Embed Size (px)
Citation preview

5
Controle de Qualidade na Indústria Alimentícia
ESTÁGIO SUPERVISIONADO
Campo Mourão
Fevereiro / 2014
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
Campus – Campo Mourão
Curso Superior de Tecnologia em Alimentos
Thaynara Ferrari

2

3
RESUMO
A análise de alimentos atua diretamente em vários segmentos do controle de
qualidade, da fabricação, da estocagem, do processamento e ainda da
caracterização dos alimentos in natura e processados. O controle de qualidade de
alimentos vem sendo objeto de constante evolução, visando produzir e oferecer ao
consumidor produtos de origem animal e vegetal absolutamente de acordo com as
normas específicas de segurança sanitária. Neste sentido, pode-se afirmar que o
controle de qualidade de alimentos desempenha um importante papel no controle e
segurança dos alimentos. A utilização de um sistema de controle de qualidade pelas
indústrias produtoras de alimentos é importante para resolver problemas de saúde
pública e também para complementar as atividades da vigilância sanitária, atuando
conjuntamente com as inovações tecnológicas de alimentos. Objetivado a produção
e comercialização de produtos de qualidade e que atendam as especificações
estabelecidas pela legislação a empresa Pinduca possui um laboratório de Controle
de Qualidade de seus produtos. Assim, o presente relatório visa descrever as
atividades realizadas durante o estágio supervisionado realizado no Laboratório de
Controle de Qualidade da Indústria Pinduca Alimentos, referente aos requisitos do
curso de Tecnologia em Alimentos da Universidade Tecnológica Federal do Paraná.
Dentre as atividades realizadas durante o período de estágio, destacam-se as
análises físico-químicas das quais incluem potencial hidrogeniônico (pH), acidez e
umidade; análise de granulometria da farinha de mandioca, amostragem e
classificação de defeitos para os produtos terceirizados.

4
SUMÁRIO
1. INTRODUÇÃO .................................................................................................. 5
2. DESCRIÇÃO DO LOCAL ................................................................................. 9
3. DESCRIÇÃO DAS ATIVIDADES ...................................................................... 9
3.1. Análises Físico-Químicas ......................................................................... 10
3.1.1. Umidade ............................................................................................ 10
3.1.2. Acidez ................................................................................................ 10
3.1.3. pH ...................................................................................................... 11
3.2. Análise de Granulometria ......................................................................... 11
3.3. Amostragem ............................................................................................. 12
3.4. Classificação de defeitos para produtos terceirizados ............................. 13
4. CONCLUSÃO ................................................................................................. 17
5. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................... 18

