Embed Size (px)
Citation preview

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
INGENIERÍA EN INDUSTRIALIZACIÓN DE ALIMENTOS
ESTUDIO PARA ESTABLECER LA ESTANDARIZACIÓN DE MÉTODOS DE
TRABAJO Y TIEMPOS DE PRODUCCIÓN EN LA LÍNEA DE SALSA DE
TOMATE EN LA EMPRESA MARCSEAL S.A. 2007.
TESIS PREVIA LA OBTENCIÓN DEL TÍTULO DE INGENIERO EN
INDUSTRIALIZACIÓN DE ALIMENTOS
AUTOR : DIEGO ANDRÉS RODRÍGUEZ ALMEIDA.
DIRETOR : ING. VICTOR CARRIÓN.
20 DE JULIO DEL 2008
QUITO - ECUADOR

“Del contenido del presente trabajo se responsabiliza el autor”
______________________
Diego Rodríguez Almeida.
II
III
Señor. Ingeniero. MBA
Jorge Viteri.
DECANO DE LA FACULTAD DE INGENIERÍA DE LA UNIVERSIDAD
TECNOLÓGICA EQUINOCCIAL.
Presente.-
Por medio de la presente informo que la tesis “Estudio para establecer la
estandarización de métodos de trabajo y tiempos de producción en la línea de salsa de
tomate en la empresa marcseal s.a. 2007.”, realizada por el señor Diego Andrés
Rodríguez Almeida tesis previa la obtención del título de Ingeniero en Industrialización
de Alimentos ha sido concluida baja mi dirección y supervisión.
Atentamente,
__________________
Ing. Víctor Carrión P.
AGRADECIMIENTO
Deseo agradecer a mi hermosa madre, la que con todo su apoyo,
consejos, amor, paciencia y alegría ha sabido guiarme por un buen
camino, para poder lograr y obtener esta meta tan preciada en mi vida,
a mi padre, el cual con su fortaleza, dedicación, esmero y
preocupación por toda la familia, ha sabido entregarme el mejor de los
ejemplos, trabajar justa y honradamente, me ha dado espacio
suficiente para poder madurar y aprender que la vida es maravillosa,
nunca me ha privado de nada que este a su alcance. Gracias a mis
padres, los que me han regalado la vida, un hermoso palacio de cinco
continentes para habitar, y todo el tiempo del mundo. A mis maestros
que han sabido compartir sus conocimientos, experiencias y consejos,
que han sido muy valiosos y de mucha utilidad para comenzar mi vida
profesional, en especial al Ing. Víctor Carrión.
IV
DEDICATORIA
El presente trabajo de fin de carrera está dedicado de la manera más
afectiva y cariñosa a mis queridos padres y hermana, los que sin duda alguna,
han sabido apoyarme y confiar en mí durante toda mi vida y en especial a lo largo de
esta carrera universitaria.
V
ÍNDICE GENERAL
ÍNDICE GENERAL .....................................................................................................VI
ÍNDICE DE CUADROS ...............................................................................................XI
ÍNDICE DE DIAGRAMAS..........................................................................................XI
ÍNDICE DE ECUACIONES ..................................................................................... XIII
ÍNDICE DE FIGURAS.............................................................................................. XIII
ÍNDICE DE ANEXOS ............................................................................................... XIII
RESUMEN..................................................................................................................XIV
SUMMARY ................................................................................................................. XV
CAPÍTULO I
GENERALIDADES 1. INTRODUCCIÓN ....................................................................................................1
1.1. IMPORTANCIA PRÁCTICA DEL ESTUDIO................................................1
1.2. ALCANCE DEL ESTUDIO .............................................................................2
1.3. OBJETO DE ESTUDIO....................................................................................2
1.4. OBJETIVO GENERAL: ...................................................................................2
1.5. OBJETIVOS ESPECÍFICOS............................................................................3
1.6. JUSTIFICACIÓN DEL ESTUDIO...................................................................3
1.7. HIPÓTESIS.......................................................................................................4
1.8. ASPÉCTOS METODOLÓGICOS DEL ESTUDIO.........................................4
1.9. DISEÑO EXPERIMENTAL.....................................................................................4
1.10. MÉTODOS DE INVESTIGACIÓN ............................................................................4
VI
1.10.1. Método Inductivo..........................................................................................4
1.10.2. Método Deductivo.........................................................................................4
1.10.3. Método de Síntesis. .......................................................................................4
1.10.4. Método Estadístico........................................................................................4
1.11. FUENTES DE INVESTIGACIÓN..............................................................................4
1.11.1. Revisión de literatura. ...................................................................................4
1.11.2. Revisión de Internet ......................................................................................4
1.12. DISCUSIÓN DE RESULTADOS...............................................................................4
1.13. MÉTODOS DE INVESTIGACIÓN UTILIZADOS ........................................................5
1.13.1. Método Inductivo. .........................................................................................5
1.13.2. Método Deductivo.........................................................................................5
1.13.3. Método de Síntesis. .......................................................................................5
1.13.4. Método Estadístico........................................................................................5
1.14. FUENTES DE INVESTIGACIÓN UTILIZADAS ..........................................................5
1.14.1. Revisión de literatura. ...................................................................................5
1.14.2. Revisión de Internet. .....................................................................................5
1.15. DISCUSIÓN DE RESULTADOS. .............................................................................5
CAPÍTULO II
MARCO TEÓRICO
2. INTRODUCCIÓN ....................................................................................................6
2.1. PRODUCTIVIDAD ................................................................................................6
2.2. ESTUDIO DE TIEMPOS .........................................................................................7
2.3. INGENIERÍA DE MÉTODOS ...................................................................................8
2.4. LA INGENIERÍA DEL TRABAJO O SIMPLIFICACIÓN DEL MÉTODO. .........................9
VII
2.5. REQUISITOS PARA SIMPLIFICAR EL TRABAJO. ...................................................10
2.6. OBJETIVO DEL ESTUDIO DE MÉTODOS. ............................................................10
2.7. PROCEDIMIENTO DEL ESTUDIO DE MÉTODOS ....................................................11
2.7.1. Planeación del estudio de trabajo................................................................11
2.7.2. Determinación del número de observaciones .............................................11
2.7.3. Observación y registro de datos. .................................................................11
2.7.4. Muestreo de trabajo para el establecimiento de márgenes o tolerancias. ...12
2.7.5. Analizar los detalles. ...................................................................................12
2.7.6. Desarrollo de un nuevo método de trabajo. ................................................14
2.7.6.1. Eliminar...............................................................................................14
2.7.6.2. Cambiar. ..............................................................................................14
2.7.6.3. Simplificar...........................................................................................14
2.7.6.4. Aplicación del nuevo método..............................................................15
2.8. ESTUDIO DE TIEMPOS CON CRONÓMETRO.........................................................15
2.8.1. Curva de aprendizaje...................................................................................17
2.9. ANÁLISIS DE OPERACIONES ..............................................................................20
2.9.1. Operaciones de proceso...............................................................................20
2.9.1.1. Elaboración de diagrama.....................................................................22
2.9.1.2. Uso del diagrama ................................................................................22
2.9.2. De curso (o flujo) de proceso......................................................................23
2.9.2.1. Elaboración del diagrama....................................................................24
2.9.2.2. Uso del diagrama ................................................................................28
2.9.3. De recorrido ................................................................................................28
2.9.4. De interrelación hombre-máquina...............................................................29
VIII
2.9.5.1. Elaboración del diagrama....................................................................31
2.9.5.2. Uso del diagrama ................................................................................32
2.9.6. De proceso para grupo o escuadrilla ...........................................................32
2.9.6.1. Elaboración del diagrama....................................................................34
2.9.6.2. Uso del diagrama ................................................................................34
2.9.7. De proceso para operario ............................................................................34
2.9.7.1. Elaboración del diagrama....................................................................35
2.9.7.2. Uso del diagrama ................................................................................37
2.9.8. De volumen, distancia y viaje de materiales...............................................37
2.9.9. PERT...........................................................................................................37
C A P Í T U L O III
SITUACIÓN ACTUAL DE LA EMPRESA 3. INTRODUCCIÓN ..................................................................................................40
3.1. ESTUDIO DEL MÉTODO DE TRABAJO .................................................................41
3.1.1. Pesaje ..........................................................................................................44
3.1.2. Preparación..................................................................................................45
3.1.3. Lectura de parámetros físico-químicos .......................................................46
3.1.4. Vaciado .......................................................................................................47
3.1.5. Sacheteado ..................................................................................................48
3.1.6. Almacenamiento .........................................................................................50
C A P Í T U L O IV
REDISEÑO DEL SISTEMA DE ANÁLISIS DE MÉTODOS DE TRABAJO
4.1. TOMA DE TIEMPOS (MÉTODO PROPUESTO) ......................................................52
IX

4.1.1. Pesaje de 800 Kg.........................................................................................52
4.1.2. Preparación de 800 Kg. ...............................................................................53
4.1.3. Envío de muestra a laboratorio ...................................................................54
4.2. DIAGRAMAS PROPUESTOS DE MÉTODOS DE TRABAJO. ......................................55
4.2.1. Diagrama de operaciones de proceso..........................................................55
4.2.2. Diagrama de proceso de flujo .....................................................................56
4.2.3. Diagrama de recorrido.................................................................................57
4.2.4. Diagrama de viajes de materiales................................................................61
4.2.5. Diagrama de proceso hombre-máquina ......................................................62
4.3. ESTACIÓN DE TRABAJO EN BODEGA.................................................................63
4.4. ESTACIÓN DE TRABAJO EN PRODUCCIÓN ..........................................................64
4.5. CAMBIO DEL ELEVADOR DE MATERIA PRIMA POR ELEVADOR DE PRODUCTO
TERMINADO..................................................................................................................65
4.6. REVISIÓN DE PESOS POR PARADA. ....................................................................68
4.7. PREPARACIÓN DE SALSA DE TOMATE. ..............................................................69
4.8. REVISIÓN DE PARÁMETROS FÍSICO-QUÍMICOS. .................................................71
4.9. INSPECCIÓN DE PRODUCTO TERMINADO. ..........................................................72
C A P Í T U L O V
CONCLUSIONES Y RECOMENDACIONES
5.1. CONCLUSIONES ..........................................................................................73
5.2. RECOMENDACIONES.................................................................................77
BIBLIOGRAFÍA GENERAL ......................................................................................80
ANEXOS ........................................................................................................................81
X
ÍNDICE DE CUADROS
CUADRO Nº 1 DIVISIONES PARA LA EJECUCIÓN DE UNA OPERACIÓN........35
CUADRO Nº 2 TIEMPOS ESTÁNDAR DE PRODUCCIÓN, SUPLEMENTOS Y
TOLERANCIAS. ............................................................................................................42
CUADRO Nº 3 PESAJE PARA PARADA DE 800 KG................................................52
CUADRO Nº 4 PREPARACIÓN DE 800 KG...............................................................53
CUADRO Nº 5 ENVÍO DE MUESTRAS A LABORATORIO. ...................................54
ÍNDICE DE DIAGRAMAS
DIAGRAMA Nº 1. DIAGRAMA DE OPERACIONES DE PROCESO. .....................21
DIAGRAMA Nº 2. DIAGRAMA DE FLUJO DE PROCESO (PRODUCTO).............25
DIAGRAMA Nº 2.1 DIAGRAMA DE FLUJO DE PROCESO (PRODUCTO).............25
DIAGRAMA Nº 3 DIAGRAMA DE FLUJO DE PROCESO (OPERATIVO). ...........26
DIAGRAMA Nº 4 DIAGRAMA DE RECORRIDO. ....................................................29
DIAGRAMA Nº 5 DIAGRAMA DE INTERRELACIÓN HOMBRE-MÁQUINA. ....30
DIAGRAMA Nº 6 DE PROCESO PARA GRUPO O ESCUADRILLA. .....................33
DIAGRAMA Nº 7 DE PROCESO PARA OPERARIO.................................................36
DIAGRAMA Nº 8 DE VOLUMEN, DISTANCIA Y VIAJE DE MATERIALES. ......38
DIAGRAMA Nº 9 DIAGRAMA PERT.........................................................................38
DIAGRAMA Nº 10 DIAGRAMA DE FLUJO (ELAB. SALSA DE TOMATE) .........42
XI
DIAGRAMA Nº 11 PESAJE DE MATERIA PRIMA PARA PRODUCCIÓN DE
SALSA DE TOMATE ....................................................................................................44
DIAGRAMA Nº 12 PREPARACIÓN DE SALSA DE TOMATE EN MARMITAS DE
450 Y 800 KG. ................................................................................................................45
DIAGRAMA Nº 13 LECTURA DE PARÁMETROS FÍSICO-QUÍMICOS DE SALSA
DE TOMATE..................................................................................................................46
DIAGRAMA Nº 14 VACIADO DE PRODUCTO DESDE MARMITAS HASTA
TANQUES DE ENVASADO.........................................................................................48
DIAGRAMA Nº 15 SACHETEADO DE SALSA DE TOMATE.................................49
DIAGRAMA Nº 16 ALMACENAMIENTO DE PRODUCTO TERMINADO
(SACHETS). ...................................................................................................................50
DIAGRAMA Nº 17 DIAGRAMA DE OPERACIONES DE PROCESO. ....................55
DIAGRAMA Nº 18 DIAGRAMA DE PROCESO DE FLUJO.....................................56
DIAGRAMA Nº 19 DIAGRAMA DE RECORRIDO (BODEGA)...............................57
DIAGRAMA Nº 20 DIAGRAMA DE RECORRIDO (PRODUCCIÓN DE SALSAS
CALIENTES)..................................................................................................................57
DIAGRAMA Nº 21 DIAGRAMA DE RECORRIDO (TRASLADO DE SALSAS
CALIENTES)..................................................................................................................58
DIAGRAMA Nº 22 DIAGRAMA DE RECORRIDO (SACHETEADO).....................60
DIAGRAMA Nº 23 DIAGRAMA DE VIAJES DE MATERIALES. ...........................61
DIAGRAMA Nº 24 DIAGRAMA DE PROCESO HOMBRE-MÁQUINA. ................62
XII
DIAGRAMA Nº 25 ESTACIÓN DE TRABAJO EN BODEGA. .................................63
DIAGRAMA Nº 26 ESTACIÓN DE TRABAJO EN PRODUCCIÓN. ........................64
ÍNDICE DE ECUACIONES
ECUACIÓN Nº 1. CURVA DEL APRENDIZAJE .......................................................19
ÍNDICE DE FIGURAS
FIGURA Nº 1. VARIABLE DEPENDIENTE E INDEPENDIENTE (CURVA DEL
APRENDIZAJE).............................................................................................................18
ÍNDICE DE ANEXOS
ANEXO 1. FORMATO PARA TOMA DE TIEMPOS
ANEXO 2. BODEGA DE ALMACENAMIENTO DE PASTA Y AZÚCAR.
ANEXO 3. BODEGA DE ALMACENAMIENTO DE MATERIAS PRIMAS.
ANEXO 4. TANQUES DE ALMACENAMIENTO DE SALSA DE TOMATE SÚPER
ECONÓMICA.
ANEXO 5. MÁQUINA SACHETEADORA DE SALSA DE TOMATE SÚPER
ECONÓMICA.
XIII
RESUMEN
En este trabajo se presentan las diferentes técnicas para estandarizar los métodos de
trabajo de una secuencia de actividades que integran a una operación, que en este caso
es la elaboración de salsa de tomate.
De igual manera se presentan propuestas basadas en la elaboración de diagramas que
pueden beneficiar a los métodos de trabajo con los que la empresa MARCSEAL S.A. se
maneja actualmente para elaborar salsa de tomate.
Es importante mencionar que los datos fueron obtenidos en la empresa MARCSEAL
S.A. durante mi tiempo de trabajo como asistente de producción, así como facilidades
para el acceso a algunos datos que la empresa proporcionó.
Se analiza la importancia que tiene el estudio de métodos de trabajo cuando se desea
reducir los costos de producción y facilitar las operaciones de trabajo para los operarios.
Este estudio tiene como objetivos, el analizar los procesos y operaciones con los que
actualmente se maneja la empresa para la elaboración de salsa de tomate, con la
finalidad de plantear una propuesta adecuada para que la empresa maneje métodos de
trabajo económicos, eficientes y productivos.
XIV
XV
SUMMARY
The main of this work is to explain the different techniques for standard to work
methods of an activities sequence that integrate an operation, which in this case is the
ketchup manufacture.
This work show propositions based on make diagrams that can be profit to work
methods which MARCSEAL factory works actually for ketchup manufacture.
Is important mention that facts was got during my job time in this in factory like
production assistant, in the same way as something facilities to access something facts
which was provided by MARCSEAL factory.
It shall analyze the important which have this kind of studies with regard to production
cost reduce and facilitate all operations for workers.
This thesis has like object, analyze process and operations which MARCSEAL factory
work actually to ketchup manufacture, with the object of establish suitable proposes for
that factory can be have work economical methods, efficient and productive.

C A P Í T U L O I
CAPÍTULO I
1. INTRODUCCIÓN
En la actualidad la industria desea contar con alternativas para ganar en este mundo
altamente competitivo, es por esta razón que es sumamente necesario conocer los
métodos que proporcionan un mejoramiento comprobado de la productividad de
compañías de manufactura, de proceso y de servicio.
Las empresas de salsas y aderezos han ido evolucionando, creciendo y desarrollando
nuevos productos que han sido del agrado de las familias ecuatorianas, pero de igual
forma la competencia ha ido creciendo y las empresas necesitan sacar nuevas ventajas
sobre sus competidores, con el objetivo de seguir posicionándose en este segmento
mercado.
La realización de estudios de métodos de trabajo dentro de la industria se a convertido
en una herramienta fundamental para conseguir el proceso de mejoramiento continuo.
1.1. IMPORTANCIA PRÁCTICA DEL ESTUDIO
Con el estudio de métodos de trabajo se puede mejorar los métodos actuales de trabajo
con el que se encuentra la industria de salsa y aderezos. De esta manera se puede
mejorar el rendimiento de las empresas aprovechando al máximo los recursos con los
que cuentan las mismas, tales como materia prima, mano de obra y maquinaria.
1
Es así que el proceso de elaboración de salsas y aderezos será mucho más eficiente y
traerá a las empresas beneficios importantes, tanto en su economía como en sus
procesos.
Con la realización de este estudio se puede dar comienzo a la estandarización de
métodos de trabajo en el resto de líneas de producción de las empresas de salsas y
aderezos.
1.2. ALCANCE DEL ESTUDIO
El presente estudio de estandarización de métodos de trabajo y tiempos de producción
se efectuará en las instalaciones de la empresa Marcseal S.A.
1.3. OBJETO DE ESTUDIO
Se realizarán las mediciones del estudio de estandarización de métodos de trabajo y
tiempos de producción a la línea de elaboración de salsa de tomate de la empresa
Marcseal S.A.
1.4. OBJETIVO GENERAL:
• Realizar un estudio de métodos de trabajo para simplificar o mejorar las
operaciones e implementar tiempos de producción en la línea de salsa de tomate
en la empresa MARCSEAL S.A.
2
1.5. OBJETIVOS ESPECÍFICOS
• Analizar los procesos y operaciones actuales de producción en la línea de salsa
de tomate.
• Realizar un estudio de métodos de trabajo en la línea de salsa de tomate,
identificando los métodos actuales y los factores que lo afectan para plantear
propuestas de mejora.
• Establecer tiempos base de producción para la elaboración de salsa de tomate.
1.6. JUSTIFICACIÓN DEL ESTUDIO
La empresa MARCSEAL S.A. se encuentra muy interesada en realizar un estudio de
métodos de trabajo, la empresa busca mediante este estudio aumentar la productividad
con los mismos o menores recursos, tales como: materiales, mano de obra y maquinaria
para producir productos de alta calidad.
Actualmente la empresa necesita mejorar sus métodos de trabajo, ya que se encuentra en
una reconstrucción y reingeniería de su planta con la finalidad de poder producir con
mayor eficiencia y calidad, es por esto que el estudio de métodos de trabajo se convierte
en una herramienta fundamental para tomar decisiones con relación a mejorar sus
procesos de producción y buscar la manera más fácil y lucrativa de realizar cada una de
las tarea.
3
1.7. HIPÓTESIS
Si se estandariza los métodos de trabajo en cada una de las operaciones en la línea de
producción de salsa de tomate entonces podremos aumentar la productividad de la
empresa.
1.8. ASPÉCTOS METODOLÓGICOS DEL ESTUDIO
1.9. Diseño Experimental
1.10. Métodos de Investigación
1.10.1. Método Inductivo: Es aquel que parte de los datos particulares para
llegar a conclusiones generales
1.10.2. Método Deductivo: Es aquel que parte de datos generales aceptados
como validos para llegar a una conclusión de tipo particular.
1.10.3. Método de Síntesis: La síntesis es la reconstrucción de todo lo
descompuesto por el análisis.
1.10.4. Método Estadístico: Es aquel que parte de datos numéricos aceptados
como validos para llegar a una conclusión de tipo particular.
1.11. Fuentes de Investigación
1.11.1. Revisión de literatura: Revisión basada en libros y documentos que
sirvan para obtener una conclusión determinada.
1.11.2. Revisión de Internet: Revisión informática utilizada para obtener una
conclusión determinada
1.12. Discusión de resultados: Forma de presentación de conclusiones y
resultados de un tema.
4
5
1.13. Métodos de Investigación utilizados
1.13.1. Método Inductivo: Se realizará la toma de tiempos de las diversas
tareas.
1.13.2. Método Deductivo: Se realizará la determinación del método de trabajo
apropiado.
1.13.3. Método de Síntesis: Será utilizado para presentar los resultados
expulsados por este estudio.
1.13.4. Método Estadístico: Será utilizado para realizar los cálculos pertinentes
del estudio.
1.14. Fuentes de Investigación utilizadas
1.14.1. Revisión de literatura: La revisión se hará en libros y documentos
actualizados que detallen las variables y técnicas para la determinación del
estudio de tiempos y métodos de trabajo.
1.14.2. Revisión de Internet: Con la finalidad de encontrar información mucho
más actualizada de los puntos anteriormente expuestos.
1.15. Discusión de Resultados: Para presentar las conclusiones y
recomendaciones finales del estudio, se presentará de manera escrita, a manera
de Tesis.

