Embed Size (px)
Citation preview

Bài giảng CÔNG NGHỆ CHẾ TẠO MÁY
CÁC PHƯƠNG PHÁP GIA CÔNG MẶT PHẲNG
GV: Trần Đại Nguyên
TRƯỜNG ĐẠI HỌC VĂN LANG Khoa KỸ THUẬT NHIỆT LẠNH
2010

LƯU Ý
Bài giảng điện tử
không thay thế
cho giờ lên lớp bắt buộc của sinh viên
NỘI DUNG
• Khái niệm và yêu cầu kỹ thuật gia công mặt
phẳng
• Các phương pháp gia công mặt phẳng
• Kiểm tra mặt phẳng

GIA CÔNG
MẶT PHẲNG

Khái niệm và yêu cầu kỹ thuật
• Mặt phẳng: đế hộp, mặt đầu chi tiết dạng
đĩa, càng, băng máy,...
• Mặt phẳng sau gia công cần đảm bảo lắp
ráp chính xác để máy móc làm việc ổn
định
• Tùy theo chức năng, cần đảm bảo: độ
nhẵn bóng, độ phẳng, độ song song, độ
vuông góc,...

Các phương pháp gia công mặt phẳng
• Bào
• Xọc
• Phay
• Chuốt
• Tiện mặt đầu
• Cạo
• Mài
• Mài nghiền
• Đánh bóng

Các phương pháp gia công mặt phẳng
• Tùy thuộc:
–Điều kiện sản xuất
–Hình dáng
–Kích thước
–Độ chính xác
–Độ nhám bề mặt

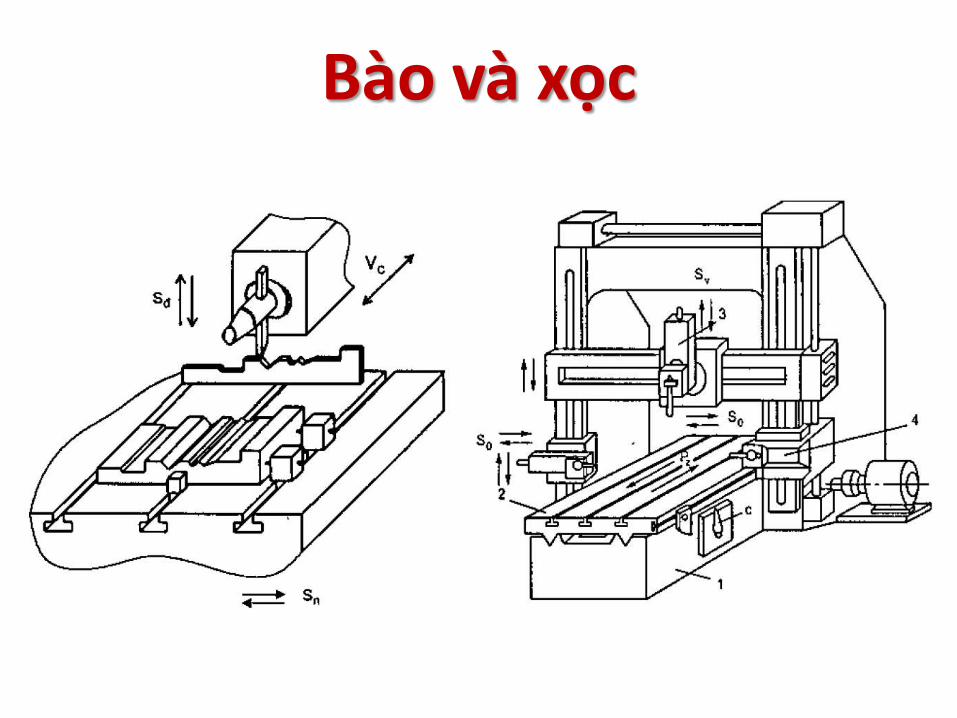
Bào và xọc
• Bào mặt phẳng trên máy bào ngang
• Chuyển động chính: đầu dao
– Lên xuống (Sđ)
– Ra vào (Sn)
• Máy bào:
– kết cấu đơn giản
– độ cứng vững cao
– Chiều sâu cắt lớn
– Dao bào có kết cấu đơn giản
Bào và xọc

