Embed Size (px)
Citation preview

40
Capitulo 5. Superficies de Respuesta
Sobre el capitulo 5, se puede encontrar los tratamientos estadísticos más completos en los
libros de Cornell (1990), Myers y Montgomery (1995) y en artículos de G.E.P. Box y sus
colaboradores (Box & Wilson, 1951; Box, 1954; Box & Youle, 1955 entre otros).
La metodología de superficie de respuesta (o RSM, de Response Surface Methodology)
es una técnica de optimización basada en planeamientos factoriales que fue introducida por
G.E.P. Box en los años cincuenta, y que desde entonces ha sido usada con gran suceso en el
moldeamiento de diversos procesos industriales. En los textos tradicionales sobre RMS, éstos son
dirigidos a un público con poco conocimiento de estadística y de entendimiento a veces
complicado y hasta otras veces redundante, lo que necesitamos es el aprovechamiento de los
conceptos introducidos de dichos autores para poder presentar los principios básicos de la RMS.
5.1 Metodología de Superficies de Respuesta
La metodología de superficies de respuesta tiene dos etapas distintas, modelamiento y
desplazamiento, que son repetidas tantas veces cuantas fueran necesarias, con el objetivo de
alcanzar una región optima de la superficie investigada. El modelamiento, generalmente es hecho
ajustándose a modelos simples (en general, lineares o cuadráticos) una respuesta obtenidas con
planeamientos factoriales o con planeamientos factoriales ampliados. El desplazamiento se da
siempre a lo largo del camino de máxima inclinación de un determinado modelo que es una
trayectoria en la cual la respuesta varía de forma más pronunciada.
Por ejemplo, se está investigando el efecto de dos factores, concentración de un reactivo y
la velocidad de agitación, en el rendimiento de una determinada reacción. En trabajos previos se
tiene conocimiento que el proceso viene funcionando hace algún tiempo con los valores de esos
factores fijados en 50% y 100rpm, respectivamente, y que los rendimientos medios obtenidos han
sido valorizados en torno de 68%. Ahora se necesita saber si no sería posible mejorar el
rendimiento, seleccionado otros niveles para los factores.
41
5.2 Modelamiento Inicial
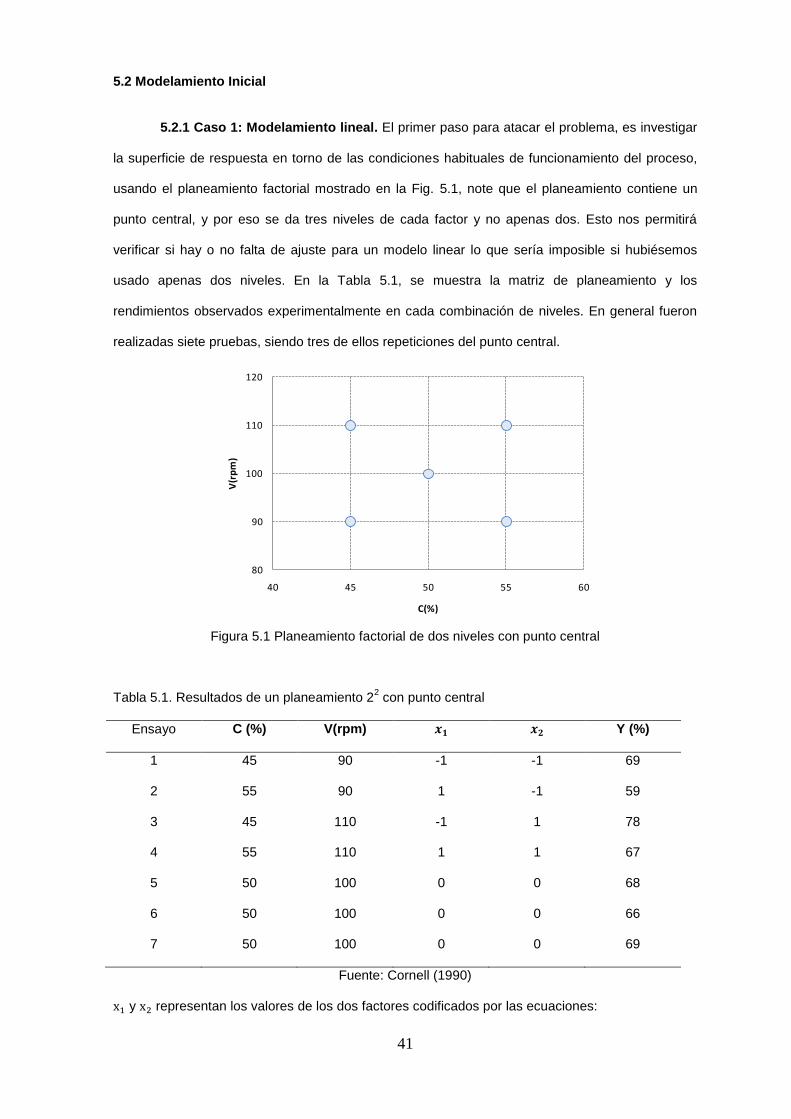
5.2.1 Caso 1: Modelamiento lineal. El primer paso para atacar el problema, es investigar
la superficie de respuesta en torno de las condiciones habituales de funcionamiento del proceso,
usando el planeamiento factorial mostrado en la Fig. 5.1, note que el planeamiento contiene un
punto central, y por eso se da tres niveles de cada factor y no apenas dos. Esto nos permitirá
verificar si hay o no falta de ajuste para un modelo linear lo que sería imposible si hubiésemos
usado apenas dos niveles. En la Tabla 5.1, se muestra la matriz de planeamiento y los
rendimientos observados experimentalmente en cada combinación de niveles. En general fueron
realizadas siete pruebas, siendo tres de ellos repeticiones del punto central.
