MAKALAH PEMODELAN SISTEM
Proses Pembuatan Keramik
Disusun Untuk Memenuhi Tugas Mata Kuliah Pemodelan Sistem yang
dibimbing oleh Bapak Ir. Bambang Indrayadi, MT
Disusun Oleh :
ChANDRA PRASETYA 0910670007
ANDINI IRMA DEWI 0910670047
DURRY DAROJATUL AULA 0910670060
ARGA MAHARDHIKA 0910671024
DIAN ANDRILLIA 0910671038
KEMENTRIAN PENDIDIKAN NASIONAL
UNIVERSITAS BRAWIJAYA
FAKULTAS TEKNIK
MALANG
2012

KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa, atas
berkat rahmat dan karuniaNya, sehingga penulis dapat menyelesaikan
makalah pemodelan sistem mengenai proses pembuatan keramik untuk
memenuhi tugas Mata Kuliah Pemodelan Sistem
Makalah ini tidak lepas dari bantuan semua pihak, oleh karena itu
penulis mengucapkan terima kasih kepada :
1. Bapak Ir. Bambang Indrayadi, MT selaku dosen pembimbing mata
kuliah Pemodelan Sistem.
2. Teman-teman angkatan 2009, dan teman-teman satu Program Studi
Teknik Industri. Terimakasih atas semua saran yang diberikan.
Penulis menyadari dalam penulisan ini masih jauh dari sempurna,
oleh karena itu penulis mengharapkan kritik dan saran yang
membangun dari semua pihak demi perbaikan dan penyempurnaan
makalah ini. Akhirnya penulis berharap makalah ini dapat berfungsi bagi
semua pihak yang memerlukannya.
Malang, Maret 2012
Penulis
BAB I
PENDAHULUAN
1.1Latar Belakang
Performansi suatu sistem yang sudah kita miliki atau sudah berjalan
harus kita jaga dan kita tingkatkan, selain dari itu desain baru suatu
sistem diharapkan memiliki performansi yang optimal. Dalam upaya
tersebut, sering sekali kita mengalami kesulitan dalam mengukur
performansi dari desain baru suatu sistem sebelum dioperasikan atau
akibat suatu perbaikan pada sistem yang sudah ada. Uji coba atas suatu
perbaikan atau perubahan langsung terhadap sistem yang ada pasti
akan memerlukan waktu dan biaya yang sangat besar di samping risiko
kegagalan yang sulit diestimasi.
Simulasi juga bertujuan untuk mendeskripsikan sistem secara nyata
dan terperinci. Maka dari itu pada makalah tentang pembuatan keramik
ini memberikan dasar-dasar pembuatan simulasi proses pembuatan
keramik yang mudah dan cepat serta melakukan analisis terhadap
output yang diperolehsesuai dengan sistem yang nyata. Penerapan
pada makalah permodelan sistem proses pembuatan keramik ini
diharapkan dapat memodelkan sistem proses pembuatan keramik
secara utuh dan dapat menjadi referensi untuk perancangan sistem
yang lebih baik.
1.2Tujuan
Tujuan dari makalah ini adalah :
1. Dapat menggunakan software Arena sebagai package software
untuk simulasi.
2. Mensimulasikan perubahan dari lingkungan di luar sistem proses
pembuatan keramik dan mengamati pengaruhnya terhadap perilaku
sistem yang terjadi.
3. Membantu mempelajari interaksi antar komponen dan subsistem di
dalam sistem proses pembuatan keramik yang kompleks.
4. Dapat memodelkan sistem pembuatan keramik sesuai dengan
sistem yang nyata dan dapat menjadi referensi untuk perancangan
sistem yang lebih baik.
1.3Manfaat
Manfaat dari praktikum ini antara lain :
1. Dapat mengaplikasikan pembuatan model simulasi yang mampu
menggambarkan kondisi nyata dari aktivitas proses dalam hal
pembuatan keramik dengan menggunakan software Arena.
2. Dapat mengetahui simulasi perubahan dari lingkungan di luar sistem
dan mengamati pengaruhnya terhadap perilaku sistem yang terjadi.
3. Memahami interaksi antar komponen dan subsistem di dalam sistem
kompleks.
4. Memperoleh perbaikan sistem proses pembuatan keramik yang lebih
baik, dengan meninjau kesalahan-kesalahan yang terjadi ketika
simulasi sistem berlangsung.
BAB II
PEMBAHASAN
2.1Gambaran Sistem
Membuat lintasan produksi bukanlah suatu perkara yang mudah.
Menciptakan lintasan produksi yang baik membutuhkan perhitungan
yang cermat agar keseimbangan lintasan produksi dengan output yang
baik dapat tercapai. Kota Malang juga dikenal sebagai salah satu
produsen keramik berkualitas di Indonesia dan sentra industri keramik
di Malang berlokasi di Dinoyo. Proses produksi ini bergerak di bidang
manufaktur untuk memproduksi keramik. Masalah yang sering terjadi
pada rumah produksi keramik adalah banyaknya antrian yang tidak
seimbang pada proses satu dengan lainnya. Penggunaan program
pemodelan simulasi ini diharapkan dapat meminimasi lama waktu
antrian antar proses produksi dan memaksimalkan jumlah produk yang
dapat dihasilkan. Data yang diambil atau digunakan yaitu data waktu
material yang datang ke sistem, waktu proses, dan waktu selesai
pemrosesan. Untuk memperbaiki sistem, perbaikan pada proses
produksi keramik yang perlu dilakukan yaitu dengan melakukan
skenario penambahan server.
Tujuan dari pembuatan sistem simulasi proses produksi keramik
adalah meminimasi lama waktu antrian material pada suatu proses dan
memaksimalkan jumlah produk yang dapat diproduksi. Ruang lingkup
dan batasan studi, yaitu:
a. Diasumsikan jenis produksi keramik adalah make to stock.
b. Studi hanya membahas pelayanan pada proses produksi dari
material masuk sampai menjadi keramik.
c. Data yang diambil adalah waktu kedatangan material dan lama
waktu pengerjaan material atau produk.
d. Diasumsikan tidak ada waste material dan rework materials.
e. Untuk pembangkitan bilangan acak pada sistem pembuatan keramik
ini menggunakan sampling data selama 8 jam, yaitu dari pukul
08.00 - 16.00.
f. Proses selanjutnya tidak dapat dimulai sebelum proses
pendahulunya selesai.
g. Tidak tersedianya warehouse dalam produksi keramik.
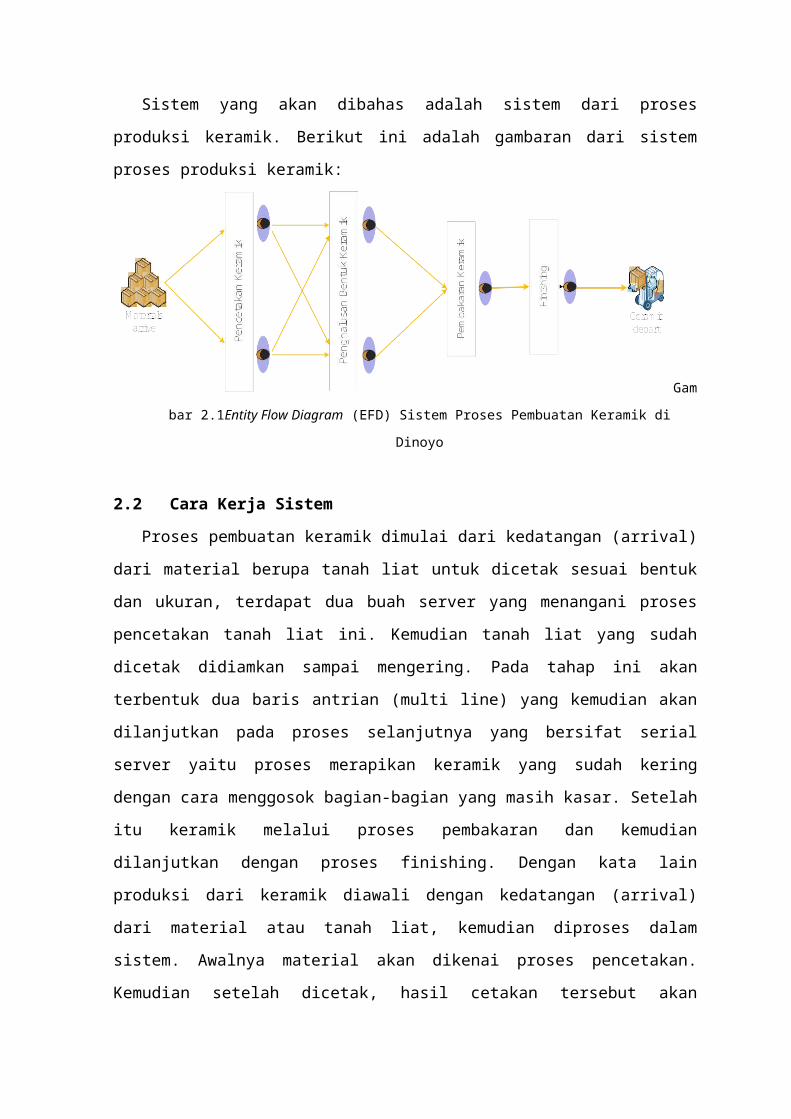
Sistem yang akan dibahas adalah sistem dari proses produksi
keramik. Berikut ini adalah gambaran dari sistem proses produksi
keramik:
Gambar 2.1Entity Flow Diagram (EFD) Sistem Proses Pembuatan Keramik di
Dinoyo
2.2Cara Kerja Sistem
Proses pembuatan keramik dimulai dari kedatangan (arrival) dari
material berupa tanah liat untuk dicetak sesuai bentuk dan ukuran,
terdapat dua buah server yang menangani proses pencetakan tanah liat
ini. Kemudian tanah liat yang sudah dicetak didiamkan sampai
mengering. Pada tahap ini akan terbentuk dua baris antrian (multi line)
yang kemudian akan dilanjutkan pada proses selanjutnya yang bersifat
serial server yaitu proses merapikan keramik yang sudah kering dengan
cara menggosok bagian-bagian yang masih kasar. Setelah itu keramik
melalui proses pembakaran dan kemudian dilanjutkan dengan proses
finishing. Dengan kata lain produksi dari keramik diawali dengan
kedatangan (arrival) dari material atau tanah liat, kemudian diproses
dalam sistem. Awalnya material akan dikenai proses pencetakan.
Kemudian setelah dicetak, hasil cetakan tersebut akan diinspeksi dan
dirapikan (penghalusan) sebelum dilakukan pembakaran dan finishing
(serial server). Pada proses pencetakan dan finishing terdapat dua buah
server (multi server) dengan dua buah baris antrian (multi line). Setelah
proses produksi usai maka sistem simulasi berakhir, yang diindikasikan
dengan dihasilkannya produk keramik.
