1-2 • Recommandations pour la mise en place d’une assistance à la manutention
Une assistance à la manutention constitue une aide utilisée et efficace, dans la mesure où les points suivants sont intégrés dans la conception de l’outil. L’étude précise de la situationde travail en manuel doit permettre d’intégrer les activités existantes (dessertes, serreuses,appro…).
Limiter les efforts et cibler les hauteurs des mains• Limiter les efforts de déplacement du manipulateur à 4 daN maximum,• Limiter les inerties du moyen,• Eviter la dérive du moyen en phase repos,• Prévoir une hauteur de manipulation du moyen entre 1000 et 1300 mm, (cf. p.12 et 13),• Supprimer toute manipulation manuelle de la pièce avant la prise et après sa dépose avec le moyen,• Intégrer les commandes au plus près des mains de l’opérateur (gaucher, droitier).
Conserver les marges de manœuvre et d’autonomie• Prévoir un déplacement suffisant du moyen vers l’amont et l’aval,• Permettre un déplacement libre de l’opérateur : cinématique du manipulateur,• Prévoir l’accès visuel de l’opérateur pour la préhension et la dépose des pièces,• Favoriser les préhensions de pièces sans gestion de la commande par l’opérateur,• Tenir compte de la diversité des pièces, (masse, centre de gravité, encombrement),• Favoriser la manutention de plusieurs pièces à la fois.
1-3 • Efforts recommandés de poussée d’un chariot à deux mains
Distance Déplacement Déplacement Déplacement parcourue court moyen longen mètres < 10 m 10 à 50 m > 50 m
Fréquence horaire < 1010 à
< 1010 à
< 1010 à
< 60 < 60 < 30
Pour 95 % des hommes 15 11 15 11 15 11et 80 % des femmes 13 9 11 8 7 7
Pour personne à 10 8 10 8 10 8aptitude réduite 9 6,5 5,5 7,5 5,5 5,5
Effort au démarrage en daN ou Kg
Effort au roulage en daN ou Kg
IV. Caractéristiques des alimentations et évacuations
Questions pour se situer :- Quels sont la masse et l’encombrement de la pièce transportée ?- Quels sont les déplacements nécessaires ?- Quelles sont les fréquences de prise et de dépose ?- Les conditionnements sont-ils favorables au travail de l’opérateur ?- Quelles sont les hauteurs et profondeurs de prise et de dépose ?- La préhension est-elle facilitée ?- Un moyen d’aide est-il nécessaire ?
1 - Limites d’efforts pour les alimentations et évacuations
1-1 • Transport d’une charge à deux mains5 facteurs doivent être pris en compte :• la masse unitaire,• le sexe,• l’environnement du poste,• la fréquence horaire,• la distance.
Ces valeurs sont valables dans les condi-tions optimales de transport :- prise et dépose dans un volume de
travail bon (cf. p.16, 2-1),- sol sans obstacle et non glissant,- préhension facile et rigidité d’ensemble
de l’objet déplacé.
Opérateur Distance de transport Homme 1 m à moins de 3 m
3 m à moins de 10 mFemme 1 m à moins de 3 m
3 m à moins de 10 mPersonneà aptitude moins de 3 mréduite
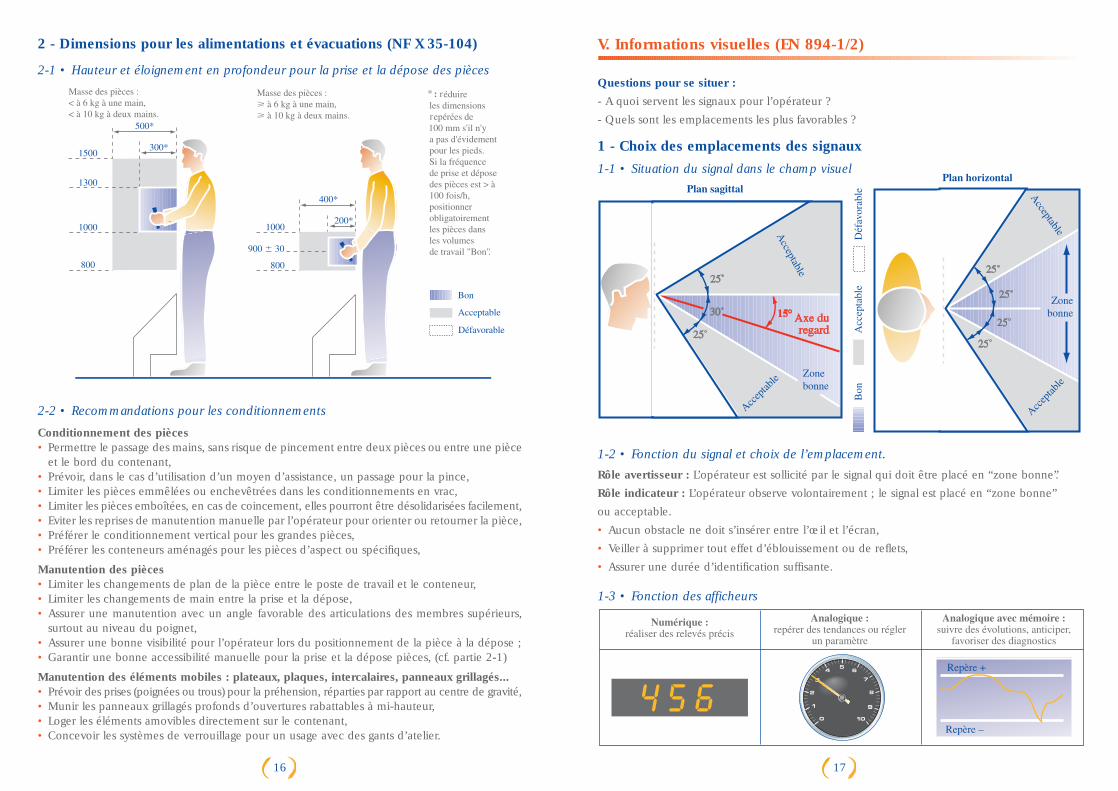
1716
V. Informations visuelles (EN 894-1/2)
Questions pour se situer :- A quoi servent les signaux pour l’opérateur ?- Quels sont les emplacements les plus favorables ?
1 - Choix des emplacements des signaux1-1 • Situation du signal dans le champ visuel
1-2 • Fonction du signal et choix de l’emplacement.Rôle avertisseur : L’opérateur est sollicité par le signal qui doit être placé en “zone bonne”.Rôle indicateur : L’opérateur observe volontairement ; le signal est placé en “zone bonne” ou acceptable.• Aucun obstacle ne doit s’insérer entre l’œil et l’écran,• Veiller à supprimer tout effet d’éblouissement ou de reflets,• Assurer une durée d’identification suffisante.
1-3 • Fonction des afficheurs
2 - Dimensions pour les alimentations et évacuations (NF X 35-104)
2-1 • Hauteur et éloignement en profondeur pour la prise et la dépose des pièces
2-2 • Recommandations pour les conditionnements
Conditionnement des pièces• Permettre le passage des mains, sans risque de pincement entre deux pièces ou entre une pièce
et le bord du contenant,• Prévoir, dans le cas d’utilisation d’un moyen d’assistance, un passage pour la pince,• Limiter les pièces emmêlées ou enchevêtrées dans les conditionnements en vrac,• Limiter les pièces emboîtées, en cas de coincement, elles pourront être désolidarisées facilement,• Eviter les reprises de manutention manuelle par l’opérateur pour orienter ou retourner la pièce,• Préférer le conditionnement vertical pour les grandes pièces,• Préférer les conteneurs aménagés pour les pièces d’aspect ou spécifiques,
Manutention des pièces• Limiter les changements de plan de la pièce entre le poste de travail et le conteneur,• Limiter les changements de main entre la prise et la dépose,• Assurer une manutention avec un angle favorable des articulations des membres supérieurs,
surtout au niveau du poignet,• Assurer une bonne visibilité pour l’opérateur lors du positionnement de la pièce à la dépose ;• Garantir une bonne accessibilité manuelle pour la prise et la dépose pièces, (cf. partie 2-1)
Manutention des éléments mobiles : plateaux, plaques, intercalaires, panneaux grillagés...• Prévoir des prises (poignées ou trous) pour la préhension, réparties par rapport au centre de gravité,• Munir les panneaux grillagés profonds d’ouvertures rabattables à mi-hauteur,• Loger les éléments amovibles directement sur le contenant,• Concevoir les systèmes de verrouillage pour un usage avec des gants d’atelier.
:

18
VI. Conditions d’accessibilité (EN 547-1/2/3)
1 - Voies d’accès avec dénivellationRampe : Si H > 250 et si la fréquence d’escalade est $ 20 f./heure ou le long d’une ligne demontage : installer une rampe en respectant les préconisations ci-dessous :
Escalier : Si la place est insuffisante pour installer une rampe, installer des marches. Les dimensions des marches doivent respecter la formule suivante :
–> 610 # 2H + G # 640 (140 # H # 200).
Dimensions optimales :
2 - Changements de niveauxSi l’opérateur doit entrer dans le conteneur à chaque cycle, assurer un accès de plain-pied.
La surface de travail doit être plane et stable, sans déformation ni obstacle.
3 - Dimensions des accès
Passage pour accès au poste• Habituel 800
de travail en mm • Occasionnel 600• Au droit d’un obstacle isolé 500
Passage entre palettes, conteneurs occasionnels 500
2 - Principes de conception des interfaces hommes-machines
Ecran• Assurer une présentation et une codification de l’information homogènes d’une page à l’autre.• Doter tous les écrans d’un titre pour que l’opérateur sache se situer dans l’application.• Fournir des informations explicites sur la façon de se déplacer d’une page à l’autre.• Assurer à l’opérateur la possibilité à tout instant :
- de retourner au niveau précédent,- d’accéder au menu principal.
• Visualiser systématiquement à l’écran chaque caractère saisi. Toute action de l’utilisateur doitdonner lieu à un feed-back immédiat.
• Utiliser des couleurs en donnant une fonction et une signification uniques et homogènes pourchaque couleur.
• N’utiliser que cinq ou six couleurs différentes sur l’application. Respecter les règles de contraste(Ex. : caractère noir sur fond jaune).
• Attirer l’attention sur des informations précises ou des situations urgentes par le clignotementd’un symbole (de type astérisque) ou éventuellement d’un cadre.
• Maintenir le message d’erreur affiché à l’écran jusqu’à acquittement par l’utilisateur.• Informer l’utilisateur de ses erreurs à l’aide d’un message affiché à l’écran et lui donner la
possibilité de les corriger avant qu’une autre transaction ne débute.• N’utiliser qu’une fréquence de clignotement sur l’application ; ne pas abuser de ce type de codage.• Disposer toutes les informations afin que l’opérateur :
- visualise l’état réel d’avancement du cycle opératoire,- maîtrise l’état global de l’installation.
Clavier• Attribuer des touches fonctions permanentes sur l’ensemble de l’application :
- aux utilisations les plus fréquentes,- pour donner une réponse rapide.
• Protéger les commandes dites destructrices par une demande de confirmation de la part du système.• Limiter les temps de réponses à trois secondes maximum. Si plus, informer l’utilisateur par un
message d’information indiquant que le traitement est en cours.• Faire en sorte qu’en cas de saisie, les erreurs d’espacement, de syntaxe, d’orthographe... soient
corrigées par l’application.• Donner la possibilité à l’opérateur de modifier ses entrées de commandes avant validation.
Commandes et informations visuelles• L’organe commandé est visible depuis l’organe de commande.• Les fonctions et états des organes de service sont explicites pour l’opérateur en terme de défi-
nition et d’affichage.• Les organes de service sont homogènes en terme d’appellation, de positionnement et sont
cohérents avec les différents systèmes de commande d’une même installation.• Les conditions de détection, d’identification et d’interprétation des moyens de signalisation
sont respectées (cf. p.17).• Les commandes des organes de service et moyens de signalisation sont adaptés aux tâches et
prennent en compte les contraintes de l’activité (utilisation de gants par exemple).
19
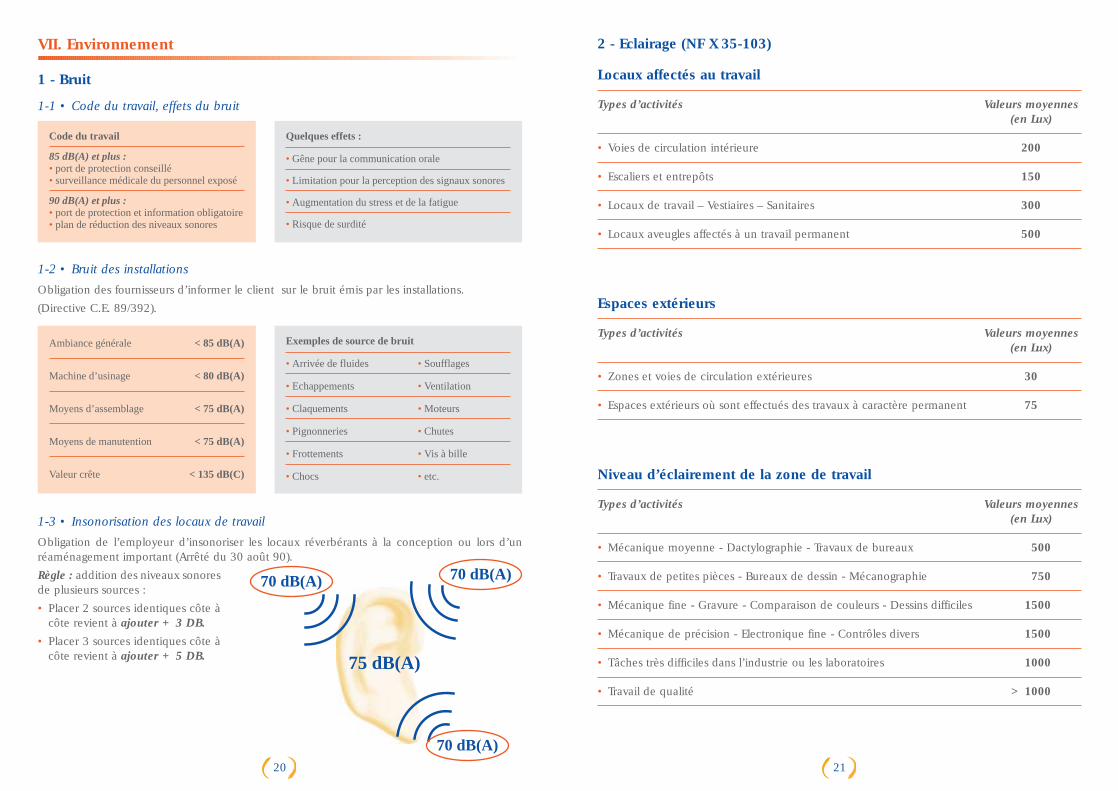
VII. Environnement
1 - Bruit
1-1 • Code du travail, effets du bruit
1-2 • Bruit des installationsObligation des fournisseurs d’informer le client sur le bruit émis par les installations.(Directive C.E. 89/392).
1-3 • Insonorisation des locaux de travailObligation de l’employeur d’insonoriser les locaux réverbérants à la conception ou lors d’unréaménagement important (Arrêté du 30 août 90).Règle : addition des niveaux sonoresde plusieurs sources :• Placer 2 sources identiques côte à
côte revient à ajouter + 3 DB.• Placer 3 sources identiques côte à
côte revient à ajouter + 5 DB.
2120
2 - Eclairage (NF X 35-103)
Locaux affectés au travail
Types d’activités Valeurs moyennes(en Lux)
• Voies de circulation intérieure 200
• Escaliers et entrepôts 150
• Locaux de travail – Vestiaires – Sanitaires 300
• Locaux aveugles affectés à un travail permanent 500
Espaces extérieurs
Types d’activités Valeurs moyennes(en Lux)
• Zones et voies de circulation extérieures 30
• Espaces extérieurs où sont effectués des travaux à caractère permanent 75
Niveau d’éclairement de la zone de travail
Types d’activités Valeurs moyennes(en Lux)
• Mécanique moyenne - Dactylographie - Travaux de bureaux > 1500
• Travaux de petites pièces - Bureaux de dessin - Mécanographie > 1750
• Mécanique fine - Gravure - Comparaison de couleurs - Dessins difficiles > 1500
• Mécanique de précision - Electronique fine - Contrôles divers > 1500
• Tâches très difficiles dans l’industrie ou les laboratoires > 1000
• Travail de qualité > 1000
70 dB(A) 70 dB(A)
70 dB(A)
75 dB(A)
Code du travail
85 dB(A) et plus : • port de protection conseillé• surveillance médicale du personnel exposé
90 dB(A) et plus : • port de protection et information obligatoire• plan de réduction des niveaux sonores
Quelques effets :
• Gêne pour la communication orale
• Limitation pour la perception des signaux sonores
• Augmentation du stress et de la fatigue
• Risque de surdité
Ambiance générale < 85 dB(A)
Machine d’usinage < 80 dB(A)
Moyens d’assemblage < 75 dB(A)
Moyens de manutention < 75 dB(A)
Valeur crête < 135 dB(C)
Exemples de source de bruit
• Arrivée de fluides • Soufflages
• Echappements • Ventilation
• Claquements • Moteurs
• Pignonneries • Chutes
• Frottements • Vis à bille
• Chocs • etc.

23
Retour d’expérience sur le MEMENTO : propositions d’améliorations
Page n° Remarques Propositions
22
VIII. Liste des principales normes ergonomie
ND 1647 - 129 Les modalités d’une ergonomie de conception.Décembre 87
NF ENV 25349 Principes directeurs pour le mesurage et l’évaluation de l’exposition des Avril 1993 individus aux vibrations transmises par la main.
NF ENV 2638 Principes ergonomiques de la conception des systèmes de travail.Décembre 90
NF X 35-002 Modèles anthropométriques de la population masculine et féminine.Juillet 82
NF X 35-003 Mesures anthropométriques de base.Juillet 84
EN 894-1/2 Principes ergonomiques de signalisation applicables aux postes de travail.Février 97 (NF X 35-101)
NF X 35-102 Dimensions des espaces de travail en bureaux.Octobre 80
NF X 35-103 Principes d’ergonomie visuelle applicables à l’éclairage des lieux de travail.Octobre 90
NF X 35-104 Postures et dimensions pour l’homme au travail sur machines et appareils.Avril 83
NF X 35-105 Commandes, organes de service : éléments de choix, caractéristiques...Octobre 81
NF X 35-106 Limites d’efforts recommandées pour le travail et la manutention Août 85 au poste de travail.
EN 547-1/2/3 Dimensions des accès aux machines et installations.Octobre 90 (NF X 35-107)
NF X 35-201 Ambiances chaudes.Mars 84
NF X 35-203 Détermination des indices PMV et PPD et spécification des conditions Décembre 81 de confort thermique.
EN 614-1 Sécurité des machines.Février 95 Principes ergonomiques de conception.
STANDARD FERRAGE
ENCOLLAGE
PCI.FER.145
SOMMAIRE 1 POTENCE D’ENCOLLAGE................................................................................................. 2
1.1 PRESENTATION ................................................................................................................ 2 1.2 CONCEPTION.................................................................................................................... 2 1.3 REGLAGES....................................................................................................................... 3 1.4 BIBLIOTHEQUE CAO : ....................................................................................................... 4
Rédigé par : Christian CHIPAUX R et D STANDARD
Validé par :
Observations :
Date création : 06 /09/2000 Dernière modification : 28/08/2002 Indice : m3 Page 1/4
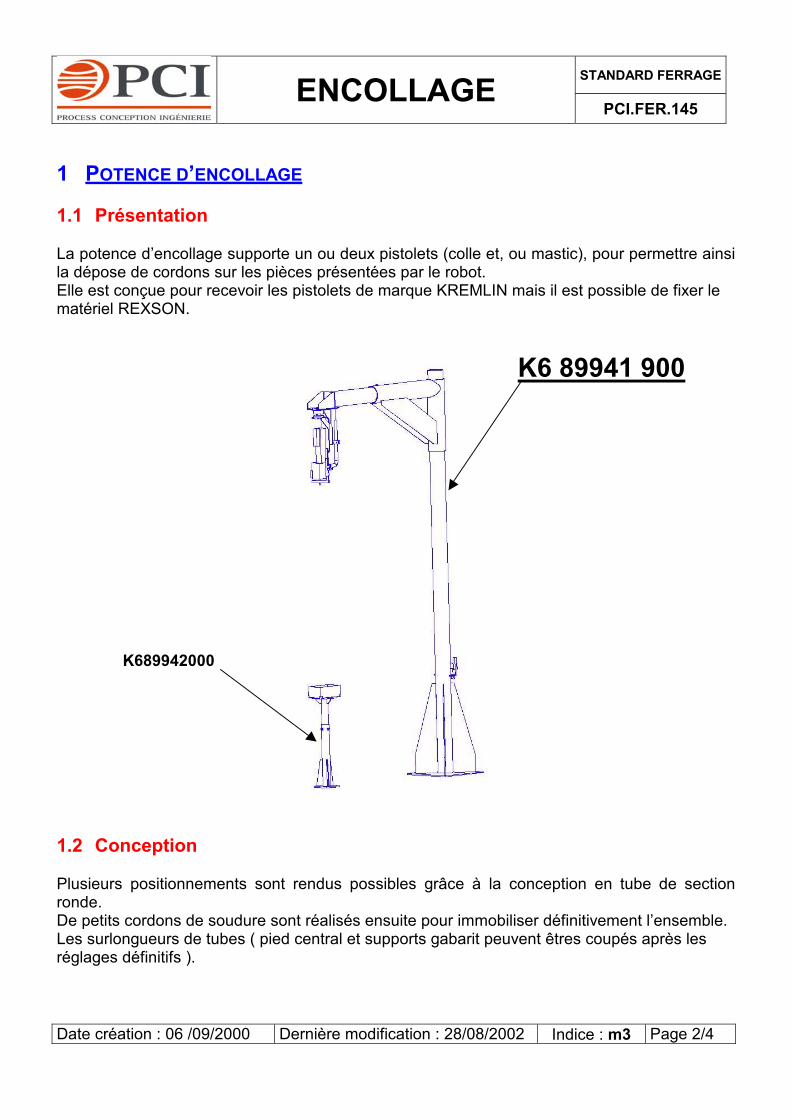
STANDARD FERRAGE
ENCOLLAGE
PCI.FER.145 1 POTENCE D’ENCOLLAGE 1.1 Présentation La potence d’encollage supporte un ou deux pistolets (colle et, ou mastic), pour permettre ainsi la dépose de cordons sur les pièces présentées par le robot. Elle est conçue pour recevoir les pistolets de marque KREMLIN mais il est possible de fixer le matériel REXSON.
K6 89941 900
K689942000
1.2 Conception Plusieurs positionnements sont rendus possibles grâce à la conception en tube de section ronde. De petits cordons de soudure sont réalisés ensuite pour immobiliser définitivement l’ensemble. Les surlongueurs de tubes ( pied central et supports gabarit peuvent êtres coupés après les réglages définitifs ).
Date création : 06 /09/2000 Dernière modification : 28/08/2002 Indice : m3 Page 2/4

STANDARD FERRAGE
ENCOLLAGE
PCI.FER.145 1.3 Réglages L’orientation des buses de pistolets est imposée par les trajectoires robot ; pour assurer leur positionnement correct, il convient d’utiliser les gabarits escamotables prévus à cet effet. Rappel : Les pistolets doivent etre montés autant que possible en position verticale NOTA : Les quantités et les références des pistolets choisis sont à compléter dans la nomenclature du dossier, sauf s’il s’agit d’une fourniture client. Attention : La quantité en nomenclature des éléments est prévue pour le cas d’une potence simple équipée d’un seul pistolet ; pour l’adaptation de deux pistolets, il faut ajouter la plaque d’adaptation K689908735. Il faut commander autant de sous ensemble « bac de récupération K689942000 » qu’il y a de pistolets montés sur la potence.
K689908735
Date création : 06 /09/2000 Dernière modification : 28/08/2002 Indice : m3 Page 3/4
STANDARD FERRAGE
ENCOLLAGE
PCI.FER.145 1.4 Bibliothèque CAO :
La potence d’encollage est modélisée avec Think Design et le plan de réalisation et
sont disponibles sous : bibliotheque_numerique/standards_k6/encollage/
Date création : 06 /09/2000 Dernière modification : 28/08/2002 Indice : m3 Page 4/4

STANDARD FERRAGE
SUPPORTS Hauteur ajustable PCI.FER.152
Date création : 06/08/2001 Dernière modification : 17/02/04 Indice : m8 Page 1/10
SOMMAIRE 1 PRESENTATION............................................................................................................. 2
2 PRESENTATION EN IMAGES........................................................................................ 2
2.1 SUPPORT ORIENTABLE ET INCLINABLE ............................................................................ 2 2.2 SUPPORT CHANGEUR DE PINCE...................................................................................... 3 2.3 PIED 3 GOUSSETS ........................................................................................................ 3
3 DESCRIPTION PAR ELEMENT...................................................................................... 4
3.1 PIED 3 GOUSSETS ........................................................................................................ 4 3.1.1 Codification : ........................................................................................................ 4
3.2 TUBE SUPPORT PLATINE INCLINABLE............................................................................... 5 3.2.1 Codification : ........................................................................................................ 5
3.3 PLATINE INCLINABLE ..................................................................................................... 5 3.3.1 Codification .......................................................................................................... 6
3.4 PLATINE FIXE HORIZONTALE........................................................................................... 6 3.4.1 Codification .......................................................................................................... 6
4 ELEMENTS SPECIFIQUES ............................................................................................ 8
4.1 TUBE SUPPORT CHANGEUR DE PINCE ............................................................................. 8 4.1.1 codification ........................................................................................................... 8
4.2 CAPOT DE PROTECTION PINCE ....................................................................................... 9 4.2.1 Codification .......................................................................................................... 9
4.3 SUPPORT PREHENSEUR ................................................................................................ 9 4.3.1 Préconisation de conception .............................................................................. 10 4.3.2 codification ......................................................................................................... 10
5 RÉFÉRENCES CAO ..................................................................................................... 10 Rédigé par : R et D STANDARD
Validé par :
Observations :
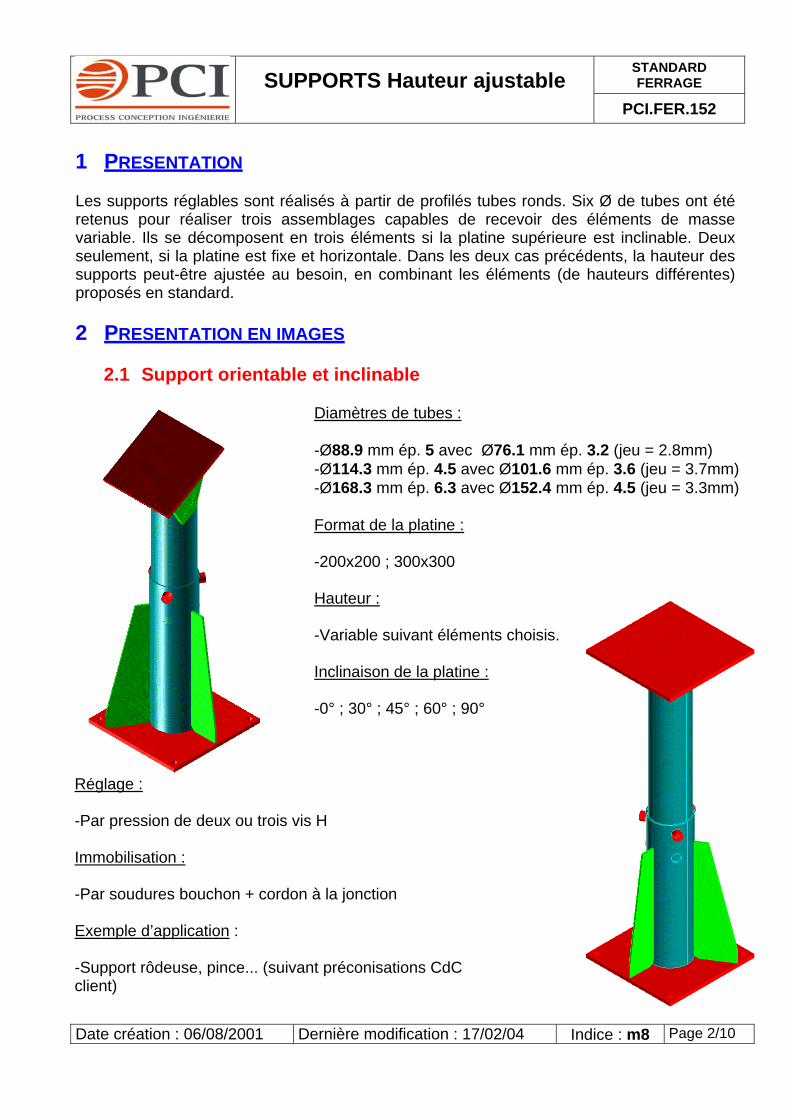
SUPPO
Date création : 06/08/2001 Derniè
1 PRESENTATION Les supports réglables sont réalisés retenus pour réaliser trois assemblvariable. Ils se décomposent en troisseulement, si la platine est fixe et horsupports peut-être ajustée au besoinproposés en standard. 2 PRESENTATION EN IMAGES
2.1 Support orientable et i
Dia
-Ø8-Ø1-Ø1 For -200 Hau -Va Incl -0°
Réglage : -Par pression de deux ou trois vis H Immobilisation : -Par soudures bouchon + cordon à la Exemple d’application : -Support rôdeuse, pince... (suivant préclient)
STANDARD FERRAGE RTS Hauteur ajustable
PCI.FER.152
re modification : 17/02/04 Indice : m8 Page 2/10
à partir de profilés tubes ronds. Six Ø de tubes ont été ages capables de recevoir des éléments de masse éléments si la platine supérieure est inclinable. Deux izontale. Dans les deux cas précédents, la hauteur des , en combinant les éléments (de hauteurs différentes)
nclinable
mètres de tubes :
8.9 mm ép. 5 avec Ø76.1 mm ép. 3.2 (jeu = 2.8mm) 14.3 mm ép. 4.5 avec Ø101.6 mm ép. 3.6 (jeu = 3.7mm) 68.3 mm ép. 6.3 avec Ø152.4 mm ép. 4.5 (jeu = 3.3mm)
mat de la platine :
x200 ; 300x300
teur :
riable suivant éléments choisis.
inaison de la platine :
; 30° ; 45° ; 60° ; 90°
jonction
conisations CdC
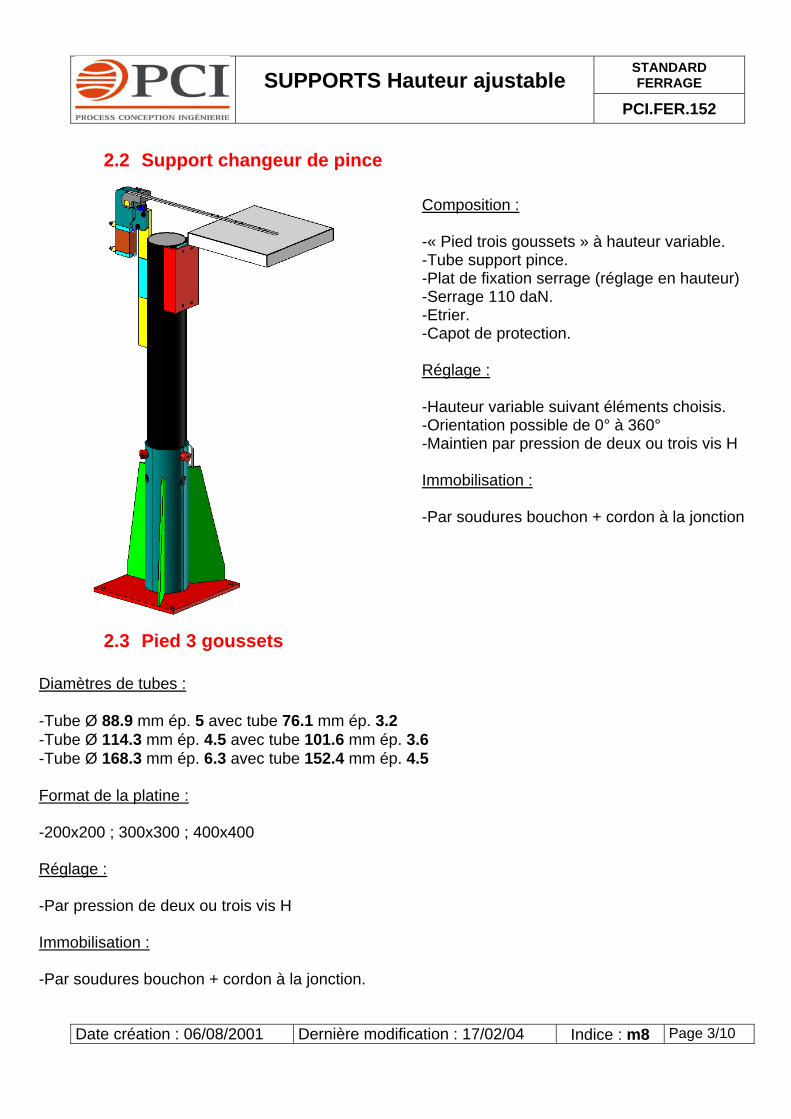
STANDARD FERRAGE
SUPPORTS Hauteur ajustable PCI.FER.152
Date création : 06/08/2001 Dernière modification : 17/02/04 Indice : m8 Page 3/10
2.2 Support changeur de pince
Composition :
-« Pied trois goussets » à hauteur variable. -Tube support pince. -Plat de fixation serrage (réglage en hauteur) -Serrage 110 daN. -Etrier. -Capot de protection. Réglage : -Hauteur variable suivant éléments choisis. -Orientation possible de 0° à 360° -Maintien par pression de deux ou trois vis H Immobilisation : -Par soudures bouchon + cordon à la jonction
2.3 Pied 3 goussets
Diamètres de tubes :
-Tube Ø 88.9 mm ép. 5 avec tube 76.1 mm ép. 3.2 -Tube Ø 114.3 mm ép. 4.5 avec tube 101.6 mm ép. 3.6 -Tube Ø 168.3 mm ép. 6.3 avec tube 152.4 mm ép. 4.5 Format de la platine : -200x200 ; 300x300 ; 400x400 Réglage : -Par pression de deux ou trois vis H Immobilisation : -Par soudures bouchon + cordon à la jonction.
STANDARD FERRAGE
SUPPORTS Hauteur ajustable PCI.FER.152
Date création : 06/08/2001 Dernière modification : 17/02/04 Indice : m8 Page 4/10
3 DESCRIPTION PAR ELEMENT
3.1 Pied 3 goussets
Hauteurs variables de 200 mm à 1000 mm par pas de 200 mm.
3.1.1 Codification :
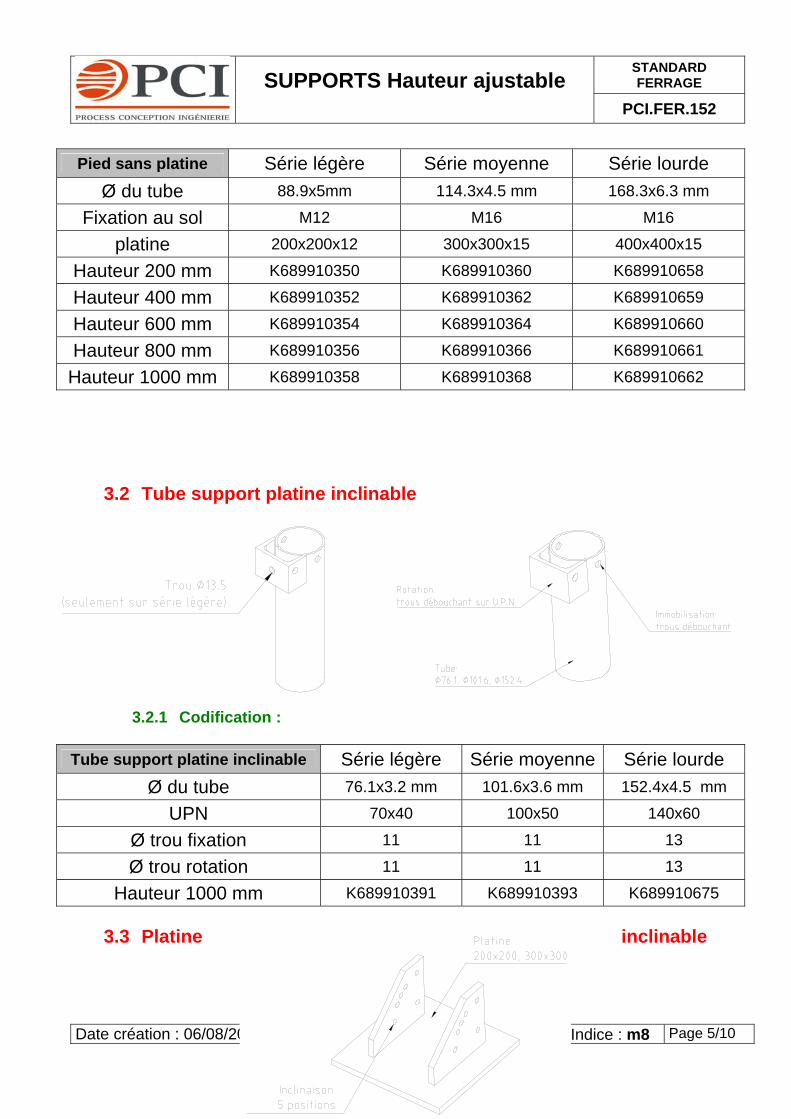
STANDARD FERRAGE
SUPPORTS Hauteur ajustable PCI.FER.152
Date création : 06/08/2001 Indice : m8 Page 5/10
Dernière modification : 17/02/04
Pied sans platine Série légère Série moyenne Série lourde Ø du tube 88.9x5mm 114.3x4.5 mm 168.3x6.3 mm
Fixation au sol M12 M16 M16
platine 200x200x12 300x300x15 400x400x15
Hauteur 200 mm K689910350 K689910360 K689910658
Hauteur 400 mm K689910352 K689910362 K689910659
Hauteur 600 mm K689910354 K689910364 K689910660
Hauteur 800 mm K689910356 K689910366 K689910661
Hauteur 1000 mm K689910358 K689910368 K689910662
3.2 Tube support platine inclinable
3.2.1 Codification :
Tube support platine inclinable Série légère Série moyenne Série lourde Ø du tube 76.1x3.2 mm 101.6x3.6 mm 152.4x4.5 mm
UPN 70x40 100x50 140x60
Ø trou fixation 11 11 13
Ø trou rotation 11 11 13
Hauteur 1000 mm K689910391 K689910393 K689910675
3.3 Platine inclinable
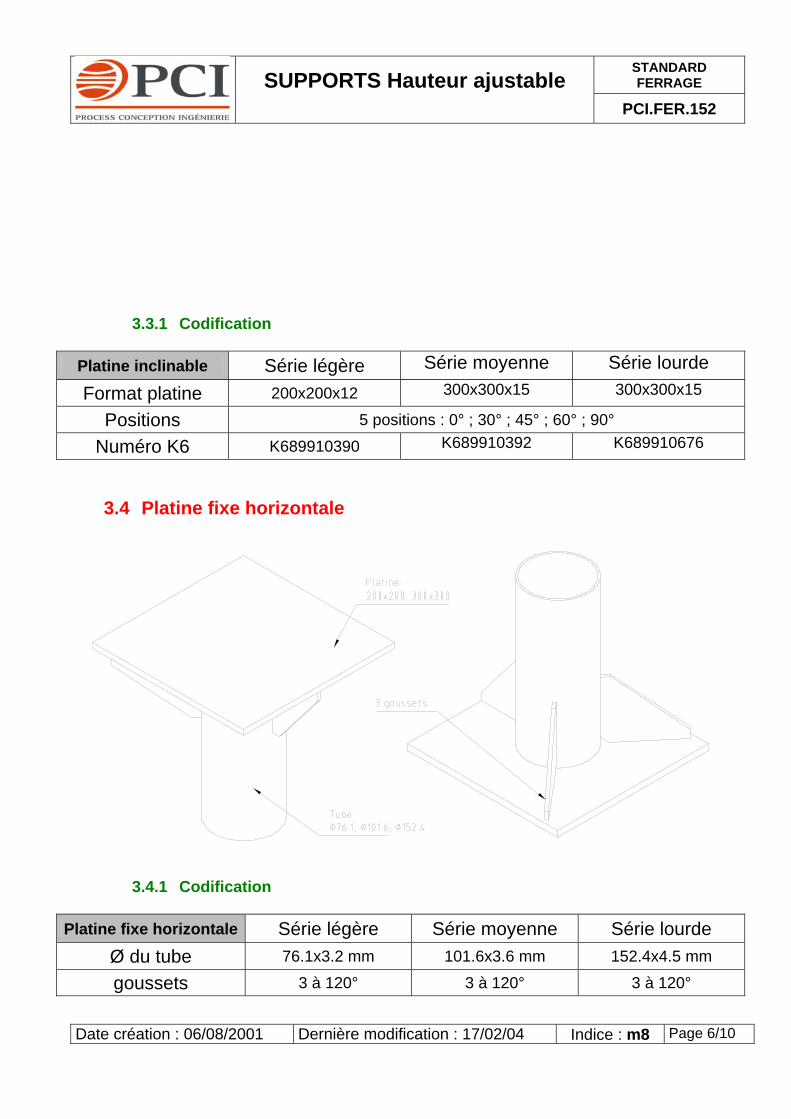
STANDARD FERRAGE
SUPPORTS Hauteur ajustable PCI.FER.152
Date création : 06/08/2001 Dernière modification : 17/02/04 Indice : m8 Page 6/10
3.3.1 Codification Platine inclinable Série légère Série moyenne Série lourde Format platine 200x200x12 300x300x15 300x300x15
Positions 5 positions : 0° ; 30° ; 45° ; 60° ; 90°
Numéro K6 K689910390 K689910392 K689910676
3.4 Platine fixe horizontale
3.4.1 Codification
Platine fixe horizontale Série légère Série moyenne Série lourde
Ø du tube 76.1x3.2 mm 101.6x3.6 mm 152.4x4.5 mm
goussets 3 à 120° 3 à 120° 3 à 120°