Figura 5.1 Planeamiento factorial de dos niveles con punto central
Tabla 5.1. Resultados de un planeamiento 2
2 con punto central
Ensayo C (%) V(rpm) Y (%)
1 45 90 -1 -1 69
2 55 90 1 -1 59
3 45 110 -1 1 78
4 55 110 1 1 67
5 50 100 0 0 68
6 50 100 0 0 66
7 50 100 0 0 69
Fuente: Cornell (1990)
y representan los valores de los dos factores codificados por las ecuaciones:
80
90
100
110
120
40 45 50 55 60
V(rpm)
C(%)
42
y
(5.1)
En el análisis vamos admitir que la superficie de respuesta en la región investigada es una función
lineal de los factores y que por lo tanto la respuesta puede ser estimada por la ecuación:
(5.2)
Donde son los estimadores de los parámetros del modelo y representan los
factores codificados, es de suponer que los valores pueden ser obtenidos por el método
de los mínimos cuadrados.
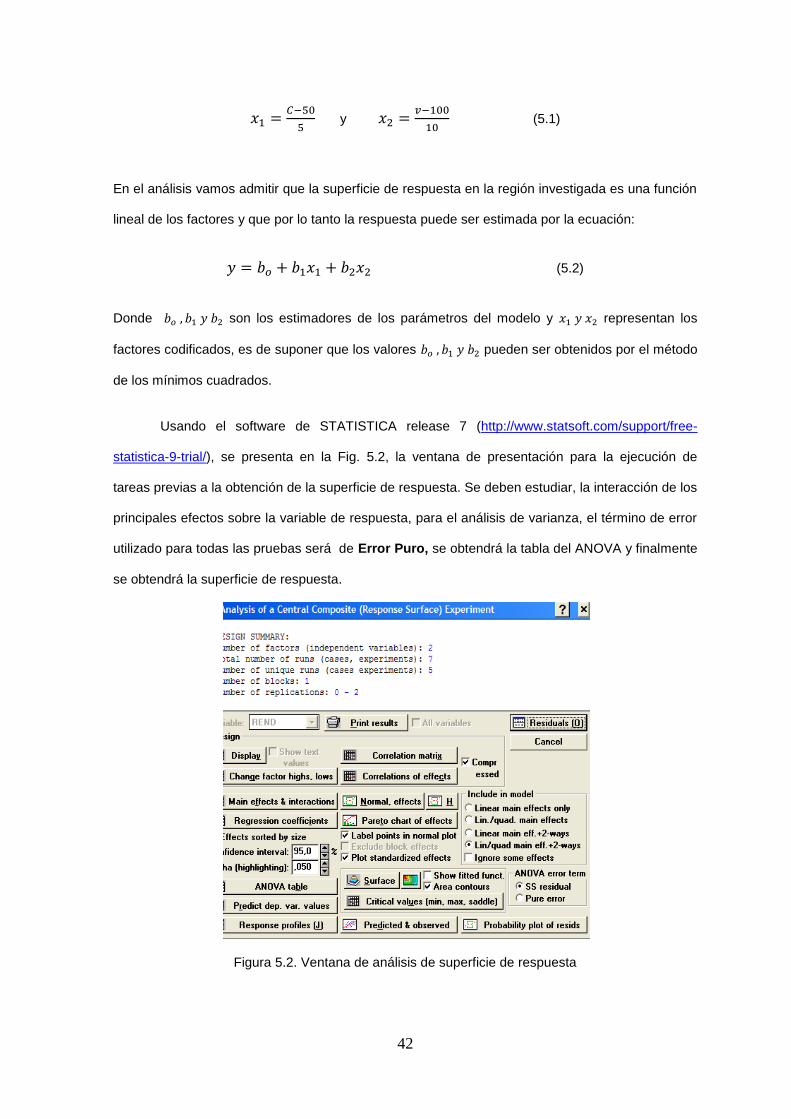
Usando el software de STATISTICA release 7 (http://www.statsoft.com/support/free-
statistica-9-trial/), se presenta en la Fig. 5.2, la ventana de presentación para la ejecución de
tareas previas a la obtención de la superficie de respuesta. Se deben estudiar, la interacción de los
principales efectos sobre la variable de respuesta, para el análisis de varianza, el término de error
utilizado para todas las pruebas será de Error Puro, se obtendrá la tabla del ANOVA y finalmente
se obtendrá la superficie de respuesta.