5
1. INTRODUÇÃO
A mandioca é uma das principais culturas exploradas agronomicamente no
mundo, com uma produção acima de 170 milhões de toneladas. Entre as tuberosas,
perde apenas para a batata (Solanum tuberosum L.) (FUKUDA; OTSUBO, 2003).
Os principais produtos industrializados da mandioca são: farinha de
mandioca; fécula; polvilho azedo e outros amidos modificados. No Brasil, a principal
forma de uso da mandioca é a farinha. Com relação à fécula, são utilizados dois
terços de sua produção nas indústrias agroalimentares. O polvilho doce, bem como
o azedo são aplicados na indústria alimentícia, na fabricação de biscoitos de
polvilho e pão-de-queijo, principalmente (AMARAL et al., 2007).
A tecnologia de fabricação da farinha é simples, mas exige alguns cuidados
no seu desenvolvimento. A seleção da matéria-prima adequada, a higiene e os
cuidados durante todo o processo de fabricação, são fatores fundamentais para
garantir um produto de qualidade. O rendimento médio é de 25 a 30%, dependendo
da variedade de mandioca e da eficiência dos equipamentos utilizados
(CARVALHO, 1991 apud AGOSTINI, 2006).
A título de exemplo ilustrativo, apresenta-se um fluxograma do processo para
obtenção de farinha de mandioca na Figura 1 e a descrição sucinta das principais
operações unitárias, que constituem o seu processo de obtenção.
Figura 1: Fluxograma das etapas de processamento da farinha de mandioca do grupo seca.
6
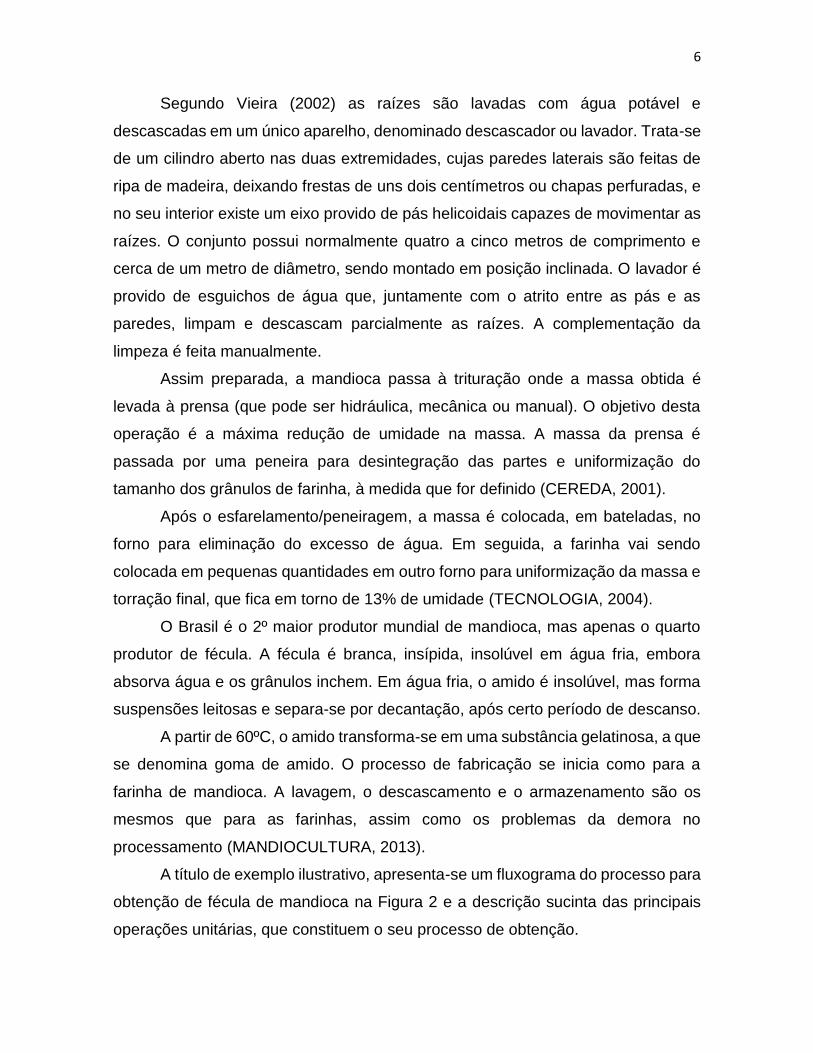
Segundo Vieira (2002) as raízes são lavadas com água potável e
descascadas em um único aparelho, denominado descascador ou lavador. Trata-se
de um cilindro aberto nas duas extremidades, cujas paredes laterais são feitas de
ripa de madeira, deixando frestas de uns dois centímetros ou chapas perfuradas, e
no seu interior existe um eixo provido de pás helicoidais capazes de movimentar as
raízes. O conjunto possui normalmente quatro a cinco metros de comprimento e
cerca de um metro de diâmetro, sendo montado em posição inclinada. O lavador é
provido de esguichos de água que, juntamente com o atrito entre as pás e as
paredes, limpam e descascam parcialmente as raízes. A complementação da
limpeza é feita manualmente.
Assim preparada, a mandioca passa à trituração onde a massa obtida é
levada à prensa (que pode ser hidráulica, mecânica ou manual). O objetivo desta
operação é a máxima redução de umidade na massa. A massa da prensa é
passada por uma peneira para desintegração das partes e uniformização do
tamanho dos grânulos de farinha, à medida que for definido (CEREDA, 2001).
Após o esfarelamento/peneiragem, a massa é colocada, em bateladas, no
forno para eliminação do excesso de água. Em seguida, a farinha vai sendo
colocada em pequenas quantidades em outro forno para uniformização da massa e
torração final, que fica em torno de 13% de umidade (TECNOLOGIA, 2004).
O Brasil é o 2º maior produtor mundial de mandioca, mas apenas o quarto
produtor de fécula. A fécula é branca, insípida, insolúvel em água fria, embora
absorva água e os grânulos inchem. Em água fria, o amido é insolúvel, mas forma
suspensões leitosas e separa-se por decantação, após certo período de descanso.
A partir de 60ºC, o amido transforma-se em uma substância gelatinosa, a que
se denomina goma de amido. O processo de fabricação se inicia como para a
farinha de mandioca. A lavagem, o descascamento e o armazenamento são os
mesmos que para as farinhas, assim como os problemas da demora no
processamento (MANDIOCULTURA, 2013).
A título de exemplo ilustrativo, apresenta-se um fluxograma do processo para
obtenção de fécula de mandioca na Figura 2 e a descrição sucinta das principais
operações unitárias, que constituem o seu processo de obtenção.