C A P Í T U L O II

CAPÍTULO II
2. INTRODUCCIÓN
La ingeniería de métodos tiene por objeto estudiar procedimientos para incrementar la
producción por unidad de tiempo y reducir los costos unitarios mientras se mantiene y
mejora la calidad.
El procedimiento esencial del análisis de la operación es tan efectivo en la planeación de
nuevos centros de trabajo como en el mejoramiento de los existentes. El paso siguiente
a la presentación de los hechos en forma de diagrama de operaciones o de curso e
proceso es la investigación de los enfoques del análisis de la operación. Debe
considerarse que el análisis es un procedimiento que nunca puede considerarse
completo.
Prácticamente todas las operaciones pueden mejorarse si se estudian suficientemente.
Puesto que el procedimiento del análisis sistemático es igualmente efectivo en industrias
grandes y pequeñas, en talleres y en la producción en masa, podemos concluir que el
análisis de la operación es aplicable a todas las actividades de fabricación,
administración de empresas y servicios.
2.1. Productividad
El instrumento fundamental que origina una mayor productividad es la utilización de
métodos, el estudio de tiempos y un sistema de pago de salarios. Se debe comprender
claramente que todos los aspectos de un negocio o industria, ventas, finanzas,
6
producción, ingeniería, costos, mantenimiento y administración son áreas fértiles para la
aplicación de métodos, estudio de tiempos y sistemas adecuados de pago de salarios.
La sección de producción de una industria puede considerarse como el corazón de la
misma, y si la actividad de esta sección se interrumpiese, toda la empresa dejaría de ser
productiva. Si se considera al departamento de producción como el corazón de una
empresa industrial, las actividades de métodos, estudio de tiempos y salarios son el
corazón del grupo de fabricación.
Alcance de la ingeniería de métodos y el estudio de tiempo en el campo de estas
actividades comprende el diseño, la formulación y la selección de los mejores métodos,
procesos, herramientas, equipos diversos y especialidades necesarias para manufacturar
un producto después de que han sido elaborados los dibujos y planos de trabajo en la
sección de ingeniería de trabajo.
2.2. Estudio de tiempos
El estudio de tiempos se define como dice R. García C. en su libro Estudio de Trabajo;
“El estudio de tiempos es una técnica para determinar con la mayor exactitud posible,
partiendo de un número limitado de observaciones, el tiempo necesario para llevar a
cabo una tarea determinada con arreglo a una norma de rendimiento preestablecido”
(185).
Un estudio de tiempos con cronómetro se lleva a cabo cuando:
a) Se va a ejecutar una nueva operación, actividad o tarea.
7
b) Se presentan quejas de los trabajadores o de sus representantes sobre el tiempo
de una operación.
c) Se encuentran demoras causadas por una operación lenta, que ocasiona retrasos
en las demás operaciones.
d) Se pretende fijar los tiempos estándar de un sistema de incentivos.
e) Se encuentran bajos rendimientos o excesivos tiempos muertos de alguna
máquina o grupo de máquinas.
2.3. Ingeniería de métodos
Los términos análisis de operaciones, simplificación del trabajo e ingeniería de métodos
se utilizan con frecuencia como sinónimos. En la mayor parte de los casos se refieren a
una técnica para aumentar la producción por unidad de tiempo y, en consecuencia,
reducir el costo por unidad. La ingeniería de métodos implica trabajo de análisis en dos
etapas de la historia de un producto, continuamente estudiará una y otra vez cada centro
de trabajo para hallar una mejor manera de elaborar el producto.
Para desarrollar un centro de trabajo, fabricar un producto o proporcionar un servicio, el
estudio de métodos debe seguir un procedimiento sistemático, el cual comprenderá las
siguientes operaciones:
• Selección del proyecto.
• Obtención de los hechos
• Presentación de los hechos
• Efectuar un análisis
• Desarrollo del método ideal
8
• Presentación del método
• Implantación del método
• Desarrollo de un análisis de trabajo
• Establecimiento de estándares de tiempo
• Seguimiento del método
La ingeniería de métodos se puede definir como el conjunto de procedimientos
sistemáticos para someter a todas las operaciones de trabajo directo e indirecto a una
minuciosa investigación, con perspectivas a introducir mejoras que faciliten mas la
realización del trabajo y que permitan que este se haga en el menor tiempo posible y con
una menor inversión por unidad producida, por lo tanto el objetivo final de la ingeniería
de métodos es el incremento en las utilidades de la empresa.
2.4. La ingeniería del trabajo o simplificación del método.
El objetivo de la ingeniería del trabajo es aumentar la productividad con los mismos
recursos u obtener lo mismo con menos. Los costos son establecidos o suceden, cuando
los recursos invertidos se utilizan a un nivel dado de productividad, entonces, cuando la
productividad crece, los costos disminuyen. En nuestro caso el objetivo es la fabricación
de productos a un mejor costo, utilizando recursos primarios de producción: hombres,
materiales y máquinas. Para poder aumentar un índice de productividad se pueden
utilizar tres formas:
• Aumentando el producto y manteniendo el mismo insumo.
• Reduciendo el insumo y manteniendo el mismo producto.
9
• Aumentando el producto y reduciendo el insumo simultánea y
proporcionalmente.
2.5. Requisitos para simplificar el trabajo.
Es importante tener una mente abierta, mantener una actitud de constante
cuestionamiento, trabajar sobre las causas no sobre los efectos. No hay que conformarse
con ver como la gente realiza su trabajo, hay que analizarlo y estudiarlo para
simplificarlo.
Se debe tomar en cuenta lo que dice A. Caps Vanaclocha en su libro Tecnología de
Alimentos “Es importante eliminar el miedo a la crítica, despojarse del amor propio y
de la pereza mental. Para todo esto la misión final será vencer la resistencia el cambio,
ya que por naturaleza nos oponemos al cambio” (185)
2.6. Objetivo del Estudio de Métodos.
La meta de perfeccionar los procesos de trabajo se divide en varios objetivos: mejorar
los procesos, procedimientos, así como el diseño de equipo e instalaciones.
Para así economizar el esfuerzo humano para reducir la fatiga innecesaria, además
ahorrar el uso de material, máquinas y mano de obra. Aumentar la seguridad y crear
mejores condiciones de trabajo, a fin de hacer más fácil, rápido, sencillo y seguro el
desempeño de labores.
10
2.7. Procedimiento del estudio de métodos
2.7.1. Planeación del estudio de trabajo.
Una vez que el analista haya explicado el método y obtenido la aprobación del
supervisor respectivo, estará en condiciones de realizar el planteamiento detallado, que
es esencial antes de iniciar las observaciones reales. El primer paso es efectuar una
estimación preliminar de las actividades acerca de las que buscan información.
Esta estimación puede abarcar una o más actividades. Con frecuencia la estimación se
puede realizar razonable, deberá hacer un muestreo del área o las áreas de interés
durante un período corto y utilizar la información obtenida como base de sus
estimaciones.
2.7.2. Determinación del número de observaciones
Una vez hechas las estimaciones se debe determinar la exactitud que sea de los
resultados. Esto se puede expresar mejor como una tolerancia dentro de un nivel de
confianza establecido. El analista llevará a cabo ahora una estimación del número de
observaciones a realizar. Es posible determinar la frecuencia de las observaciones. El
siguiente paso será diseñar la forma para muestreo de trabajo en la que se tabularán los
datos y los diagramas de control que se utilizarán junto con el estudio.
2.7.3. Observación y registro de datos.
A medida que le analista considera el área de trabajo, no debe anticipar los registros que
espera hacer. Debe caminar un punto o una cierta distancia del equipo, efectuar su
11
observación y registrar los hechos. El analista debe aprender a efectuar observaciones o
verificaciones visuales y realizar las anotaciones después de haber abandonado la zona
de trabajo. Esto reducirá al mínimo la sensación de ser observado que experimentaría un
operario, el que continuaría trabajando así en la forma acostumbrada.
2.7.4. Muestreo de trabajo para el establecimiento de márgenes o
tolerancias.
La técnica se usa también para establecer estándares de producción, determinar la
utilización de máquinas, efectuar asignaciones de trabajo y mejorar métodos; las
tolerancias por motivos personales y demoras inevitables se determinaban
frecuentemente efectuando una serie de estudios de todo el día sobre varias operaciones
y promediando luego sus resultados; el número de idas al gabinete sanitario y al
bebedero o fuente de agua, el número de interrupciones etc., se podrían registrar,
cronometrar, analizar, y determinar luego una tolerancia justa o de confianza; los
elementos que entran dentro de las demoras personales e inevitables se pueden mantener
separados y determinar una tolerancia equitativa para cada clase o categoría.
2.7.5. Analizar los detalles.
Para analizar un trabajo en forma completa, en el estudio de métodos se utiliza una serie
de preguntas que deben aplicarse en cada detalle con el objeto de justificar la existencia,
el lugar, el orden, la persona y la forma en que se ejecuta. Las preguntas mencionadas y
su forma de usarlas son las siguientes:
12
¿Por qué se hace?, ¿Para qué sirve? Las respuestas a estas dos preguntas nos justifican
el propósito de cada detalle, esto nos viene a decir la razón de su existencia.
El siguiente paso es cuestionarse ¿dónde debe hacerse el detalle? ¿Cuándo debe
hacerse? ¿Quién debe hacerlo? La pregunta dónde lleva a pensar y a investigar si el
lugar, la máquina, en el que se hace el trabajo es la más conveniente. La pregunta
“cuándo debe hacerse” conduce a investigar el tiempo, es decir, sé el orden y la
secuencia en que se ejecutan los detalles son los más adecuados. La pregunta “quién
debe hacerlo” nos hace pensar e investigar si la persona que está ejecutando el detalle es
la más indicada.
Después de haber tratado de justificar el lugar, secuencia y persona, se debe tratar de
justificar que la forma en que se está haciendo el detalle es la más correcta. Por lo tanto,
debe contestarse la pregunta. ¿Cómo se hace el detalle? Esta pregunta llevará a buscar
una mejor forma de hacerlo.
Estas preguntas proporcionan una forma de analizar un estudio de métodos, sin embargo
la persona que realice este tipo de estudio debe de tener una mentalidad abierta y
receptiva para toda aquella información que pueda obtener, ya sea mediante la
observación o la comunicación.
Además un criterio estrictamente analítico, el estudio del método exige que esta
mentalidad investigue las causas y no los efectos, registre los hechos, no las opciones y
tome en cuenta las razones, no las excusas.
13
2.7.6. Desarrollo de un nuevo método de trabajo.
A la hora de desarrollar un nuevo método es necesario considerar las respuestas
obtenidas de las preguntas anteriores. Para así poder tomar las siguientes acciones:
2.7.6.1. Eliminar.
Las operaciones o elementos innecesarios que se estén ejecutando en el proceso que
afecten la eficiencia de la línea. Un ejemplo es cuando la ubicación de las piezas que
utilizamos se encuentra en un estante lejos de nuestra estación de trabajo. Cuando
necesitamos material tenemos que movilizarnos hasta el estante y luego devolvernos,
esa operación la podemos eliminar colocando cajas con material en nuestras mesas o un
estante al lado de la estación de trabajo.
2.7.6.2. Cambiar.
Si se logra desarrollar un mejor método, en un lugar más conveniente, un orden más
adecuado y en menor tiempo, se cambia y se ejecuta el nuevo método. Un ejemplo de
esto es en un gimnasio, muchas personas tienden a tener lesiones por no saber o aplicar
el método correcto de realizar los ejercicios, por lo que es necesario cambiar el método
en el que se esta ejecutando el ejercicio.
2.7.6.3. Simplificar.
Todos aquellos detalles que no han podido ser eliminados, posiblemente puedan ser
ejecutados en forma más fácil y rápida. Es más fácil lavar en una lavadora que con la
mano, este es un ejemplo de cómo se puede simplificar un trabajo.
14
2.7.6.4. Aplicación del nuevo método.
Antes de instalar una mejora es necesario tener la seguridad de que la solución es
práctica bajo las condiciones de trabajo en que va a operar. Para no olvidar nada se
debe hacer una revisión de la idea. Esta revisión deberá incluir como parte fundamental
todos los aspectos económicos y de seguridad, así como otros factores: calidad del
producto, cantidad de fabricación del producto, etc.
Si se logra el entendimiento y la cooperación de la gente, disminuirá enormemente las
dificultades de implementación y prácticamente se asegurara el éxito. Se debe recordar
que la cooperación no se puede exigir se tiene que ganar.
2.8. Estudio de tiempos con cronómetro
La medición del trabajo humano siempre ha constituido un problema para la
administración, ya que a menudo los planes para la provisión de bienes o servicios, de
acuerdo con un programa confiable y un costo predeterminado, dependen de la
exactitud con que se puede pronosticar y organizar la cantidad y tipo de trabajo humano
implicado. Aunque la práctica común ha sido estimar y fijar objetivos basándose en la
experiencia pasada, con demasiada frecuencia resultan ser un guía torpe e
insatisfactoria.
Al permitir fijar fechas objetivo, en que se incorporen periodos de descanso adecuados
al tipo de trabajo que se realiza, la medición del trabajo proporciona una base mucho
más satisfactoria sobre la cual hacer planes. La medición de trabajo se define como la
15
aplicación de técnicas diseñadas para determinar el tiempo en que un obrero calificado
debe realizar determinada tarea a un nivel definido de rendimiento.
Para fines de la medición del trabajo, se puede considerar al trabajo como repetitivo o
no repetitivo. Al decir repetitivo se entiende el tipo de trabajo en el que la operación
principal o grupo de operaciones se repite continuamente durante el tiempo dedicado a
la tarea. Esto se aplica por igual a los ciclos de trabajo de duración extremadamente
corta.
En el trabajo no repetitivo se incluyen algunos tipos de trabajo de mantenimiento y de
construcción, en los que el propio ciclo del trabajo casi nunca se repite de igual manera.
Las técnicas que se usan en forma general, son las siguientes:
a) Estudio de tiempos con Cronómetro.
b) Muestreo del Trabajo.
c) Sistemas del tiempo del movimiento Predeterminado ó sistemas de normas de
tiempo predeterminado (NTPD).
d) Datos Tipo.
El estudio de tiempos es una técnica de medición de trabajo para registrar los tiempos y
el ritmo de trabajo para los elementos de una tarea específica realizada bajo condiciones
determinadas, y para analizar los datos y así determinar el tiempo necesario para
desempeñar la tarea a un nivel definido de rendimiento.
16

2.8.1. Curva de aprendizaje
La medición del trabajo humano siempre ha constituido un problema para la
administración, ya que a menudo los planes para la provisión de bienes o servicios, de
acuerdo con un programa confiable y un costo predeterminado, dependen de la
exactitud con que se puede pronosticar y organizar la cantidad y tipo de trabajo humano
implicado, como dice Benjamín W. Niebel en su libro Ingeniería Industrial, métodos,
tiempos y movimientos; “Los ingenieros Industriales, los ingenieros de factores
humanos y otros profesionales interesados en el estudio del comportamiento humano
reconocen que el aprendizaje depende del tiempo.” (405)
Aún la operación más sencilla puede tomar hora dominarla. El trabajo complicado toma
días o semanas antes de que el operario logre la coordinación física y mental que le
permitan proceder de un elemento a otro sin duda o demora. Este periodo y l nivel
relacionado de aprendizaje forman la curva de aprendizaje. Son muchos los
procedimientos convencionalmente aceptados que requieren de un reloj para la
recopilación de tiempos necesarios; asimismo, suelen ser numerosos los detalles que
implican dichos procedimientos para el registro real de los datos no siendo raro que
varíen radicalmente de una compañía a otra. Una vez que el operario alcanza la parte
más plana de la curva, se simplifica el problema de calificar el desempeño. Sin
embargo, no siempre es conveniente esperar tanto para desarrollar un estándar. Quizá
los analistas se vean obligados a establecer el estándar en el punto en que la pendiente
de la curva es mayor. En tales casos, han de poseer un agudo poder de observación y
deben poder juzgar con madurez según la amplia capacitación para calcular un tiempo
normal equitativo.
17

Es útil de curvas de aprendizaje representativas de los diversos tipos de trabajo se
realizan en la compañía. Esta información se puede usa tanto para determinar la etapa
de producción en la que sería deseable establecer el estándar, como para proporcionar
una guía del nivel de productividad esperado de un operario promedio con un grado
conocido de familiaridad con la operación, después de producir un número fijo de
partes. Al graficar los datos de la curva de aprendizaje en papel logarítmico, los
analistas pueden linealizar los datos para facilitar su uso. Por ejemplo, la gráfica de la
variable dependiente (tiempo de ciclo) y la variable independiente (número de ciclos) de
la figura Nº 1.
Figura Nº 1. Variable dependiente e independiente (Curva del aprendizaje)
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
La teoría de la curva de aprendizaje propone que cuando se duplica la cantidad total de
unidades producidas, el tiempo por unidad disminuye en un porcentaje constante.
Cuando se usa papel lineal para graficar, la curva de aprendizaje es un curva de potencia
de la forma y = kxn. En papel logarítmico, la curva se representa por:
18

Ecuación Nº 1. Curva del aprendizaje
Log10 y = log10 k + n × log10 x
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
Donde:
y = tiempo de ciclo,
x = número de ciclos o unidades producidas,
n = exponente que representa la pendiente,
k = valor del primer tiempo de ciclo.
Por definición, el porcentaje de aprendizaje es entonces igual a:
( ) nn
n
kxxk 22
=
Tomando logaritmos en ambos lados de la ecuación,
( )2log
eaprendizaj de porcentajelog
10
10=n
También se puede encontrar n a partir de la pendiente:
( )( )210110
210110
loglogloglog
xxyy
xyn
−−
=ΔΔ
=
Muchos factores afectan el aprendizaje humano. La complejidad del trabajo es muy
importante. Cuando más larga sea la longitud de ciclo, mayor es la incertidumbre de los
movimientos, y mientras más movimientos simultáneos o tipo C haya, mayor
capacitación se requerida. De manera similar, las características individuales, como
edad, capacitación previa y aptitudes, afectan la habilidad de aprender.
19