STANDARD FERRAGE
SUPPORTS Hauteur ajustable PCI.FER.152
Date création : 06/08/2001 Dernière modification : 17/02/04 Indice : m8 Page 7/10
Platine 100x100x12 200x200x15 300x300x15
Hauteur 1000 mm K689910394 K689910395 K689910670
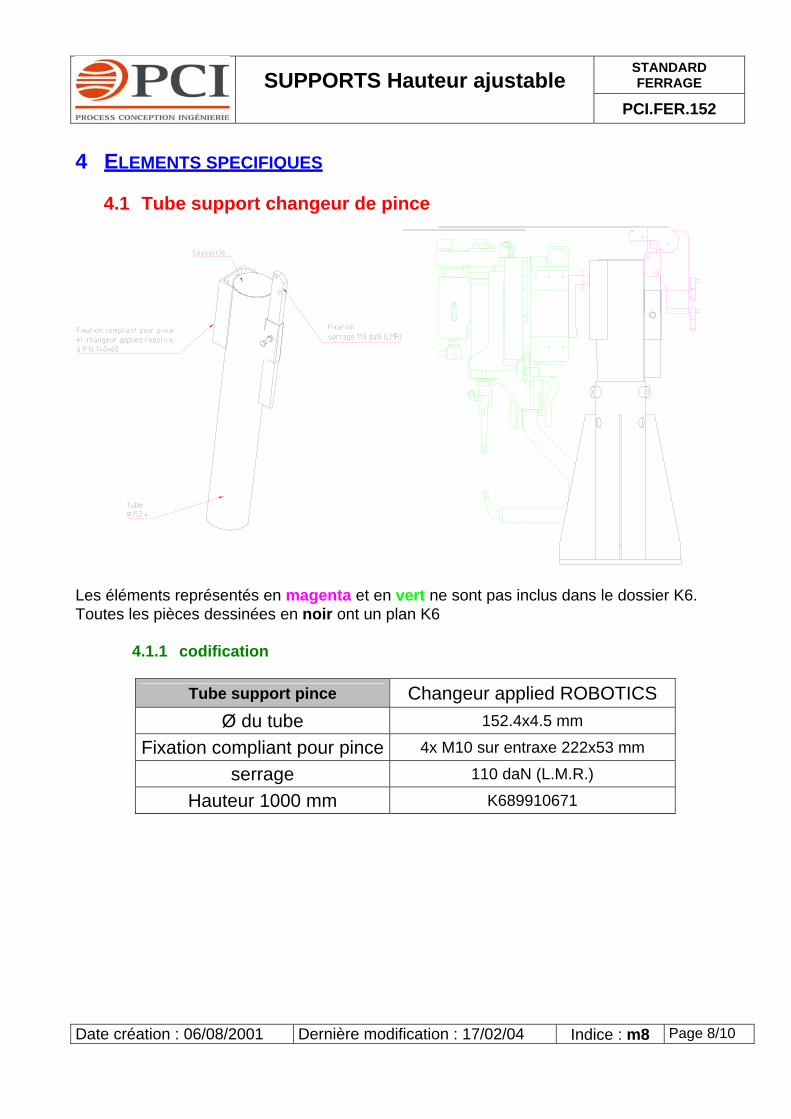
STANDARD FERRAGE
SUPPORTS Hauteur ajustable PCI.FER.152
Date création : 06/08/2001 Dernière modification : 17/02/04 Indice : m8 Page 8/10
4 ELEMENTS SPECIFIQUES
4.1 Tube support changeur de pince
Les éléments représentés en magenta et en vert ne sont pas inclus dans le dossier K6. Toutes les pièces dessinées en noir ont un plan K6
4.1.1 codification
Tube support pince Changeur applied ROBOTICS Ø du tube 152.4x4.5 mm
Fixation compliant pour pince 4x M10 sur entraxe 222x53 mm
serrage 110 daN (L.M.R.)
Hauteur 1000 mm K689910671
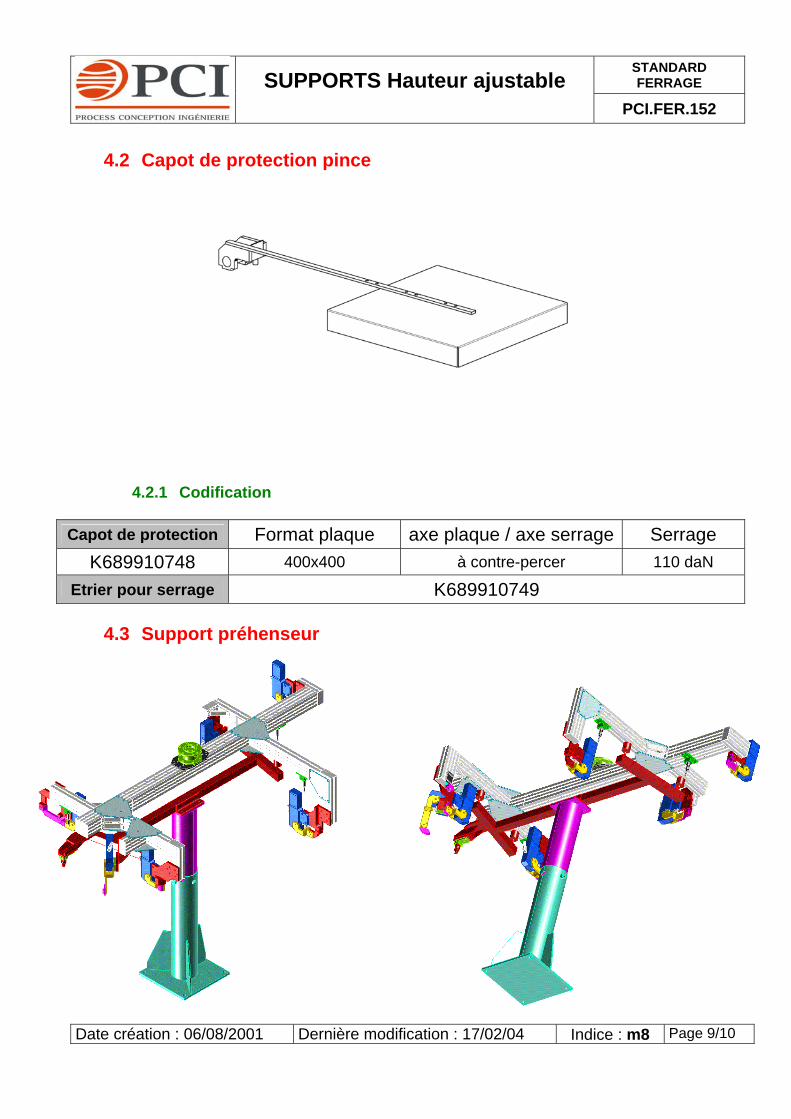
STANDARD FERRAGE
SUPPORTS Hauteur ajustable PCI.FER.152
Date création : 06/08/2001 Dernière modification : 17/02/04 Indice : m8 Page 9/10
4.2 Capot de protection pince
4.2.1 Codification
Capot de protection Format plaque axe plaque / axe serrage Serrage K689910748 400x400 à contre-percer 110 daN
Etrier pour serrage K689910749
4.3 Support préhenseur
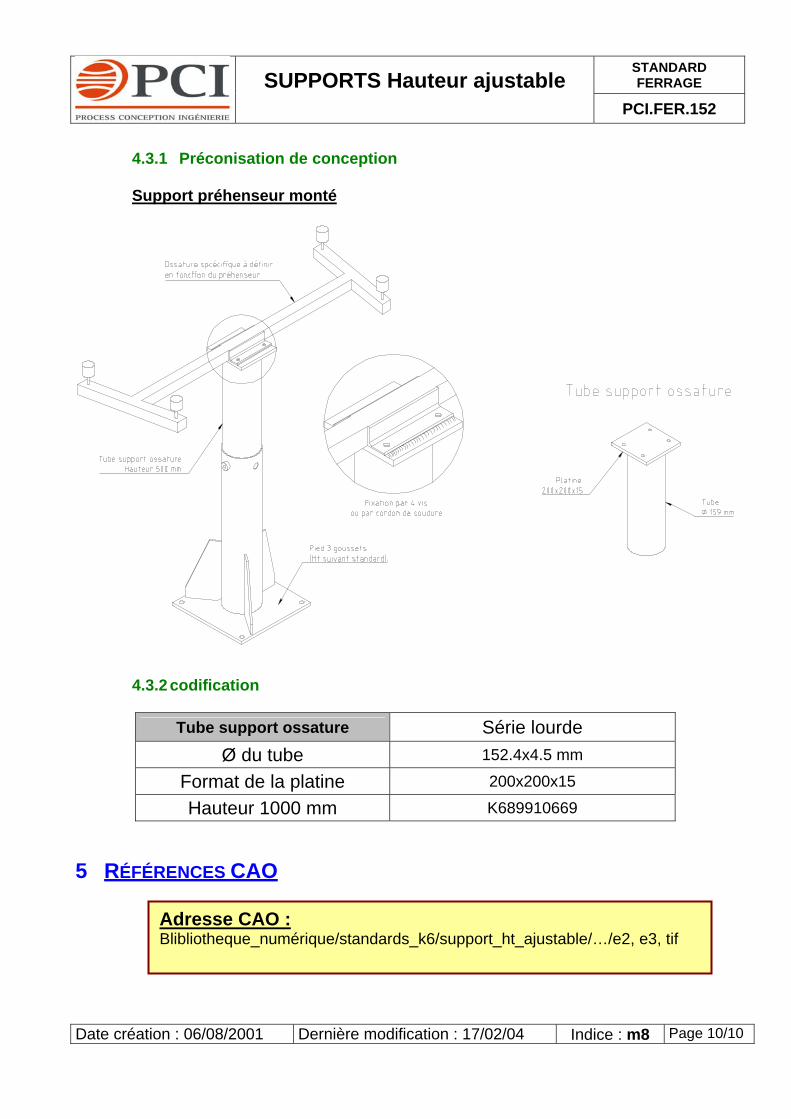
STANDARD FERRAGE
SUPPORTS Hauteur ajustable PCI.FER.152
Date création : 06/08/2001 Dernière modification : 17/02/04 Indice : m8 Page 10/10
4.3.1 Préconisation de conception
Support préhenseur monté
4.3.2 codification
Tube support ossature Série lourde
Ø du tube 152.4x4.5 mm
Format de la platine 200x200x15
Hauteur 1000 mm K689910669 5 RÉFÉRENCES CAO Adresse CAO :
Blibliotheque_numérique/standards_k6/support_ht_ajustable/…/e2, e3, tif
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 1/27
SOMMAIRE 1 ARTICULATIONS POUR ABATTANTS ....................................................................................................... 2
1.1 PRINCIPE DE COTATIONS............................................................................................................................ 2 1.1.1 Cotation pour montage type 1 ......................................................................................................... 2 1.1.2 Cotation pour montage type 2 ......................................................................................................... 3
1.2 ABATTANTS AVEC GEOMETRIE .................................................................................................................... 4 1.2.1 Articulations sur coussinets autolubrifiants...................................................................................... 4 1.2.2 Axe épaulé pour abattant 25 Kg ................................................................................................... 6
1.3 AXE A DOUBLE EPAULEMENT POUR ABATTANT DE 25 KG A 200 KG............................................................... 9 1.3.1 Matière : ........................................................................................................................................... 9 1.3.2 Tableau des K6 et référence CAO................................................................................................... 9 1.3.3 Tableau des correspondance ........................................................................................................ 10
1.4 RONDELLES DE FROTTEMENT ................................................................................................................... 11 1.4.1 Matière : ......................................................................................................................................... 11 1.4.2 Tableau des K6 suivant Ø et référence CAO ................................................................................ 11
1.5 CALE DE REGLAGE................................................................................................................................... 12 1.5.1 Matière ........................................................................................................................................... 12 1.5.2 Tableau des K6 et référence CAO................................................................................................. 12
1.6 RONDELLE D’EXTRACTION ........................................................................................................................ 13 1.6.1 Matière ........................................................................................................................................... 13 1.6.2 Tableau des K6 suivant Ø et référence CAO ............................................................................... 13
1.7 MONTAGE SUR PALIER ............................................................................................................................. 14 1.7.1 Montage d’un abattant sans géométrie ......................................................................................... 14 1.7.2 Montage d’un abattant suspendu avec géométrie......................................................................... 16
2 BUTEE ......................................................................................................................................................... 17
2.1 MONTAGE DES BUTEES PAR RAPPORT A L’AXE DE L’EFFORT ...................................................................... 17 2.2 MONTAGE DES BUTEES SUR LE BATI ET L’ABATTANT................................................................................... 18 2.3 BUTEE .................................................................................................................................................... 19
2.3.1 Matière ........................................................................................................................................... 19 2.3.2 Adresse CAO................................................................................................................................. 19
2.4 CALE DE REGLAGE................................................................................................................................... 19 2.4.1 Matière ........................................................................................................................................... 19 2.4.2 Adresse CAO................................................................................................................................. 19
3 CONCEPTION D’UN ABATTANT............................................................................................................... 20
3.1 CRITERE DE CHOIX D’UN VERIN PNEUMATIQUE........................................................................................... 20 3.2 REGLES OBLIGATOIRES............................................................................................................................ 21
3.2.1 Montage type ................................................................................................................................. 22 3.2.2 Montages à proscrire ..................................................................................................................... 23
4 CONCEPTIONS DE L’ARTICULATION D’UNE TOURNETTE .................................................................. 24
4.1 OBJET..................................................................................................................................................... 24 4.2 TOURNETTE A DEUX DEMI_AXES ............................................................................................................... 25 4.3 TOURNETTE A AXE LONG .......................................................................................................................... 26
Rédigé par : Cyril SADY R et D STANDARD
Validé par :
Observations :
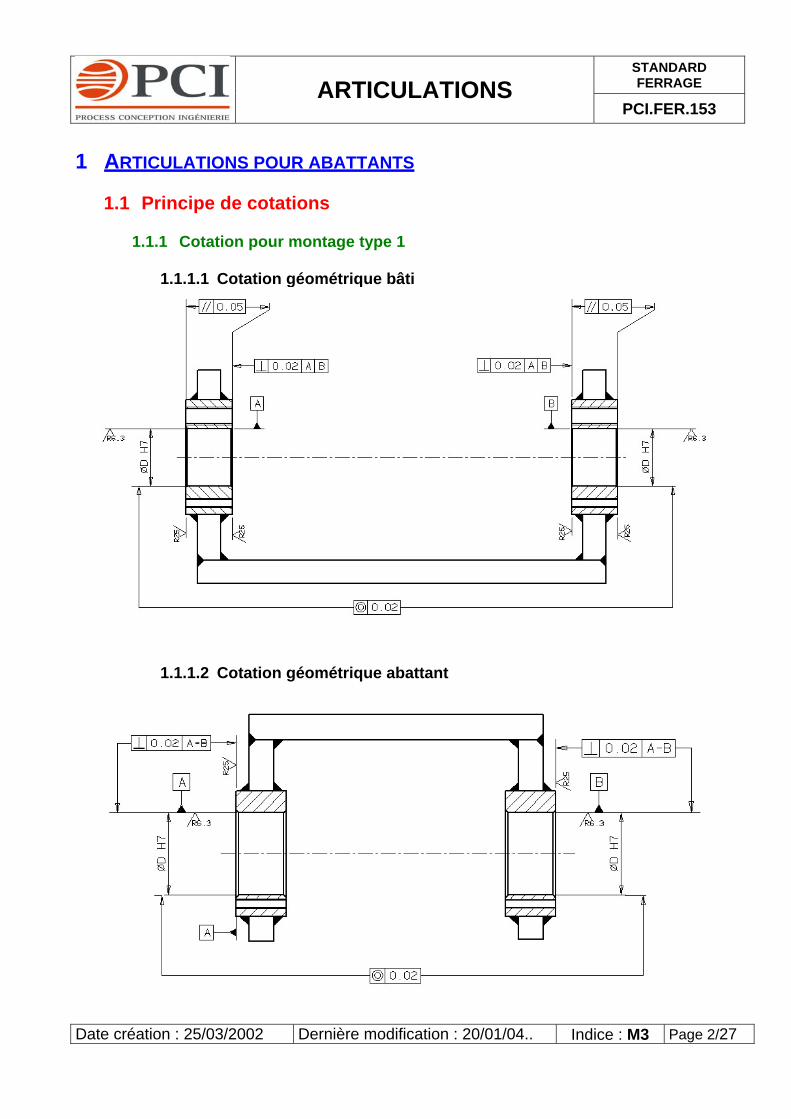
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 2/27
1 ARTICULATIONS POUR ABATTANTS
1.1 Principe de cotations
1.1.1 Cotation pour montage type 1
1.1.1.1 Cotation géométrique bâti
1.1.1.2 Cotation géométrique abattant
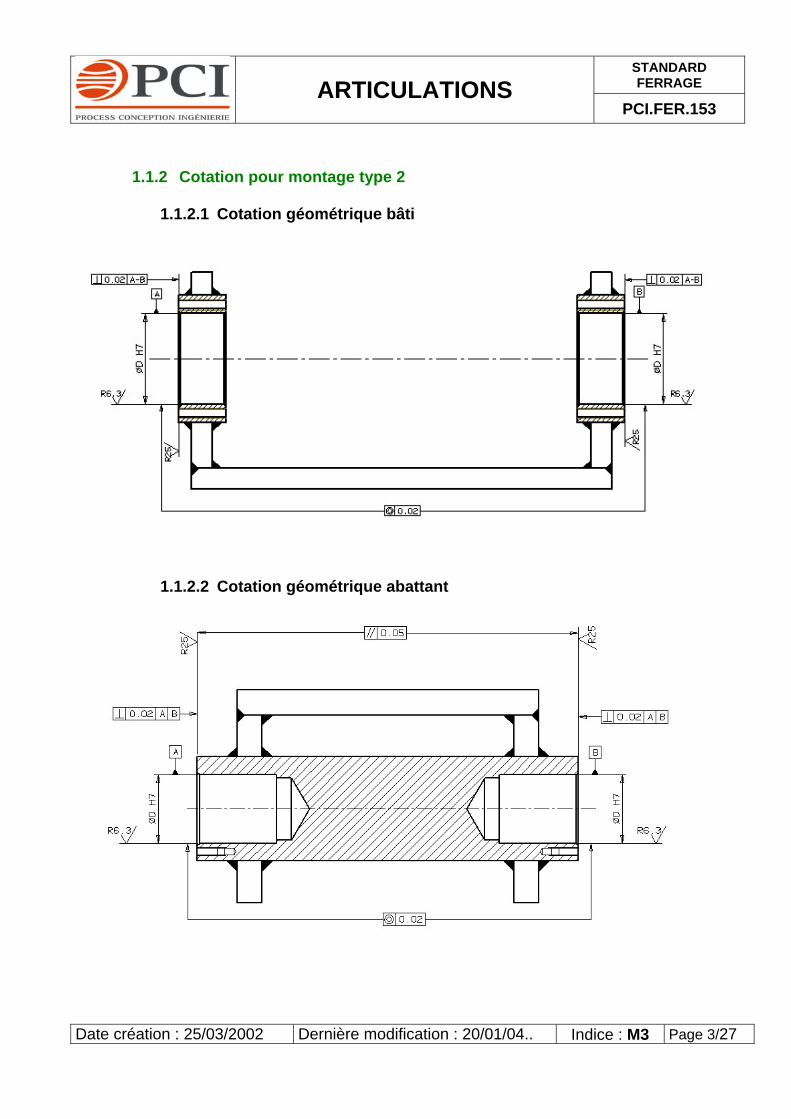
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 3/27
1.1.2 Cotation pour montage type 2
1.1.2.1 Cotation géométrique bâti
1.1.2.2 Cotation géométrique abattant
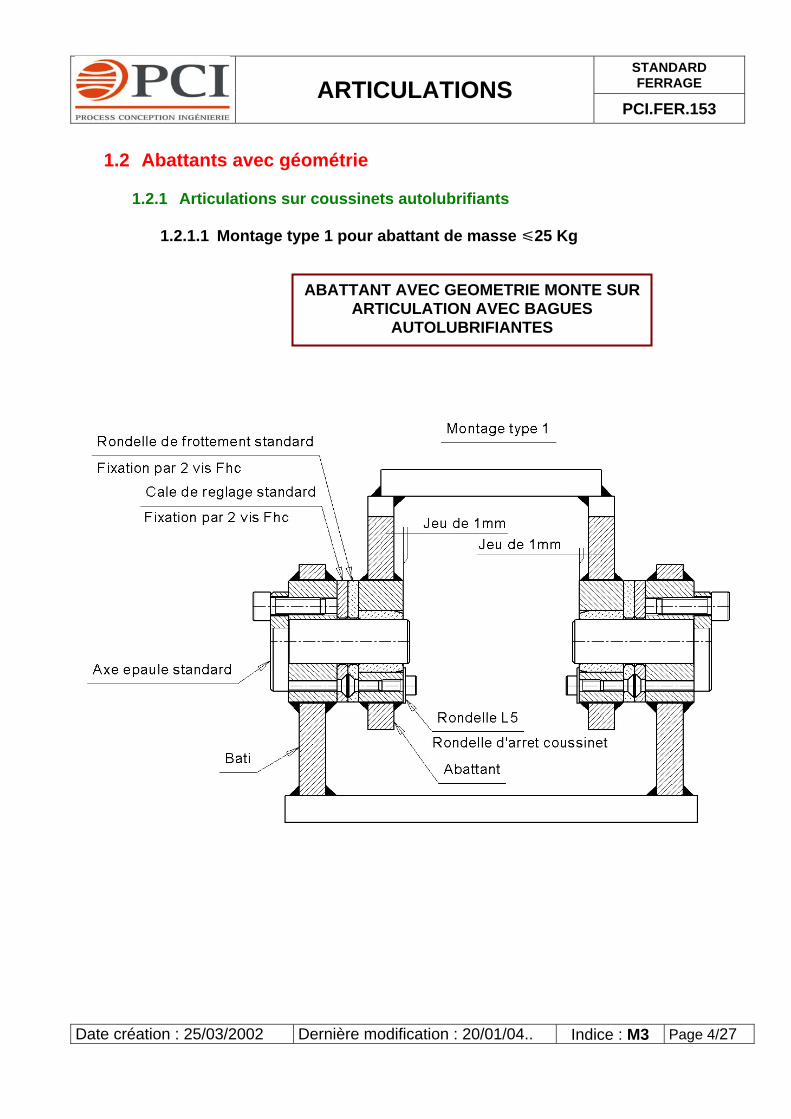
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 4/27
1.2 Abattants avec géométrie
1.2.1 Articulations sur coussinets autolubrifiants
1.2.1.1 Montage type 1 pour abattant de masse 25 Kg
ABATTANT AVEC GEOMETRIE MONTE SUR ARTICULATION AVEC BAGUES
AUTOLUBRIFIANTES
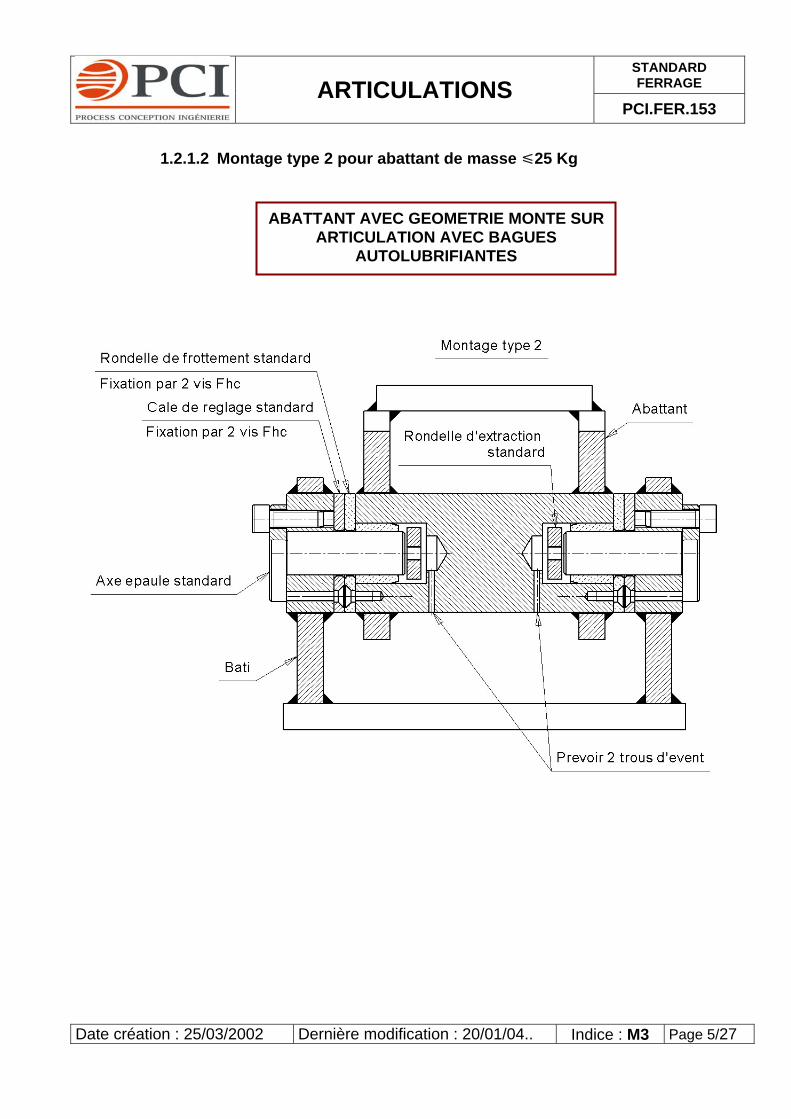
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 5/27
1.2.1.2 Montage type 2 pour abattant de masse 25 Kg
ABATTANT AVEC GEOMETRIE MONTE SUR ARTICULATION AVEC BAGUES
AUTOLUBRIFIANTES

STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 6/27
1.2.2 Axe épaulé pour abattant 25 Kg
1.2.2.1 Matière :
42 CrMo4 T3 (Brunissage)
1.2.2.2 Tableau des K6 et référence CAO
Plan N°
Ø D f7
Ø D1
Ø D2
L1
L
Masse
(Kg)
K689910619
12
24
35
40
45
0.069
K689910049
20
32
45
55
63
0.228
Adresse CAO : Blibliotheque_numérique/standards_k6/Articulations/…/Iges, e3, tif

STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 7/27
1.2.2.3 Tableau de correspondance
Ø
Plan N°
Bague FIBRO
Ref : 2052.70.
Cales
de réglage
Rondelles
De frottement
Rondelles d’extraction
12
K689910619
012.018.010
K689910706
K689910783
K689910712
20
K689910049
020.028.020
K689910707
K689910784
K689910713
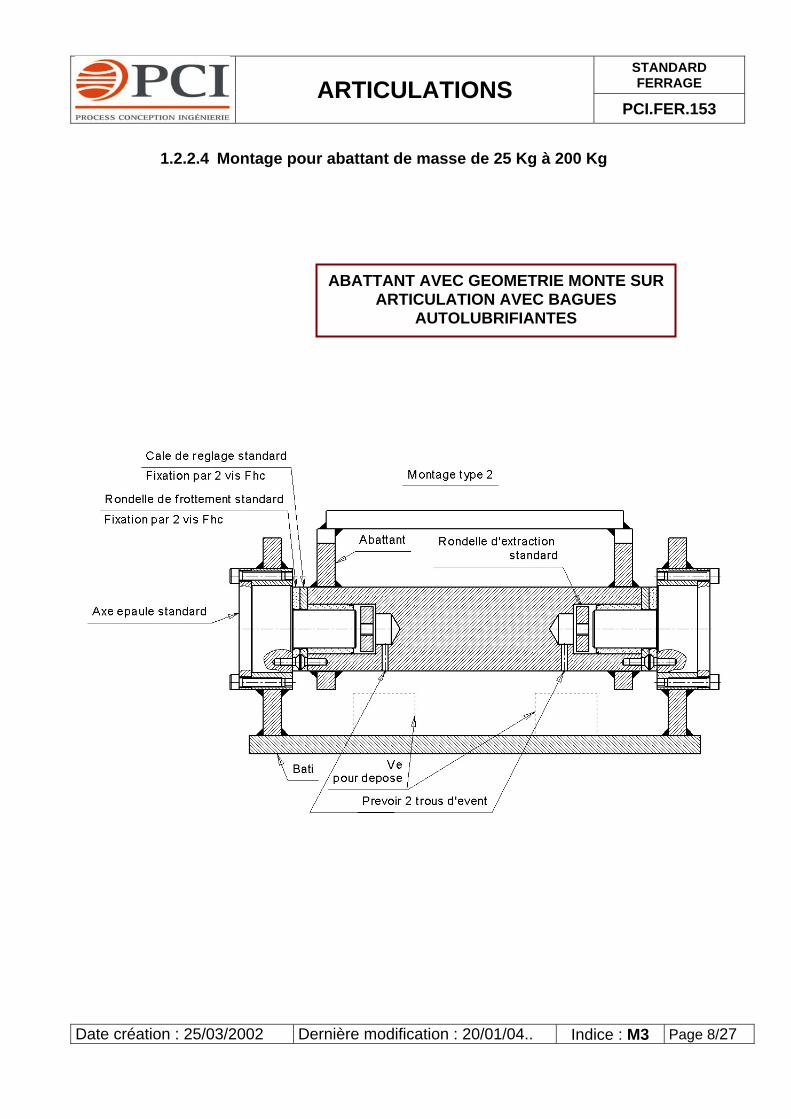
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 8/27
1.2.2.4 Montage pour abattant de masse de 25 Kg à 200 Kg
ABATTANT AVEC GEOMETRIE MONTE SUR ARTICULATION AVEC BAGUES
AUTOLUBRIFIANTES

STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 9/27
1.3 Axe a double épaulement pour abattant de 25 Kg à 200 Kg
1.3.1 Matière :
42 CrMo4 T3 (Brunissage)
1.3.2 Tableau des K6 et référence CAO
Plan N°
Ø d f7
Ø D1 g7
Ø Dp Ø Dp1
Ø D
L
L1
L2
Masse
(Kg) K689910710
25
57
70
43
80
77
69
42
1.0
K689910711
35
67
80
53
90
90
80
53
1.5
Adresse CAO : Blibliotheque_numérique/standards_k6/Articulations/…/Iges, e3, tif

STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 10/27
1.3.3 Tableau des correspondance
Ø
Plan N°
Bague FIBRO
Ref : 2052.70.
Cales
de réglage
Rondelles
de frottement
Rondelles d’extraction
25
K689910710
025.033.030
K689910708
K689910785
K689910714
35
K689910711
035.044.040
K689910709
K689910786
K689910715
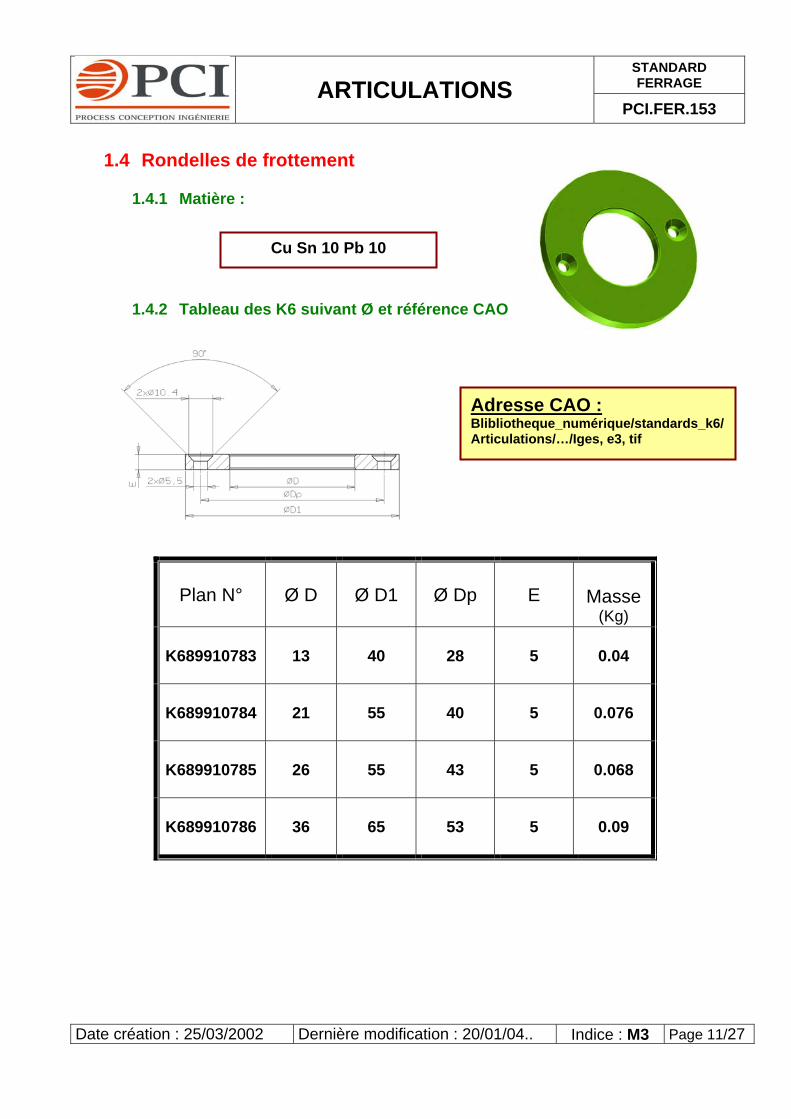
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 11/27
1.4 Rondelles de frottement
1.4.1 Matière :
Cu Sn 10 Pb 10
1.4.2 Tableau des K6 suivant Ø et référence CAO
Adresse CAO : Blibliotheque_numérique/standards_k6/Articulations/…/Iges, e3, tif
Plan N°
Ø D
Ø D1
Ø Dp
E
Masse
(Kg)
K689910783
13
40
28
5
0.04
K689910784
21 55
40 5 0.076
K689910785
26 55
43 5 0.068
K689910786
36 65
53 5 0.09
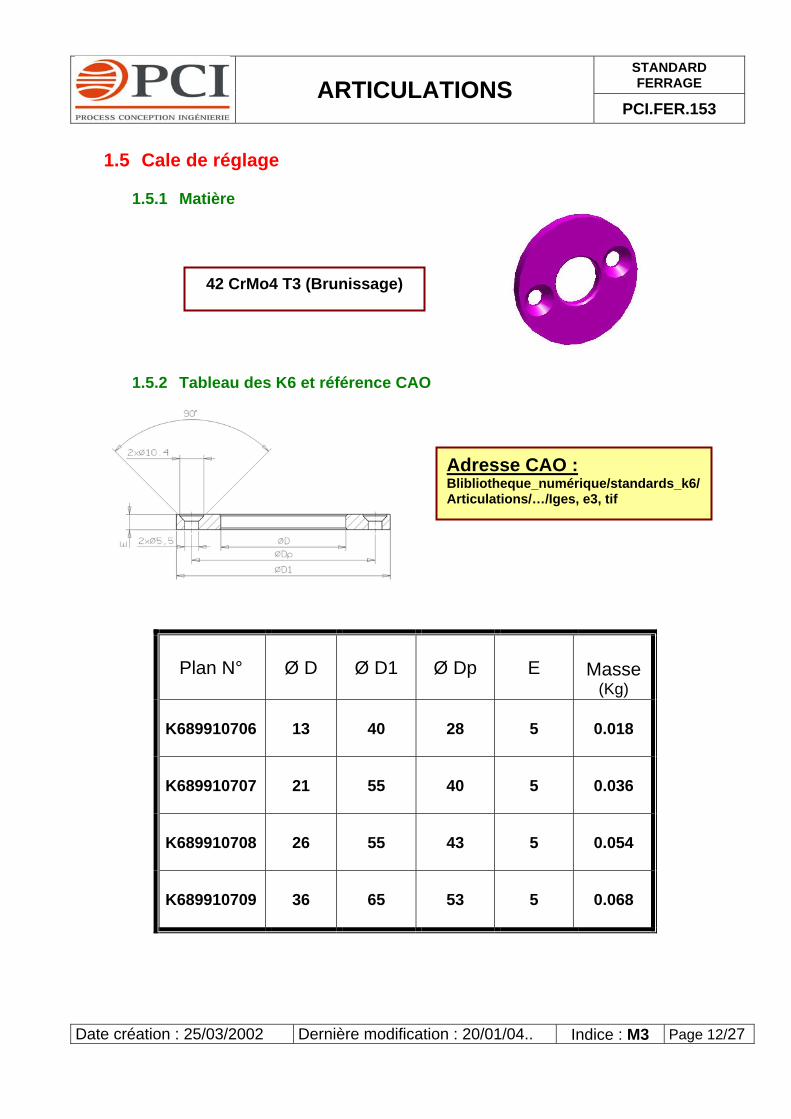
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 12/27
1.5 Cale de réglage
1.5.1 Matière
42 CrMo4 T3 (Brunissage)
1.5.2 Tableau des K6 et référence CAO
Adresse CAO : Blibliotheque_numérique/standards_k6/Articulations/…/Iges, e3, tif
Plan N°
Ø D
Ø D1
Ø Dp
E
Masse
(Kg)
K689910706
13
40
28
5
0.018
K689910707
21 55
40 5 0.036
K689910708
26 55
43 5 0.054
K689910709
36 65
53
5 0.068

STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 13/27
1.6 Rondelle d’extraction
1.6.1 Matière
A33 (Brunissage)
1.6.2 Tableau des K6 suivant Ø et référence CAO
Plan N°
Ø D
E
Masse
(Kg)
K689910712
17
8
0.012
K689910713
26 8 0.030
K689910714
31 8 0.045
K689910715
42 8 0.084
Adresse CAO : Blibliotheque_numérique/standards_k6/Articulations/…/Iges, e3, tif
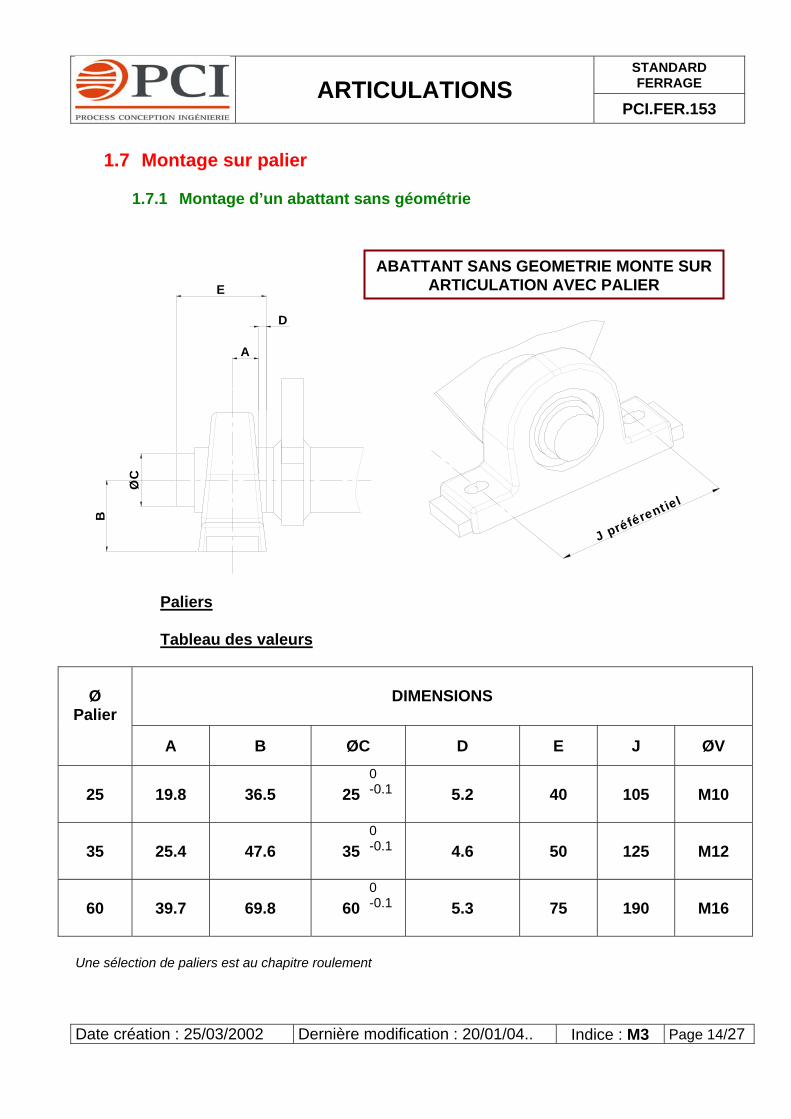
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière m
1.7 Montage sur palier
1.7.1 Montage d’un abattant sans géométrie
Paliers Tableau des valeurs
Ø Palier
A B ØC
25
19.8
36.5
25
35
25.4
47.6
35
60
39.7
69.8
60
D
E
A
ØC
B
Une sélection de paliers est au chapitre roulemen
ABATTANT SANS GEOMETRIE MONTE SUR ARTICULATION AVEC PALIER
odification : 20/01/04.. Indice : M3 Page 14/27
DIMENSIONS
D E J ØV 0 -0.1
5.2
40
105
M10
0 -0.1
4.6
50
125
M12
0 -0.1
5.3
75
190
M16
J préférentiel
t
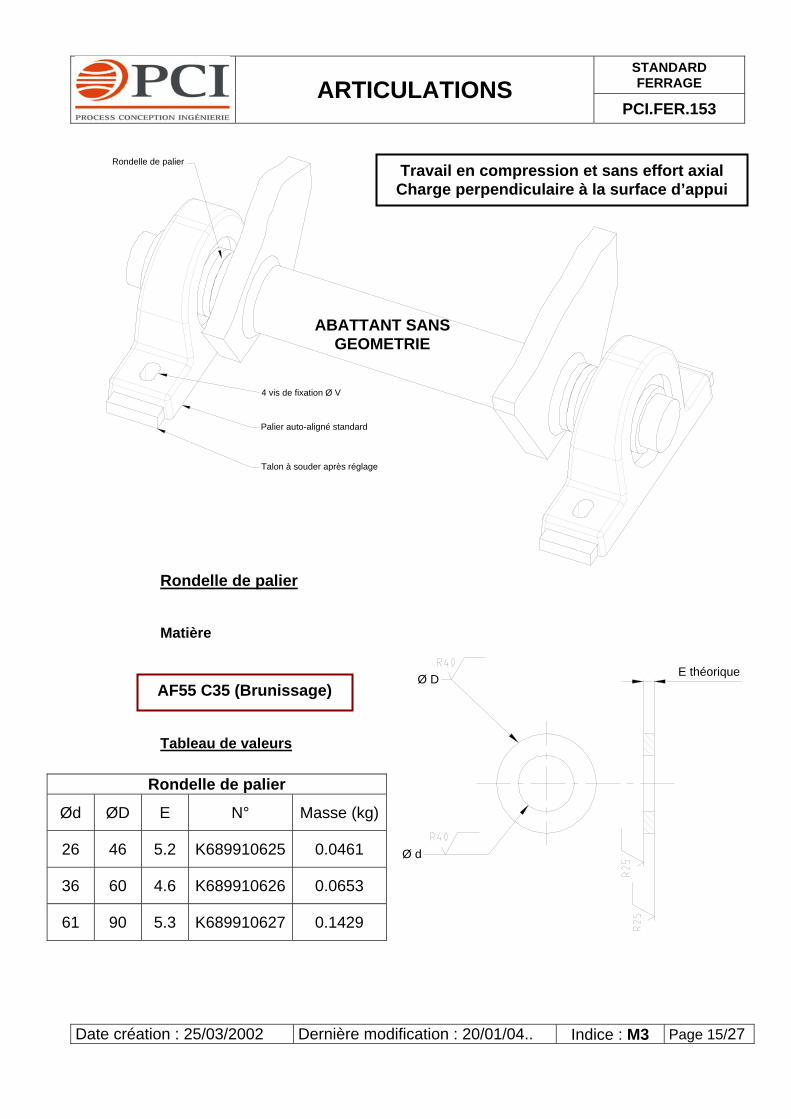
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 15/27
Rondelle de palier
Palier auto-aligné standard
Talon à souder après réglage
4 vis de fixation Ø V
Travail en compression et sans effort axial Charge perpendiculaire à la surface d’appui
ABATTANT SANS
GEOMETRIE
E théoriqueØ D
Rondelle de palier
Matière
AF55 C35 (Brunissage)
Tableau de valeurs
Rondelle de palier Ød ØD E N° Masse (kg)
26 46 5.2 K689910625 0.0461
36 60 4.6 K689910626 0.0653
61 90 5.3 K689910627 0.1429
Ø d

STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
1.7.2 Montage d’un abattant suspendu avec géométrie
ABATTANT AVEC GEOMETRIE MONTE SUR ARTICULATION AVEC PALIER
Pour les charges importantes suspendues :-ajouter des faux paliers
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 16/27
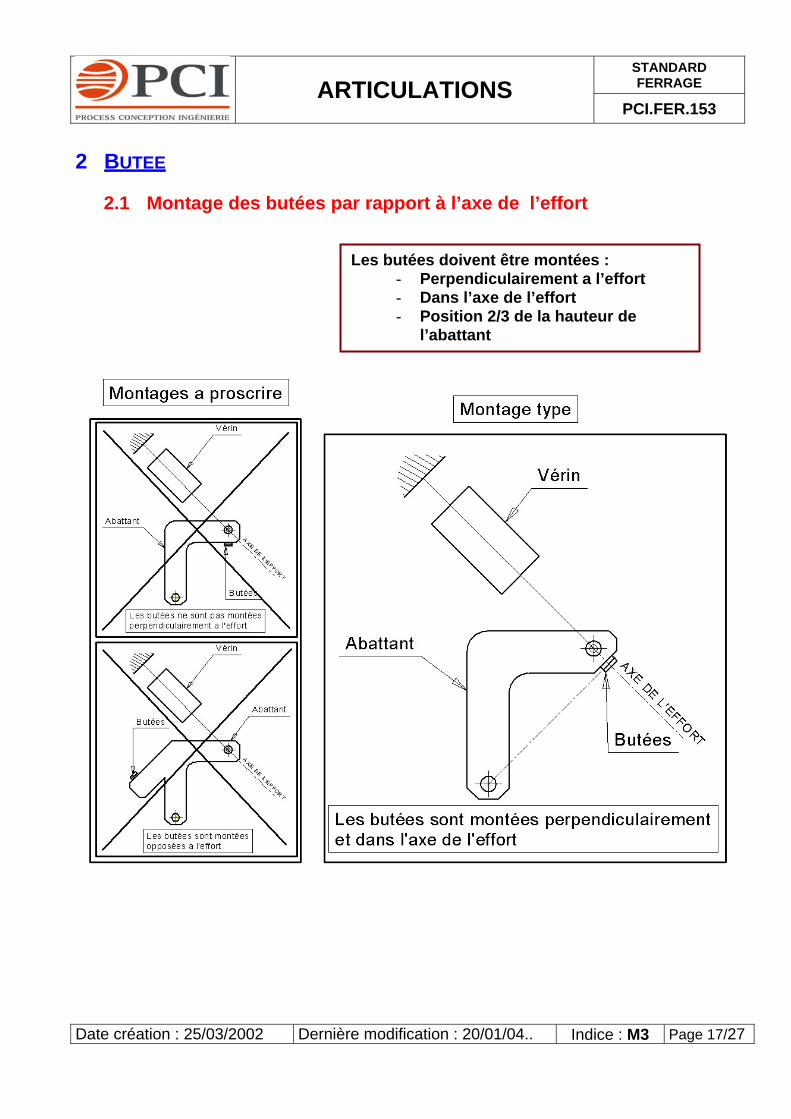
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Derniè
2 BUTEE
2.1 Montage des butées par rapport à l’axe de l’effort
Les butées doivent être montées :- Perpendiculairement a l’effort- Dans l’axe de l’effort - Position 2/3 de la hauteur de
l’abattant
re modification : 20/01/04.. Indice : M3 Page 17/27
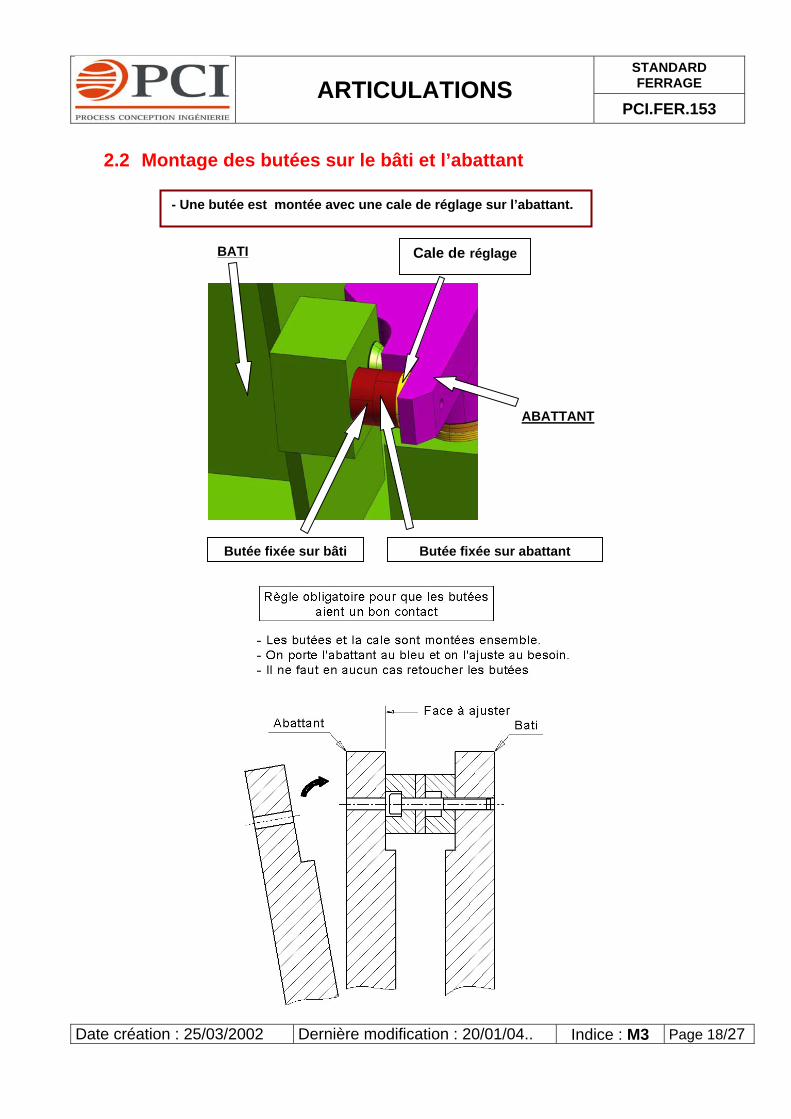
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création
2.2 Montage des butées sur le bâti et l’abattant
- Une butée est montée avec une cale de réglage sur l’abattant.
: 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 18/27
ABATTANT
Butée fixée sur bâti Butée fixée sur abattant
Cale de réglageBATI
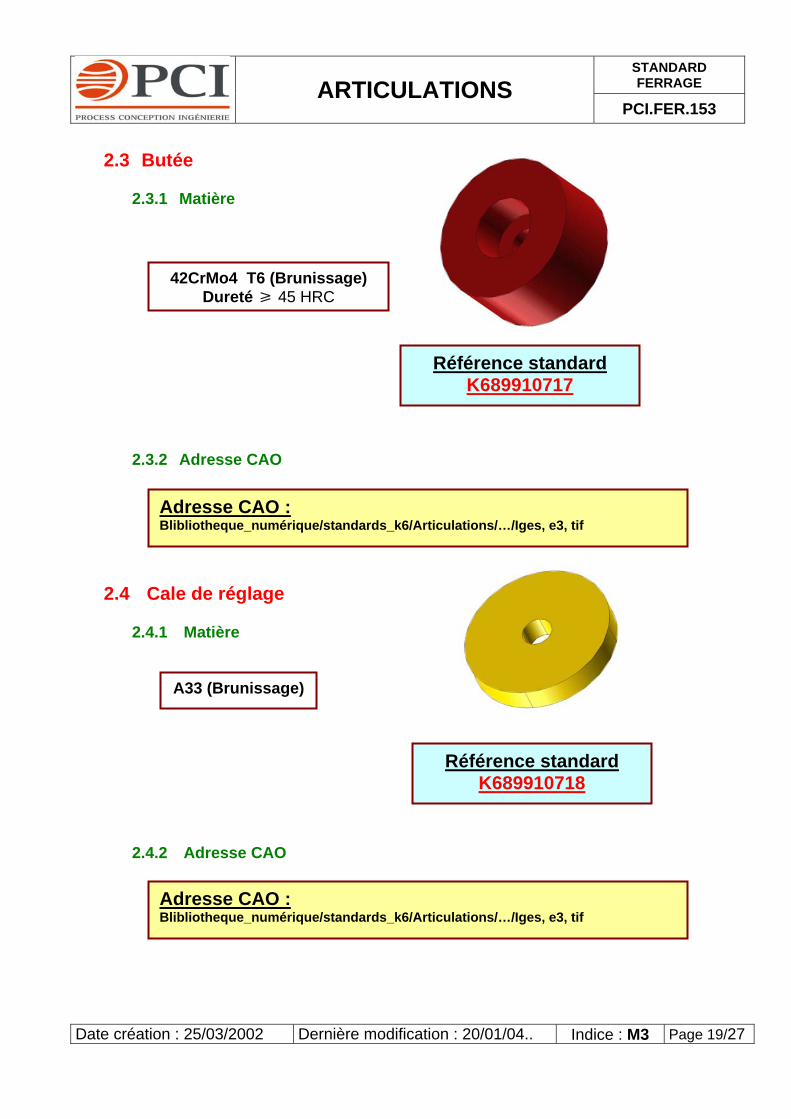
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modificatio
2.3 Butée
2.3.1 Matière
2.3.2 Adresse CAO
Adresse CAO : Blibliotheque_numérique/standards_k6/Articulations/…/Iges, e3, tif
2.4 Cale de réglage
2.4.1 Matière
A33 (Brunissage)
2.4.2 Adresse CAO
Adresse CAO : Blibliotheque_numérique/standards_k6/Artic
Référence standard K689910718
Référence standard K689910717
42CrMo4 T6 (Brunissage)Dureté 45 HRC
n : 20/01/04.. Indice : M3 Page 19/27
ulations/…/Iges, e3, tif

STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 20/27
3 CONCEPTION D’UN ABATTANT
3.1 Critère de choix d’un vérin pneumatique Vous trouverez une méthode de détermination des vérins pneumatiques dans le GE06-007G . Vous pouvez la consulter en cliquant sur le lien ci-dessous .
GE06-007G
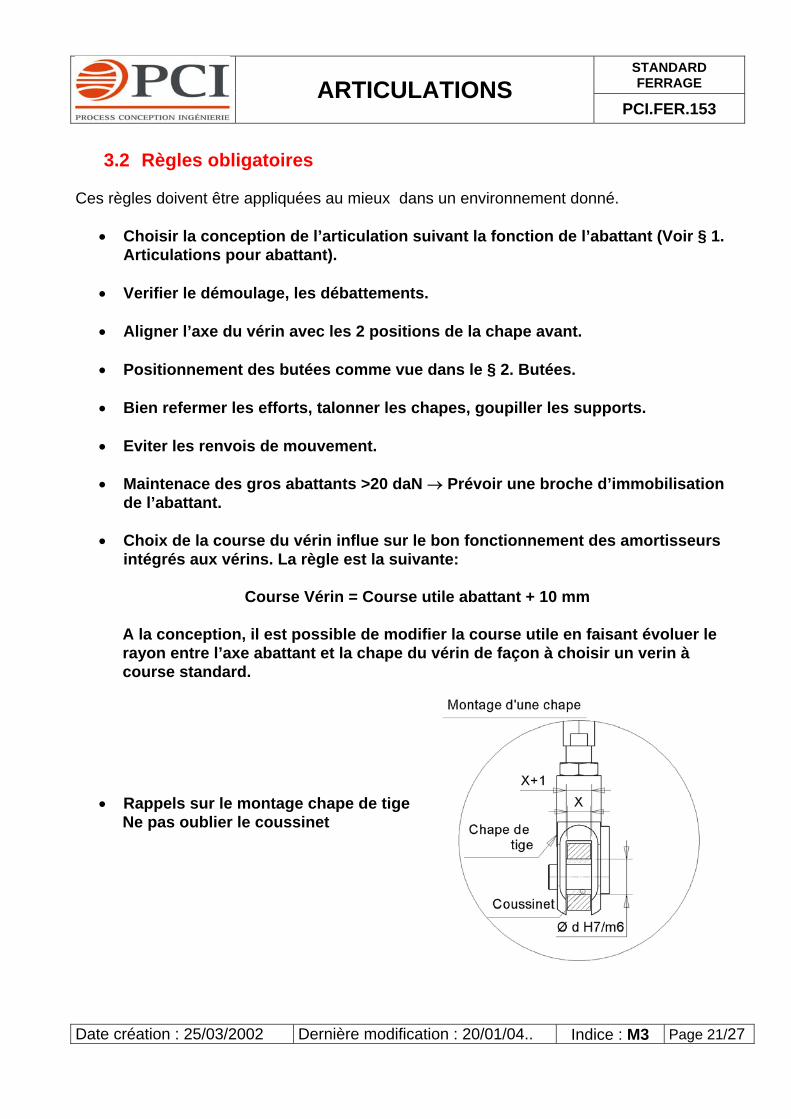
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 21/27
3.2 Règles obligatoires Ces règles doivent être appliquées au mieux dans un environnement donné.
• Choisir la conception de l’articulation suivant la fonction de l’abattant (Voir § 1. Articulations pour abattant).
• Verifier le démoulage, les débattements.
• Aligner l’axe du vérin avec les 2 positions de la chape avant.
• Positionnement des butées comme vue dans le § 2. Butées.
• Bien refermer les efforts, talonner les chapes, goupiller les supports.
• Eviter les renvois de mouvement.
• Maintenace des gros abattants >20 daN → Prévoir une broche d’immobilisation
de l’abattant.
• Choix de la course du vérin influe sur le bon fonctionnement des amortisseurs intégrés aux vérins. La règle est la suivante:
Course Vérin = Course utile abattant + 10 mm
A la conception, il est possible de modifier la course utile en faisant évoluer le rayon entre l’axe abattant et la chape du vérin de façon à choisir un verin à course standard.
• Rappels sur le montage chape de tige
Ne pas oublier le coussinet
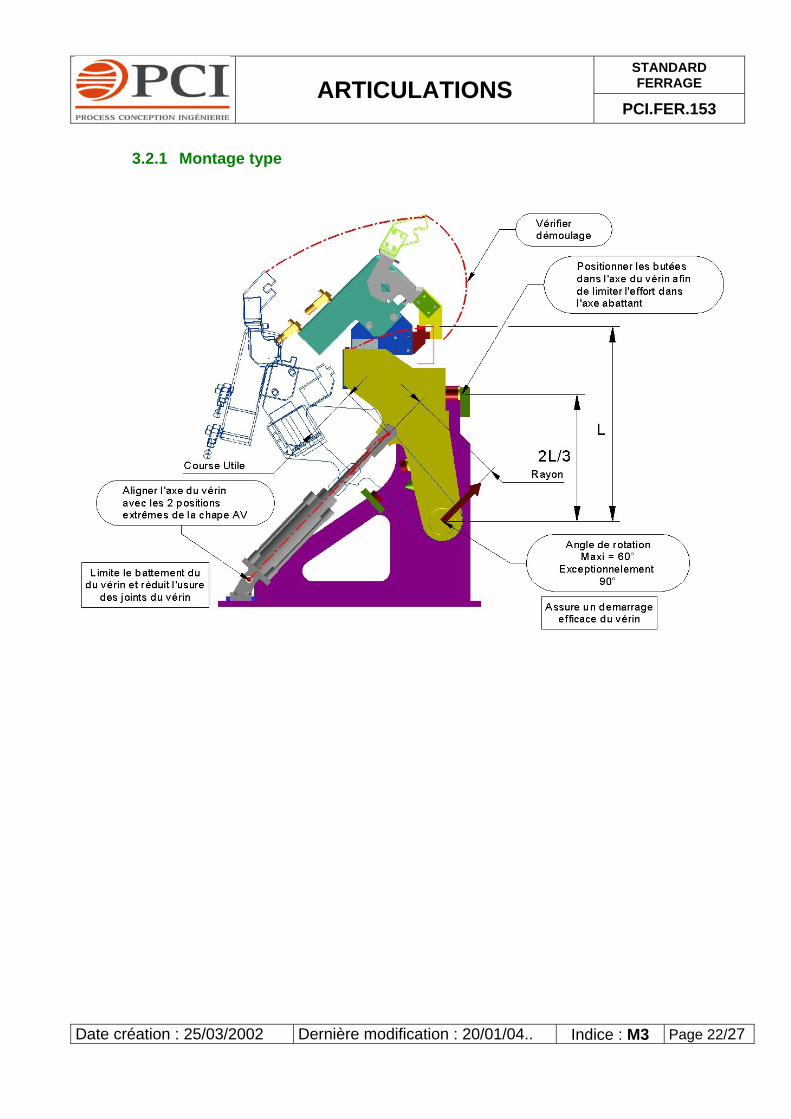
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 22/27
3.2.1 Montage type
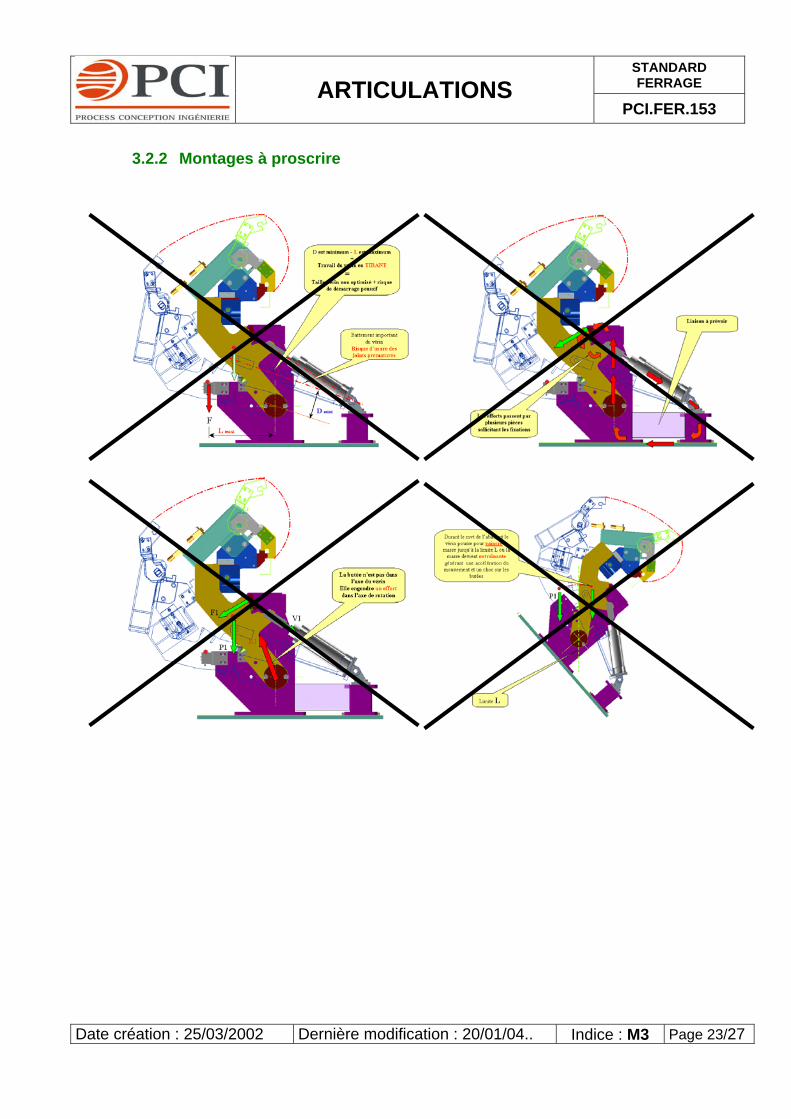
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 23/27
3.2.2 Montages à proscrire

STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 24/27
4 CONCEPTIONS DE L’ARTICULATION D’UNE TOURNETTE
4.1 Objet De conception similaire à celle d’un abattant le tournette permet l’engagement d’un élément standard (pince à souder, référence) dans un axe vertical. On distingue 2 types de conception de guidage, à axe long et à l’aide de tourillons & butée à billes.
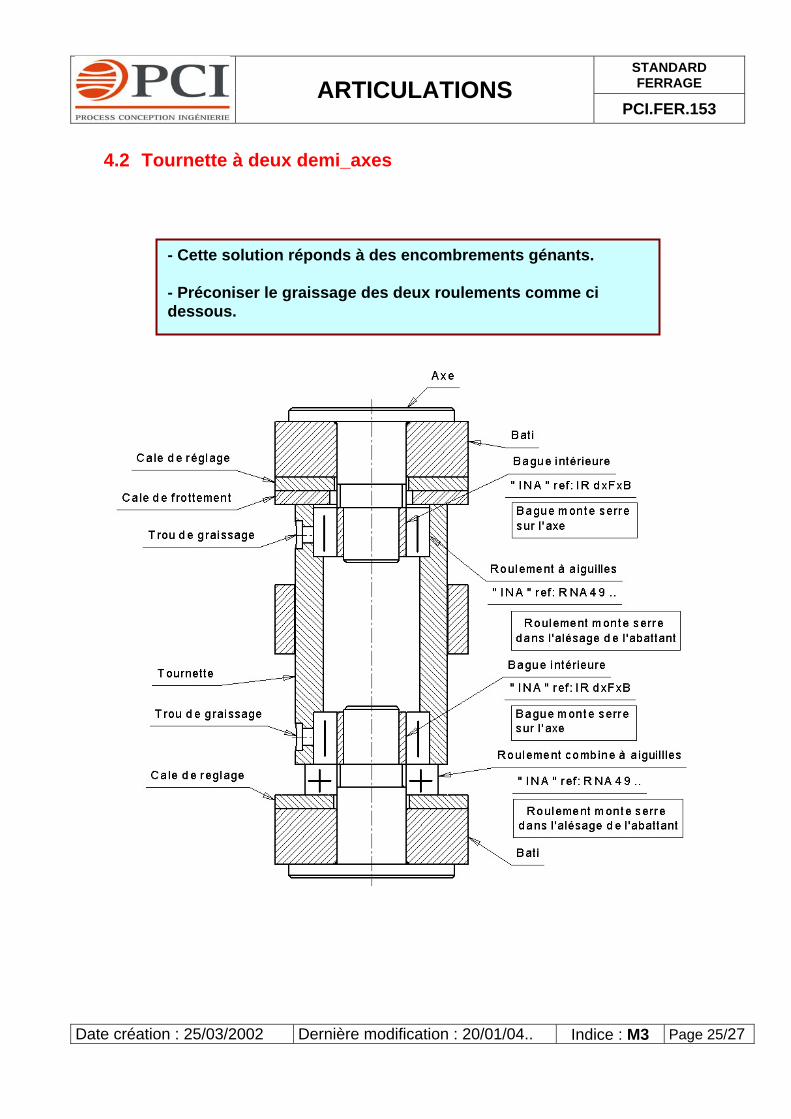
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 25/27
4.2 Tournette à deux demi_axes
- Cette solution réponds à des encombrements génants. - Préconiser le graissage des deux roulements comme ci dessous.
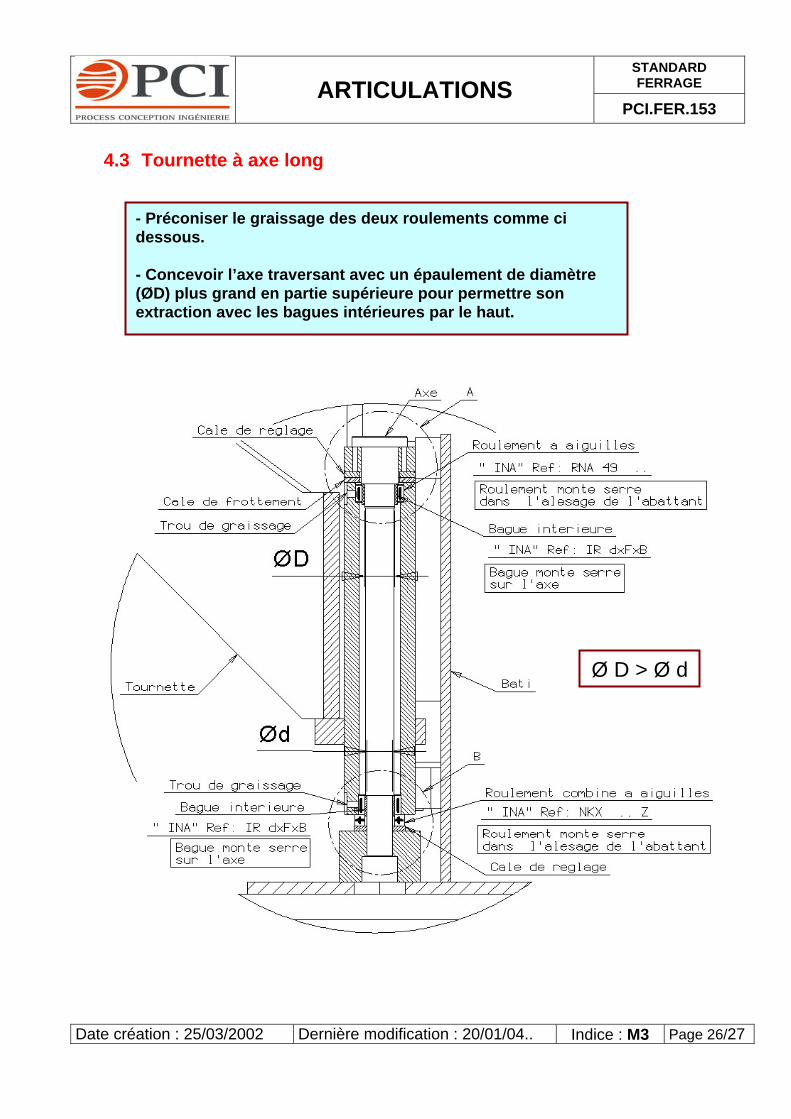
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 26/27
4.3 Tournette à axe long
- Préconiser le graissage des deux roulements comme ci dessous. - Concevoir l’axe traversant avec un épaulement de diamètre (ØD) plus grand en partie supérieure pour permettre son extraction avec les bagues intérieures par le haut.
Ø D > Ø d
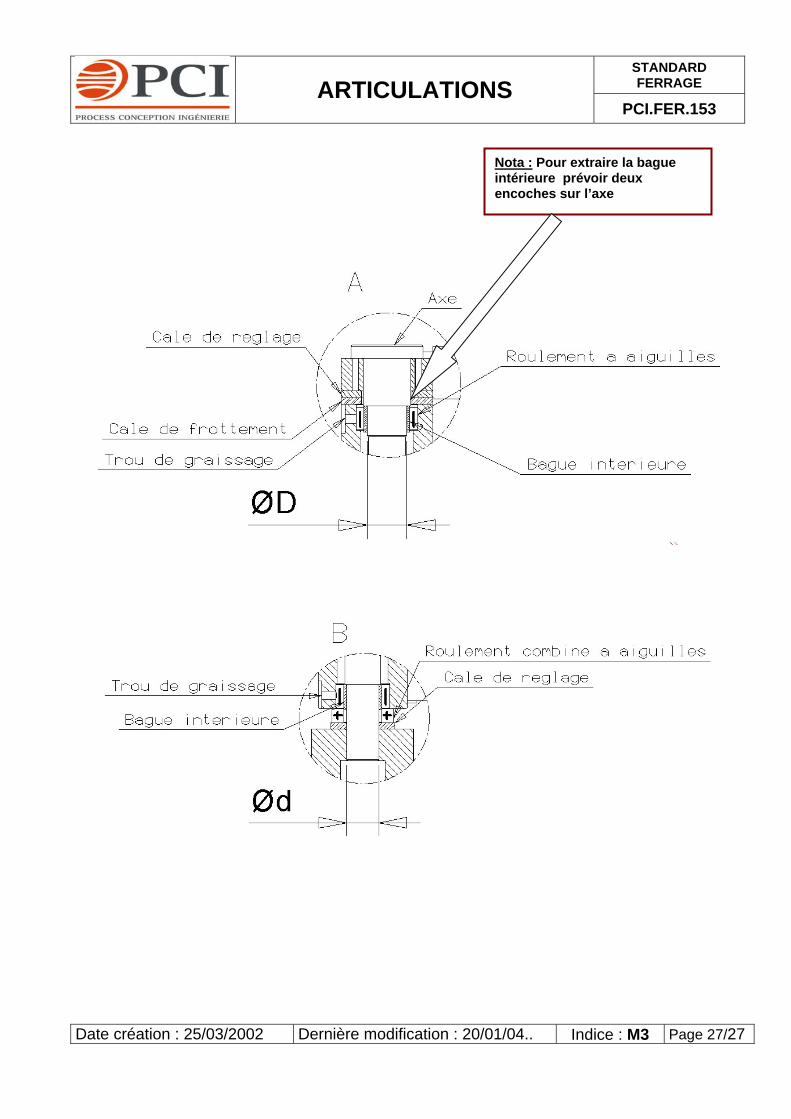
STANDARD FERRAGE
ARTICULATIONS
PCI.FER.153
Date création : 25/03/2002 Dernière modification : 20/01/04.. Indice : M3 Page 27/27
Nota : Pour extraire la bague intérieure prévoir deux encoches sur l’axe
STANDARD FERRAGE
Les Bases
PCI.FER.161
SOMMAIRE
1 LES MARBRES............................................................................................................... 2
1.1 GENERALITES .............................................................................................................. 2 1.2 DIMENSIONS PRINCIPALES............................................................................................. 3
1.2.1 Marbre 1250 x 800............................................................................................... 3 1.2.2 Marbre 1500 x 1300............................................................................................. 4 1.2.3 Marbre 2000 x 1500............................................................................................. 5 1.2.4 Marbre 2000 x 1750............................................................................................. 6 1.2.5 Marbre 3000 x 2000............................................................................................. 7 1.2.6 Marbre 4000 x 2000............................................................................................. 8
1.3 PLAN DE PERÇAGE........................................................................................................ 9 1.3.1 Les départs d’usinage.......................................................................................... 9 1.3.2 Les trous de fixations et de goupilles................................................................. 10 1.3.3 Les trous de réglage de niveau......................................................................... 11 1.3.4 Les trous matérialisant l’axe transfert ............................................................... 11
1.4 FIXATIONS AU SOL ...................................................................................................... 12 1.4.1 Vis de réglage sans réhausse :.......................................................................... 12 1.4.2 Vis de réglage avec réhausse............................................................................ 12
1.5 DIVERS...................................................................................................................... 13 1.5.1 Vis de réaction et chandelle............................................................................... 13 1.5.2 Dimensions pour Génie Civil.............................................................................. 14
1.6 REGLAGE DES MARBRES ENLIGNES .............................................................................. 15
2 LES BASES ENSEMBLES SOUDES ........................................................................... 16
2.1 GENERALITES ............................................................................................................ 16 2.2 CONCEPT .................................................................................................................. 16 2.3 DIMENSIONS ET STRUCTURE........................................................................................ 16 2.4 BIBLIOTHEQUE CAO................................................................................................... 17
Rédigé par : Christophe GILLET R et D STANDARD
Validé par :
Observations :
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 1/17
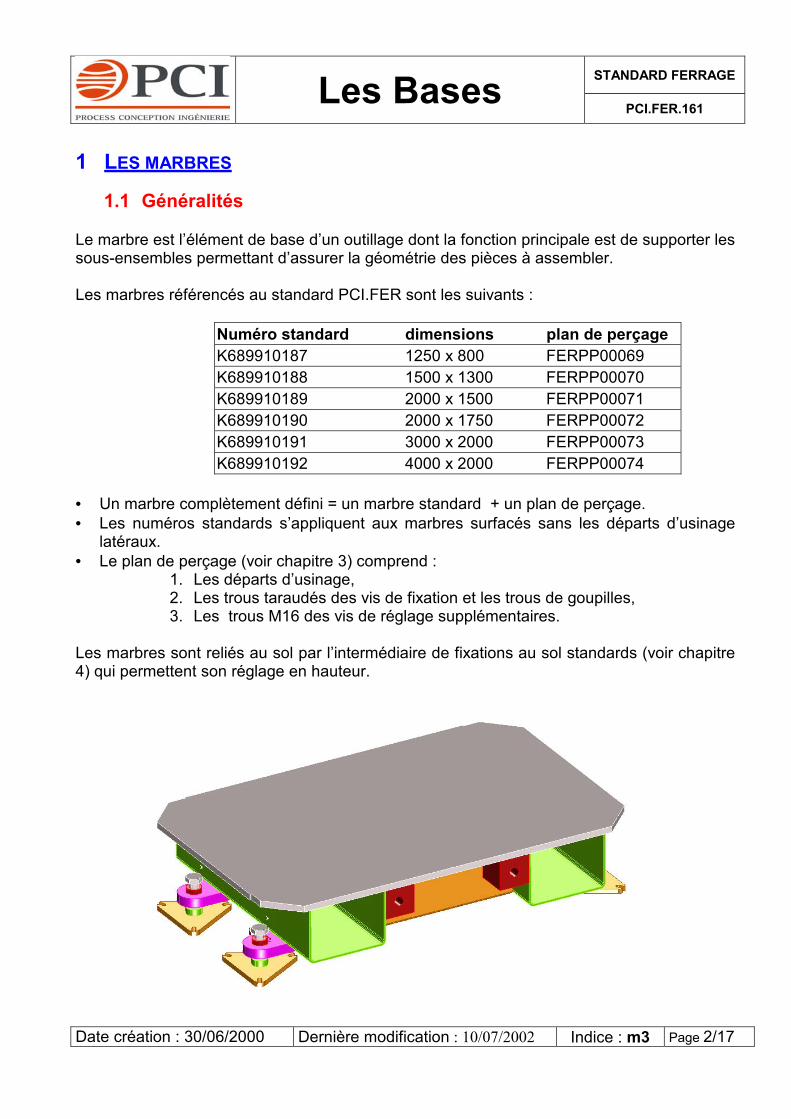
STANDARD FERRAGE
Les Bases
PCI.FER.161
1 LES MARBRES
1.1 Généralités Le marbre est l’élément de base d’un outillage dont la fonction principale est de supporter les sous-ensembles permettant d’assurer la géométrie des pièces à assembler. Les marbres référencés au standard PCI.FER sont les suivants :
Numéro standard dimensions plan de perçage K689910187 1250 x 800 FERPP00069 K689910188 1500 x 1300 FERPP00070 K689910189 2000 x 1500 FERPP00071 K689910190 2000 x 1750 FERPP00072 K689910191 3000 x 2000 FERPP00073 K689910192 4000 x 2000 FERPP00074
• Un marbre complètement défini = un marbre standard + un plan de perçage. • Les numéros standards s’appliquent aux marbres surfacés sans les départs d’usinage
latéraux. • Le plan de perçage (voir chapitre 3) comprend :
1. Les départs d’usinage, 2. Les trous taraudés des vis de fixation et les trous de goupilles, 3. Les trous M16 des vis de réglage supplémentaires.
Les marbres sont reliés au sol par l’intermédiaire de fixations au sol standards (voir chapitre 4) qui permettent son réglage en hauteur.
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 2/17
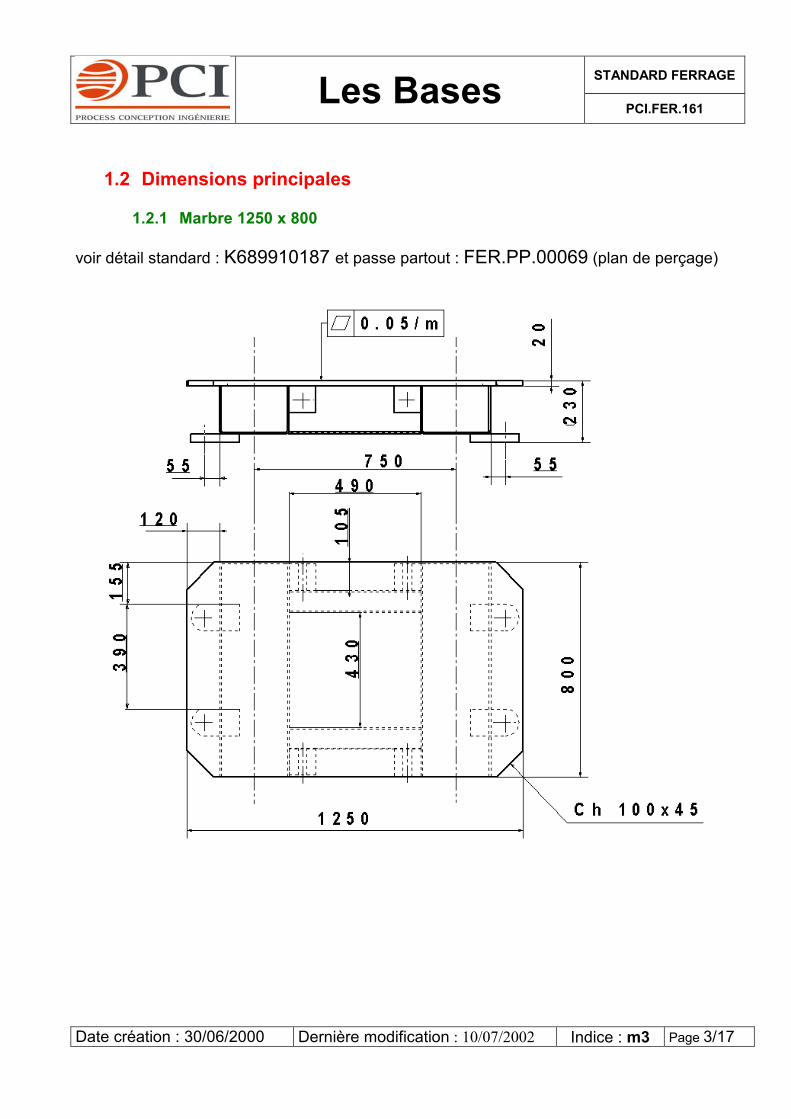
STANDARD FERRAGE
Les Bases
PCI.FER.161
1.2 Dimensions principales
1.2.1 Marbre 1250 x 800 voir détail standard : K689910187 et passe partout : FER.PP.00069 (plan de perçage)
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 3/17
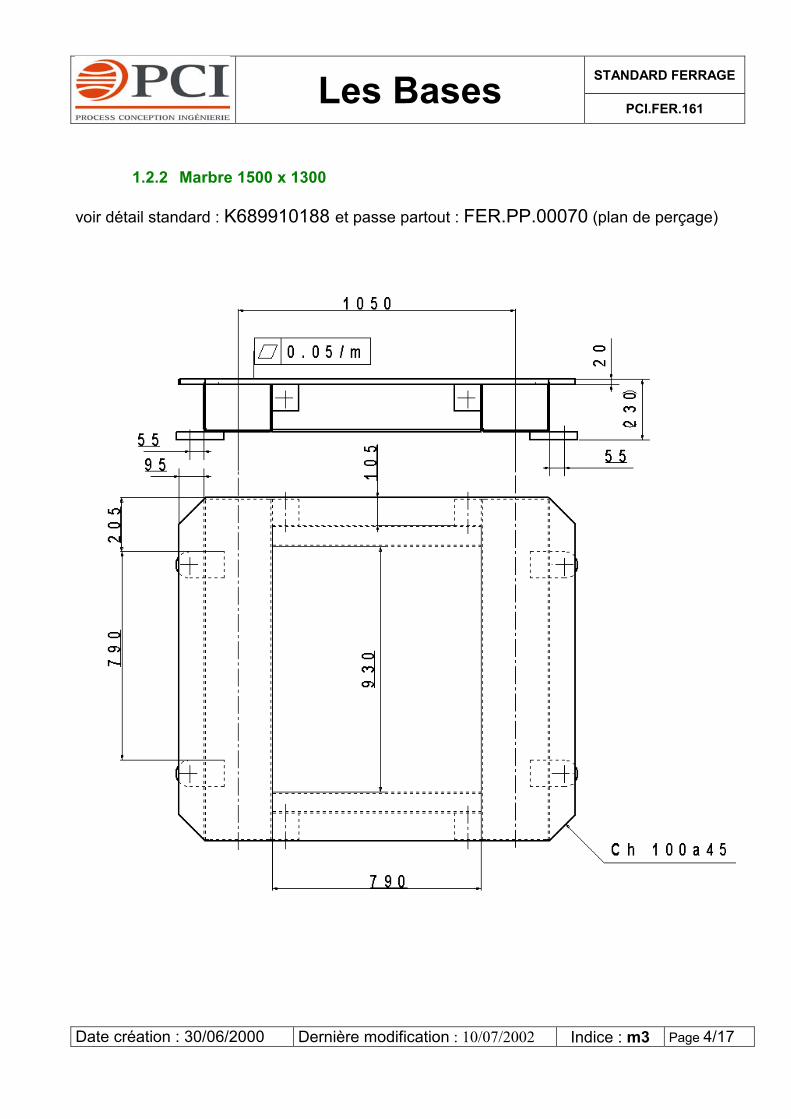
STANDARD FERRAGE
Les Bases
PCI.FER.161
1.2.2 Marbre 1500 x 1300 voir détail standard : K689910188 et passe partout : FER.PP.00070 (plan de perçage)
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 4/17
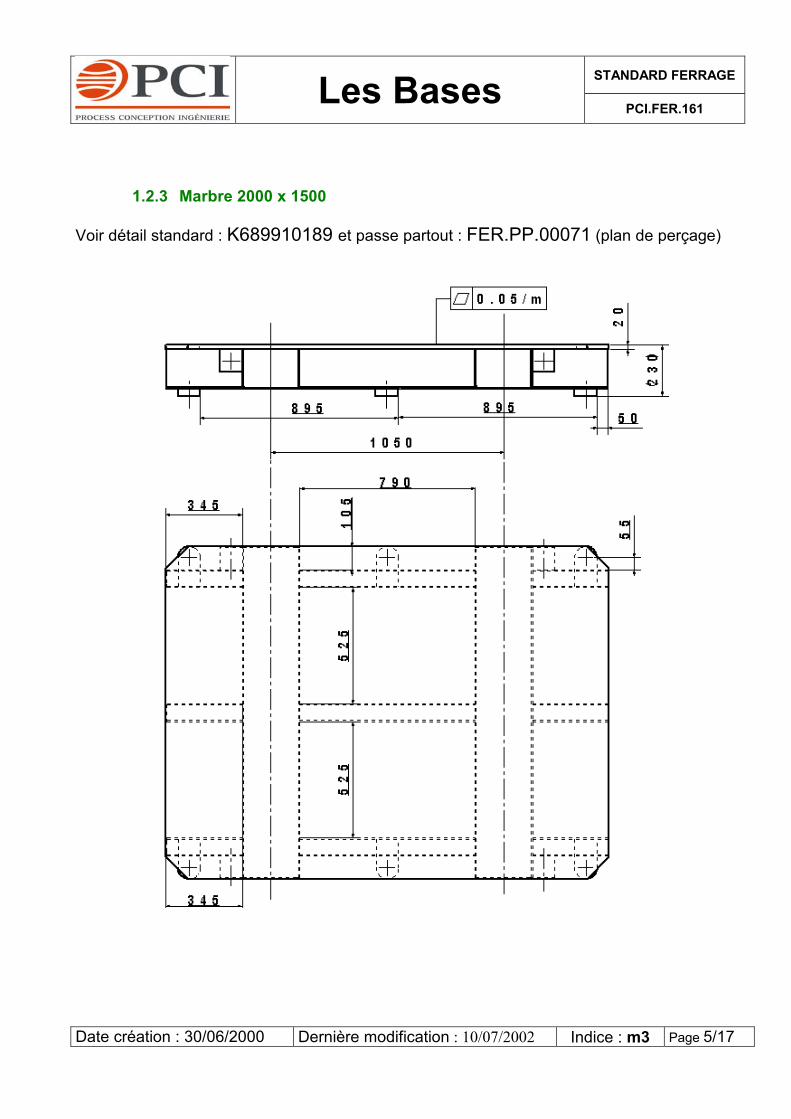
STANDARD FERRAGE
Les Bases
PCI.FER.161
1.2.3 Marbre 2000 x 1500 Voir détail standard : K689910189 et passe partout : FER.PP.00071 (plan de perçage)
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 5/17
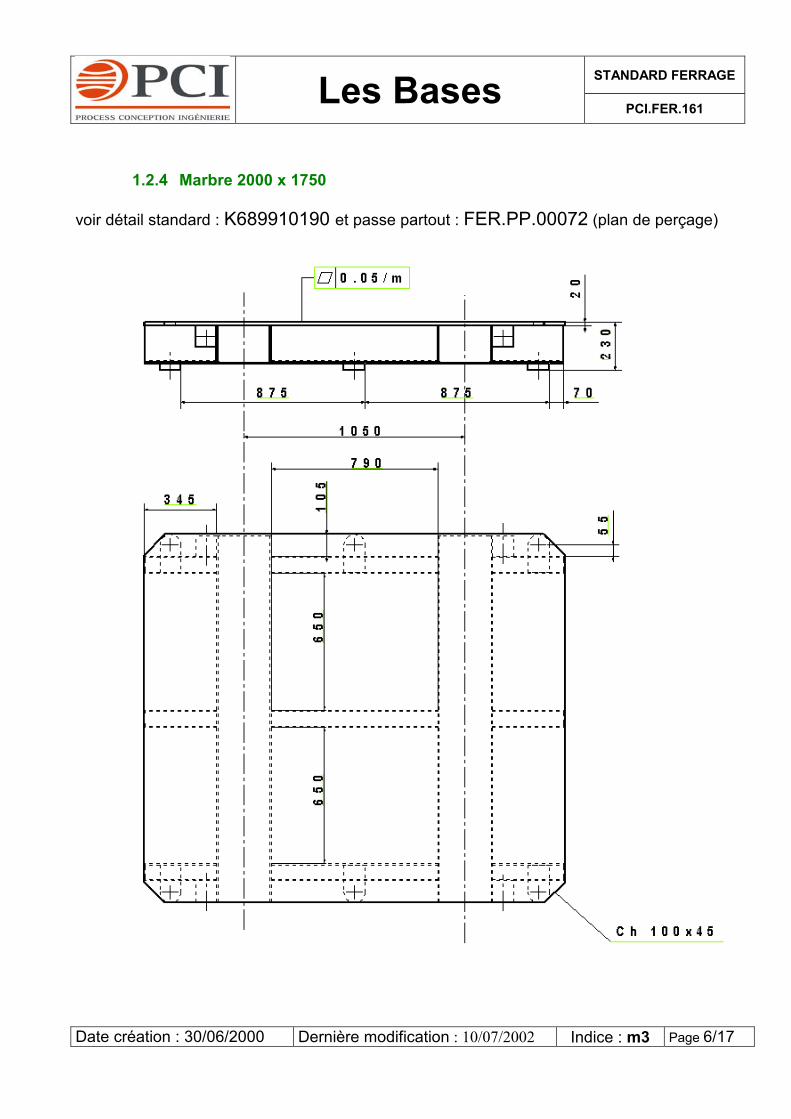
STANDARD FERRAGE
Les Bases
PCI.FER.161
1.2.4 Marbre 2000 x 1750 voir détail standard : K689910190 et passe partout : FER.PP.00072 (plan de perçage)
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 6/17
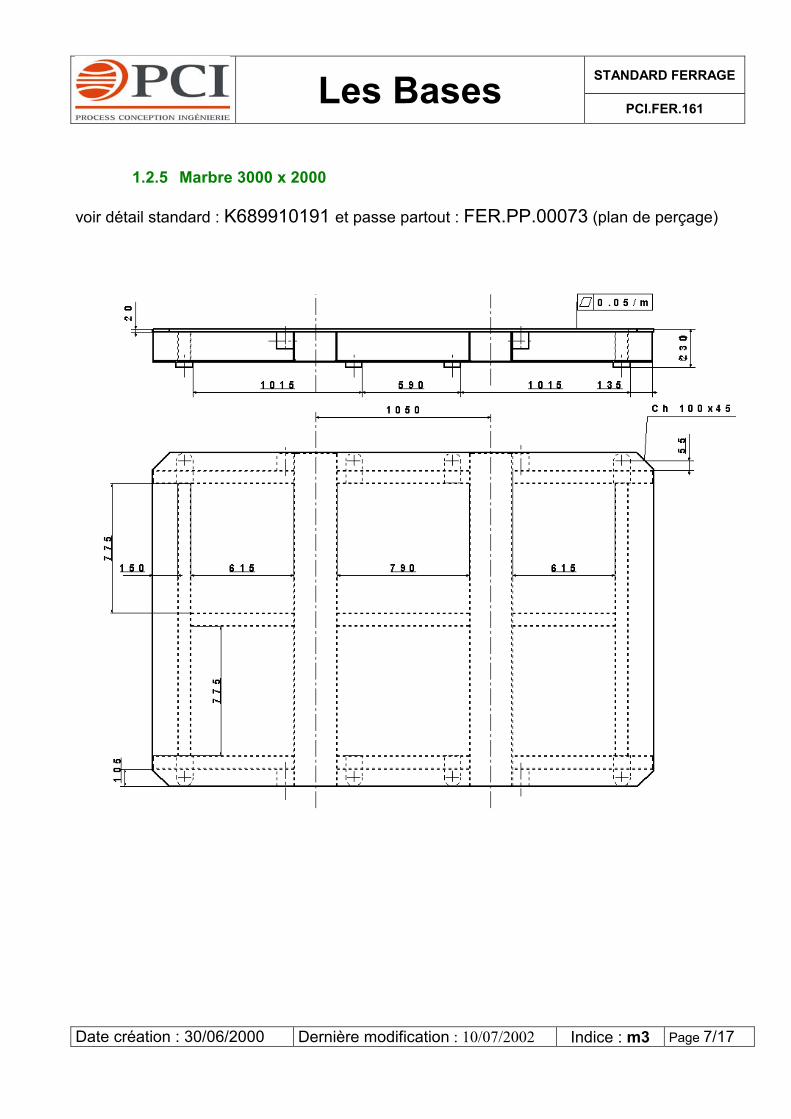
STANDARD FERRAGE
Les Bases
PCI.FER.161
1.2.5 Marbre 3000 x 2000 voir détail standard : K689910191 et passe partout : FER.PP.00073 (plan de perçage)
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 7/17
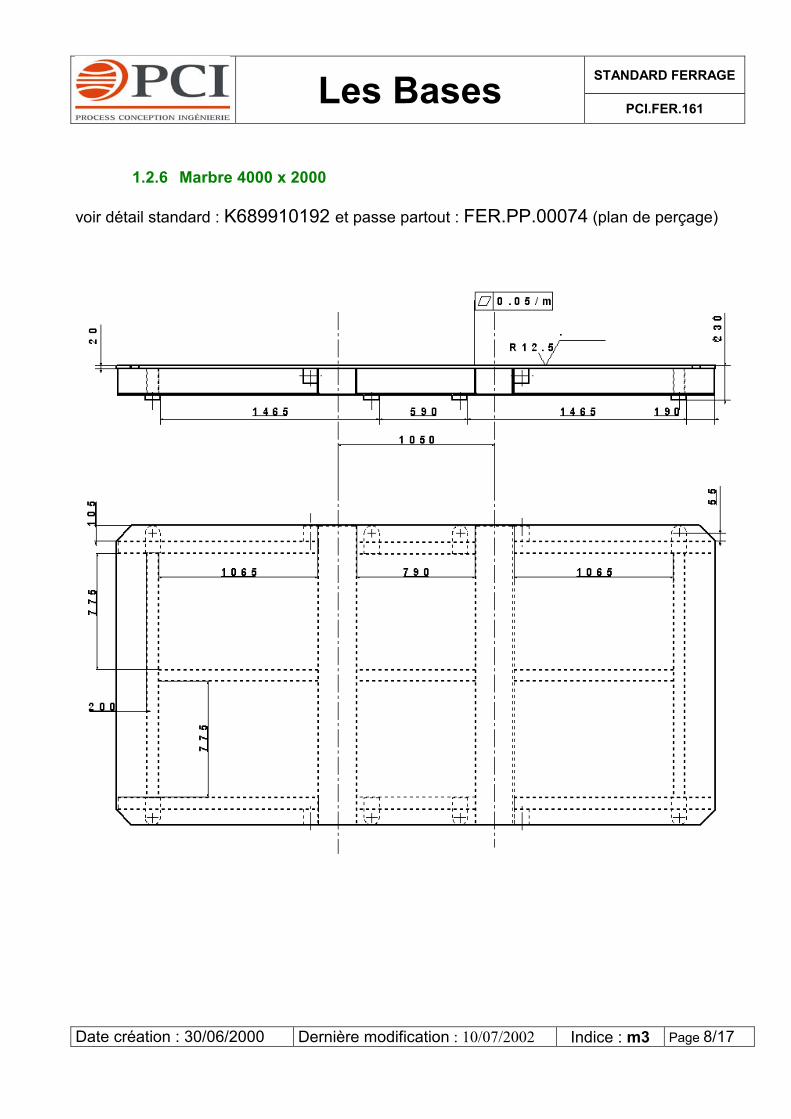
STANDARD FERRAGE
Les Bases
PCI.FER.161
1.2.6 Marbre 4000 x 2000 voir détail standard : K689910192 et passe partout : FER.PP.00074 (plan de perçage)
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 8/17

STANDARD FERRAGE
Les Bases
PCI.FER.161
1.3 Plan de perçage Le plan de perçage devra fournir les informations suivantes :
• Position des départs d’usinage. • Position des trous des fixations et des goupilles. • Position des trous de réglage de niveau si nécessaire. • 2 trous matérialisant l’axe transfert pour les outillages enlignés.
1.3.1 Les départs d’usinage
La position des départs d’usinage sera portée sur le plan de perçage.
1.3.1.1 Largeur inférieure à 1400 : (K689910187 et K689910188)
1.3.1.2 Largeur supérieure à 1400 : (K68991089 à K689910192)
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 9/17