Figura 5.2. Ventana de análisis de superficie de respuesta
43
En la Fig. 5.2, se presentan los efectos involucrados en el proceso de optimización, se
puede observar que las variables de concentración y velocidad de agitación son estadísticamente
significativas (p<0,05) lo mismo se puede observar en el análisis de regresión presentado en la
Fig. 5.3, donde se observa un valor del coeficiente de determinación de 0,97, considerado ser un
valor alto para la predicción de la variable de respuesta.
Figura 5.2 Ventana de Análisis de efectos estimados en el proceso de Optimización
Tabla 5.3. Ventana de Análisis de la Regresión
En la Fig. 5.4, se presenta la tabla del análisis de varianza.
Figura 5.4 Ventana de Análisis de Varianza
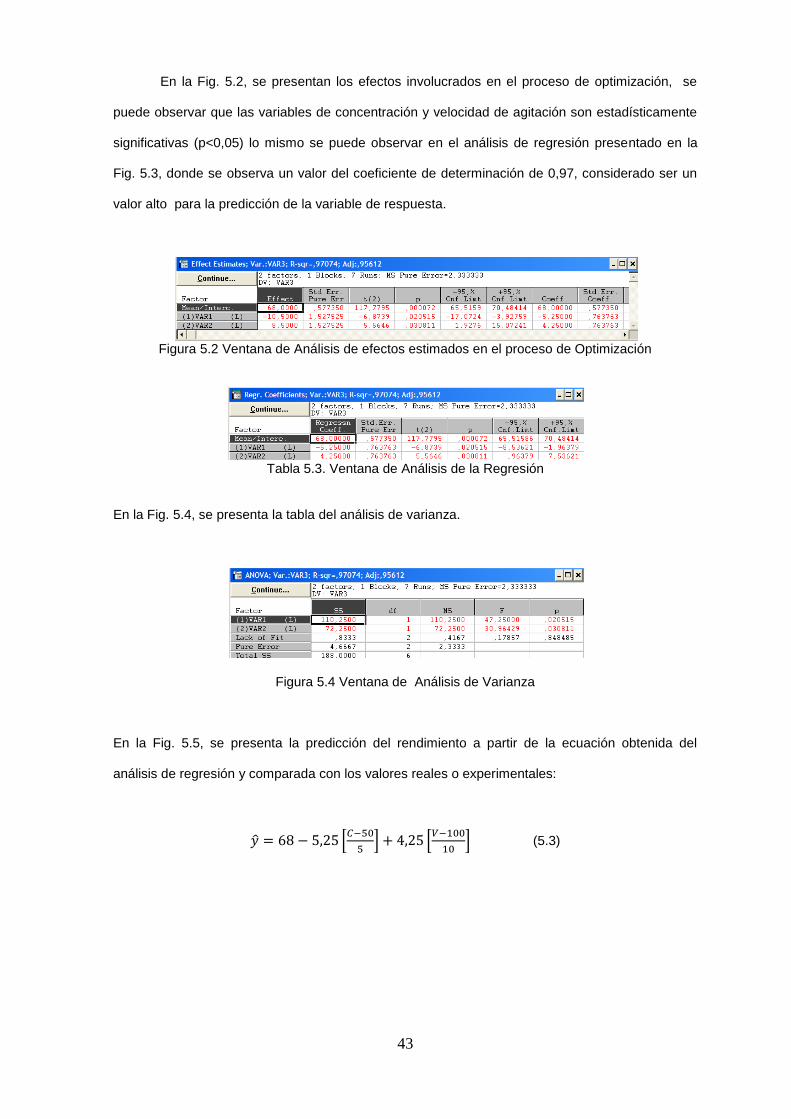
En la Fig. 5.5, se presenta la predicción del rendimiento a partir de la ecuación obtenida del
análisis de regresión y comparada con los valores reales o experimentales:
(5.3)
44
Figura 5.5 Rendimiento estimado vs rendimiento real
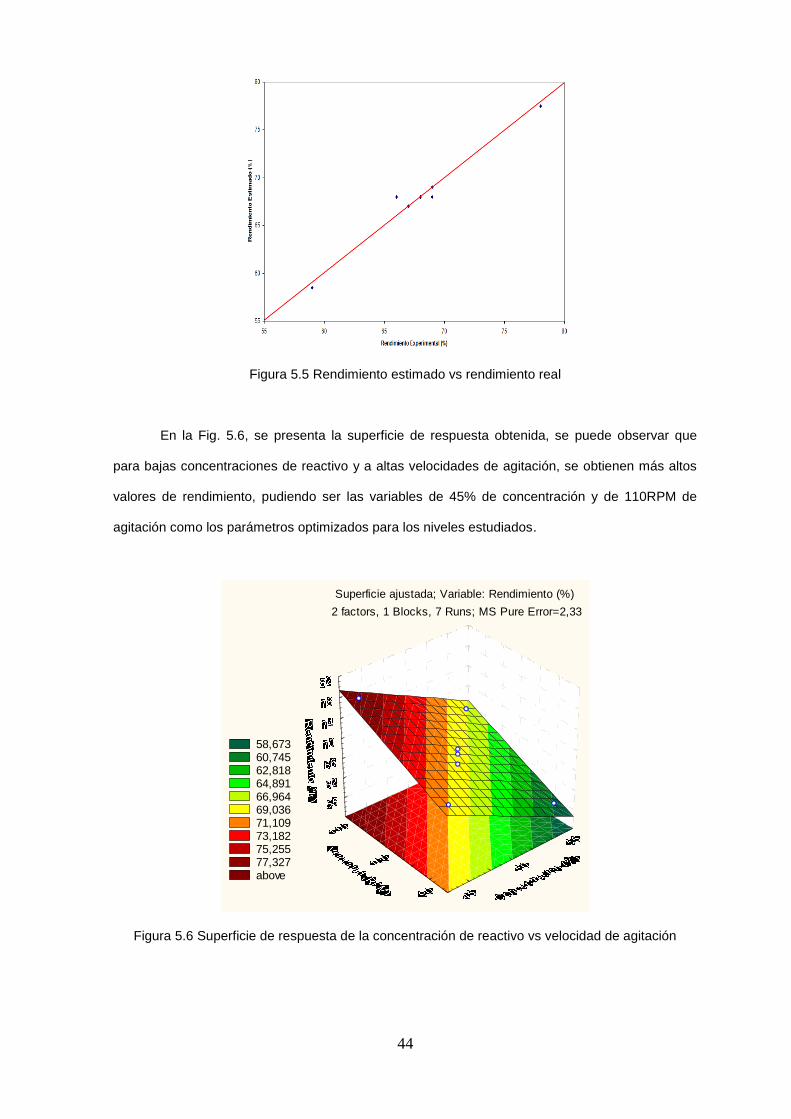
En la Fig. 5.6, se presenta la superficie de respuesta obtenida, se puede observar que
para bajas concentraciones de reactivo y a altas velocidades de agitación, se obtienen más altos
valores de rendimiento, pudiendo ser las variables de 45% de concentración y de 110RPM de
agitación como los parámetros optimizados para los niveles estudiados.
Figura 5.6 Superficie de respuesta de la concentración de reactivo vs velocidad de agitación
Superficie ajustada; Variable: Rendimiento (%)
2 factors, 1 Blocks, 7 Runs; MS Pure Error=2,33
58,673 60,745 62,818 64,891 66,964 69,036 71,109 73,182 75,255 77,327 above

45
5.2.2 Caso 2: Modelamiento no lineal. Determinar los valores de tiempo(X) y temperatura (Y)
que produce un rendimiento químico máximo en una investigación de laboratorio. Una experiencia
previa, indicó que un tiempo de 75min y temperatura de 130ºC resultó en un buen rendimiento,