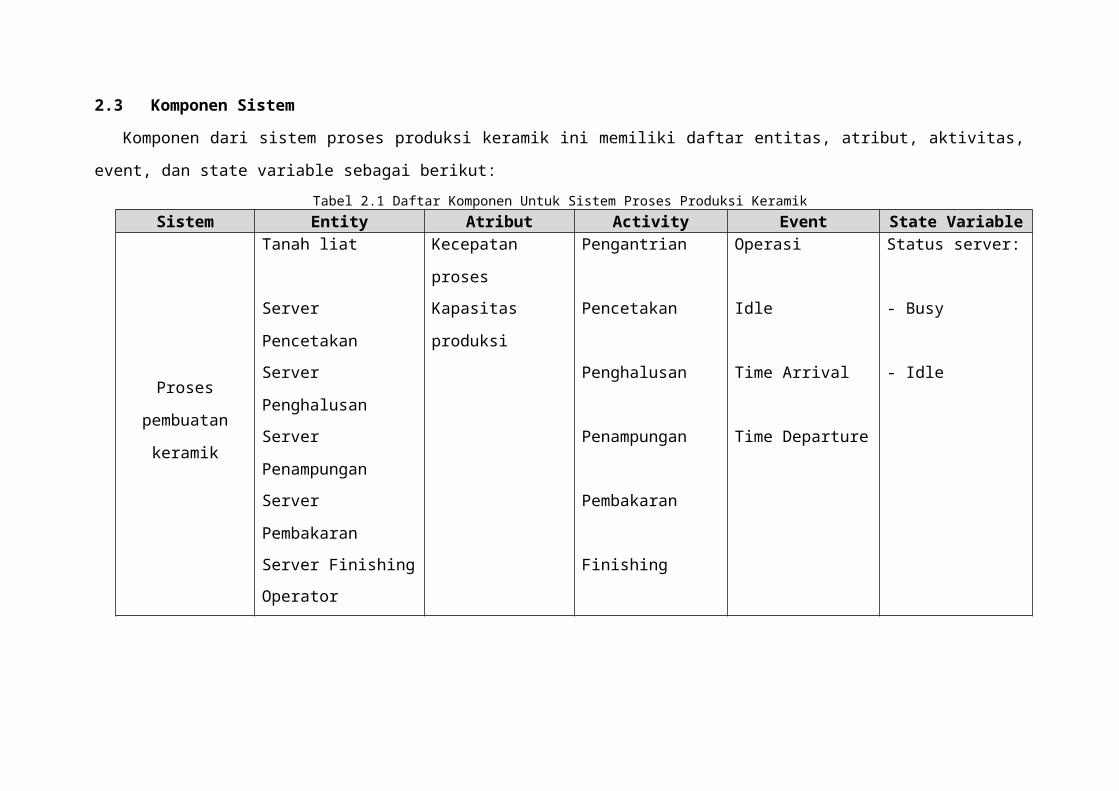
2.3 Komponen Sistem
Komponen dari sistem proses produksi keramik ini memiliki daftar entitas, atribut, aktivitas, event, dan state
variable sebagai berikut:
Tabel 2.1 Daftar Komponen Untuk Sistem Proses Produksi KeramikSistem Entity Atribut Activity Event State Variable
Proses
pembuatan
keramik
Tanah liat Kecepatan
proses
Pengantrian Operasi Status server:
Server Pencetakan Kapasitas
produksi
Pencetakan Idle - Busy
Server
Penghalusan
Penghalusan Time Arrival - Idle
Server
Penampungan
Penampungan Time Departure
Server
Pembakaran
Pembakaran
Server Finishing Finishing
Operator
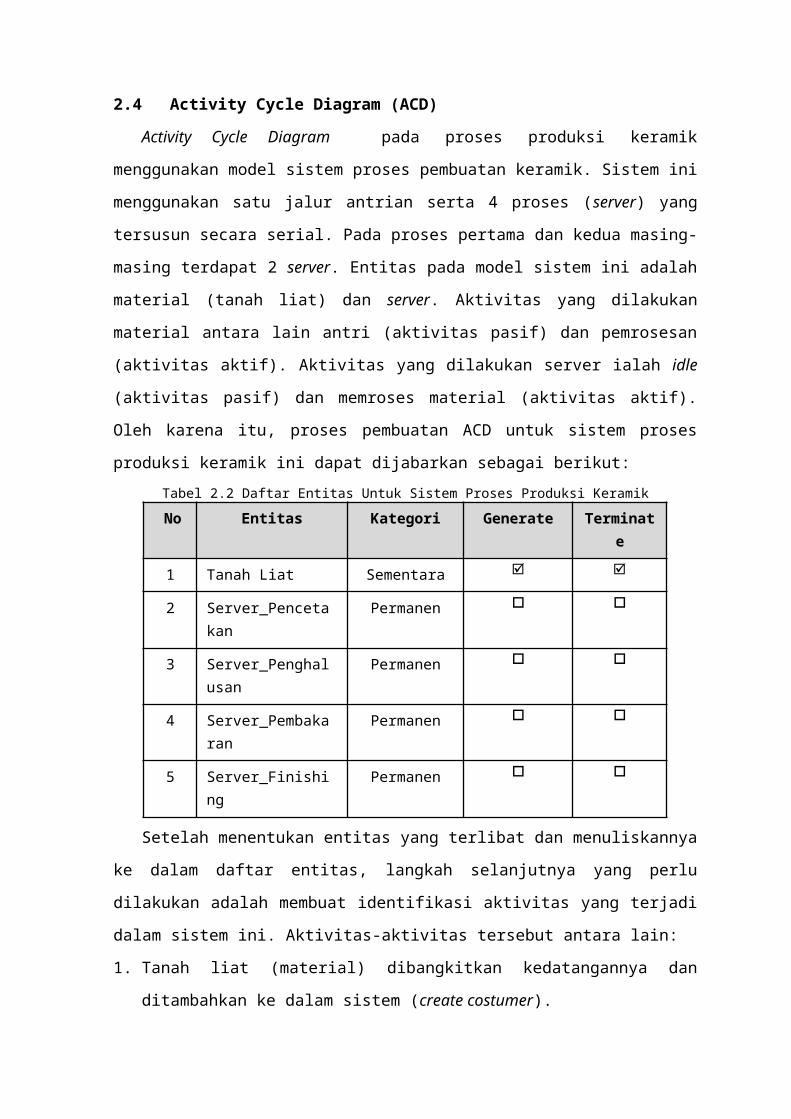
2.4Activity Cycle Diagram (ACD)
Activity Cycle Diagram pada proses produksi keramik menggunakan
model sistem proses pembuatan keramik. Sistem ini menggunakan satu
jalur antrian serta 4 proses (server) yang tersusun secara serial. Pada
proses pertama dan kedua masing-masing terdapat 2 server. Entitas
pada model sistem ini adalah material (tanah liat) dan server. Aktivitas
yang dilakukan material antara lain antri (aktivitas pasif) dan
pemrosesan (aktivitas aktif). Aktivitas yang dilakukan server ialah idle
(aktivitas pasif) dan memroses material (aktivitas aktif). Oleh karena itu,
proses pembuatan ACD untuk sistem proses produksi keramik ini dapat
dijabarkan sebagai berikut:
Tabel 2.2 Daftar Entitas Untuk Sistem Proses Produksi Keramik
No Entitas Kategori Generate Terminate
1 Tanah Liat Sementara
2 Server_Pencetakan
Permanen
3 Server_Penghalusan
Permanen
4 Server_Pembakaran
Permanen
5 Server_Finishing Permanen
Setelah menentukan entitas yang terlibat dan menuliskannya ke
dalam daftar entitas, langkah selanjutnya yang perlu dilakukan adalah
membuat identifikasi aktivitas yang terjadi dalam sistem ini. Aktivitas-
aktivitas tersebut antara lain:
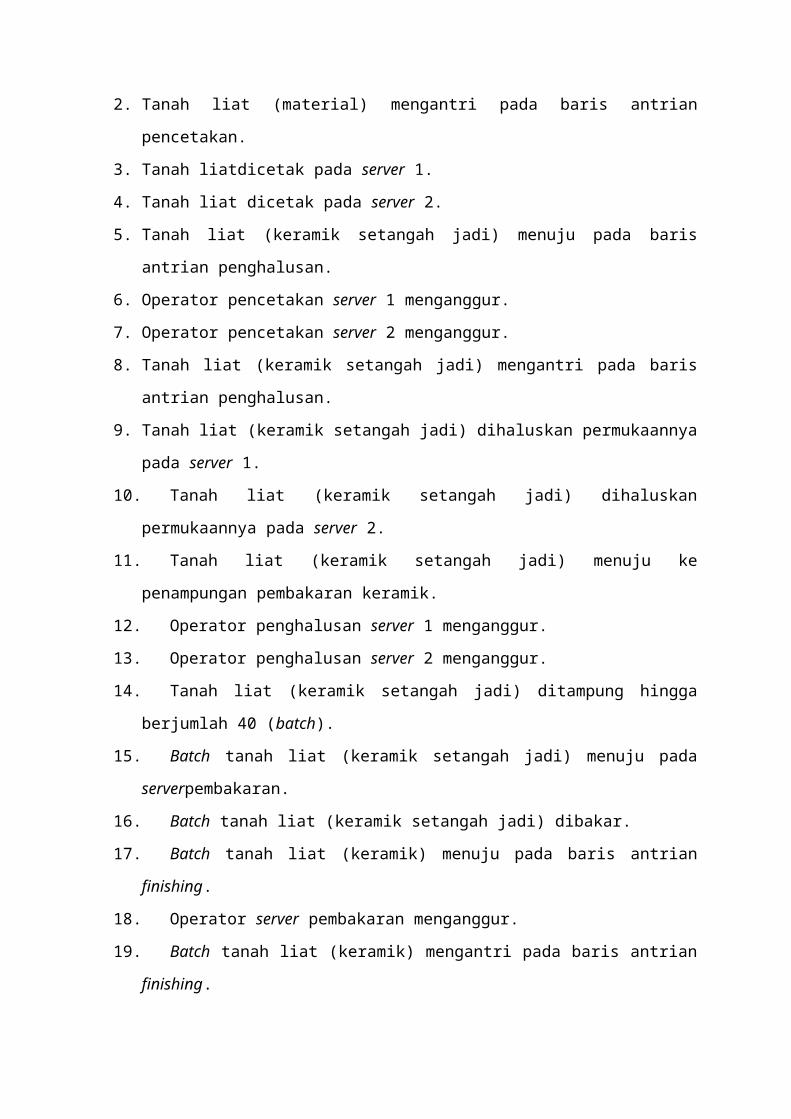
1. Tanah liat (material) dibangkitkan kedatangannya dan ditambahkan
ke dalam sistem (create costumer).
2. Tanah liat (material) mengantri pada baris antrian pencetakan.
3. Tanah liatdicetak pada server 1.
4. Tanah liat dicetak pada server 2.
5. Tanah liat (keramik setangah jadi) menuju pada baris antrian
penghalusan.
6. Operator pencetakan server 1 menganggur.
7. Operator pencetakan server 2 menganggur.
8. Tanah liat (keramik setangah jadi) mengantri pada baris antrian
penghalusan.
9. Tanah liat (keramik setangah jadi) dihaluskan permukaannya pada
server 1.
10. Tanah liat (keramik setangah jadi) dihaluskan permukaannya pada
server 2.
11. Tanah liat (keramik setangah jadi) menuju ke penampungan
pembakaran keramik.
12. Operator penghalusan server 1 menganggur.
13. Operator penghalusan server 2 menganggur.
14. Tanah liat (keramik setangah jadi) ditampung hingga berjumlah 40
(batch).
15. Batch tanah liat (keramik setangah jadi) menuju pada
serverpembakaran.
16. Batch tanah liat (keramik setangah jadi) dibakar.
17. Batch tanah liat (keramik) menuju pada baris antrian finishing.
18. Operator server pembakaran menganggur.
19. Batch tanah liat (keramik) mengantri pada baris antrian finishing.
20. Batch tanah liat (keramik) dicat, dihias dan dikemas.
21. Operator server finishing menganggur.
22. Batch tanah liat (keramik jadi) keluar dan dihilangkan dari sistem
(terminate costumer).
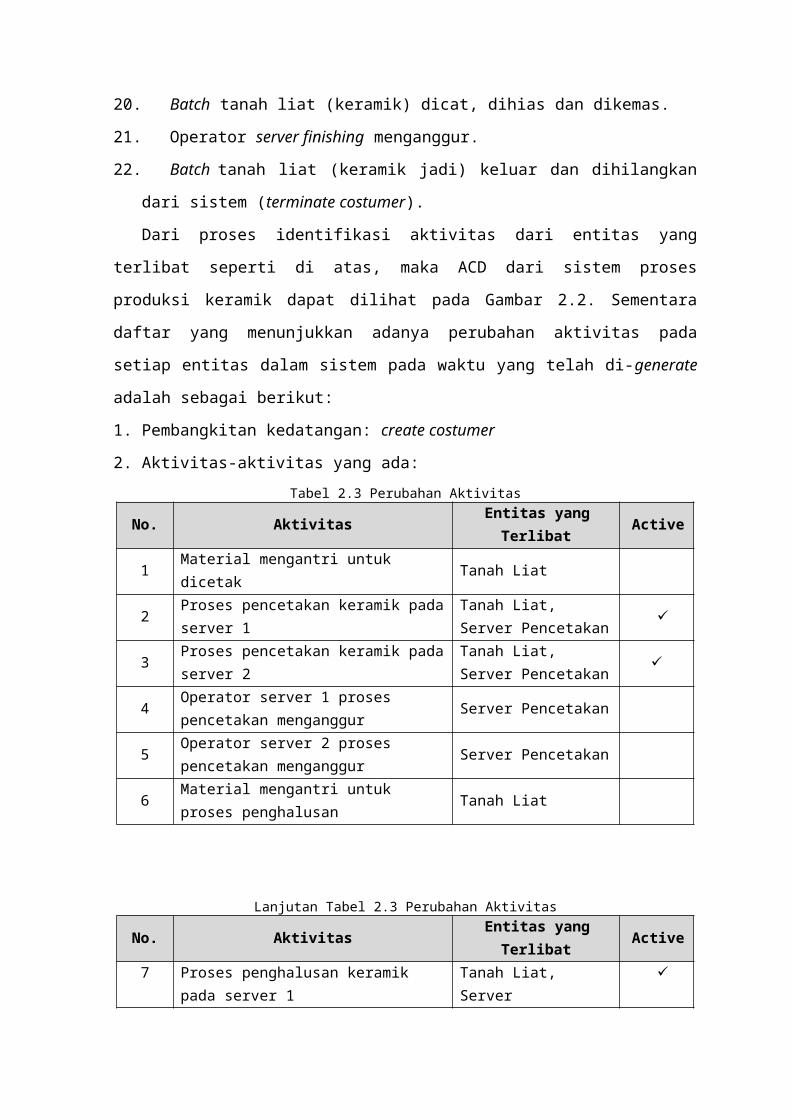
Dari proses identifikasi aktivitas dari entitas yang terlibat seperti di
atas, maka ACD dari sistem proses produksi keramik dapat dilihat pada
Gambar 2.2. Sementara daftar yang menunjukkan adanya perubahan
aktivitas pada setiap entitas dalam sistem pada waktu yang telah di-
generate adalah sebagai berikut:
1. Pembangkitan kedatangan: create costumer
2. Aktivitas-aktivitas yang ada:
Tabel 2.3 Perubahan Aktivitas
No. AktivitasEntitas yang
TerlibatActive
1 Material mengantri untuk dicetak Tanah Liat
2Proses pencetakan keramik pada server 1
Tanah Liat, Server Pencetakan
3Proses pencetakan keramik pada server 2
Tanah Liat, Server Pencetakan
4Operator server 1 proses pencetakan menganggur
Server Pencetakan
5Operator server 2 proses pencetakan menganggur
Server Pencetakan
6Material mengantri untuk proses penghalusan
Tanah Liat
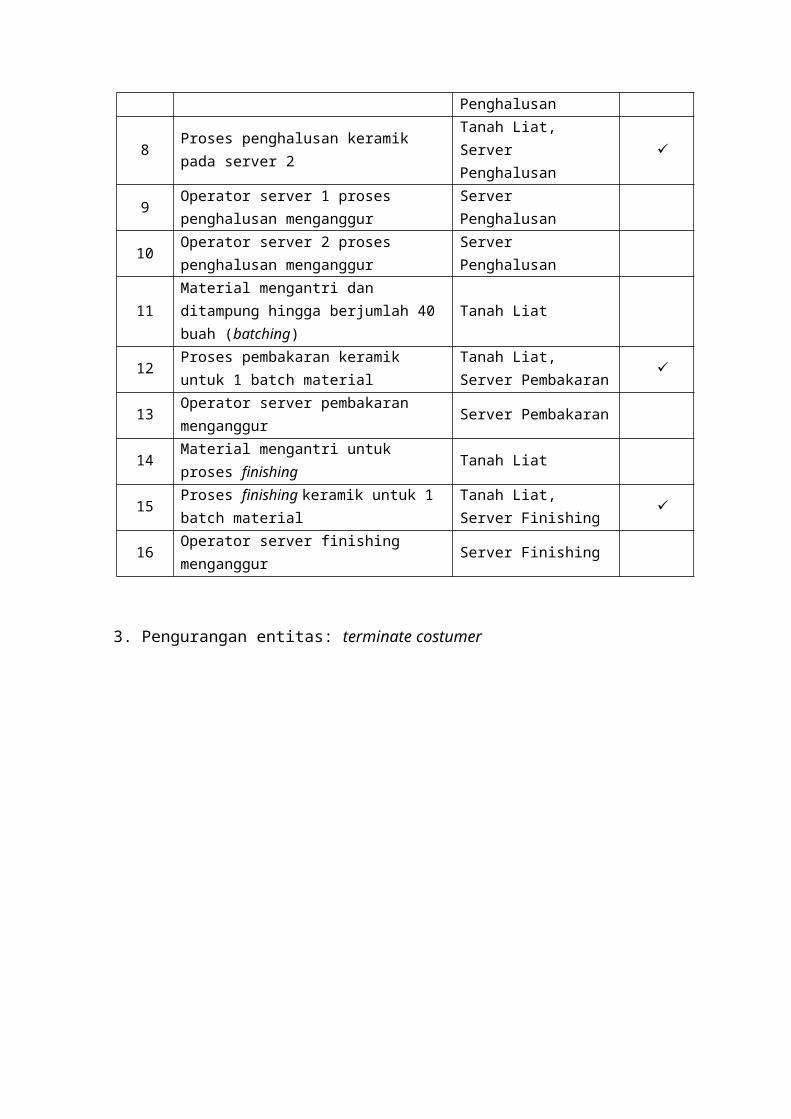
Lanjutan Tabel 2.3 Perubahan Aktivitas
No. AktivitasEntitas yang
TerlibatActive
7Proses penghalusan keramik pada server 1
Tanah Liat, Server Penghalusan