2.9. Análisis de operaciones
Cuando empleamos el análisis de métodos para diseñar un nuevo centro de trabajo o
para mejorar uno, es útil presentar en forma clara y lógica la información factual (o de
los hechos) relacionada con el proceso. La representación gráfica relativa a un proceso
industrial o administrativo emplea generalmente ocho tipos de diagramas, cada uno de
los cuales tiene aplicaciones específicas. Ellos son:
Diagramas de:
1. operaciones de proceso.
2. de curso (o flujo) de proceso.
3. de recorrido.
4. de interrelación hombre-máquina.
5. de proceso para grupo o cuadrilla.
6. de proceso para operario.
7. de volumen, distancia y viaje del material.
8. PERT.
2.9.1. Operaciones de proceso
Aquí se muestran la secuencia cronológica de todas las operaciones, inspecciones,
márgenes de tiempo y materiales a utilizar en un proceso de fabricación o
administrativo, desde la llegada de la materia prima hasta el empaque del producto
terminado.
Antes de que se pueda mejorar un diseño se deben examinar primero los dibujos que
indican el diseño actual del producto, análogamente, antes de que sea posible mejorar
un proceso de manufactura conviene elaborar un diagrama de operaciones que permita
20

comprender perfectamente el problema y determinar en que áreas existen las mejores
posibilidades de mejoramiento. La información necesaria para elaborar este diagrama se
obtiene a partir de la observación y medición directas. Es importante que los puntos
exactos de inicio y terminación la operación en estudio, se identifiquen claramente. Un
típico diagrama de operaciones completo aparece en el diagrama Nº 1.
Diagrama Nº 1. Diagrama de Operaciones de proceso.
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
21
2.9.1.1. Elaboración de diagrama
Una operación ocurre cuando una pieza en estudio se transforma intencionalmente, o
bien, cuando se estudia o se planea antes de realizar algún trabajo de producción en ella.
La inspección tiene lugar cuando la parte se somete a examen para determinar su
conformidad con una norma o estándar. Se usan líneas verticales para indicar el flujo o
curso general del proceso a medida que se realiza el trabajo y se utilizan líneas
horizontales que entroncan con las líneas de flujo verticales para indicar material, ya sea
proveniente de compras o en el que se ah hecho algún trabajo durante el proceso.
Los materiales que se desensamblan o extraen, se representan con líneas horizontales de
material trazadas a la derecha de la línea de flujo vertical, en tanto que los materiales de
ensamble se muestran como líneas de flujo horizontales trazadas a la izquierda de la
línea de flujo vertical.
Los valores de tiempo deben ser asignados a cada operación e inspección.
Frecuentemente estos valores nos están disponibles (regularmente en las inspecciones),
por lo que los analistas deben hacer estimaciones de los tiempos necesarios para
ejecutar diversas acciones.
2.9.1.2. Uso del diagrama
Los siguientes enfoques se emplean para estudiar el diagrama:
1. Propósito de la operación
2. Diseño de la parte o pieza
3. Tolerancias y especificaciones
4. Materiales
22
5. Proceso de fabricación
6. Preparación y herramental
7. Condiciones de trabajo
8. Manejo de materiales
9. Distribución de la planta.
10. .Principios de la economía de movimientos
También este diagrama ayuda a promover y explicar un método propuesto determinado.
Derivado de que proporciona claramente una gran cantidad de información, es un medio
ideal de comparación entre soluciones competidoras:
1. Identifica todas la operaciones, inspecciones, materiales, desplazamientos,
almacenamiento y demoras comprendidas al elaborar una pieza o efectuar un
proceso.
2. Todos los pasos se muestran en su secuencia particular.
3. El diagrama muestra claramente la relación entre las piezas o partes y la
complejidad de fabricación de cada una.
4. Distingue entre piezas producidas y partes compradas.
5. Proporciona información acerca del número de trabajadores empleados y el
tiempo requerido para realizar cada operación e inspección.
2.9.2. De curso (o flujo) de proceso
Contiene muchos más detalles que el de operaciones. Por lo que no se adapta al caso de
considerar en conjunto ensambles complicados. Se aplica principalmente a un
componente de un ensamble o sistema para lograr la mayor economía de fabricación.
23

Este es particularmente útil para poner de manifiesto costos ocultos como pueden ser
distancias recorridas, retrasos y almacenamientos temporales. Cuando es necesario se
pueden mostrar actividades combinadas.
Generalmente se usan dos tipos de diagrama de flujo: de producto o de material
(Diagrama Nº 2 y Diagrama Nº 2.1) y operativo o de persona (Diagrama Nº 3). Mientras
el diagrama de producto muestra todos los detalles de los hechos que tienen lugar para
un producto o un material, el diagrama de flujo operativo muestra los detalles de cómo
una persona ejecuta una secuencia de operaciones.
2.9.2.1. Elaboración del diagrama
El símbolo de transporte se emplea para indicar el sentido de la circulación. Así, cuando
hay flujo en línea recta se coloca el símbolo con la flecha apuntando a la derecha del
papel. Cuando el proceso se invierte o retrocede, el cambio de sentido o dirección se
señala dibujando la flecha de modo que apunte a la izquierda. Si el proceso se efectúa
en un edificio de varios pisos, una flecha apuntando hacia arriba indica que el proceso
se efectúa siguiendo esa dirección, y una flecha que apunte hacia abajo indicará que el
flujo del trabajo es descendente.
Es importante indicar en el diagrama todas las demoras y tiempos de almacenamiento.
No basta con indicar que tiene lugar un retraso o un almacenamiento. Como dice
Benjamín W. Niebel en su libro Ingeniería Industrial, métodos, tiempos y movimientos;
“Cuanto mayor sea el tiempo de almacenamiento o retraso de una pieza, tanto mayor
24

será el incremento en el costo acumulado por lo tanto, es de importancia saber que
tiempo corresponde a la demora o al almacenamiento. (40)
Diagrama Nº 2. Diagrama de Flujo de proceso (producto).
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
25

Diagrama Nº 2.1 Diagrama de Flujo de proceso (producto).
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
26

Diagrama Nº 3 Diagrama de Flujo de proceso (operativo).
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
27
2.9.2.2. Uso del diagrama
Es importante señalar que este y los demás diagramas no son un fin en si mismos, sino
sólo un medio para lograr una meta. Se utiliza para eliminar los costos ocultos de un
componente. Una vez elaborado el diagrama se debe de prestar especial atención a:
1. Manejo de materiales
2. Distribución de equipo en la planta
3. Tiempo de retrasos
4. Tiempo de almacenamiento
Un estudio del diagrama completo de un proceso familiarizará al analista con todos los
detalles pertinentes relacionados con los costos directos e indirectos de un proceso de
fabricación, de modo que pueda analizarlos con vistas a introducir mejoras.
2.9.3. De recorrido
Este diagrama representa la distribución de zonas y edificios, en el que se indica la
localización de todas las actividades registradas en el diagrama de curso de proceso.
El elaborar este diagrama permite identificar cada activad por símbolos y números que
correspondan a los que aparecen en el diagrama de flujo de proceso. El sentido del flujo
debe de indicarse empleando pequeñas flechas a lo largo de las líneas de recorrido. En
el caso en el que se requiera mostrar el recorrido de más de una pieza es posible emplear
líneas de colores diferentes.
28
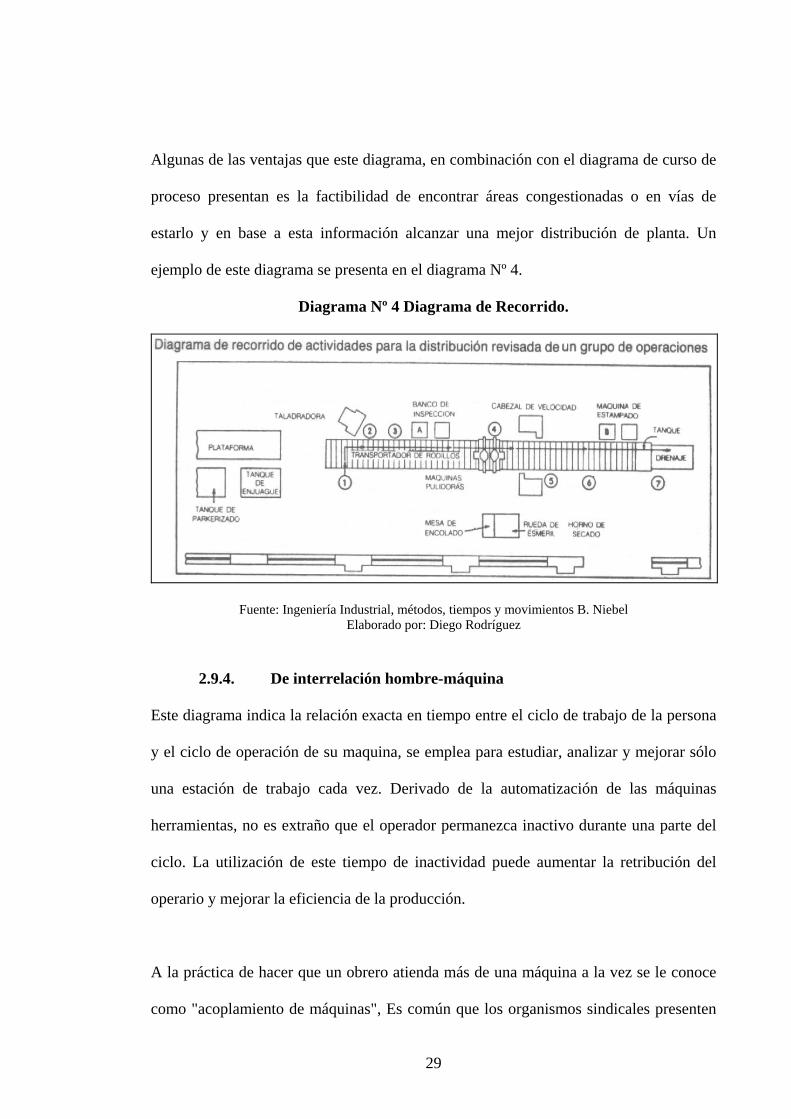
Algunas de las ventajas que este diagrama, en combinación con el diagrama de curso de
proceso presentan es la factibilidad de encontrar áreas congestionadas o en vías de
estarlo y en base a esta información alcanzar una mejor distribución de planta. Un
ejemplo de este diagrama se presenta en el diagrama Nº 4.
Diagrama Nº 4 Diagrama de Recorrido.
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
2.9.4. De interrelación hombre-máquina
Este diagrama indica la relación exacta en tiempo entre el ciclo de trabajo de la persona
y el ciclo de operación de su maquina, se emplea para estudiar, analizar y mejorar sólo
una estación de trabajo cada vez. Derivado de la automatización de las máquinas
herramientas, no es extraño que el operador permanezca inactivo durante una parte del
ciclo. La utilización de este tiempo de inactividad puede aumentar la retribución del
operario y mejorar la eficiencia de la producción.
A la práctica de hacer que un obrero atienda más de una máquina a la vez se le conoce
como "acoplamiento de máquinas", Es común que los organismos sindicales presenten
29
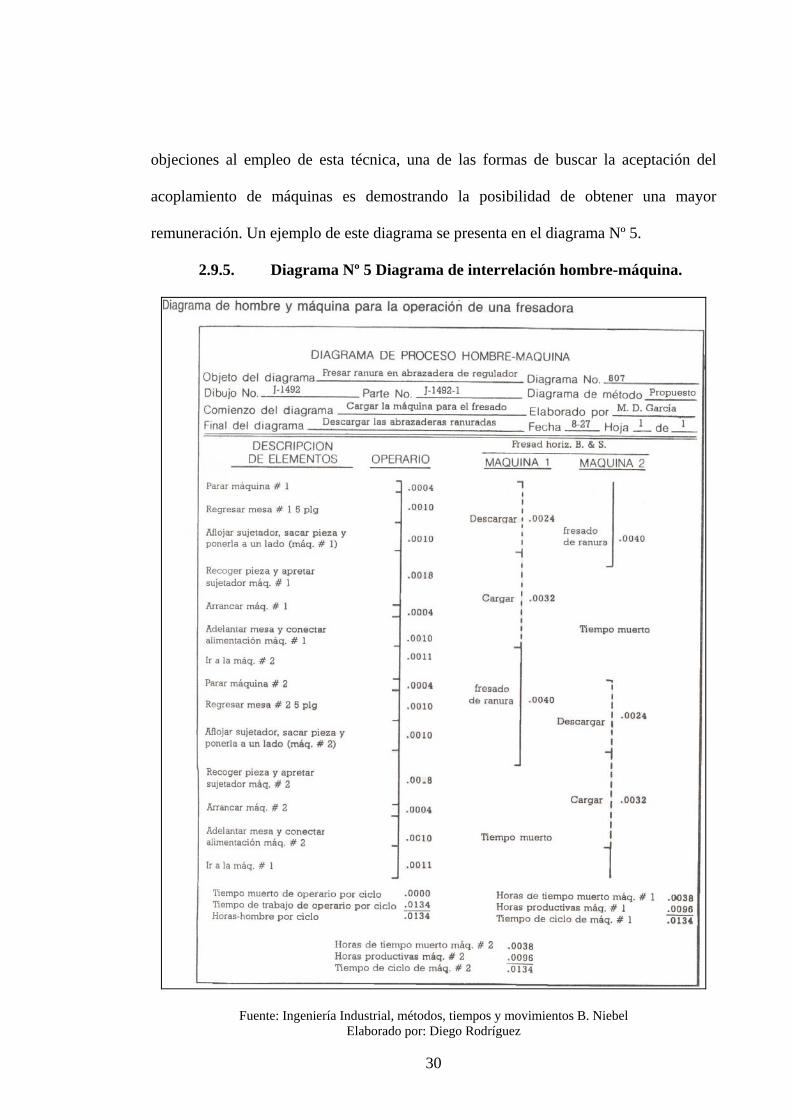
objeciones al empleo de esta técnica, una de las formas de buscar la aceptación del
acoplamiento de máquinas es demostrando la posibilidad de obtener una mayor
remuneración. Un ejemplo de este diagrama se presenta en el diagrama Nº 5.
2.9.5. Diagrama Nº 5 Diagrama de interrelación hombre-máquina.
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
30
2.9.5.1. Elaboración del diagrama
Como los diagramas se trazan empleando una escala, por lo que se deberá seleccionar
una escala de tiempos adecuada, de manera que la representación se disponga en forma
bien proporcionada en la forma a emplear.
Todos los elementos de tiempo de ocupación, tiempo de inactividad se grafican hasta la
terminación del ciclo. Al pie del diagrama se indican el tiempo de trabajo y el tiempo
muerto totales del operario. Del mismo modo se registran los tiempos totales de trabajo
y muerto de cada máquina.
Se observará que son necesarios valores de tiempo elementales exactos antes de que se
pueda configurar el diagrama. Estos valores de tiempo deberán representar tiempos
estándares que incluyan un margen aceptable para tener en cuenta la fatiga, retrasos
inevitables y demoras personales. En ningún caso se usarán lecturas de cronometro
globales en la elaboración de estos diagramas.
Como dice Benjamín W. Niebel en su libro Ingeniería Industrial, métodos, tiempos y
movimientos; “El diagrama completo de hombre y máquina muestran claramente las
áreas en las que ocurren tanto tiempos muertos de máquina y de hombre estas regiones
son un buen lugar para iniciar las mejoras.” (160).
En muchos casos es más conveniente o económico que un operario esté inactivo durante
una parte sustancial del un ciclo, a que lo esté un costoso equipo o proceso, aún durante
una pequeña porción de un ciclo, lo anterior implica un conocimiento de los costos de
31

inactividad de la máquina y del hombre, ya que solo considerando los costos totales es
posible recomendar en forma segura un método respecto a otro.
2.9.5.2. Uso del diagrama
Se recomienda el empleo de este proceso cuando en una investigación preliminar se
encuentre que el ciclo de trabajo del operario es más corto que el ciclo de operación de
la máquina. Considerando los resultados antes mencionados, se debe investigar la
posibilidad de asignar al trabajador responsabilidades adicionales (1) de operar una
segunda máquina durante el tiempo muerto, (2) ejecutar alguna operación manual o de
banco. En algunas ocasiones y al considerar los beneficios es posible darle más tiempo
al operario reduciendo la velocidad y la alimentación de la máquina. Con esto se busca
poder llevar a cabo acoplamiento de máquinas donde de otra forma no seria posible y de
esta forma lograr reducciones del costo total.
2.9.6. De proceso para grupo o escuadrilla
Este diagrama es una adaptación del diagrama de proceso de hombre y máquina, con el
empleo de esta herramienta el analista debe estar en condiciones de poder calcular el
número más económico de máquinas a atender por un operario; sin embargo, varios
procesos y máquinas llegan a ser de tal magnitud que las preguntas a contestar no es
cuántas máquinas debe operar un trabajador, sino cuantos operarios se necesitan para
operar eficientemente una máquina.
El diagrama Nº 6 muestra la relación que se tiene entre el ciclo de inactividad y de
operación de máquina y el tiempo muerto y efectivo.
32
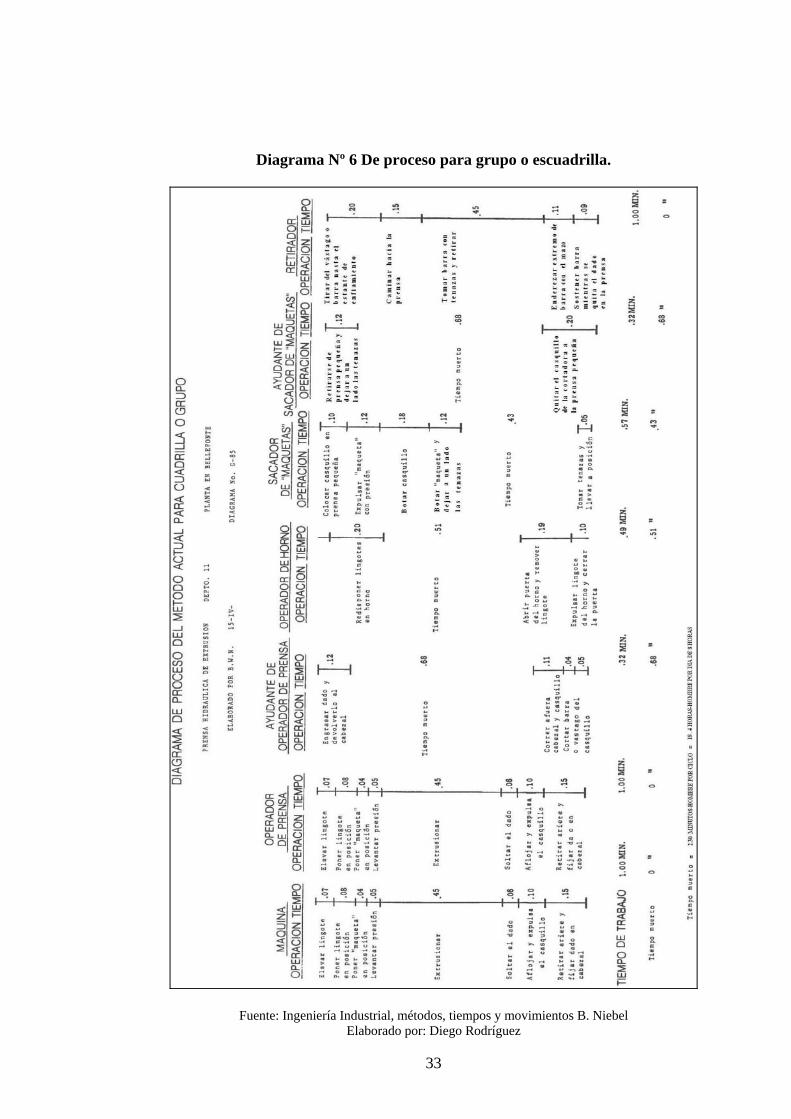
Diagrama Nº 6 De proceso para grupo o escuadrilla.
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
33