también el error estándar del rendimiento fue estimado en 1,5.
En las experiencias iniciales, el investigador vario de 80 para 90minutos y la temperatura de 127,5
hasta 32,5ºC. Para una simplificación factorial de 22 con tres ensayos en el punto central fueron
usados. La información de los ensayos en el punto central fue usado para:
1. Estimar el error de la medida
2. Estimar la curvatura de la superficie
Un planeamiento factorial de 22 con punto central es apropiado para determinar el modelo lineal
(modelo de 1er orden):
(5.4)
Donde:
: Rendimiento
: Tiempo
: Temperatura
El factorial 22 por triplicado en el punto central permite:
1. Determinar el modelo lineal de una manera eficaz
2. Verificar si el modelo planar es adecuado para representar los datos
3. Estimar el error experimental
Primero los niveles de las variables son transformadas en unidades más convenientes:
,
y
46
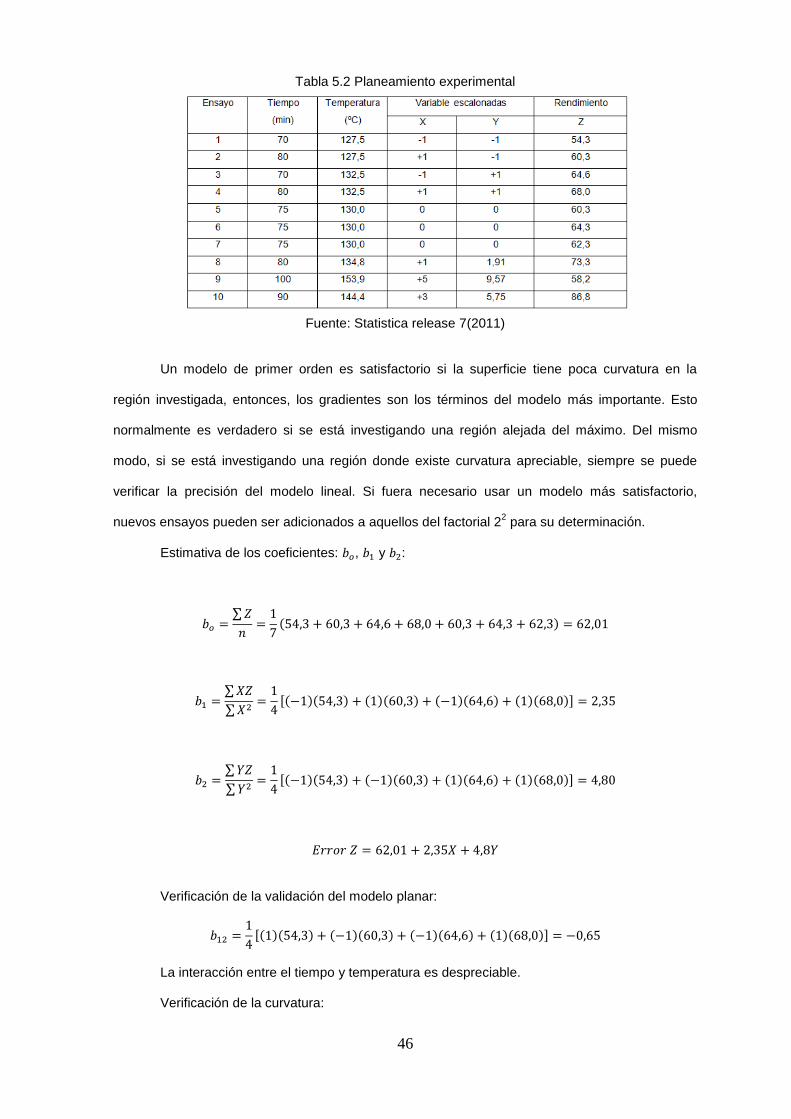
Tabla 5.2 Planeamiento experimental
Fuente: Statistica release 7(2011)
Un modelo de primer orden es satisfactorio si la superficie tiene poca curvatura en la
región investigada, entonces, los gradientes son los términos del modelo más importante. Esto
normalmente es verdadero si se está investigando una región alejada del máximo. Del mismo
modo, si se está investigando una región donde existe curvatura apreciable, siempre se puede
verificar la precisión del modelo lineal. Si fuera necesario usar un modelo más satisfactorio,
nuevos ensayos pueden ser adicionados a aquellos del factorial 22 para su determinación.
Estimativa de los coeficientes: , y :
Verificación de la validación del modelo planar:
La interacción entre el tiempo y temperatura es despreciable.
Verificación de la curvatura:

47
Media de las 4 respuestas del factorial
Media de las respuestas del punto central
, donde, son coeficientes de e de un modelo
cuadrático.
En resumen:
El modelo planar es satisfactorio en esta región de la superficie.