7
Figura 2: Fluxograma da fabricação de fécula de mandioca
A extração da fécula de mandioca se dá por um processo simples. A princípio
a mandioca após ser descarregada é lavada e descascada. Esta capa retirada da
mandioca é apenas superficial, para evitar perda de amido (BARTHOLOMAI, 1991).
O próximo passo é a classificação e inspeção através de esteiras que
alimentam a trituração e o coletor de pedras (BARTHOLOMAI, 1991).
A trituração acontece para padronizar o tamanho das raízes em 2 a 3 cm.
Após este processo as raízes seguem para a desintegração, onde acontece a
trituração fina da raiz, causando a liberação do amido através do rompimento
celular. Este material é bombeado para as peneiras cônicas rotativas onde
acontece a extração (BARTHOLOMAI, 1991).
A extração tem como finalidade separar o amido das fibras da mandioca com
aplicação de água em contracorrente. O “leite” é bombeado para a purificação e a
polpa resultante é canalizada para o tratamento de efluentes ou para a fabricação
de rações (BARTHOLOMAI, 1991).
Na purificação acontece a diluição e a separação na centrífuga de amido
solúvel e corpos estranhos. A peneiração é realizada através de peneiras
vibratórias planas com 220 Mesh (BARTHOLOMAI, 1991).
A desidratação do amido acontece por uma tela cilíndrica à vácuo, perfurada
e coberta por tecidos constantemente trocados, pode levar o amido a uma umidade
de 45% para posterior secagem em ar quente a 105ºC (BARTHOLOMAI, 1991).

8
O ar quente leva consigo uma grande quantidade de amido seco, que é
recuperado por ciclones no final do duto (BARTHOLOMAI, 1991).O produto sai com
uma temperatura de 58ºC e é levado para silos onde irá ser resfriado para posterior
ensacamento (BARTHOLOMAI, 1991).
Além de produtos fabricados pela Pinduca que são as farinhas de mandioca
branca e torrada e as farofas, a indústria também embala e comercializa produtos
fabricados por empresas parceiras terceirizadas. Dentre eles estão: pipoca,
canjica, amendoim, lentilha e feijão branco, que passam por um rigoroso controle
de qualidade para garantir a segurança do produto final ao consumidor. Além das
análises realizadas pelo próprio laboratório, esses produtos são encaminhados à
entidade credenciada para classificação.
As indústrias de alimentos devem realizar um rígido controle de qualidade,
tanto na matéria-prima que recebem como no produto final processado que sai da
fábrica. O produto final processado deve possuir qualidade e uniformidade antes de
ser colocado no mercado. Para tanto, é necessário um controle analítico nas várias
fases do processamento e, por último, no produto final (CECCHI, 2003).
A manipulação de alimentos é tarefa que deve ser realizada com toda a
segurança, respeitando-se as normas vigentes sobre alimentos. Estas Normas
visam dispor de informações técnicas, higiênicas, padrões de qualidade,
parâmetros de aceitação dos índices mensuráveis, que compõem a qualidade do
produto final e instruções para o funcionamento e processamento, além da
certificação das unidades produtoras de alimentos. Portanto, é imprescindível o
conhecimento da legislação vigente na área de alimentos (MANDIOCULTURA,
2013).