2.9.6.1. Elaboración del diagrama
Al lado izquierdo del papel se indican las operaciones que se efectúan en la máquina o
en el proceso, inmediatamente a la derecha de la descripción de la operación se
representan gráficamente el tiempo de carga, el tiempo de operación y el tiempo muerto.
Más a la derecha, se escribe el tiempo de operación y el tiempo muerto de cada operario
que participe en el proceso se ilustra por líneas de flujo en dirección vertical. Una línea
continua vertical indica que se realiza trabajo productivo, mientras que una línea
vertical punteada correspondiente a una máquina, señala que se efectúan operaciones de
carga y descarga. Una interrupción en una línea vertical de flujo indica tiempo muerto y
el largo de la separación corresponde a su duración.
En el caso de los operarios, las líneas verticales continuas indican que se realiza trabajo,
en tanto que las interrupciones en ellas representan los tiempos de inactividad.
2.9.6.2. Uso del diagrama
Este análisis es empleado cuando se después de una investigación inicial de una
operación esta indica que existe un número mayor de operarios del necesario para el
proceso o instalación. Es a través del diagrama de proceso para grupo o cuadrilla de
operarios como se deberá establecer el número de obreros necesarios para atender
eficazmente una máquina o proceso.
2.9.7. De proceso para operario
A este tipo de diagrama también se le conoce como "diagrama de proceso para la mano
izquierda y derecha", es en efecto un instrumento para el estudio de movimientos.
34
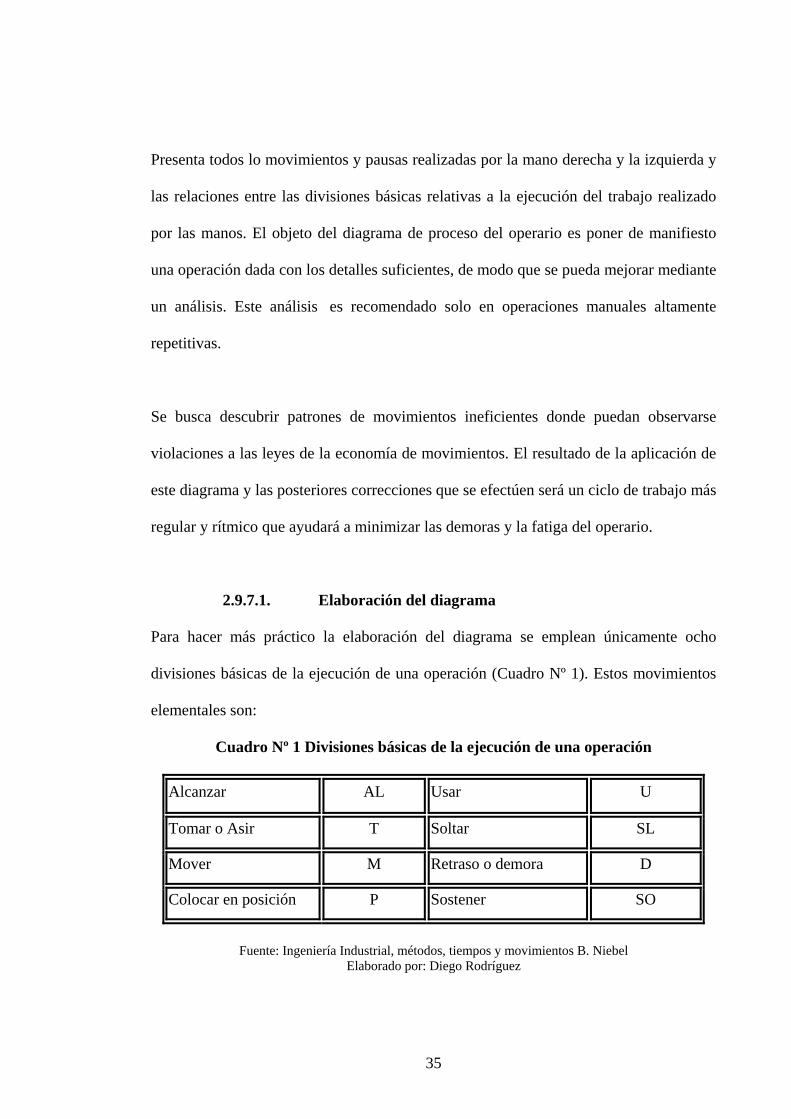
Presenta todos lo movimientos y pausas realizadas por la mano derecha y la izquierda y
las relaciones entre las divisiones básicas relativas a la ejecución del trabajo realizado
por las manos. El objeto del diagrama de proceso del operario es poner de manifiesto
una operación dada con los detalles suficientes, de modo que se pueda mejorar mediante
un análisis. Este análisis es recomendado solo en operaciones manuales altamente
repetitivas.
Se busca descubrir patrones de movimientos ineficientes donde puedan observarse
violaciones a las leyes de la economía de movimientos. El resultado de la aplicación de
este diagrama y las posteriores correcciones que se efectúen será un ciclo de trabajo más
regular y rítmico que ayudará a minimizar las demoras y la fatiga del operario.
2.9.7.1. Elaboración del diagrama
Para hacer más práctico la elaboración del diagrama se emplean únicamente ocho
divisiones básicas de la ejecución de una operación (Cuadro Nº 1). Estos movimientos
elementales son:
Cuadro Nº 1 Divisiones básicas de la ejecución de una operación
Alcanzar AL Usar U
Tomar o Asir T Soltar SL
Mover M Retraso o demora D
Colocar en posición P Sostener SO
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel
Elaborado por: Diego Rodríguez
35
Después de que se haya descrito e identificado completamente la operación y trazado
del croquis que muestre las relaciones dimensionales en la estación de trabajo, se estará
listo para comenzar la preparación del diagrama (Diagrama Nº 7). Por lo general es
menos confuso graficar completamente las actividades de una mano y luego representar
todas las divisiones básicas de la ejecución del trabajo efectuado por la otra. Aunque no
existe regla acerca de que parte del ciclo de trabajo se debe utilizar como punto de
partida, generalmente es mejor empezar la representación inmediatamente después de
"soltar" la pieza terminada.
Diagrama Nº 7 De proceso para operario
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
36

2.9.7.2. Uso del diagrama
Una vez elaborado este diagrama para un método existente, el analista debe ver qué
mejoras se pueden introducir. Los intervalos correspondientes a "demora" y "sostener"
son sitios adecuados para comenzar.
El diagrama es un medio eficaz para:
1. Equilibrar los movimientos de ambas manos y reducir la fatiga.
2. Eliminar y/o reducir los movimientos no productivos
3. Acortar la duración de los movimientos productivos.
4. Adiestrar a nuevos operarios en el método ideal.
5. Lograr que se acepte el método propuesto.
2.9.8. De volumen, distancia y viaje de materiales
El diagrama presenta en forma de matriz la magnitud del manejo de materiales que
ocurre entre dos instalaciones o áreas de trabajo por periodo. Estos medios buscan
ayudar a resolver problemas relacionados con la disposición de departamentos y áreas
de servicios, así como la ubicación de equipo en un sector dado de la fábrica. Se
presenta un ejemplo de este diagrama en el diagrama Nº 8.
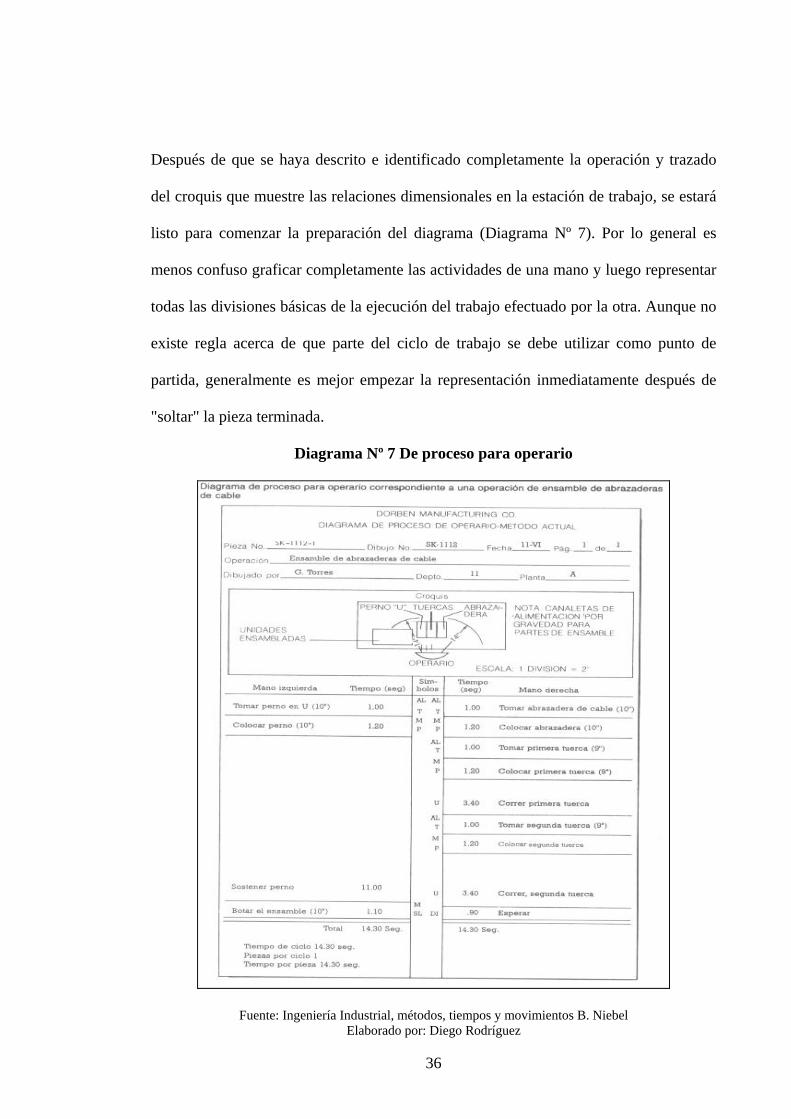
2.9.9. PERT
Este diagrama es empleado como un medio de pronóstico para planeación y control, ya
que presenta de una manera grafica el camino óptimo a seguir para alcanzar un objetivo
predeterminado, generalmente los resultados que se obtienen están en unidades de
tiempo. Una de las ventajas que emplear este tipo de técnicas posee es la de mejorar las
37

posibilidades de alcanzar la meta final, además, nos permite buscar reducciones de
costos y nos proporciona un mejor control de los gastos y su programación a lo largo
del proyecto. Se presenta un ejemplo de este diagrama en el diagrama Nº 9.
Diagrama Nº 8 De volumen, distancia y viaje de materiales.
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
38
Diagrama Nº 9 Diagrama Pert.
Fuente: Ingeniería Industrial, métodos, tiempos y movimientos B. Niebel Elaborado por: Diego Rodríguez
39
C A P Í T U L O III

CAPÍTULO III
3. INTRODUCCIÓN
La empresa Marcseal se construyó en el año 1998 y nació gracias a la visión de los
accionistas de suplir necesidades no satisfechas de los consumidores a nivel nacional.
La empresa ha ido evolucionando, creciendo y desarrollando nuevos productos que han
sido del agrado de las familias ecuatorianas.
Los productos fabricados por Marcseal cuentan con el aval técnico y altos estándares de
calidad en su elaboración, lo que les ha permitido posicionarse en el mercado
institucional como los número uno.
Misión de la empresa Marcseal. Manufacturar y comercializar alimentos
complementarios, para satisfacer las necesidades del mercado, con un equipo humano
capacitado y respetando estándares de calidad a nivel internacional para entregar
productos seguros a los consumidores.
Visión de la empresa. Marcseal es ser el líder nacional en el procedimiento y
comercialización de alimentos complementarios basados en el mejoramiento continuo
de recursos.
Marcseal está actualmente en proceso de certificación de Buenas Prácticas de
Manufactura, razón por la cual se encuentra elaborando documentación de
40
procedimientos, manuales, métodos y adecuaciones en su infraestructura para cumplir
correctamente con las normas de Buenas Prácticas de Manufactura, Marcseal está
siendo asesorada por la empresa AIB Internacional Food Knowledge.
La empresa está compuesta por una estructura con planta baja y 3 pisos, los mismos que
se encuentran divididos en zonas de almacenamiento de materias primas, material de
empaque, pesaje, producción, laboratorios, envasado y oficinas.
La empresa en la actualidad no cuenta con estudios estructurados y definitivos en lo que
se refiere a diagramas de métodos de trabajo, es por esta razón que este trabajo de
investigación es el inicio de la realización de un conjunto de estudios con mira a
mejorar los métodos de trabajo y por ende de producción, en sus diferentes líneas de
producción.
3.1. Estudio del método de trabajo
La empresa actualmente se basa en diagramas de flujo (Diagrama Nº 10) para la
elaboración de sus productos, no consta con diagramas de métodos de trabajo para
ninguno de sus procesos.
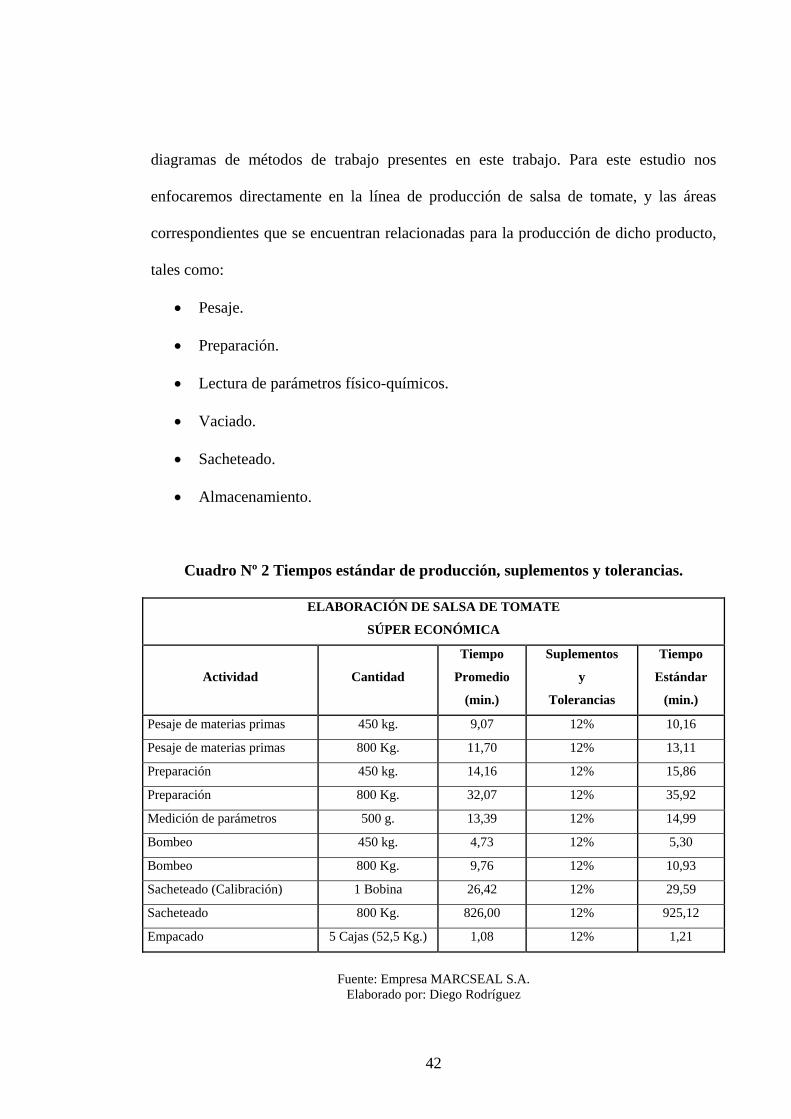
Se contó con datos referenciales de la empresa, tales como tiempos estándar de
producción conjuntamente con los valores de suplementos y tolerancias, llegando a un
valor promedio de 12% en sus actividades (Cuadro Nº 2), este valor se tomó en cuenta
para la aplicación en la fórmula de los tiempos estándar de la operación de elaboración
de salsa de tomate, Los tiempos estándar proporcionados sirvieron para elaborar los
41
diagramas de métodos de trabajo presentes en este trabajo. Para este estudio nos
enfocaremos directamente en la línea de producción de salsa de tomate, y las áreas
correspondientes que se encuentran relacionadas para la producción de dicho producto,
tales como:
• Pesaje.
• Preparación.
• Lectura de parámetros físico-químicos.
• Vaciado.
• Sacheteado.
• Almacenamiento.
Cuadro Nº 2 Tiempos estándar de producción, suplementos y tolerancias.
ELABORACIÓN DE SALSA DE TOMATE
SÚPER ECONÓMICA
Actividad Cantidad
Tiempo
Promedio
(min.)
Suplementos
y
Tolerancias
Tiempo
Estándar
(min.)
Pesaje de materias primas 450 kg. 9,07 12% 10,16
Pesaje de materias primas 800 Kg. 11,70 12% 13,11
Preparación 450 kg. 14,16 12% 15,86
Preparación 800 Kg. 32,07 12% 35,92
Medición de parámetros 500 g. 13,39 12% 14,99
Bombeo 450 kg. 4,73 12% 5,30
Bombeo 800 Kg. 9,76 12% 10,93
Sacheteado (Calibración) 1 Bobina 26,42 12% 29,59
Sacheteado 800 Kg. 826,00 12% 925,12
Empacado 5 Cajas (52,5 Kg.) 1,08 12% 1,21
Fuente: Empresa MARCSEAL S.A.
Elaborado por: Diego Rodríguez
42
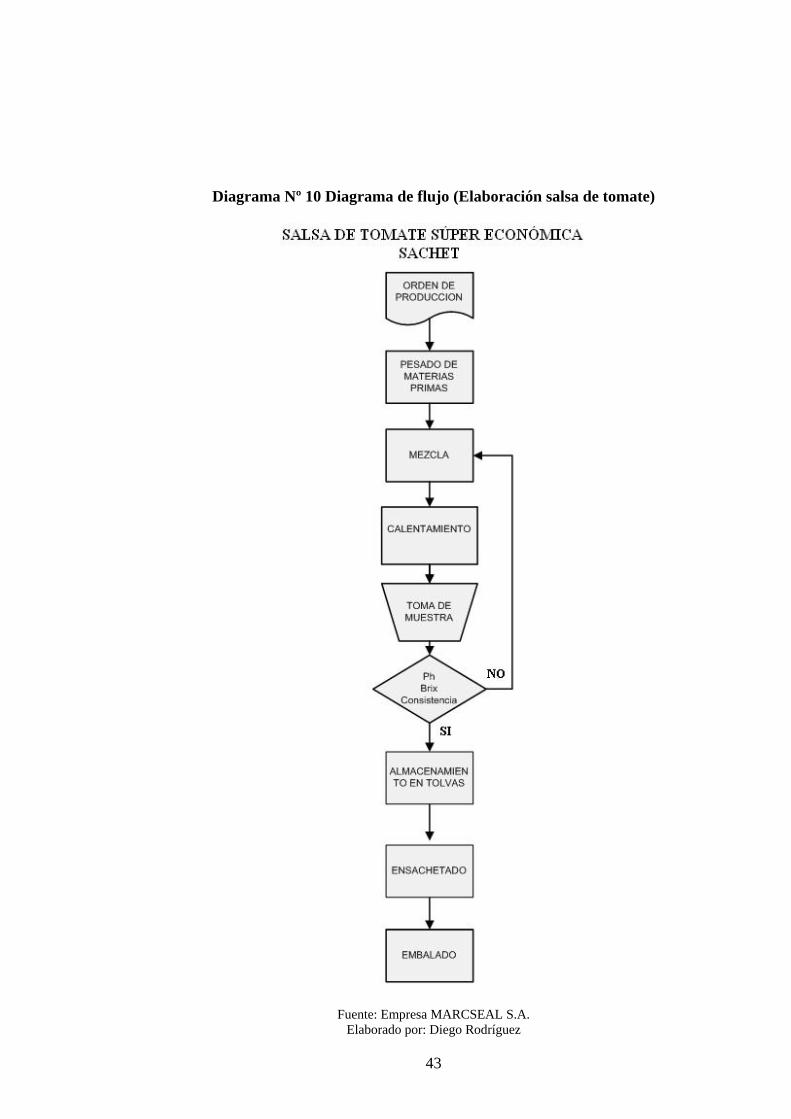
Diagrama Nº 10 Diagrama de flujo (Elaboración salsa de tomate)
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
43

