Embed Size (px)
Citation preview

www.techmec.it Febbraio 2015 115
Equator nel suo ambiente
naturale: la produzione
Quando i pezzi prodotti si misurano in milioni e gli scarti massimi accettabili si avvicinano a zero, è indispensabile potere fare affidamento su un sistema di misura e controllo in process affidabile. silca, tra i principali produttori mondiali di chiavi, ha trovato in eQuator di renishaw la soluzione al problema.

116 Febbraio 2015 www.techmec.it
O
tecnica
[ metrologia ] di Andrea Martinello
la chiave del successo
gnuno, frugando nelle proprie tasche,
troverà quasi sicuramente una chiave
Silca. Sono infatti oltre 230 milioni le
chiavi che ogni anno escono dallo stabilimento
Silca di Vittorio Veneto (TV). L’azienda fa parte
dal 2001 della Key System Division di Kaba,
multinazionale svizzera che impiega 7.000 di-
pendenti e con un fatturato che ha raggiunto
il miliardo di franchi svizzeri, suddivisa nelle
divisione Key System e Controllo Accessi. Ogni
anno l’intera divisione Key System - che oltre
a quello di Vittorio Veneto ha stabilimenti pro-
duttivi anche in USA, Cina, India e Colombia -
produce 600 milioni di chiavi. Lo stabilimento
di Vittorio Veneto rappresenta la punta di dia-
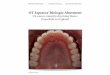
Le 4 fasi della lavorazione: da
sinistra tranciatura da nastro,
fresatura, nichelatura, cifratura
mante del Gruppo in termini di innovazione,
tecnologia produttiva e controllo qualità.
Il core business è rappresentato dalla pro-
duzione di chiavi grezze, a cui si affianca la
progettazione e produzione di macchine du-
plicatrici, sistemi integrati per la duplicazione,
macchinari industriali e semindustriali dedicati
alla lavorazione delle chiavi. La gamma di chia-
vi comprende oltre 60.000 codici dedicati a
qualsiasi tipo di utilizzo, e ogni giorno vengono
aggiunte due nuove chiavi.
Sempre più rilevante per il business di Silca è la
produzione di chiavi per l’automotive, settore
notoriamente molto esigente e con regole fer-
ree da rispettare. Ed è proprio questo l’ambito
dove le sfide da affrontare sono sempre più
complesse. Oltre a rispondere alle esigenze
delle Case automobilistiche in termini di tolle-
ranze, tempi di consegna, materiali e finiture
superficiali, Silca deve infatti assicurare l’as-
senza pressoché totale di scarti/difettosità,
il che significa performance di processo ipe-
refficienti. Per ottenere questo, tutte le fasi
del ciclo produttivo sono interne all’azienda:
controllo materia prima, tranciatura, fresatu-
ra, finitura superficiale, cifratura della chiave.
In tal modo Silca riesce ad avere il controllo
totale del processo. Ma per garantire le mas-
sime prestazioni di processo è fondamentale
essere in grado di misurare accuratamente tali
performance. Ed è per questo che nella fase
più delicata della realizzazione di una chiave
automotive, la cifratura, Silca ha optato per un
controllo di processo tramite il sistema di veri-
fica Equator di Renishaw, introdotto recente-
mente in azienda.
Obiettivo 0 ppm
Ogni chiave auto di nuova generazione pre-
senta sulla parte metallica una traccia ondu-
lata che, in combinazione con l’elettronica, la
rende di fatto unica: questa è la cosiddetta ci-
fratura, effettuata da una macchina dedicata
in base ai codici criptati rilasciati dai fornitori
di primo impianto delle Case auto. Le tolleran-
ze sono particolarmente strette: 4 centesimi,
su una lega silver-nichel di spessore 3 mm.
Ma ancora più complesso è il CP (capacità di
processo) richiesto dalle Case automobilisti-
che, che negli ultimi tempi è stato portato a
2. Tradotto in termini pratici, significa che su
un milione di chiavi prodotte quelle difformi
non possono superare le 3 unità, altrimenti il
committente può reclamare l’intero lotto. Di
fatto occorre dunque avere la sicurezza che
ogni chiave sia immune da difetti (0 ppm). Per
ottenere tali performance di processo Silca ha
scelto di adottare un nuovo approccio, intro-
ducendo un controllo di processo nella fase
di cifratura e individuando una soluzione più