STANDARD FERRAGE
Les Bases
PCI.FER.161
1.3.2 Les trous de fixations et de goupilles
La position des trous de goupilles est tolérancée à ± 0,02 mm. La position des trous de vis est tolérancée à ± 0,25 mm. Les cotes L de l’exemple ci-dessus sont tolérancées à ± 0,02 mm pour les flèches claires et à ± 0,25 mm pour les flèches noircies.
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 10/17
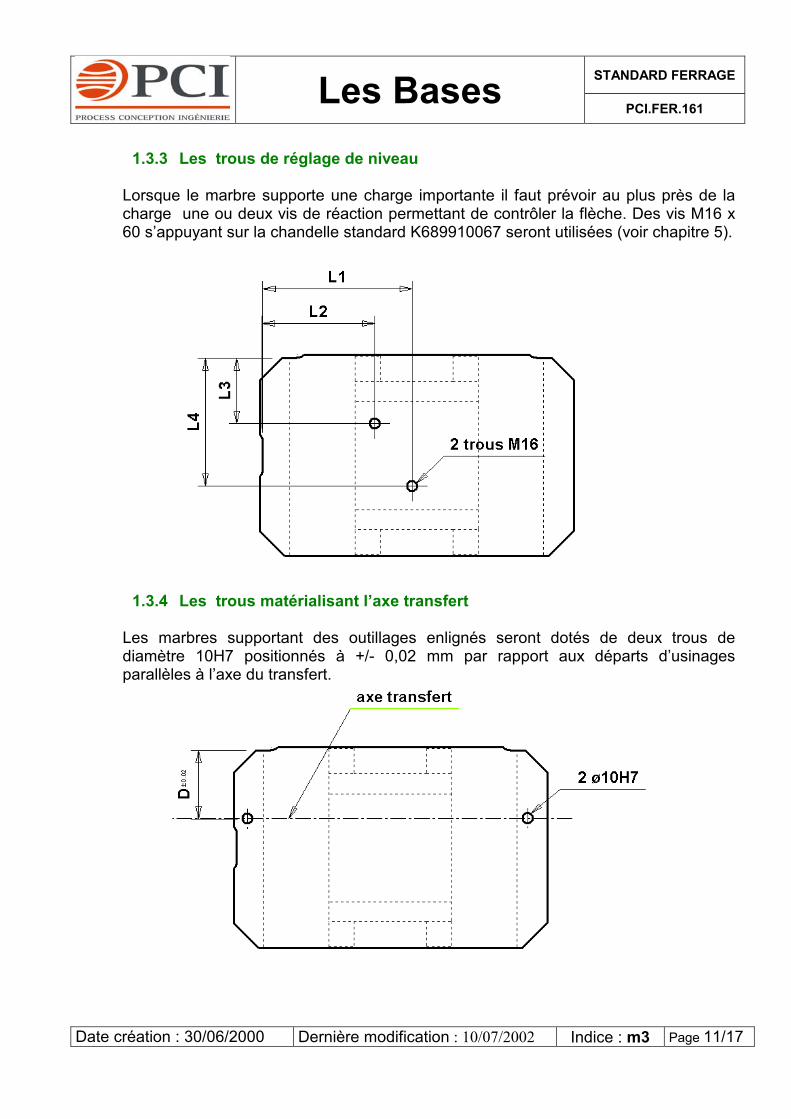
STANDARD FERRAGE
Les Bases
PCI.FER.161
1.3.3 Les trous de réglage de niveau
Lorsque le marbre supporte une charge importante il faut prévoir au plus près de la charge une ou deux vis de réaction permettant de contrôler la flèche. Des vis M16 x 60 s’appuyant sur la chandelle standard K689910067 seront utilisées (voir chapitre 5).
1.3.4 Les trous matérialisant l’axe transfert
Les marbres supportant des outillages enlignés seront dotés de deux trous de diamètre 10H7 positionnés à +/- 0,02 mm par rapport aux départs d’usinages parallèles à l’axe du transfert.
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 11/17
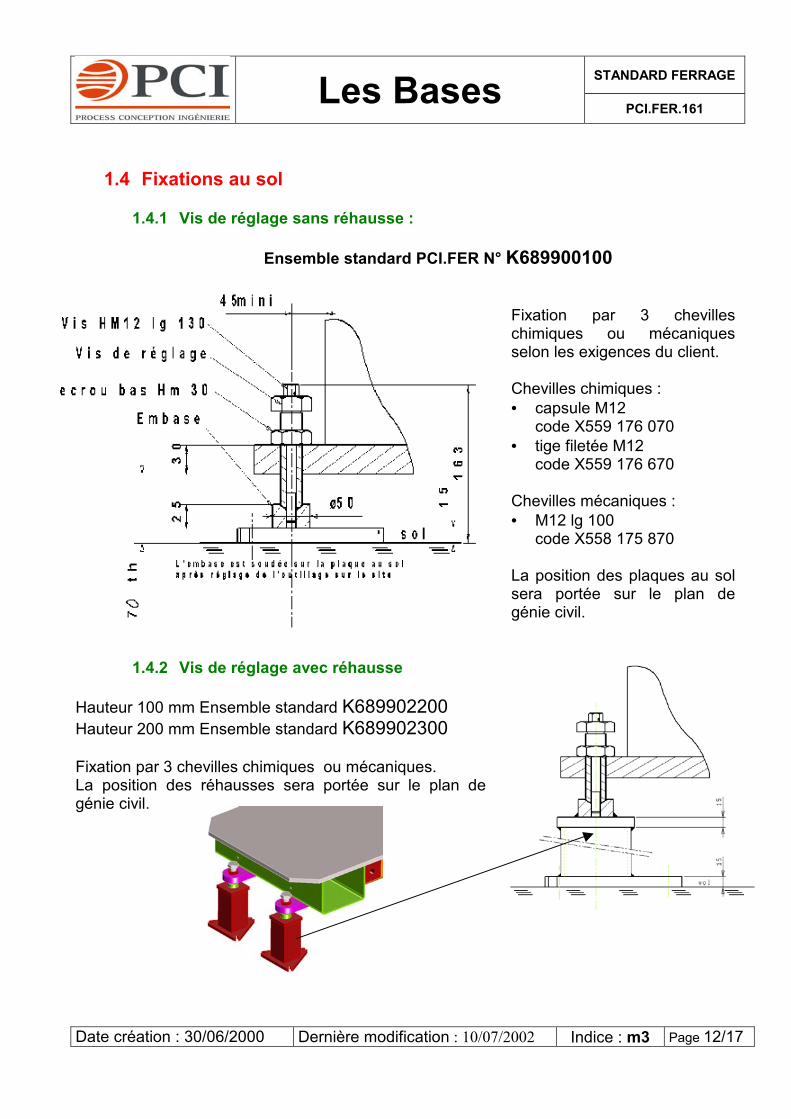
STANDARD FERRAGE
Les Bases
PCI.FER.161
1.4 Fixations au sol
1.4.1 Vis de réglage sans réhausse : Ensemble standard PCI.FER N° K689900100
Fixation par 3 chevilles chimiques ou mécaniques selon les exigences du client. Chevilles chimiques : • capsule M12
code X559 176 070 • tige filetée M12
code X559 176 670 Chevilles mécaniques : • M12 lg 100
code X558 175 870 La position des plaques au sol sera portée sur le plan de génie civil.
1.4.2 Vis de réglage avec réhausse
Hauteur 100 mm Ensemble standard K689902200 Hauteur 200 mm Ensemble standard K689902300 Fixation par 3 chevilles chimiques ou mécaniques. La position des réhausses sera portée sur le plan de génie civil.
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 12/17

STANDARD FERRAGE
Les Bases
PCI.FER.161
1.5 Divers
1.5.1 Vis de réaction et chandelle
Vis M16 lg 60
Chandelle
Chandelle K689910067:
Fixation par 3 chevilles chimiques ou mécaniques. Chevilles chimiques : • capsule M12 code X559 176 070 • tige filetée M12 code X559 176 670 Chevilles mécaniques : • M12 lg 100 code X558 175 870
La position de la chandelle sera portée sur le
plan de génie civil.
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 13/17

STANDARD FERRAGE
Les Bases
PCI.FER.161
1.5.2 Dimensions pour Génie Civil
Les ensembles standards K689900100, K689902200 et K689902300 ainsi que la chandelle K689910067 sont conçus à partir de la même plaque au sol K689900165 dont les dimensions figurent ci-dessous.
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 14/17
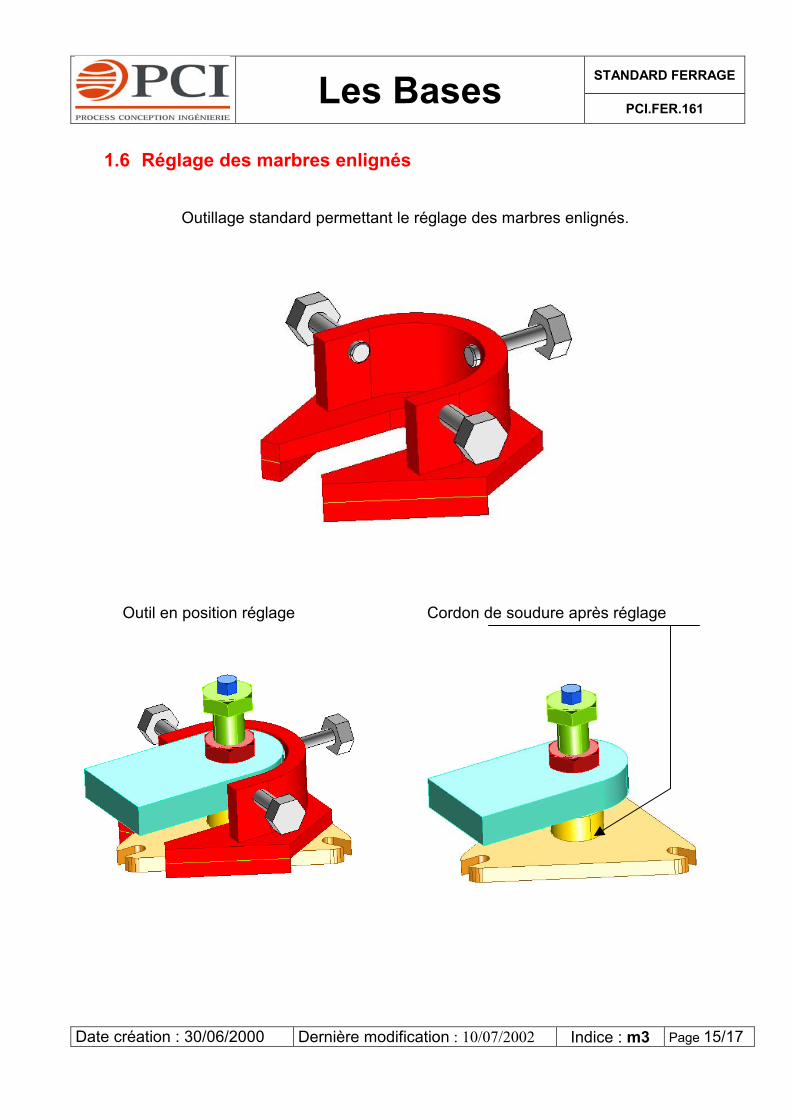
STANDARD FERRAGE
Les Bases
PCI.FER.161
1.6 Réglage des marbres enlignés
Outillage standard permettant le réglage des marbres enlignés.
Outil en position réglage Cordon de soudure après réglage
Date création : 30/06/2000 Dernière modification : 10/07/2002 Indice : m3 Page 15/17
STANDARD FERRAGE
Supports Géométrie
PCI.FER.162
Date création : 16/11/2000 Dernière modification : 28/01/04 Indice : m7 Page 1/4
SOMMAIRE
1 PRESENTATION............................................................................................................. 2
2 SUPPORTS GEOMETRIE............................................................................................... 3
2.1 SUPPORTS GEOMETRIE ................................................................................................. 3 2.2 BIBLIOTHEQUE CAO..................................................................................................... 3
3 EXEMPLES DE SUPPORTS GEOMETRIE SPECIFIQUES ........................................... 4 Rédigé par : Cyril SADY R et D STANDARD
Validé par :
Observations :

STANDARD FERRAGE
Supports Géométrie
PCI.FER.162
Date c
1 PRESENTATION
Ha
Nota
GPN
Support sans goussets uteur de 200 mm à 600 mm
par pas de 50 mm
réation : 16/11/2000 Dernière modification
Ha
:
Les tubes des supports géométrie sont fermés260Q70704. Ils ne sont pas à nomenclaturer.
Support avec goussets uteur de 700 mm à 900 mm
par pas de 100 mm
: 28/01/04 Indice : m7 Page 2/4
avec des embouts carrés KAPSTO réf :
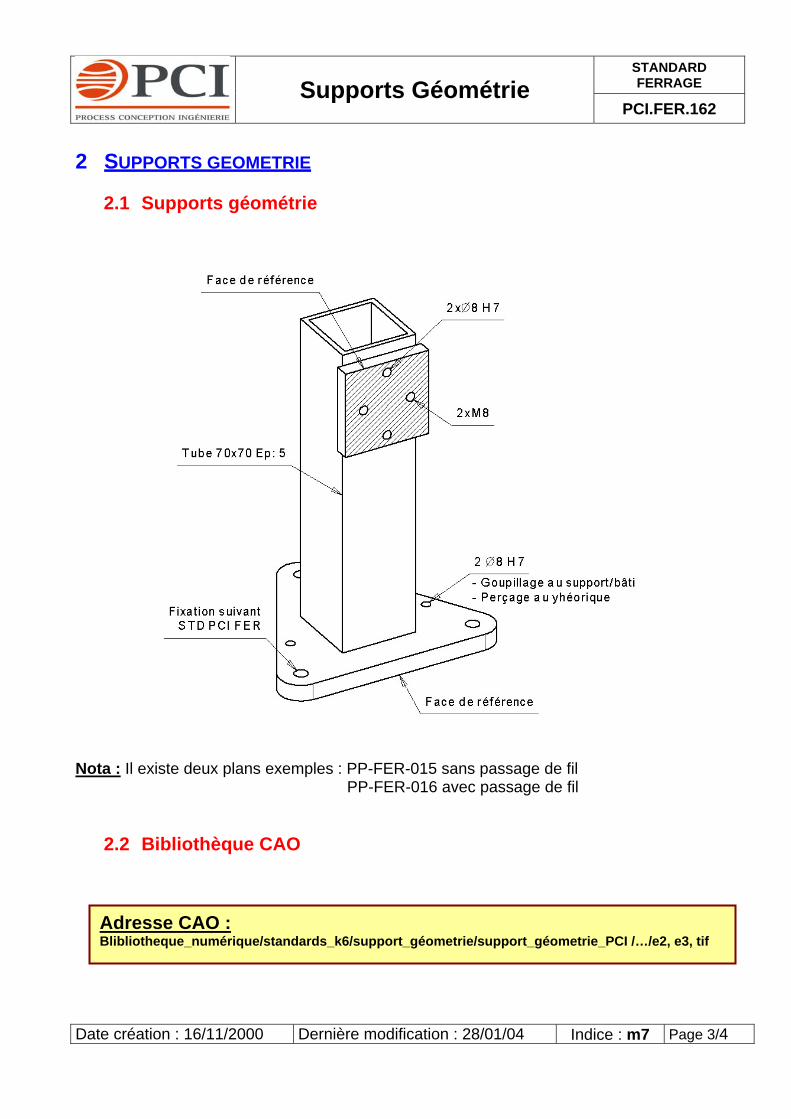
STANDARD FERRAGE
Supports Géométrie
PCI.FER.162
Date création : 16/11/2000 Dernière modification : 28/01/04 Indice : m7 Page 3/4
2 SUPPORTS GEOMETRIE
2.1 Supports géométrie
Nota : Il existe deux plans exemples : PP-FER-015 sans passage de fil PP-FER-016 avec passage de fil
2.2 Bibliothèque CAO
Adresse CAO : Blibliotheque_numérique/standards_k6/support_géometrie/support_géometrie_PCI /…/e2, e3, tif

STANDARD FERRAGE
Supports Géométrie
PCI.FER.162
Date création : 16/11/2000 Dernière modification : 28/01/04 Indice : m7 Page 4/4
3 EXEMPLES DE SUPPORTS GEOMETRIE SPECIFIQUES Nota : Dans certains cas la plage de fixation peut être soude sur une autre face : un plan spécifique doit être réalisé pour ces supports.
STANDARD FERRAGESupportsPinnules et Romer PCI.FER.163
Date création : 01/05/1999 Dernière modification : 28/08/2001 Indice : m2 Page 1/8
SOMMAIRE
1 OBJET .............................................................................................................................. 2
2 IMPLANTATION DES SUPPORTS PINNULES ET ROMER ........................................... 2
3 SUPPORTS ROMER ........................................................................................................ 53.1 DIMENSIONS.................................................................................................................. 63.2 BIBLIOTHÈQUE CAO : .................................................................................................... 6
4 SUPPORT PINNULE ........................................................................................................ 74.1 DIMENSIONS.................................................................................................................. 84.2 BIBLIOTHÈQUE CAO : .................................................................................................... 8
Rédigé par :
Christophe GILLETR et D STANDARD
Validé par : Observations :

STANDARD FERRAGESupportsPinnules et Romer PCI.FER.163
Date création : 01/05/1999 Dernière modification : 28/08/2001 Indice : m2 Page 2/8
1 OBJET
Le présent document a pour objet de définir les formes et les dimensions et l’implantation dansun outillage des supports pinnules et ROMER.
2 IMPLANTATION DES SUPPORTS PINNULES ET ROMER
Leur implantation doit permettre l'accessibilité du système de mesure de préférence dans unezone non agressée par une pince à souder, pince de manutention etc.Les supports pinnules doivent être implantés à l'extérieur du polygone formé par les supportsdes appuis accessibles.ils doivent être impérativement non alignés mais formant un triangle ayant la surface la plusgrande possible.Ne pas placer les supports pinnules sur les trajectoires des pinces robots ou manuelles.Dans certains cas, si l'outillage le permet, la sphère de référence pourra être implantéedirectement sur le marbre (Ex. : outil de sertissage).
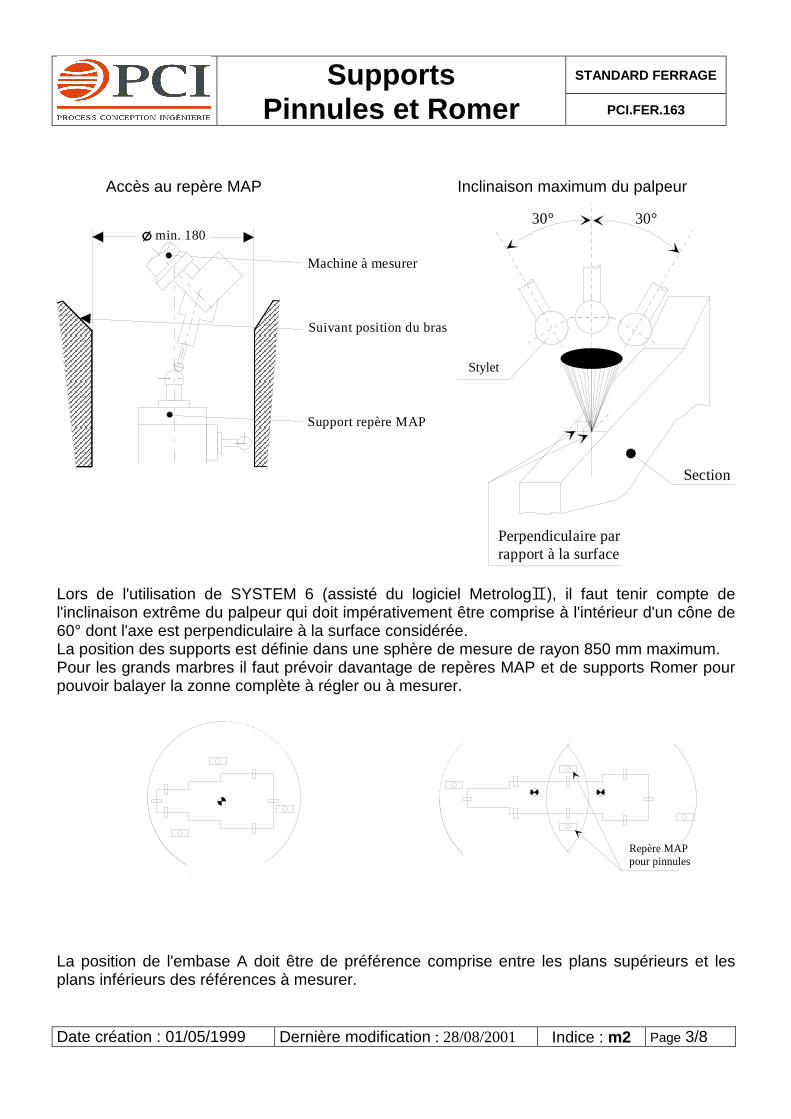
STANDARD FERRAGESupportsPinnules et Romer PCI.FER.163
Date création : 01/05/1999 Dernière modification : 28/08/2001 Indice : m2 Page 3/8
Accès au repère MAP Inclinaison maximum du palpeur
Suivant position du bras
Machine à mesurer
Support repère MAP
min. 180
Section
30° 30°
Perpendiculaire parrapport à la surface
Lors de l'utilisation de SYSTEM 6 (assisté du logiciel Metrolog�), il faut tenir compte del'inclinaison extrême du palpeur qui doit impérativement être comprise à l'intérieur d'un cône de60° dont l'axe est perpendiculaire à la surface considérée.La position des supports est définie dans une sphère de mesure de rayon 850 mm maximum.Pour les grands marbres il faut prévoir davantage de repères MAP et de supports Romer pourpouvoir balayer la zonne complète à régler ou à mesurer.
Repère MAPpour pinnules
La position de l'embase A doit être de préférence comprise entre les plans supérieurs et lesplans inférieurs des références à mesurer.
Stylet
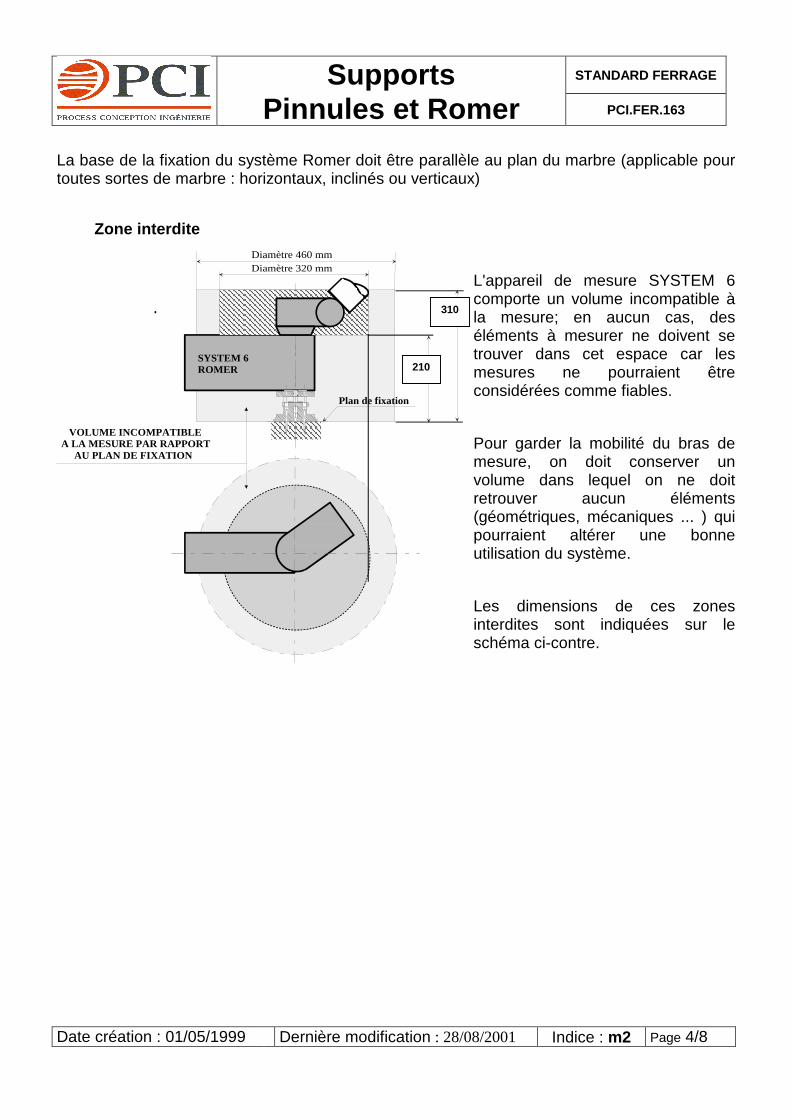
STANDARD FERRAGESupportsPinnules et Romer PCI.FER.163
Date création : 01/05/1999 Dernière modification : 28/08/2001 Indice : m2 Page 4/8
La base de la fixation du système Romer doit être parallèle au plan du marbre (applicable pourtoutes sortes de marbre : horizontaux, inclinés ou verticaux)
Zone interdite
L'appareil de mesure SYSTEM 6comporte un volume incompatible àla mesure; en aucun cas, deséléments à mesurer ne doivent setrouver dans cet espace car lesmesures ne pourraient êtreconsidérées comme fiables.
Pour garder la mobilité du bras demesure, on doit conserver unvolume dans lequel on ne doitretrouver aucun éléments(géométriques, mécaniques ... ) quipourraient altérer une bonneutilisation du système.
Les dimensions de ces zonesinterdites sont indiquées sur leschéma ci-contre.
Diamètre 460 mm
VOLUME INCOMPATIBLEA LA MESURE PAR RAPPORT AU PLAN DE FIXATION
Plan de fixation
SYSTEM 6ROMER
Diamètre 320 mm
210
310
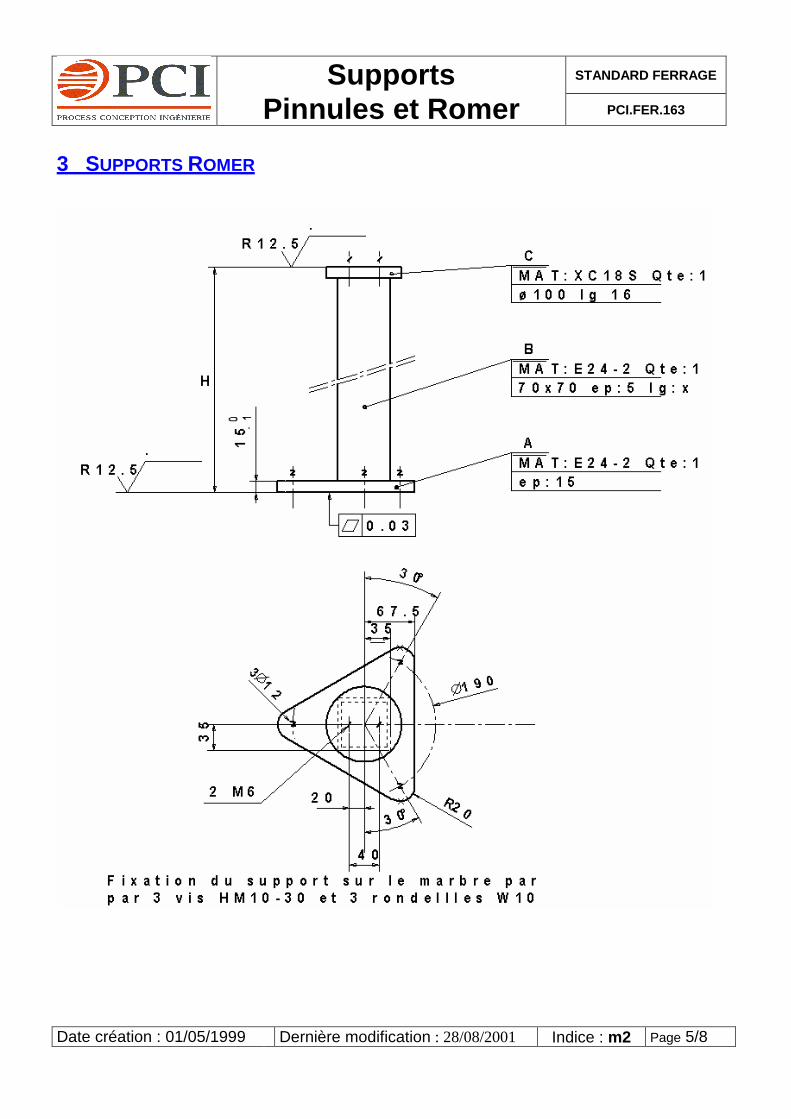
STANDARD FERRAGESupportsPinnules et Romer PCI.FER.163
Date création : 01/05/1999 Dernière modification : 28/08/2001 Indice : m2 Page 5/8
3 SUPPORTS ROMER
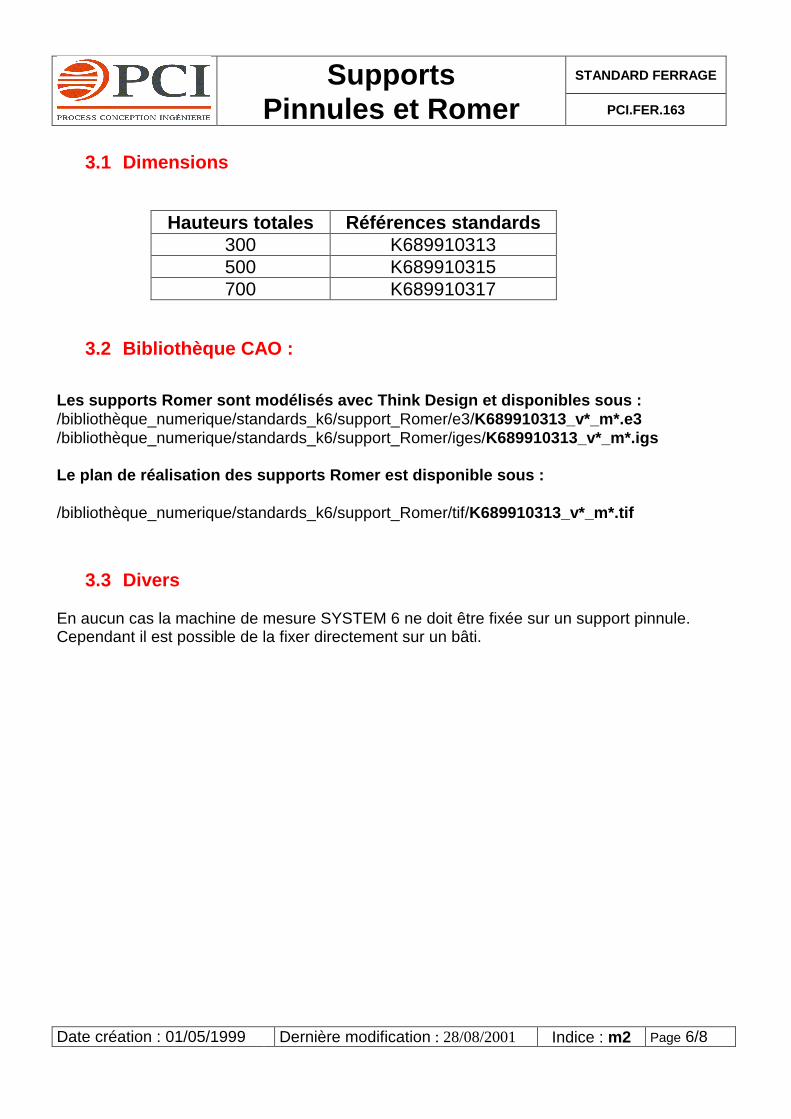
STANDARD FERRAGESupportsPinnules et Romer PCI.FER.163
Date création : 01/05/1999 Dernière modification : 28/08/2001 Indice : m2 Page 6/8
3.1 Dimensions
Hauteurs totales Références standards300 K689910313500 K689910315700 K689910317
3.2 Bibliothèque CAO :
Les supports Romer sont modélisés avec Think Design et disponibles sous :/bibliothèque_numerique/standards_k6/support_Romer/e3/K689910313_v*_m*.e3/bibliothèque_numerique/standards_k6/support_Romer/iges/K689910313_v*_m*.igs
Le plan de réalisation des supports Romer est disponible sous :
/bibliothèque_numerique/standards_k6/support_Romer/tif/K689910313_v*_m*.tif
3.3 Divers
En aucun cas la machine de mesure SYSTEM 6 ne doit être fixée sur un support pinnule.Cependant il est possible de la fixer directement sur un bâti.

STANDARD FERRAGESupportsPinnules et Romer PCI.FER.163
Date création : 01/05/1999 Dernière modification : 28/08/2001 Indice : m2 Page 7/8
3.4 Support pinnule
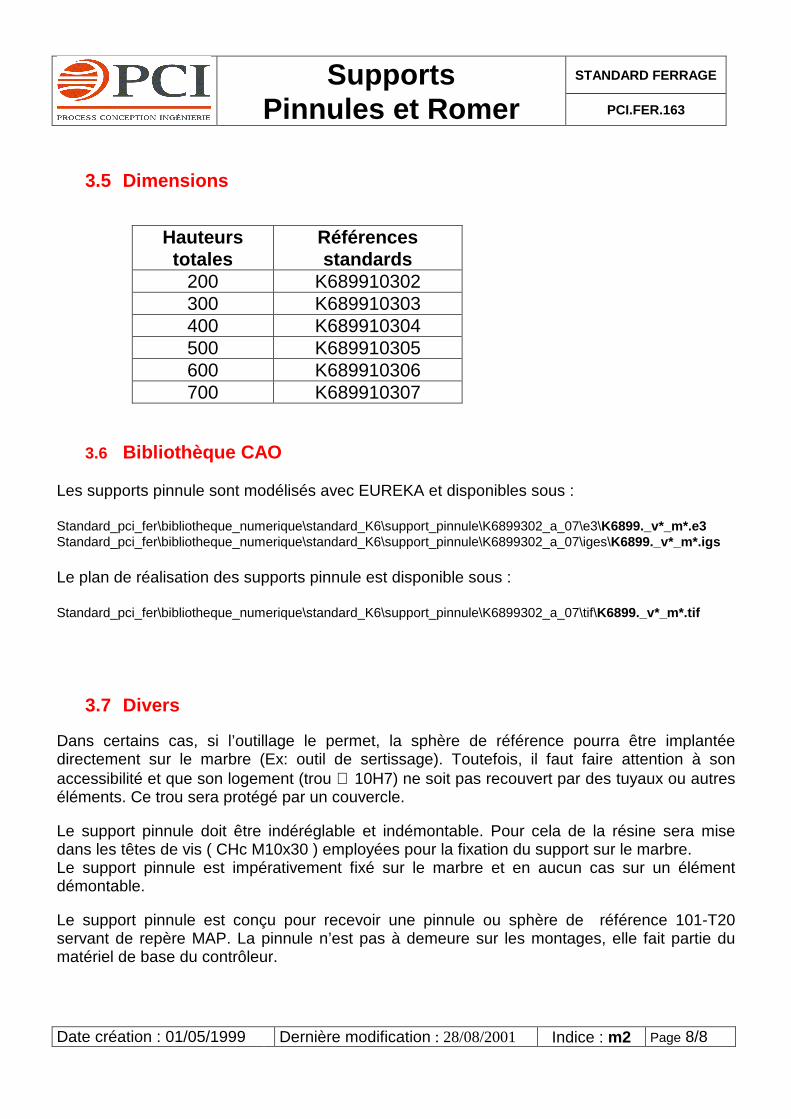
STANDARD FERRAGESupportsPinnules et Romer PCI.FER.163
Date création : 01/05/1999 Dernière modification : 28/08/2001 Indice : m2 Page 8/8
3.5 Dimensions
Hauteurstotales
Référencesstandards
200 K689910302300 K689910303400 K689910304500 K689910305600 K689910306700 K689910307
3.6 Bibliothèque CAO
Les supports pinnule sont modélisés avec EUREKA et disponibles sous :
Standard_pci_fer\bibliotheque_numerique\standard_K6\support_pinnule\K6899302_a_07\e3\K6899._v*_m*.e3Standard_pci_fer\bibliotheque_numerique\standard_K6\support_pinnule\K6899302_a_07\iges\K6899._v*_m*.igs
Le plan de réalisation des supports pinnule est disponible sous :
Standard_pci_fer\bibliotheque_numerique\standard_K6\support_pinnule\K6899302_a_07\tif\K6899._v*_m*.tif
3.7 Divers
Dans certains cas, si l’outillage le permet, la sphère de référence pourra être implantéedirectement sur le marbre (Ex: outil de sertissage). Toutefois, il faut faire attention à sonaccessibilité et que son logement (trou ∅ 10H7) ne soit pas recouvert par des tuyaux ou autreséléments. Ce trou sera protégé par un couvercle.
Le support pinnule doit être indéréglable et indémontable. Pour cela de la résine sera misedans les têtes de vis ( CHc M10x30 ) employées pour la fixation du support sur le marbre.Le support pinnule est impérativement fixé sur le marbre et en aucun cas sur un élémentdémontable.
Le support pinnule est conçu pour recevoir une pinnule ou sphère de référence 101-T20servant de repère MAP. La pinnule n’est pas à demeure sur les montages, elle fait partie dumatériel de base du contrôleur.
STANDARD FERRAGE
Appuis, Touches et Serrages PCI.FER.164
Date création : 31/07/2000 Dernière modification : 08/03/04 Indice : m6 Page 1/9
SOMMAIRE
1 PRINCIPE DE CONCEPTION ET DE FIXATIONS.......................................................... 2
2 TERMINOLOGIE ............................................................................................................. 3
2.1 TOUCHE DE MAINTIEN ................................................................................................... 3 2.2 DRAGEOIR ................................................................................................................... 3 2.3 AVALOIR ...................................................................................................................... 3 2.4 APPUI.......................................................................................................................... 3 2.5 REFERENCE................................................................................................................. 3 2.6 PILOTE ........................................................................................................................ 3
3 LES SERRAGES............................................................................................................. 4
4 LES APPUIS ET LES TOUCHES.................................................................................... 4
4.1 COTATION DES APPUIS ET DES TOUCHES ........................................................................ 4 4.1.1 Appui parallèle au quadrillage auto...................................................................... 5 4.1.2 Appui balancé ...................................................................................................... 6 4.1.3 Exemple de cotation du débit d’un appui ............................................................. 7 4.1.4 Cotations à respecter pour la fixation des touches .............................................. 7
5 LES ETRIERS DE SERRAGE......................................................................................... 9
5.1 REPRISES D’ETRIERS .................................................................................................... 9 5.2 RÉFÉRENCES CAO ...................................................................................................... 9
Rédigé par : R et D STANDARD
Validé par :
Observations :
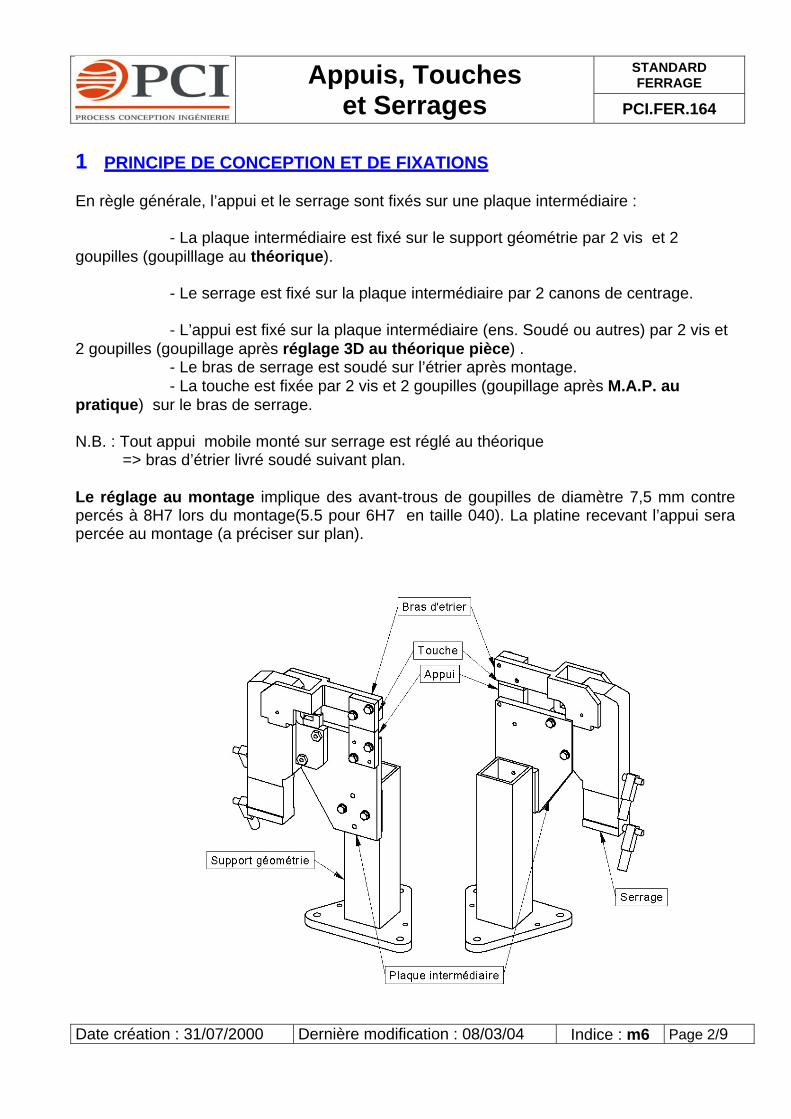
STANDARD FERRAGE
Appuis, Touches et Serrages PCI.FER.164
Date création : 31/07/2000 Dernière modification : 08/03/04 Indice : m6 Page 2/9
1 PRINCIPE DE CONCEPTION ET DE FIXATIONS En règle générale, l’appui et le serrage sont fixés sur une plaque intermédiaire : - La plaque intermédiaire est fixé sur le support géométrie par 2 vis et 2 goupilles (goupilllage au théorique). - Le serrage est fixé sur la plaque intermédiaire par 2 canons de centrage. - L’appui est fixé sur la plaque intermédiaire (ens. Soudé ou autres) par 2 vis et 2 goupilles (goupillage après réglage 3D au théorique pièce) . - Le bras de serrage est soudé sur l’étrier après montage. - La touche est fixée par 2 vis et 2 goupilles (goupillage après M.A.P. au pratique) sur le bras de serrage. N.B. : Tout appui mobile monté sur serrage est réglé au théorique
=> bras d’étrier livré soudé suivant plan. Le réglage au montage implique des avant-trous de goupilles de diamètre 7,5 mm contre percés à 8H7 lors du montage(5.5 pour 6H7 en taille 040). La platine recevant l’appui sera percée au montage (a préciser sur plan).
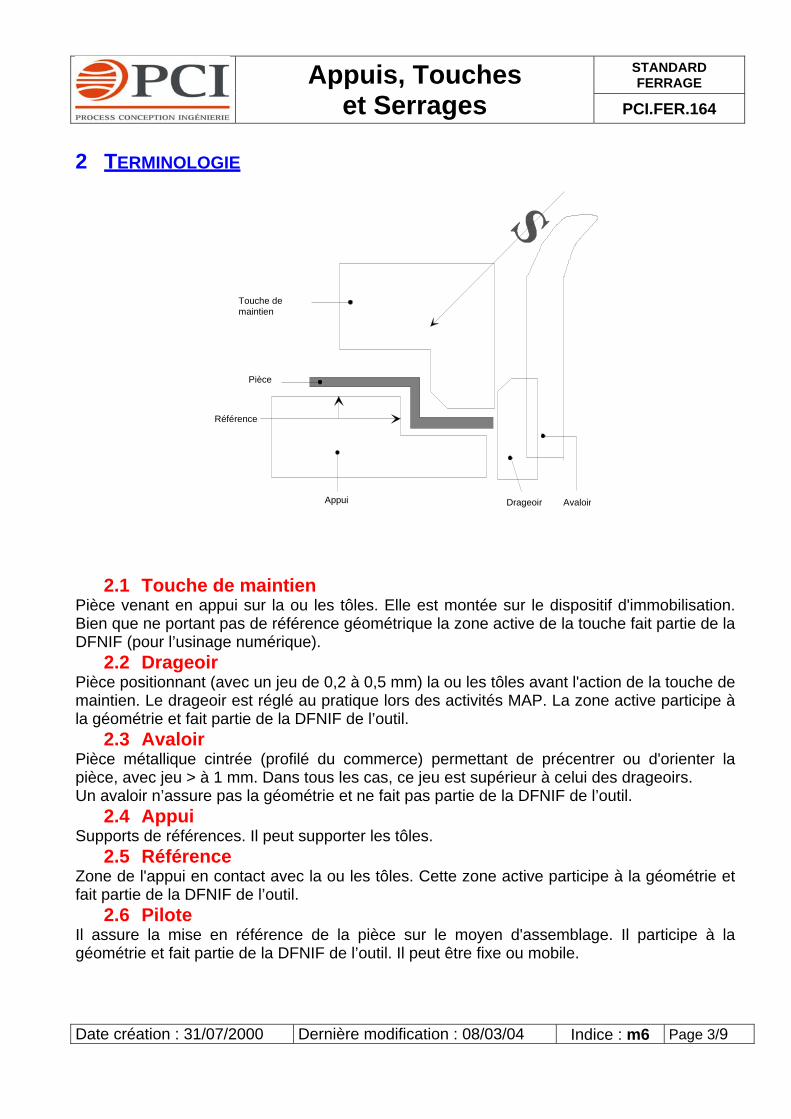
STANDARD FERRAGE
Appuis, Touches et Serrages PCI.FER.164
Date création : 31/07/2000 Dernière modification : 08/03/04 Indice : m6 Page 3/9
2 TERMINOLOGIE
Touche de maintien
Pièce
Référence
Appui Drageoir Avaloir
2.1 Touche de maintien
Pièce venant en appui sur la ou les tôles. Elle est montée sur le dispositif d'immobilisation. Bien que ne portant pas de référence géométrique la zone active de la touche fait partie de la DFNIF (pour l’usinage numérique).
2.2 Drageoir Pièce positionnant (avec un jeu de 0,2 à 0,5 mm) la ou les tôles avant l'action de la touche de maintien. Le drageoir est réglé au pratique lors des activités MAP. La zone active participe à la géométrie et fait partie de la DFNIF de l’outil.
2.3 Avaloir Pièce métallique cintrée (profilé du commerce) permettant de précentrer ou d'orienter la pièce, avec jeu > à 1 mm. Dans tous les cas, ce jeu est supérieur à celui des drageoirs. Un avaloir n’assure pas la géométrie et ne fait pas partie de la DFNIF de l’outil.
2.4 Appui Supports de références. Il peut supporter les tôles.
2.5 Référence Zone de l'appui en contact avec la ou les tôles. Cette zone active participe à la géométrie et fait partie de la DFNIF de l’outil.
2.6 Pilote Il assure la mise en référence de la pièce sur le moyen d'assemblage. Il participe à la géométrie et fait partie de la DFNIF de l’outil. Il peut être fixe ou mobile.
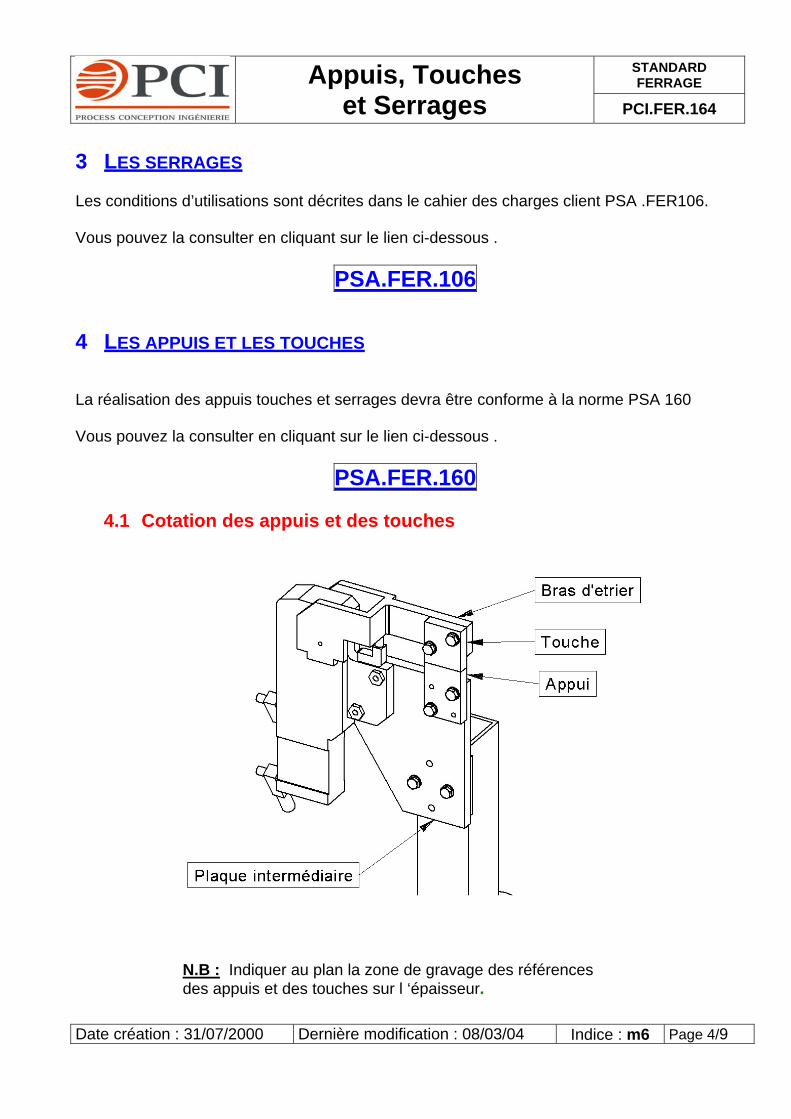
STANDARD FERRAGE
Appuis, Touches et Serrages PCI.FER.164
Date création
3 LES SERRAGES Les conditions d’utilisations sont décrites dans le cahier des charges client PSA .FER106. Vous pouvez la consulter en cliquant sur le lien ci-dessous .
PSA.FER.106
4 LES APPUIS ET LES TOUCHES La réalisation des appuis touches et serrages devra être conforme à la norme PSA 160 Vous pouvez la consulter en cliquant sur le lien ci-dessous .
PSA.FER.160
4.1 Cotation des appuis et des touches
N.B : Indiquer au plan la zone de gravage des référencesdes appuis et des touches sur l ‘épaisseur.: 31/07/2000 Dernière modification : 08/03/04 Indice : m6 Page 4/9
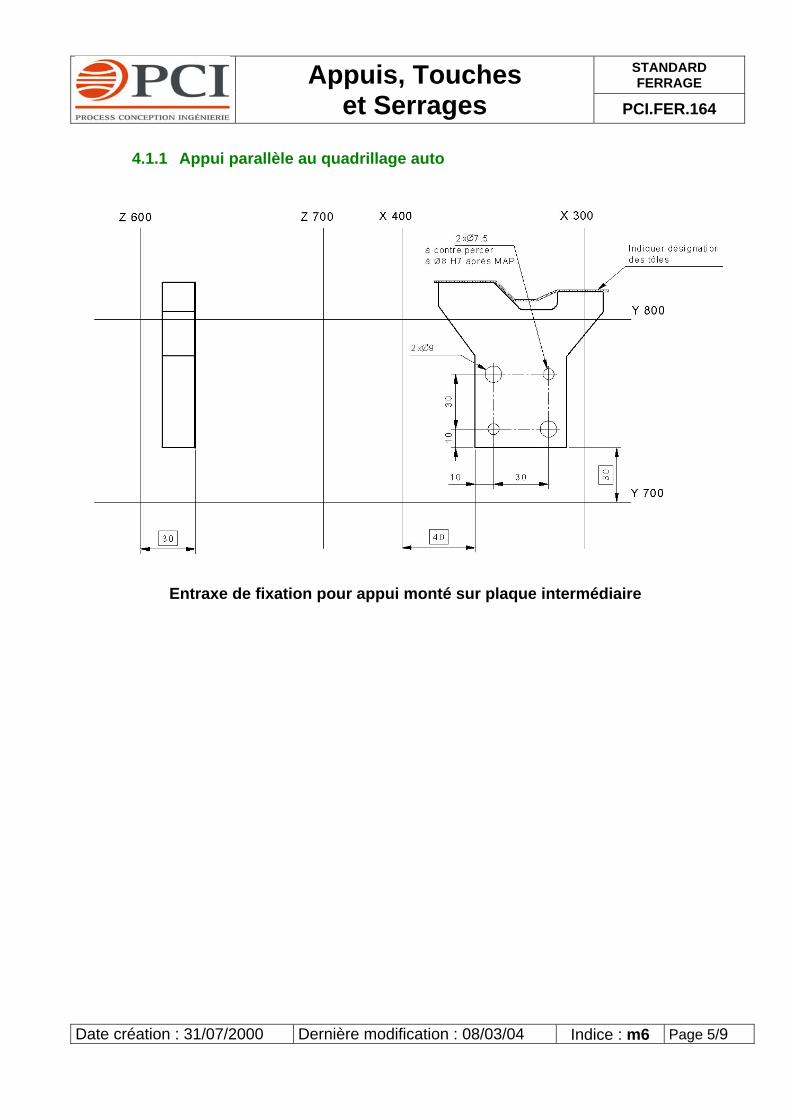
STANDARD FERRAGE
Appuis, Touches et Serrages PCI.FER.164
Date création : 31/07/2000 Dernière modification : 08/03/04 Indice : m6 Page 5/9
4.1.1 Appui parallèle au quadrillage auto
Entraxe de fixation pour appui monté sur plaque intermédiaire