3.1.1. Pesaje
La zona de pesaje se encuentra ubicada en la planta baja de la empresa. En esta área se
realiza el pesaje para todos los productos a elaborarse en la empresa. El área cuenta con
balanzas para realizar las actividades correspondientes y necesarias, además de estar
aislada del resto de la bodega para evitar contaminación cruzada. La empresa realiza la
actividad de pesaje para dos capacidades diferentes (Diagrama Nº 11), (según marmita a
utilizar en producción) estas dos capacidades son: 450 Kg. y 800 Kg. esto dependerá de
la orden de producción que se genere.
Diagrama Nº 11 Pesaje de materia prima para producción de Salsa de Tomate
ORDEN DE PRODUCCIÓN
TRANSPORTE DE MP DESDE BODEGA HASTA ZONA DE
PESAJE.
PESADO DE MATERIAS PRIMAS
450 kg. y 800 kg.
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
En el anexo Nº 2 y Nº 3 se pueden observar fotografías de las bodegas de
almacenamiento de materias primas.
44
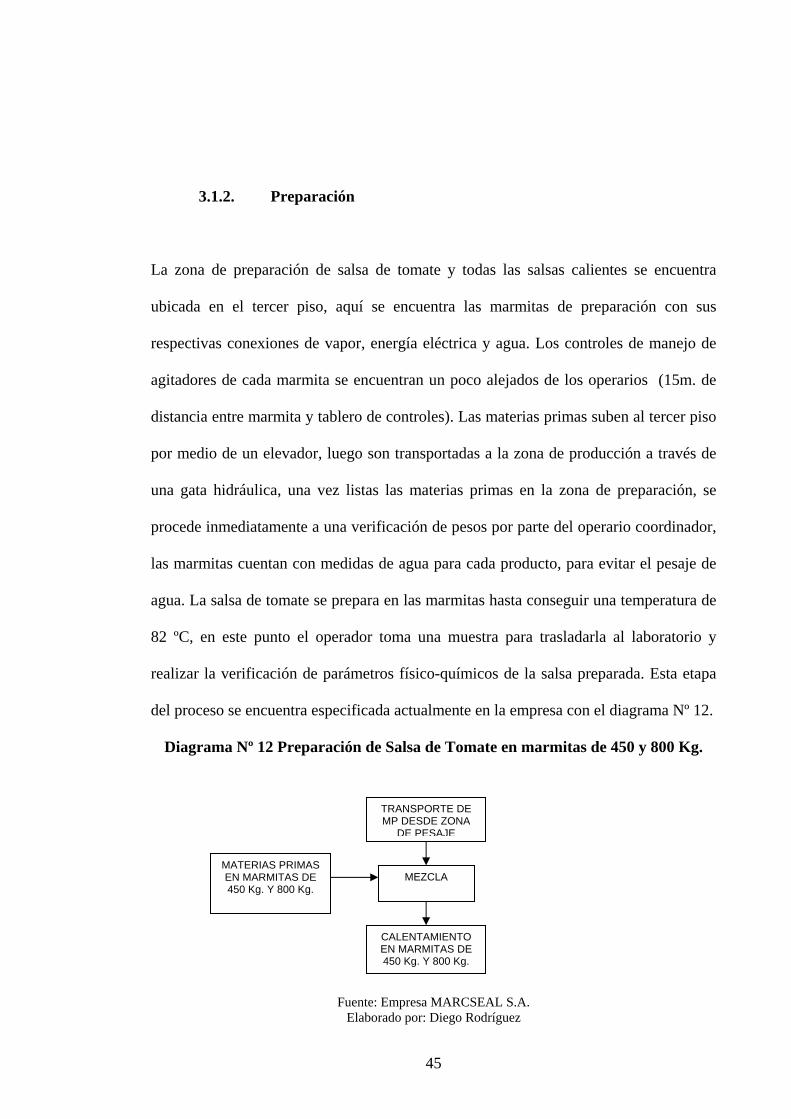
3.1.2. Preparación
La zona de preparación de salsa de tomate y todas las salsas calientes se encuentra
ubicada en el tercer piso, aquí se encuentra las marmitas de preparación con sus
respectivas conexiones de vapor, energía eléctrica y agua. Los controles de manejo de
agitadores de cada marmita se encuentran un poco alejados de los operarios (15m. de
distancia entre marmita y tablero de controles). Las materias primas suben al tercer piso
por medio de un elevador, luego son transportadas a la zona de producción a través de
una gata hidráulica, una vez listas las materias primas en la zona de preparación, se
procede inmediatamente a una verificación de pesos por parte del operario coordinador,
las marmitas cuentan con medidas de agua para cada producto, para evitar el pesaje de
agua. La salsa de tomate se prepara en las marmitas hasta conseguir una temperatura de
82 ºC, en este punto el operador toma una muestra para trasladarla al laboratorio y
realizar la verificación de parámetros físico-químicos de la salsa preparada. Esta etapa
del proceso se encuentra especificada actualmente en la empresa con el diagrama Nº 12.
Diagrama Nº 12 Preparación de Salsa de Tomate en marmitas de 450 y 800 Kg.
MEZCLA MATERIAS PRIMAS EN MARMITAS DE 450 Kg. Y 800 Kg.
TRANSPORTE DE MP DESDE ZONA
DE PESAJE
CALENTAMIENTO EN MARMITAS DE 450 Kg. Y 800 Kg.
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
45
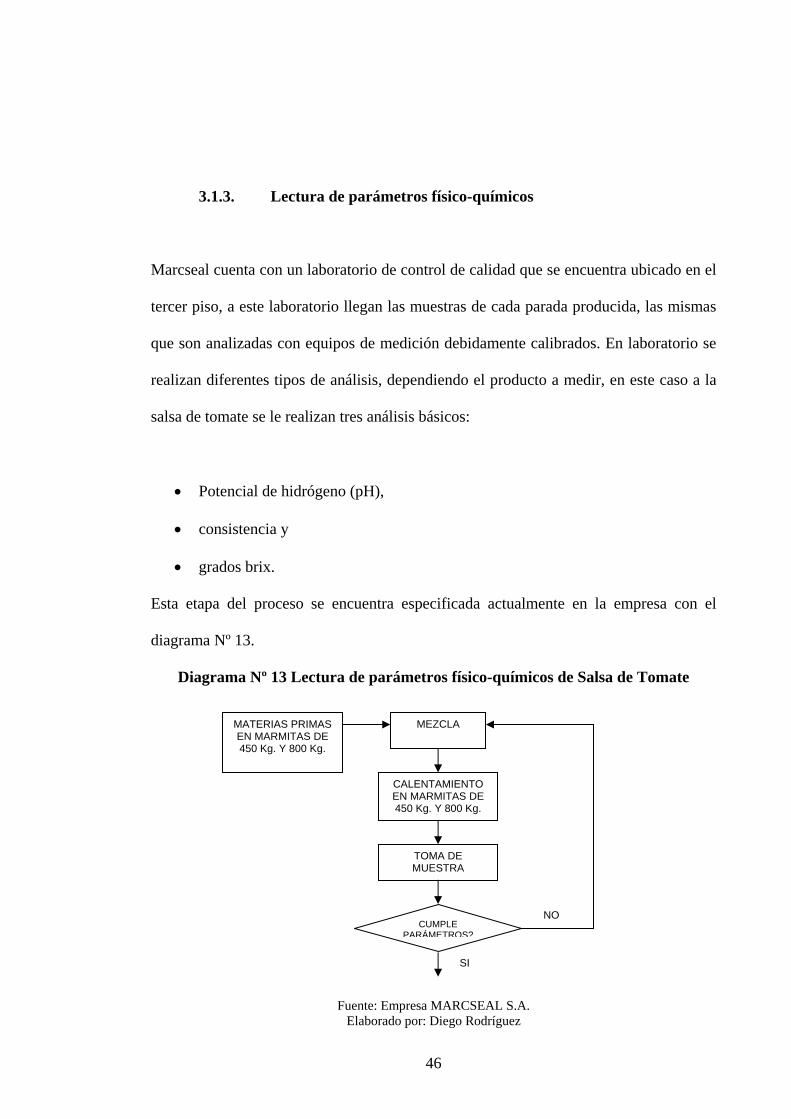
3.1.3. Lectura de parámetros físico-químicos
Marcseal cuenta con un laboratorio de control de calidad que se encuentra ubicado en el
tercer piso, a este laboratorio llegan las muestras de cada parada producida, las mismas
que son analizadas con equipos de medición debidamente calibrados. En laboratorio se
realizan diferentes tipos de análisis, dependiendo el producto a medir, en este caso a la
salsa de tomate se le realizan tres análisis básicos:
• Potencial de hidrógeno (pH),
• consistencia y
• grados brix.
Esta etapa del proceso se encuentra especificada actualmente en la empresa con el
diagrama Nº 13.
Diagrama Nº 13 Lectura de parámetros físico-químicos de Salsa de Tomate
MEZCLA
CALENTAMIENTO EN MARMITAS DE 450 Kg. Y 800 Kg.
TOMA DE MUESTRA
CUMPLE PARÁMETROS?
SI
NO
MATERIAS PRIMAS EN MARMITAS DE 450 Kg. Y 800 Kg.
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
46
La muestra de salsa de tomate recibida por el personal de laboratorio, se enfría hasta una
temperatura de 20 ºC., temperatura a la cual se deben realizar los análisis anteriormente
mencionados, con finalidad de evitar errores en la lectura. Una vez verificado los
parámetros del producto en el laboratorio por el personal calificado para este trabajo, se
procede a dar la autorización para evacuar el producto de las marmitas de preparación.
3.1.4. Vaciado
Para realizar el vaciado del producto de las marmitas de preparación se utiliza una
bomba que se encuentra ubicada en el segundo piso, por debajo de las marmitas de
preparación. Esta bomba está conectada a tubería de inox, la cual dirige la salsa de
tomate hacia las tolvas de envasado. Cabe señalar que la tubería de inox posee válvulas
para poder dirigir la salsa de tomate a la tolva de envasado deseada, estas válvulas se
encuentran en el segundo piso junto con la tubería de inox, las válvulas están ubicadas a
12 metros de la bomba para vaciado.
La empresa actualmente no consta con un diagrama de recorrido en el cual se explique y
describa el proceso de evacuación de la saldas de tomate hacia las tolvas de
almacenamiento para envasado. La empresa únicamente consta con un diagrama de
flujo que describe esta operación (Diagrama Nº 14).
Si el envasado se realiza para presentación de galón se lo hace con el producto caliente,
pero si el producto es para presentación de sachet debe realizarse con el producto a no
47

más de 45 ºC, es por esto que las tolvas de almacenamiento para envasado de este tipo
de presentación poseen agitadores para realizar un enfriamiento en el producto.
Diagrama Nº 14 Vaciado de producto desde marmitas hasta tanques de envasado.
NO
MEZCLA CUMPLE PARÁMETROS?
SI SACHET GALÓN
TIPO DE PRESENTACIÓN
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
En el anexo Nº 4 se puede observar una fotografía de los tanques de almacenamiento de
salsa de tomate súper económica.
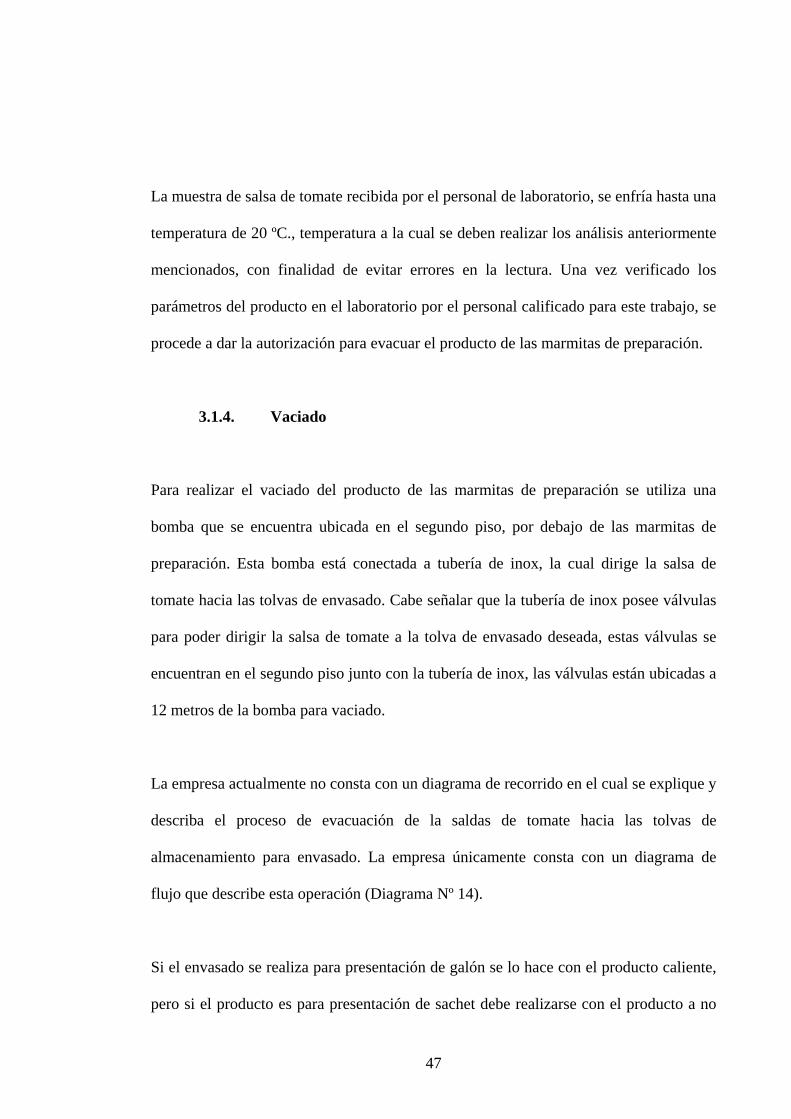
3.1.5. Sacheteado
Actualmente existen dos rutas para envasar la salsa de tomate, esto depende de la
presentación final de producto, ya que existen dos áreas de envasado: envasado para
productos en galón o frascos, y envasado en sachets, estas dos áreas se encuentran en el
primer piso.
El envasado de producto en sachet es la operación que se tomó en cuenta para la
elaboración de este estudio, ya que esta operación es de mucha importancia para la
empresa por ser la de mayor actividad de trabajo y esta línea de productos representa el
ALMACENAMIENTO EN TOLVAS PARA
ENVASADO
TOLVAS PARA ENVASADO
48
principal ingreso económico para la empresa, es por esta razón que se tomó como base
para este estudio la operación de sacheteado y no la operación de envasado a galón.
El producto a sachetearse debe poseer una temperatura máxima de 45 ºC con la
finalidad de evitar problemas con el material de envase, la empresa cuenta con tolvas
con agitadores para acelerar el tiempo de enfriamiento de la salsa de tomate.
Para la realización de este trabajo se tomo como referencia a la máquina sacheteadora
más representativa de la empresa, la misma que posee tiempos estándar de sacheteado
por minuto. Los sachets son colocados en cajas, las mismas que son pesadas para
verificar la cantidad de producto enviada por caja, luego de esto las cajas son selladas y
colocadas en palets para su transporte hacia bodega de producto terminado.
Esta etapa del proceso se encuentra especificada actualmente en la empresa con el
diagrama Nº 15.
Diagrama Nº 15 Sacheteado de Salsa de Tomate
ALMACENAMIENTO EN TOLVAS PARA
ENVASADO
ENSACHETADO
EMBALADO
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
En anexo Nº 5 se puede observar una fotografía de una máquina sacheteadora de salsa
de tomate súper económica.
49

