Embed Size (px)
Citation preview
1
PRÁCTICA 6 Práctica 7. Esterilización del sistema de biorreacción
Mantenimiento de la asepsia en biorreactores
INTRODUCCIÓN Desde un punto de vista médico, la asepsia se define como el conjunto de métodos aplicados para la conservación de la esterilidad. Para fines de esta práctica definiremos la asepsia como el conjunto de procedimientos destinados a prevenir la infección o la contaminación microbiológica de un medio de cultivo estéril o en el que se esté llevando a cabo una biorreacción. El propósito de la asepsia en biorreactores es evitar la infección o contaminación microbiológica de un medio de cultivo estéril o en el que se esté efectuando una biorreacción. La asepsia, por tanto, asegura que las materias primas sólo se biotransforman en el producto de interés con el microorganismo de interés. La contaminación microbiológica de un medio de cultivo en el que se esté llevando a cabo una biorreacción es totalmente perjudicial tanto técnica como económicamente, ya que los microrganismos contaminantes que pueden ocasionar problemas severos, entre otros, los siguientes:
• Inactivar o degradar al biocatalizador (si este es una enzima), lo que ocasionaría que no existiera más la biorreacción y por consiguiente una gran pérdida económica.
• Competir por el sustrato con el microorganismo responsable de efectuar la biorreacción, disminuyendo así los rendimientos celulares y de producto con base en el sustrato.
• Desplazar al microorganismo responsable de efectuar la biorreacción si esta se lleva a cabo en cultivo continuo.
• Producir subproductos ajenos al producto de interés (tóxicos o no) contaminándolo químicamente. Para eliminar esta última se desecharía completamente el lote de producción o se incrementarían los costos en el procedimiento de separación, recuperación y purificación del producto de interés al agregarse más etapas extras de purificación. Ambos casos representan una severa pérdida económica.

2
CONSIDERACIONES DE DISEÑO DE BIORREACTORES PARA TRABAJO ASÉPTICO. Para el éxito en el trabajo aséptico del biorreactor y de las tuberías asociadas a él, se deben proponer ciertos criterios desde la etapa de diseño del mismo, denominados “Criterios Primarios de Diseño” (CPD). Estos se reúnen y desarrollan al comienzo de todo proyecto y servirán como un conjunto maestro de datos disponibles para su uso cuando sea necesario. Los CPD están en parte relacionados con el proceso y en parte con la nueva planta. Entre los relacionados al proceso se encuentran la cinética de la reacción, requerimientos de asepsia, propiedades del biocatalizador y de las materias primas, etc., que representan el “Know-how” (Saber hacer o procedimiento) del proceso. Mientras que entre los relacionados a la nueva planta están la localización geográfica, la capacidad, conexión a una planta existente, utilidades, tratamiento de efluentes, etc. DISEÑO MECÁNICO DEL BIORREACTOR. A partir de los CPD y durante el desarrollo del proyecto, se produce una cantidad abundante de “datos” que se utilizan para la compra, adquisición y construcción de los equipos requeridos en el proyecto. Para el diseño de un biorreactor clasificado como un recipiente a presión, se requiere una gran cantidad de cálculos ingenieriles basados en las normas y estándares de construcción internacionales. Entre las tareas más comunes están:
a) Cálculos de las presiones y temperaturas a las que estará sujeto el biorreactor. b) Cálculos de velocidades de transferencia de masa, calor y momento (incluyendo el
sistema de agitación mecánica). c) Cálculos de construcción en acero inoxidable. d) Análisis de expansión térmica de tuberías y cuerpo principal del biorreactor. e) Acabados de superficies tanto de las tuberías como del cuerpo principal del
biorreactor. f) Requerimientos de asepsia y hermeticidad. g) Sistema de aislamiento (térmico y/o acústico).
Para alcanzar los puntos “e” y “f”, en el diseño de un biorreactor se debe considerar una geometría interna y arreglos de tuberías que eviten: 1) el paso de microorganismos del exterior al interior del biorreactor (y viceversa); 2) la retención de líquidos con alto contenido de sólidos (solubles o insolubles) que se depositan o adhieren en el interior del biorreactor al vaciar su contenido. Cuando se vacía un caldo de cultivo fermentado de un biorreactor, normalmente quedan adheridas o depositadas en su interior remanentes líquidos del mismo que contienen
3
sólidos disueltos (sales minerales) y en suspensión (células microbianas o compuestos orgánicos poco solubles o insolubles). Esta adherencia, depósito o permanencia de sustancias líquidas en el interior de un biorreactor se favorece cuando el material de construcción del mismo presenta un acabado no sanitario (rugoso) o cuando existen recovecos o “pozas” en su interior. En un biorreactor existen puntos en los cuales se retienen o permanecen residuos del caldo agotado cuando este se vacía; estos puntos pueden ser el sistema de agitación mecánica (flecha e impulsores), el sistema de aireación (tubería y difusor) y ciertas estructuras internas existentes tales como bafles, mamparas, serpentines, etc. Si inmediatamente después de vaciar el contenido no existe un buen lavado del interior del biorreactor y los remanentes del caldo agotado llegaran a secarse y volverse sólidos, podrían propiciar una esterilización inefectiva debido a que la penetración de calor en los sólidos es mucho menor que en los líquidos, aumentando así la probabilidad de sobrevivencia de microorganismos extraños contenidos en el centro de dichas partículas sólidas. De ahí la importancia de que desde la etapa de diseño se especifique que los materiales de construcción presenten un “acabado sanitario”, que evite la retención de líquidos y que facilite la limpieza del biorreactor y de las tuberías, alcanzando una mayor efectividad del trabajo aséptico. No solo especificar el acabado de los materiales si no también especificar las uniones de las tuberías (brida, soldadura, rosca, etc.) propicia una contaminación tanto entrada y salida al biorreactor. Esto rotundamente involucra que el costo de construcción de un biorreactor sea más costoso debido a las especificaciones tan rigurosas en acabados e instalaciones de los diferentes requerimientos que necesita un biorreactor para mantenerse aséptico. Recién esterilizado el biorreactor, este debe operar asépticamente. De nada sirve gastar una buena cantidad de energía para esterilizar un medio de cultivo contenido en un biorreactor si este no garantiza que el medio se mantenga estéril después del proceso térmico. El diseño mecánico de un biorreactor debe contemplar también otros aspectos que garanticen que su contenido pueda permanecer “axénico” durante el desarrollo de la biorreacción (en todo el tiempo que esta dure). Este es el objetivo de la asepsia: evitar la infección o contaminación microbiológica de un medio de cultivo estéril o en el que se esté efectuando una biorreacción. A diferencia de los modelos que se presentan en el diseño de la esterilización de aire y medios de cultivo, la asepsia no es fácil de modelar matemáticamente. La asepsia es más una serie de normas de diseño por medio de las cuales se pueda excluir la intrusión de microorganismos extraños a un sistema de biorreacción biológicamente definido. También debe considerarse evitar la liberación al ambiente de los microorganismos de interés contenidos en el biorreactor, sobre todo cuando se trabaja con organismos potencialmente patógenos. Por lo anterior, la asepsia significa la seguridad tanto del proceso como del personal que labora en las plantas. En consecuencia, la asepsia es un aspecto fundamental de todo bioproceso durante la operación del biorreactor y de las tuberías asociadas a él.

4
FUENTES DE CONTAMINACIÓN MICROBIOLÓGICA DE UNA BIORREACCIÓN. A través de un análisis detallado de los sistemas de biorreacción existentes, se puede demostrar que las contaminaciones microbiológicas ocurren por una o varias de las razones que a continuación se enumeran:
• Insuficiente esterilización de los materiales, medios de cultivo y de los gases que entran o salen del biorreactor.