8Proses penghalusan keramik pada server 2
Tanah Liat, Server Penghalusan
9Operator server 1 proses penghalusan menganggur
Server Penghalusan
10Operator server 2 proses penghalusan menganggur
Server Penghalusan
11Material mengantri dan ditampung hingga berjumlah 40 buah (batching)
Tanah Liat
12Proses pembakaran keramik untuk 1 batch material
Tanah Liat, Server Pembakaran
13Operator server pembakaran menganggur
Server Pembakaran
14Material mengantri untuk proses finishing
Tanah Liat
15Proses finishing keramik untuk 1 batch material
Tanah Liat, Server Finishing
16Operator server finishing menganggur
Server Finishing
3. Pengurangan entitas: terminate costumer
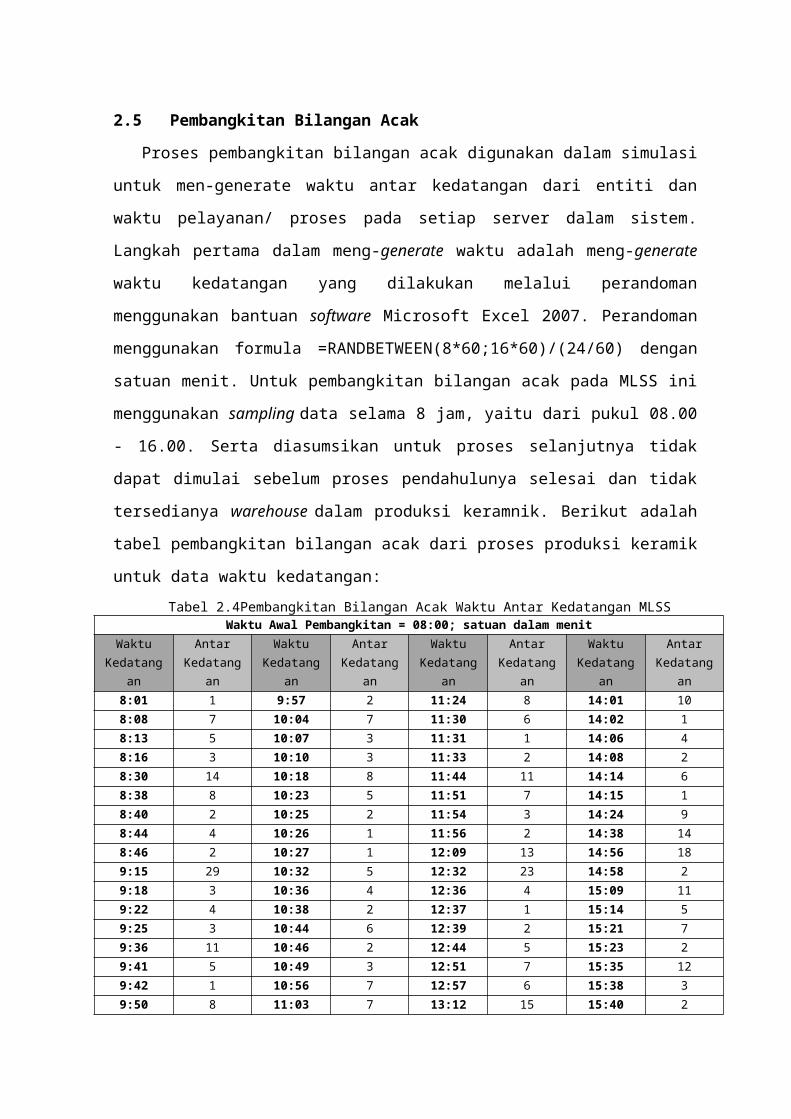
2.5 Pembangkitan Bilangan Acak
Proses pembangkitan bilangan acak digunakan dalam simulasi untuk
men-generate waktu antar kedatangan dari entiti dan waktu pelayanan/
proses pada setiap server dalam sistem. Langkah pertama dalam meng-
generate waktu adalah meng-generate waktu kedatangan yang
dilakukan melalui perandoman menggunakan bantuan software
Microsoft Excel 2007. Perandoman menggunakan formula
=RANDBETWEEN(8*60;16*60)/(24/60) dengan satuan menit. Untuk
pembangkitan bilangan acak pada MLSS ini menggunakan sampling
data selama 8 jam, yaitu dari pukul 08.00 - 16.00. Serta diasumsikan
untuk proses selanjutnya tidak dapat dimulai sebelum proses
pendahulunya selesai dan tidak tersedianya warehouse dalam produksi
keramnik. Berikut adalah tabel pembangkitan bilangan acak dari proses
produksi keramik untuk data waktu kedatangan:
Tabel 2.4Pembangkitan Bilangan Acak Waktu Antar Kedatangan MLSSWaktu Awal Pembangkitan = 08:00; satuan dalam menit
Waktu Kedatang
an
Antar Kedatang
an
Waktu Kedatang
an
Antar Kedatang
an
Waktu Kedatang
an
Antar Kedatang
an
Waktu Kedatang
an
Antar Kedatang
an8:01 1 9:57 2 11:24 8 14:01 108:08 7 10:04 7 11:30 6 14:02 18:13 5 10:07 3 11:31 1 14:06 48:16 3 10:10 3 11:33 2 14:08 28:30 14 10:18 8 11:44 11 14:14 68:38 8 10:23 5 11:51 7 14:15 18:40 2 10:25 2 11:54 3 14:24 98:44 4 10:26 1 11:56 2 14:38 148:46 2 10:27 1 12:09 13 14:56 189:15 29 10:32 5 12:32 23 14:58 29:18 3 10:36 4 12:36 4 15:09 119:22 4 10:38 2 12:37 1 15:14 59:25 3 10:44 6 12:39 2 15:21 79:36 11 10:46 2 12:44 5 15:23 29:41 5 10:49 3 12:51 7 15:35 129:42 1 10:56 7 12:57 6 15:38 39:50 8 11:03 7 13:12 15 15:40 29:51 1 11:05 2 13:20 8 15:44 49:52 1 11:07 2 13:29 9 15:46 29:55 3 11:16 9 13:51 22 15:55 9
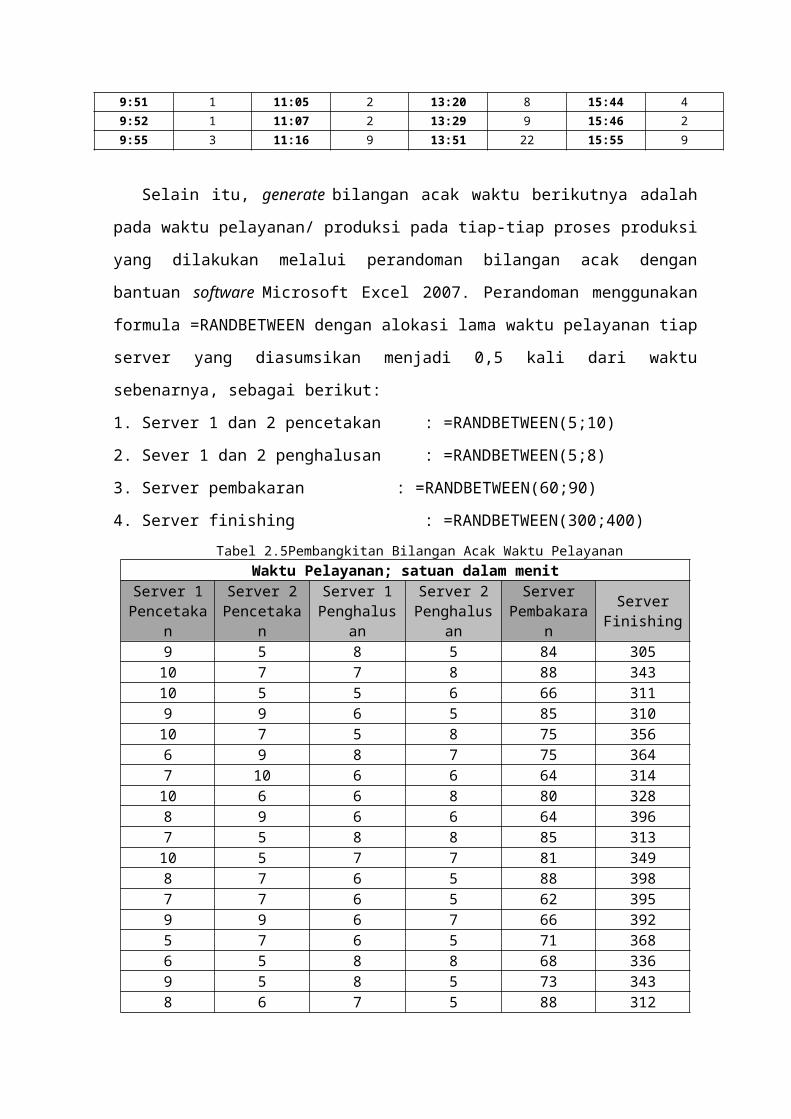
Selain itu, generate bilangan acak waktu berikutnya adalah pada
waktu pelayanan/ produksi pada tiap-tiap proses produksi yang
dilakukan melalui perandoman bilangan acak dengan bantuan software
Microsoft Excel 2007. Perandoman menggunakan formula
=RANDBETWEEN dengan alokasi lama waktu pelayanan tiap server
yang diasumsikan menjadi 0,5 kali dari waktu sebenarnya, sebagai
berikut:
1. Server 1 dan 2 pencetakan : =RANDBETWEEN(5;10)
2. Sever 1 dan 2 penghalusan : =RANDBETWEEN(5;8)
3. Server pembakaran : =RANDBETWEEN(60;90)
4. Server finishing : =RANDBETWEEN(300;400)
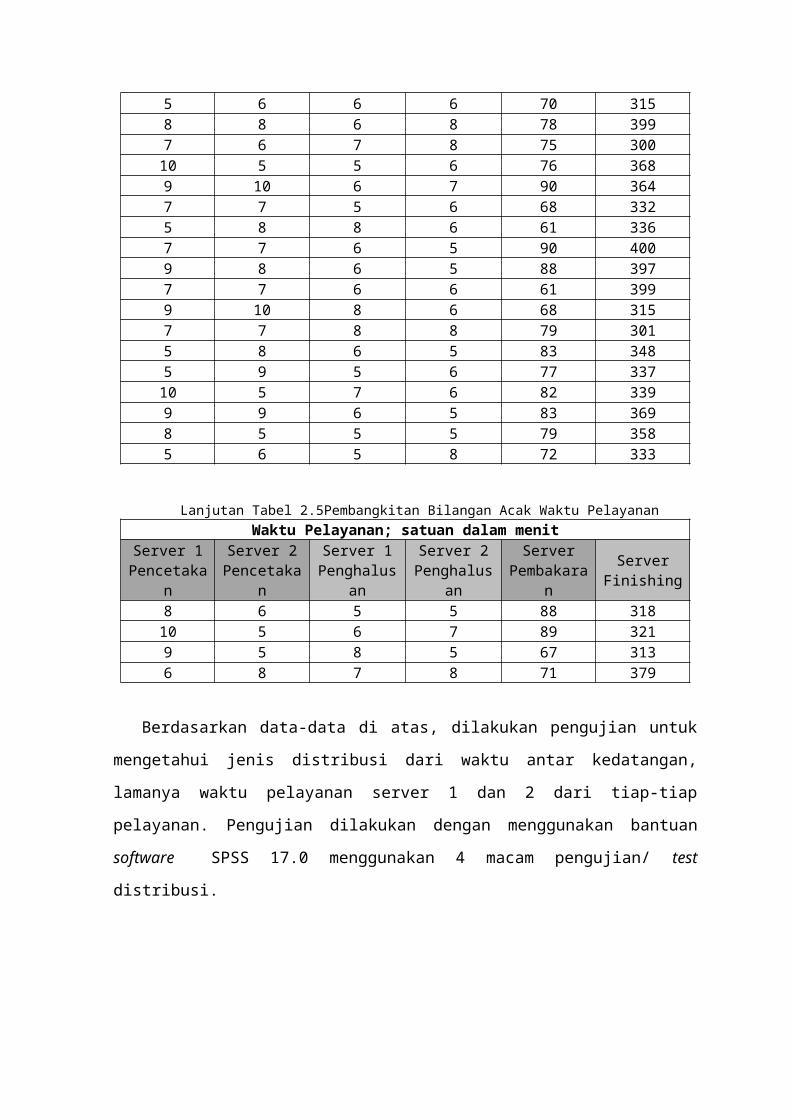
Tabel 2.5Pembangkitan Bilangan Acak Waktu PelayananWaktu Pelayanan; satuan dalam menit
Server 1 Pencetaka
n
Server 2 Pencetaka
n
Server 1 Penghalus
an
Server 2 Penghalus
an
Server Pembakar
an
Server Finishing
9 5 8 5 84 30510 7 7 8 88 34310 5 5 6 66 3119 9 6 5 85 310
10 7 5 8 75 3566 9 8 7 75 3647 10 6 6 64 314
10 6 6 8 80 3288 9 6 6 64 3967 5 8 8 85 313
10 5 7 7 81 3498 7 6 5 88 3987 7 6 5 62 3959 9 6 7 66 3925 7 6 5 71 3686 5 8 8 68 3369 5 8 5 73 3438 6 7 5 88 3125 6 6 6 70 3158 8 6 8 78 3997 6 7 8 75 300
10 5 5 6 76 3689 10 6 7 90 3647 7 5 6 68 3325 8 8 6 61 3367 7 6 5 90 4009 8 6 5 88 3977 7 6 6 61 3999 10 8 6 68 3157 7 8 8 79 3015 8 6 5 83 3485 9 5 6 77 337
10 5 7 6 82 339
9 9 6 5 83 3698 5 5 5 79 3585 6 5 8 72 333
Lanjutan Tabel 2.5Pembangkitan Bilangan Acak Waktu PelayananWaktu Pelayanan; satuan dalam menit
Server 1 Pencetaka
n
Server 2 Pencetaka
n
Server 1 Penghalus
an
Server 2 Penghalus
an
Server Pembakar
an
Server Finishing
8 6 5 5 88 31810 5 6 7 89 3219 5 8 5 67 3136 8 7 8 71 379
Berdasarkan data-data di atas, dilakukan pengujian untuk
mengetahui jenis distribusi dari waktu antar kedatangan, lamanya
waktu pelayanan server 1 dan 2 dari tiap-tiap pelayanan. Pengujian
dilakukan dengan menggunakan bantuan software SPSS 17.0
menggunakan 4 macam pengujian/ test distribusi.