3.1.6. Almacenamiento
Las cajas que son apiladas en palets en la zona de sacheteado son transportadas por
medio de una gata hidráulica con dirección a la bodega de almacenamiento.
El almacenamiento del producto terminado de sachet se realiza en el primer piso. Esta
etapa del proceso se encuentra especificada actualmente en la empresa con el diagrama
Nº 15.
Diagrama Nº 16 Almacenamiento de producto terminado (Sachets).
50
EMBALADO
ALMACENAMIENTO
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
C A P Í T U L O IV
CAPÍTULO IV
4. REDISEÑO DEL SISTEMA DE ANÁLISIS DE MÉTODOS DE TRABAJO
Una vez realizados los diagramas de métodos de trabajo, tenemos una mejor idea y
claridad en cuanto a los procesos que la empresa emplea para la producción de salsa de
tomate. La elaboración de los diagramas nos permite establecer prioridades en las cuales
trabajar y proponer nuevas alternativas para el mejoramiento de la producción, tanto
para hacerla mucho más ágil como mucho más rentable. Es por esto que la propuesta
busca obtener la máxima optimización de recursos, tanto materiales como humanos,
haciendo de esta línea de producción una de las más eficientes.
Los puntos claves que se han determinado para el nuevo método se trabajo son:
• Cambio del elevador de materia prima por elevador de producto terminado.
• Revisión del proceso de pesaje.
• Preparación de salsa de tomate.
• Revisión de parámetros físico-químicos.
• Inspección de producto terminado.
A continuación se presentan todos los diagramas propuestos para un mejor método de
trabajo, luego se detallarán cada uno de los puntos claves haciendo referencia a los
diagramas propuestos.
En el Anexo Nº 1 se puede apreciar el formato que se utilizó para apuntar la toma de
tiempos de las diversas actividades.
51
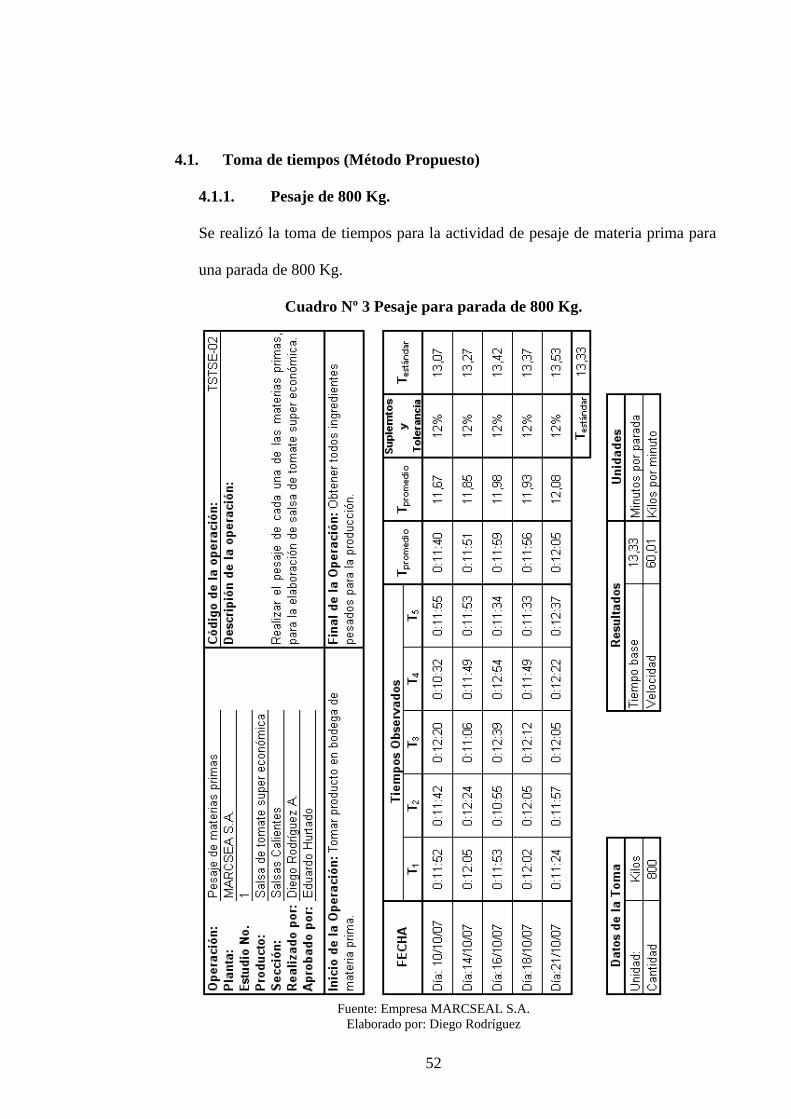
4.1. Toma de tiempos (Método Propuesto)
4.1.1. Pesaje de 800 Kg.
Se realizó la toma de tiempos para la actividad de pesaje de materia prima para
una parada de 800 Kg.
Cuadro Nº 3 Pesaje para parada de 800 Kg.
Fuente: Empresa MARCSEAL S.A.
Elaborado por: Diego Rodríguez
52
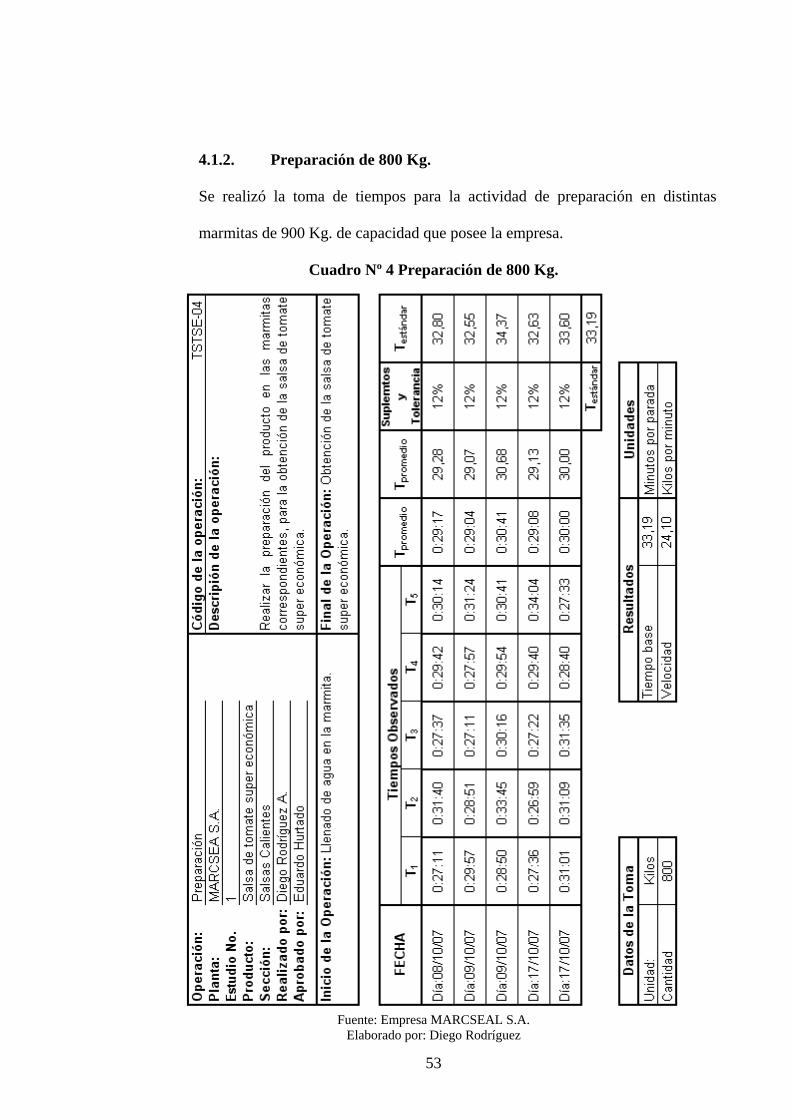
4.1.2. Preparación de 800 Kg.
Se realizó la toma de tiempos para la actividad de preparación en distintas
marmitas de 900 Kg. de capacidad que posee la empresa.
Cuadro Nº 4 Preparación de 800 Kg.
Fuente: Empresa MARCSEAL S.A.
Elaborado por: Diego Rodríguez
53
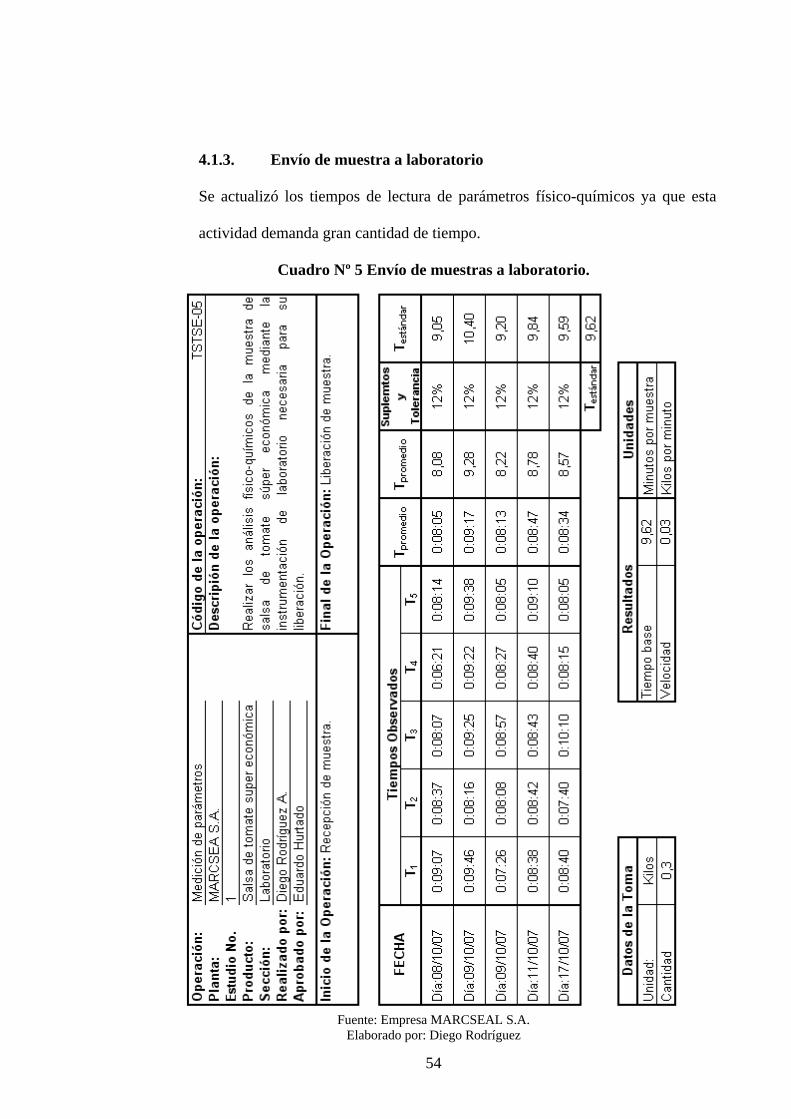
4.1.3. Envío de muestra a laboratorio
Se actualizó los tiempos de lectura de parámetros físico-químicos ya que esta
actividad demanda gran cantidad de tiempo.
Cuadro Nº 5 Envío de muestras a laboratorio.
Fuente: Empresa MARCSEAL S.A.
Elaborado por: Diego Rodríguez
54
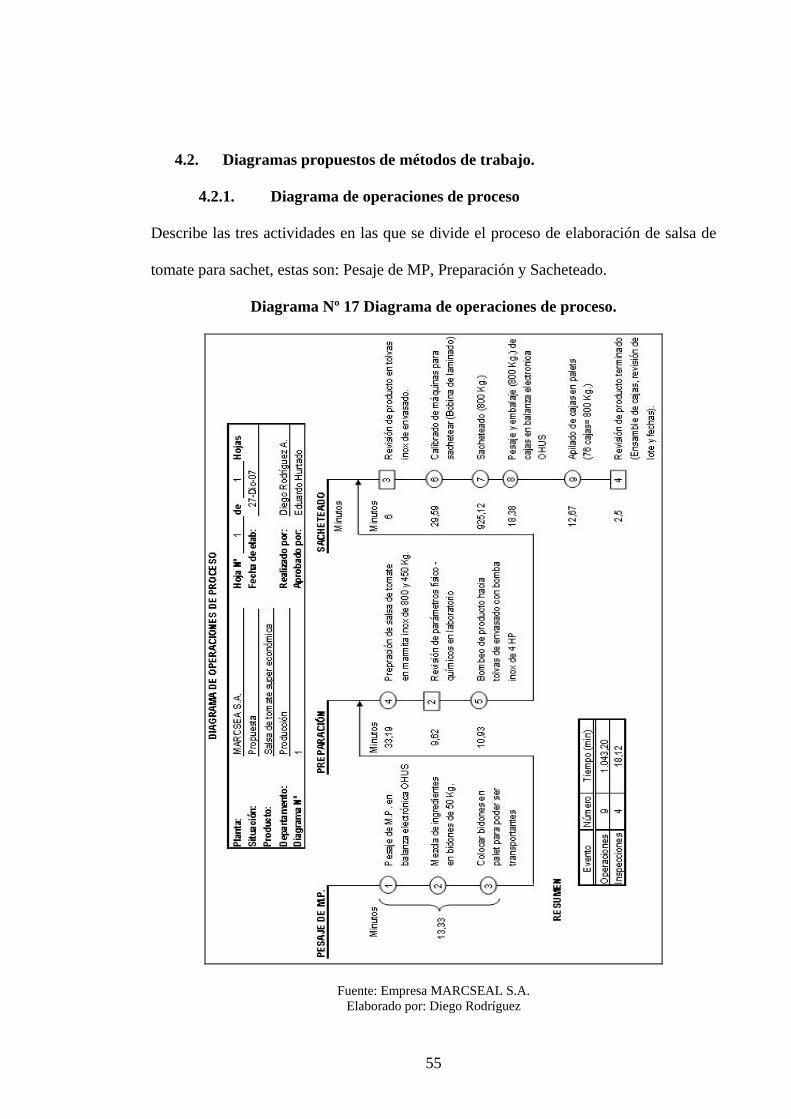
4.2. Diagramas propuestos de métodos de trabajo.
4.2.1. Diagrama de operaciones de proceso
Describe las tres actividades en las que se divide el proceso de elaboración de salsa de
tomate para sachet, estas son: Pesaje de MP, Preparación y Sacheteado.
Diagrama Nº 17 Diagrama de operaciones de proceso.
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
55
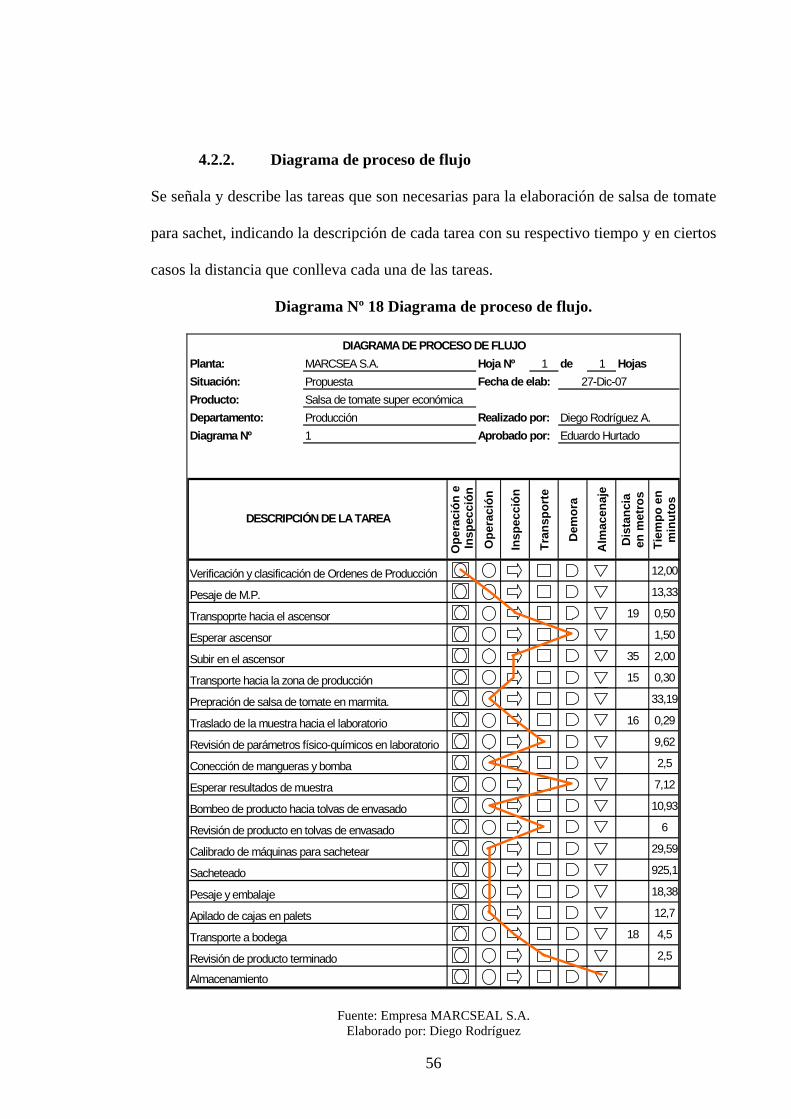
4.2.2. Diagrama de proceso de flujo
Se señala y describe las tareas que son necesarias para la elaboración de salsa de tomate
para sachet, indicando la descripción de cada tarea con su respectivo tiempo y en ciertos
casos la distancia que conlleva cada una de las tareas.
Diagrama Nº 18 Diagrama de proceso de flujo.
Planta: MARCSEA S.A. Hoja Nº 1 de 1 HojasSituación: Propuesta Fecha de elab:Producto: Salsa de tomate super económicaDepartamento: Producción Realizado por: Diego Rodríguez A.Diagrama Nº 1 Aprobado por: Eduardo Hurtado
Ope
raci
ón e
Insp
ecci
ónO
pera
ción
Insp
ecci
ón
Tran
spor
te
Dem
ora
Alm
acen
aje
Dis
tanc
ia
en m
etro
sTi
empo
en
min
utos
12,00
13,33
19 0,50
1,50
35 2,00
15 0,30
33,19
16 0,29
9,62
2,5
7,12
10,93
6
29,59
925,1
18,38
12,7
18 4,5
2,5
Transporte hacia la zona de producción
DIAGRAMA DE PROCESO DE FLUJO
DESCRIPCIÓN DE LA TAREA
Verificación y clasificación de Ordenes de Producción
Transpoprte hacia el ascensor
Pesaje de M.P.
Subir en el ascensor
Esperar ascensor
27-Dic-07
Almacenamiento
Transporte a bodega
Apilado de cajas en palets
Pesaje y embalaje
Revisión de producto terminado
Sacheteado
Calibrado de máquinas para sachetear
Revisión de producto en tolvas de envasado
Bombeo de producto hacia tolvas de envasado
Prepración de salsa de tomate en marmita.
Esperar resultados de muestra
Conección de mangueras y bomba
Revisión de parámetros físico-químicos en laboratorio
Traslado de la muestra hacia el laboratorio
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
56