• Limpieza inadecuada del biorreactor previa a la esterilización. • Por el uso de válvulas inadecuadas. • Por sellos mecánicos ineficaces. • Por inadecuados diseños y operatividad de las líneas de alimentación y de
transferencias de gases y o líquidos que conectan con el biorreactor. • Por inadecuada atención de las capas límites formadas entre los ambientes
aséptico y no aséptico del biorreactor. • Por una perturbación, paro involuntario o fallo en el funcionamiento del
biorreactor. • Errores de operación.
Con cada uno de estos criterios de asepticidades bien aplicadas en los biorreactores se pueden llegar a diseñar sistemas a prueba de contaminación microbiológica. SELLOS HERMÉTICOS En un recipiente a presión (como un biorreactor) la hermeticidad es fundamental para garantizar un trabajo aséptico. En un biorreactor la hermeticidad puede comprobarse con 2 pruebas distintas: hidráulica y neumática. En el primer caso, se llena el biorreactor con agua y se cierran todas las válvulas de las líneas de transmisión de líquidos y gases que conectan con el biorreactor y comprobar si no hay fugas de agua. En las pruebas neumáticas se presuriza el biorreactor (preferentemente vacío) hasta un determinado valor de presión manométrica e igualmente se cierran todas las válvulas de las líneas de transmisión de líquidos y gases que conectan con el biorreactor. El objetivo es observar que durante un cierto tiempo (horas) la lectura de la presión del manómetro se mantenga en dicho valor o dentro de los intervalos adecuados debido a las variaciones que pudieran ocurrir de la temperatura. Pueden comprobarse las fugas en las conexiones de las líneas que conectan al biorreactor aplicando una solución jabonosa a las mismas. Si se observan formación de burbujas es que existe una fuga. De haber fugas, significa que no existe hermeticidad y que por tanto el biorreactor podrá contaminarse.
5
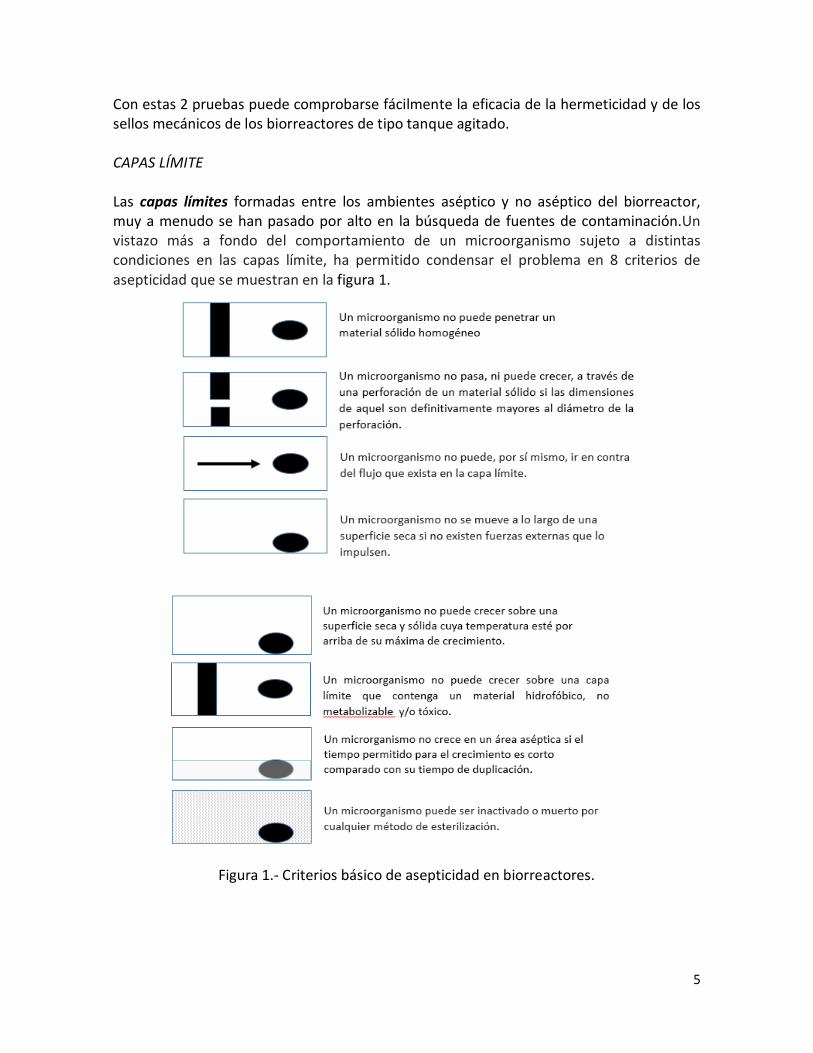
Con estas 2 pruebas puede comprobarse fácilmente la eficacia de la hermeticidad y de los sellos mecánicos de los biorreactores de tipo tanque agitado. CAPAS LÍMITE Las capas límites formadas entre los ambientes aséptico y no aséptico del biorreactor, muy a menudo se han pasado por alto en la búsqueda de fuentes de contaminación.Un vistazo más a fondo del comportamiento de un microorganismo sujeto a distintas condiciones en las capas límite, ha permitido condensar el problema en 8 criterios de asepticidad que se muestran en la figura 1.
Figura 1.- Criterios básico de asepticidad en biorreactores.

6
LÍNEAS DE TRANSFERENCIA Y VÁVULAS Las tuberías que conectan el exterior con el interior del biorreactor y por las que fluyen los fluidos requeridos en la biorreacción, deben cumplir con ciertos requisitos, entre los que sobresalen los siguientes:
• Inertes. • De fácil limpieza. • Que aseguren la hermeticidad.(considerando el tipo de unión) • Esterilizables. • A prueba de presión.
En biorreactores de grandes volúmenes se usan comúnmente tuberías de acero inoxidable. Previo al uso de dichas tuberías para transportar un fluido al interior del biorreactor o fuera de él, es necesario la limpieza y pre esterilización de las mismas. FILTRO DE AIRE El aire que se introducirá al biorreactor deberá estar estéril. La forma más fácil y económica de esterilizarlo es mediante la filtración del mismo con filtros absolutos que, a su vez, deben estar previamente esterilizados. Se requiere el más alto aseguramiento posible de la integridad y eficiencia de remoción de estos filtros para la esterilización del aire. El aire es indispensable no sólo para proporcionar oxígeno a la biorreacción, sino también para mantener una presión positiva que evite la entrada de microorganismos al biorreactor y cumplir así con el tercer criterio básico de asepsia. Existen diferentes métodos para probar la integridad de filtros. Uno de ellos es la prueba de la intrusión del agua. Es una prueba práctica y validada, que se puede considerar para probar la integridad in situ de los filtros hidrofóbicos para la esterilización del aire. Otra prueba es la de mantenimiento de la presión. OBJETIVO El alumno conocerá y distinguirá las capas límites que se forman entre los ambientes aséptico y no aséptico del biorreactor y discutirá, con base en los conocimientos adquiridos la efectividad de la asepsia del biorreactor. MATERIALES Y MÉTODOS

7
Biorreactor. • Biorreactor tipo tanque agitado de 15 L esterilizable in situ.
Instrumentación.
• Medidor de la velocidad de agitación de los impulsores. • Filtro de aire absoluto. • Rotámetro para medir el flujo de aire. • Manómetro. • Medidor controlador de la temperatura.