9
2. DESCRIÇÃO DO LOCAL
O estágio foi realizado na Pinduca Indústria Alimentícia Ltda, município de
Araruna - PR, setor de Controle de Qualidade de Alimentos, no período de 05 de
fevereiro a 13 de maio de 2013, perfazendo-se um total de 414h de estágio.
O laboratório de controle de qualidade onde foi realizado o estágio é
equipado com diversos equipamentos e materiais para o uso em análises, como:
pHmetro, analisador de umidade por infravermelho, balança analítica e
semi-analítica, microondas para análises de expansão, destilador de água, agitador
magnético, vidrarias, reagentes e itens de segurança, como capela para manusear
reagentes perigosos e equipamentos de proteção individual (EPI’s).
3. DESCRIÇÃO DAS ATIVIDADES
As atividades desenvolvidas durante o período de estágio envolveram
análises físico-químicas das quais incluem potencial hidrogeniônico (pH), acidez e
umidade; análise de granulometria da farinha de mandioca, amostragem e
classificação de defeitos para os produtos terceirizados.
Neste item, optou-se em apresentar as principais atividades desenvolvidas
ao longo do período do estágio, vale salientar que, tais atividades compreendiam
principalmente, análises de rotinas das quais todas já implantadas pela empresa.
Deste modo, a seguir, descrevem-se as principais análises realizadas no controle
de qualidade de alguns produtos Pinduca.

10
3.1. Análises Físico-Químicas
3.1.1. Umidade
A umidade é o principal fator para os processos microbiológicos, como o
desenvolvimento de fungos, leveduras e bactérias. O conhecimento do teor de
umidade das matérias primas é de fundamental importância na conservação e
armazenamento, na manutenção da sua qualidade e no processo de
comercialização.
Para a determinação de umidade utiliza-se o analisador por infravermelho
modelo V 2500 à 130ºC por 7 minutos.
Equipamentos por secagem infravermelha possuem uma balança que dá
leitura direta do conteúdo de umidade por diferença de peso. O funcionamento do
ensaio é pelo método da evaporação do teor de água, à medida que a água se
evapora o peso da amostra varia até secar completamente.
A análise de umidade é realizada para a farinha de mandioca, a fécula e o
polvilho, os padrões para umidade (%) desses produtos encontram-se no quadro 1.
Quadro 1: Padrões físico-químicos para produtos derivados da mandioca.
Produto Umidade (%) Acidez (mL NaOH) pH
Farinha <13,0 3,0 -
Fécula <14,0 <1,5 4,50 a 6,50
Polvilho Azedo <14,0 <5,0 <4,0
Polvilho Doce <14,0 <1,0 <6,0
Fontes: BRASIL (1978); BRASIL (2005).
3.1.2. Acidez
Os ácidos orgânicos presentes em alimentos influenciam o sabor, odor, cor,
estabilidade e a manutenção de qualidade (CECCHI, 2003). A determinação da
acidez total em alimentos é bastante importante tendo em vista que através dela,

11
podem-se obter dados valiosos na apreciação do processamento e do estado de
conservação dos alimentos.
A acidez titulavel é determinada por titulação de NaOH 0,1 N (hidróxido de
sódio) utilizando fenolftaleína como indicador de acordo com o método 016/IV do
IAL (2008).
A análise de acidez é realizada para a farinha de mandioca, a fécula e o
polvilho, os padrões para acidez (mL NaOH) desses produtos se encontram no
Quadro 1.
3.1.3. pH
A medida do potencial hidrogeniônico (pH) é importante para as
determinações de deterioração do alimento como crescimento de microrganismos,
atividade das enzimas, retenção de sabor e odor de produtos, e escolha de
embalagem (CECCHI, 2003).
A determinação do pH é realizada através do método potenciométrico, em
pHmetro digital modelo PG 1800, de acordo com o método 017/IV do IAL (2008).
A análise de pH é realizada para a fécula e o polvilho, sendo que os padrões
para esses produtos se encontram no quadro 1.
3.2. Análise de Granulometria
Além das análises físico-químicas, a farinha de mandioca produzida pela
fábrica passa também pela análise de granulometria, visando classificar a farinha
de acordo com o tamanho das partículas e grânulos que constituem o produto.
Segundo Brasil (2011), a farinha de mandioca do Grupo Seca é o produto
obtido das raízes de mandioca sadias, devidamente limpas, descascadas,
trituradas, raladas, moídas, prensadas, desmembradas, peneiradas, secas à