4.2.3. Diagrama de recorrido
En este diagrama se describe y grafica la actividad de pesaje de MP que se lleva acabo
en la planta baja de la empresa.
Diagrama Nº 19 Diagrama de recorrido (Bodega).
Planta: MARCSEA S.A. Hoja Nº de HojasSituación: Propuesta Fecha de elab:Producto: Salsa de tomate super económica Nivel de piso: Planta bajaDepartamento: Bodega Realizado por: Diego Rodríguez A.Diagrama Nº 1 Aprobado por: Eduardo Hurtado
Dosificador
DIAGRAMA DE RECORRIDO1 4
27-Dic-07
Est
ante
rías
Zona
de
pesa
je
de M
.P.
Bodega de Materia
Prima
Bodega de Alm
acenamiento
de producto terminado
Bodega de Alm
acenamiento de pasta y
azúcar
Elevador
Cam
erin
os
1
2
3
Construcción
Elevador P
.T.
A
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
57
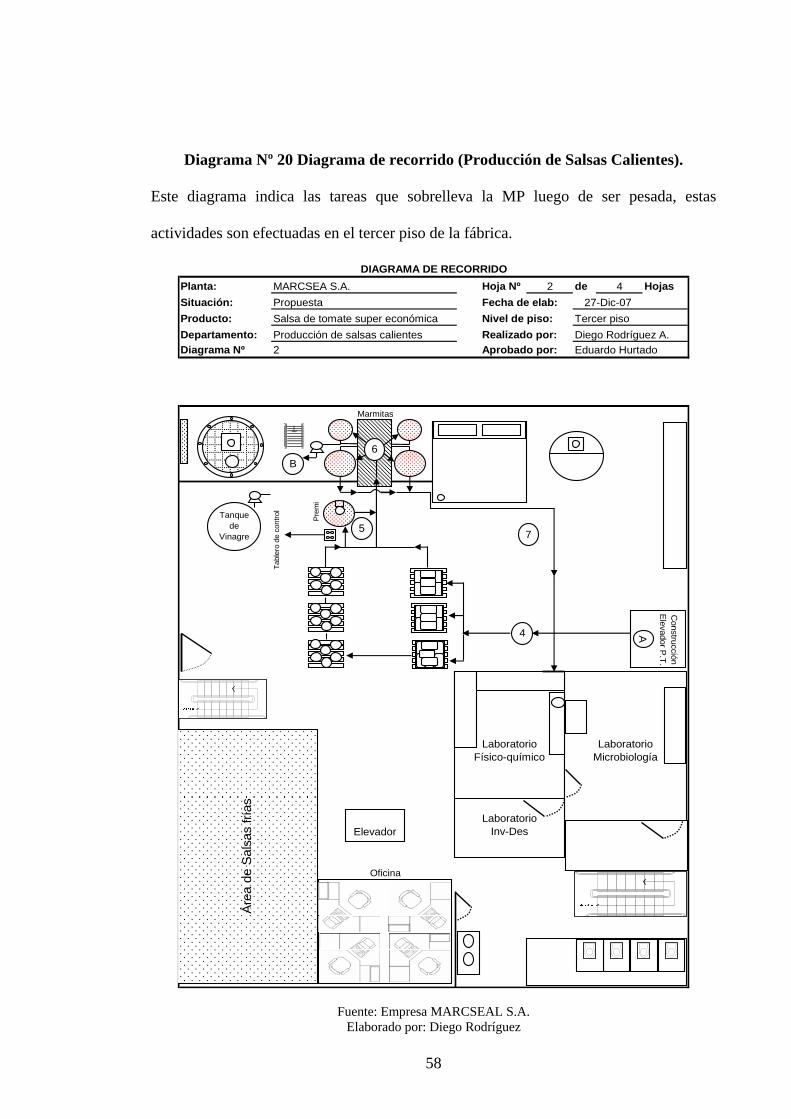
Diagrama Nº 20 Diagrama de recorrido (Producción de Salsas Calientes).
Este diagrama indica las tareas que sobrelleva la MP luego de ser pesada, estas
actividades son efectuadas en el tercer piso de la fábrica.
Planta: MARCSEA S.A. Hoja Nº de HojasSituación: Propuesta Fecha de elab:Producto: Salsa de tomate super económica Nivel de piso: Tercer pisoDepartamento: Producción de salsas calientes Realizado por: Diego Rodríguez A.Diagrama Nº 2 Aprobado por: Eduardo Hurtado
DIAGRAMA DE RECORRIDO4
27-Dic-072
Laboratorio Físico-químico
Laboratorio Microbiología
Elevador
Tabl
ero
de c
ontro
l
Áre
a de
Sal
sas
frías
4
Marmitas
6B
7
Pre
mi
Tanque de
Vinagre
Construcción
Elevador P
.T.
A
Laboratorio Inv-Des
Oficina
5
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
58
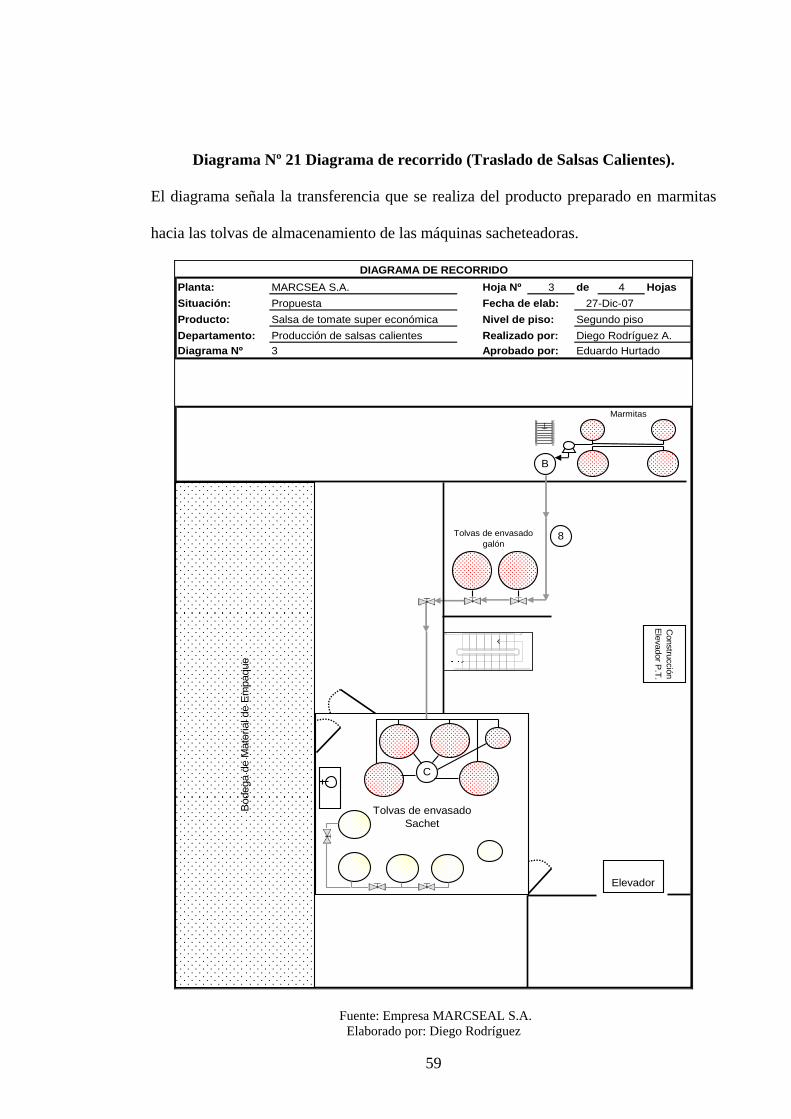
Diagrama Nº 21 Diagrama de recorrido (Traslado de Salsas Calientes).
El diagrama señala la transferencia que se realiza del producto preparado en marmitas
hacia las tolvas de almacenamiento de las máquinas sacheteadoras.
Planta: MARCSEA S.A. Hoja Nº de HojasSituación: Propuesta Fecha de elab:Producto: Salsa de tomate super económica Nivel de piso: Segundo pisoDepartamento: Producción de salsas calientes Realizado por: Diego Rodríguez A.Diagrama Nº 3 Aprobado por: Eduardo Hurtado
DIAGRAMA DE RECORRIDO4
27-Dic-073
Tolvas de envasado Sachet
Elevador
Marmitas
B
8Tolvas de envasado galón
Bod
ega
de M
ater
ial d
e E
mpa
que
C
Construcción
Elevador P
.T.
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
59
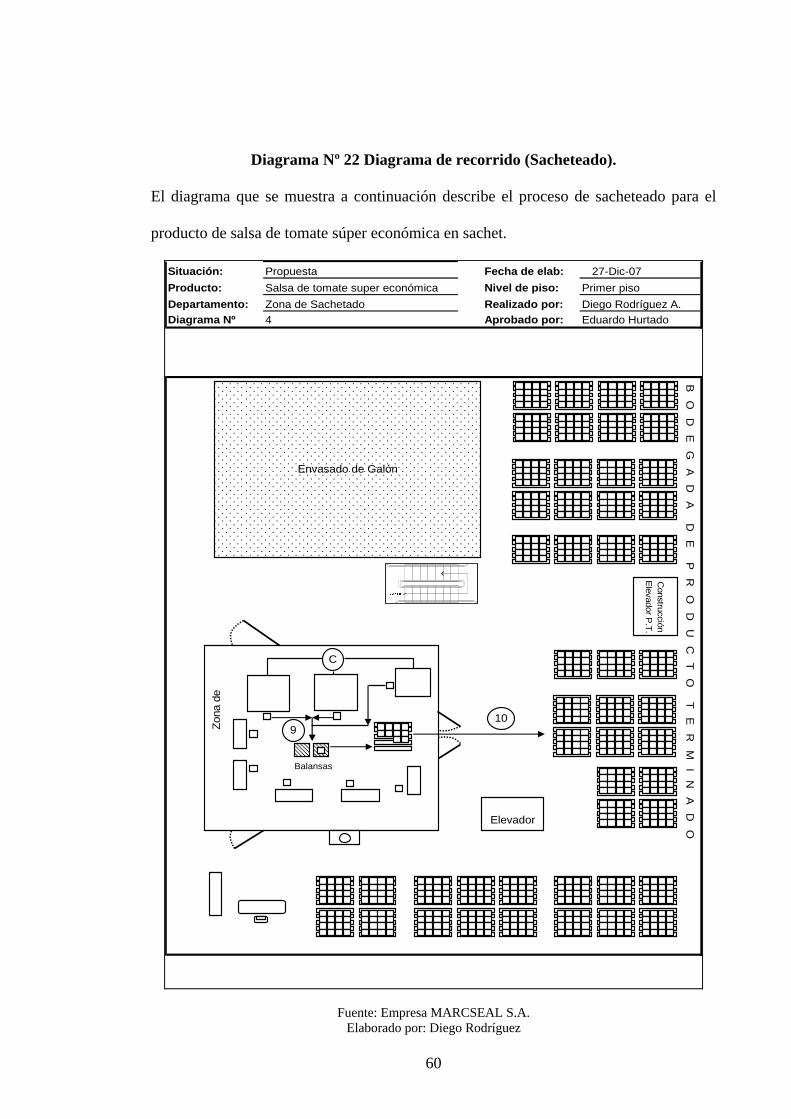
Diagrama Nº 22 Diagrama de recorrido (Sacheteado).
El diagrama que se muestra a continuación describe el proceso de sacheteado para el
producto de salsa de tomate súper económica en sachet.
Situación: Propuesta Fecha de elab:Producto: Salsa de tomate super económica Nivel de piso: Primer pisoDepartamento: Zona de Sachetado Realizado por: Diego Rodríguez A.Diagrama Nº 4 Aprobado por: Eduardo Hurtado
27-Dic-07
Elevador
Envasado de Galón
C
Zona
de
B O
D E
G A
D A
D E
P R O
D U
C T O
T E R
M I N
A D O
Balansas
910
Construcción
Elevador P
.T.
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
60
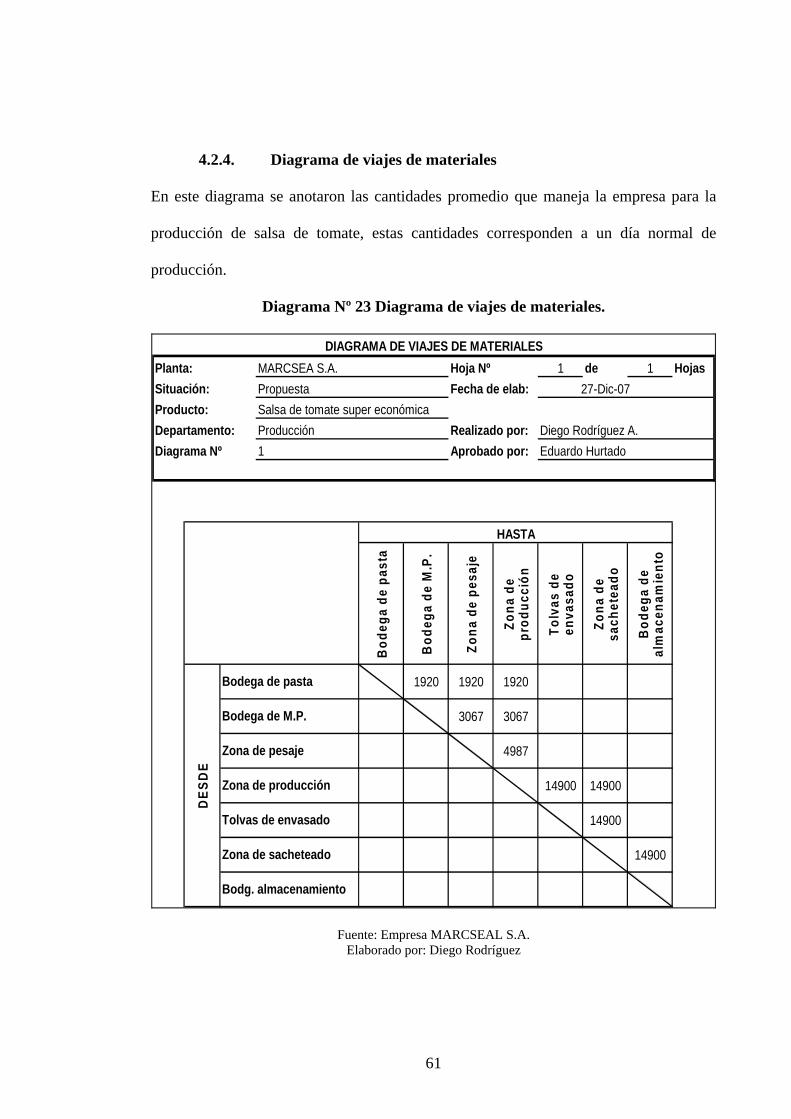
4.2.4. Diagrama de viajes de materiales
En este diagrama se anotaron las cantidades promedio que maneja la empresa para la
producción de salsa de tomate, estas cantidades corresponden a un día normal de
producción.
Diagrama Nº 23 Diagrama de viajes de materiales.
Planta: MARCSEA S.A. Hoja Nº 1 de 1 HojasSituación: Propuesta Fecha de elab:Producto: Salsa de tomate super económicaDepartamento: Producción Realizado por: Diego Rodríguez A.Diagrama Nº 1 Aprobado por: Eduardo Hurtado
Bod
ega
de p
asta
Bod
ega
de M
.P.
Zona
de
pesa
je
Zona
de
prod
ucci
ón
Tolv
as d
e en
vasa
do
Zona
de
sach
etea
do
Bod
ega
de
alm
acen
amie
nto
1920 1920 1920
3067 3067
4987
14900 14900
14900
14900
DIAGRAMA DE VIAJES DE MATERIALES
27-Dic-07
HASTA
DES
DE
Bodega de pasta
Bodega de M.P.
Zona de pesaje
Zona de producción
Tolvas de envasado
Zona de sacheteado
Bodg. almacenamiento
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
61

4.2.5. Diagrama de proceso hombre-máquina
El diagrama detalla el proceso para producción con dos marmitas de 900 Kg.
Diagrama Nº 24 Diagrama de proceso hombre-máquina.
Planta: MARCSEA S.A. Hoja Nº 1 de HojasSituación: Propuesta Fecha de elab:Producto: Salsa de tomate super económicaDepartamento: Producción Realizado por: Diego Rodríguez A.Diagrama Nº 1 Aprobado por: Eduardo HurtadoComienzo del diagrama: Cargar la máquina con agua para la preparación del producto.Final del diagrama: Inicio de bombeo del producto hacia tolvas de envasado.
Colocar manguera para bombeo de maq # 2.Prender la bomba para maq # 2. Tiempo muertoTomar la manguera para realizar limpieza maq # 1.Limpieza de maq # 1 con manguera.Abrir la llave del agua en la maq # 1.
Vigilar la medida del agua maq # 1.
Prender los agitadores maq # 1. DescargaPrender vapor de maq # 1.Tomar y colocar ingredientes # 1 en maq # 1.Cargar y colocar el azúcar en la maq # 1.Tomar la manguera para realizar limpieza maq # 2.Limpieza de maq # 2 con manguera.Abrir la llave del agua en la maq # 2.
Vigilar la medida del agua maq # 2.
Prender los agitadores maq # 2.Prender vapor de maq # 2.Tomar y colocar ingredientes # 1 en maq # 2.Cargar y colocar el azúcar en la maq # 2.Mezclar ingredientes # 2 y colocarlos en maq # 1 PreparaciónColocar vinagre en maq # 1.
Tomar la pasta y colocarla en la maq # 1.
Tomar el ingrediente # 3 y colocarlo en maq # 1. PreparaciónColocar vinagre en maq # 2.
Tomar la pasta y colocarla en la maq # 2.
Tomar el ingrediente # 3 y colocarlo en maq # 2.Realizar la toma de muestra en la maq # 1.Entregar la muestra en lab. de la maq # 1.Colocar mangueras para bombeo maq # 1.
Realizar la toma de muestra en la maq # 2.Entregar la muestra en lab. de la maq # 2.Prender la bomba para maq # 1. Descarga
Colocar manguera para bombeo de maq # 2.
RESUMENTiempo muerto de operario por ciclo Minutos de tiempos muertos Maq # 1Tiempo de trabajo de operario por ciclo Minutos productivos maq # 1Minutos-hombre por ciclo Tiempos de ciclo de maq # 1
Minutos de tiempos muertos Maq # 2Minutos productivos maq # 2Tiempos de ciclo de maq # 2
Espera muestra lab. Maq # 1.(Limpieza de piso, utensilios y recolección de basura).
1,080,20
0,100,10
3,50
0,80
4,80
0,30
1,05
Tiempo muerto
Tiempo muerto
Tiempo muerto0,60
8,83
1,011,07
0,80 27,84
1,02
127-Dic-07
26,66
DIAGRAMA DE PROCESO HOMBRE - MÁQUINA
OPERARIO MÁQUINA 1 MÁQUINA 2DESCRIPCIÓN DE ELEMENTOS
1,030,700,601,080,20
0,10
3,20
0,10 8,061,011,07
4,80
0,300,500,29
048,2448,24
6,20
7,10
1,03
1,000,800,70
Espera muestra lab. Maq # 2.(Limpieza de piso, utensilios y recolección de basura).
35,9048,24
12,7535,4948,24
12,34
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
62
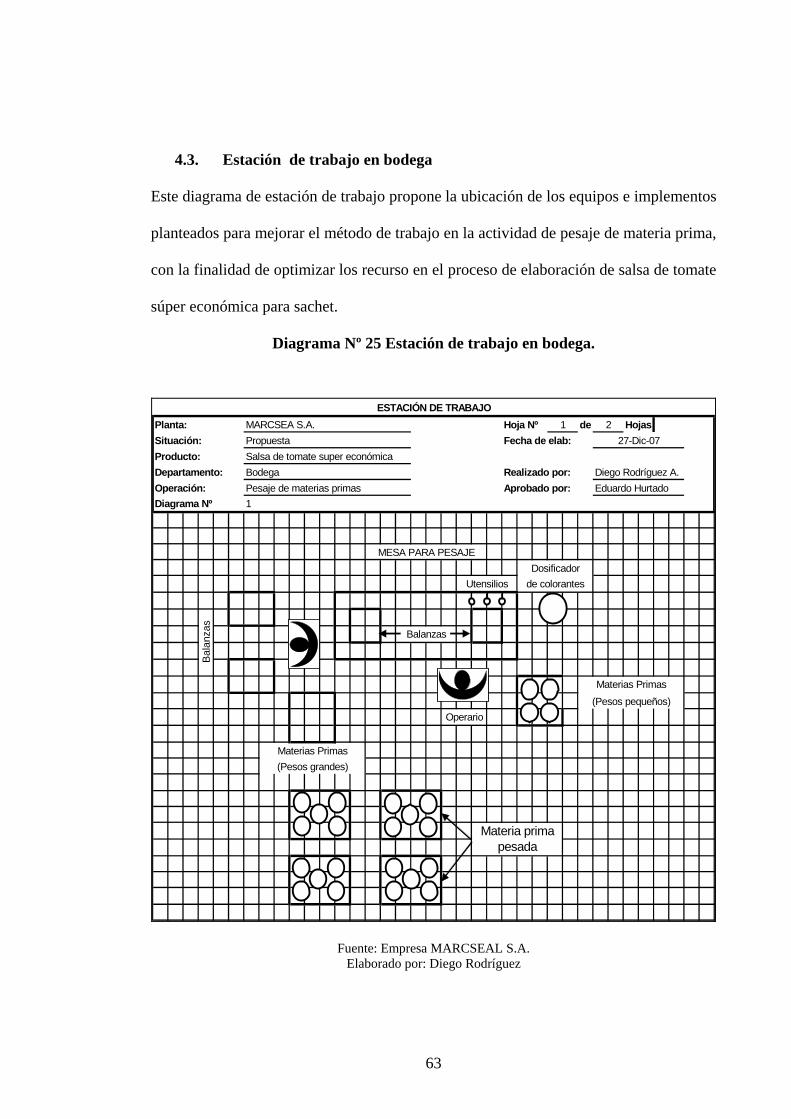
4.3. Estación de trabajo en bodega
Este diagrama de estación de trabajo propone la ubicación de los equipos e implementos
planteados para mejorar el método de trabajo en la actividad de pesaje de materia prima,
con la finalidad de optimizar los recurso en el proceso de elaboración de salsa de tomate
súper económica para sachet.
Diagrama Nº 25 Estación de trabajo en bodega.
Planta: MARCSEA S.A. Hoja Nº de HojasSituación: Propuesta Fecha de elab:Producto: Salsa de tomate super económicaDepartamento: Bodega Realizado por: Diego Rodríguez A.Operación: Pesaje de materias primas Aprobado por: Eduardo HurtadoDiagrama Nº 1
2ESTACIÓN DE TRABAJO
127-Dic-07
Bal
anza
s
Materias Primas(Pesos grandes)
Materia primapesada
MESA PARA PESAJE
Balanzas
Operario
Materias Primas(Pesos pequeños)
Utensilios Dosificador
de colorantes
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
63

4.4. Estación de trabajo en producción
Este diagrama de estación de trabajo propone la ubicación de los equipos e implementos
planteados para mejorar el método de trabajo en la actividad de producción y
elaboración de salsa de tomate súper económica para sachet.
Diagrama Nº 26 Estación de trabajo en producción.
Planta: MARCSEA S.A. Hoja Nº de HojasSituación: Propuesta Fecha de elab:Producto: Salsa de tomate super económicaDepartamento: Producción Realizado por: Diego Rodríguez A.Operación: Preparación Aprobado por: Eduardo HurtadoDiagrama Nº 2
27-Dic-07
ESTACIÓN DE TRABAJO2 2
Tabl
ero
de
Lavabos
Materia Prima
Válvulas delvapor (Piso)
Válvulas delagua
cont
rol d
e
MARMITAS DE PREPARACIÓN
Tablero de Utensilios
mar
mita
s
OperariosM
arm
itas
Prem
ezclador
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez
64

4.5. Cambio del elevador de materia prima por elevador de producto
terminado.
En el diagrama de recorrido de materiales (Diagrama Nº 19) se puede observar que
resulta mucho más rápido utilizar el elevador de producto terminado en vez del de
materia prima, esto ayudaría de manera importante al traslado del azúcar hacia la zona
de pesaje, esto facilitaría la operación de trabajo de los operarios, y disminuiría el
tiempo de pesaje traslado materia prima hacia producción.
De la misma manera en la zona de producción este cambio ayudaría por su mayor
cercanía hacia las marmitas de producción, disminuyendo distancia de traslado de
materia prima (Diagrama Nº 20).
Esto se puede corroborar de igual manera en el diagrama de viajes de materiales
(Diagrama Nº 23), donde se puede analizar la cantidad de materia prima que es
transportada hacia la zona de producción.
Se cambió el traslado la materia prima de 49 metros a trasladarla 34 metros, esto
implica un ahorro de tiempo de 1.2 minutos por cada 6 paradas, ya que esta es la
capacidad del elevador en cuanto a espacio se refiere.
Cabe mencionar que el número promedio de paradas por día es de 24, es decir,
tendremos 4 viajes de materia prima hacia la zona de producción, representando un
65
ahorro en tiempo de 4.8 minutos por producción, 24 minutos a la semana y 1 hora con
36 minutos al mes.
Una parada 800 Kg. de salsa de tomate se realiza en un tiempo promedio de 33.19
minutos (Cuadro Nº 4), este ahorro nos representa la producción de 2.89 paradas de 800
Kg. adicionales al mes, es decir, 2313.95 Kg., de salsa de tomate adicionales.
Esta cantidad adicional de producción representa 220 cajas de sachet en un mes y 2640
cajas en un año.
La caja de sachet de salsa de tomate tiene un valor de 17 dólares, con este nuevo método
de trabajo se podría generar $ 44.880 dólares adicionales en un año.
A esta cantidad se le debe restar el valor de costos producción y CIF, para poder obtener
un porcentaje neto de ganancia. Por motivos de confidencialidad asumiremos un valor
de ganancia por parte de la empresa del 15%, esto nos da la suma de $ 6.732 dólares al
año.
Adicional a la mejora de traslado y transporte de materia prima, se puede Para
optimizar el sistema de pesaje tomando en cuenta las siguientes consideraciones:
Con la finalidad de reducir los errores en el pesaje se pude realizar la dosificación en
bidones de diferente color para que el operario no tenga confusión de la cantidad y
materia prima que lleva cada bidón.
66