La nueva estimativa del error en el rendimiento usando las respuestas del punto central:
Entonces:
Cuyo valor es próximo a la estimativa inicial de 1,5.
La ecuación para los diagramas de las líneas de contorno para la superficie de respuesta
es:
(5.4)
Luego, la ecuación para la línea de contorno con valor de rendimiento igual a Z es dado
por:
(5.5)

48
Esta ecuación puede ser resuelta para obtener los valores de tiempo y temperatura que
resultaría en un valor de Z previsto por un modelo, juntando todos estos pares de valores de X e Y
resulta la línea de contorno con rendimiento previsto de Z.
Determinación de la validez del modelo lineal usando el test T
Intervalos de confianza de 95% para
El valor de es significativo en el nivel de confianza de 95%.
Intervalos de confianza de 95% para
Para
: no es estadísticamente significante en el nivel de confianza de 95% (en el nivel de confianza de
80% el valor de es estadísticamente significante).
Para
: es estadísticamente significante en el nivel de confianza de 95%.
Para
: es estadísticamente significante en el nivel de confianza de 95%.
Calculo del error de la suma:
El intervalo de confianza de 95% para el valor de la suma:
El valor de no es estadísticamente significativa, al nivel de confianza de 95%.
49
Prueba F
Determinar si una varianza significativa de los datos experimentales es explicada por el modelo:
(5.6)
Suma de los cuadrados de los desvíos experimentales de la media Z: ; grados de
libertad ; número de medidas .
Varianza total en los datos
(5.7)
Suma de los cuadrados de los desvíos de la media que son previstos por el modelo: ;
grados de libertad = .
Suma de los cuadrados de las diferencias entre los valores experimentales y aquellos previstos
por el modelo: ; grados de libertad =
La prueba F, envuelve una comparación entre los tres valores de las sumas de los cuadrados,
todas corregidas por sus números de grados de libertad.