12
temperatura adequada, podendo novamente ser peneirada e ainda beneficiada. De
acordo com a sua granulometria, será classificada em 3 (três) classes:
a) fina: quando 100% do produto passar através da peneira com abertura de malha
de 2 mm (dois milímetros) e ficar retida em até 10% (dez por cento), inclusive, na
peneira com abertura de malha de 1 mm (um milímetro);
b) grossa: quando o produto fica retido em mais de 10% (dez por cento) na peneira
com abertura de malha de 2 mm; e
c) média: quando a farinha de mandioca não se enquadrar em nenhuma das
classes anteriores.
Para a realização deste procedimento deve-se pesar 100g da amostra em
balança semi-analítica e transferir a amostra para o jogo de peneiras 10, 18, 200
Mesh, agitando vigorosamente por 1 minuto. Em seguida pesar individualmente a
quantidade de amostra retida nas peneiras 10 e 18. Com apenas a peneira 200 e o
fundo, agitar a amostra em movimentos circulares para separação dos fiapos. Com
auxilio da colher e do pincel retirar os fiapos separados e pesar. Em seguida, pesar
o pó retido no fundo das peneiras.
3.3. Amostragem
Fécula e polvilho: a amostragem é realizada com a retirada de uma amostra de
cada pallet (40 sacos de 25 Kg cada) da carga de fécula ou polvilho. A amostra é
encaminhada para o laboratório com identificação numérica (ex.: 1; 2; 3; e 4...),
número do lote e data de validade.
Farinha de mandioca empacotada: a amostragem é realizada ao acaso
durante o empacotamento do produto onde duas amostras são retiradas
aleatoriamente e encaminhadas ao laboratório.
Feijão branco, amendoim e pipoca: a coleta no Lote/Carga é feita ao acaso
em, no mínimo, 10% (dez por cento) dos sacos, devendo abranger todas as faces

13
da pilha. A quantidade mínima de coleta deve ser de 30 g (trinta gramas) por saco
(BRASIL, 2008; BRASIL, 1987; BRASIL, 2011).
Canjica: a amostragem é realizada da mesma forma. A retirada ou extração da
amostra será efetuada por furação ou calagem, na proporção mínima de 30 (trinta)
gramas de cada saco da seguinte maneira: no Lote/Carga fazer a calagem em 5%
(cinco por cento) no mínimo, dos sacos que compõe o lote, tomada inteiramente ao
acaso (BRASIL, 1989).
Lentilha: a retirada ou extração da amostra é efetuada por furação ou calagem,
na proporção mínima de 30 (trinta) gramas de cada saco da seguinte maneira: no
Lote/Carga fazer a calagem em 2% (dois por cento) no mínimo, dos sacos que
compõe o lote, tomada inteiramente ao acaso (BRASIL, 1993).
3.4. Classificação de defeitos para produtos terceirizados
O amendoim, canjica, feijão branco, lentilha e a pipoca, além de passarem
pela análise de umidade, que é realizada conforme descrito no item 3.1.1, são
classificados segundo os conceitos apresentados abaixo.
Conceitos para a classificação dos grãos defeituosos:
Ardido - grão ou pedaço de grão que apresenta alteração em sua coloração
normal, causada pela ação excessiva do calor e umidade ou fermentação.
Rancificado - grão ou pedaço de grão que apresenta cor anormal e odor
desagradável devido às características físico-químicas do óleo terem se
alterado por processo oxidativo.
Brotado - grão que se apresenta visivelmente germinado, caracterizando
inclusive, o rompimento da película.
Mofado - grão ou pedaço de grão contaminado por fungos (bolores), visíveis a
olho nu, independentemente do tamanho da área atingida.