Por motivos de confidencialidad asumiremos un valor de producción de 200 toneladas
por mes de salsa de tomate y un valor de 98% de eficiencia en producción, el restante
2% diremos que son errores de producción por pesaje.
Entonces diremos que, 4 toneladas de salsa de tomate al mes deben ser reprocesadas,
estas 4 toneladas representan 380 cajas de sachet con un valor de $6.460 dólares. Al
comprar 25 bidones de diferentes colores a un costo de $ 20 dólares cada uno nos da la
cantidad de $ 500 dólares.
Considerando que el porcentaje de eficiencia suba al 99% en un mes, diríamos que se
debe reprocesar 2 toneladas que representarían $ 3.230 dólares, y tomando en cuenta el
15% de ganancia son $ 485.5 en un mes, es decir en 1.03 meses se pagarían solos los 25
bidones comprados.
Otra posible mejora que se podría realizar es el pesaje de colorantes en la zona de pesaje
de materias primas y no en la zona de producción, con la finalidad de ahorrar tiempo en
producción.
Se podría comprar un tanque de inox con válvula dosificadora tipo llave para los
colorantes, ya que en producción esto representa 1 minuto por parara. Esto se lo puede
revisar en el diagrama de proceso hombre-máquina (Diagrama Nº 24) y el diagrama de
estación de trabajo de bodega (Diagrama Nº 25). Realizando el cálculo con 24 paradas
promedio por día tendremos el ahorro de 24 minutos por día, 2 horas en una semana y 8
horas al mes, es decir un día de trabajo.
67
Si decimos que es un día de trabajo, quiere decir que, representaría 24 paradas en un
mes aproximadamente 15.000 Kg. de salsa de tomate. (12 paradas de 800 Kg. y 12 de
450 Kg.).
Un tanque de inox con capacidad de 50 Kg. con tapa y válvula dosificadora y una
estructura de apoyo para el tanque está valorado en $ 500 dólares. Si se reduce 1 minuto
en el tiempo de producción generaría 15.000 Kg. adicionales al mes, lo que significaría
1428 cajas adicionales con un costo final de ganancia de $ 3.641 dólares, con este valor
podemos asumir que el nuevo sistema de dosificación estará pagado por si solo en 0.14
meses.
4.6. Revisión de pesos por parada.
Esta actividad debería ser eliminada, ya que quita al operario tiempo valioso, tanto
como para envasar como para preparar, la supervisón de los pesos se la debería realizar
en la zona de bodega.
Para que exista una mejor operación de pesaje se debe revisar los procedimientos y
estandarización de esta actividad, para poder minimizar los errores que se pudieran
cometer. Esta actividad sería remplazada por la compra de bidones y la mayor eficiencia
en el proceso de pesaje.
68
4.7. Preparación de salsa de tomate.
Para mejorara el proceso de elaboración de salsa de tomate se debería cambiar de lugar
el tablero de control, acercándolo mucho más a la zona de preparación para que los
operarios tengan que desplazarse en distancias mucho menores, facilitando el control
de las marmitas de preparación. En el diagrama de recorrido (Diagrama Nº 20) se puede
observar la ubicación de este tablero de control, de igual manera en el diagrama de
estación de trabajo de producción (Diagrama Nº 26) se puede observar como afecta de
manera positiva el acercar el tablero de control al operario.
Al los operarios les toma 0.3 minutos el prender o apagar agitadores desde el tablero de
control en la situación actual, si el tablero se acercara más a la zona de producción, les
tomaría 0.1 minutos por parada.
Los 0.3 minutos representan 7.2 minutos de producción perdida en 24 paradas,
significando 0.22 paradas por día (33.19 min. promedio para producir 800 Kg. Ver
Cuadro Nº 4), 1.1 paradas en una semana y 4.4 paradas en un mes es decir 3.520 Kg. de
salsa de tomate o 335 cajas de sachet con un valor total de $ 5.695 dólares en un mes,
con el 15% de ganancia son $ 854.25 dólares.
Acercando el tablero de control el tiempo disminuye a 0.1 minutos que representan 2.4
minutos de producción perdida en 24 paradas, significando 0.07 paradas por día, 0.36
paradas en una semana y 1.45 paradas en un mes es decir 1.160 Kg. de salsa de tomate o
69

110 cajas de sachet con un valor total de $ 1.870 dólares en un mes, con el 15% de
ganancia son $ 280.5 dólares.
En relación a la situación actual, el cambio de ubicación del tablero representa un
ahorro de $ 573.75 dólares por mes.
Para el cambio de ubicación del tablero de control se necesita 400 metros de cables ($
60), una caja térmica para evitar cualquier inconveniente con el agua de producción que
pueda salpicar ($ 25), 48 metros de tubería de 1 ½” para cableado ($ 50) y dos días de
trabajo de una persona de mantenimiento ($ 23.81), ascendiendo a un valor total de
instalación del tablero de control nuevo de $ 158.81.
En el diagrama de proceso hombre-máquina (Diagrama Nº 24) se puede observar que el
mayor parte de tiempo lleva la adición de pasta en las marmitas, se debe estandarizar el
uso del premezclador para dosificar la pasta.
Para evitar inconvenientes en el uso del premezclador se debe programar con un día
mínimo de anticipación. La premezcla debe realizarse un día antes, preferentemente en
la tarde para finalizar el turno, esto garantiza que la premezcla esté lista a primera hora
para poder comenzar con la producción.
Se tiene estimado que el cambio de metodología representaría aproximadamente 2
minutos menos en la preparación de salsa de tomate, ya que el operario se libra de
70
retirar toda la pasta que queda pegada en los recipientes de pesaje de pasta, puesto que
la premezcla contiene parte del agua de producción.
Los 2 minutos de producción por parada representan 48 minutos en le día y 16 horas al
mes, generando 2 días adicionales de trabajo, es decir, 30.000 Kg. de salsa de tomate al
mes.
4.8. Revisión de parámetros físico-químicos.
El diagrama de proceso hombre-máquina (Diagrama Nº 24) revela que el tiempo muerto
que poseen los operarios es ocasionado por la demora en la lectura de parámetros físico-
químicos de las muestras.
Esto es ocasionado por la cantidad de muestra que es pasada a laboratorio, ya que la
muestra pasada a laboratorio se encuentra en una temperatura cerca de 85ºC, y con el
objetivo de obtener lecturas correctas en los equipos de medición, se debe bajar la
temperatura hasta 20ºC.
La cantidad necesaria para realizar los análisis es de 300 gramos y muchas veces la
cantidad pasada hacia laboratorio excede de gran manera la cantidad propuesta.
Provocando demora en el enfriamiento de la muestra y por ende en la lectura de los
parámetros.
71
72
El poseer nuevos recipientes para la obtención de muestra genera el ahorro en tiempo de
producción de 4 minutos por muestra o por parada. El ahorrar 4 minutos de producción
por parada representa un ahorro de tiempo de 96 minutos por día, con un total de 32
horas al mes. Este tiempo significa 4 días de producción, con lo que la empresa podría
generar 60.000 Kg. de salsa de tomate adicionales en el mes.
La compra de nuevos recipientes de inox para la toma de muestra de salsa de tomate
tendría un valor de $ 80 por la compra de 4 recipientes nuevos y remplazarlos por los
antiguos.
Cabe mencionar que el problema no radica únicamente en el cambio de recipientes, sino
que también en la organización del personal de laboratorio. Se necesita una persona
adicional en laboratorio, ya que la persona encargada de la lectura de parámetros debe
cumplir con obligaciones adicionales y en muchas ocasiones la demora de la lectura se
debe a estas obligaciones y no únicamente a los recipientes.
4.9. Inspección de producto terminado.
El diagrama de proceso de flujo (Diagrama Nº 17) deja ver que hace falta mejorar el
sistema de inspección de producto terminado, al implementar en mayor número las
inspecciones de producto terminado podremos darnos cuenta de los resultados que
provoca un mejor método de trabajo, a más de garantizar un excelente producto para el
consumidor.
C A P Í T U L O V

CAPÍTULO V
5. CONCLUSIONES Y RECOMENDACIONES
Una vez realizado el estudio de métodos de trabajo podemos llegar a las conclusiones
del estudio dentro de la planta de alimentos MARCSEAL S.A., las mismas que
ayudarán a plantear el camino hacia el mejoramiento del método actual de trabajo.
Sin dejar de lado las recomendaciones que se deben tomar en cuenta para la
optimización de procesos y lograr implementar y mantener el nuevo método de trabajo.
5.1. CONCLUSIONES
• Se realizó el estudio de métodos de trabajo en la línea de elaboración de salsa de
tomate súper económica por la importancia que representa a la empresa, ya que
el producto fabricado en esta línea (Salsa de tomate Sachet), es el más vendido y
por ende el que genera mayores ingresos para la empresa.
• Se estableció una toma de 25 mediciones de tiempos por tarea para poder validar
la estandarización de tiempos de producción y poder generar en base a estos
tiempos propuestas para el mejoramiento del método de trabajo .El dato de las
25 mediciones es el recomendado por las bibliografías de estudios de métodos
de trabajo.
• Se decidió que para el estudio de métodos de trabajo se tome como referencia las
paradas de 800 Kg., ya que en este tipo de paradas, por su cantidad, existía
73
mayor perdida de tiempo y se deseaba optimizar esta línea de producción, con la
finalidad de generar mayor producción en cuanto a volumen se refiere y de esta
manera generar mayores ingresos a la planta.
• Para llevar a cabo el presente estudio de métodos de trabajo se emplearon los
diagramas:
Diagrama de Operaciones de Proceso.
Diagrama de Proceso de Flujo.
Diagrama de Recorrido.
Diagrama de Viaje de Materiales.
Diagrama de Proceso Hombre-Máquina.
Estos son los diagramas que aplican dentro del proceso de producción de salsa
de tomate súper económica en sachet esto debido a las características del
proceso y del estudio tal como se ha indicado y explicado a lo largo de esta
trabajo. Los diagramas nos permitieron conocer la situación actual de la empresa
y esto permitió el análisis de cada actividad necesaria para la fabricación del
producto ayudando a establecer puntos claves en los que se trabajó para obtener
un mejor método de trabajo.
• En el presente estudio de métodos de trabajo no fueron utilizados los siguientes
diagramas:
74
Diagrama de Proceso para Grupo o Cuadrilla.
Diagrama de Proceso para Operario (mano derecha-mano
izquierda).
Diagrama de Pert.
• El diagrama de proceso para grupo o cuadrilla no se realizó ya que aplica de
mejor manera el diagrama de proceso hombre-máquina, a demás la empresa no
presenta problemas con el manejo de maquinarias y personal. De igual manera
lo que se pretende es primero introducir y mantener el nuevo método de trabajo
para luego poder ser mejorado.
• El diagrama de proceso para operario no es aplicable en este estudio porque no
existen actividades o tareas repetitivas que puedan ser medidas y colocadas en el
diagrama para su respectivo estudio.
• El diagrama de Pert tampoco aplica en este estudio ya que no estamos midiendo
ni analizando un proyecto a largo plazo.
• Las propuestas que se dio para que la empresa pueda optimizar sus recursos y
mejorar sus métodos de trabajo en la línea de producción de salsa de tomate, no
pudieron ser medidas con tiempos exactos, ya que la empresa aún se encuentra
realizando trabajos para poder efectuar estos cambios.
75

• El diagrama de recorrido y el de viaje de materiales nos permitieron conocer el
mejor uso de los elevadores, pero el cambio del elevador de producto terminado
por el de materia prima aún no puede darse ya que está en construcción y se
tiene programado terminarlo aproximadamente de 2 a 3 meses, pero este estudio
ayudará a determinar el funcionamiento del elevador en cuestión. Los datos
propuestos son tomados en relación de distancia y tiempo empleado en el
ascensor actual.
• El dosificador de colorantes y los bidones de diferentes colores deben ser
comprados para poder validar los datos de este estudio. El estudio en mención
servirá de apoyo para definir la compra de este equipo.
• Se debe eliminar la revisión de materia prima por parada para aprovechar tiempo
de producción y mano de obra. Para evitar esta aditivas es necesario capacitar y
supervisar de manera adecuada a los operarios que realizan la actividad de
pesaje, para lograr un correcto adiestramiento de los operarios frente a esta
actividad.
• Mediante el diagrama de proceso hombre-máquina se pudo determinar que
cambiar de ubicación el tablero de control de los agitadores de las marmitas de
producción aumentará considerablemente los niveles de producción, ya que el
operario gastaría menos tiempo en trasladarse para el uso de estos controles,
tiempo que sería empleado para reducir los tiempos de preparación de salsa de
tomate súper económica sachet.
76
• De igual manera el diagrama de proceso hombre-máquina dio a relucir el
problema de demora en la lectura de parámetros físico-químicos, sobre el cual se
plantearon las dos posibles soluciones. La primera el cambio de recipientes para
toma de muestra y segundo la correcta organización de las actividades del
personal de laboratorio de control de calidad.
• El presente estudio de métodos de trabajo servirá como base para el desarrollo
de mejores métodos de trabajo en el resto de líneas de producción de la empresa.
Haciéndola mucho más eficiente y optimizando todos sus recursos tanto
materiales como humanos.
5.2. RECOMENDACIONES
• Se recomienda realizar un estudio de tiempos técnico en todas las líneas de
producción, ya que en los últimos meses la empresa ha realizado varios cambios
en el lay out de la empresa. Esto servirá para validar y actualizar las tolerancias,
suplementos y tiempos estándar de las diversas actividades o tareas que la
empresa realiza dentro de sus procesos.
• Se recomienda realizar el estudio de métodos de trabajo para la línea de
producción de salsa de tomate súper económica en galón utilizando como
prioridad el diagrama de proceso para operario (mano derecha-mano izquierda),
ya que en la etapa de envasado existen tareas repetitivas, específicamente al
momento de tapar los galones. Este diagrama facilitaría la determinación del
77
método adecuado de trabajo para este tipo de actividad, volviéndolo mucho más
eficaz y productivo.
• Es recomendable revisar el estado mecánico de las bombas con las que se realiza
la descarga de producto desde las marmitas hacia las tolvas de envasado, para
mejorar y disminuir el tiempo de descarga de producto, ya que muchas veces
ocurre que por falta de mantenimiento de las bombas los tiempos establecidos
para esta actividad varían y aumentan considerablemente provocando el retraso
de las actividades siguientes.
• Cuando existen tiempos muertos es muy recomendable que los operarios
realicen actividades de limpieza y orden, estos tiempos se los puede observar en
el diagrama de proceso hombre-máquina, estos tiempos se dan en la descarga de
marmitas y lectura de parámetros en laboratorio. El trabajo de orden y limpieza
consistiría en recoger las fundas de azúcar ya usadas y las de materia prima que
van siendo utilizadas en el proceso, y colocarlas en la basura para que al final del
turno sea mucho más fácil y rápida la limpieza de cada área de trabajo, se
debería realizar una limpieza rápida del piso y paredes que se encuentren sucias
por motivos de producción. Para esta actividad se recomienda una supervisión
estricta con la finalidad de generar una cultura de orden y limpieza por parte de
los operarios.
• Podría utilizarse el tiempo ganado o ahorrado en las diversas actividades no solo
en aumentar la producción, sino en mejorar el sistema de limpieza profunda y
78
• Es recomendable realizar cursos de capacitación y concientización al personal,
principalmente en bodega, con la finalidad de eliminar errores al momento del
pesaje. Esto ayudará a eliminar el control adicional de pesaje de materias primas,
aumentando la productividad de la empresa. A más de garantizar el envía de
materia prima de calidad para producción.
• Una recomendación válida para el problema existente en la lectura de
parámetros físico-químicos en laboratorio es revisar las descripciones de cargo
del personal de laboratorio de control de calidad, para evitar que el personal se
encuentre realizando actividades adicionales que originen un tiempo extra e
impidan la lectura rápida de parámetros físico-químicos, esto con la finalidad de
mejorar los tiempos de producción.
• Es muy recomendable implementar un sistema de inspección de producto
terminado, para evitar el envío de cajas golpeadas, maltratadas, manchadas o en
mal estado. Garantizando el envío del producto con calidad y evitando
devoluciones que puedan darse por los motivos antes señalados, esto se lo puede
lograr con la implementación de políticas, procedimientos y el uso de registros
que faciliten este tipo de control tan importante.
79
80
BIBLIOGRAFÍA GENERAL
1. A. Casp Vanaclocha. Tecnología de alimentos, Diseño de industrias
agroalimentarias. Mundi-prensa Ediciones. España 2005.
2. Benjamín W. Niebel. Ingeniería Industrial, métodos, tiempos y movimientos.
México D.F., Alfaomega grupo editor, S.A. de C.V., novena edición. 1996.
3. Roberto García Criollo. Estudio del Trabajo, Ingeniería de métodos y medición
del trabajo. McGraw-Hill Interamericana Editores S.A. México D.F.2005.
4. http://www.elprisma.com/apuntes/ingenieria_industrial/mediciontrabajo/
5. http://www.elprisma.com/apuntes/ingenieria_industrial/organizacionindustriales
tudiodetiempos/
6. http://lsainz.freeservers.com/tema3.htm
7. http://sistemas.itlp.edu.mx/tutoriales/produccion1/tema4_4.htm
ANEXOS
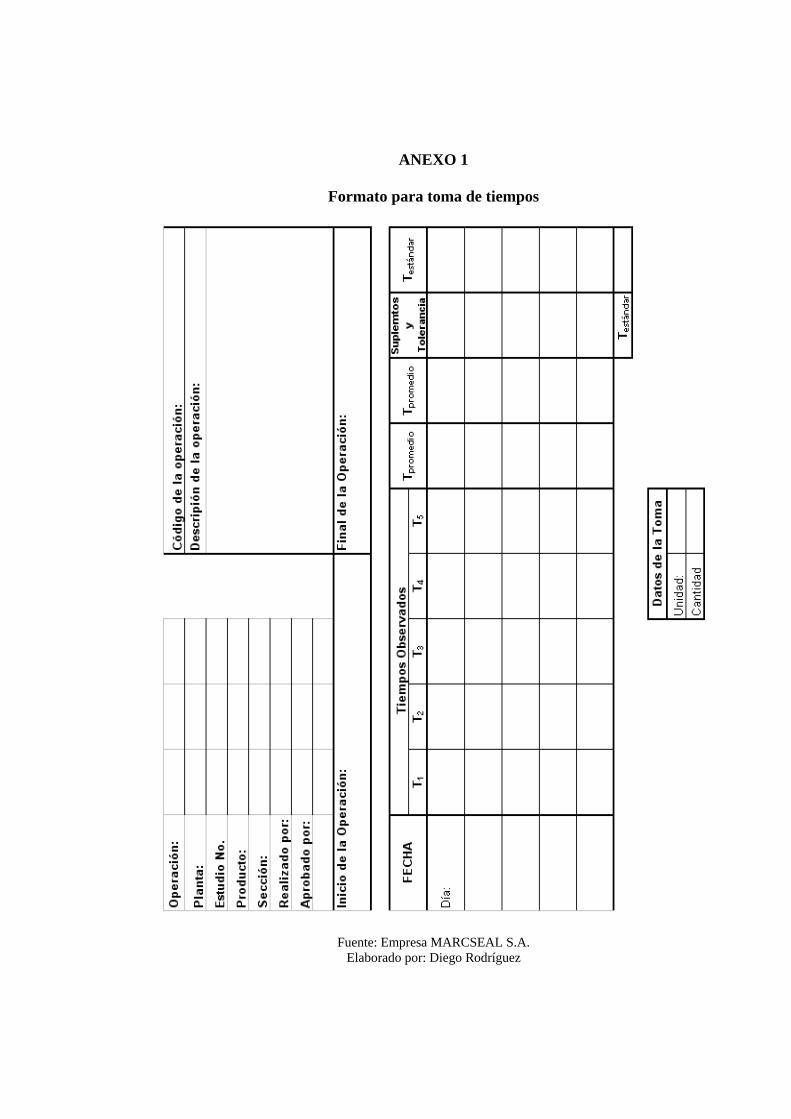
ANEXO 1
Formato para toma de tiempos
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez

ANEXO 2
Bodega de almacenamiento de pasta y azúcar.
La bodega de almacenamiento de pasta y azúcar se encuentra separada de la bodega de
almacenamiento del resto de materias primas. Cuenta con las distancias recomendadas
por las BPMs entre materias primas y paredes de la bodega.
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez

ANEXO 3
Bodega de almacenamiento de materias primas.
La bodega de almacenamiento de materias primas se encuentra ubicada en la planta baja
de la empresa, cada materia prima se encuentra en su respectivo palet y separada entre
paredes y materias primas con la distancia recomendada por las BPMs.
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez

ANEXO 4
Tanques de almacenamiento de salsa de tomate súper económica.
Los tanques de almacenamiento de salsa súper económica se encuentran ubicados en el
tercer piso de la empresa, con la finalidad de poder manejar un envasado por gravedad,
ya que las máquinas de envasado sachet se encuentran ubicadas en el segundo piso de la
fábrica.
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez

ANEXO 5
Máquina sacheteadora de salsa de tomate súper económica.
Las máquinas sacheteadoras de salsa de tomate súper económica se encuentran ubicadas
en el segundo piso de la fábrica, las máquinas funcionan 24 horas al día.
Fuente: Empresa MARCSEAL S.A. Elaborado por: Diego Rodríguez