Sebelum melakukan pengujian, terlebih dahulu harus merumuskan H0
dan H1 secara umum dari pengujian distribusi yang akan dilakukan,
antara lain:
1. H0 = Data waktu antar kedatangan/ pelayanan berdistribusi normal
H1 = Data waktu antar kedatangan/ pelayanan tidak berdistribusi
normal
2. H0 = Data waktu antar kedatangan/ pelayanan berdistribusi uniform
H1 = Data waktu antar kedatangan/ pelayanan tidak berdistribusi
uniform
3. H0 = Data waktu antar kedatangan/ pelayanan berdistribusi poisson
H1 = Data waktu antar kedatangan/ pelayanan tidak berdistribusi
poisson
4. H0 = Data waktu antar kedatangan/ pelayanan berdistribusi
exponential
H1 = Data waktu antar kedatangan/ pelayanan tidak berdistribusi
exponential
Langkah-langkah yang dilakukan dalam pengujian distribusi waktu antar
kedatangan dan lamanya waktu pelayanan adalah sebagai berikut:
1. Masukkan data waktu antar kedatangan dan lamanya waktu
pelayanan pada SPSS 17.0.
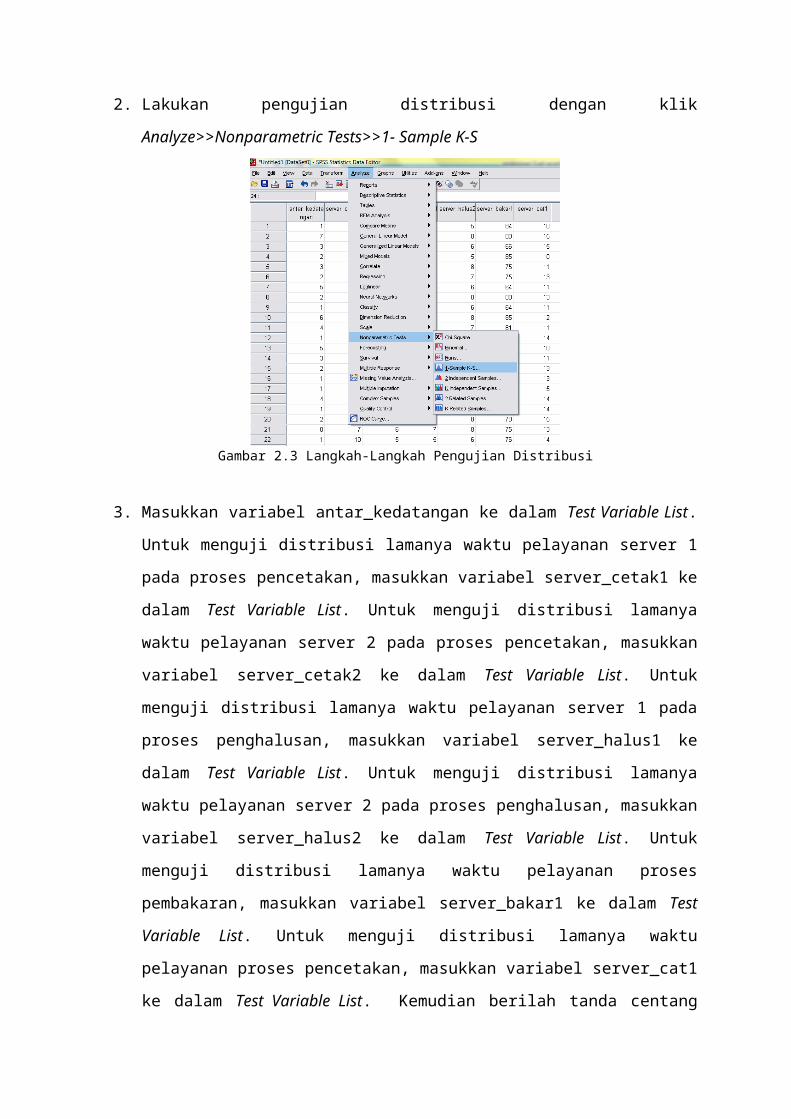
2. Lakukan pengujian distribusi dengan klik Analyze>>Nonparametric
Tests>>1- Sample K-S
Gambar 2.3 Langkah-Langkah Pengujian Distribusi
3. Masukkan variabel antar_kedatangan ke dalam Test Variable List.
Untuk menguji distribusi lamanya waktu pelayanan server 1 pada
proses pencetakan, masukkan variabel server_cetak1 ke dalam Test
Variable List. Untuk menguji distribusi lamanya waktu pelayanan
server 2 pada proses pencetakan, masukkan variabel server_cetak2
ke dalam Test Variable List. Untuk menguji distribusi lamanya waktu
pelayanan server 1 pada proses penghalusan, masukkan variabel
server_halus1 ke dalam Test Variable List. Untuk menguji distribusi
lamanya waktu pelayanan server 2 pada proses penghalusan,
masukkan variabel server_halus2 ke dalam Test Variable List. Untuk
menguji distribusi lamanya waktu pelayanan proses pembakaran,
masukkan variabel server_bakar1 ke dalam Test Variable List. Untuk
menguji distribusi lamanya waktu pelayanan proses pencetakan,
masukkan variabel server_cat1 ke dalam Test Variable List.
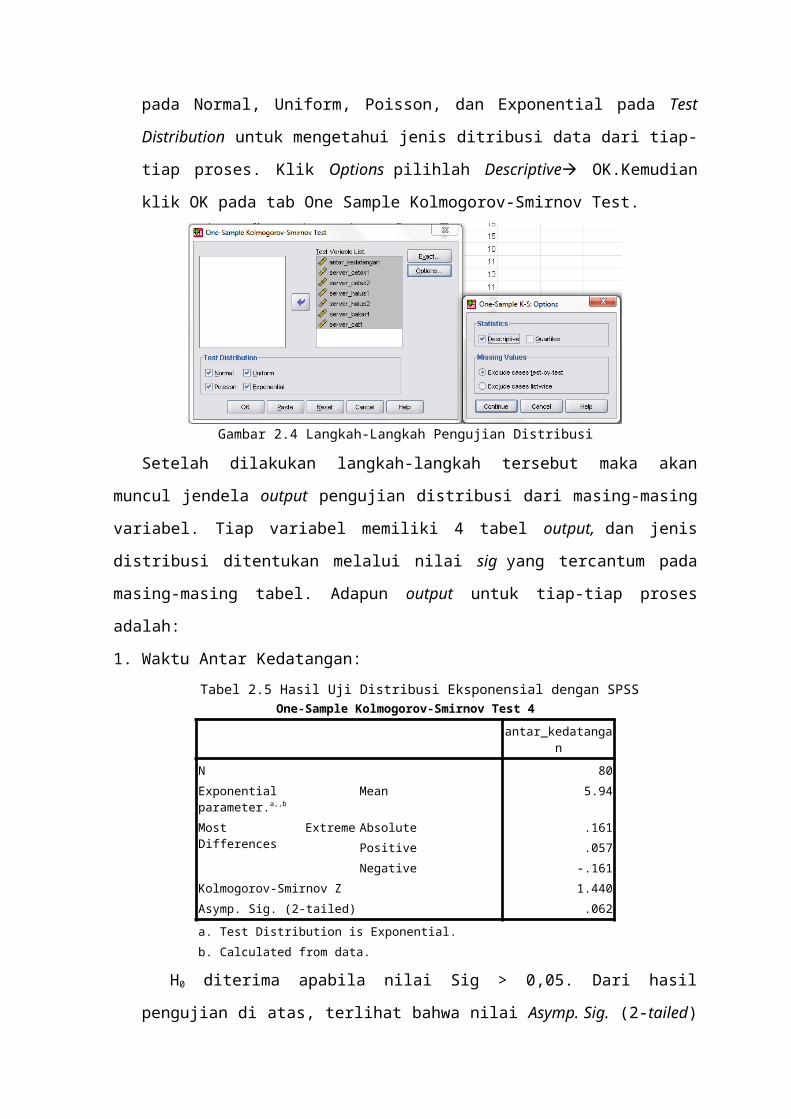
Kemudian berilah tanda centang pada Normal, Uniform, Poisson, dan
Exponential pada Test Distribution untuk mengetahui jenis ditribusi
data dari tiap-tiap proses. Klik Options pilihlah Descriptive
OK.Kemudian klik OK pada tab One Sample Kolmogorov-Smirnov
Test.
Gambar 2.4 Langkah-Langkah Pengujian Distribusi
Setelah dilakukan langkah-langkah tersebut maka akan muncul
jendela output pengujian distribusi dari masing-masing variabel. Tiap
variabel memiliki 4 tabel output, dan jenis distribusi ditentukan melalui
nilai sig yang tercantum pada masing-masing tabel. Adapun output
untuk tiap-tiap proses adalah:
1. Waktu Antar Kedatangan:
Tabel 2.5 Hasil Uji Distribusi Eksponensial dengan SPSSOne-Sample Kolmogorov-Smirnov Test 4
antar_kedatangan
N 80
Exponential parameter.a,,b Mean 5.94
Most Extreme Differences Absolute .161
Positive .057
Negative -.161
Kolmogorov-Smirnov Z 1.440
Asymp. Sig. (2-tailed) .062
a. Test Distribution is Exponential.
b. Calculated from data.
H0 diterima apabila nilai Sig > 0,05. Dari hasil pengujian di atas,
terlihat bahwa nilai Asymp. Sig. (2-tailed) = 0,062 > 0,05 maka H0
diterima yang artinya data berdistribusi eksponensial, dengan
parameter mean = 5,94.
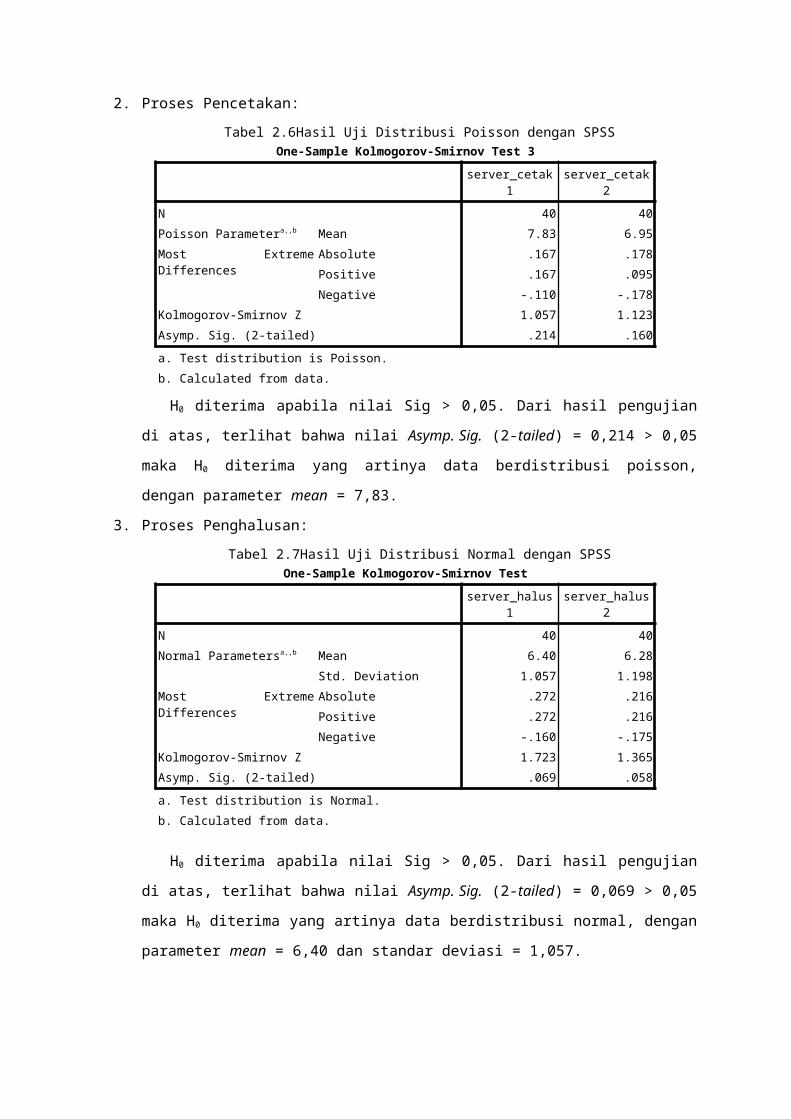
2. Proses Pencetakan:
Tabel 2.6Hasil Uji Distribusi Poisson dengan SPSSOne-Sample Kolmogorov-Smirnov Test 3
server_cetak1 server_cetak2
N 40 40
Poisson Parametera,,b Mean 7.83 6.95
Most Extreme Differences Absolute .167 .178
Positive .167 .095
Negative -.110 -.178
Kolmogorov-Smirnov Z 1.057 1.123
Asymp. Sig. (2-tailed) .214 .160
a. Test distribution is Poisson.
b. Calculated from data.
H0 diterima apabila nilai Sig > 0,05. Dari hasil pengujian di atas,
terlihat bahwa nilai Asymp. Sig. (2-tailed) = 0,214 > 0,05 maka H0 diterima
yang artinya data berdistribusi poisson, dengan parameter mean = 7,83.
3. Proses Penghalusan:
Tabel 2.7Hasil Uji Distribusi Normal dengan SPSSOne-Sample Kolmogorov-Smirnov Test
server_halus1 server_halus2
N 40 40
Normal Parametersa,,b Mean 6.40 6.28
Std. Deviation 1.057 1.198
Most Extreme Differences Absolute .272 .216
Positive .272 .216
Negative -.160 -.175
Kolmogorov-Smirnov Z 1.723 1.365
Asymp. Sig. (2-tailed) .069 .058
a. Test distribution is Normal.
b. Calculated from data.
H0 diterima apabila nilai Sig > 0,05. Dari hasil pengujian di atas,
terlihat bahwa nilai Asymp. Sig. (2-tailed) = 0,069 > 0,05 maka H0 diterima
yang artinya data berdistribusi normal, dengan parameter mean = 6,40
dan standar deviasi = 1,057.