PROCEDIMIENTO EXPERIMENTAL El alumno realizara la investigación previa de las siguientes definiciones: Asepsia. Axenia. Desinfección. Limpieza. Esterilización. Tipos de materiales y acabados utilizados en procesos biotecnológicos. Tipos de agua y soluciones que se utilizan para mantener aséptico un proceso. Con ayuda del maestro y en presencia de biorreactores tipo tanque agitado y neumáticos, el alumno identificará y observará las líneas que conectan el interior del biorreactor con el ambiente externo, comentando las características esenciales que deben observar dichas líneas para garantizar un trabajo aséptico, así como la forma en la que se lavan y esterilizan las mismas y el biorreactor. Observará los tipos de válvulas utilizadas y comentará respecto a si son adecuadas para utilizarse en los biorreactores. Observará el sello mecánico, las portas de inoculación y de adición de líquidos, así como la toma de muestra, con las que cuenta el biorreactor y comentará respecto a la adecuación de las mismas para el trabajo aséptico en los biorreactores. Comentará respecto a la forma de realizar las pruebas hidráulicas y neumáticas para checar la hermeticidad del biorreactor. Comentará respecto a los métodos para probar la integridad y eficiencia de remoción de los filtros para la esterilización del aire. FORMULACIÓN DE RESULTADOS El alumno deberá presentar sus resultados realizando los siguientes puntos:
8
La eficiencia de las líneas de transferencia de gases y líquidos del exterior al interior del biorreactor para el trabajo aséptico. La eficiencia de las válvulas empleadas en las líneas de transferencia para el trabajo aséptico. La eficiencia del sello mecánico del biorreactor para el trabajo aséptico. La eficiencia de la toma de muestra para el trabajo aséptico. Propuestade un esquema para el establecimiento de una prueba hidráulica para checar la hermeticidad del biorreactor. Propuesta de un esquema para el establecimiento de una prueba hidráulica para checar la hermeticidad del biorreactor. DISCUSIÓN Y CONCLUSIONES La discusión versará sobre los puntos establecidos en la Formulación de Resultados. BIBLIOGRAFÍA
1. Ralf Lundell and PenttiLaiho. 1976. Process Biochem. Vol 11 (3). Engineering of fermentation Plants. Pags. 13-18.
2. Lydersen B. K., D´elia N. A., Nelson, K.M.L. 1994. Bioprocess Engineering: Systems, Equipment and Facilities. John Wiley and Sons, Inc. New York. pags. 317-367.
3. Johnston P. R. 2004. Fluid Sterilization by Filtration. Interpharm, CRC Press LLC. pags. 25-37.
4. Jornitz. M. W. 2006. Sterile Filtration. Springer-Verlag, Berlin. pags. 143-180.

9
PRÁCTICA 7 Práctica 7. Esterilización del sistema de biorreacción
Esterilización de medios de Cultivo en biorreactores
INTRODUCCIÓN Un medio de cultivo contiene varios compuestos que aportan los distintos elementos necesarios para hacer crecer y producir al microorganismo de interés, entre los que sobresalen por su cantidad las fuentes de carbono, nitrógeno, fósforo, potasio, magnesio y azufre (macroelementos). También es necesario adicionar otros compuestos que aportarán los microelementos (Fe, Mn, Zn, Cu, Co, etc.). A excepción de la fuente de carbono, todos los demás elementos son proporcionados como sales al medio de cultivo. En la Tabla 1 se observan algunas sales que se utilizan en la formulación de medios de cultivos. Tanto el agua, como las distintas sales y las fuentes de carbono que se utilizan en la formulación y preparación de los medios de cultivo no están estériles y pueden llegar a contener una gran cantidad y variedad de microorganismos, que de permanecer viables en el medio pueden a llegar a competir por el sustrato con el microorganismo de interés y hacer que la biorreacción no alcance los rendimientos óptimos o la productividad máxima. La contaminación microbiológica trae como consecuencia, en el mejor de los casos: una disminución en la productividad o la pérdida total del lote de producción. Por lo que desde el punto de vista técnico y económico la contaminación es indeseable en una biorreacción. La esterilización es todo proceso mediante el cual los microorganismos pierden su capacidad reproductiva. Esta se puede llevar a cabo por varios métodos entre los que se encuentran los siguientes:
• Con calor húmedo para medios de cultivo, biorreactores y tuberías. • Con microfiltración para aire
10
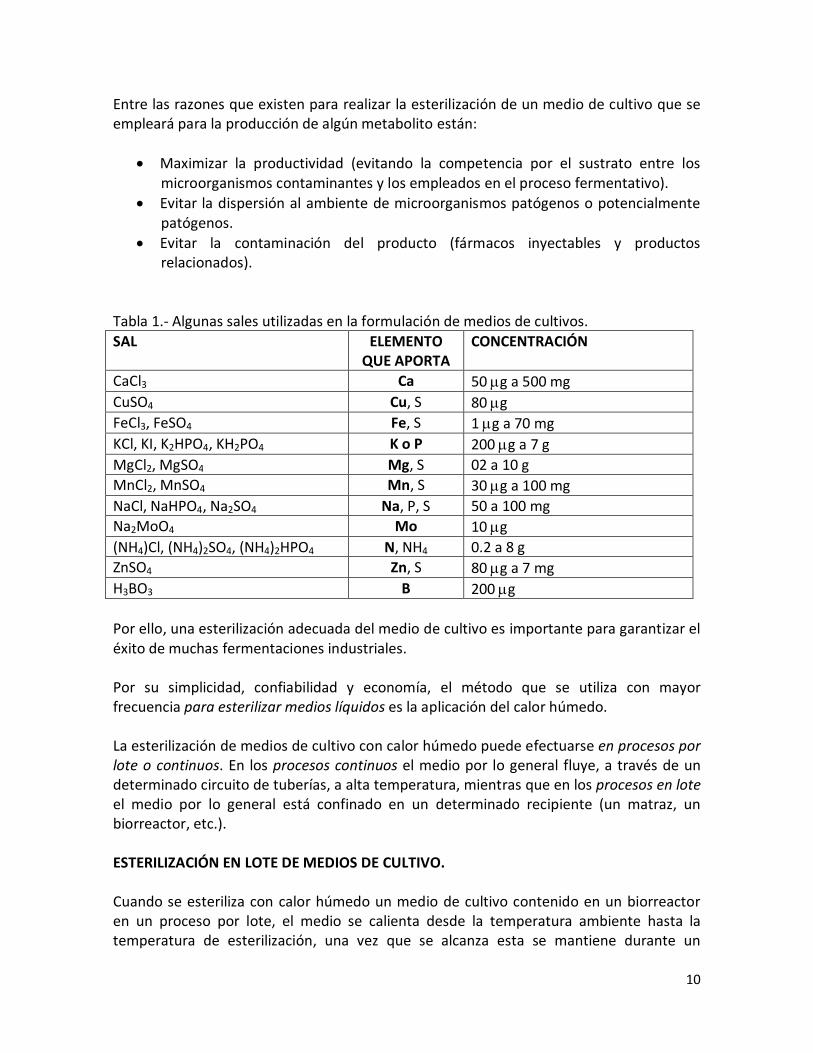
Entre las razones que existen para realizar la esterilización de un medio de cultivo que se empleará para la producción de algún metabolito están:
• Maximizar la productividad (evitando la competencia por el sustrato entre los microorganismos contaminantes y los empleados en el proceso fermentativo).
• Evitar la dispersión al ambiente de microorganismos patógenos o potencialmente patógenos.
• Evitar la contaminación del producto (fármacos inyectables y productos relacionados).