(5.8)
(5.9)
(5.10)
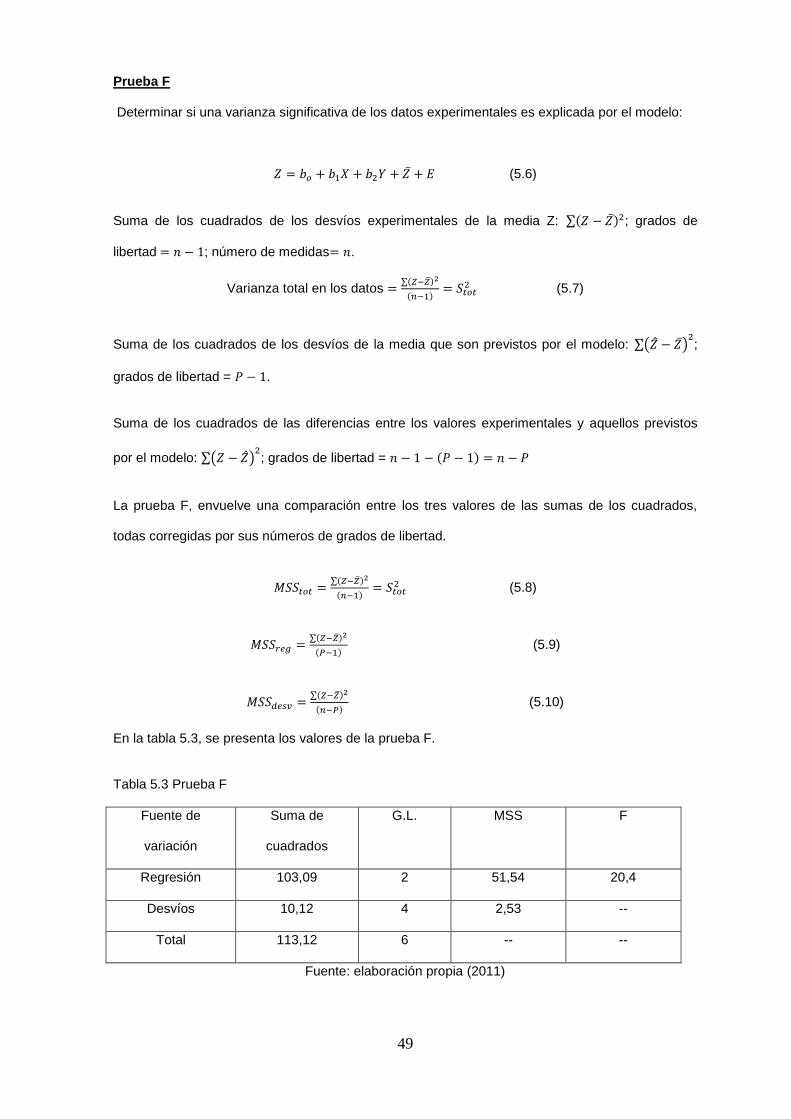
En la tabla 5.3, se presenta los valores de la prueba F.
Tabla 5.3 Prueba F
Fuente de
variación
Suma de
cuadrados
G.L. MSS F
Regresión 103,09 2 51,54 20,4
Desvíos 10,12 4 2,53 --
Total 113,12 6 -- --
Fuente: elaboración propia (2011)
50
En la tabla para ; resulta que: , por lo que la regresión es
significante.
El camino de ascendencia máxima (Steepest Ascent Path) es perpendicular a las líneas de
contorno. Podemos representar este camino gráficamente trazando una recta con punto inicial en
el punto central del factorial 22 y con inclinación:
; tres ensayos fueron hechas en esta
recta:
Ensayo Nº 8: Mejor respuesta que el factorial.
Ensayo Nº 9: Se extrapola demasiado.
Ensayo Nº 10: máximo rendimiento.
Fue realizado un segundo factorial en el punto central, cerca del punto para el ensayo Nº 10. Los
parámetros para un modelo lineal fueron calculados.