STANDARD FERRAGE
Appuis, Touches et Serrages PCI.FER.164
Date création : 31/07/2000 Dernière modification : 08/03/04 Indice : m6 Page 6/9
4.1.2 Appui balancé

STANDARD FERRAGE
Appuis, Touches et Serrages PCI.FER.164
Date création : 31/07/2000 Dernière modification : 08/03/04 Indice : m6 Page 7/9
4.1.3 Exemple de cotation du débit d’un appui
4.1.4 Cotations à respecter pour la fixation des touches
4.1.4.1 Touche pour serrage 040
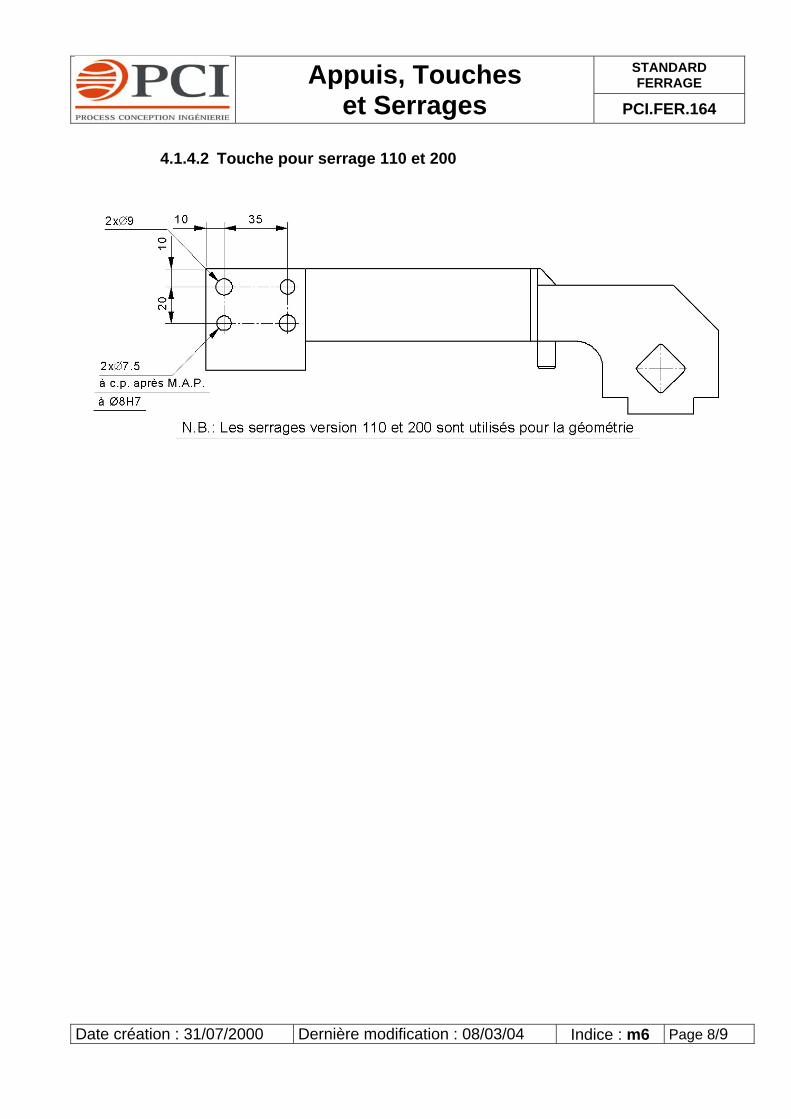
STANDARD FERRAGE
Appuis, Touches et Serrages PCI.FER.164
Date création : 31/07/2000 Dernière modification : 08/03/04 Indice : m6 Page 8/9
4.1.4.2 Touche pour serrage 110 et 200
STANDARD FERRAGE
Appuis, Touches et Serrages PCI.FER.164
Date création : 31/07/2000 Dernière modification : 08/03/04 Indice : m6 Page 9/9
5 LES ETRIERS DE SERRAGE
5.1 Reprises d’étriers Pour résoudre le problème d’alignement de la touche, le bras de serrage est soudé sur l’étrier après montage comme sur les plans exemples PP_FER_019, PP_FER_020, PP_FER_021 . Ces plans sont valables uniquement dans le cas d’un serrage de pièces (Touche en face d’un appui réglé).
5.2 Références CAO
Adresse CAO : Blibliotheque_numérique/standards_k6/appui_touche_serrage /…/e2, e3, tif
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 1/19
SOMMAIRE
1 SUPPORT DE GEOMETRIE .........................................................................................................................2 1.1 PRESENTATION GENERALE ............................................................................................ 3 1.2 REGLES OBLIGATOIRES ................................................................................................. 4 1.3 L’ASSEMBLAGE ETAPE PAR ETAPE .................................................................................. 5
1.3.1 Le support géométrie ........................................................................................... 5 1.3.2 Cale de réglage 1 et 2 Client................................................................................ 6 1.3.3 Plaque intermédiaire ............................................................................................ 8 1.3.4 Cale de serrage ................................................................................................. 10
1.4 TABLEAU DES K6........................................................................................................ 11 1.5 QUELQUES EXEMPLES DE MONTAGE............................................................................. 11
2 BOITE A CALE SIMPLE..............................................................................................................................12 2.1 PRESENTATION GENERALE .......................................................................................... 13 2.2 REGLES OBLIGATOIRES ............................................................................................... 14 2.3 ASSEMBLAGE ETAPE PAR ETAPE .................................................................................. 15
2.3.1 Boite à cale ........................................................................................................ 15 2.3.2 Les cales clients 1 et 2....................................................................................... 16 2.3.3 Cale de serrage ................................................................................................. 18 2.3.4 Plaque intermédiaire .......................................................................................... 19
2.4 TABLEAU DES K6........................................................................................................ 19 Rédigé par : Cyril SADY R et D STANDARD
Validé par :
Observations :
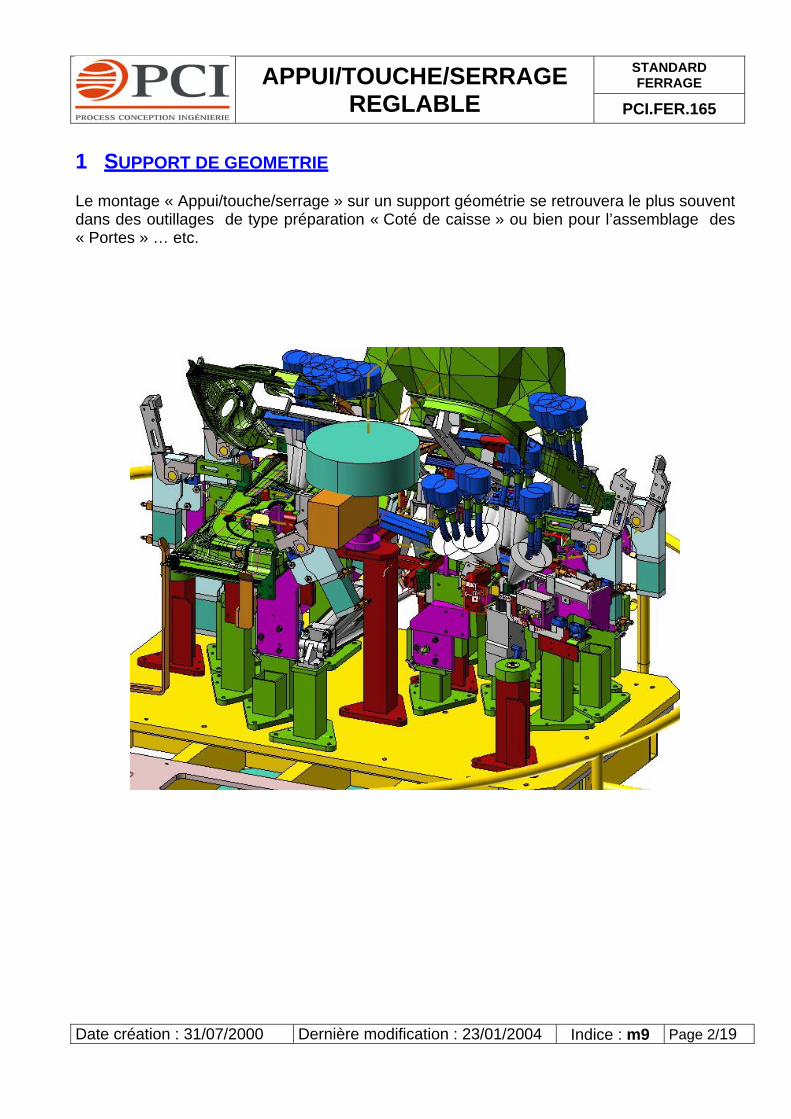
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 2/19
1 SUPPORT DE GEOMETRIE Le montage « Appui/touche/serrage » sur un support géométrie se retrouvera le plus souvent dans des outillages de type préparation « Coté de caisse » ou bien pour l’assemblage des « Portes » … etc.
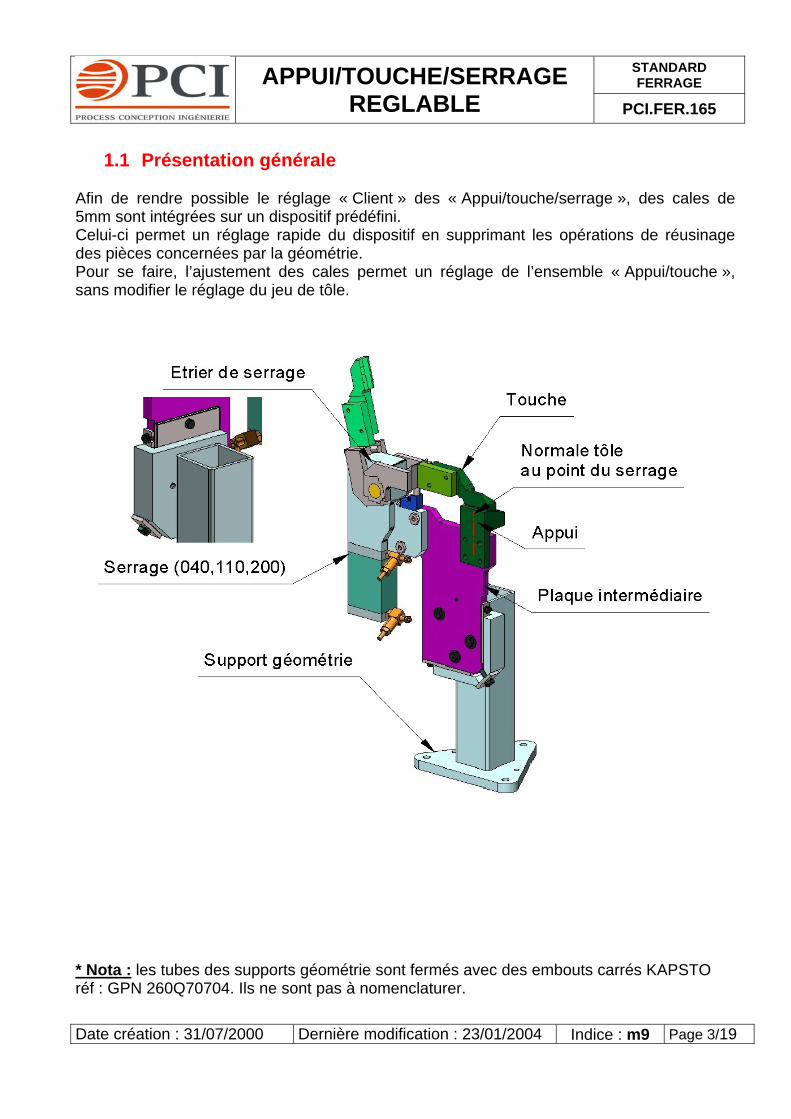
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 3/19
1.1 Présentation générale Afin de rendre possible le réglage « Client » des « Appui/touche/serrage », des cales de 5mm sont intégrées sur un dispositif prédéfini. Celui-ci permet un réglage rapide du dispositif en supprimant les opérations de réusinage des pièces concernées par la géométrie. Pour se faire, l’ajustement des cales permet un réglage de l’ensemble « Appui/touche », sans modifier le réglage du jeu de tôle.
* Nota : les tubes des supports géométrie sont fermés avec des embouts carrés KAPSTO réf : GPN 260Q70704. Ils ne sont pas à nomenclaturer.
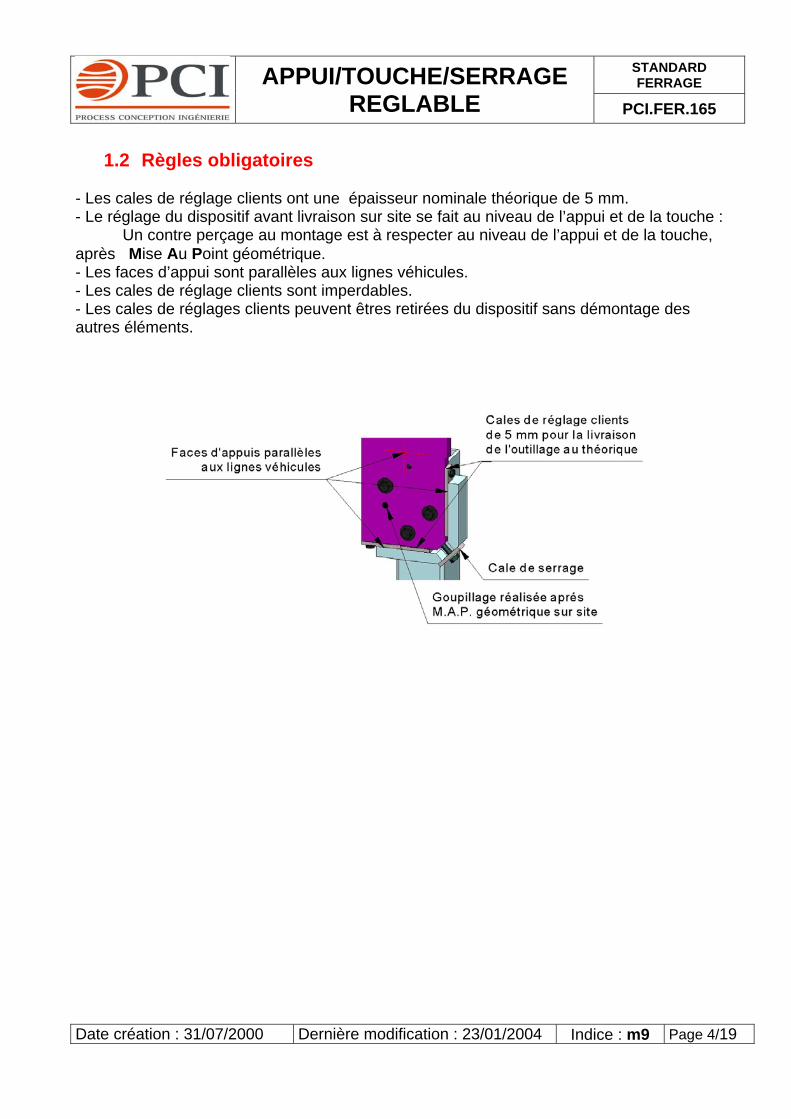
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 4/19
1.2 Règles obligatoires - Les cales de réglage clients ont une épaisseur nominale théorique de 5 mm. - Le réglage du dispositif avant livraison sur site se fait au niveau de l’appui et de la touche :
Un contre perçage au montage est à respecter au niveau de l’appui et de la touche, après Mise Au Point géométrique. - Les faces d’appui sont parallèles aux lignes véhicules. - Les cales de réglage clients sont imperdables. - Les cales de réglages clients peuvent êtres retirées du dispositif sans démontage des autres éléments.
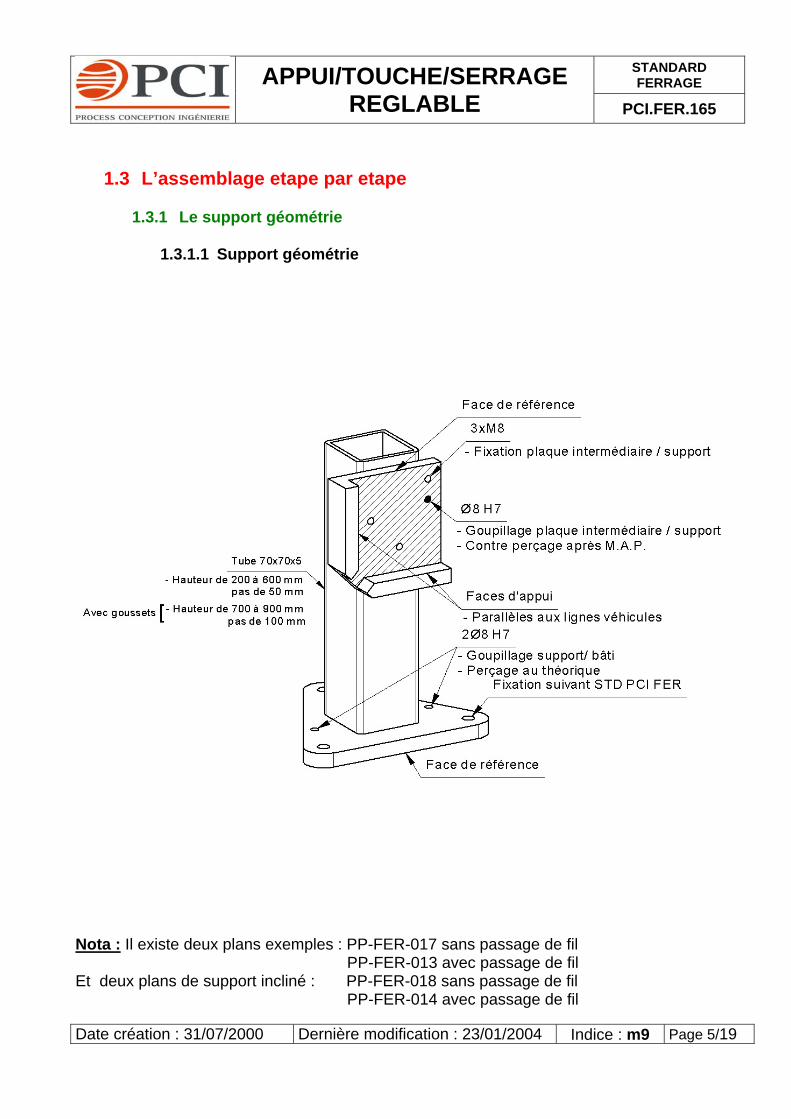
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 5/19
1.3 L’assemblage etape par etape
1.3.1 Le support géométrie
1.3.1.1 Support géométrie
Nota : Il existe deux plans exemples : PP-FER-017 sans passage de fil PP-FER-013 avec passage de fil Et deux plans de support incliné : PP-FER-018 sans passage de fil PP-FER-014 avec passage de fil

STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 6/19
1.3.1.2 Adresse CAO
Adresse CAO : Blibliotheque_numérique/standards_k6/appui_touche_serrage_reglable/PP_FER_007, PP_FER_009/ …/ e2, e3
1.3.2 Cale de réglage 1 et 2 Client
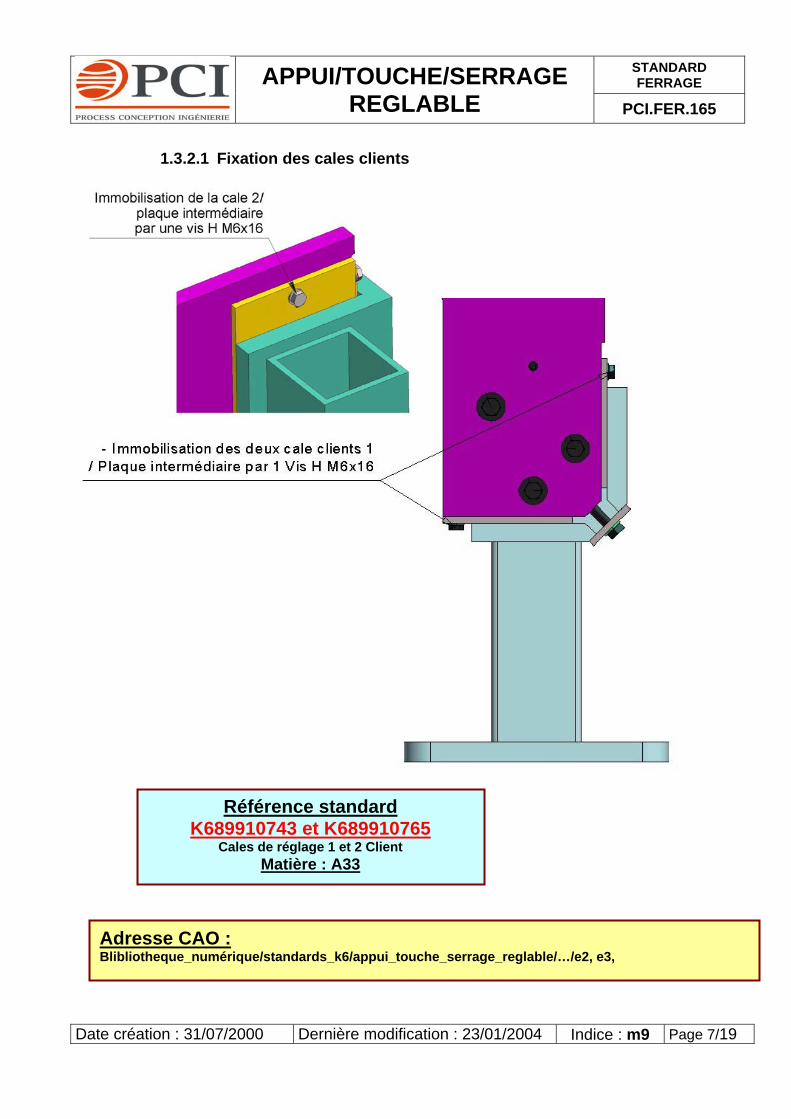
STANDARD FERRAGE
REGLABLE PCI.FER.165
APPUI/TOUCHE/SERRAGE
1.3.2.1 Fixation des cales clients
Référence standard K689910743 et K689910765
Cales de réglage 1 et 2 Client Matière : A33
Adresse CAO : Blibliotheque_numérique/standards_k6/appui_touche_serrage_reglable/…/e2, e3,
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 7/19
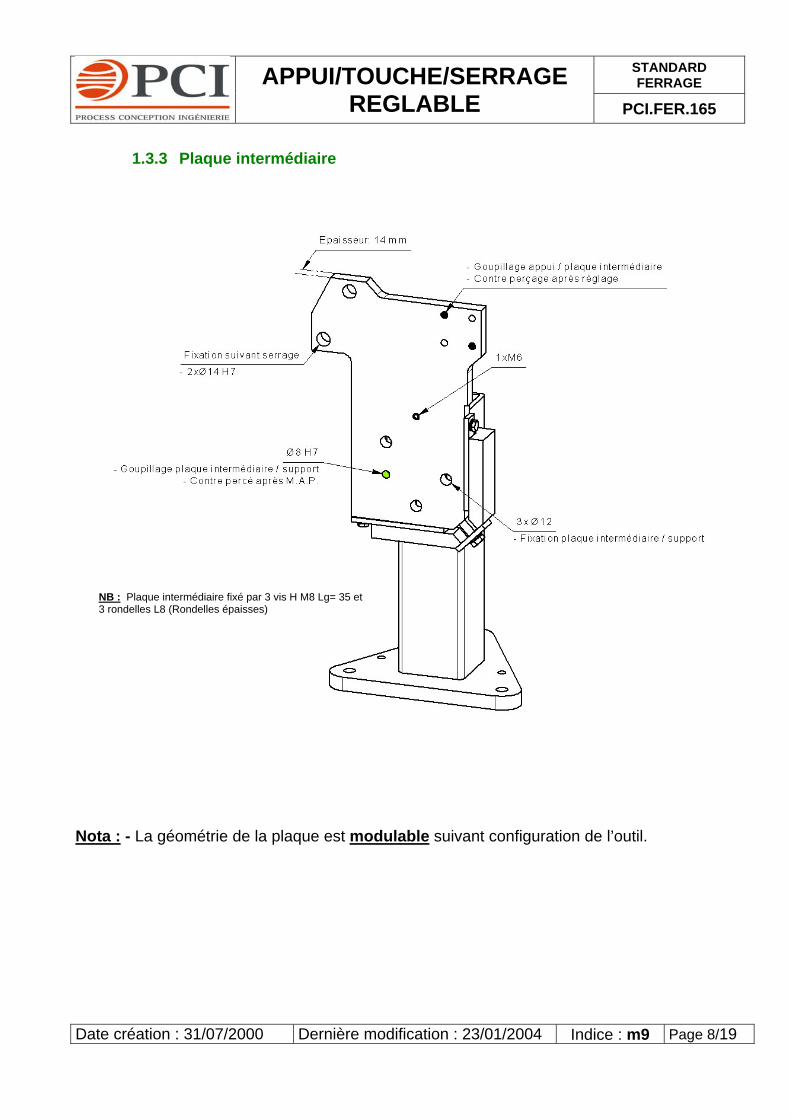
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 8/19
1.3.3 Plaque intermédiaire
NB : Plaque intermédiaire fixé par 3 vis H M8 Lg= 35 et 3 rondelles L8 (Rondelles épaisses)
Nota : - La géométrie de la plaque est modulable suivant configuration de l’outil.
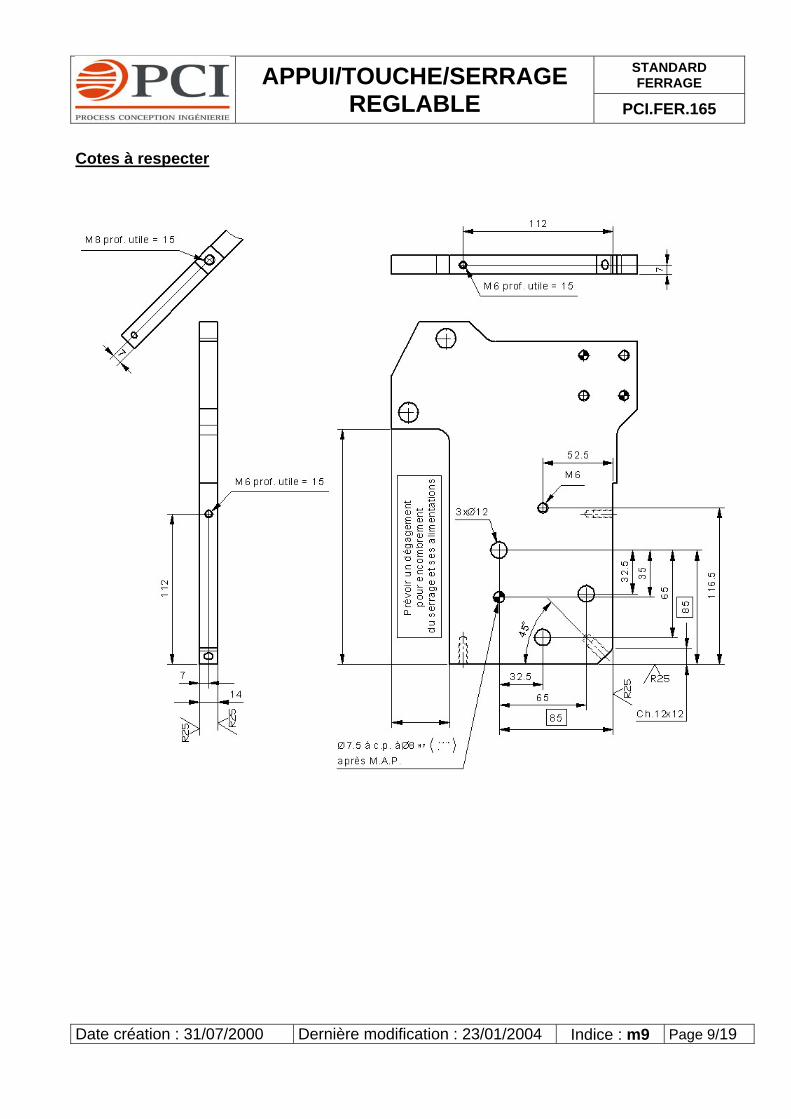
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 9/19
Cotes à respecter
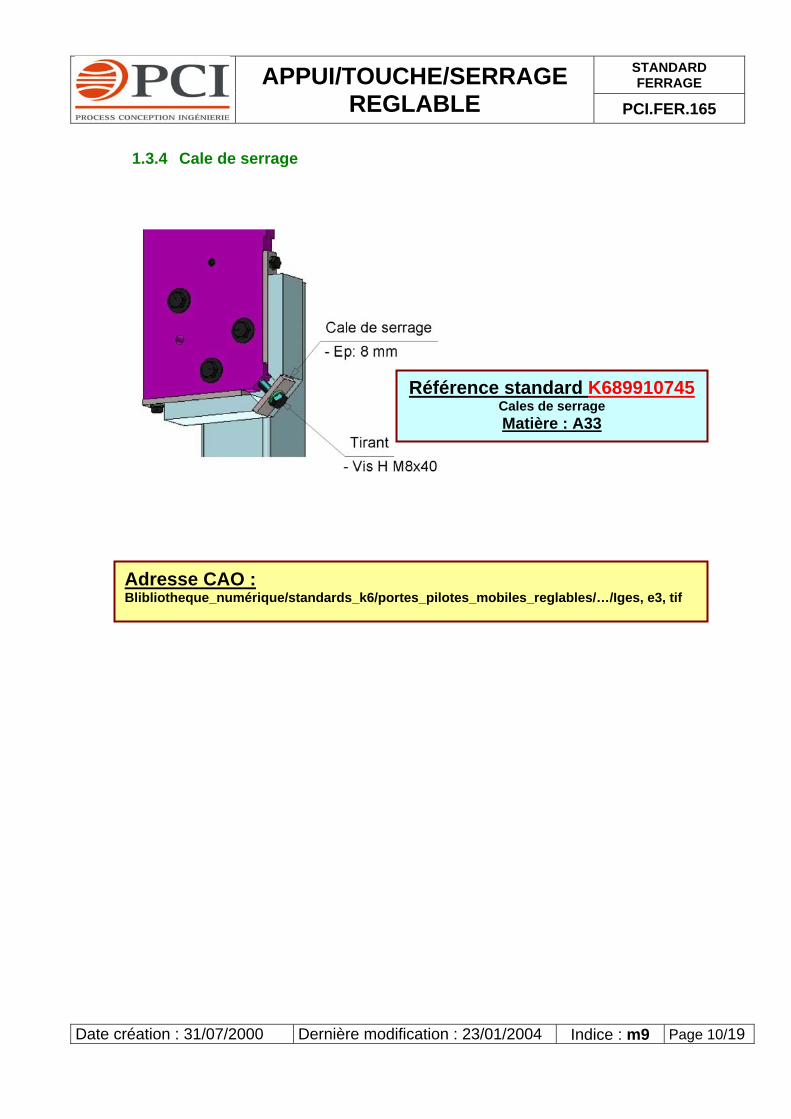
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 10/19
1.3.4 Cale de serrage
Référence standard K689910745Cales de serrage Matière : A33
Adresse CAO : Blibliotheque_numérique/standards_k6/portes_pilotes_mobiles_reglables/…/Iges, e3, tif
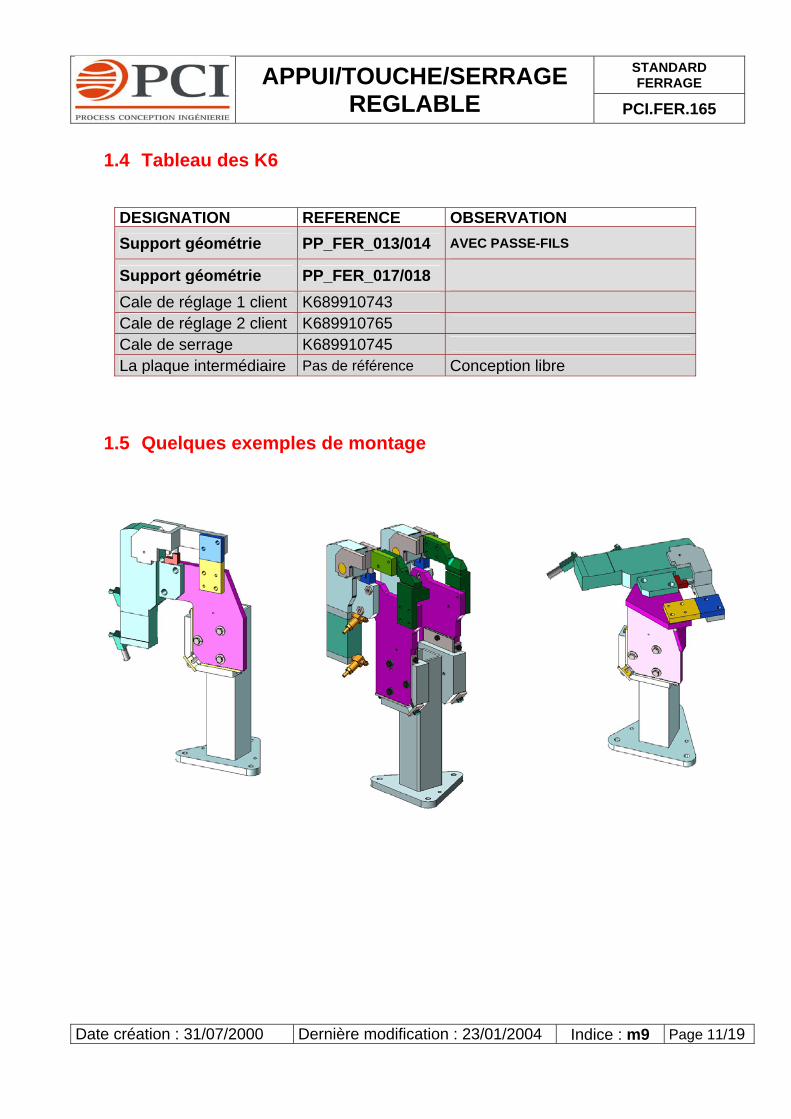
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 11/19
1.4 Tableau des K6
DESIGNATION REFERENCE OBSERVATION Support géométrie PP_FER_013/014 AVEC PASSE-FILS
Support géométrie PP_FER_017/018
Cale de réglage 1 client K689910743 Cale de réglage 2 client K689910765 Cale de serrage K689910745 La plaque intermédiaire Pas de référence Conception libre
1.5 Quelques exemples de montage
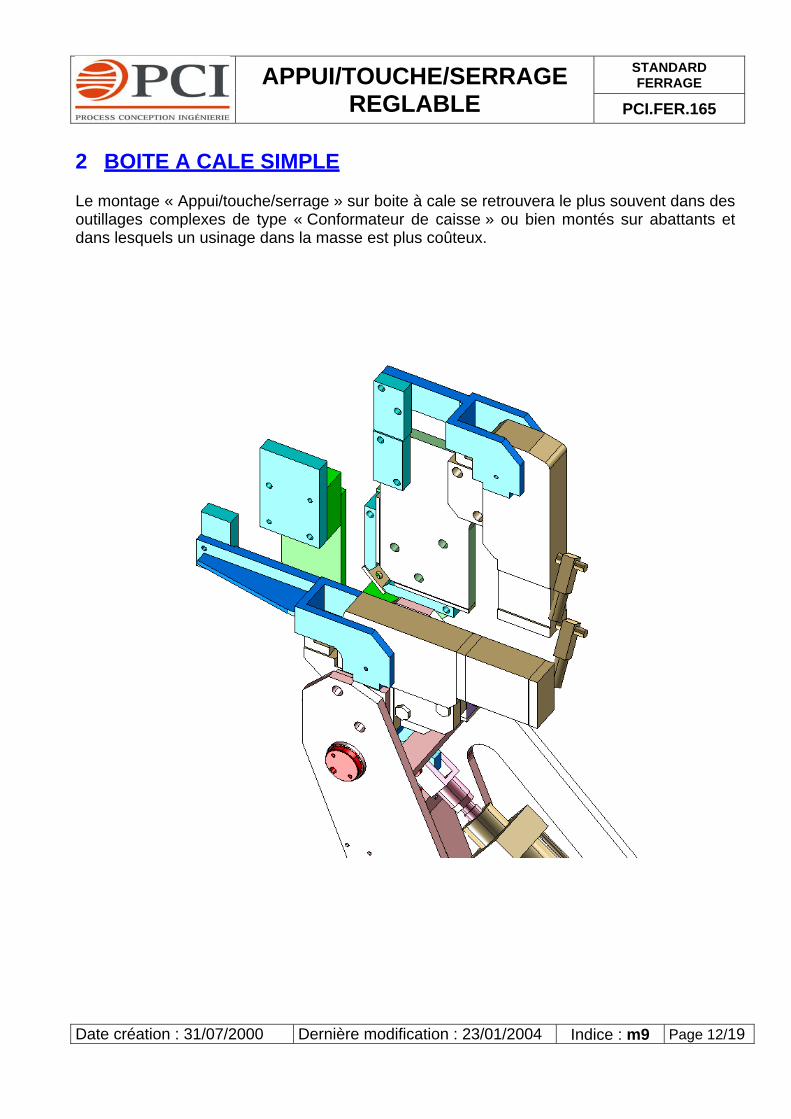
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 12/19
2 BOITE A CALE SIMPLE Le montage « Appui/touche/serrage » sur boite à cale se retrouvera le plus souvent dans des outillages complexes de type « Conformateur de caisse » ou bien montés sur abattants et dans lesquels un usinage dans la masse est plus coûteux.
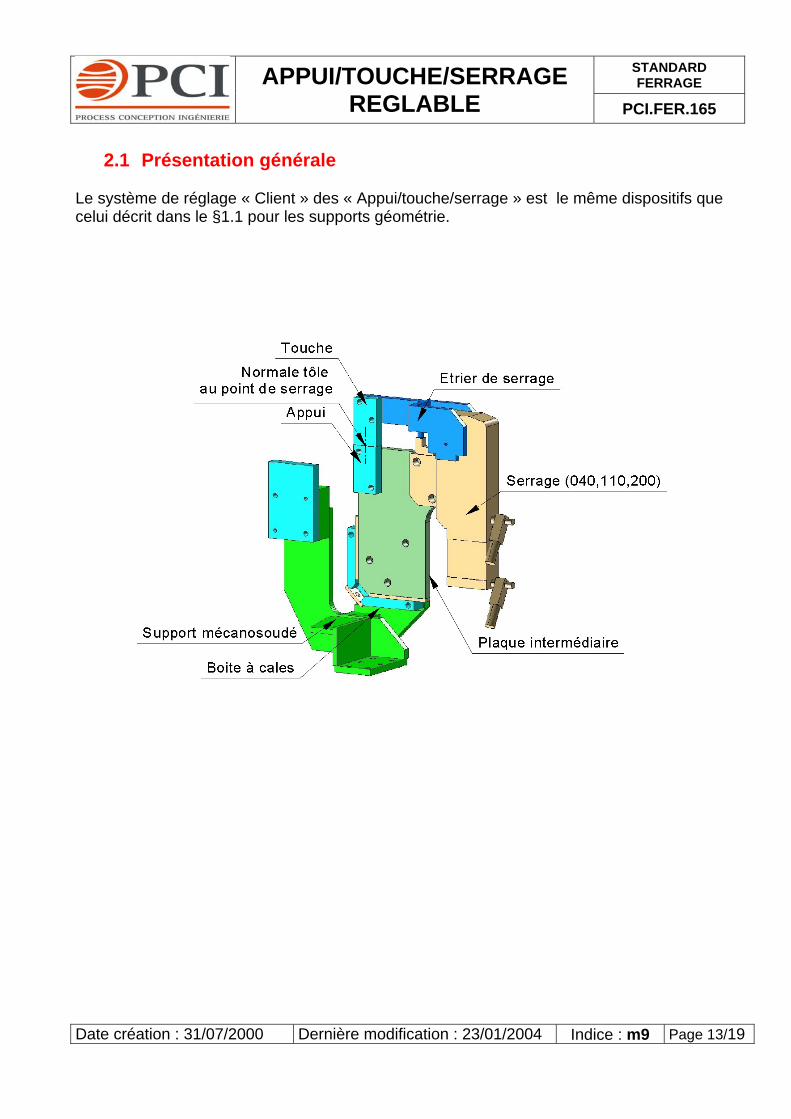
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 13/19
2.1 Présentation générale Le système de réglage « Client » des « Appui/touche/serrage » est le même dispositifs que celui décrit dans le §1.1 pour les supports géométrie.
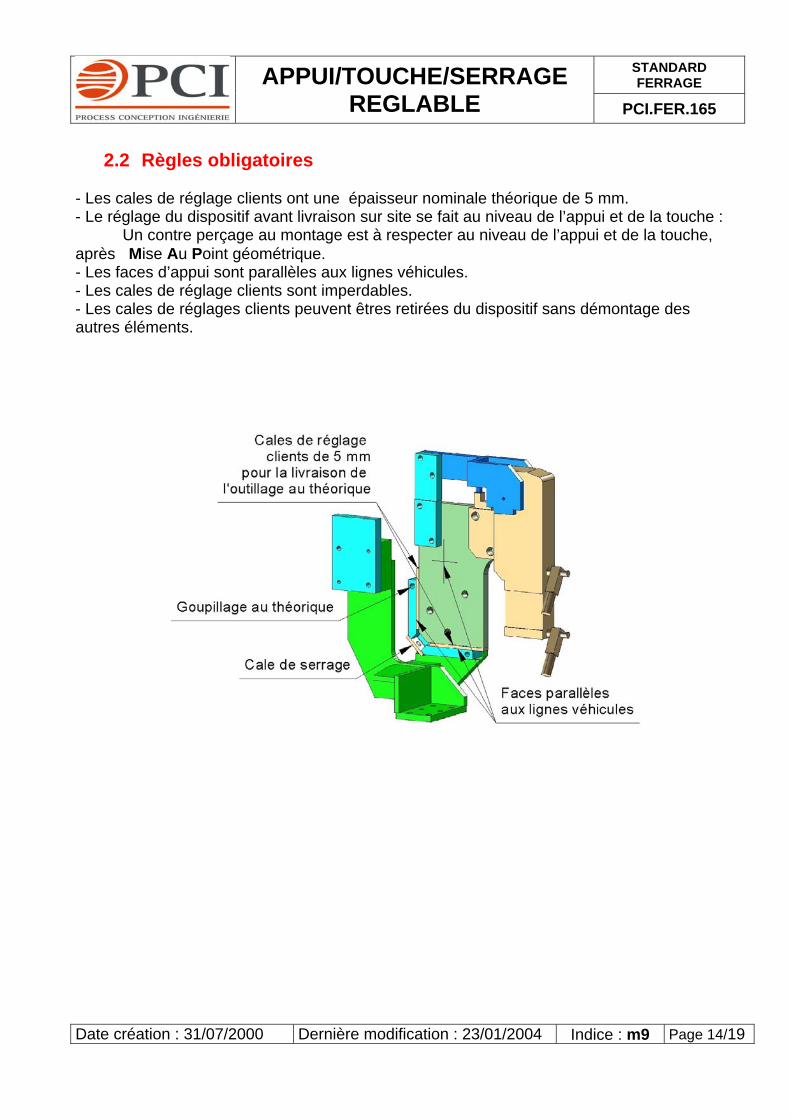
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 14/19
2.2 Règles obligatoires - Les cales de réglage clients ont une épaisseur nominale théorique de 5 mm. - Le réglage du dispositif avant livraison sur site se fait au niveau de l’appui et de la touche :
Un contre perçage au montage est à respecter au niveau de l’appui et de la touche, après Mise Au Point géométrique. - Les faces d’appui sont parallèles aux lignes véhicules. - Les cales de réglage clients sont imperdables. - Les cales de réglages clients peuvent êtres retirées du dispositif sans démontage des autres éléments.
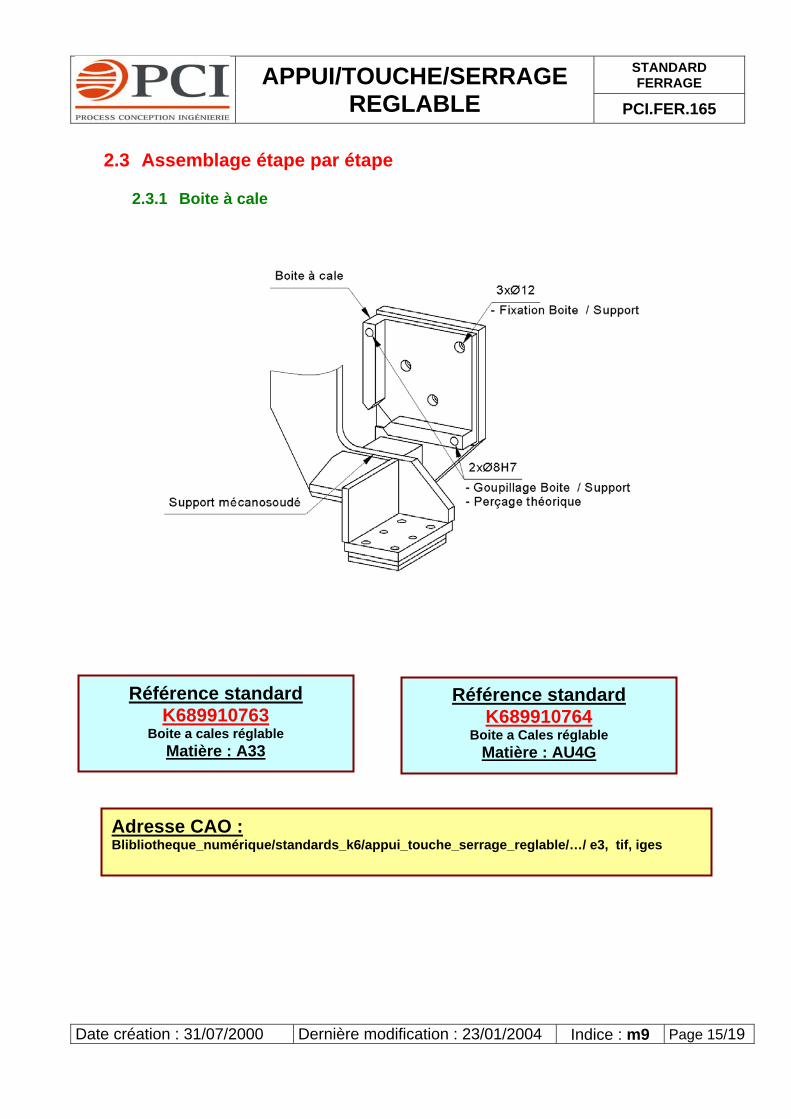
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 15/19
2.3 Assemblage étape par étape
2.3.1 Boite à cale
Référence standard K689910763
Boite a cales réglable Matière : A33
Référence standard K689910764
Boite a Cales réglable Matière : AU4G
Adresse CAO : Blibliotheque_numérique/standards_k6/appui_touche_serrage_reglable/…/ e3, tif, iges
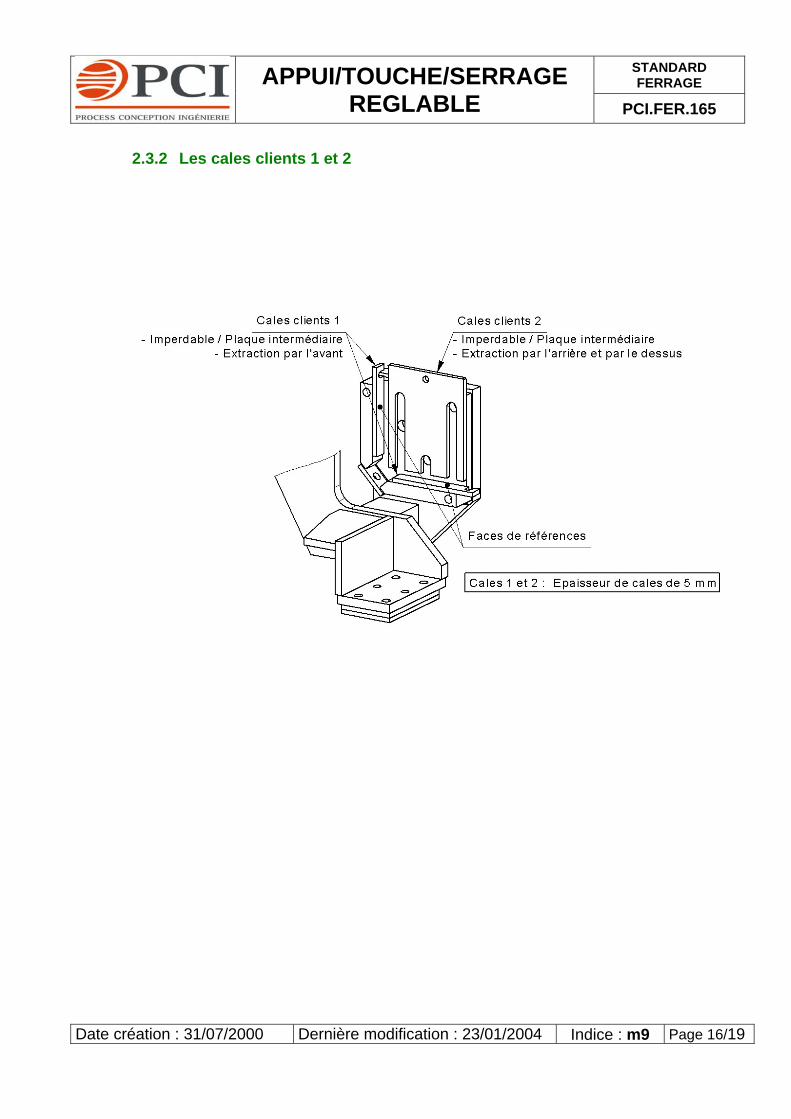
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 16/19
2.3.2 Les cales clients 1 et 2
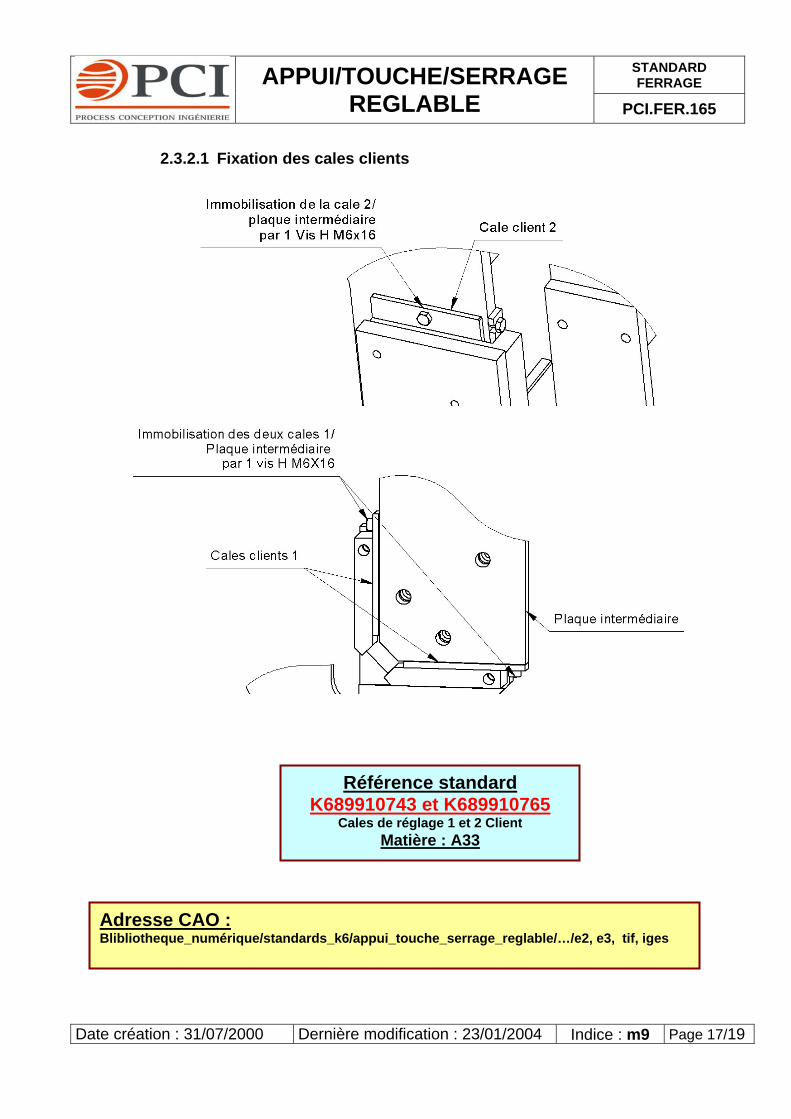
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 17/19
2.3.2.1 Fixation des cales clients
Référence standard K689910743 et K689910765
Cales de réglage 1 et 2 Client Matière : A33
Adresse CAO : Blibliotheque_numérique/standards_k6/appui_touche_serrage_reglable/…/e2, e3, tif, iges
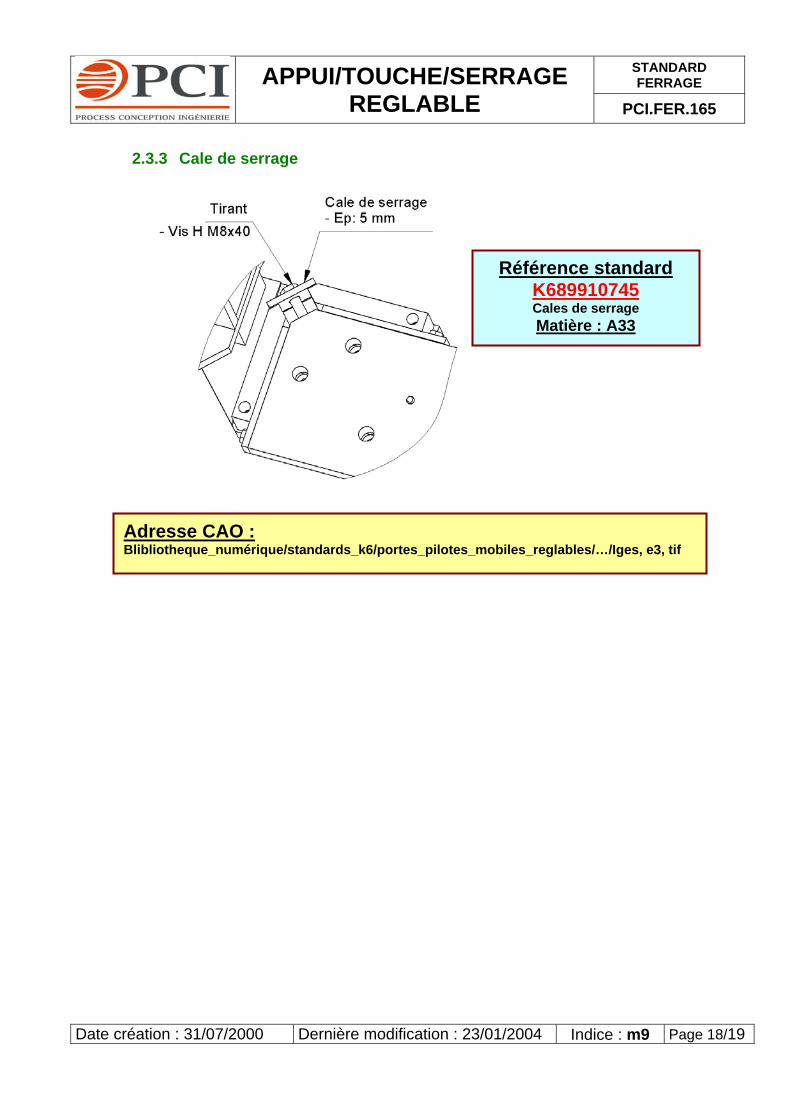
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 18/19
2.3.3 Cale de serrage
Référence standard K689910745 Cales de serrage Matière : A33
Adresse CAO : Blibliotheque_numérique/standards_k6/portes_pilotes_mobiles_reglables/…/Iges, e3, tif
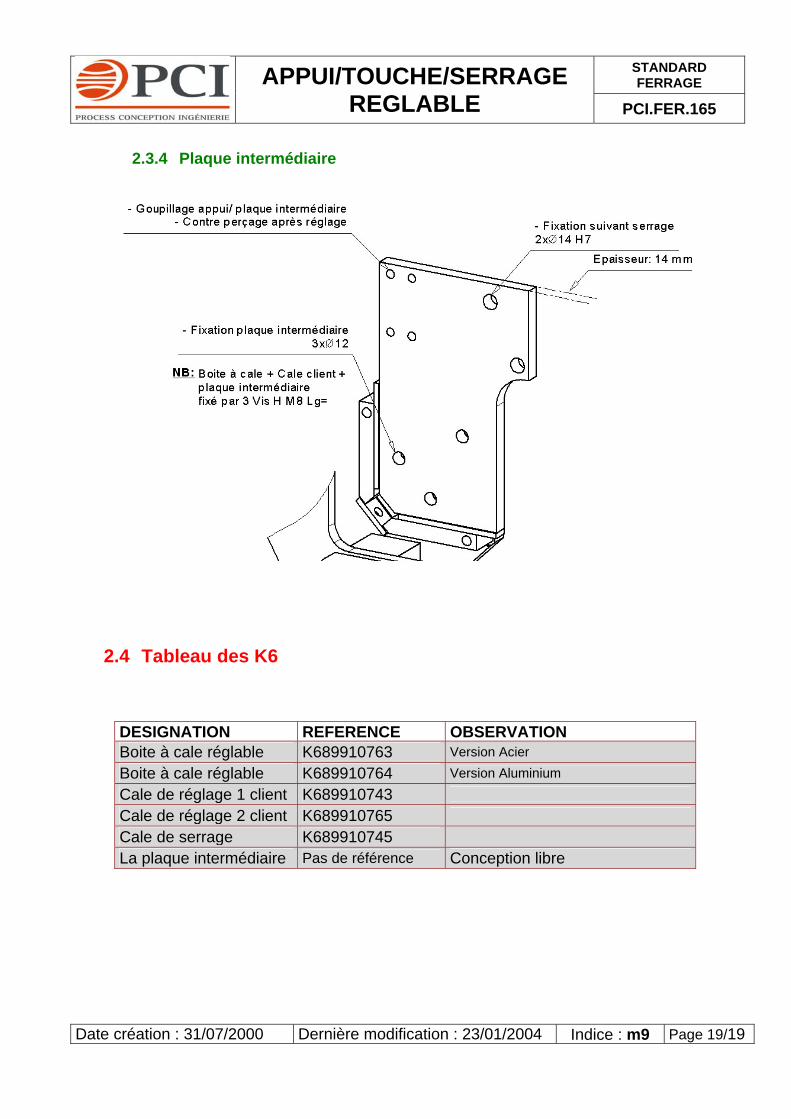
STANDARD FERRAGE
APPUI/TOUCHE/SERRAGE REGLABLE PCI.FER.165
Date création : 31/07/2000 Dernière modification : 23/01/2004 Indice : m9 Page 19/19
2.3.4 Plaque intermédiaire
2.4 Tableau des K6
DESIGNATION REFERENCE OBSERVATION Boite à cale réglable K689910763 Version Acier Boite à cale réglable K689910764 Version Aluminium Cale de réglage 1 client K689910743 Cale de réglage 2 client K689910765 Cale de serrage K689910745 La plaque intermédiaire Pas de référence Conception libre
STANDARD FERRAGEAvaloirsPCI.FER.167
Date création : 30/06/2000 Dernière modification : 28/08/2001 Indice : m2 Page 1/4
SOMMAIRE
1 TERMINOLOGIE ...............................................................................................................2
2 PRÉSENTATION ...............................................................................................................2
3 PRINCIPE DE CONCEPTION ...........................................................................................3
4 BIBLIOTHÈQUE CAO : .....................................................................................................3
5 DIMENSION DES AVALOIRS ...........................................................................................4
Rédigé par :
Christophe GILLETR et D STANDARD
Validé par : Observations :
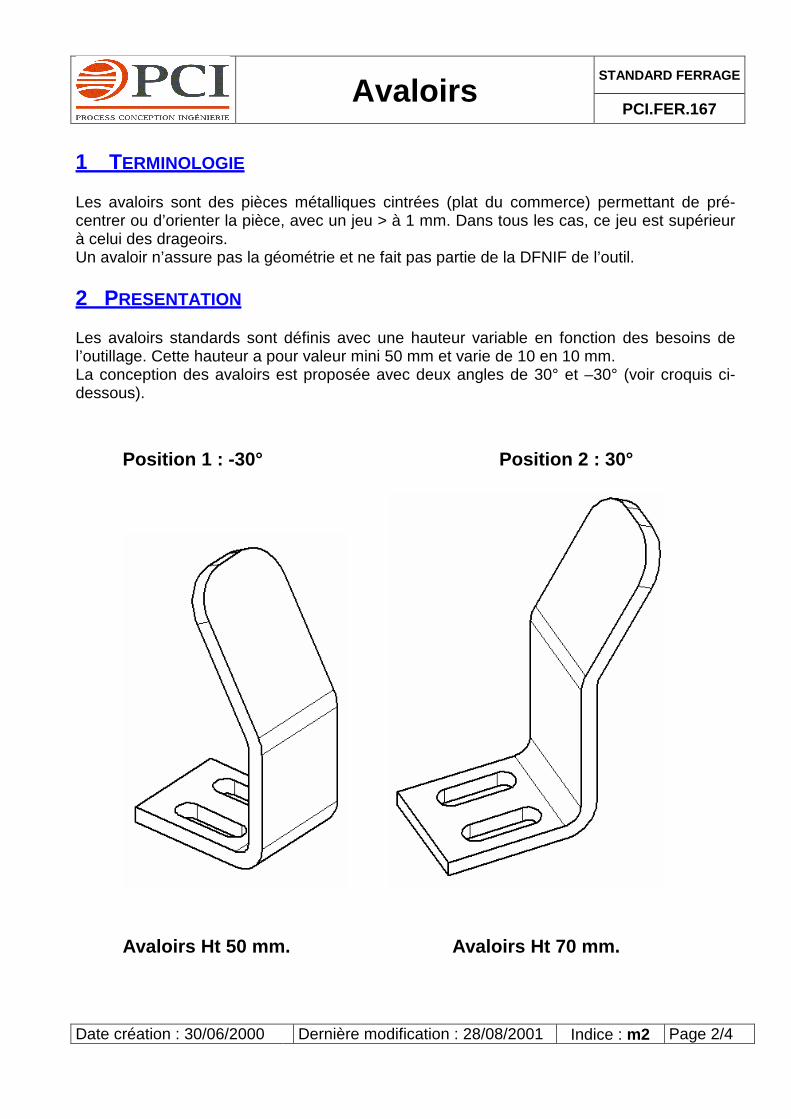
STANDARD FERRAGEAvaloirsPCI.FER.167
Date création : 30/06/2000 Dernière modification : 28/08/2001 Indice : m2 Page 2/4
1 TERMINOLOGIE
Les avaloirs sont des pièces métalliques cintrées (plat du commerce) permettant de pré-centrer ou d’orienter la pièce, avec un jeu > à 1 mm. Dans tous les cas, ce jeu est supérieurà celui des drageoirs.Un avaloir n’assure pas la géométrie et ne fait pas partie de la DFNIF de l’outil.
2 PRESENTATION
Les avaloirs standards sont définis avec une hauteur variable en fonction des besoins del’outillage. Cette hauteur a pour valeur mini 50 mm et varie de 10 en 10 mm.La conception des avaloirs est proposée avec deux angles de 30° et –30° (voir croquis ci-dessous).
Position 1 : -30° Position 2 : 30°
Avaloirs Ht 50 mm. Avaloirs Ht 70 mm.