Tabla 1.- Algunas sales utilizadas en la formulación de medios de cultivos. SAL ELEMENTO
QUE APORTA CONCENTRACIÓN
CaCl3 Ca 50 µg a 500 mg CuSO4 Cu, S 80 µg FeCl3, FeSO4 Fe, S 1 µg a 70 mg KCl, KI, K2HPO4, KH2PO4 K o P 200 µg a 7 g MgCl2, MgSO4 Mg, S 02 a 10 g MnCl2, MnSO4 Mn, S 30 µg a 100 mg NaCl, NaHPO4, Na2SO4 Na, P, S 50 a 100 mg Na2MoO4 Mo 10 µg (NH4)Cl, (NH4)2SO4, (NH4)2HPO4 N, NH4 0.2 a 8 g ZnSO4 Zn, S 80 µg a 7 mg H3BO3 B 200 µg Por ello, una esterilización adecuada del medio de cultivo es importante para garantizar el éxito de muchas fermentaciones industriales. Por su simplicidad, confiabilidad y economía, el método que se utiliza con mayor frecuencia para esterilizar medios líquidos es la aplicación del calor húmedo. La esterilización de medios de cultivo con calor húmedo puede efectuarse en procesos por lote o continuos. En los procesos continuos el medio por lo general fluye, a través de un determinado circuito de tuberías, a alta temperatura, mientras que en los procesos en lote el medio por lo general está confinado en un determinado recipiente (un matraz, un biorreactor, etc.). ESTERILIZACIÓN EN LOTE DE MEDIOS DE CULTIVO. Cuando se esteriliza con calor húmedo un medio de cultivo contenido en un biorreactor en un proceso por lote, el medio se calienta desde la temperatura ambiente hasta la temperatura de esterilización, una vez que se alcanza esta se mantiene durante un
11
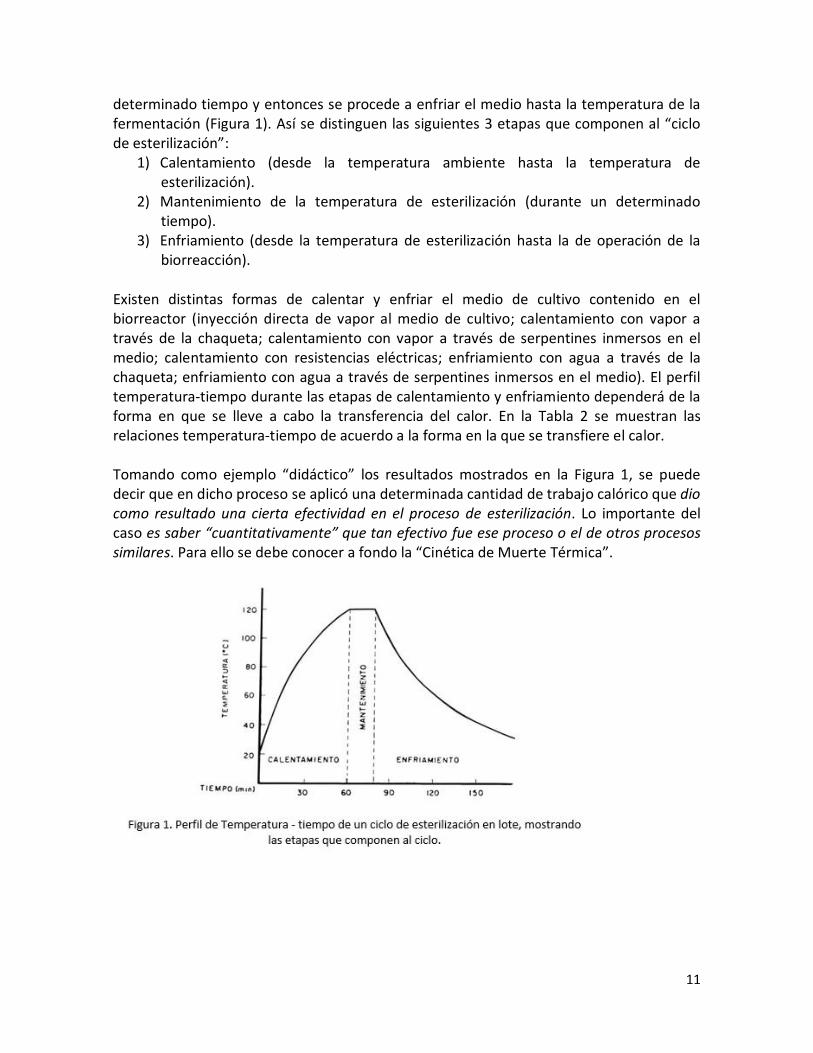
determinado tiempo y entonces se procede a enfriar el medio hasta la temperatura de la fermentación (Figura 1). Así se distinguen las siguientes 3 etapas que componen al “ciclo de esterilización”:
1) Calentamiento (desde la temperatura ambiente hasta la temperatura de esterilización).
2) Mantenimiento de la temperatura de esterilización (durante un determinado tiempo).
3) Enfriamiento (desde la temperatura de esterilización hasta la de operación de la biorreacción).
Existen distintas formas de calentar y enfriar el medio de cultivo contenido en el biorreactor (inyección directa de vapor al medio de cultivo; calentamiento con vapor a través de la chaqueta; calentamiento con vapor a través de serpentines inmersos en el medio; calentamiento con resistencias eléctricas; enfriamiento con agua a través de la chaqueta; enfriamiento con agua a través de serpentines inmersos en el medio). El perfil temperatura-tiempo durante las etapas de calentamiento y enfriamiento dependerá de la forma en que se lleve a cabo la transferencia del calor. En la Tabla 2 se muestran las relaciones temperatura-tiempo de acuerdo a la forma en la que se transfiere el calor. Tomando como ejemplo “didáctico” los resultados mostrados en la Figura 1, se puede decir que en dicho proceso se aplicó una determinada cantidad de trabajo calórico que dio como resultado una cierta efectividad en el proceso de esterilización. Lo importante del caso es saber “cuantitativamente” que tan efectivo fue ese proceso o el de otros procesos similares. Para ello se debe conocer a fondo la “Cinética de Muerte Térmica”.

12
Tabla 2.-Perfiles temperatura - tiempo de diferentes formas de calentamiento de medios de cultivo contenidos en biorreactores. Adición constante
de vapor al medio.
(HIPERBÓLICO)
T Tt
t= +
+
0 1
1α
γ α =
hsMC Tp 0
γ = s M/
Calentamiento eléctrico (LINEAL).
T T t= +0 1( )α α =Q
MC Tp 0
Calentamiento por vapor en
chaquetas (LOGARÍTMICO)
T T eHt= + −( )1 β α α = Ua MCp/ ( )
β =−T TT
H
H
0
Enfriamiento a través de chaquetas
LOGARÍTMICO
T T ecot= + −( )1 λ υ
υ =
−
−
WC
MCep
p
UAWC p
' '1 λ =
−T TT
co
co
0
En la que: T = Temperatura absoluta (K). T0 = Temperatura inicial del medio (K). t = Tiempo de exposición al calor (min). h = Entalpía de vapor relativo a la temperatura del medio (BTU/lb). s = Velocidad de flujo de vapor (Lb/min). M = Masa del medio inicial (Lb). Cp = Calor latente de vaporización (BTU/Lb K). Q = Tasa de transferencia de calor (BTU/min). TH = Temperatura de la fuente de calor ( K). TCO = Temperatura del fluido de enfriamiento ( K) U = Coeficiente de transferencia de calor [BTU/(min ft2 K)]. a = Área superficial sometida al calentamiento (ft2). W = Flujo del fluido de enfriamiento (lb/min). Cp' = Calor específico del fluido de enfriamiento (BTU/LbK).