14
Danificado - grão que apresenta danos causados por agentes biológicos
(insetos em qualquer de suas fases evolutivas, roedores, ácaros), assim como
danificado por diferentes causas (danos mecânicos e outros).
Imaturo - grão que não atingiu o seu desenvolvimento fisiológico completo
(maturação), apresentando-se geralmente descolorido e menor que o grão
normal, maduro, da classe à qual pertence.
Partido ou quebrado - cotilédone (banda), pedaço ou fragmento de grãos,
qualquer que seja o seu tamanho.
Chocho - grão que se apresenta enrugado, praticamente desprovido de massa
interna e enrijecido.
Despeliculado - grão que se apresenta desprovido de sua película, parcial ou
totalmente.
Fermentados - os grãos ou pedaços de grãos que apresentam escurecimento
parcial do germe ou do endosperma provocado por processo fermentativo ou
calor, sendo também considerados como fermentados, devido à semelhança de
aspecto, os grãos que se apresentam parcialmente queimados.
Trincados: os grãos inteiros que apresentam trincas ou fendas visíveis a olho nu,
com ou sem rompimento da película.
Impurezas - detritos do próprio produto, tais como hastes, cascas, películas,
rabiças que se encontram destacadas das vagens, entre outros.
Matérias Estranhas - corpos de qualquer natureza, estranhos ao produto, tais
como areia, fragmentos de madeira, grãos ou sementes de outras espécies,
sujidades, restos de insetos, entre outros.
Para a realização da classificação dos defeitos, deve-se pesar em balança
semi-analítica 100g do produto a ser analisado e proceder à separação dos grãos
de acordo com os defeitos citados acima. Em seguida os defeitos são pesados em
balança semi-analítica separadamente e anotados em planilha para o controle de
lotes. Os resultados devem apresentar-se dentro dos parâmetros, conforme os
quadros 02, 03, 04, 05 e 06. Para produtos fora do parâmetro, deve-se realizar uma

15
nova avaliação e se confirmado a informação todo produto deve ser devolvido ao
fornecedor.
Quadro 2: Limites máximos de tolerância para Amendoim Descascado - % em peso (BRASIL,
1987).
Subgrupo Tipo Umidade Matérias
Estranhas e Impurezas
Mofados, Rancificados,
Ardidos
Demais Defeitos
Bica Corrida ou Industrial
Único 12 2 8 20
Selecionado 1 9 1 3 8
(Moreirado) 2 9 1 4 12
Quadro 3: Limites máximos de tolerância para Canjica - % em peso (BRASIL, 1989).
AVARIADOS
Tipos Matérias
Estranhas e Impurezas
Máx. de Carunchados
Máx. de Ardidos
Máx. de Mofados
Total
1 0,5 2,0 0,5 1,0 5,0
2 1,0 4,0 1,0 2,0 10,0
3 1,5 6,0 1,5 3,0 15,0
Quadro 4: Limites máximos de tolerância para Feijão Branco - % em peso (BRASIL, 2008).
Enquadramento do Produto
Defeitos Graves
Total de Defeitos Leves
Matérias Estranhas e Impurezas
Total de Mofados, Ardidos e
Germinados
Total de Carunchados e Atacados por Lagartas das
Vagens Total
Insetos Mortos (*)
Tipo 1 De 0 a 0,50%
De 0 a 0,10%
De 0 a 1,50% De 0 a 1,50% De 0 a 2,50%
Tipo 2 Acima de
0,50 a 1,00%
Acima de 0,10 a 0,20%
Acima de 1,50 a 3,00%
Acima de 1,50 a 3,00%
Acima de 2,50 a 6,50%
Tipo 3 Acima de
1,00 a 2,00%
Acima de 0,20 a 0,30%
Acima de 3,00 a 6,00%
Acima de 3,00 a 6,00%
Acima de 6,50 a
16,00%
Fora de Tipo Acima de
2,00 a 4,00%
Acima de 0,30 a 0,60%
Acima de 6,00 a 12,00%
Acima de 6,00 a 12,00%
Acima de 16,00%
Desclassificado Acima de
4,00% Acima de
0,60% Acima de 12,00%
Acima de 12,00% -
(*) Máximo de insetos mortos permitidos, dentro do total de Matérias Estranhas e Impurezas