STANDARD FERRAGEAvaloirsPCI.FER.167
Date création : 30/06/2000 Dernière modification : 28/08/2001 Indice : m2 Page 3/4
3 PRINCIPE DE CONCEPTION
4 BIBLIOTHEQUE CAO :
Un modèle paramétré de Think Design est disponible sous :
• /pci_fer/bibliotheque_numerique/standards_k6/avaloirs/e3/ferpp00075_v*_m*.e3
Plusieurs drageoirs au format iges sont disponibles sous :
• /pci_fer/bibliotheque_numerique/standards_k6/avaloirs/iges/ avaloir_h***p*_v*_m*.igs
Le plan passe partout pour la réalisation des avaloirs est disponible sous :
• pci_fer/bibliotheque_numerique/standards_k6/avaloirs/e2/ferpp00075-v*_m*.e2
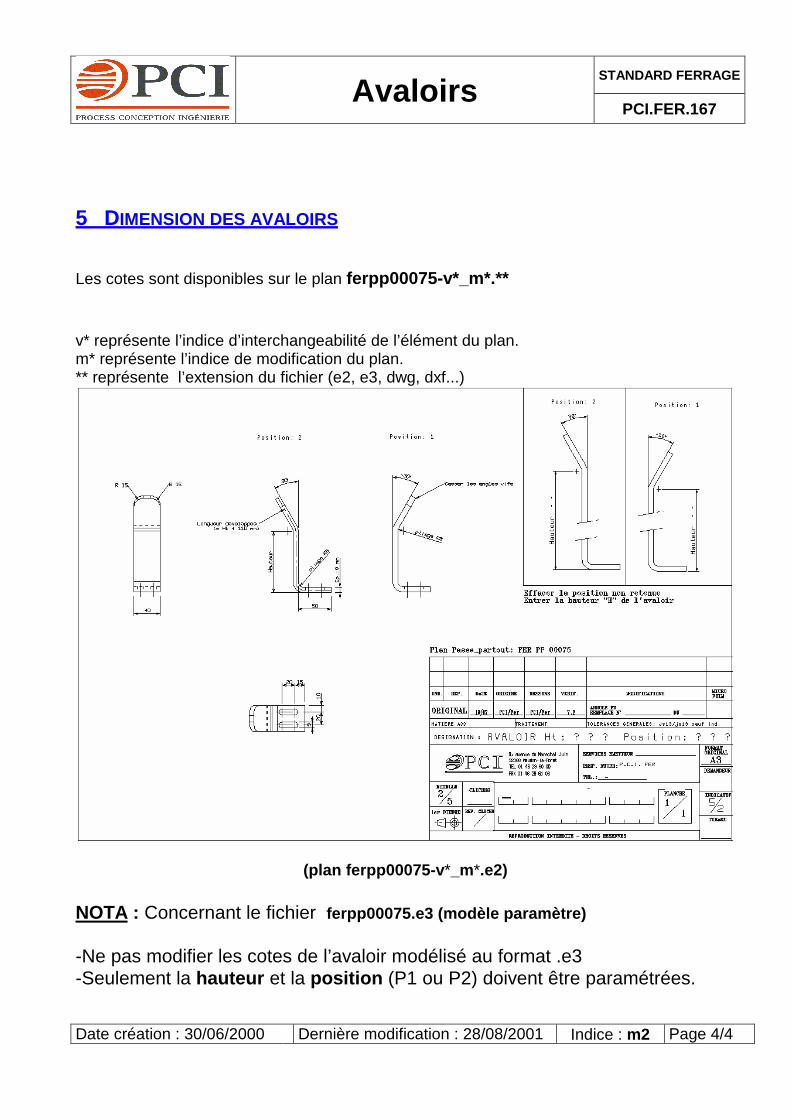
STANDARD FERRAGEAvaloirsPCI.FER.167
Date création : 30/06/2000 Dernière modification : 28/08/2001 Indice : m2 Page 4/4
5 DIMENSION DES AVALOIRS
Les cotes sont disponibles sur le plan ferpp00075-v*_m*.**
v* représente l’indice d’interchangeabilité de l’élément du plan.m* représente l’indice de modification du plan.** représente l’extension du fichier (e2, e3, dwg, dxf...)
(plan ferpp00075-v*_m*.e2)
NOTA : Concernant le fichier ferpp00075.e3 (modèle paramètre)
-Ne pas modifier les cotes de l’avaloir modélisé au format .e3-Seulement la hauteur et la position (P1 ou P2) doivent être paramétrées.
STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 1/11
SOMMAIRE 1 DOSSIER GEOMETRIE .................................................................................................. 2
1.1 PRESENTATION ............................................................................................................ 2 1.2 UTILISATEURS .............................................................................................................. 2 1.3 BESOINS...................................................................................................................... 2 1.4 DESCRIPTION............................................................................................................... 2
1.4.1 Nota : ................................................................................................................... 2 1.5 COMPOSITION DES PLANCHES DU DOSSIER ..................................................................... 3
1.5.1 La planche 01 ...................................................................................................... 3 1.5.2 La planche 02 ...................................................................................................... 7 1.5.3 Les planches de 03 à 50...................................................................................... 7 1.5.4 Exemple d’une section « appui/touche ................................................................ 8 1.5.5 Bibliothèque CAO du dossier exemple : .............................................................. 8
2 DOSSIER SOUDURE...................................................................................................... 9
2.1 PRESENTATION ............................................................................................................ 9 2.2 UTILISATEURS .............................................................................................................. 9 2.3 BESOINS...................................................................................................................... 9 2.4 COMPOSITION DU DOSSIER............................................................................................ 9
2.4.1 La planche 51 ...................................................................................................... 9 2.4.2 Bibliothèque CAO du dossier soudure exemple : .............................................. 11
Rédigé par : Christophe GILLET R et D STANDARD
Validé par :
Observations :
STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 2/11
1 DOSSIER GEOMETRIE
1.1 Présentation C’est un dossier composé de plusieurs planches au format A3, sur lesquelles figurent les renseignements nécessaire à la géométrie d’un outillage. Certains renseignements permettent d’établir un lien entre le repérage des appuis du DPM et les même appuis du dossier géométrie.
1.2 Utilisateurs Le dossier géométrie doit être utile pour : -La C.A.O et les DFNIF -Les ajusteurs -Les contrôleurs -Les chefs de chantier
1.3 Besoins -Coordonnées des sections (pt.s). -Départ outil. -Nom et N° de pièces (tableau de jeux de tôles). -Représentation des sections avec repérage, coordonnées, réfs primaires et secondaires. -Représentation des pinnules MAP (sans valeur de position). -Zones romer.
1.4 Description Le dossier composé des planches 01 à 50 est rédigé de la manière suivante : -Planche 01 : Vue d’ensemble du marbre avec la pièce véhicule. -Planche 02 : Vue balancée de la pièce véhicule par rapport au marbre. -Planche 03 à 50 : Vue détaillée de toutes les parties en contact avec la pièce véhicule. (appuis, touches, pilotes)
1.4.1 Nota : 1-Le tableau de suivi de pièces ainsi que le plan de répartition des PSE apparaîtra sur le plan d’implantation générale. 2-La planche 009 (pièces Auto) est supprimée. 3-Dans le cas où le moyen est utilisé dans un îlot robotisé, une répartition des PSE devra être effectuée suivant les différents robots.
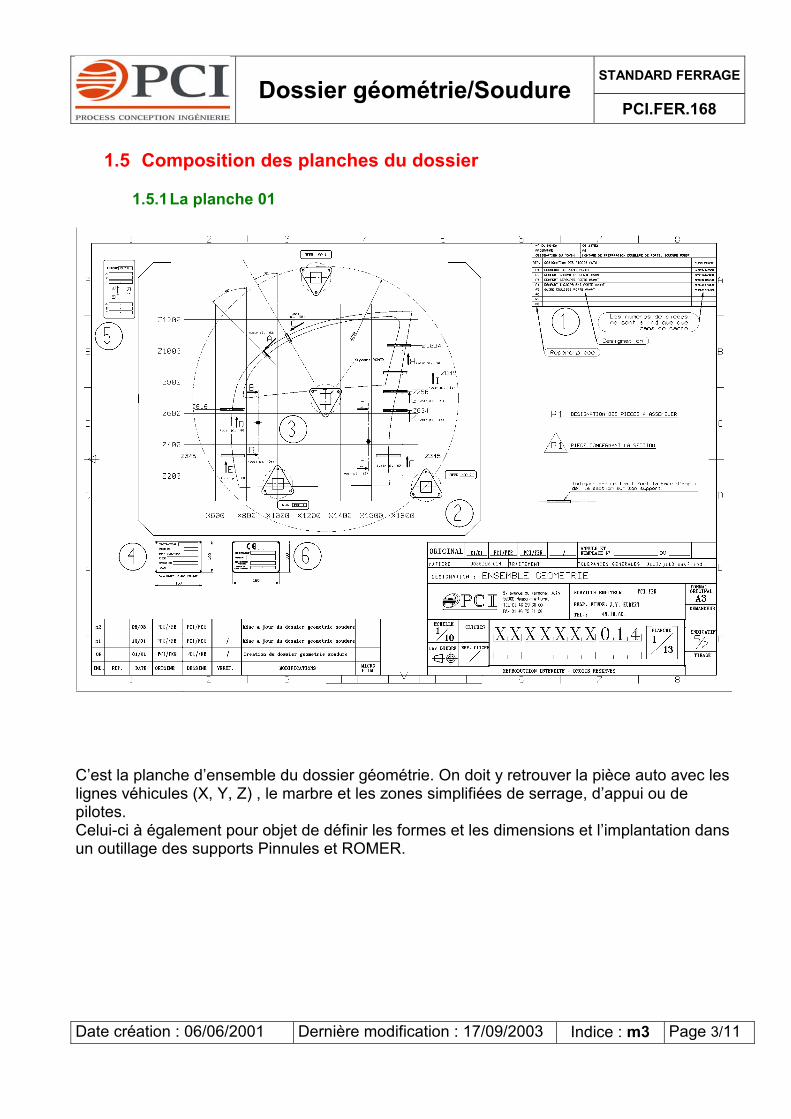
STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 3/11
1.5 Composition des planches du dossier
1.5.1 La planche 01
C’est la planche d’ensemble du dossier géométrie. On doit y retrouver la pièce auto avec les lignes véhicules (X, Y, Z) , le marbre et les zones simplifiées de serrage, d’appui ou de pilotes. Celui-ci à également pour objet de définir les formes et les dimensions et l’implantation dans un outillage des supports Pinnules et ROMER.
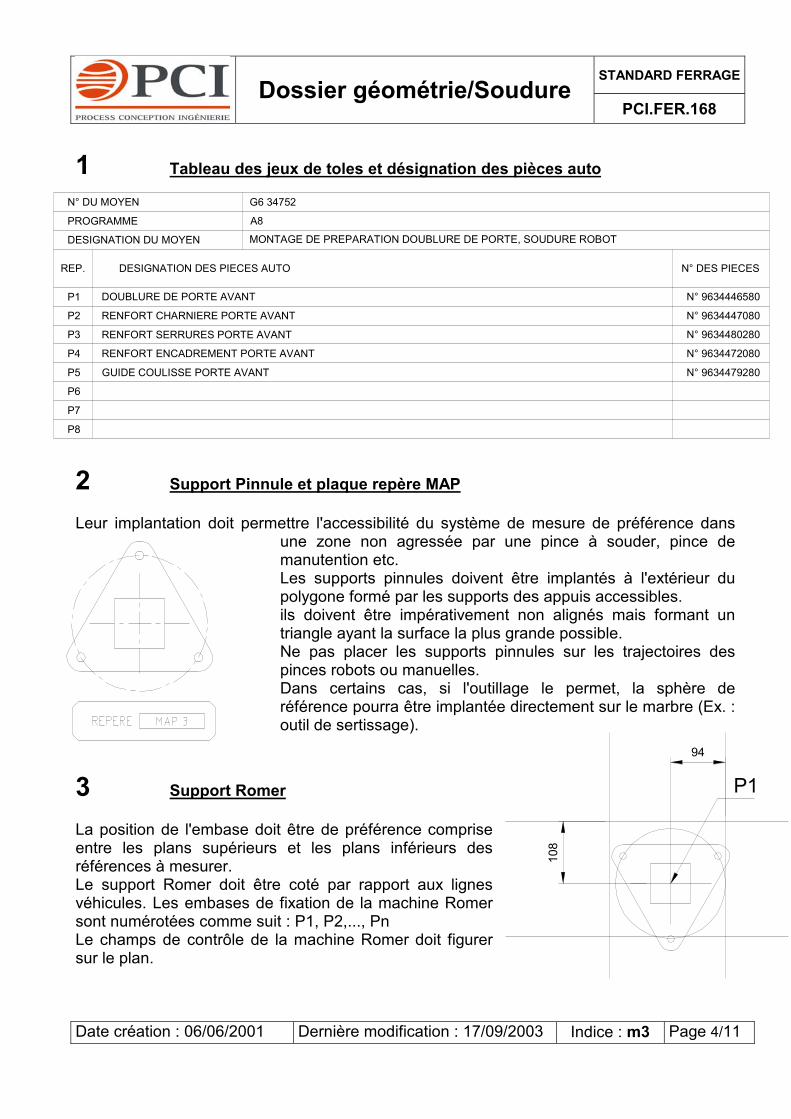
STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 4/11
1 Tableau des jeux de toles et désignation des pièces auto
2 Support Pinnule et plaque repère MAP Leur implantation doit permettre l'accessibilité du système de mesure de préférence dans
une zone non agressée par une pince à souder, pince de manutention etc. Les supports pinnules doivent être implantés à l'extérieur du polygone formé par les supports des appuis accessibles. ils doivent être impérativement non alignés mais formant un triangle ayant la surface la plus grande possible. Ne pas placer les supports pinnules sur les trajectoires des pinces robots ou manuelles. Dans certains cas, si l'outillage le permet, la sphère de référence pourra être implantée directement sur le marbre (Ex. : outil de sertissage).
3 Support Romer La position de l'embase doit être de préférence comprise entre les plans supérieurs et les plans inférieurs des références à mesurer. Le support Romer doit être coté par rapport aux lignes véhicules. Les embases de fixation de la machine Romer sont numérotées comme suit : P1, P2,..., Pn Le champs de contrôle de la machine Romer doit figurer sur le plan.
P1
94
108
N° DU MOYEN
PROGRAMME
DESIGNATION DU MOYEN
P1
P2
P3
P4
P5
MONTAGE DE PREPARATION DOUBLURE DE PORTE, SOUDURE ROBOT
A8
G6 34752
RENFORT SERRURES PORTE AVANT
GUIDE COULISSE PORTE AVANT
RENFORT ENCADREMENT PORTE AVANT
RENFORT CHARNIERE PORTE AVANT
DOUBLURE DE PORTE AVANT
P8
P7
P6
N° 9634479280
N° 9634472080
N° 9634480280
N° 9634447080
N° 9634446580
DESIGNATION DES PIECES AUTOREP. N° DES PIECES
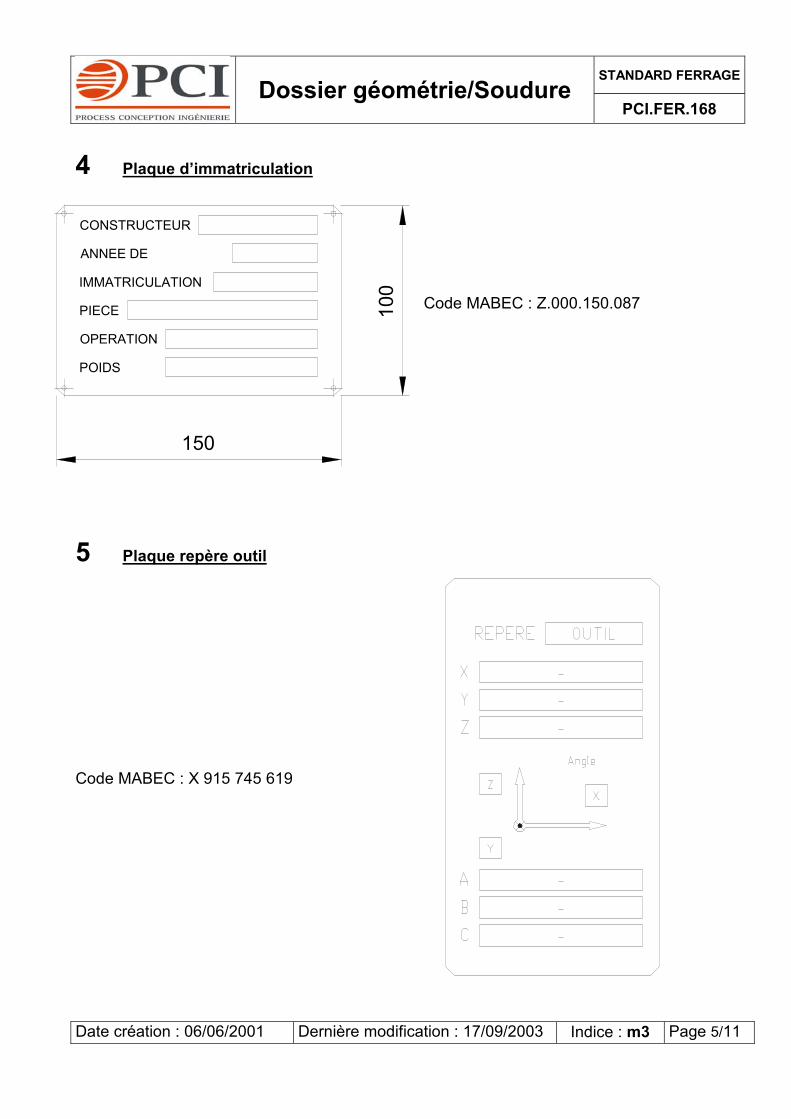
STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 5/11
4 Plaque d’immatriculation
Code MABEC : Z.000.150.087
5 Plaque repère outil Code MABEC : X 915 745 619
IMMATRICULATION
CONSTRUCTEUR
ANNEE DE
POIDS
OPERATION
PIECE 100
150

STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 6/11
ANNEE DEFABRICATION
DESIGNATION MACHINE
-
150
ADRESSE
CONSTRUCTEUR
-
-
-
-
6 Marque de conformité Les machines fonctionnant d’une manière autonome doivent posséder une marque de conformité. Par exemple, les postes de chargement ou de déchargement nécessitant la présence d’un opérateur.
Indiquer par un trait fort la face d'appui de la section sur son support
Code MABEC : Z 000 150 088
Représentation des zones « appui/touche » Toutes les zones « appui/touche » permettant de faire de la géométrie sont à définir par le schéma suivant :
Z0000
Une section détaillée de la zone « appui/touche » sera représentée sur les planches numérotées de 03 à 50.
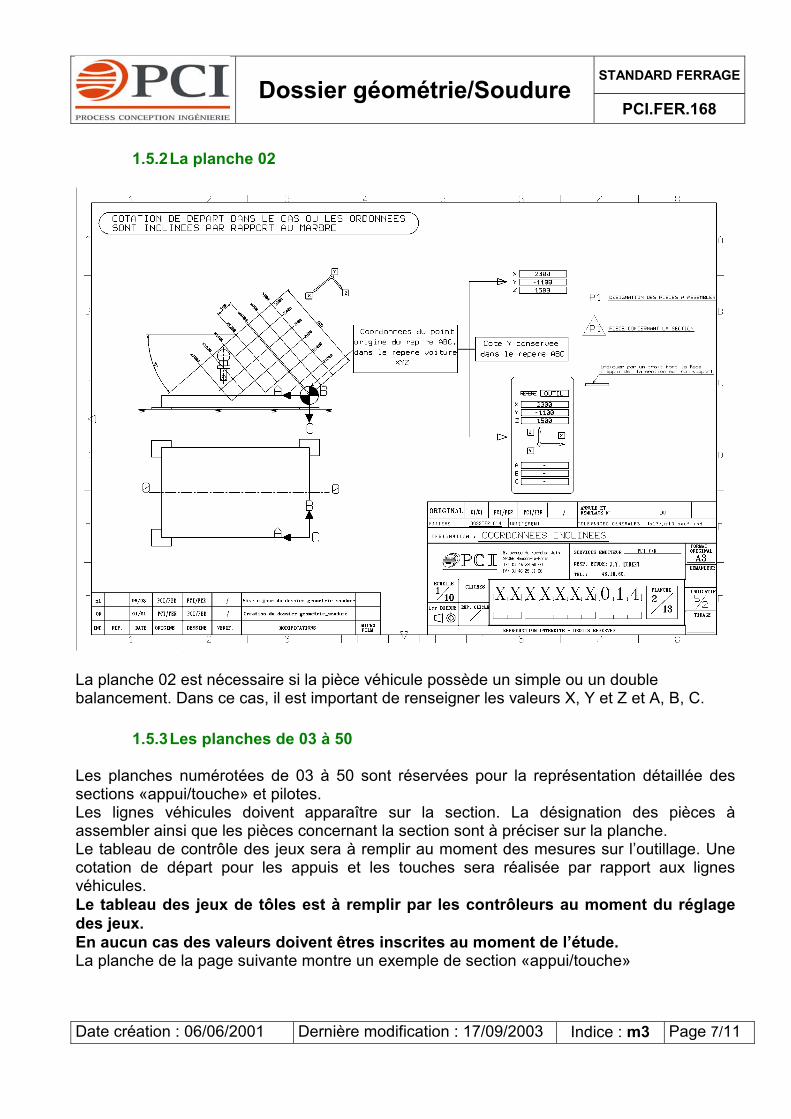
STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 7/11
1.5.2 La planche 02
La planche 02 est nécessaire si la pièce véhicule possède un simple ou un double balancement. Dans ce cas, il est important de renseigner les valeurs X, Y et Z et A, B, C.
1.5.3 Les planches de 03 à 50 Les planches numérotées de 03 à 50 sont réservées pour la représentation détaillée des sections «appui/touche» et pilotes. Les lignes véhicules doivent apparaître sur la section. La désignation des pièces à assembler ainsi que les pièces concernant la section sont à préciser sur la planche. Le tableau de contrôle des jeux sera à remplir au moment des mesures sur l’outillage. Une cotation de départ pour les appuis et les touches sera réalisée par rapport aux lignes véhicules. Le tableau des jeux de tôles est à remplir par les contrôleurs au moment du réglage des jeux. En aucun cas des valeurs doivent êtres inscrites au moment de l’étude. La planche de la page suivante montre un exemple de section «appui/touche»
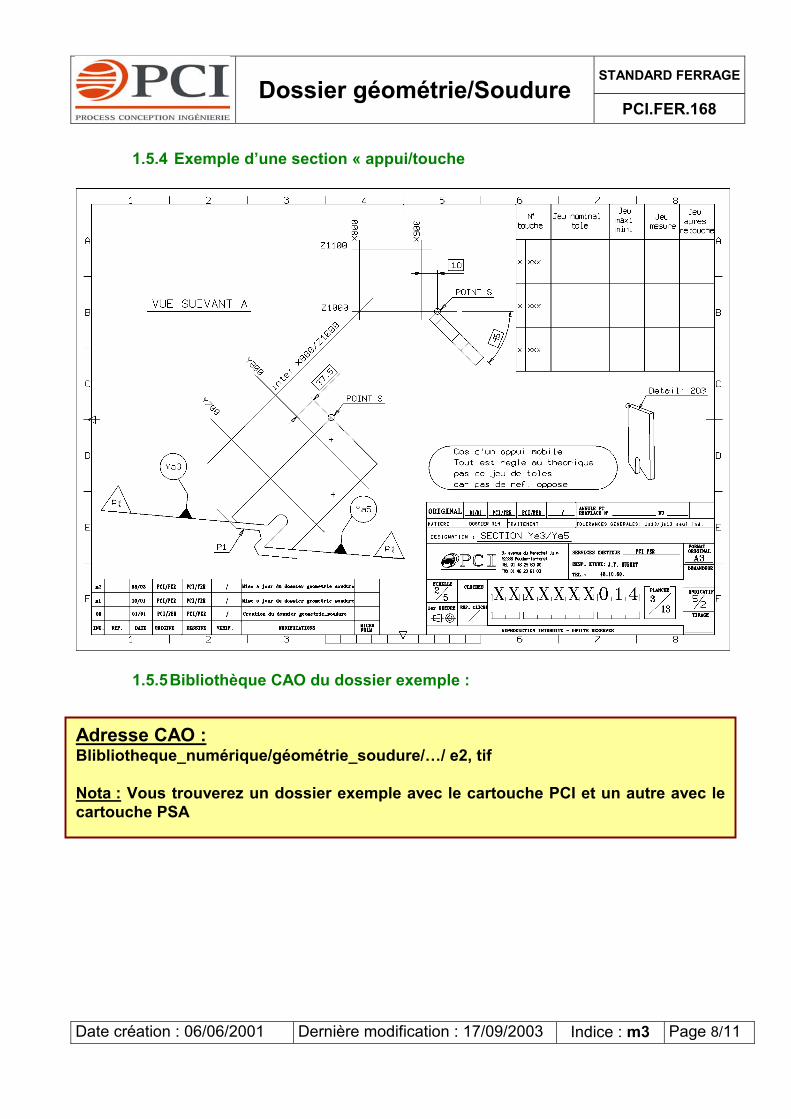
STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 8/11
1.5.4 Exemple d’une section « appui/touche
1.5.5 Bibliothèque CAO du dossier exemple :
Adresse CAO : Blibliotheque_numérique/géométrie_soudure/…/ e2, tif Nota : Vous trouverez un dossier exemple avec le cartouche PCI et un autre avec lecartouche PSA

STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 9/11
2 DOSSIER SOUDURE
2.1 Présentation C’est un dossier composé de plusieurs planches au format A3, sur lesquelles figurent les renseignements nécessaire à la soudure d’un outillage.
2.2 Utilisateurs Le dossier géométrie doit être utile pour : -Les Ajusteurs -Fiabilistes
2.3 Besoins -Répartition -Montage (tresses) -Puissance transfo -Type de pinces.
2.4 Composition du dossier
PSE 725558/91 tresse de 400 mm² long 500 mm1 tresse de 400 mm² long 560 mmEntraxe de 90 mm7 contactsRigide de 800 mm² long. totale: 1250 mmSéquence 2 cycle 2
PSE 725554/51 tresse de 400 mm² long 500 mm1 tresse de 400 mm² long 560 mmEntraxe de 72 mm7 contactsRigide de 800 mm² long. totale: 1485 mmSéquence 2 cycle 1
PSE 725646/51 tresse de 400 mm² long 400 mm1 tresse de 400 mm² long 400 mmEntraxe de 65 mm7 contactsRigide de 800 mm² long. totale: 650 mmSéquence 2 cycle 3
PSE 72536/61 tresse de 400 mm² long 400 mm1 tresse de 400 mm² long 560 mm
Entraxe de 90 mm7 contacts
Rigide de 800 mm² long. totale: 2460 mmSéquence 1 cycle 1
PSE 72528/91 tresse de 400 mm² long 500 mm1 tresse de 400 mm² long 500 mm
Entraxe de 55 mm7 contacts
Rigide de 800 mm² long. totale: 1900 mmSéquence 1 cycle 3
PSE 72518/91 tresse de 400 mm² long 560 mm1 tresse de 400 mm² long 560 mm
Entraxe de 85 mm8 contacts
Rigide de 800 mm² long. totale: 915 mmSéquence 1 cycle 2
PSE 72514/51 tresse de 400 mm² long 560 mm1 tresse de 400 mm² long 560 mm
Entraxe de 115 mm8 contacts
Rigide de 800 mm² long. totale: 800 mmSéquence 1 cycle 1
PSE 72514/51 tresse de 400 mm² long 560 mm1 tresse de 400 mm² long 560 mm
Entraxe de 115 mm5 contacts
Rigide de 800 mm² long. totale: 800 mmSéquence 1 cycle 1
CLIENTACCORD SOUDEURACCORD SOUDEUR
DATE
PCI
DATE
ACCORD SOUDEUR
DATE
AFFAIRE
PSE 725426/31 tresse de 400 mm² long 400 mm1 tresse de 400 mm² long 560 mmEntraxe de 150 mm8 contactsRigide de 800 mm² long. totale: 1900 mmSéquence 1 cycle 2
VOIR GAMME SERGIS
PLANCHE
VOIR DESIGNATIONET SUIVI PIECESCARROSSERIE
EPAISSEUR+REVETEMENT TÔLES
7256572515
72565
72529725377254372555
72559
7251972514
72558725647255472542725367252872518
72564PSE
VOIR PLANCHE014 GENERALE
COORDONNEES
X Y Z 1
N210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3a
2 3N° DE
PINCES effortN° deprogr
N°th. Int. Tps
maint.Tps
soud.
1
2
3
2.4.1 La planche 51
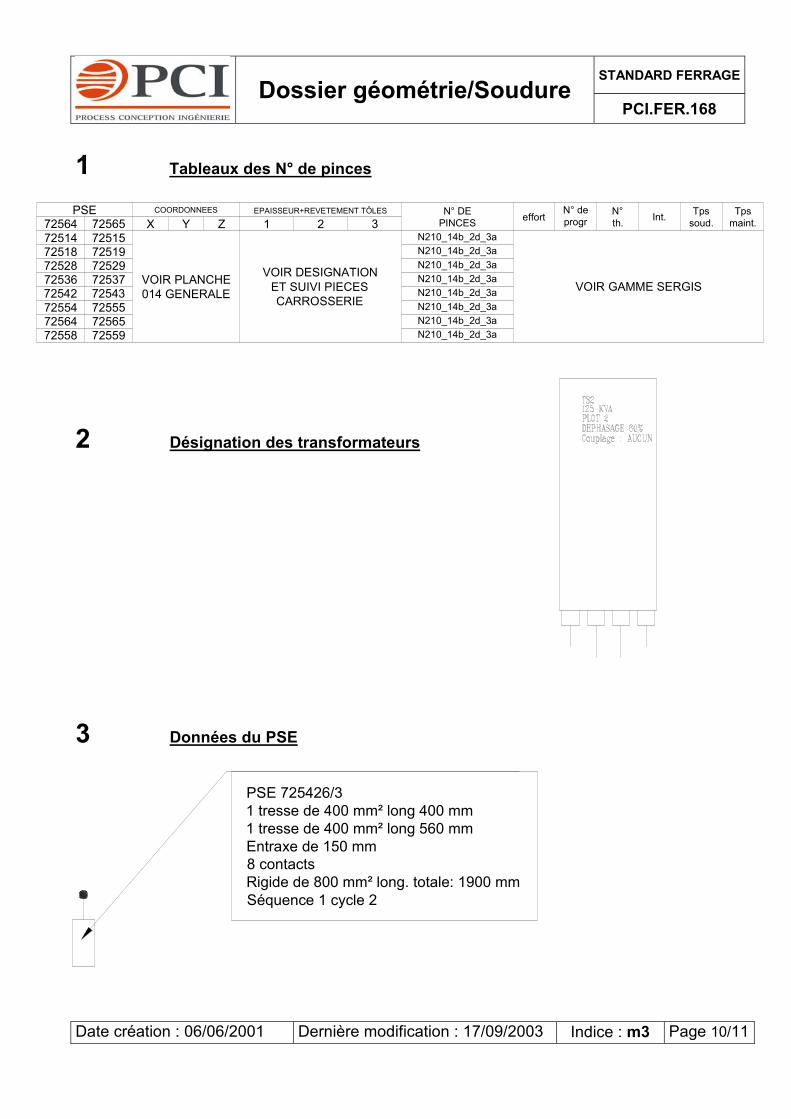
STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 10/11
N210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3aN210_14b_2d_3a
72514 7251572519
72559
72555725437253772529
7256572558
725187252872536725427255472564
VOIR DESIGNATIONET SUIVI PIECESCARROSSERIE
VOIR PLANCHE014 GENERALE
7256572564PSE EPAISSEUR+REVETEMENT TÔLES
YCOORDONNEES
X Z 1 2 3
VOIR GAMME SERGIS
N° deprogr
N° DE PINCES effort N°
th. Int. Tpssoud.
Tpsmaint.
1 Tableaux des N° de pinces
PSE 725426/31 tresse de 400 mm² long 400 mm1 tresse de 400 mm² long 560 mmEntraxe de 150 mm8 contactsRigide de 800 mm² long. totale: 1900 mmSéquence 1 cycle 2
2 Désignation des transformateurs
3 Données du PSE
STANDARD FERRAGE
Dossier géométrie/Soudure
PCI.FER.168
Date création : 06/06/2001 Dernière modification : 17/09/2003 Indice : m3 Page 11/11
2.4.2 Bibliothèque CAO du dossier soudure exemple :
Adresse CAO : Blibliotheque_numérique/géométrie_soudure/ …/, e3, tif Nota : Vous trouverez un dossier exemple avec le cartouche PCI et un autre avec lecartouche PSA.
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
SOMMAIRE
1 PRESENTATION DE L’APPLICATION SOUS AUTOCAD............................................. 2
2 REALISATION D’UN DRF SOUS AUTOCAD................................................................. 3
2.1 PAGE 1 : LA PAGE DE GARDE......................................................................................... 3 2.2 PAGE 2 : L’IMPLANTATION DU MATERIEL.......................................................................... 4 2.3 PAGE 3 : LE DIAGRAMME DE CYCLE ................................................................................ 5 2.4 PAGE 4 A 6 : RENSEIGNEMENT CAPTEUR, VERIN DE MOUVEMENT ET SOUDURE .................. 6 2.5 CARTOUCHE ................................................................................................................ 6 2.6 IMPRESSION................................................................................................................. 6
3 REALISATION D’UN DOSSIER AVEC AUTOCAD ........................................................ 7
3.1 PAGE DE GARDE........................................................................................................... 8 3.2 PAGES DE SOMMAIRE.................................................................................................... 8 3.3 DIAGRAMME DE CYCLE ................................................................................................ 11 3.4 FOLIOS DE SCHEMA PN............................................................................................... 12 3.5 NOMENCLATURE......................................................................................................... 14 3.6 IMPRESSION D’UN FICHIER ........................................................................................... 14
Rédigé par : Benoît GAULARD Jean-Louis ROBERT R et D STANDARD
Validé par :
Observations : Indice : m6 modifications en grisé
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 1/15
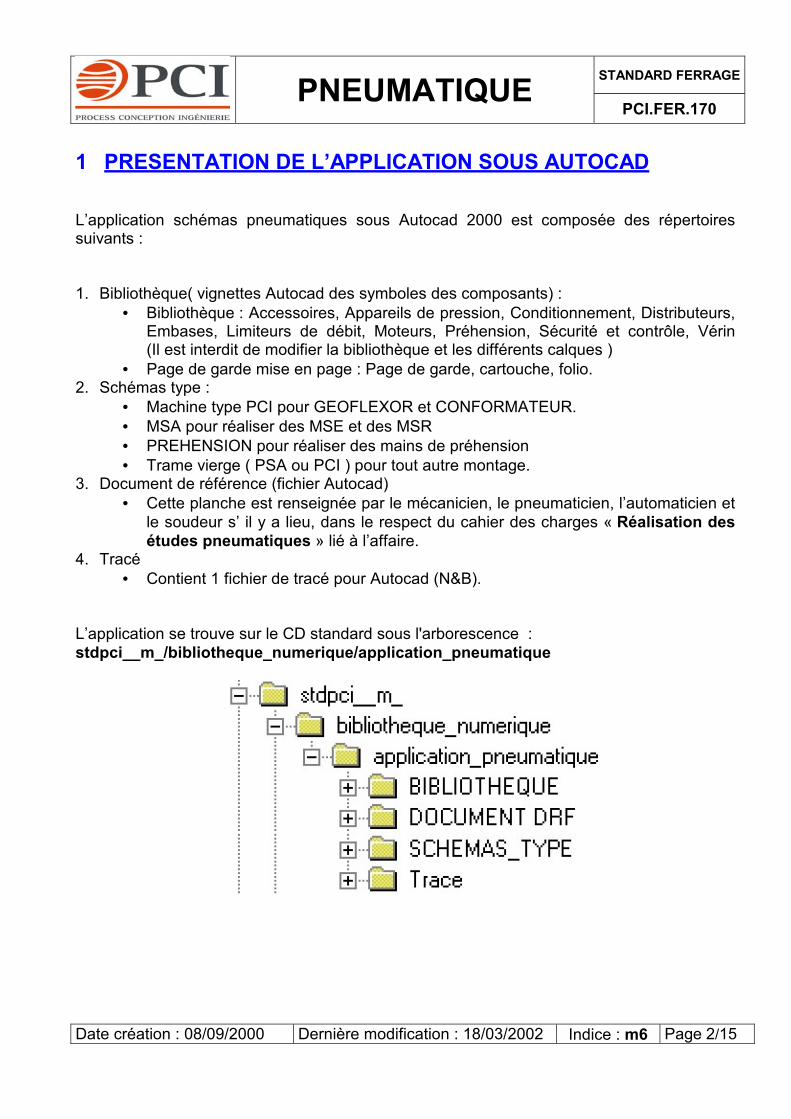
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
1 PRESENTATION DE L’APPLICATION SOUS AUTOCAD L’application schémas pneumatiques sous Autocad 2000 est composée des répertoires suivants :
1. Bibliothèque( vignettes Autocad des symboles des composants) : • Bibliothèque : Accessoires, Appareils de pression, Conditionnement, Distributeurs,
Embases, Limiteurs de débit, Moteurs, Préhension, Sécurité et contrôle, Vérin (Il est interdit de modifier la bibliothèque et les différents calques )
• Page de garde mise en page : Page de garde, cartouche, folio. 2. Schémas type :
• Machine type PCI pour GEOFLEXOR et CONFORMATEUR. • MSA pour réaliser des MSE et des MSR • PREHENSION pour réaliser des mains de préhension • Trame vierge ( PSA ou PCI ) pour tout autre montage.
3. Document de référence (fichier Autocad) • Cette planche est renseignée par le mécanicien, le pneumaticien, l’automaticien et
le soudeur s’ il y a lieu, dans le respect du cahier des charges « Réalisation des études pneumatiques » lié à l’affaire.
4. Tracé • Contient 1 fichier de tracé pour Autocad (N&B).
L’application se trouve sur le CD standard sous l'arborescence : stdpci__m_/bibliotheque_numerique/application_pneumatique
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 2/15
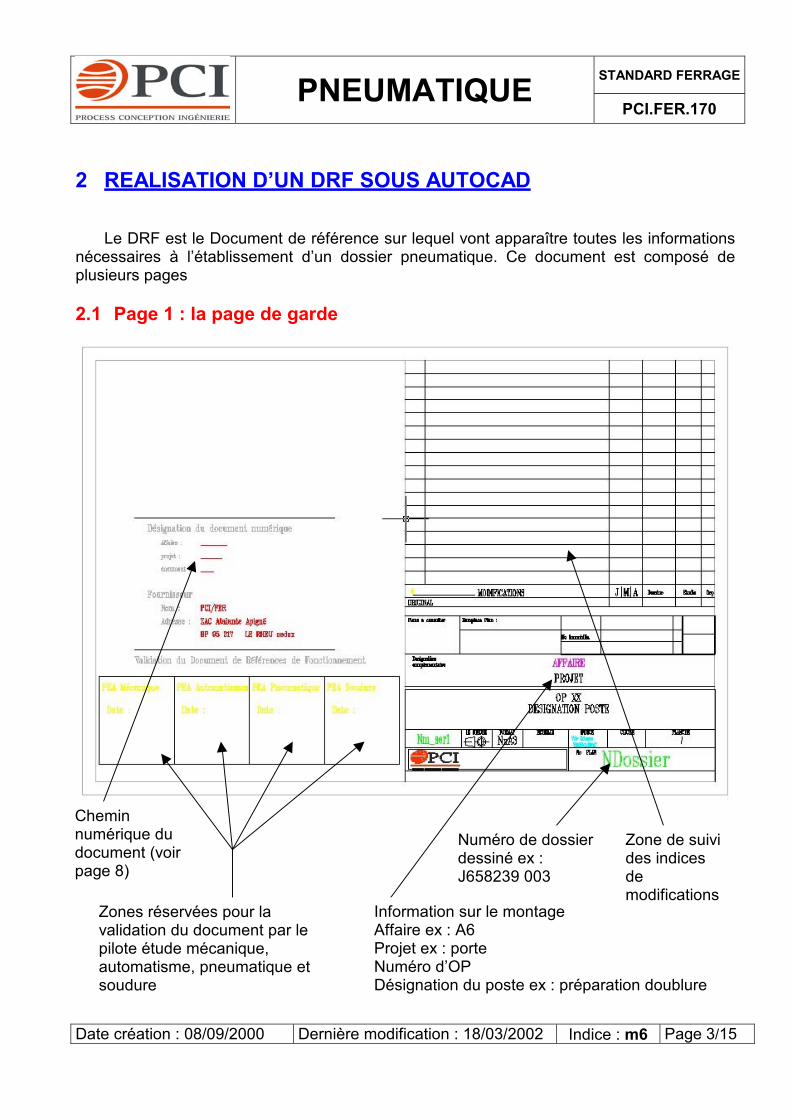
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
2 REALISATION D’UN DRF SOUS AUTOCAD
Le DRF est le Document de référence sur lequel vont apparaître toutes les informations nécessaires à l’établissement d’un dossier pneumatique. Ce document est composé de plusieurs pages 2.1 Page 1 : la page de garde
Chemin numérique du document (voir page 8)
Zones réservées pour la validation du document par le pilote étude mécanique, automatisme, pneumatique et soudure
Information sur le montage Affaire ex : A6 Projet ex : porte Numéro d’OP Désignation du poste ex : préparation doublure
Zone de suivi des indices de modifications
Numéro de dossier dessiné ex : J658239 003
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 3/15
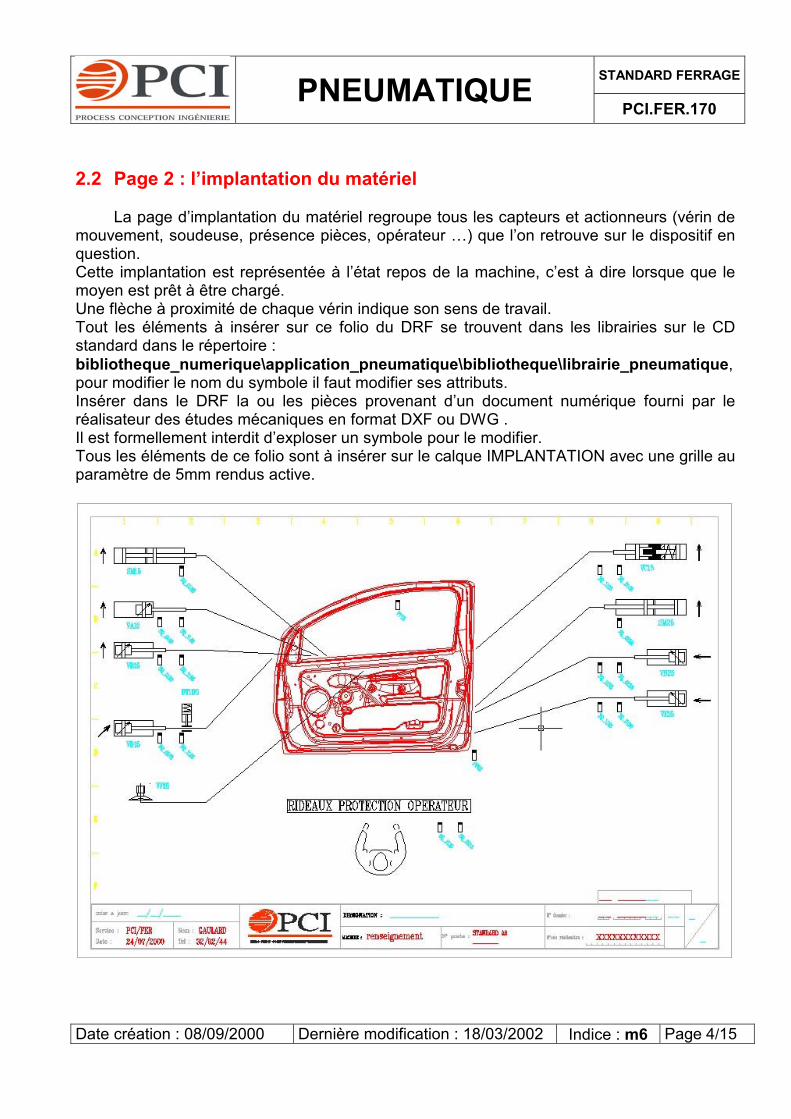
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
2.2 Page 2 : l’implantation du matériel
La page d’implantation du matériel regroupe tous les capteurs et actionneurs (vérin de mouvement, soudeuse, présence pièces, opérateur …) que l’on retrouve sur le dispositif en question. Cette implantation est représentée à l’état repos de la machine, c’est à dire lorsque que le moyen est prêt à être chargé. Une flèche à proximité de chaque vérin indique son sens de travail. Tout les éléments à insérer sur ce folio du DRF se trouvent dans les librairies sur le CD standard dans le répertoire : bibliotheque_numerique\application_pneumatique\bibliotheque\librairie_pneumatique, pour modifier le nom du symbole il faut modifier ses attributs. Insérer dans le DRF la ou les pièces provenant d’un document numérique fourni par le réalisateur des études mécaniques en format DXF ou DWG . Il est formellement interdit d’exploser un symbole pour le modifier. Tous les éléments de ce folio sont à insérer sur le calque IMPLANTATION avec une grille au paramètre de 5mm rendus active.
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 4/15
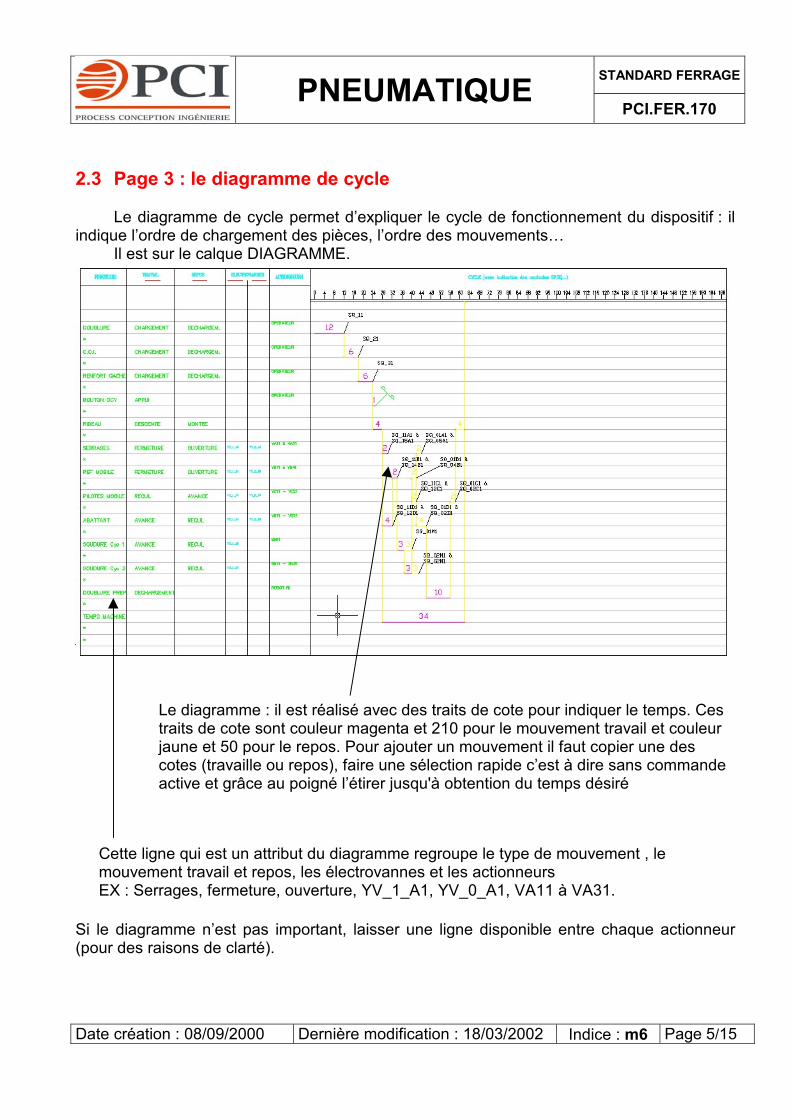
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
2.3 Page 3 : le diagramme de cycle
Le diagramme de cycle permet d’expliquer le cycle de fonctionnement du dispositif : il indique l’ordre de chargement des pièces, l’ordre des mouvements…
Il est sur le calque DIAGRAMME.
Si (po
Da
Cette ligne qui est un attribut du diagramme regroupe le type de mouvement , le mouvement travail et repos, les électrovannes et les actionneurs EX : Serrages, fermeture, ouverture, YV_1_A1, YV_0_A1, VA11 à VA31.
le diagrur des r
te créati
Le diagramme : il est réalisé avec des traits de cote pour indiquer le temps. Ces traits de cote sont couleur magenta et 210 pour le mouvement travail et couleur jaune et 50 pour le repos. Pour ajouter un mouvement il faut copier une des cotes (travaille ou repos), faire une sélection rapide c’est à dire sans commande active et grâce au poigné l’étirer jusqu'à obtention du temps désiré
amme n’est pas important, laisser une ligne disponible entre chaque actionneur aisons de clarté).
on : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 5/15

STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
2.4 Page 4 à 6 : renseignement capteur, vérin de mouvement et soudure
Sur ces trois pages sont implantés des tableaux Excel. Pour pouvoir remplir ces tableaux, il faut double cliquer sur le tableau Excel. Excel s’ouvre et il est alors possible de renseigner ces tableaux.
Pour passer au folio suivant, cliquer sur la fenêtre Autocad, attendre quelques secondes que la fenêtre précédente d’Excel se soit mise à jour et double cliquer à nouveau sur la seconde fenêtre Excel à modifier.
IMPORTANT : En aucun cas, il ne faut fermer la fenêtre Excel, il faut toujours cliquer
sur la fenêtre Autocad et ensuite fermer Autocad sous peine de problèmes avec les fenêtres Excel. 2.5 Cartouche Pour modifier les cartouches du DRF, les éléments de couleur cyan sont modifiables en éditant les attributs, alors que les éléments rouges sont modifiables selon l’explication faite page 9. 2.6 Impression L’impression du DRF doit se faire onglet de présentation par onglet de présentation : ceci est du à la présence des fenêtres Excel dans le document. Tous les onglets de présentation sont préparés pour être imprimés en A3.
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 6/15
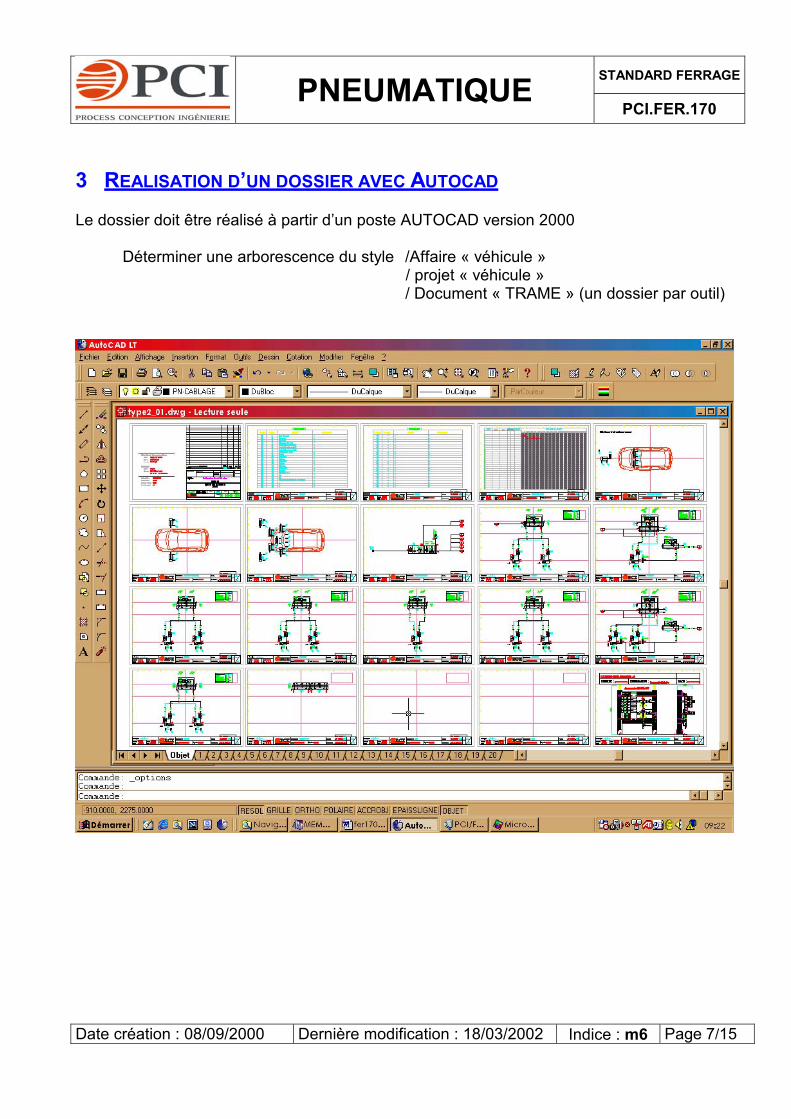
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
3 REALISATION D’UN DOSSIER AVEC AUTOCAD Le dossier doit être réalisé à partir d’un poste AUTOCAD version 2000
Déterminer une arborescence du style /Affaire « véhicule »
/ projet « véhicule » / Document « TRAME » (un dossier par outil)
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 7/15
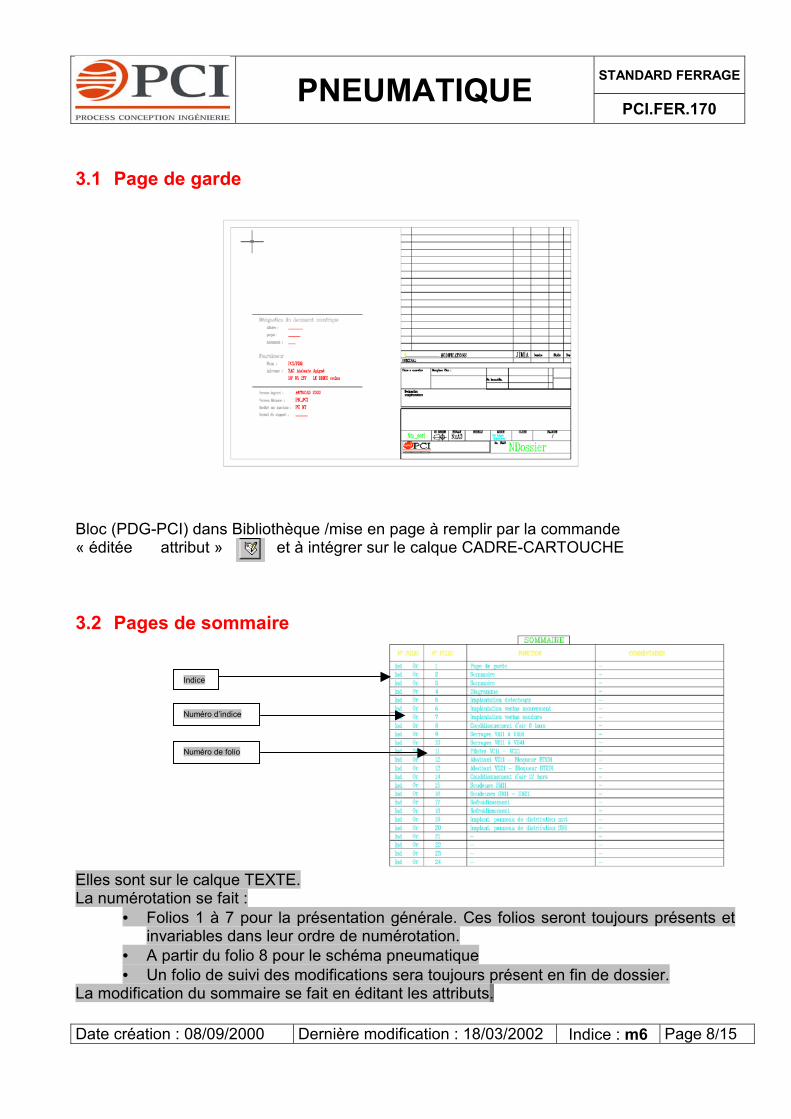
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
3.1 Page de garde Bloc (PDG-PCI) dans Bibliothèque /mise en page à remplir par la commande « éditée attribut » et à intégrer sur le calque CADRE-CARTOUCHE
3.2 Pages de sommaire
Indice
Numéro d’indice
Numéro de folio
Elles sont sur le calque TEXTE. La numérotation se fait :
• Folios 1 à 7 pour la présentation générale. Ces folios seront toujours présents et invariables dans leur ordre de numérotation.
• A partir du folio 8 pour le schéma pneumatique • Un folio de suivi des modifications sera toujours présent en fin de dossier.
La modification du sommaire se fait en éditant les attributs.
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 8/15
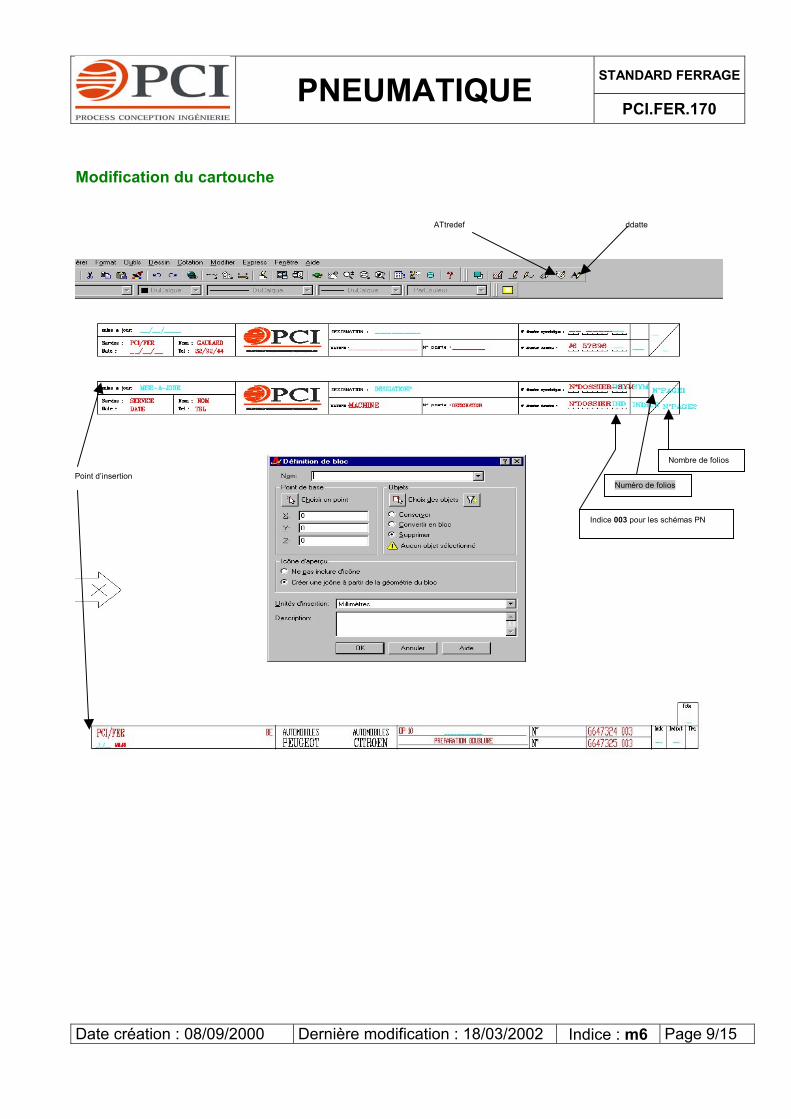
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
Modification du cartouche
ddatte ATtredef
Point d’insertion
Indice 003 pour les schémas PN
Nombre de folios
Numéro de folios
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 9/15
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
Pour modifier automatiquement le cartouche de plusieurs folios, il faut copier un cartouche et l’exploser. Reprendre chaque attribut à modifier (date, n° de dossier …) représenté en couleur rouge avec la commande _ddedit
. Les attributs de couleur cyan (calque modif-2) peuvent être modifiés sur chaque folio, les attributs constants (calque modif-1) ne sont plus accessibles une fois le bloc redéfini. Utiliser la commande : ATtredef -Nom du bloc à redéfinir ? (CARTOUCHE_PCI) Point d’insertion ? (coin haut gauche) idem pour le cartouche PSA avec nom de bloc (CARTOUCHE_PSA ) Sélectionner les attributs cyan suivant l’ordre d’apparition souhaité dans l’éditeur d’attributs commande (ddatte) + validation. Automatiquement tous les blocs (CARTOUCHE_PSA ou CARTOUCHE_PCI) du dessin sont remis à jour. Cette manipulation est valable pour tous les blocs.
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 10/15
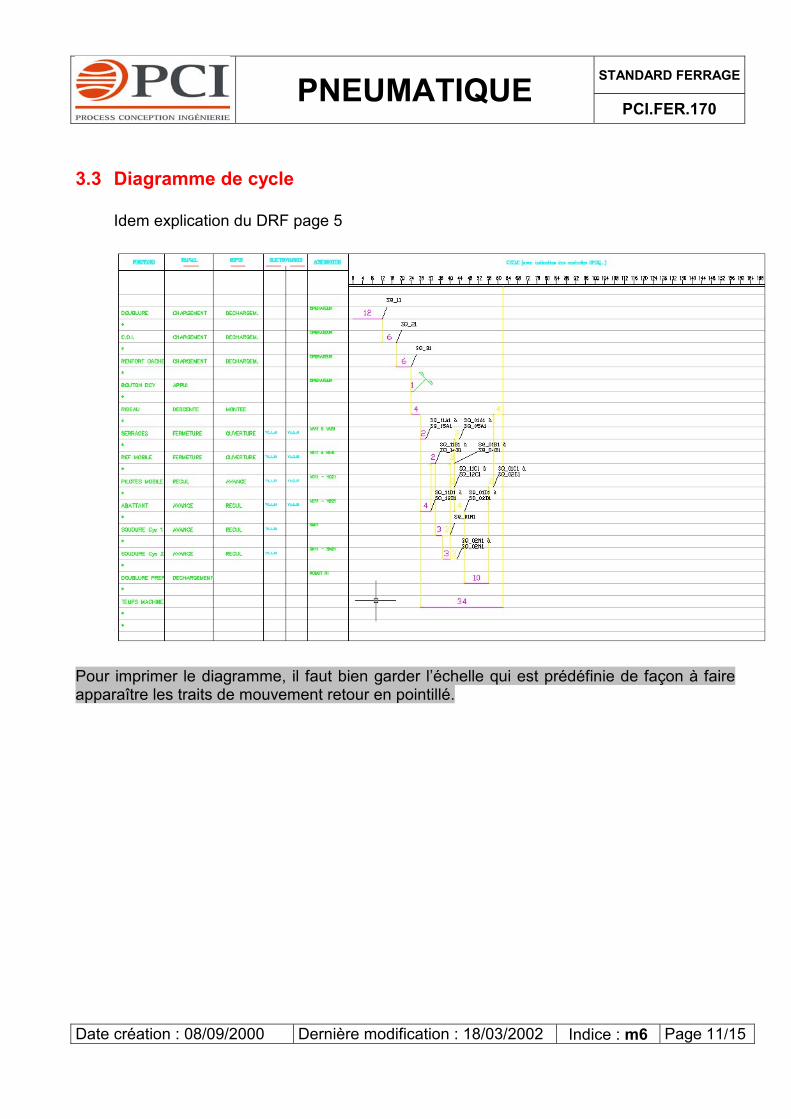
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
3.3 Diagramme de cycle
Idem explication du DRF page 5
Pour imprimer le diagramme, il faut bien garder l’échelle qui est prédéfinie de façon à faire apparaître les traits de mouvement retour en pointillé.
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 11/15
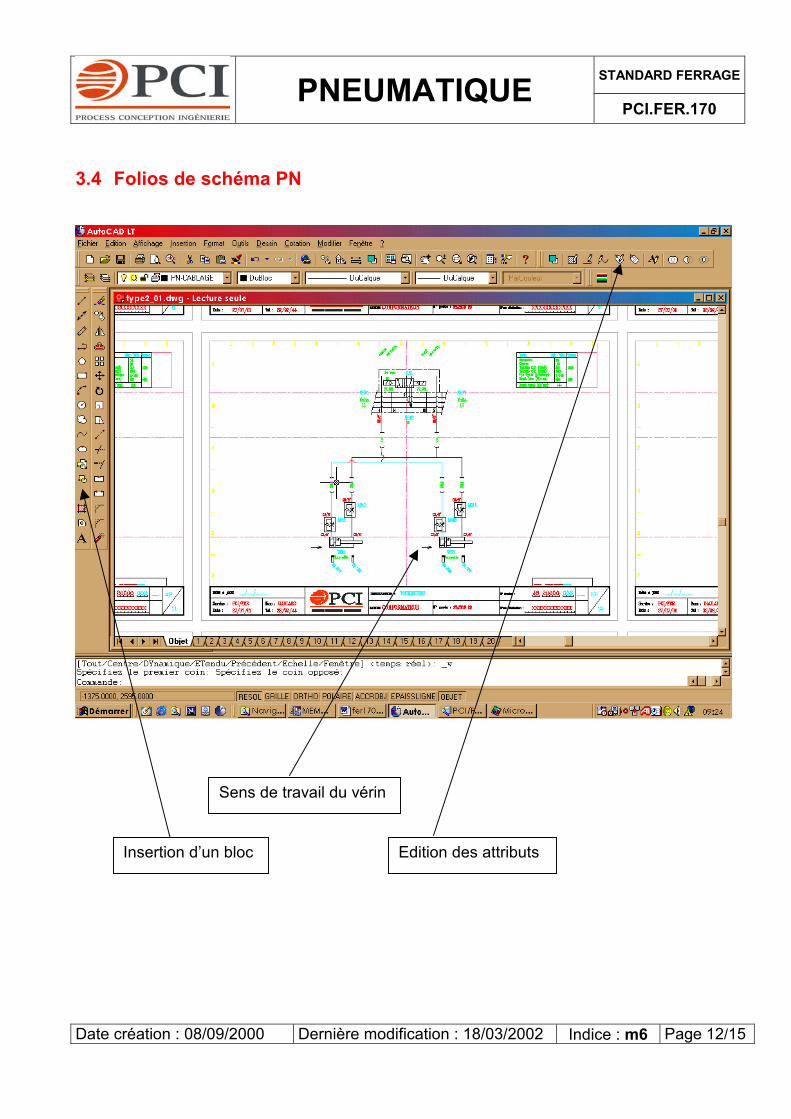
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
3.4 Folios de schéma PN
Edition des attributs
Sens de travail du vérin
Insertion d’un bloc
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 12/15
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
Pour réaliser un folio PN, rendre actif le calque quadrillage et la résolution de 5 mm. Cette trame sert de base pour l’insertion des composants de la bibliothèque. Les lignes roses servent de niveau pour insérer les différents éléments. Cette disposition est à respecter dans tous les cas. Tous les articles sont à extraire de la bibliothèque (insertion de bloc) et à renseigner par la commande éditer les attributs (ddatte) : • Le calque courant doit être le calque 0 • Le matériel pneumatique ( distributeurs, vérins, ... ) doit être inséré sur le calque « PN-
SCHEMA » • Le sommaire, le texte et les annotations doivent être inséré le calque « PN-TEXTE » Le câblage doit impérativement suivre la résolution de 5 mm : • La pression au repos doit être représentée en couleur noire. • Les échappements au repos en couleur cyan Le sens de travail des vérins doit être indiqué par une flèche (Travail, horizontal, vertical ; vers le haut, vers le bas) comme dans le DRF Avant de réaliser un tracé, il faut s’assurer que le calque quadrillage et interdit à l’impression.
• Pour faire la symétrie d’un symbole tout en gardant le texte dans le bon sens, il faut utiliser la commande « mirrtext »
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 13/15
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
3.5 Nomenclature • Voir le cahier des charges études lié à l’affaire. 3.6 Impression d’un fichier Utiliser le fichier de tracé : • « noir et blanc.ctb » pour éditer un schéma ou un document DRF. Placer le fichier « noir
et blanc.ctb » dans le dossier « plot styles » d’autocad. • Sous AUTOCAD, si le schéma type du standard ne compte pas assez de folios et qu’il
est nécessaire d’en ajouter, il faut créer des nouvelles présentations et dans la fenêtre de présentation, faire glisser le schéma pour obtenir une page de présentation par folio
• Lors de la sélection de l’icône d’impression un message d’erreur apparaît car l’imprimante nommée « ________ » n’est pas disponible. Pour palier à ce problème, il faut reprendre la mise en page et changer d’imprimante ( sinon : message d’erreur systématique.
• Lors de l’impression du dossier, sélectionner l’icône « tous les onglets de présentation » et valider (attention pour l’impression des documents DRF, il faut imprimer onglet par onglet à cause des feuilles de calcul Excel présentes dans le fichier AUTOCAD).
• Pour imprimer le diagramme automatologique dans le dossier autocad, il faut bien conserver l’échelle dans le schéma de base afin que les mouvements retour apparaissent en pointillé.
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 14/15
STANDARD FERRAGE
PNEUMATIQUE
PCI.FER.170
Onglet de présentation
Onglet à sélectionner pour imprimer la totalité du schéma
Date création : 08/09/2000 Dernière modification : 18/03/2002 Indice : m6 Page 15/15
STANDARD FERRAGEENSEMBLE GENERALIMPLANTATION PCI.FER.196
Date création : 31/07/01 Dernière modification : Indice : m0 Page 1/5
SOMMAIRE
1 PRÉSENTATION ...............................................................................................................2
2 DESCRIPTION...................................................................................................................22.1 VUE D’ENSEMBLE / IMPLANTATION ....................................................................................22.2 NOMENCLATURE DES ÉQUIPEMENTS DE POSTES OU D’ÎLOTS ...............................................42.3 CONSIGNES DE BARDAGE, MANUTENTION, GÉNIE CIVIL …...................................................42.4 DIAGRAMME DE CYCLE GÉNÉRAL ......................................................................................42.5 DOSSIER DE CALCULS .....................................................................................................42.6 RÉPERTOIRE ET SUIVI DES PIÈCES AUTOS .........................................................................42.7 RÉPARTITION DES PSE DANS LA LIGNE COMPLÈTE ............................................................42.8 ETAT DES MODIFICATIONS................................................................................................42.9 TABLEAU DE CONSOMMATION DES FLUIDES .......................................................................4
3 BIBLIOTHÈQUE CAO .......................................................................................................5
Rédigé par :
R et D STANDARD
Validé par : Observations :
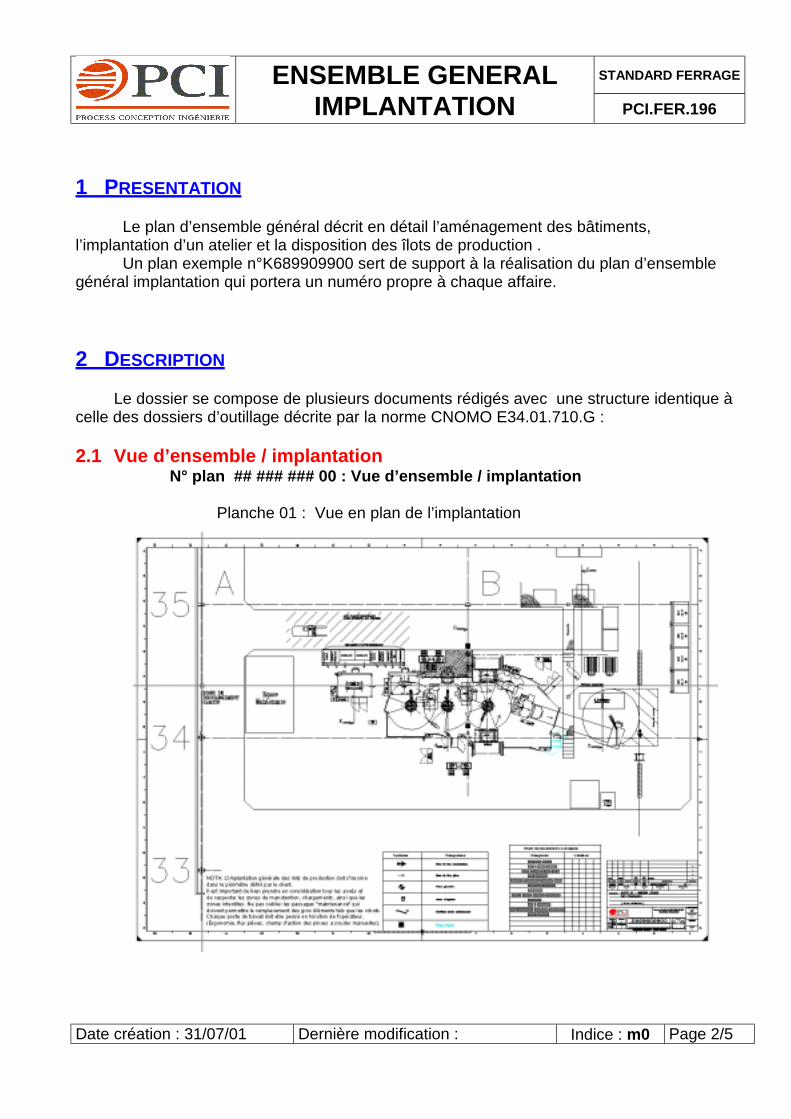
STANDARD FERRAGEENSEMBLE GENERALIMPLANTATION PCI.FER.196
Date création : 31/07/01 Dernière modification : Indice : m0 Page 2/5
1 PRESENTATION
Le plan d’ensemble général décrit en détail l’aménagement des bâtiments,l’implantation d’un atelier et la disposition des îlots de production .
Un plan exemple n°K689909900 sert de support à la réalisation du plan d’ensemblegénéral implantation qui portera un numéro propre à chaque affaire.
2 DESCRIPTION
Le dossier se compose de plusieurs documents rédigés avec une structure identique àcelle des dossiers d’outillage décrite par la norme CNOMO E34.01.710.G :
2.1 Vue d’ensemble / implantationN° plan ## ### ### 00 : Vue d’ensemble / implantation
Planche 01 : Vue en plan de l’implantation
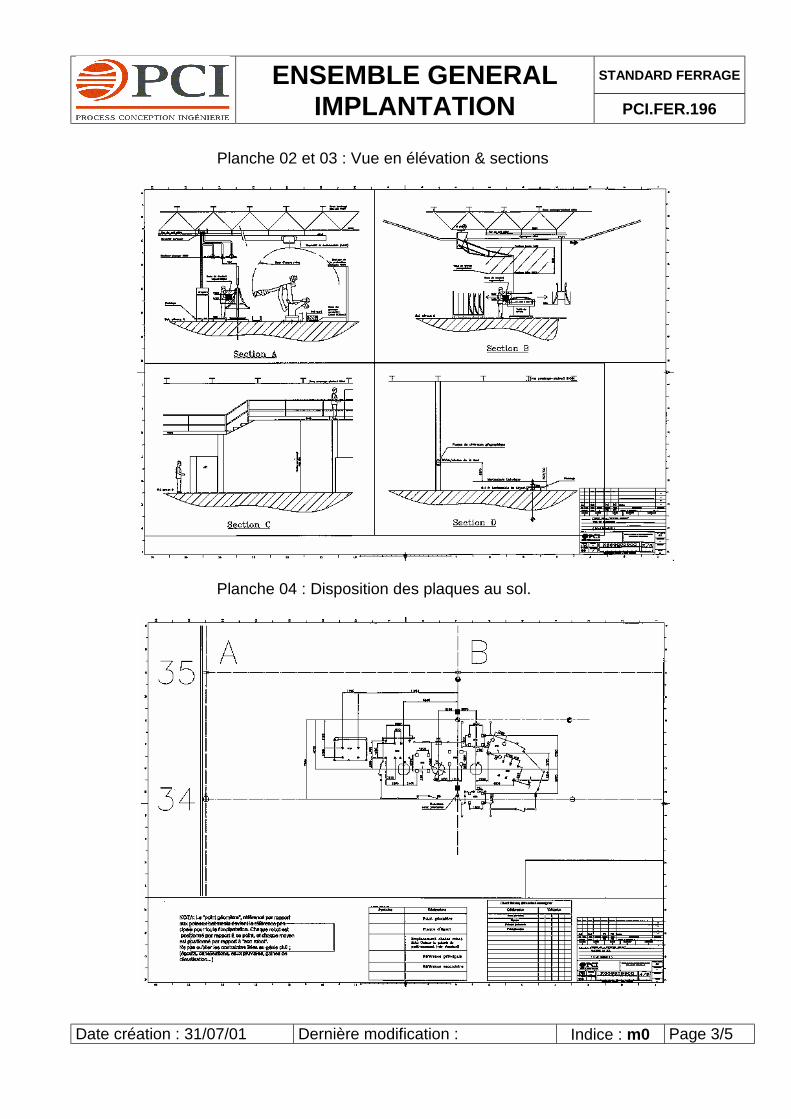
STANDARD FERRAGEENSEMBLE GENERALIMPLANTATION PCI.FER.196
Date création : 31/07/01 Dernière modification : Indice : m0 Page 3/5
Planche 02 et 03 : Vue en élévation & sections
Planche 04 : Disposition des plaques au sol.