Bào và xọc

Bào và xọc
• Độ chính xác gia công phụ thuộc tay nghề công nhân và phương pháp điều chỉnh
• Phân loại: – Bào thô
– Bào tinh
• Sau khi bào thô: biến dạng do mất cân bằng trạng thái ứng suất trên bề mặt nhiệt luyện trước khi bào tinh

Bào và xọc
• Đầu bào chuyển động khứ hồi: tốc độ hạn chế vcắt = 12-22m/ph
• Dùng 1 dao: năng suất bào thấp
• Bào: gia công các bề mặt dài, hẹp, lượng dư lớn, sản xuất hàng loạt nhỏ, đơn chiếc
• Nâng cao năng suất: nhiều dao trên một đầu dao

Bào và xọc

Bào và xọc
• Gia công tinh: nâng năng suất chất lượng bằng bào tinh mỏng dao rộng bản.
• Cần chuẩn bị: – Máy chính xác, đổi chiều êm
– Dao có lưỡi cắt mài thẳng, độ nhẵn bóng bề mặt dao cao(Ra 0,16)
– Gá đặt dao cẩn thận
– Chi tiết gá đặt với lực kẹp vừa phải và đều, các bề mặt tì phải phẳng và nhẵn

Bào và xọc
• Xọc: tương tự bào
• Chuyển động theo phương thẳng đứng
• Gia công mặt trong, rãnh
• Độ chính xác thấp

Bào và xọc

Bào và xọc

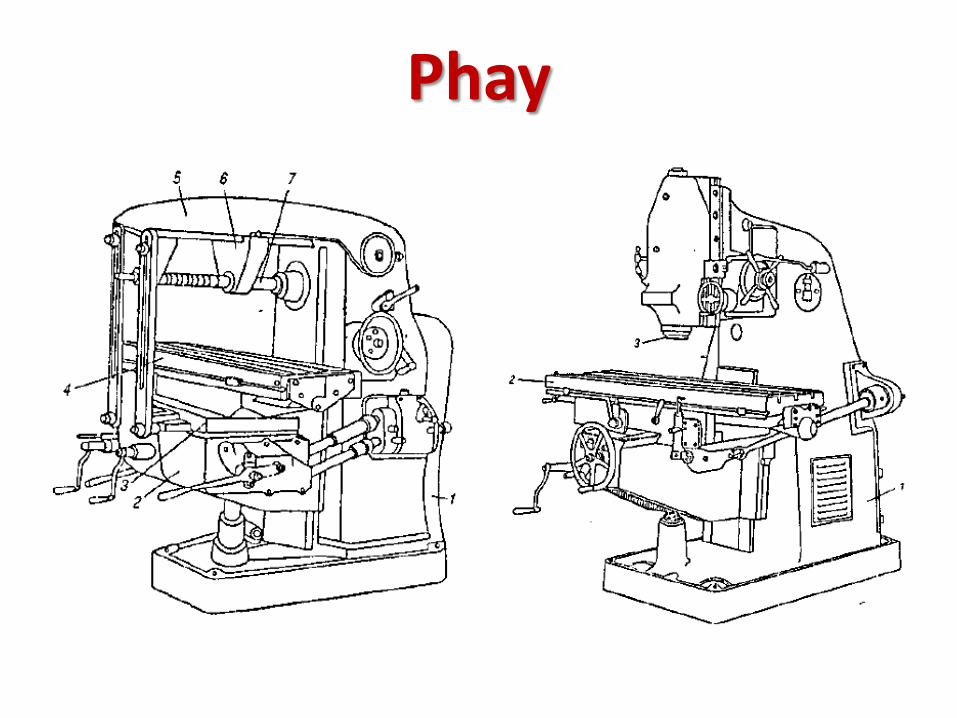
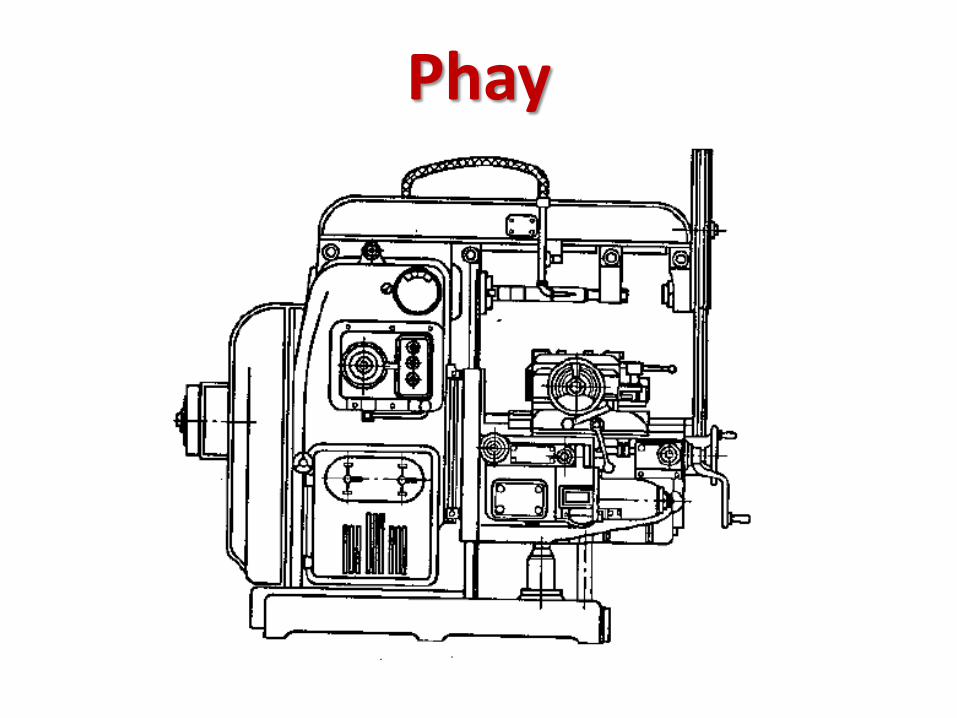
Phay
• Phổ biến
• Sản xuất hàng loạt lớn, hàng khối
• Máy phay nằm ngang, máy phay đứng, máy phay vạn năng, máy phay giường
• Chọn máy: theo hình dạng, kích thước chi tiết, yêu cầu chất lượng, điều kiện sản xuất
Phay
Phay