13
CINÉTICA DE MUERTE TÉRMICA La muerte de los microorganismos por calor húmedo sigue una reacción de primer orden, por lo que la velocidad de muerte térmica es proporcional al número de individuos presentes y su expresión matemática es:
dN/dt = - KN (1) El signo negativo en la ecuación 1 se debe a que los microorganismos están muriendo durante el tratamiento térmico. Su forma es la de una ecuación diferencial de variables separables, por lo que puede ser integrada entre límites definidos. Si el proceso se realizara a temperatura constante, al integrar la ecuación 1 entre límites definidos se obtendría:
ln N0/N = Kt (2)
Ecuación en la que N0 es el número total de individuos o esporas viables al inicio del tratamiento térmico, N sería el número total de individuos o esporas viables al final del mismo y K es la constante de la velocidad de reacción que varía con la temperatura en una forma semejante a la ecuación de Arrhenius.
( )K A e E R TA= − / (3)
En esta ecuación (3):
• K = Constante de velocidad de la reacción [=] min-1. • A = Constante de Arrhenius para la velocidad de muerte térmica [=] min-1. • EA = Energía de activación [=] cal/mol. • R = Constante universal de los gases = 1.9872 cal/(Mol K) • T = Temperatura absoluta [=]K.
Los valores de A y EA de los distintos microorganismos, varían de acuerdo a la especie y al estado fisiológico en el que se encuentren (vegetativos o en forma de esporas). Normalmente las esporas resisten mucho más el tratamiento térmico, por lo tanto, deberá elegirse un microorganismo de referencia que sea aquél que soporte más el tratamiento térmico. Se da por entendido que destruyendo a este, se destruirán todos los demás que son más sensibles a él. En varios trabajos relativos a esta área se toma como microorganismo de referencia a las esporas de Bacillus stearothermophilus. Los valores de Ea y A para este género microbiano se muestran a continuación:
Ea = 67480 cal/mol A = 4.93x1037 min-1

14
Si se define un “Criterio Total de Diseño (∇tot)” como el logaritmo natural de la relación N0/N o [lnN0/N = ∇tot], la ecuación 1 se transformaría en:
(4)
El problema con la integración de la parte derecha de las ecuaciones 2 o 4, es que “K” no es constante en 2 de las 3 etapas que componen al ciclo de esterilización (sólo es constante en la etapa de mantenimiento de la temperatura), por lo que se debe conocer la funcionalidad de “K” con la temperatura. En las etapas de calentamiento y enfriamiento la temperatura varía con el tiempo (como ya ha sido indicado) y en la integración se tendría que considerar la ecuación que define el perfil temperatura - tiempo. Una solución al problema es aplicar propiedades de logaritmos e integrar por partes la ecuación entre límites bien definidos. Así se obtiene:
(5)
(6)
(7)
(8)
(9)
Ecuaciones en las que (ver Figura 2):
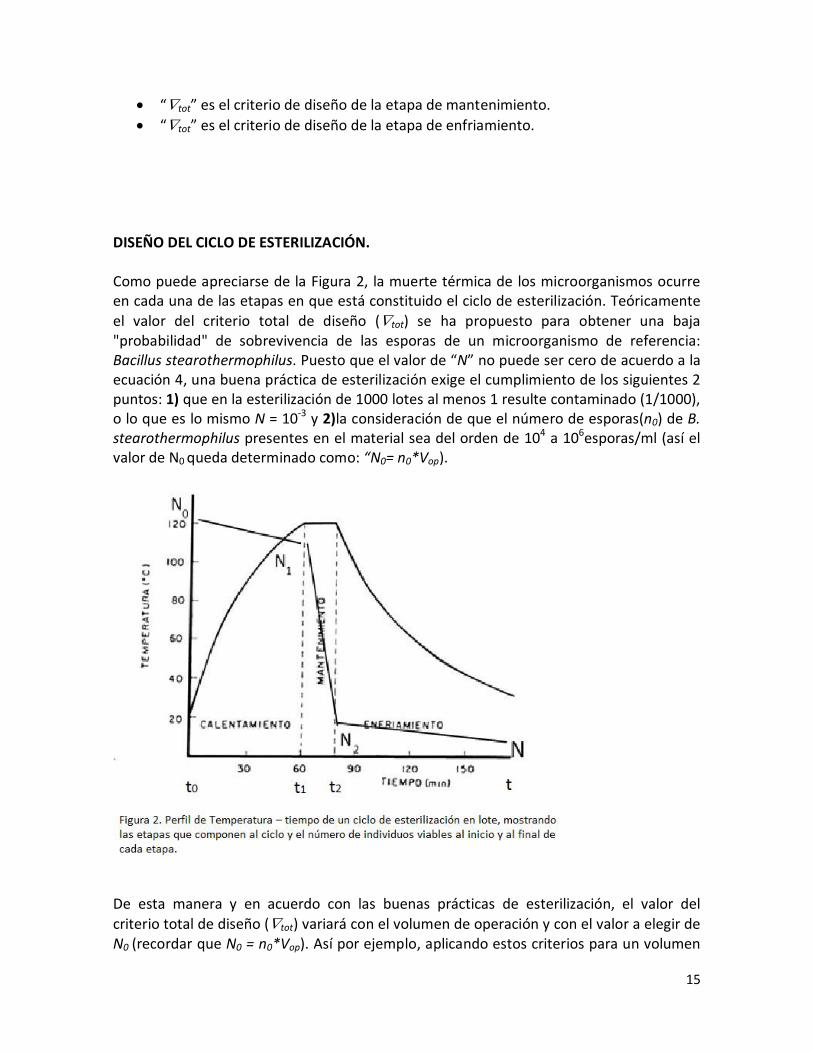
• “to” es el tiempo inicial del ciclo total o de la etapa de calentamiento. • “t1” es el tiempo final de la etapa de calentamiento e inicio de la etapa de
mantenimiento. • “t2” es el tiempo final de la etapa de mantenimiento e inicio de la de enfriamiento. • “t” es el tiempo final de la etapa de enfriamiento o del ciclo total. • “N0” es el número total de individuos viables al inicio del ciclo total o del inicio de
la etapa de calentamiento. • “N1” es el número total de individuos viables al final de la etapa de calentamiento
o inicio de la etapa de mantenimiento. • “N2” es el número total de individuos viables al final de la etapa de mantenimiento
e inicio de la de enfriamiento. • “N” es el número total de individuos al final de la etapa de enfriamiento o final del
ciclo. • “∇tot” es el criterio total de diseño. • “∇cal” es el criterio de diseño de la etapa de calentamiento.
15
• “∇tot” es el criterio de diseño de la etapa de mantenimiento. • “∇tot” es el criterio de diseño de la etapa de enfriamiento.
DISEÑO DEL CICLO DE ESTERILIZACIÓN. Como puede apreciarse de la Figura 2, la muerte térmica de los microorganismos ocurre en cada una de las etapas en que está constituido el ciclo de esterilización. Teóricamente el valor del criterio total de diseño (∇tot) se ha propuesto para obtener una baja "probabilidad" de sobrevivencia de las esporas de un microorganismo de referencia: Bacillus stearothermophilus. Puesto que el valor de “N” no puede ser cero de acuerdo a la ecuación 4, una buena práctica de esterilización exige el cumplimiento de los siguientes 2 puntos: 1) que en la esterilización de 1000 lotes al menos 1 resulte contaminado (1/1000), o lo que es lo mismo N = 10-3 y 2)la consideración de que el número de esporas(n0) de B. stearothermophilus presentes en el material sea del orden de 104 a 106esporas/ml (así el valor de N0 queda determinado como: “N0= n0*Vop).