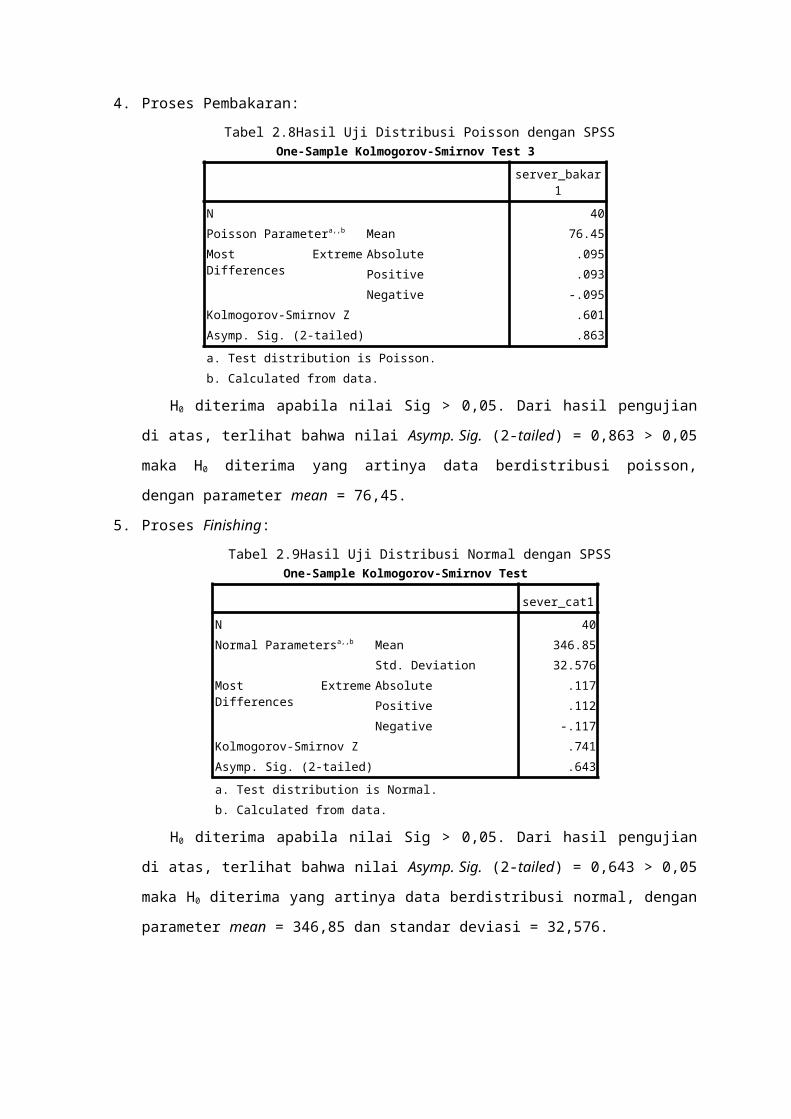
4. Proses Pembakaran:
Tabel 2.8Hasil Uji Distribusi Poisson dengan SPSSOne-Sample Kolmogorov-Smirnov Test 3
server_bakar1
N 40
Poisson Parametera,,b Mean 76.45
Most Extreme Differences Absolute .095
Positive .093
Negative -.095
Kolmogorov-Smirnov Z .601
Asymp. Sig. (2-tailed) .863
a. Test distribution is Poisson.
b. Calculated from data.
H0 diterima apabila nilai Sig > 0,05. Dari hasil pengujian di atas,
terlihat bahwa nilai Asymp. Sig. (2-tailed) = 0,863 > 0,05 maka H0 diterima
yang artinya data berdistribusi poisson, dengan parameter mean = 76,45.
5. Proses Finishing:
Tabel 2.9Hasil Uji Distribusi Normal dengan SPSSOne-Sample Kolmogorov-Smirnov Test
sever_cat1
N 40
Normal Parametersa,,b Mean 346.85
Std. Deviation 32.576
Most Extreme Differences Absolute .117
Positive .112
Negative -.117
Kolmogorov-Smirnov Z .741
Asymp. Sig. (2-tailed) .643
a. Test distribution is Normal.
b. Calculated from data.
H0 diterima apabila nilai Sig > 0,05. Dari hasil pengujian di atas,
terlihat bahwa nilai Asymp. Sig. (2-tailed) = 0,643 > 0,05 maka H0 diterima
yang artinya data berdistribusi normal, dengan parameter mean = 346,85
dan standar deviasi = 32,576.
2.6 Langkah Pembuatan Model
Pada bagian ini akan dijelaskan mengenai langkah-langkah yang
dilakukan dalam pembuatan model. Dalam hal ini, digunakan software
Arena 13.0. Sistem proses produksi keramik yang dibahas disimulasikan
dengan langkah-langkah sebagai berikut:
1. Membuka Program Arena 13.0.
2. Membuat modul-modul yang ada dalam sistem dengan
menggunakan basic process dengan cara melakukan drag-drop ke
dalam lembar kerja.
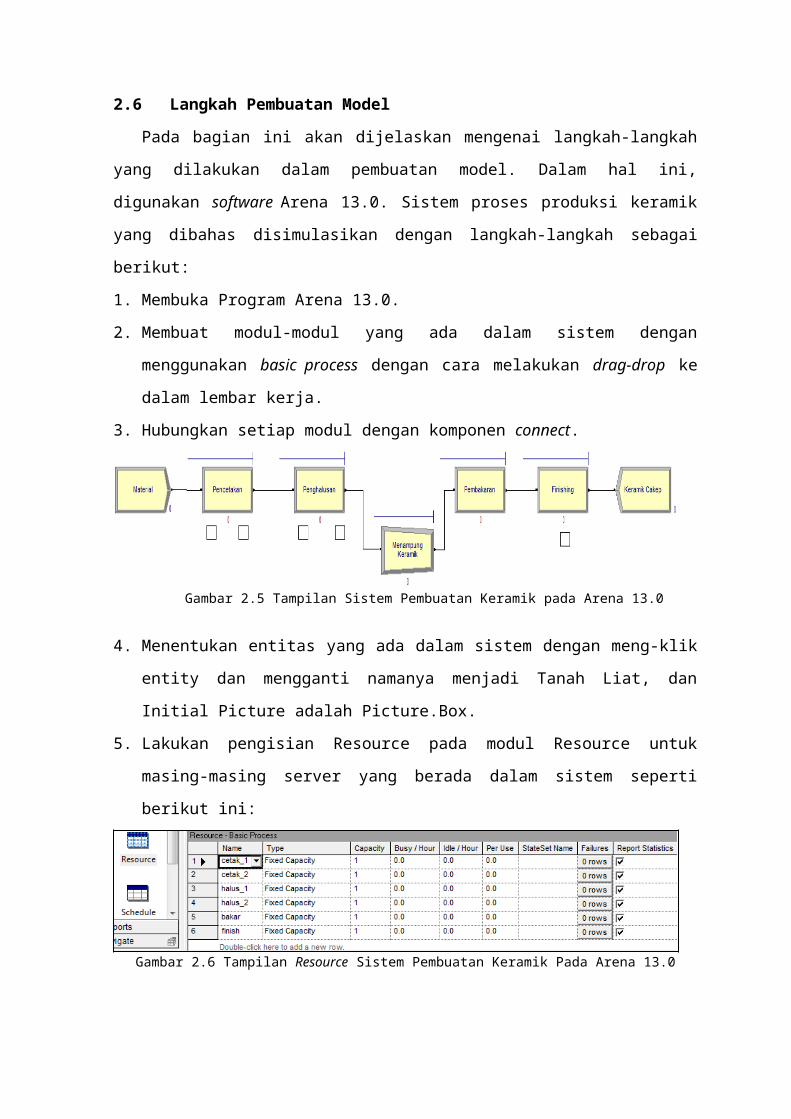
3. Hubungkan setiap modul dengan komponen connect.
Gambar 2.5 Tampilan Sistem Pembuatan Keramik pada Arena 13.0
4. Menentukan entitas yang ada dalam sistem dengan meng-klik entity
dan mengganti namanya menjadi Tanah Liat, dan Initial Picture
adalah Picture.Box.
5. Lakukan pengisian Resource pada modul Resource untuk masing-
masing server yang berada dalam sistem seperti berikut ini:
Gambar 2.6 Tampilan Resource Sistem Pembuatan Keramik Pada Arena 13.0

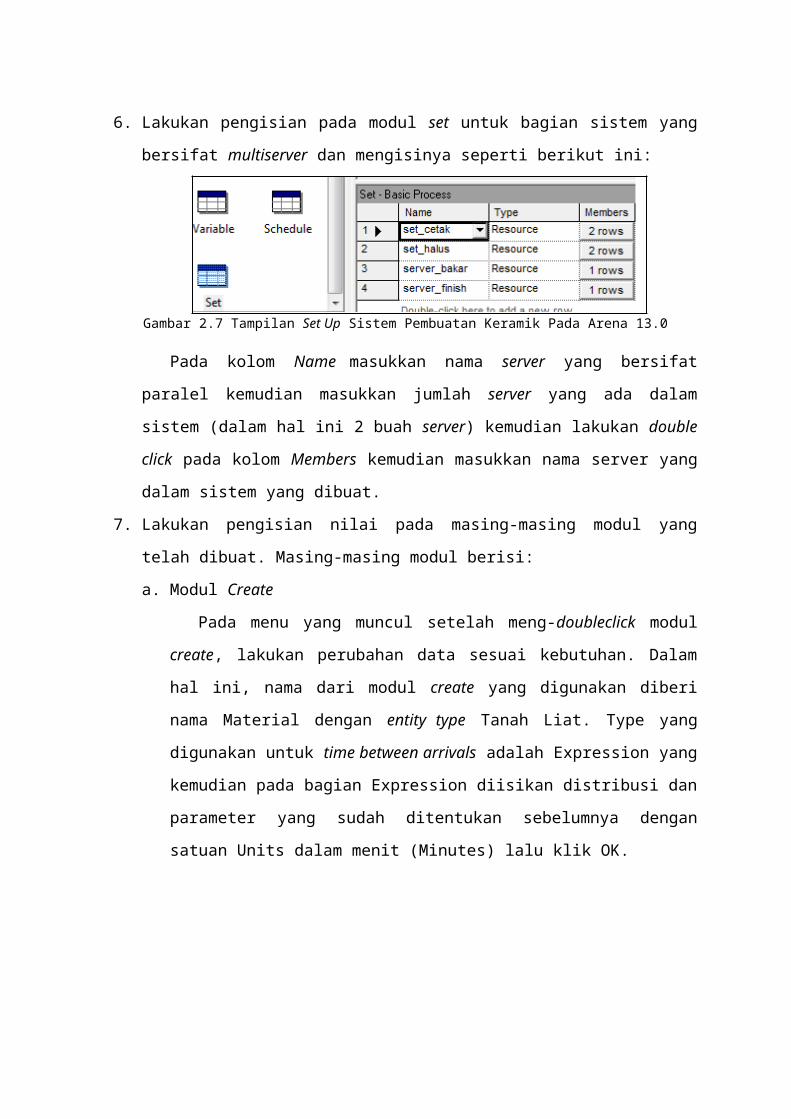
6. Lakukan pengisian pada modul set untuk bagian sistem yang
bersifat multiserver dan mengisinya seperti berikut ini:
Gambar 2.7 Tampilan Set Up Sistem Pembuatan Keramik Pada Arena 13.0
Pada kolom Name masukkan nama server yang bersifat paralel
kemudian masukkan jumlah server yang ada dalam sistem (dalam
hal ini 2 buah server) kemudian lakukan double click pada kolom
Members kemudian masukkan nama server yang dalam sistem yang
dibuat.
7. Lakukan pengisian nilai pada masing-masing modul yang telah
dibuat. Masing-masing modul berisi:
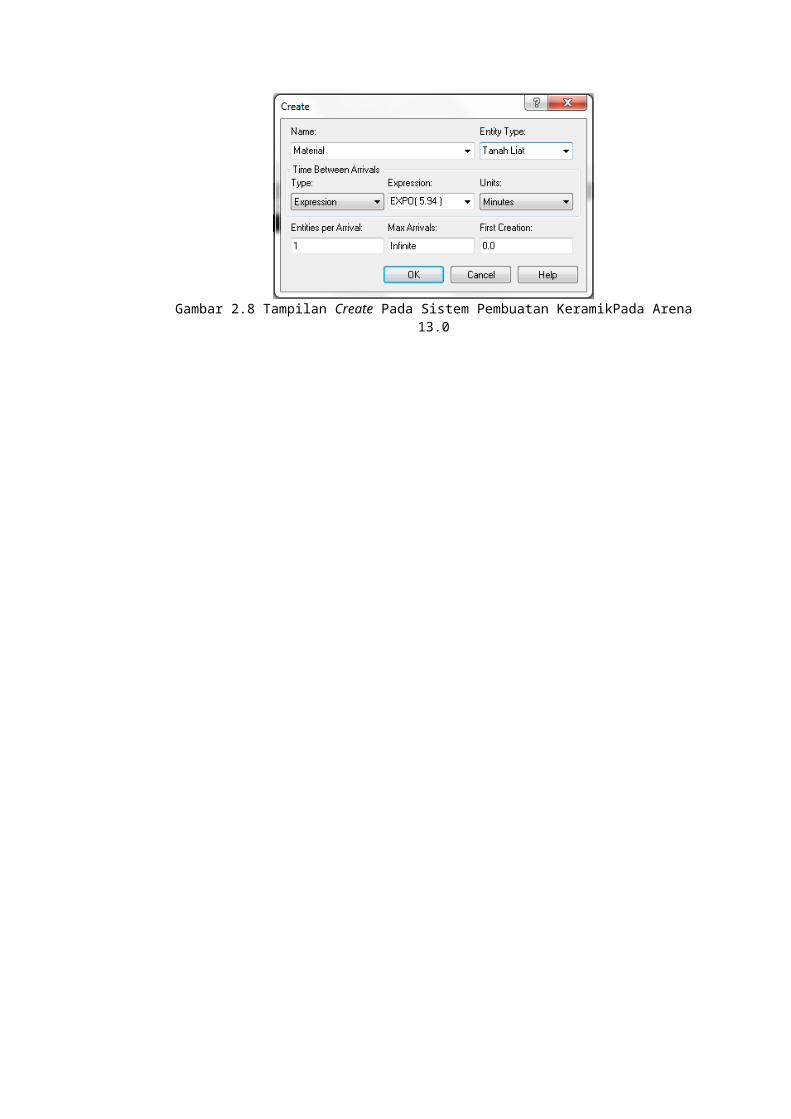
a. Modul Create
Pada menu yang muncul setelah meng-doubleclick modul
create, lakukan perubahan data sesuai kebutuhan. Dalam hal
ini, nama dari modul create yang digunakan diberi nama Material
dengan entity type Tanah Liat. Type yang digunakan untuk time
between arrivals adalah Expression yang kemudian pada bagian
Expression diisikan distribusi dan parameter yang sudah
ditentukan sebelumnya dengan satuan Units dalam menit
(Minutes) lalu klik OK.