Phay

Phay
• Máy phay nằm ngang: dao phay trụ, dao phay đĩa
• Máy phay đứng: dao phay mặt đầu, dao phay ngón
• Máy phay vạn năng: có cả đầu ngang và đầu đứng
• Máy phay giường: lắp đặt nhiều đầu dao, dùng phay mặt phẳng lớn

Phay

Phay
• Dao phay mặt đầu so với dao phay trụ: – Năng suất cao hơn do đường kính dao lớn hơn
– Độ cứng vững khi gá đặt dao lớn hơn
– Nâng cao chế độ cắt, quá trình cắt êm hơn
– Dễ chế tạo, dễ mài
– Lắp được nhiều dao, gia công nhiều bề mặt cũng lúc

Phay thuận và phay nghịch

Phay thuận và phay nghịch
• Phay thuận: – Năng suất cao hơn
– Chất lượng bề mặt tốt hơn
– Không trượt dao
– Va đập lớn
– Dễ vỡ dao
• Phay nghịch: dùng trong gia công thô, bề mặt vỏ cứng, chiều sâu cắt thay đổi

dao phay đĩa, dao phay ngón
• Dùng gia công các mặt phẳng nhỏ, bậc, rãnh
• Dao phay ngón phay rãnh, mặt phẳng bậc nhỏ nhưng chiều cao các bậc cách nhau tương đối lớn

Chọn dao
• Gia công thô: – Chọn dao đường kính nhỏ
– Số răng ít
– Răng lớn
• Gia công tinh: – Đường kính dao lớn
– Số răng nhiều
– Răng nhỏ
– Vật liệu mềm: răng lớn, thưa