De esta manera y en acuerdo con las buenas prácticas de esterilización, el valor del criterio total de diseño (∇tot) variará con el volumen de operación y con el valor a elegir de N0 (recordar que N0 = n0*Vop). Así por ejemplo, aplicando estos criterios para un volumen
16
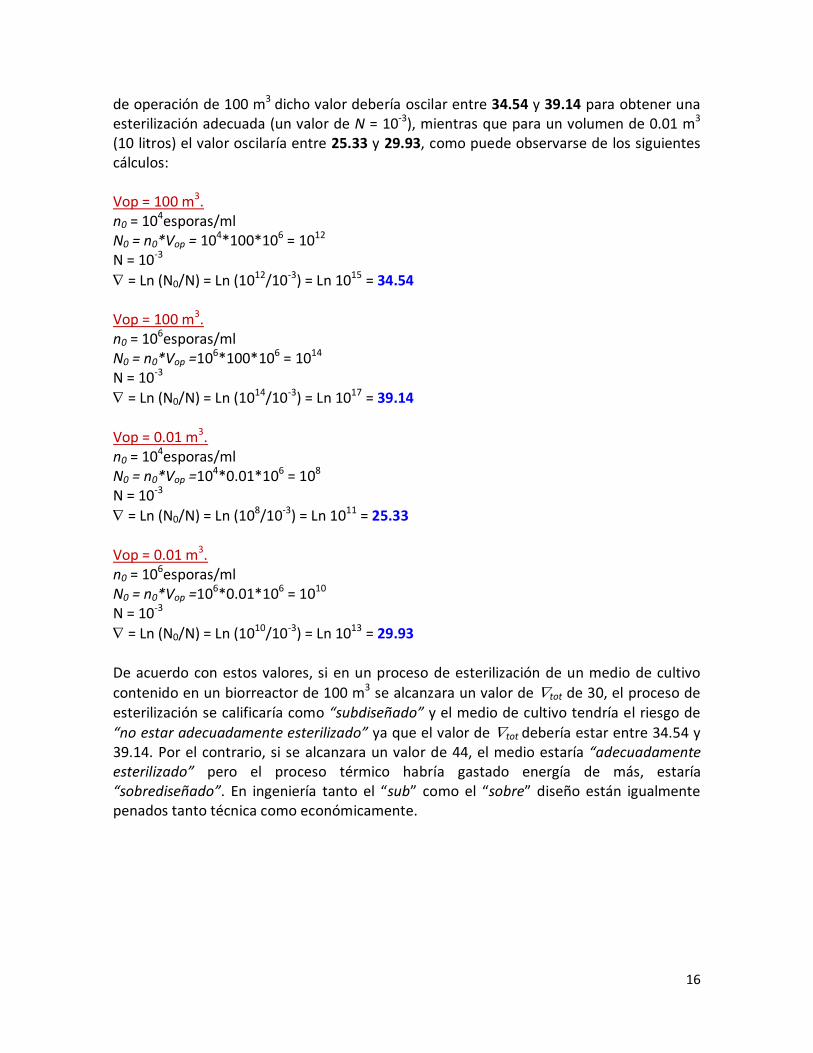
de operación de 100 m3 dicho valor debería oscilar entre 34.54 y 39.14 para obtener una esterilización adecuada (un valor de N = 10-3), mientras que para un volumen de 0.01 m3 (10 litros) el valor oscilaría entre 25.33 y 29.93, como puede observarse de los siguientes cálculos: Vop = 100 m3. n0 = 104esporas/ml N0 = n0*Vop = 104*100*106 = 1012
N = 10-3 ∇ = Ln (N0/N) = Ln (1012/10-3) = Ln 1015 = 34.54 Vop = 100 m3. n0 = 106esporas/ml N0 = n0*Vop =106*100*106 = 1014
N = 10-3 ∇ = Ln (N0/N) = Ln (1014/10-3) = Ln 1017 = 39.14 Vop = 0.01 m3. n0 = 104esporas/ml N0 = n0*Vop =104*0.01*106 = 108
N = 10-3 ∇ = Ln (N0/N) = Ln (108/10-3) = Ln 1011 = 25.33 Vop = 0.01 m3. n0 = 106esporas/ml N0 = n0*Vop =106*0.01*106 = 1010
N = 10-3 ∇ = Ln (N0/N) = Ln (1010/10-3) = Ln 1013 = 29.93 De acuerdo con estos valores, si en un proceso de esterilización de un medio de cultivo contenido en un biorreactor de 100 m3 se alcanzara un valor de ∇tot de 30, el proceso de esterilización se calificaría como “subdiseñado” y el medio de cultivo tendría el riesgo de “no estar adecuadamente esterilizado” ya que el valor de ∇tot debería estar entre 34.54 y 39.14. Por el contrario, si se alcanzara un valor de 44, el medio estaría “adecuadamente esterilizado” pero el proceso térmico habría gastado energía de más, estaría “sobrediseñado”. En ingeniería tanto el “sub” como el “sobre” diseño están igualmente penados tanto técnica como económicamente.

17
CÁLCULO DE LA EFECTIVIDAD DE UN PROCESO DE ESTERILIZACIÓN EN LOTE CON CALOR HÚMEDO. Como ya se mencionó anteriormente, lo importante del caso en un proceso de esterilización en lote y con calor húmedo de un medio de cultivo en un biorreactor, es saber “cuantitativamente” que tan efectivo fue dicho proceso (conocer el valor obtenido de ∇tot). Existen 4 formas de conocer dicha efectividad. Cada una de ellas tiene sus ventajas y desventajas. Estas 4 formas son:
1) Método experimental. 2) Método analítico. 3) Método gráfico. 4) Método de Richards.