Gambar 2.8 Tampilan Create Pada Sistem Pembuatan KeramikPada Arena 13.0
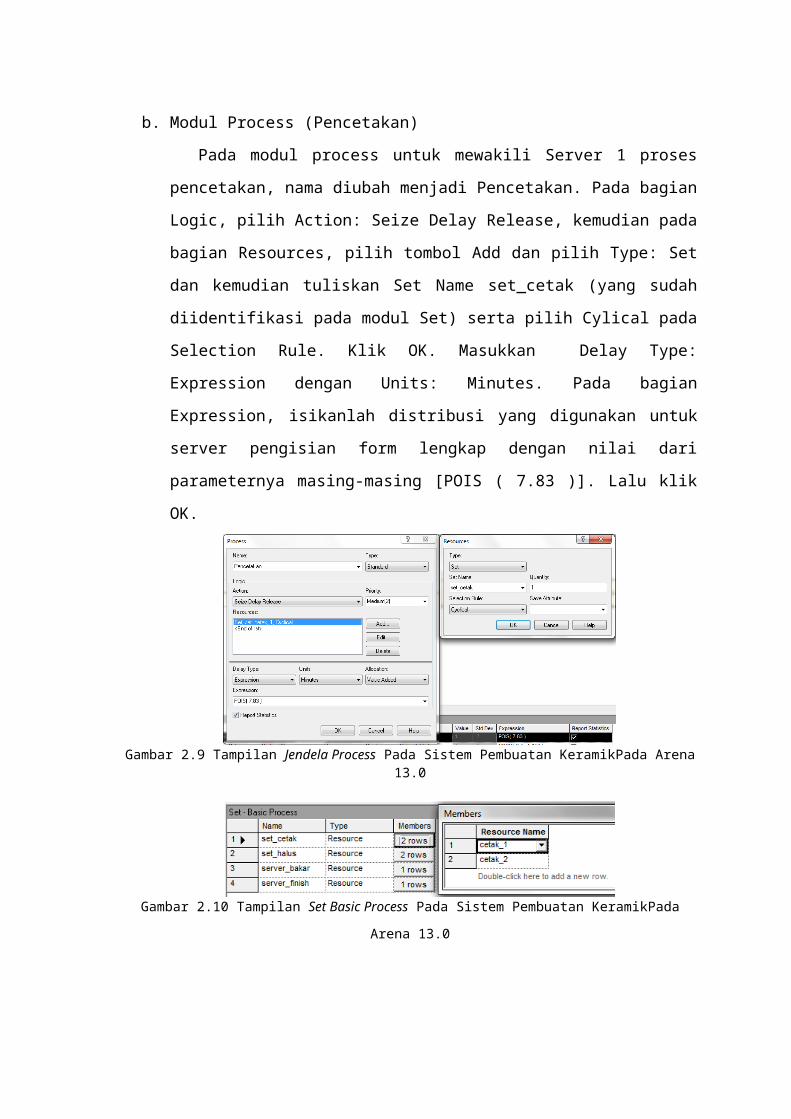
b. Modul Process (Pencetakan)
Pada modul process untuk mewakili Server 1 proses
pencetakan, nama diubah menjadi Pencetakan. Pada bagian
Logic, pilih Action: Seize Delay Release, kemudian pada bagian
Resources, pilih tombol Add dan pilih Type: Set dan kemudian
tuliskan Set Name set_cetak (yang sudah diidentifikasi pada
modul Set) serta pilih Cylical pada Selection Rule. Klik OK.
Masukkan Delay Type: Expression dengan Units: Minutes. Pada
bagian Expression, isikanlah distribusi yang digunakan untuk
server pengisian form lengkap dengan nilai dari parameternya
masing-masing [POIS ( 7.83 )]. Lalu klik OK.
Gambar 2.9 Tampilan Jendela Process Pada Sistem Pembuatan KeramikPada Arena 13.0
Gambar 2.10 Tampilan Set Basic Process Pada Sistem Pembuatan KeramikPada
Arena 13.0
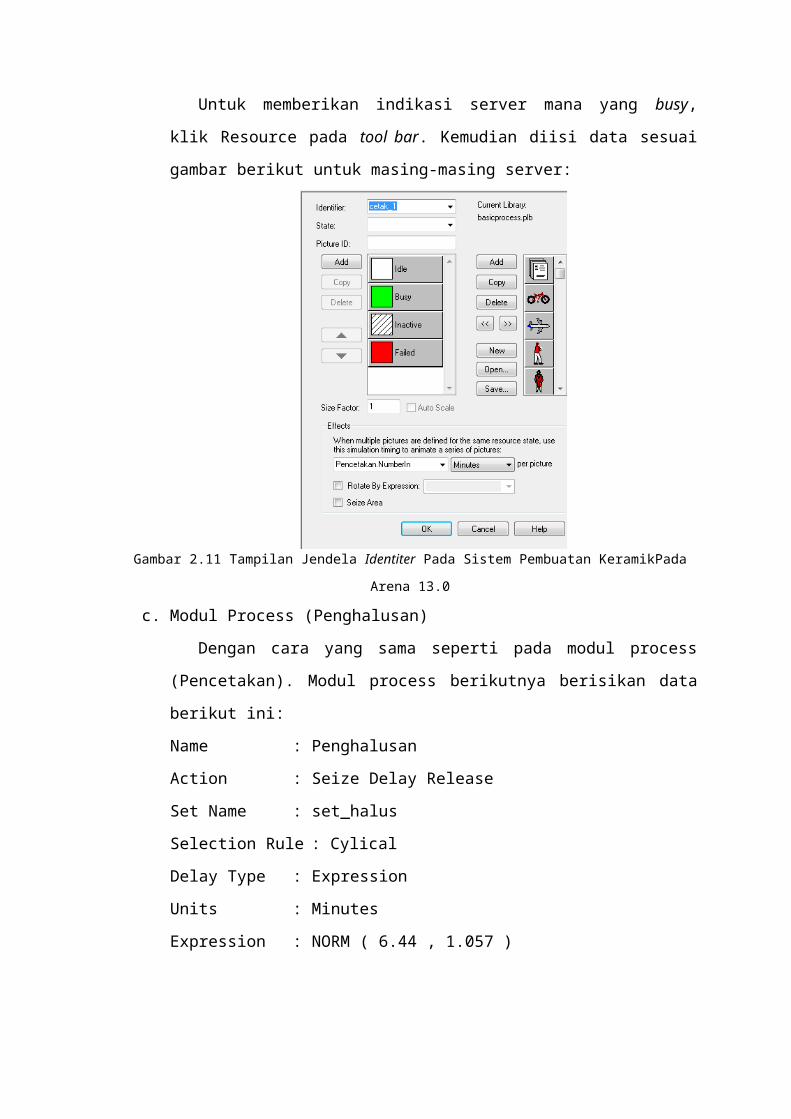
Untuk memberikan indikasi server mana yang busy, klik
Resource pada tool bar. Kemudian diisi data sesuai gambar
berikut untuk masing-masing server:
Gambar 2.11 Tampilan Jendela Identiter Pada Sistem Pembuatan KeramikPada Arena
13.0
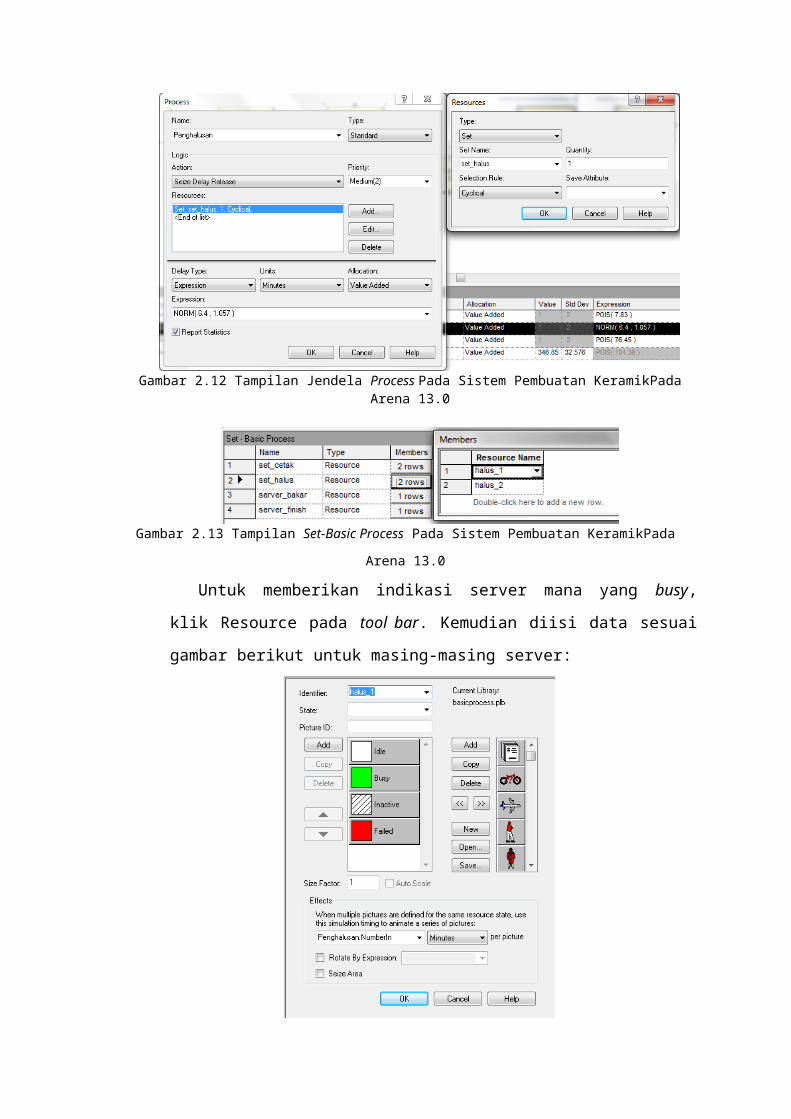
c. Modul Process (Penghalusan)
Dengan cara yang sama seperti pada modul process
(Pencetakan). Modul process berikutnya berisikan data berikut
ini:
Name : Penghalusan
Action : Seize Delay Release
Set Name : set_halus
Selection Rule : Cylical
Delay Type : Expression
Units : Minutes
Expression : NORM ( 6.44 , 1.057 )
Gambar 2.12 Tampilan Jendela Process Pada Sistem Pembuatan KeramikPada Arena 13.0
Gambar 2.13 Tampilan Set-Basic Process Pada Sistem Pembuatan KeramikPada Arena
13.0
Untuk memberikan indikasi server mana yang busy, klik
Resource pada tool bar. Kemudian diisi data sesuai gambar
berikut untuk masing-masing server:
Gambar 2.14 Tampilan Identiter Pada Sistem Pembuatan KeramikPada Arena 13.0
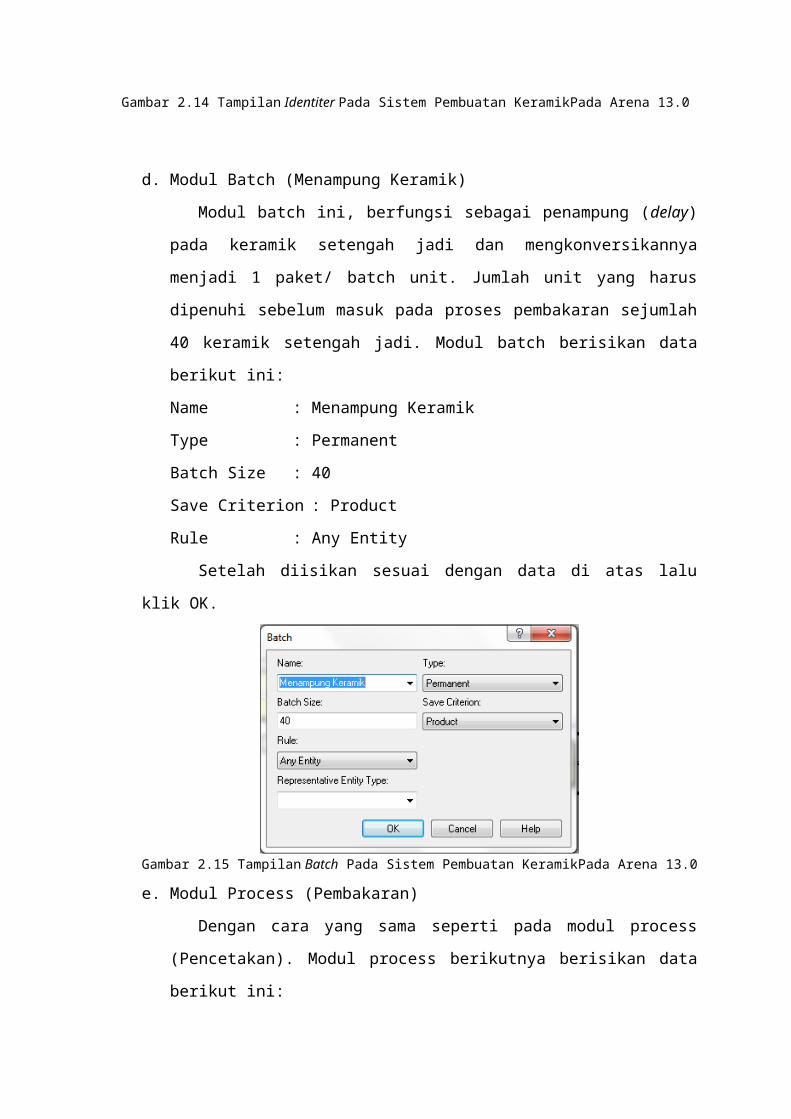
d. Modul Batch (Menampung Keramik)
Modul batch ini, berfungsi sebagai penampung (delay) pada
keramik setengah jadi dan mengkonversikannya menjadi 1
paket/ batch unit. Jumlah unit yang harus dipenuhi sebelum
masuk pada proses pembakaran sejumlah 40 keramik setengah
jadi. Modul batch berisikan data berikut ini:
Name : Menampung Keramik
Type : Permanent
Batch Size : 40
Save Criterion : Product
Rule : Any Entity
Setelah diisikan sesuai dengan data di atas lalu klik OK.