16
Quadro 5: Limites máximos de tolerância para Lentilha - % em peso (BRASIL, 1993).
Tipo Umidade Matérias
Estranhas e Impurezas
Avariados
Carunchados Ardidos e Mofados
Total de Avariados
1 14 0,5 0,5 0,5 4,0
2 14 1,0 1,0 1,0 8,0
3 14 2,0 1,5 1,5 12,0
4 14 2,5 2,0 2,0 16,0
Quadro 6: Limites máximos de tolerância para Milho de Pipoca - % em peso (BRASIL, 2011).
Tipo
Grãos Avariados Grãos
Quebrados
Matérias Estranhas e Impurezas Carunchados
Valor Mínimo de Capacidade de Expansão
ml/g Mofados e Ardidos
Total Insetos Mortos
Total
1 0,20 2,00 2,00 0,30 1,00 1,50 30
2 0,40 3,00 2,50 0,30 1,50 2,00 30
3 0,60 4,00 3,00 0,30 2,00 2,50 30
Fora de Tipo
1,00 6,00 4,00 0,30 2,50 3,00 Menor que 30
Para a pipoca, além da classificação dos defeitos deve-se realizar também
uma análise da capacidade de expansão, para tanto, deve-se pesar 30g da amostra
a ser analisada e estourar em microondas.O volume de pipoca estourada é medido
em proveta de 1000 mL, dividindo em seguida o valor pelo peso de grãos utilizado, o
resultado é expresso em mL/g.
O parâmetro de capacidade de expansão para milho de pipoca Tipo 1
previsto pela legislação vigente é de no mínimo 30mL/g (BRASIL, 2011). Caso o
resultado seja inferior ao padrão, é realizada uma nova avaliação e se confirmado a
informação todo produto deve ser devolvido ao fornecedor.

17
4. CONCLUSÃO
O sistema de controle da qualidade é fundamental para as indústrias de
alimentos e o analista pode contribuir instruindo para a correta realização dos
métodos e utilização dos equipamentos, também para uma determinação da
qualidade de forma eficiente e com resultados seguros.
Na realização dos métodos observou-se a importância da prática e do bom
conhecimento prévio das metodologias e suas possíveis consequências para uma
correta interpretação dos resultados. Assim, o sistema de controle da qualidade é
fundamental para as indústrias alimentícias.
A realização do estágio na Pinduca foi uma experiência muito proveitosa,
pois foi possível aplicar vários conhecimentos adquiridos durante o período
acadêmico, além de responsabilidade e comprometimento com o trabalho.

18
5. REFERÊNCIAS BIBLIOGRÁFICAS
AGOSTINI, M. R. Produção e utilização de farinha de mandioca comum
enriquecida com adição das própria folhas desidratadas para consumo
alimentar. 84 f. 2006. Dissertação (Mestrado em Agronomia) - Faculdade de
Ciências Agronômicas - Universidade Estadual Paulista “Julio de Mesquita Filho”,
Botucatu, 2006. Disponível em <
http://www.pg.fca.unesp.br/Teses/PDFs/Arq0146.pdf>. Acesso em: 03 ago. 2013.
AMARAL; L. do; JAIGOBIND, A. G. A.; JAISINGH, S. Processamento da
mandioca. 2007. Disponível em <
http://www.sbrt.ibict.br/dossie-tecnico/downloadsDT/NjY=>. Acesso em: 05 ago.
2013.
BARTHOLOMAI; A. Fábricas de alimentos: processos, equipamento, custos.
Zaragoza: Acribia, 1991. Disponível em <
http://pt.scribd.com/doc/27393292/7/Fluxograma-01-Obtencao-da-fecula-de-mandi
oca>. Acesso em: 08 out. 2013.
BRASIL, Ministério da Saúde. Resolução CNNPA nº 12, de 1978, que define
normas e padrões para alimentos. Disponível em:
<http://www.mp.sp.gov.br/portal/page/portal/cao_consumidor/legislacao/leg_produt
os_humano/12_78.pdf>. Acesso em: 04 ago. 2013.
BRASIL, Ministério da Agricultura Pecuária e Abastecimento. Instrução Normativa
nº 12, de 28 de março de 2008, que defini o padrão oficial de classificação do
feijão. Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/FeijaoInstrucaoNormativa1208.pdf
>. Acesso em: 13 mai. 2013.