El método experimental consiste básicamente en lo siguiente: se inocula un determinado volumen de medio de cultivo contenido en un biorreactor con una cierta cantidad de esporas de B. stearothermophilus, se procede a realizar el proceso térmico de esterilización y se toman muestras al inicio y al final de cada una de las etapas que componen al ciclo, para conocer el número total de esporas sobrevivientes (N0, N1, N2 y N respectivamente) y así obtener el criterio total de diseño (∇tot) de acuerdo con la ecuación 4. Industrial y prácticamente este método no es aplicable. Entre las múltiples desventajas de este método se encuentran las siguientes:
1. Consumidor de tiempo, de reactivos y de materiales. 2. Costoso. 3. Sujeto a la probabilidad de que en la muestra tomada se encuentren los
microorganismos sobrevivientes. 4. El mínimo valor de “N” que se puede obtener está comprendido entre 1 y 0 (no
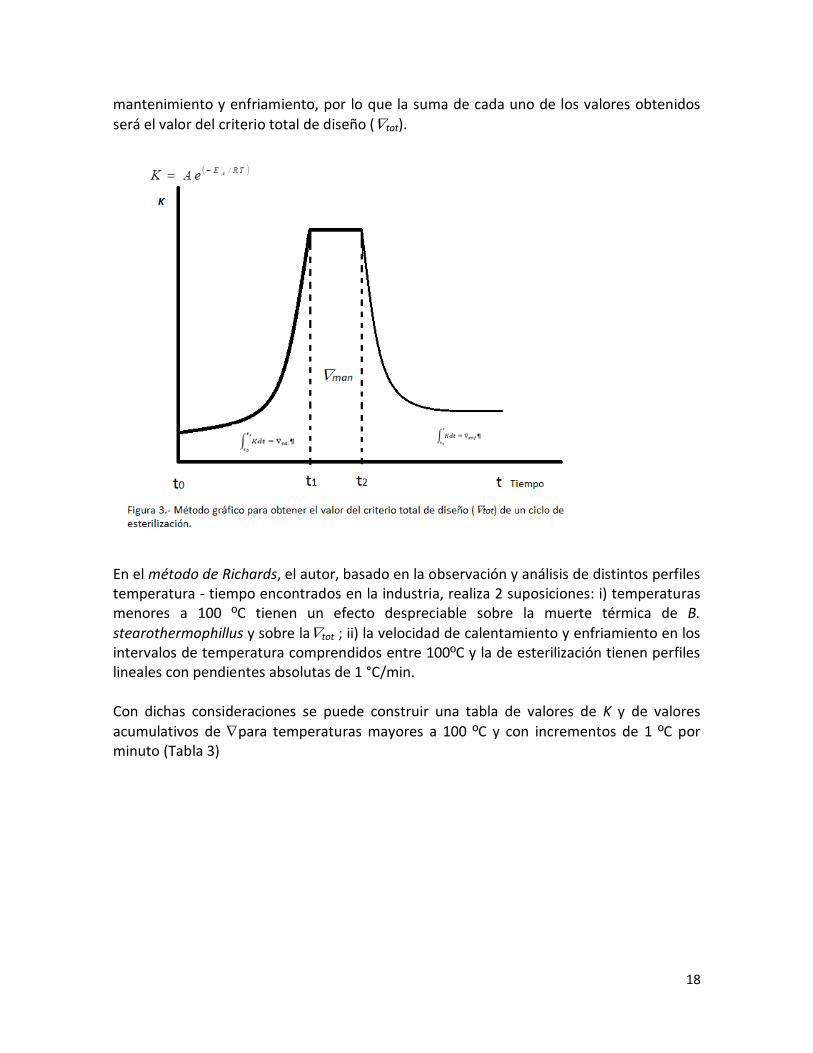
cabe la posibilidad de obtener un valor de N = 0.001). El método analítico consiste en resolver analíticamente las ecuaciones 5 y 7 al considerar las formas en las que se transfirió el calor durante las etapas de calentamiento y enfriamiento (Tabla 2) para así obtener el criterio de diseño de cada una de estas etapas (∇cal y ∇enf). La solución de la ecuación 6 es directa y da el valor de ∇man. Una vez obtenido los valores de los criterios de diseño de cada una de las etapas, la suma de las mismas es el criterio total de diseño (∇tot) del ciclo de esterilización (ecuación 9). El método gráfico consiste en graficar los valores de “k” en función del tiempo durante todo el ciclo de esterilización (Figura 3). Las áreas bajo las curvas de cada una de las etapas son las soluciones de las integrales de las ecuaciones 5, 6 y 7 respectivamente. Así se obtienen los valores de los criterios de diseño de las etapas de calentamiento,
18
mantenimiento y enfriamiento, por lo que la suma de cada uno de los valores obtenidos será el valor del criterio total de diseño (∇tot).
En el método de Richards, el autor, basado en la observación y análisis de distintos perfiles temperatura - tiempo encontrados en la industria, realiza 2 suposiciones: i) temperaturas menores a 100 ºC tienen un efecto despreciable sobre la muerte térmica de B. stearothermophillus y sobre la∇tot ; ii) la velocidad de calentamiento y enfriamiento en los intervalos de temperatura comprendidos entre 100ºC y la de esterilización tienen perfiles lineales con pendientes absolutas de 1 °C/min. Con dichas consideraciones se puede construir una tabla de valores de K y de valores acumulativos de ∇para temperaturas mayores a 100 ºC y con incrementos de 1 ºC por minuto (Tabla 3)

19
Tabla 3. Valores acumulativos de ∇ para B. stearothermophilus con EA = 67480 cal/mol y A = 4.93x1037 min-1.
T ºC K(min-1) ∇ T ºC K(min-1) ∇ T ºC K(min-1) ∇
100 0.0143 0.0000 112 0.244 1.12 124 3.51 17.7
101 0.0182 0.0325 113 0.307 1.43 125 4.35 22.05
102 0.0232 0.0558 114 0.385 1.81 126 5.39 27.45
103 0.0296 0.0854 115 0.483 2.29 127 6.67 34.11
104 0.0376 0.1229 116 0.605 2.90 128 8.24 42.36
105 0.0477 0.171 117 0.757 3.66 129 10.18 52.54
106 0.0604 0.231 118 0.945 4.60 130 12.55 65.08
107 0.0765 0.308 119 1.18 5.78 131 15.46 80.54
108 0.0967 0.404 120 1.47 7.25 132 19.02 99.56
109 0.122 0.526 121 1.83 9.08 133 23.38 122.95
110 0.154 0.681 122 2.28 11.36 134 28.71 151.66
111 0.194 0.875 123 2.83 14.19 135 35.23 186.89
Los valores acumulativos de ∇ mostrados en la tabla, se obtienen considerando que el valor de este parámetro a 100 ºC es cero, así, al realizar una integración por "pasos" a intervalos de 1 minuto se van obteniendo dichos valores acumulativos. Lo anterior permite el cálculo de una forma rápida, simple, pero muy aproximada de un proceso de esterilización con sólo conocer los tiempos requeridos: i) para pasar de 100 °C a la temperatura de esterilización (calentamiento); ii) de mantenimiento de la temperatura de esterilización; iii) para pasar de la temperatura de esterilización hasta 100 °C durante el enfriamiento. El siguiente ejemplo dará una idea del procedimiento de cálculo. EJEMPLO 1. Los tiempos de calentamiento, mantenimiento y enfriamiento de un proceso de esterilización fueron los siguientes:
Calentamiento de 100 a 121°C = 35 minutos. Mantenimiento a 121 °C = 10 minutos. Enfriamiento de 121 a 100°C = 20 minutos.
Calcule el valor de ∇tot alcanzado en dicho proceso. SOLUCION.- La Tabla 3 indica que al pasar de 100 a 121 ºC el valor acumulativo de ∇ es de 9.08, y aunque no lo indique directamente, el tiempo tomado es de 21 minutos
20
(correspondiente a un incremento de temperatura de 1 ºC por minuto). Si el proceso hubiese requerido 21 minutos en pasar de 100 a 121°C el criterio de diseño de calentamiento (∇cal) sería 9.08 (indicado en la Tabla 3). Sin embargo, en este ejemplo se toman 35 minutos, por lo que el valor de ∇cal (para este caso) se puede calcular multiplicando el valor de 9.08 por un factor obtenido de la división del tiempo real del proceso entre 21 minutos que es el ideal. De la siguiente manera: ∇cal = 9.08*35/21 = 15.13 De forma análoga se puede calcular el valor del criterio de diseño de la etapa de enfriamiento (∇enf): ∇enf = 9.08*20/21 = 8.65 El valor del criterio de diseño para la etapa de mantenimiento se puede calcular de la siguiente manera:
( ) 31.18101093.4* )3949872.1/(6748037/ =×××=
==∇ ×−− eteAtk RTE
mant A
Por tanto, el valor alcanzado del criterio total de diseño en este proceso sería: ∇tot = ∇cal + ∇man + ∇enf = 15.13 + 18.31 + 8.65 = 42.09 OBJETIVO El alumno aplicará los procedimientos para la esterilización en lote de un medio de cultivo en un biorreactor, con calor húmedo y conocerá la forma de calcular la efectividad del mismo. PROCEDIMIENTO EXPERIMENTAL
• Agregar 12 litros de agua al biorreactor e inocular con esporas de Bacillus stearothermophilus para tener un determinado valor de N0 (el profesor les indicará el valor apropiado de este valor).