Gambar 2.15 Tampilan Batch Pada Sistem Pembuatan KeramikPada Arena 13.0
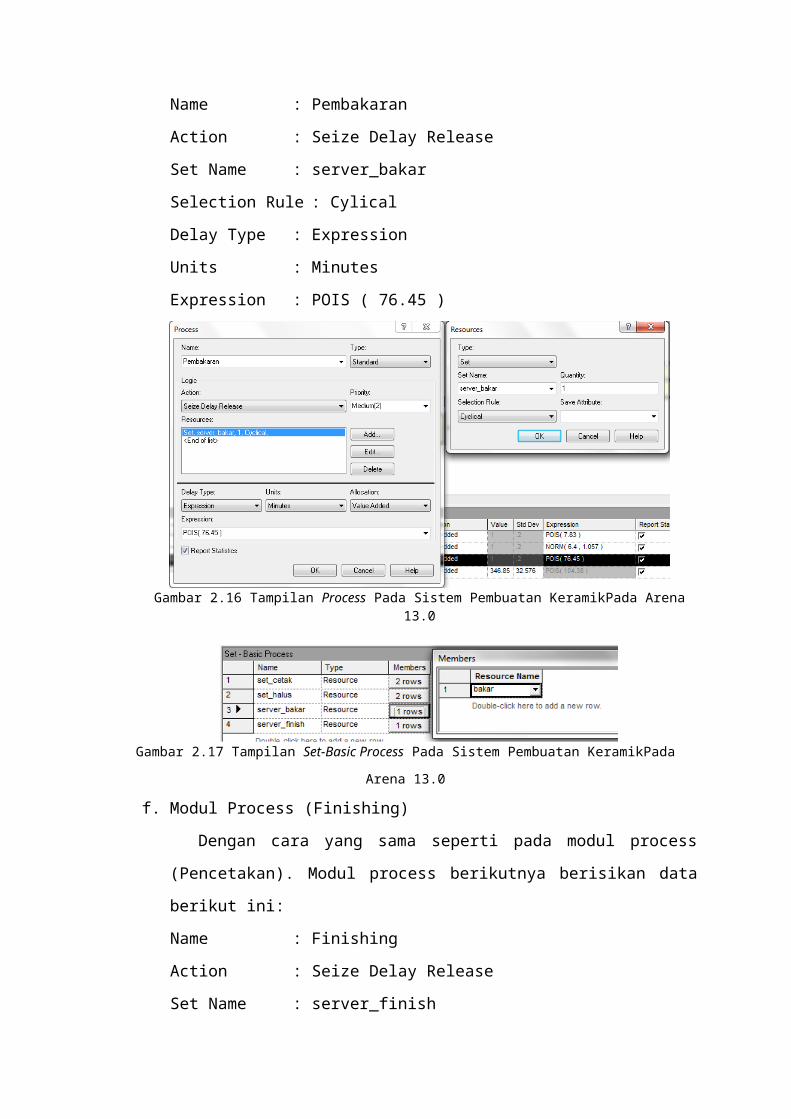
e. Modul Process (Pembakaran)
Dengan cara yang sama seperti pada modul process
(Pencetakan). Modul process berikutnya berisikan data berikut
ini:
Name : Pembakaran
Action : Seize Delay Release
Set Name : server_bakar
Selection Rule : Cylical
Delay Type : Expression
Units : Minutes
Expression : POIS ( 76.45 )
Gambar 2.16 Tampilan Process Pada Sistem Pembuatan KeramikPada Arena 13.0
Gambar 2.17 Tampilan Set-Basic Process Pada Sistem Pembuatan KeramikPada Arena
13.0
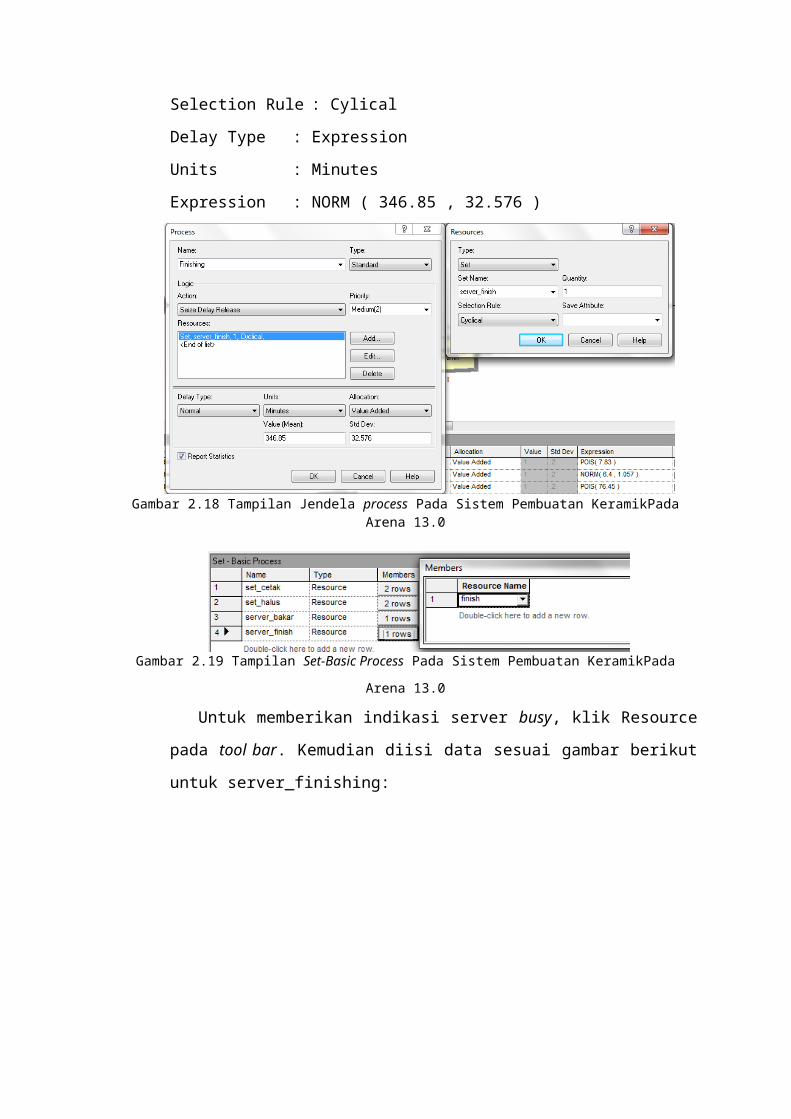
f. Modul Process (Finishing)
Dengan cara yang sama seperti pada modul process
(Pencetakan). Modul process berikutnya berisikan data berikut
ini:
Name : Finishing
Action : Seize Delay Release
Set Name : server_finish
Selection Rule : Cylical
Delay Type : Expression
Units : Minutes
Expression : NORM ( 346.85 , 32.576 )
Gambar 2.18 Tampilan Jendela process Pada Sistem Pembuatan KeramikPada Arena 13.0
Gambar 2.19 Tampilan Set-Basic Process Pada Sistem Pembuatan KeramikPada Arena
13.0
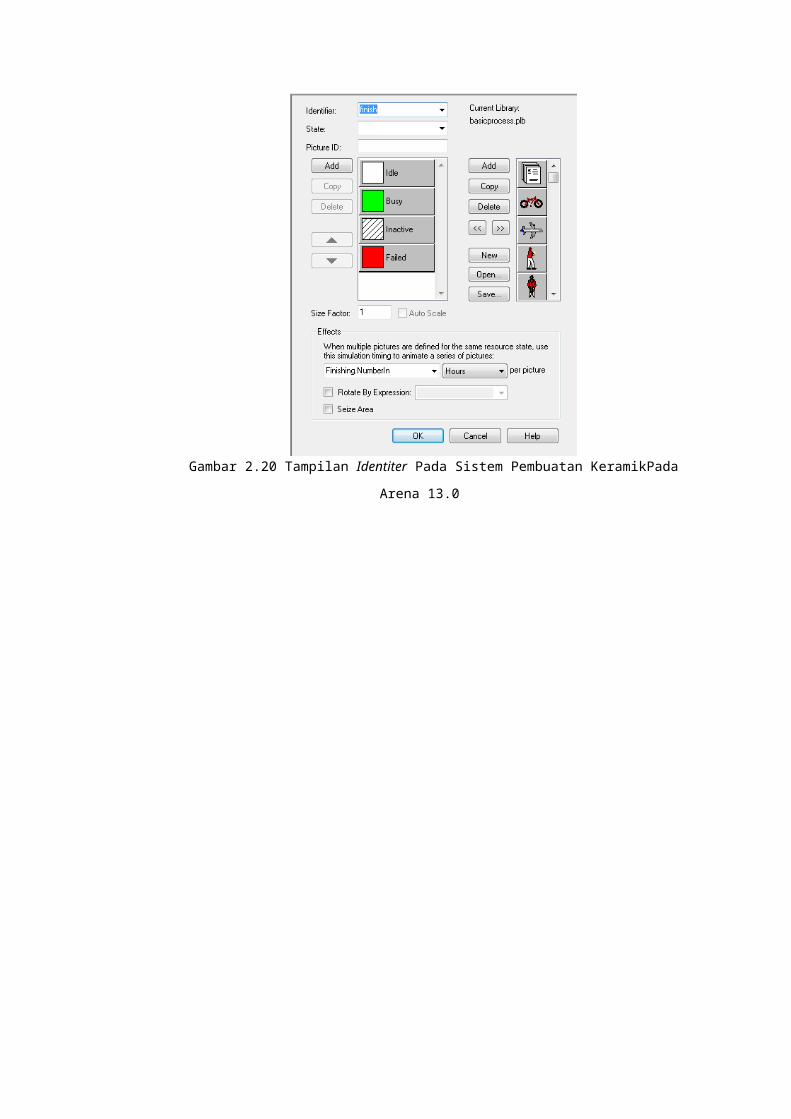
Untuk memberikan indikasi server busy, klik Resource pada
tool bar. Kemudian diisi data sesuai gambar berikut untuk
server_finishing:
Gambar 2.20 Tampilan Identiter Pada Sistem Pembuatan KeramikPada Arena
13.0
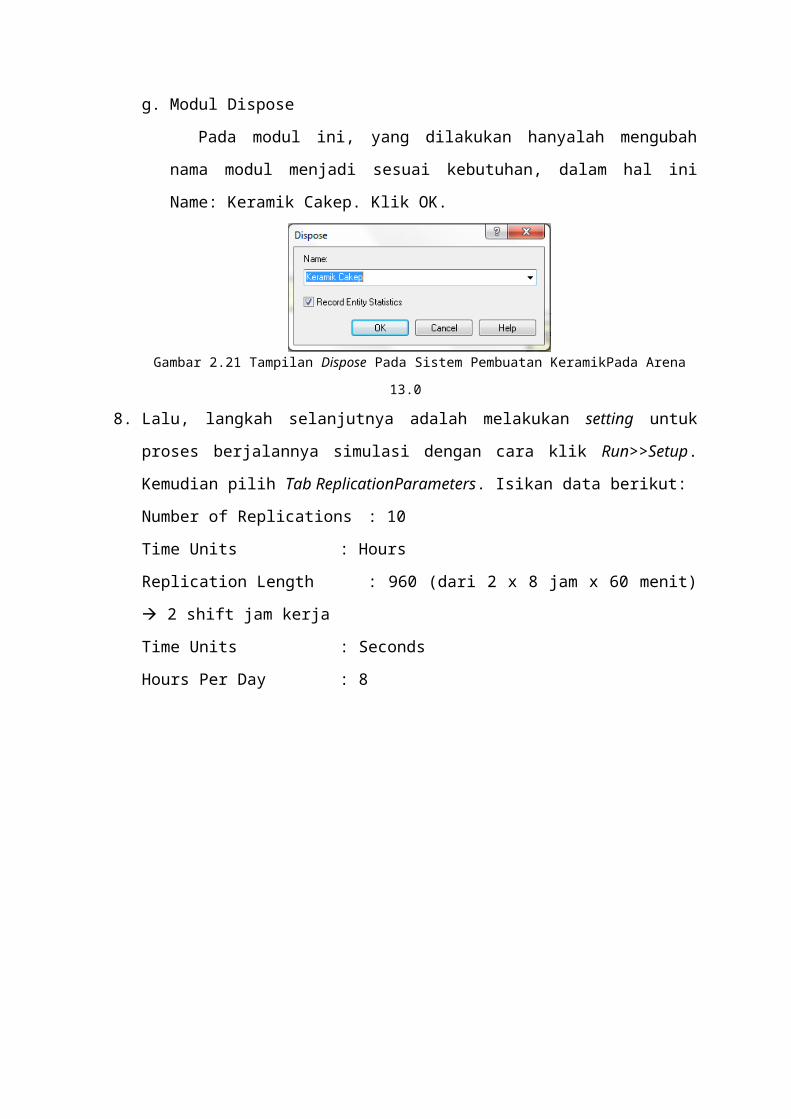
g. Modul Dispose
Pada modul ini, yang dilakukan hanyalah mengubah nama
modul menjadi sesuai kebutuhan, dalam hal ini Name: Keramik
Cakep. Klik OK.
Gambar 2.21 Tampilan Dispose Pada Sistem Pembuatan KeramikPada Arena 13.0
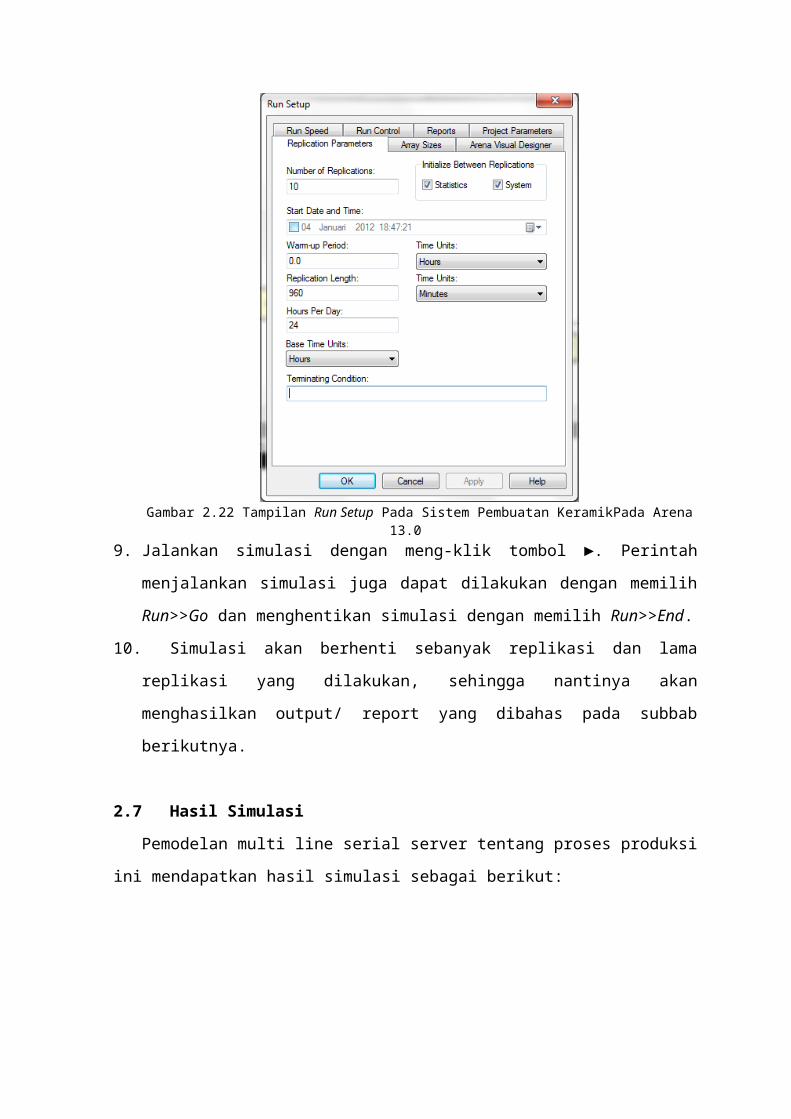
8. Lalu, langkah selanjutnya adalah melakukan setting untuk proses
berjalannya simulasi dengan cara klik Run>>Setup. Kemudian pilih
Tab ReplicationParameters. Isikan data berikut:
Number of Replications : 10
Time Units : Hours
Replication Length : 960 (dari 2 x 8 jam x 60 menit) 2 shift
jam kerja
Time Units : Seconds
Hours Per Day : 8
Gambar 2.22 Tampilan Run Setup Pada Sistem Pembuatan KeramikPada Arena 13.0
9. Jalankan simulasi dengan meng-klik tombol ►. Perintah menjalankan
simulasi juga dapat dilakukan dengan memilih Run>>Go dan
menghentikan simulasi dengan memilih Run>>End.