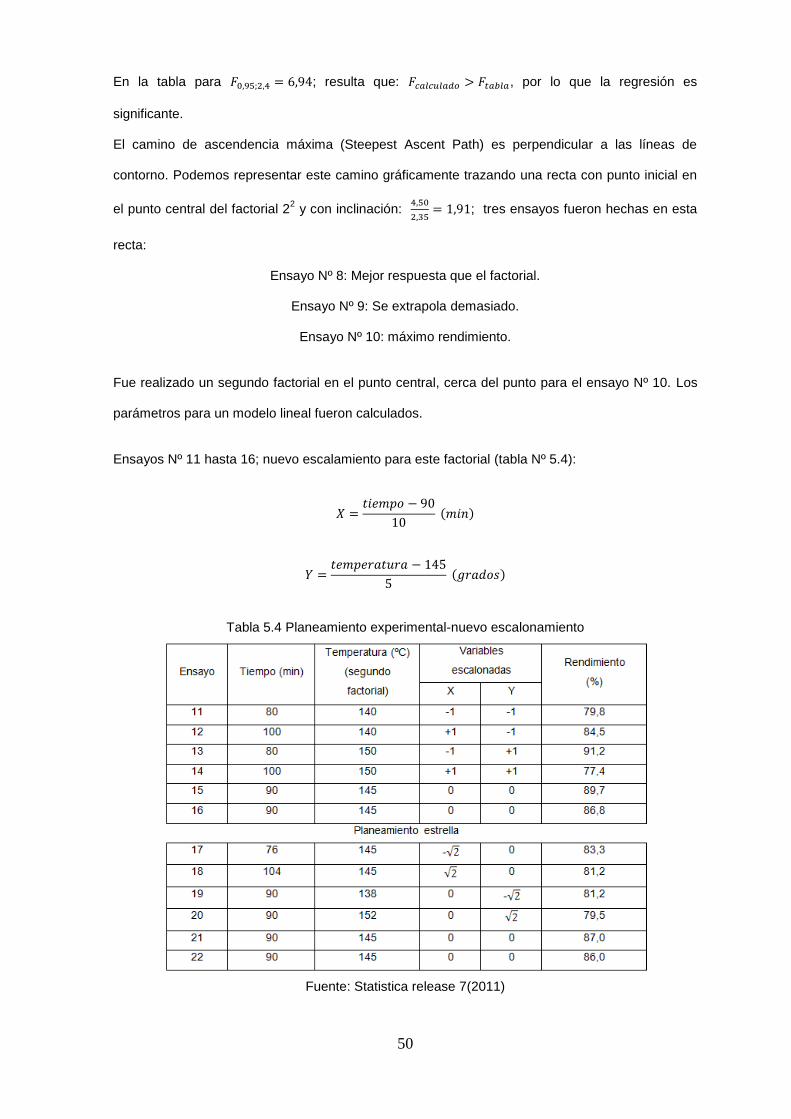
Ensayos Nº 11 hasta 16; nuevo escalamiento para este factorial (tabla Nº 5.4):
Tabla 5.4 Planeamiento experimental-nuevo escalonamiento
Fuente: Statistica release 7(2011)

51
Prueba de validación del modelo lineal:
; ;
Regresion no es significante
;
Como los valores para , y son grandes en relación a sus errores, un modelo
lineal no es adecuado para describir esta región de la superficie (tal vez se encuentre en la región
de un máximo).
Estimativa del error de los ensayos de los puntos centrales
Nueva estimativa del error de la medida = 2,02
Determinación del modelo cuadrático:
(5.11)
Para determinar los valores de los seis coeficientes de una manera eficaz, fueron hechos los
ensayos 17-22 ó planeamiento tipo estrella (Star Design).
Los ensayos 11-22 juntos forman un diseño de compuesto central (“Central Composite Design”).
Para facilitar el cálculo, un programa computacional de regresión lineal múltiple puede ser
usado (Statgraf ó Statistica release 7).
Variable dependiente:
Variable independiente:
Siendo el resultado:
52
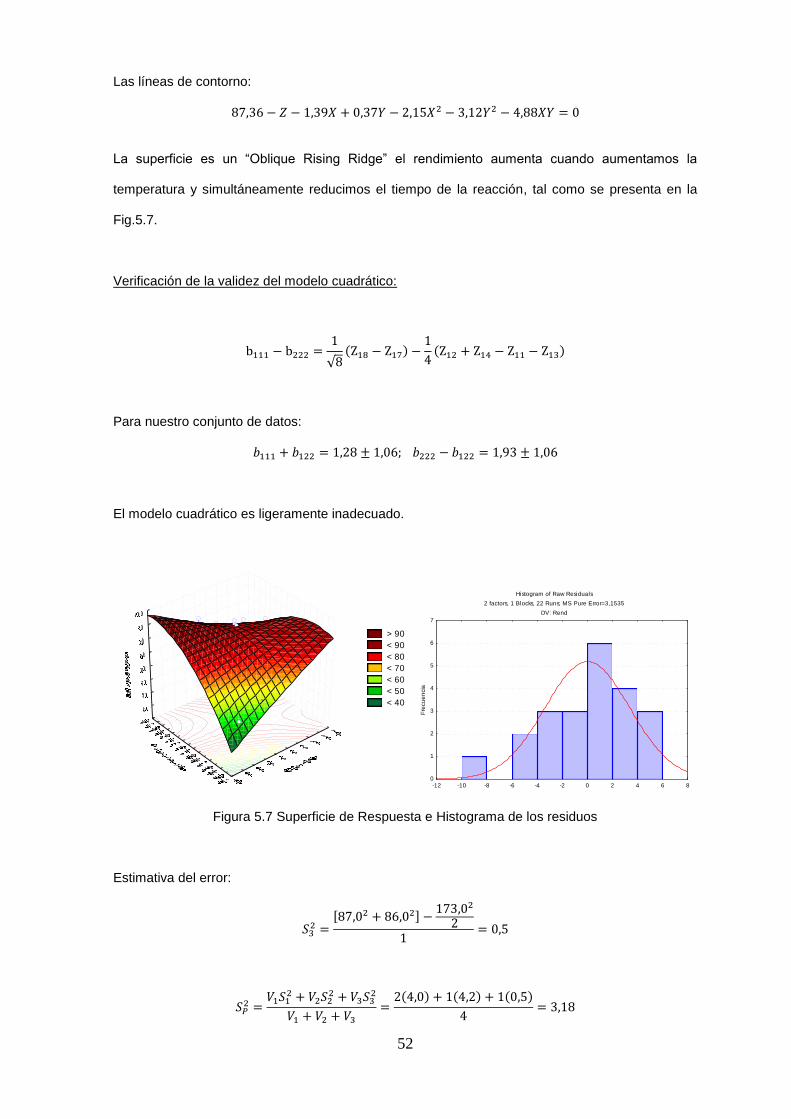
Las líneas de contorno:
La superficie es un “Oblique Rising Ridge” el rendimiento aumenta cuando aumentamos la
temperatura y simultáneamente reducimos el tiempo de la reacción, tal como se presenta en la
Fig.5.7.