• Cerrar todas las válvulas que conectan con el interior del biorreactor, excepto la de la purga de aire. Esta deberá permanecer abierta hasta alcanzar la temperatura de ebullición.
• Establecer la temperatura de esterilización (a elegir 115, 118 o 121 °C). • Inyectar vapor a la chaqueta del biorreactor para iniciar la etapa de calentamiento
(anotar la presión de vapor a la entrada de la chaqueta). Tomar una muestra del medio de cultivo contenido en el biorreactor y tomar lecturas de la temperatura
21
del medio de cultivo cada minuto durante todo el ciclo de esterilización. La muestra se denominará MN0.
• Aproximadamente 2 minutos después de alcanzada la temperatura de ebullición o cuando salga un rosario de vapor continuo a través de la válvula de purga, cierre esta válvula. No deje de tomar las lecturas de temperatura contra tiempo.
• Alcanzada la temperatura de esterilización, con sumo cuidado y siguiendo las instrucciones del profesor, tomar una muestra del medio de cultivo. Esta muestra se denominará MN1.
• Mantener la temperatura de esterilización durante un tiempo determinado (a elegir 8, 12 y 15 minutos).
• Al final de la etapa de mantenimiento de la temperatura, con sumo cuidado y siguiendo las instrucciones del profesor, tomar una muestra del medio de cultivo. Esta muestra se denominará MN2.
• Inmediatamente después de terminar el tiempo de mantenimiento, cerrar la válvula de entrada de vapor y empezar a introducir el agua de enfriamiento a través de la chaqueta para enfriar el medio (se debe conocer el flujo del agua de enfriamiento y su temperatura de entrada).
• Alcanzada la temperatura de fermentación (o si lo desea al alcanzar 45°C), se toma la última muestra con los mismos cuidados que las tomas anteriores. Esta muestra se denominará MN.
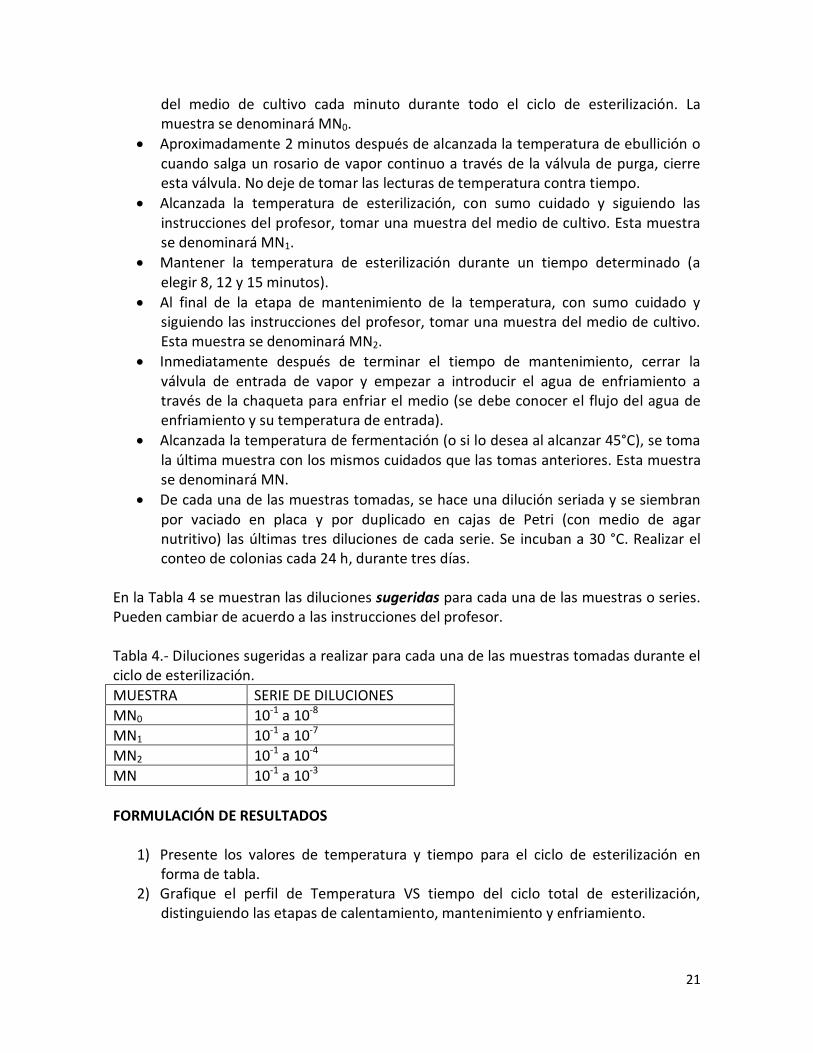
• De cada una de las muestras tomadas, se hace una dilución seriada y se siembran por vaciado en placa y por duplicado en cajas de Petri (con medio de agar nutritivo) las últimas tres diluciones de cada serie. Se incuban a 30 °C. Realizar el conteo de colonias cada 24 h, durante tres días.
En la Tabla 4 se muestran las diluciones sugeridas para cada una de las muestras o series. Pueden cambiar de acuerdo a las instrucciones del profesor. Tabla 4.- Diluciones sugeridas a realizar para cada una de las muestras tomadas durante el ciclo de esterilización. MUESTRA SERIE DE DILUCIONES MN0 10-1 a 10-8 MN1 10-1 a 10-7 MN2 10-1 a 10-4 MN 10-1 a 10-3 FORMULACIÓN DE RESULTADOS
1) Presente los valores de temperatura y tiempo para el ciclo de esterilización en forma de tabla.
2) Grafique el perfil de Temperatura VS tiempo del ciclo total de esterilización, distinguiendo las etapas de calentamiento, mantenimiento y enfriamiento.
22
3) Obtenga los valores experimentales de N0, N1, N2 y N y con ellos calcule los criterios de diseño para cada una de las etapas del ciclo de esterilización, así como el valor del criterio total de diseño (∇tot) alcanzado en el proceso térmico.
4) Apoyándose en el método de Richards, calcule los valores de los criterios de diseño para cada una de las etapas del ciclo de esterilización,así como el valor del criterio total de diseño alcanzado en el proceso térmico.
5) Compare los valores obtenidos de los criterios de diseño con el método experimental (punto 3) y con el método de Richards (punto 4) y obtenga sus conclusiones.
6) En caso de que la esterilización haya sido sub o sobrediseñada (de acuerdo a las buenas prácticas de esterilización), proponga sus alternativas para que en el proceso se alcance una población final de microorganismos viables de 10-3 (probabilidad de que en mil lotes a esterilizar, uno resulte contaminado).
BIBLIOGRAFÍA
1. Abbot, F. J., Clamen, A. (1973). Biotechnol. Bioeng., 15:117-127. 2. Bailey, J. E., Ollis, D. F. (1977). Biochemical engineering fundamentals. McGraw-Hill,
Inc. 3. Deindoerfer, F. H. y Humphrey, A. E. (1959), Appl. Microbiol. 7: 256-264. 4. Doran, Pauline M. (1998). Academic Press L. 5. Lee, James M. (1992). Prentice Hall, Inc. EnglewoodCliffs, New Jersey 07632. 6. Richards, J. W. (1961). Progress in Ind. Microbiol. 5: 143-173. 7. Wang, I. C. D., y col. (1979), Fermentation and Enzyme Technology, John Wiley, N.
Y.