STANDARD FERRAGEENSEMBLE GENERALIMPLANTATION PCI.FER.196
Date création : 31/07/01 Dernière modification : Indice : m0 Page 4/5
Planche 05 : Réseau fluide (goulottes).
2.2 Nomenclature des équipements de postes ou d’îlotsN° plan ## ### ### 01 : Nomenclature des équipements de postes ou
d’îlots .On pourra y trouver par exemple les éléments suivants :
• Panoplies pneumatiques• Armoires• Eléments de manutention• Robots• Réhausses robots• Passerelles• Tapis de sortie
2.3 Consignes de bardage, manutention, génie civil …N° plan ## ### ### 02 : Consignes de bardage, manutention, génie civil …
2.4 Diagramme de cycle généralN° plan # ### ### 03 : Diagramme de cycle général ( flux complet de la
ligne)
2.5 Dossier de calculsN° plan ## ### ### 07 : Dossier de calculs (charges en sous-poutrage, etc
…)
2.6 Répertoire et suivi des pièces autosN° plan ## ### ### 09 : Répertoire et suivi des pièces autos.
2.7 Répartition des PSE dans la ligne complèteN° plan ## ### ### 14 : Répartition des PSE dans la ligne
complète.
2.8 Etat des modificationsN° plan ## ### ### 15 : Etat des modifications
2.9 Tableau de consommation des fluidesN° plan ## ### ### 17 : Tableau de consommation des fluides
STANDARD FERRAGEENSEMBLE GENERALIMPLANTATION PCI.FER.196
Date création : 31/07/01 Dernière modification : Indice : m0 Page 5/5
3 BIBLIOTHEQUE CAO
Le plan d’ensemble général exemple K6 899 099 00 est disponible sous :bibliotheque_numerique/implantation
Nota : Il comporte une Check-list de validation rappelant les éléments à prendre enconsidération.
STANDARD FERRAGEGraissagePCI.FER.251
Date création : 11/07/2000 Dernière modification : 25/04/2001 Indice : m1 Page 1/5
SOMMAIRE
1 LUBRIFICATION PAR GRAISSE......................................................................................2EXEMPLE ................................................................................................................................3
2 KIT DE GRAISSAGE CENTRALISE .................................................................................5
Rédigé par :
Christophe GILLETR et D STANDARD
Validé par : Observations :
STANDARD FERRAGEGraissagePCI.FER.251
Date création : 11/07/2000 Dernière modification : 25/04/2001 Indice : m1 Page 2/5
1 LUBRIFICATION PAR GRAISSE
Certains éléments mécaniques nécessitent une lubrification par graisse.
Les points de graissage peuvent être de 3 types :
Le graissage direct sur l’élément mécanique.Le graissage déporté par rapport à l’élément mécanique.Le graissage centralisé pour plusieurs éléments mécaniques.
Le type de point de graissage est défini à la conception en fonction de l’accessibilité.
D’une manière générale, la longueur de tuyauterie, entre élément mécanique et le point degraissage, doit être la plus courte possible.
PRIVILEGIER LA TUYAUTERIE RIGIDE A LA TUYAUTERIE SEMI-RIGIDE.
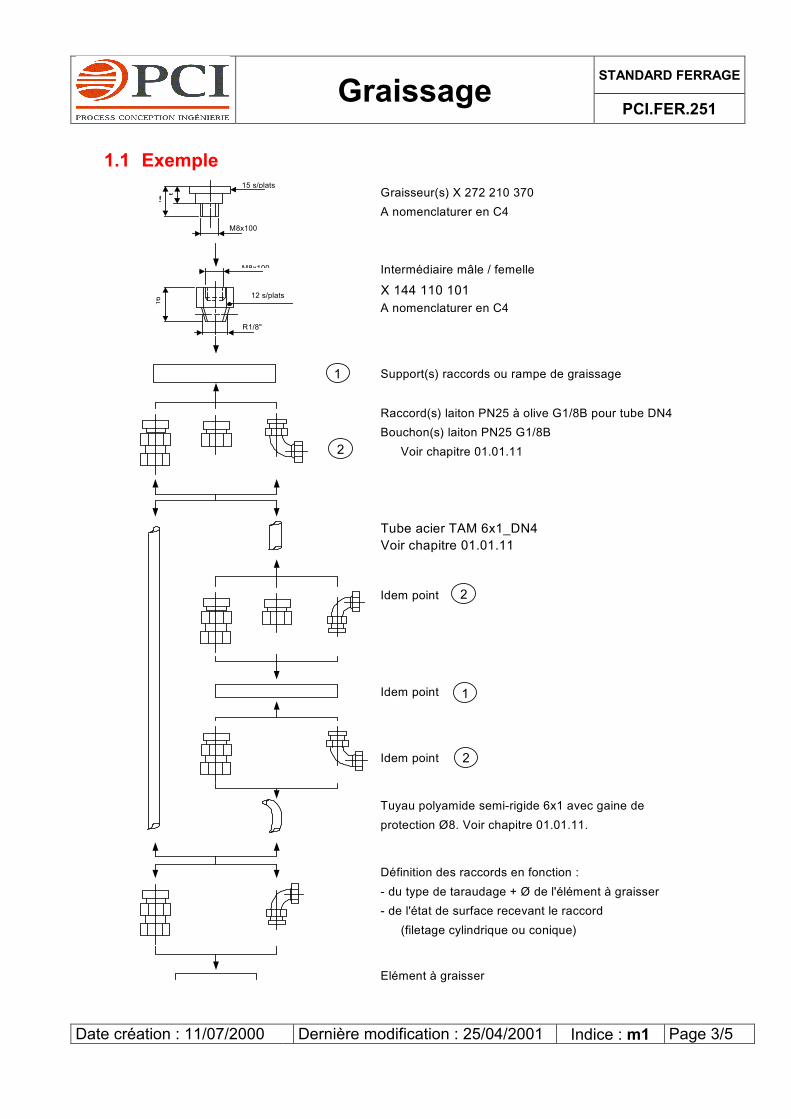
STANDARD FERRAGEGraissagePCI.FER.251
Date création : 11/07/2000 Dernière modification : 25/04/2001 Indice : m1 Page 3/5
Graisseur(s) X 272 210 370A nomenclaturer en C4
Intermédiaire mâle / femelle
X 144 110 101A nomenclaturer en C4
Raccord(s) laiton PN25 à olive G1/8B pour tube DN4Bouchon(s) laiton PN25 G1/8B
Voir chapitre 01.01.11
Idem point
Idem point
Tuyau polyamide semi-rigide 6x1 avec gaine deprotection Ø8. Voir chapitre 01.01.11.
Définition des raccords en fonction :- du type de taraudage + Ø de l'élément à graisser- de l'état de surface recevant le raccord
(filetage cylindrique ou conique)
614
15 s/plats
M8x100
16
12 s/plats
R1/8"
M8x100
Support(s) raccords ou rampe de graissage
Tube acier TAM 6x1_DN4Voir chapitre 01.01.11
2
1
2
Idem point
Elément à graisser
2
1
1.1 Exemple
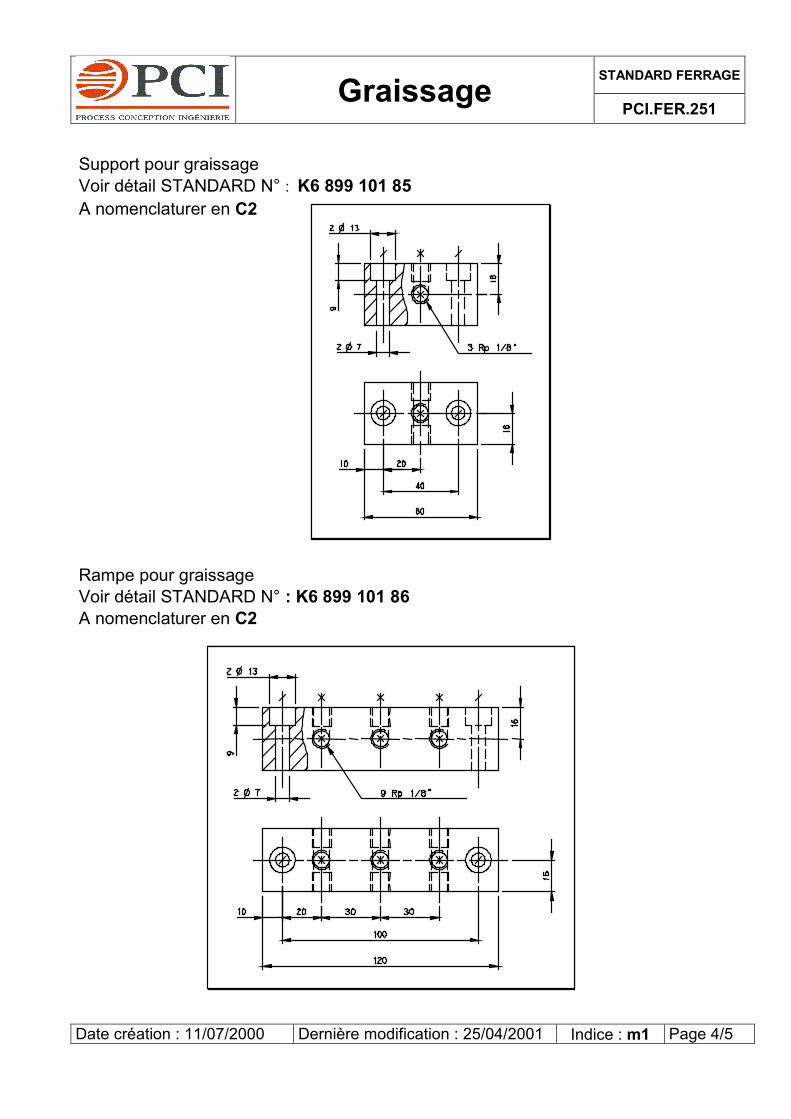
STANDARD FERRAGEGraissagePCI.FER.251
Date création : 11/07/2000 Dernière modification : 25/04/2001 Indice : m1 Page 4/5
Support pour graissageVoir détail STANDARD N° : K6 899 101 85A nomenclaturer en C2
Rampe pour graissageVoir détail STANDARD N° : K6 899 101 86A nomenclaturer en C2

STANDARD FERRAGEGraissagePCI.FER.251
Date création : 11/07/2000 Dernière modification : 25/04/2001 Indice : m1 Page 5/5
2 KIT DE GRAISSAGE CENTRALISE
KIT DE GRAISSAGE CENTRALISE NAUDER
Chaque kit comprend les éléments nécessaires au graissage de 4 patins ; il assure la liaisondes points de graissage des patins aux graisseurs de la barrette.
NOTA : Le tube Ø4 x 0.71 rigide ou souple n’est pas compris dans le kit.
Kit suivant plan WV 20911 pour taraudage M6 x 0.75 sur patin.Kit suivant plan WV 20912 pour taraudage 1/8 NPT sur patin.
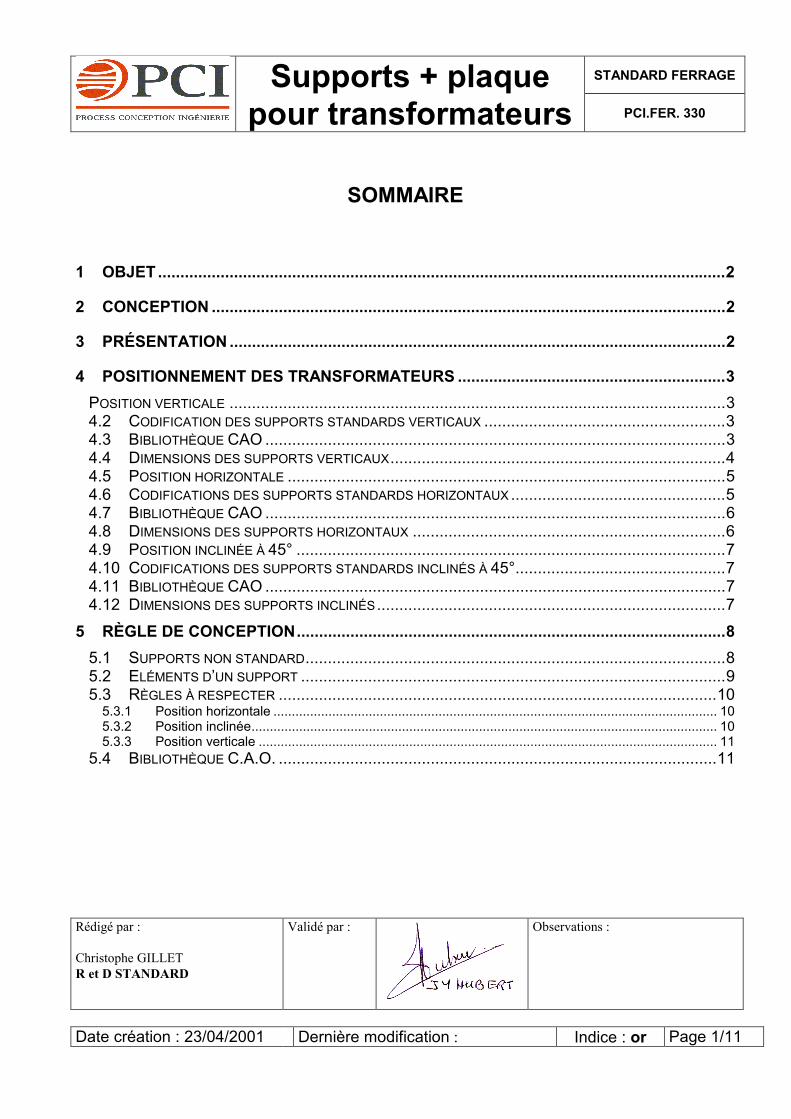
STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 1/11
SOMMAIRE
1 OBJET ...............................................................................................................................2
2 CONCEPTION ...................................................................................................................2
3 PRÉSENTATION ...............................................................................................................2
4 POSITIONNEMENT DES TRANSFORMATEURS ............................................................3POSITION VERTICALE ...............................................................................................................34.2 CODIFICATION DES SUPPORTS STANDARDS VERTICAUX ......................................................34.3 BIBLIOTHÈQUE CAO .......................................................................................................34.4 DIMENSIONS DES SUPPORTS VERTICAUX...........................................................................44.5 POSITION HORIZONTALE ..................................................................................................54.6 CODIFICATIONS DES SUPPORTS STANDARDS HORIZONTAUX ................................................54.7 BIBLIOTHÈQUE CAO .......................................................................................................64.8 DIMENSIONS DES SUPPORTS HORIZONTAUX ......................................................................64.9 POSITION INCLINÉE À 45° ................................................................................................74.10 CODIFICATIONS DES SUPPORTS STANDARDS INCLINÉS À 45°...............................................74.11 BIBLIOTHÈQUE CAO .......................................................................................................74.12 DIMENSIONS DES SUPPORTS INCLINÉS..............................................................................7
5 RÈGLE DE CONCEPTION................................................................................................85.1 SUPPORTS NON STANDARD..............................................................................................85.2 ELÉMENTS D’UN SUPPORT ...............................................................................................95.3 RÈGLES À RESPECTER ..................................................................................................10
5.3.1 Position horizontale ......................................................................................................................... 105.3.2 Position inclinée............................................................................................................................... 105.3.3 Position verticale ............................................................................................................................. 11
5.4 BIBLIOTHÈQUE C.A.O. ..................................................................................................11
Rédigé par :
Christophe GILLETR et D STANDARD
Validé par : Observations :
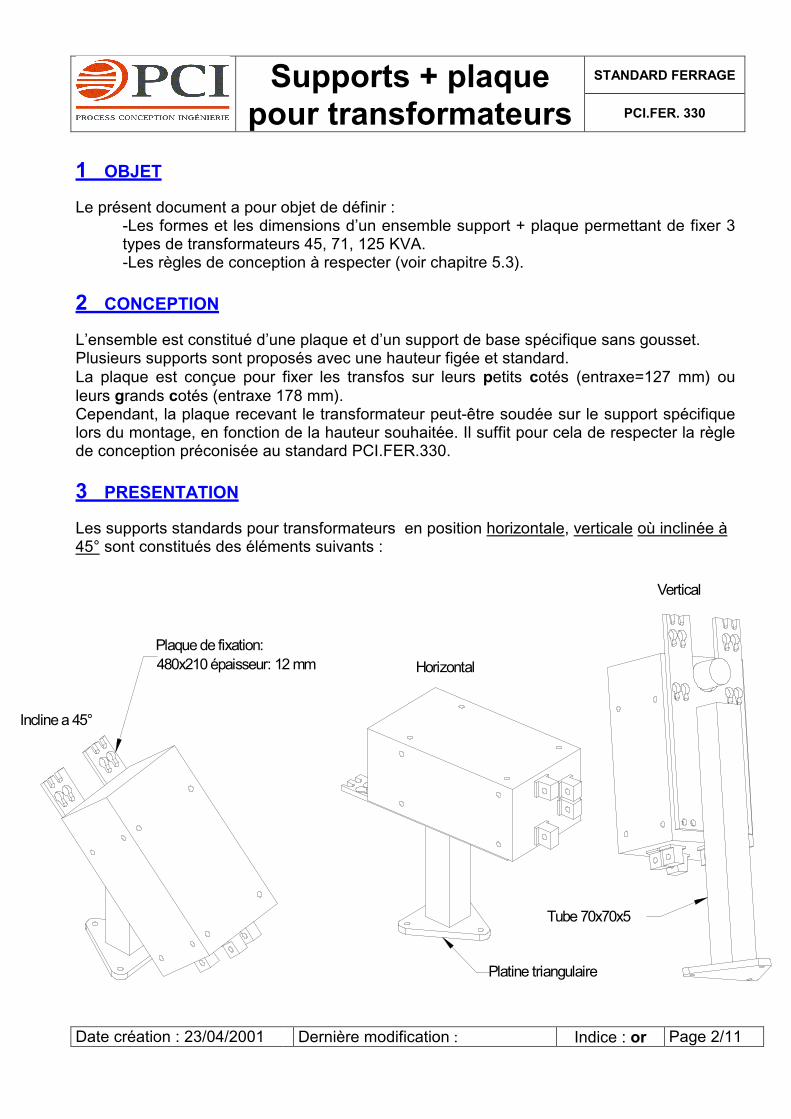
STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 2/11
1 OBJET
Le présent document a pour objet de définir :-Les formes et les dimensions d’un ensemble support + plaque permettant de fixer 3types de transformateurs 45, 71, 125 KVA.-Les règles de conception à respecter (voir chapitre 5.3).
2 CONCEPTION
L’ensemble est constitué d’une plaque et d’un support de base spécifique sans gousset.Plusieurs supports sont proposés avec une hauteur figée et standard.La plaque est conçue pour fixer les transfos sur leurs petits cotés (entraxe=127 mm) ouleurs grands cotés (entraxe 178 mm).Cependant, la plaque recevant le transformateur peut-être soudée sur le support spécifiquelors du montage, en fonction de la hauteur souhaitée. Il suffit pour cela de respecter la règlede conception préconisée au standard PCI.FER.330.
3 PRESENTATION
Les supports standards pour transformateurs en position horizontale, verticale où inclinée à45° sont constitués des éléments suivants :
Incline a 45°
Horizontal
Vertical
Plaque de fixation:480x210 épaisseur: 12 mm
Tube 70x70x5
Platine triangulaire
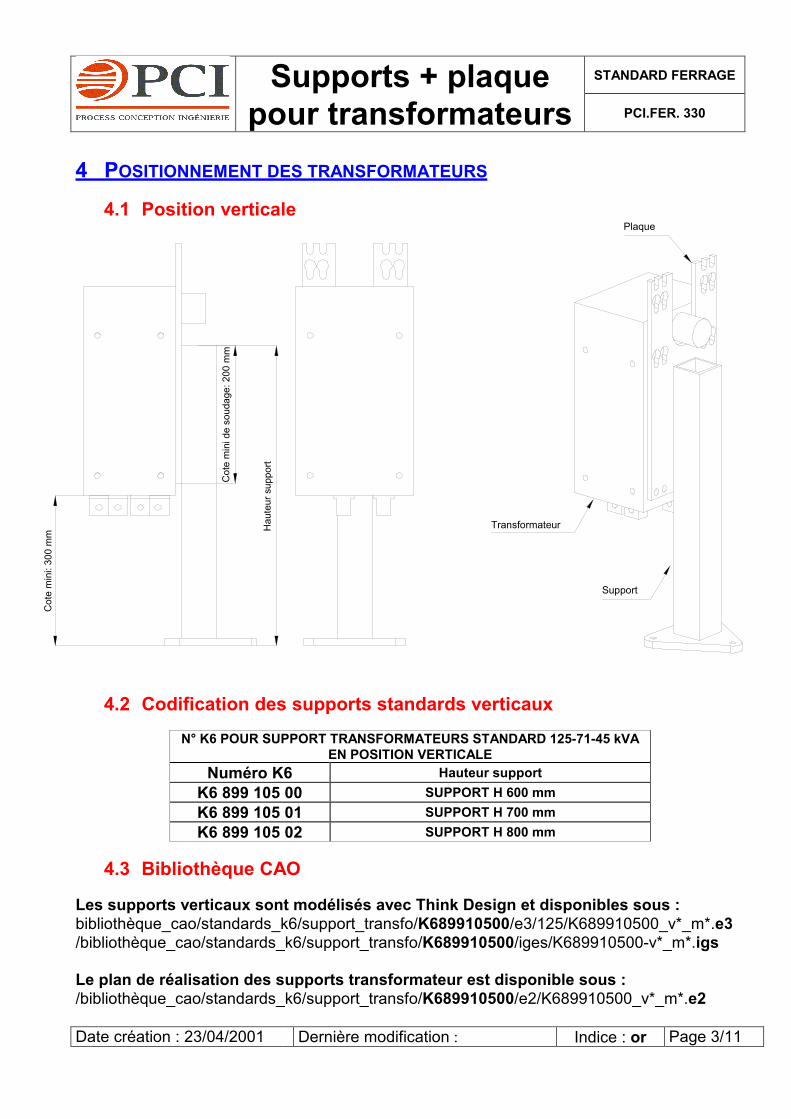
STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 3/11
4 POSITIONNEMENT DES TRANSFORMATEURS
4.1 Position verticale
4.2 Codification des supports standards verticauxN° K6 POUR SUPPORT TRANSFORMATEURS STANDARD 125-71-45 kVA
EN POSITION VERTICALENuméro K6 Hauteur support
K6 899 105 00 SUPPORT H 600 mmK6 899 105 01 SUPPORT H 700 mmK6 899 105 02 SUPPORT H 800 mm
4.3 Bibliothèque CAO
Les supports verticaux sont modélisés avec Think Design et disponibles sous :bibliothèque_cao/standards_k6/support_transfo/K689910500/e3/125/K689910500_v*_m*.e3/bibliothèque_cao/standards_k6/support_transfo/K689910500/iges/K689910500-v*_m*.igs
Le plan de réalisation des supports transformateur est disponible sous :/bibliothèque_cao/standards_k6/support_transfo/K689910500/e2/K689910500_v*_m*.e2
Cot
e m
ini:
3 00
mm
Hau
teur
su p
port
Cot
e m
ini d
e so
udag
e: 2
00 m
m
Transformateur
Support
Plaque
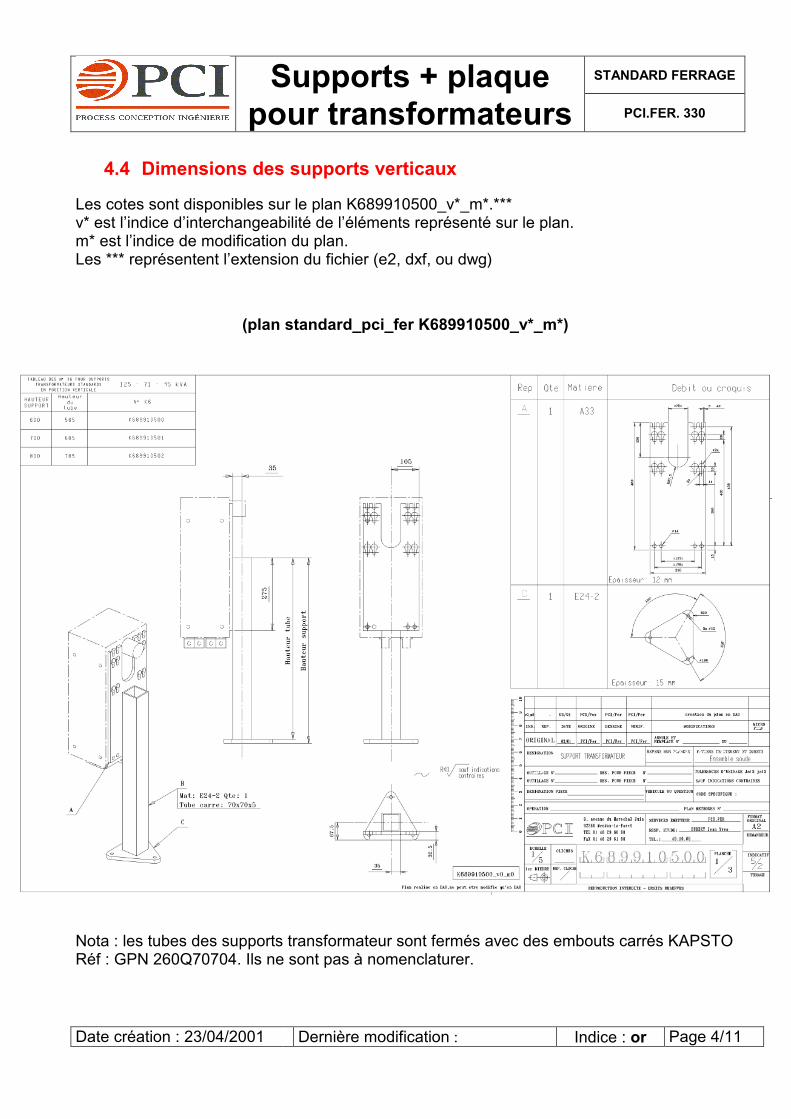
STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 4/11
4.4 Dimensions des supports verticaux
Les cotes sont disponibles sur le plan K689910500_v*_m*.***v* est l’indice d’interchangeabilité de l’éléments représenté sur le plan.m* est l’indice de modification du plan.Les *** représentent l’extension du fichier (e2, dxf, ou dwg)
(plan standard_pci_fer K689910500_v*_m*)
Nota : les tubes des supports transformateur sont fermés avec des embouts carrés KAPSTORéf : GPN 260Q70704. Ils ne sont pas à nomenclaturer.
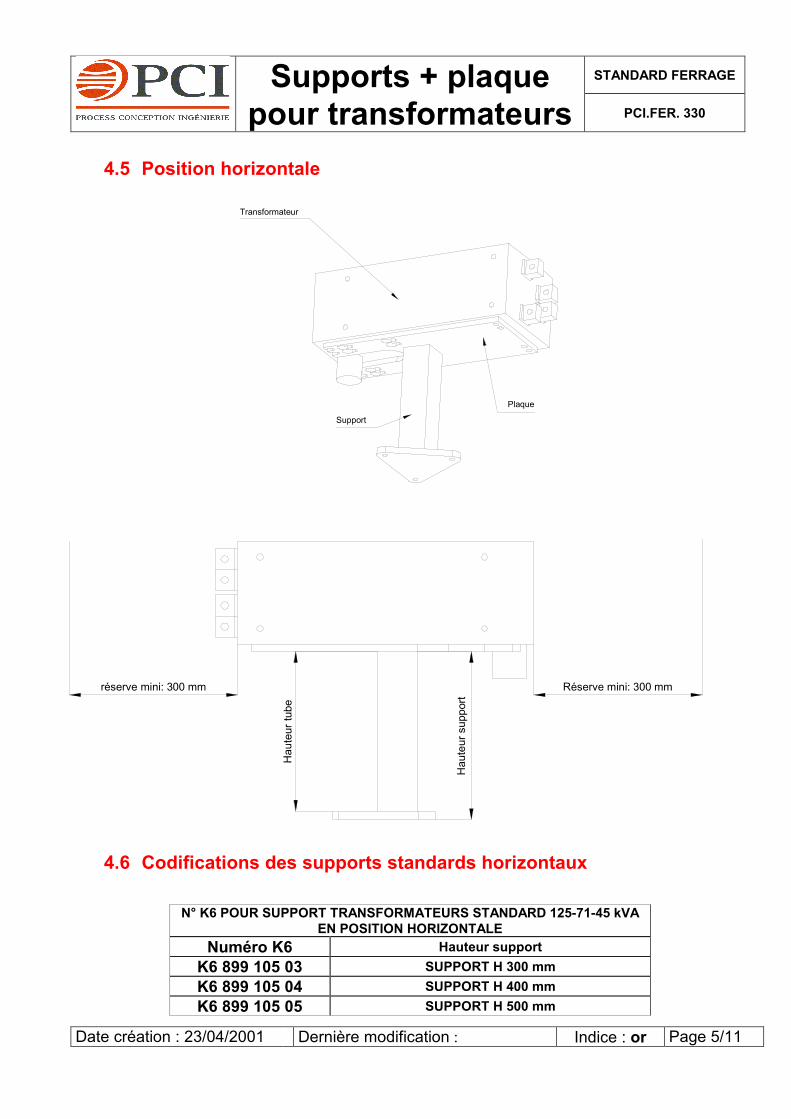
STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 5/11
4.5 Position horizontale
4.6 Codifications des supports standards horizontaux
N° K6 POUR SUPPORT TRANSFORMATEURS STANDARD 125-71-45 kVAEN POSITION HORIZONTALE
Numéro K6 Hauteur supportK6 899 105 03 SUPPORT H 300 mmK6 899 105 04 SUPPORT H 400 mmK6 899 105 05 SUPPORT H 500 mm
Transformateur
Support
Plaque
Réserve mini: 300 mmréserve mini: 300 mm
Hau
teur
sup
p ort
Hau
teur
tube
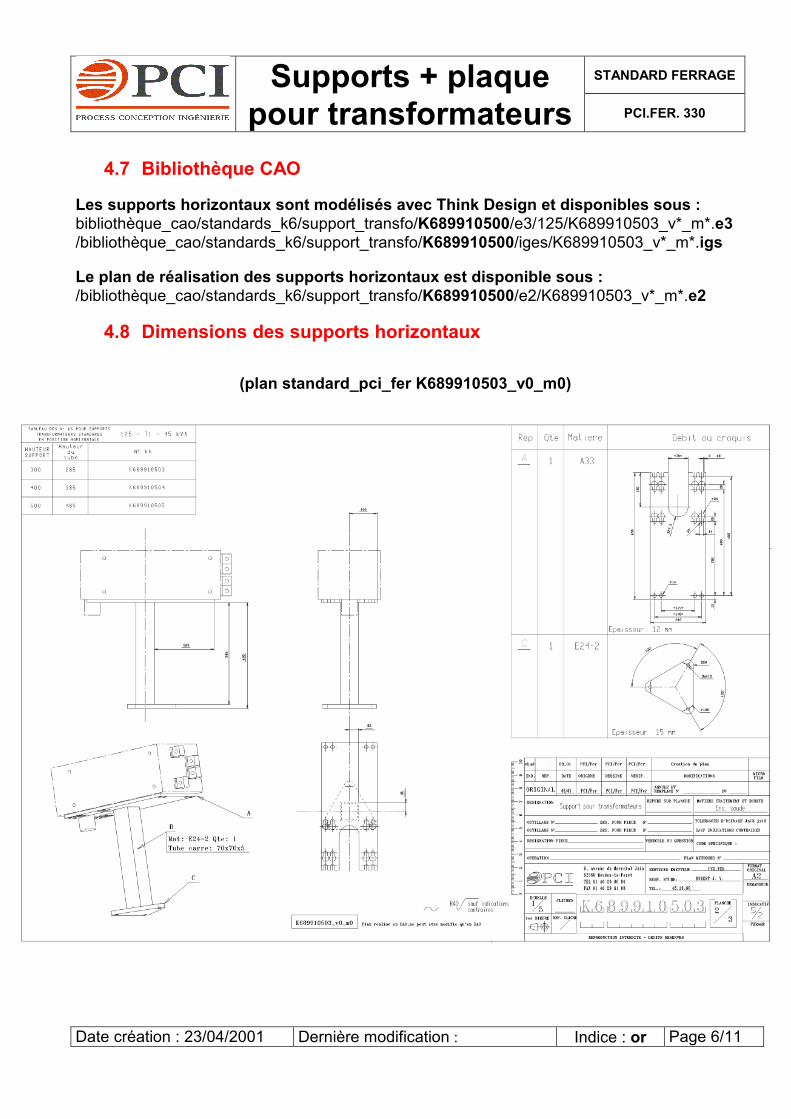
STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 6/11
4.7 Bibliothèque CAO
Les supports horizontaux sont modélisés avec Think Design et disponibles sous :bibliothèque_cao/standards_k6/support_transfo/K689910500/e3/125/K689910503_v*_m*.e3/bibliothèque_cao/standards_k6/support_transfo/K689910500/iges/K689910503_v*_m*.igs
Le plan de réalisation des supports horizontaux est disponible sous :/bibliothèque_cao/standards_k6/support_transfo/K689910500/e2/K689910503_v*_m*.e2
4.8 Dimensions des supports horizontaux
(plan standard_pci_fer K689910503_v0_m0)
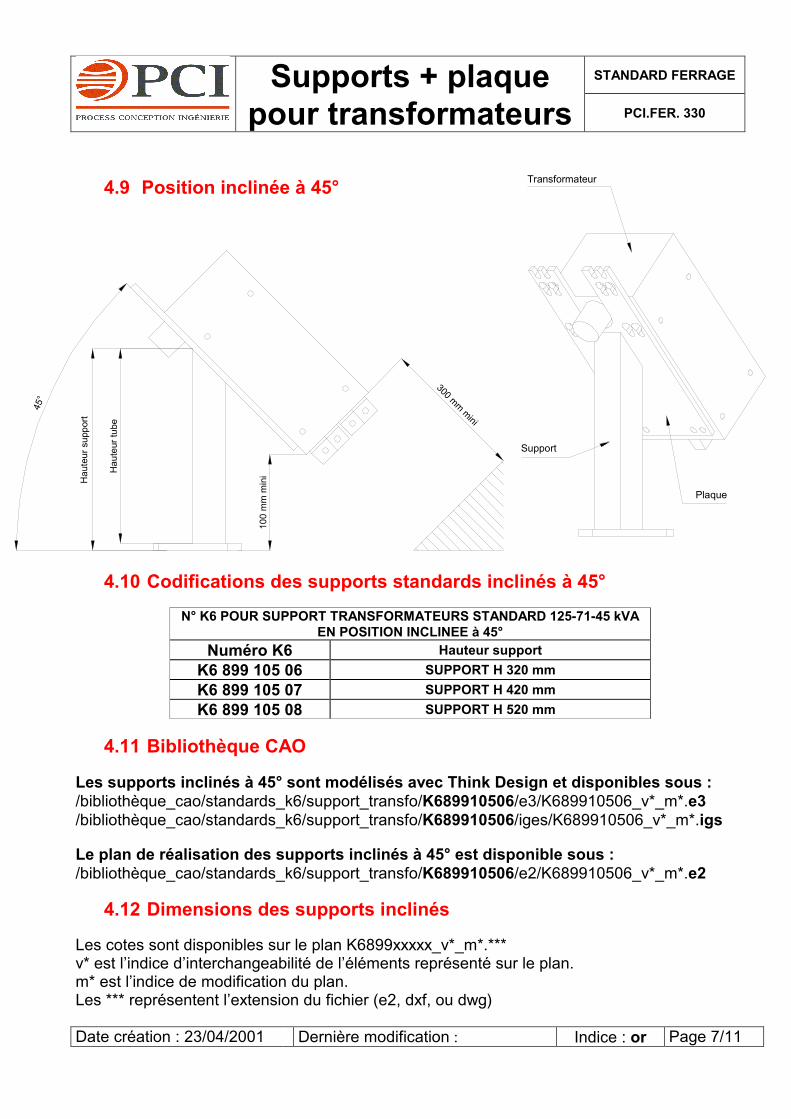
STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 7/11
4.9 Position inclinée à 45°
4.10 Codifications des supports standards inclinés à 45°N° K6 POUR SUPPORT TRANSFORMATEURS STANDARD 125-71-45 kVA
EN POSITION INCLINEE à 45°Numéro K6 Hauteur support
K6 899 105 06 SUPPORT H 320 mmK6 899 105 07 SUPPORT H 420 mmK6 899 105 08 SUPPORT H 520 mm
4.11 Bibliothèque CAO
Les supports inclinés à 45° sont modélisés avec Think Design et disponibles sous :/bibliothèque_cao/standards_k6/support_transfo/K689910506/e3/K689910506_v*_m*.e3/bibliothèque_cao/standards_k6/support_transfo/K689910506/iges/K689910506_v*_m*.igs
Le plan de réalisation des supports inclinés à 45° est disponible sous :/bibliothèque_cao/standards_k6/support_transfo/K689910506/e2/K689910506_v*_m*.e2
4.12 Dimensions des supports inclinés
Les cotes sont disponibles sur le plan K6899xxxxx_v*_m*.***v* est l’indice d’interchangeabilité de l’éléments représenté sur le plan.m* est l’indice de modification du plan.Les *** représentent l’extension du fichier (e2, dxf, ou dwg)
300 mm mini
100
mm
min
iHau
teu r
sup
port
Hau
teur
tube
45°
Transformateur
Support
Plaque

STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 8/11
(plan standard_pci_fer K689910506_v*_m*)
5 REGLE DE CONCEPTION
5.1 Supports non standard
Pour réaliser un support transformateur hors standard, dont la hauteur de réglage ne figurepas dans les tableaux de références K6, il suffit d’utiliser les mêmes éléments qu’un supportstandard.
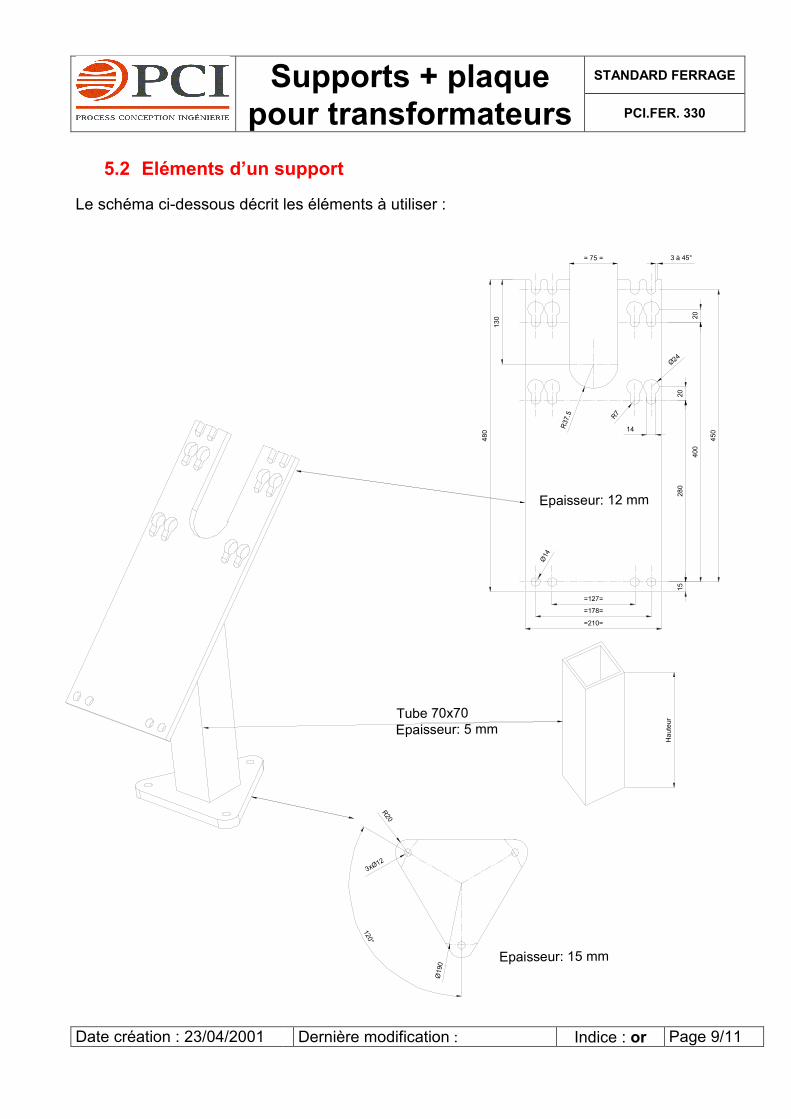
STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 9/11
Hau
teur
Tube 70x70Epaisseur: 5 mm
3 à 45°= 75 =
2040
0
450
280
1520
Ø24
R7
14
130
480
Ø14
=127=
=178=
=210=
R37
.5
120°
R20
Ø19
0
3xØ12
Epaisseur: 15 mm
Epaisseur: 12 mm
5.2 Eléments d’un support
Le schéma ci-dessous décrit les éléments à utiliser :
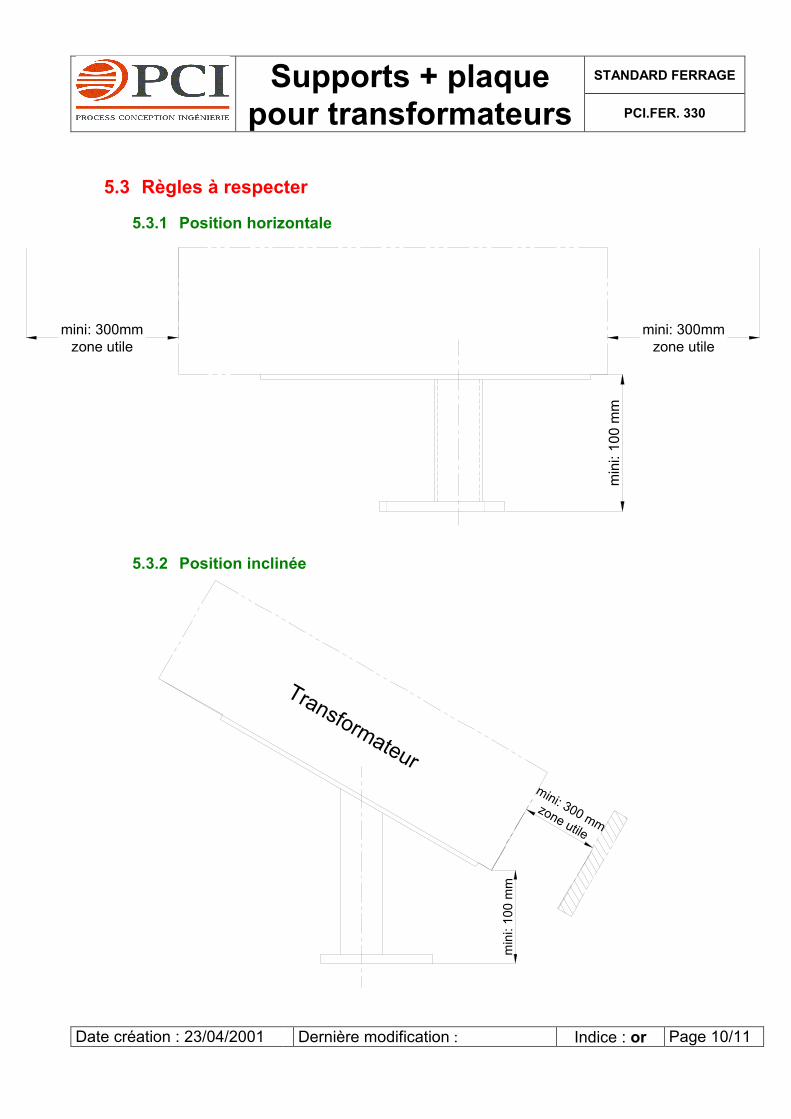
STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 10/11
5.3 Règles à respecter
5.3.1 Position horizontale
5.3.2 Position inclinée
mi n
i: 10
0 m
m
mini: 300mmzone utile
mini: 300mmzone utile
Transformateurmini: 300 mmzone utile
min
i: 10
0 m
m
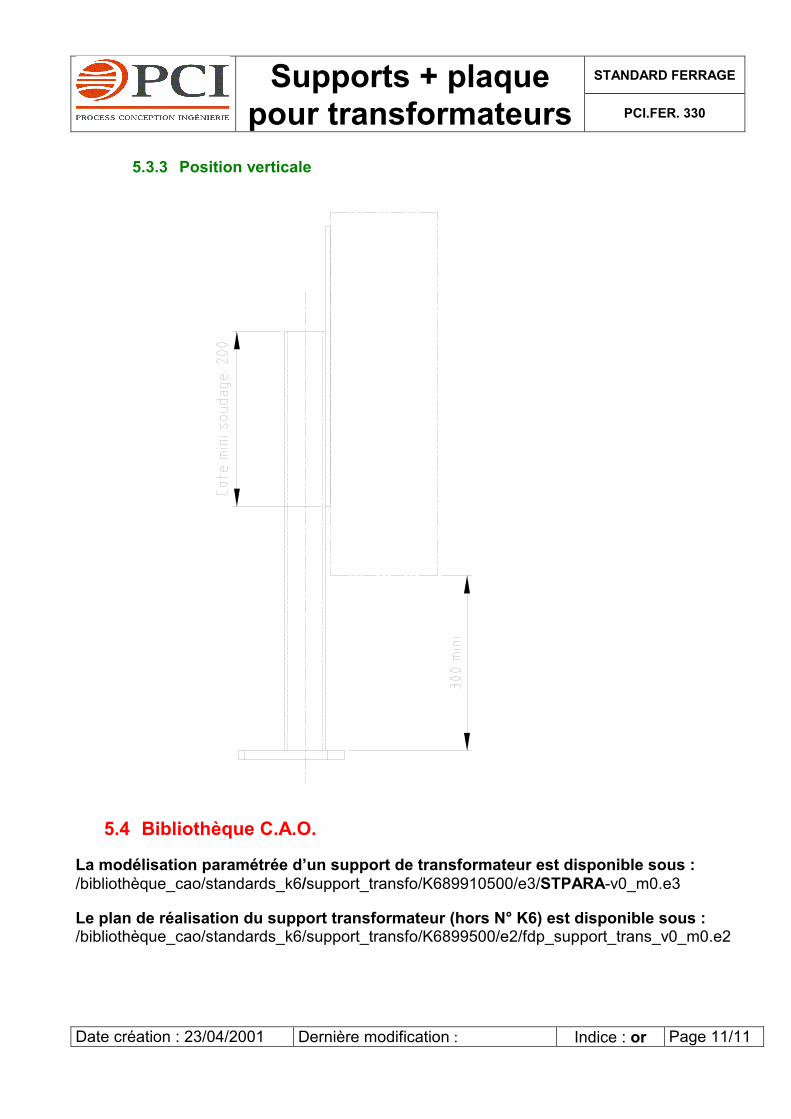
STANDARD FERRAGESupports + plaquepour transformateurs PCI.FER. 330
Date création : 23/04/2001 Dernière modification : Indice : or Page 11/11
5.3.3 Position verticale
5.4 Bibliothèque C.A.O.
La modélisation paramétrée d’un support de transformateur est disponible sous :/bibliothèque_cao/standards_k6/support_transfo/K689910500/e3/STPARA-v0_m0.e3
Le plan de réalisation du support transformateur (hors N° K6) est disponible sous :/bibliothèque_cao/standards_k6/support_transfo/K6899500/e2/fdp_support_trans_v0_m0.e2





