Verificación de la validez del modelo cuadrático:
Para nuestro conjunto de datos:
El modelo cuadrático es ligeramente inadecuado.
Figura 5.7 Superficie de Respuesta e Histograma de los residuos
Estimativa del error:
Fitted Surface; Variable: Rend
2 factors, 1 Blocks, 22 Runs; MS Pure Error=3,1535
DV: Rend
> 90
< 90
< 80
< 70
< 60
< 50
< 40
Histogram of Raw Residuals
2 factors, 1 Blocks, 22 Runs; MS Pure Error=3,1535
DV: Rend
-12 -10 -8 -6 -4 -2 0 2 4 6 80
1
2
3
4
5
6
7
Fre
cu
en
cia
53
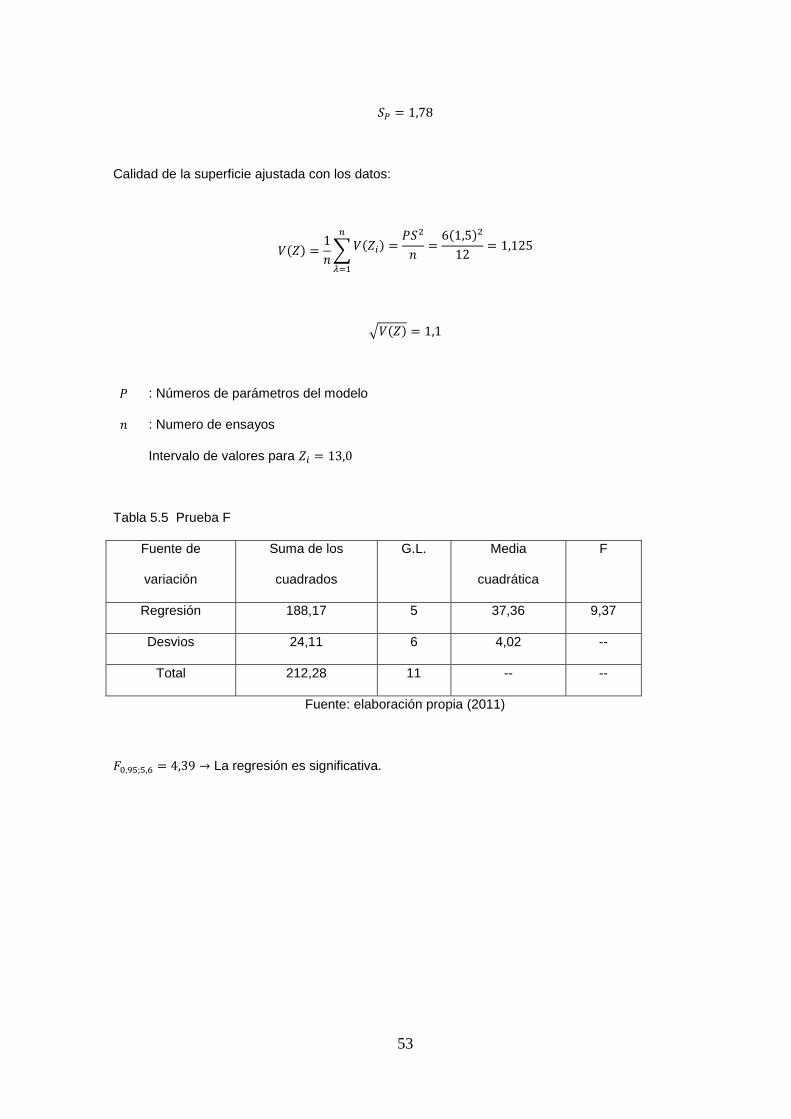
Calidad de la superficie ajustada con los datos:
: Números de parámetros del modelo
: Numero de ensayos
Intervalo de valores para
Tabla 5.5 Prueba F
Fuente de
variación
Suma de los
cuadrados
G.L. Media
cuadrática
F
Regresión 188,17 5 37,36 9,37
Desvios 24,11 6 4,02 --
Total 212,28 11 -- --
Fuente: elaboración propia (2011)
La regresión es significativa.





