Chọn chế độ cắt
• Phương pháp phay
• Lưa chọn máy phay
• Công suất máy
• Kích thước và kết cấu dao phay
• Lượng dư gia công
• Độ chính xác yêu cầu
• Chất lượng bề mặt
S = sz x z x n (mm/ph)
Gá đặt chi tiết khi phay
• Lấy dấu cắt thử
• Dùng đồ gá và cữ so dao

So sánh phay và bào mặt phẳng
• Năng suất: phay cao hơn, trừ khi gia công mặt phẳng dài, hẹp và khi gia công phá phôi có lượng dư lớn
• Thời gian: thời gian thay dao ở phay lớn hơn, nhưng thời gian phụ nhỏ hơn
• Chất lượng gia công: độ nhám phay thấp hơn khi gia công bề mặt nhỏ, máy bào giường có chất lượng gia công đạt yêu cầu hơn
Chuốt mặt phẳng
• Cắt gọt bằng dụng cụ có nhiều lưỡi cắt, cắt cùng lúc, có năng suất cao
• Dùng trong sản xuất hàng loạt, hàng khối
• Độ chính xác cấp 7, sai lệch độ phẳng 0.05/500mm
• Chuyển động thẳng đơn giản, vận tốc cắt nhỏ 2-12mm/ph

Chuốt mặt phẳng

Chuốt mặt phẳng
• Dao chuốt khó chế tạo, giá thành cao
• Lực chuốt rất lớn
• Máy, dụng cụ, chi tiết phải cứng vững
• Không gia công các chi tiết có độ cứng vững thấp vì dễ biến dạng

Chuốt mặt phẳng

Chuốt mặt phẳng
• Chuốt mảnh: – Răng dao chuốt có độ cao bằng nhau
– Dùng chuốt bề mặt thô
• Chuốt lớp: – Dao có bề rộng như nhau
– Ngoài răng cắt thô còn răng cắt tinh, răng sửa đúng
– Dùng để gia công bề mặt đã qua gia công thô
• Để tăng năng suất: – Thay chuyển động tịnh tiến của dao bằng chuyển động
tịnh tiến hoặc chuyển động quay liên tục của băng tải xích, trên đó gá đặt chi tiết

Chuốt mặt phẳng

Cạo mặt phẳng
• Gia công tinh không yêu cầu những thiết bị đặc biệt
• Thực hiện bằng tay hoặc cơ khí
• Dùng dao cạo bằng thép dụng cụ
• Gá lắp cơ khí chế tạo để giảm nhẹ sức lao động và thời gian gia công
• Cạo bề mặt có kích thước lớn trước, nhỏ sau

Mài mặt phẳng
• Gia công tinh các mặt phẳng có độ cứng cao, sau khi phay hoặc bào
• Có thể thay cho phay, bào khi gia công mặt đầu với các chi tiết khó gá đặt, có lượng dư nhỏ
• Chọn đá mài:
– Vật liệu mài
– Độ hạt
– Chất dính kết
– Độ cứng
– Kết cầu đá mài

Mài mặt phẳng
• Chọn chế độ mài – Vận tốc
– Chiều sâu cắt
– Lượng tiến dao
• Gá đặt chi tiết khi mài – Phải khử từ sau khi mài

Mài mặt phẳng
• Mài bằng mặt trụ ngoài của đá – Quay tròn (2—35m/s)
– Tịnh tiến
– Chi tiết có thể dịch chuyển hoặc quay tròn trên bàn quay
• Mài bằng mặt đầu – Dùng đá mài hình chậu hoặc ghép nhiều mảnh đá
– Năng suất cao, có thể dùng nhiều trục để mài cùng lúc nhiều bề mặt

Mài mặt phẳng

Nghiền mặt phẳng
• Gia công tinh
• Đạt độ nhẵn bóng bề mặt rất cao (Ra = 0,2 – 0,01 um)
• Hạt mài xoa đều lên bề mặt, bóc đi lớp kim loại rất mỏng tạo độ nhẵn bóng cao
• Nghiền thô, nghiền tinh, nghiền bán tinh.
• Sử dụng cho bề mặt có độ kín khít cao
• Năng suất thấp

KIỀM TRA
MẶT PHẲNG

Kiểm tra mặt phẳng

Kiểm tra mặt phẳng

CÂU HỎI ÔN TẬP BÀI TẬP





