10. Simulasi akan berhenti sebanyak replikasi dan lama replikasi yang
dilakukan, sehingga nantinya akan menghasilkan output/ report
yang dibahas pada subbab berikutnya.
2.7 Hasil Simulasi
Pemodelan multi line serial server tentang proses produksi ini
mendapatkan hasil simulasi sebagai berikut:
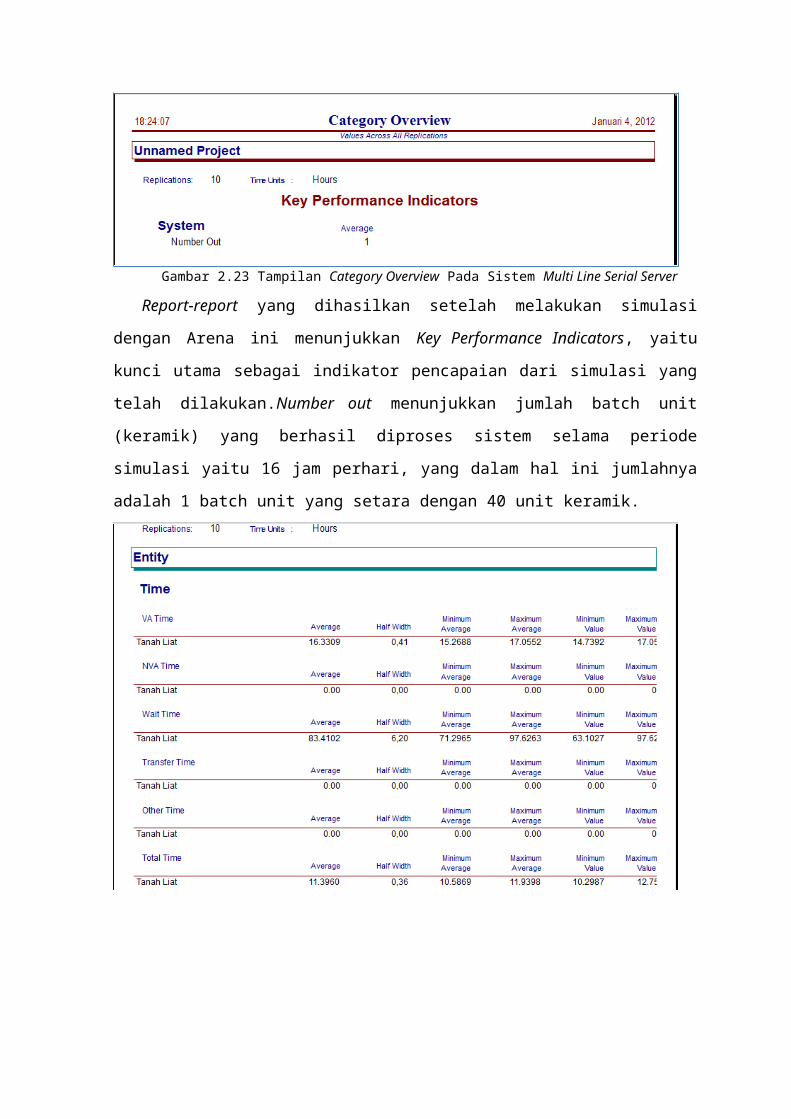
Gambar 2.23 Tampilan Category Overview Pada Sistem Multi Line Serial Server
Report-report yang dihasilkan setelah melakukan simulasi dengan
Arena ini menunjukkan Key Performance Indicators, yaitu kunci utama
sebagai indikator pencapaian dari simulasi yang telah dilakukan.Number
out menunjukkan jumlah batch unit (keramik) yang berhasil diproses
sistem selama periode simulasi yaitu 16 jam perhari, yang dalam hal ini
jumlahnya adalah 1 batch unit yang setara dengan 40 unit keramik.
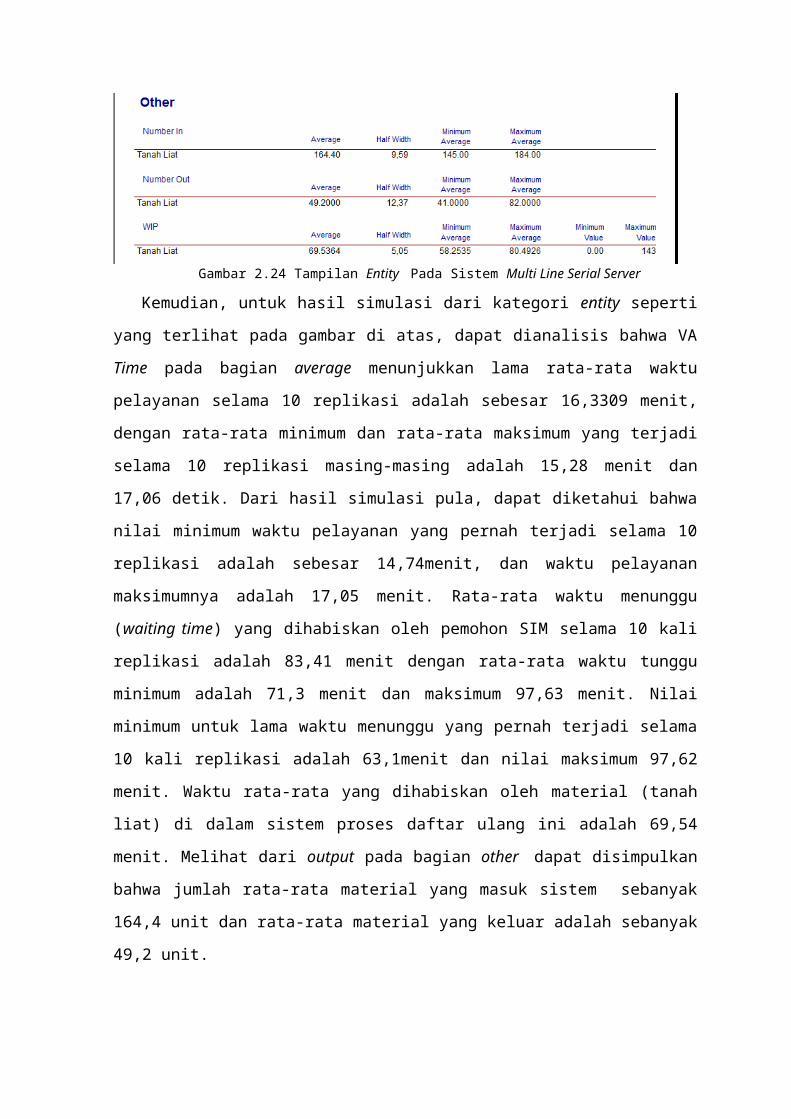
Gambar 2.24 Tampilan Entity Pada Sistem Multi Line Serial Server
Kemudian, untuk hasil simulasi dari kategori entity seperti yang
terlihat pada gambar di atas, dapat dianalisis bahwa VA Time pada
bagian average menunjukkan lama rata-rata waktu pelayanan selama
10 replikasi adalah sebesar 16,3309 menit, dengan rata-rata minimum
dan rata-rata maksimum yang terjadi selama 10 replikasi masing-
masing adalah 15,28 menit dan 17,06 detik. Dari hasil simulasi pula,
dapat diketahui bahwa nilai minimum waktu pelayanan yang pernah
terjadi selama 10 replikasi adalah sebesar 14,74menit, dan waktu
pelayanan maksimumnya adalah 17,05 menit. Rata-rata waktu
menunggu (waiting time) yang dihabiskan oleh pemohon SIM selama 10
kali replikasi adalah 83,41 menit dengan rata-rata waktu tunggu
minimum adalah 71,3 menit dan maksimum 97,63 menit. Nilai minimum
untuk lama waktu menunggu yang pernah terjadi selama 10 kali
replikasi adalah 63,1menit dan nilai maksimum 97,62 menit. Waktu
rata-rata yang dihabiskan oleh material (tanah liat) di dalam sistem
proses daftar ulang ini adalah 69,54 menit. Melihat dari output pada
bagian other dapat disimpulkan bahwa jumlah rata-rata material yang
masuk sistem sebanyak 164,4 unit dan rata-rata material yang keluar
adalah sebanyak 49,2 unit.
Gambar 2.25 Tampilan Category Overview Pada Sistem Multi Line Serial Server
Dari hasil simulasi bagian Queue dapat dilihat bahwa rata-rata waktu
mengantri (waiting time) terlama dalam sistem adalah waktu mengantri
pada Menampung Keramik dimana waktu rata-rata menunggu atau
mengantrinya adalah 1,91 jam dengan nilai rata-rata minimum dan
maksimum untuk waiting time dalam batch ini masing-masing 1,7064
jam dan 2,12823 jam. Nilai minimum waktu tunggu yang pernah terjadi
selama 10 kali replikasi adalah 0 jam, dan nilai maksimum yang pernah
terjadi selama 10 kali replikasi adalah 5 jam. Sementara waktu
menunggu yang paling tidak memakan waktu lama adalah pada proses
Pembakaran yaitu dengan rata-rata sebesar 0 jam (tidak ada antrian)
dengan nilai rata-rata minimum dan maksimum untuk waiting time
dalam server ini adalah 0 jam. Nilai minimum dan maksimum waktu
tunggu yang pernah terjadi pada server ini selama 10 kali replikasi
adalah 0 jam pula.
Selain menganalisis waktu yang dihabiskan untuk menunggu
ataupun berada dalam sistem, report ini juga mampu menggambarkan
berapa rata-rata jumlah material yang menunggu diproses dalam
sistem. Terlihat dari report di atas bahwa nilai maksimum untuk
material menunggu proses Pencetakan mencapai angka 7, angka ini
merupakan angka tertinggi di antara server-server lainnya yang
memiliki angka maksimum untuk jumlah material yang menunggu pada
server lain. Dapat disimpulkan bahwa terjadi masalah antrian pada
server proses Pencetakan yaitu berupa penumpukan material tanah liat
dengan waktu tunggu rata-rata yang tinggi pula, sehingga akan lebih
baik jika server Pencetakan ditambah beberapa server lagi dengan
fungsi yang sama untuk mengurangi penumpukan material yang
menunggu dip roses dalam sistem.
Gambar 2.26 Tampilan Resource Pada Sistem Multi Line Serial Server
Dari hasil report berdasarkan kategori Resources, dapat diketahui
utilitas dari Resources yang artinya untuk mengetahui tingkat kesibukan
server selama bekerja.Dalam hal ini, yang ingin dianalisis adalah
seberapa besar tingkat kesibukan dari server dalam sistem. Maka,
dapat dilihat pada bagian Instantaneous Utilization bahwa rata-rata
tingkat kesibukan server yang paling tinggi adalah Resource finish
(proses Finishing) dengan nilai rata-rata utilitasnya adalah 0,6464 atau
64,64%. Sementara itu, rata-rata tingkat kesibukan yang paling rendah
dalam sistem adalah Resource bakar (proses Pembakaran) dengan nilai
0,2629 atau 26,29%. Nilai yang terdapat pada instantaneous
utilizationsama dengan nilai utilisasi number busy, hal ini dikarenakan
setiap resource yang terlibat hanya melayani sebuah material/ keramik
saja (entity). Jika resource melayani sejumlah N entity atau orang
pemohon SIM, maka akan ada kemungkinan nilai instantaneous
utilization dan number busy akan berbeda.
Gambar 2.27 Tampilan grafik hasil simulasi Pada Sistem Multi Line Serial Server
Selain melihat Instantaneous Utilization, dapat pula dilihat hasil
simulasi mengenai total unit material/ keramik yang dilayani dalam
masing-masing server dan didapatkan kesimpulan bahwa rata-rata
terbesar dari total unit material/ keramik yang dilayani dalam sistem
selama 10 kali replikasi terletak pada Resource Pencetakan server 1
(cetak_1) dengan rata-rata 81,8 unit sementara nilai rata-rata minimum
dan maksimumnya masing-masing adalah 70 dan 91 unit material/
keramik. Sedangkan nilai rata-rata minimum dari total unit material/
keramik yang dilayani dalam sistem terletak pada Finishing dengan nilai
rata-rata 2,2 unit. Sedangkan nilai rata-rata minimum dan
maksimumnya masing-masing adalah 2 dan 3 unit material/ keramik.
BAB III
PENUTUP
1.1 Kesimpulan
Berdasarkan simulasi yang telah dilakukan dengan software Arena 13.0
dapat diambil suatu kesimpulan sebagai berikut:
1. Arena merupakan software yang dapat digunakan untuk mensimulasikan
suatu model sistem dengan sistem antrian yang didapat suatu angka
random dalam software excel lalu diolah distribusi datanya dengan
menggunakan SPSS 17.0
2. Software Arena 13.0 digunakan untuk mensimulasikan sistem Multi Line
Serial Server dengan sistem antrian pembuatan keramik dinoyo.
3. Dari pengaplikasian software Arena 13.0 dapat diketahui sistem antrian
yang terjadi pada lingkungan sekitar.
1.2 Saran
Berikut ini adalah saran yang diharapkan dapat dilakukan untuk ke depannya antara lain:1. Pada pemodelan system selanjutnya sebaiknya mengambil topik yang
lebih luas
2. Untuk studi kasus ini, apabila terlihat rata-rata antrian yang tinggi bila
dibandingkan dengan server lainnya, serta nilai utilitas yang tinggi pula,
maka dapat disimpulkan dan disarankan bahwa server tersebut perlu
diperbanyak untuk menurunkan jumlah antrian rata-ratanya.
Recommended









![[4]. Pemodelan Sistem](https://img.pdfslide.tips/doc/110x75/55721445497959fc0b942735/4-pemodelan-sistem-55cd8828983d3.jpg)