19
BRASIL, Ministério da Agricultura Pecuária e Abastecimento. Instrução Normativa
nº 23, de 14 de dezembro de 2005, que define as características de identidade e
qualidade dos produtos amiláceos derivados da raiz de mandioca. Disponível em:
<http://www.ivegetal.com.br/cvegetal/Legisla%C3%A7%C3%A3o%20Classifica%C
3%A7%C3%A3o%20Vegetal%5CIN%20n%C2%BA%2023%20de%2014%20de%
20dezembro%20de%202005%20Derivados%20da%20mandioca.pdf>. Acesso
em:13 mai. 2013.
BRASIL, Ministério da Agricultura Pecuária e Abastecimento. Instrução Normativa
nº 52, de 7 de novembro de 2011, que define o padrão oficial de classificação da
farinha de mandioca. Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/FarinhadeMandiocaIN522011.pdf>
. Acesso em: 13 mai. 2013.
BRASIL, Ministério da Agricultura Pecuária e Abastecimento. Instrução Normativa
nº 61, de 22 de dezembro de 2011, que define o padrão oficial de classificação do
milho pipoca. Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/MilhoPipocaInstrucaoNormativa61
11.pdf>. Acesso em: 13 mai. 2013.
BRASIL, Ministério da Agricultura, do Abastecimento e da Reforma Agrária.
Portaria nº 65, de 16 de fevereiro de 1993, que define as características de
identidade, qualidade, embalagem, marcação e apresentação da lentilha que se
destina à comercialização. Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/lentilha065_93.pdf>. Acesso em:
13 mai. 2013.
BRASIL, Ministério da Agricultura. Portaria nº 109, de 24 de fevereiro de 1989,
que estabelece normas de Identidade, Qualidade, Apresentação e Embalagem da
Canjica de Milho. Disponível em:

20
<http://www.codapar.pr.gov.br/arquivos/File/pdf/canjica109_89.pdf>. Acesso em:
13 mai. 2013.
BRASIL, Ministério da Agricultura. Portaria nº 147, de 14 de julho de 1987, que
define as características de identidade, qualidade, embalagem e marcação do
amendoim que se destina à comercialização interna. Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/amendoim147_87.pdf>. Acesso
em: 13 mai. 2013.
CECCHI, H. M. Fundamentos teóricos e práticos em análises de alimentos. 2.
ed. Campinas: Editora da Unicamp, 2003
CEREDA, M. P. Caracterização dos subprodutos da industrialização da mandioca.
In: CEREDA, M. P. (Coord.). Manejo, uso e tratamento de subprodutos da
industrialização da mandioca. São Paulo: Fundação Cargill, 2001. p.13-37 (Série
Culturas de tuberosas amiláceas Latino Americanas, v.4).
FUKUDA, C. Doenças da mandioca. In: Centro Nacional de Pesquisa de Mandioca
e Fruticultura Tropical (Cruz das Almas, BA). Instruções práticas para o cultivo
da mandioca. Cruz das Almas, BA: Embrapa-CNPMF, p.53-56., 1993.
INSTITUTO ADOLFO LUTZ - Normas Analíticas, métodos químicos e físicos
para a análise de alimentos. 4 ed. São Paulo: Instituto Adolfo Lutz, 2008.
Mandiocultura: derivados da mandioca/ Integra Consultoria e Representação
e Comércio. Salvador: Sebrae Bahia, 2009. Disponível em:
<http://www.oitcinterfor.org/sites/default/files/mandioca_sebrae.pdf>. Acesso em:
15 mai. 2013.

21
O polvilho azedo. Aditivos e Ingredientes. São Paulo, n.72, 2010. Disponível em:
<http://www.insumos.com.br/aditivos_e_ingredientes/materias/207.pdf>. Acesso
em: 15 mai. 2013.
ROCHA, A. S. Caracterização e aproveitamento do farelo residual do
processamento de fécula de mandioca na elaboração de biscoitos. 48f. 2005.
Dissertação (Mestrado em Ciências Agrárias) - Escola de Agronomia - Universidade
Federal da Bahia, Cruz das Almas, 2005. Disponível em:
<http://www.ufrb.edu.br/pgcienciasagrarias/index.php/documentos/cat_view/14-tes
es-e-dissertacoes-defendidas/16-ano-2005>. Acesso em: 04 ago. 2013.
Tecnologia de fabricação de farinha de mandioca. Disponível em:
<http://www.engetecno.com.br/como_fabricar.htm>. Acesso em: 04 ago. 2013
VIEIRA, Luiz M. Fatores que afetam a competitividade das farinheiras e
polvilheiras na agricultura familiar catarinense. Florianópolis: Instituto Cepa/SC,
88p. 2002.