www.techmec.it Febbraio 2015 117
La chiave deL successo
avanzata rispetto ai controlli con visore ottico
fino ad allora utilizzati.
«La cifratura è una lavorazione “cieca”, non a
luce passante, e questo genera una serie di
ombre, in particolare su materiali riflettenti
come i nichelati delle chiavi auto, che possono
in certi casi alterare la misurazione - spiega
l’Ing. Giulio Zane, Industrial Technologies &
Processes Engineer presso Silca - Dopo avere
attentamente scandagliato tutte le soluzioni
disponibili la scelta è ricaduta sul sistema di
calibrazione flessibile Equator che, grazie all’i-
spezione a contatto in modalità punto-punto,
consente di eliminare l’effetto ombra e assi-
curare una misura affidabile».
Ma ancora più importante per Silca era intro-
durre un controllo di processo che, in piena
ottica Lean, potesse essere fatto diretta-
mente in officina dall’operatore, in modo da
avere un feedback immediato delle perfor-
mance di processo e, nel caso di risultati al
Equator al lavoro con stili 0,3 mm.
Il fissaggio al supporto di misura è
estremamente semplice e rapido e
permette anche errori di posizione
di ±1 mm senza compromettere la
ripetibilità della verifica
di fuori dei parametri stabiliti, potere inter-
venire subito senza dover controllare “re-
troattivamente” i pezzi prodotti.
«Al nostro interno siamo organizzati con ope-
ratori multipurpose, responsabili dall’inizio alla
fine del processo a loro assegnato: lo stesso
operatore si occupa quindi di attrezzare la
macchina, caricarla, manutenerla, controllare
il processo e assicurarsi che l’operatore del
turno successivo possa lavorare nelle mede-
sime condizioni - spiega l’Ing. Zane - La nostra
esigenza era quindi trovare un sistema di mi-
sura che potesse operare all’interno dell’am-
biente produttivo e che potesse essere ese-
guito direttamente dall’operatore, eliminando
al contempo l’errore soggettivo che può inne-
scarsi quando, al cambio turno, si passa da un
operatore all’altro. Con Equator riusciamo a
misurare direttamente in officina il pezzo pro-
dotto e a compararlo con il master, tenendo
quindi costantemente sotto controllo il pro-
Tra le virtù di Equator si rileva anche
la facilità d’uso e la semplicità con
cui si identificano i diversi codici da
verificare
Il sistema Equator completo
cesso senza ricorrere alla sala metrologica».
Grazie a Equator, infatti, l’accuratezza assolu-
ta della macchina di misura (CMM) - collocata
in un luogo separato, a temperatura controlla-
ta e gestita da operatori specializzati - può es-
sere estesa all’officina. Una volta che i dati di
calibrazione sono stati importati nel softwa-
re, le misure eseguite con Equator diventano
infatti tracciabili rispetto ai valori nominali
del CAD. La misura in sala metrologica viene
dunque limitata ai pezzi master (per la valida-
zione), mentre per il controllo di processo che
prevede il confronto fra i pezzi di produzione
e il campione di riferimento viene utilizzato
esclusivamente Equator. Si elimina così il “collo
di bottiglia” del passaggio in sala metrologica
che, nell’attesa dei risultati, può di fatto bloc-
care la produzione.
Comparazione in officina
Grazie alla sua compattezza, trasportabilità
e facilità di installazione (non occorrono basi,
supporti e impianti per l’aria compressa),
Equator è stato collocato al centro del repar-
to, in prossimità della macchina che effettua
la cifratura, ed è entrato subito in azione.
«Produciamo pezzi di piccole dimensioni, per
cui ci siamo orientati verso una soluzione che
fosse più compatta possibile e facilmente tra-
sportabile, visto che spesso variamo il nostro
layout - prosegue l’Ing. Zane - Non ci serviva
quindi un’altra macchina di misura, bensì un
comparatore che consentisse all’operatore di
effettuare con la facilità più assoluta un con-

118 Febbraio 2015 www.techmec.it
tecnica
trollo di processo rapido e immediato. Equator
va a misurare i punti salienti del pezzo ispezio-
nato evidenziando subito le misure fuori della
tolleranza impostata e dando quindi all’opera-
tore un feedback immediato».
Oltre all’ispezione in modalità punto-punto, la
sonda SP25 di cui è dotato il calibro flessibi-
le consente la scansione 3D in continuo della
forma dell’oggetto: all’interno del reparto si
ha dunque uno strumento che permette di ef-
fettuare sia il controllo di processo sul pezzo
prodotto che il controllo della campionatura.
Punto di forza di Equator è inoltre la capacità
di compensare le escursioni termiche dell’of-
ficina confrontando i pezzi di produzione con
il campione di riferimento. La rimasterizzazio-
ne viene effettuata azzerando il sistema con
una routine di ispezione sul pezzo campione.
Questo garantisce una precisione assoluta,
visto che Equator riazzera a ogni rimasteriz-
zazione anche le proprie derive termiche, ri-
A sinistra: cifratrici Silca per chiavi
automotive
A destra: l’ambiente produttivo dopo
la riorganizzazione in ottica Lean
sultando dunque potenzialmente più preciso
di una macchina di misura che effettua la ca-
librazione con intervalli più lunghi e che quin-
di potrebbe avere degli errori introdotti dalla
variazione di temperatura. L’aggiornamento
del campione è rapido e consente di compen-
sare immediatamente le variazioni termiche
all’interno dell’officina. È un sensore integrato
a rilevare le variazioni della temperatura am-
bientale, segnalando all’operatore quando è
necessario eseguire una rimasterizzazione in
base al limite inferiore e superiore di deriva
definito dai tecnici di processo. Oltre che sulla
base della deriva termica, il criterio per la rima-
sterizzazione può essere impostato anche in
funzione del tempo trascorso dall’ultima ma-
sterizzazione o del numero di pezzi prodotti o
misurati. Il monitor avvisa l’operatore quando
deve procedere alla rimasterizzazione, elimi-
nando quindi tutti i possibili errori.
Interfaccia a prova di errore
Una delle qualità più apprezzate del sistema
Equator è la facilità d’uso dell’interfaccia ope-
ratore, estremamente semplice e intuitiva, in
modo da annullare ogni possibile errore.
Una volta generati i programmi, anche un
operatore non specializzato può infatti sele-
zionarli ed eseguirli. Sul video compare l’im-
magine in formato ben visibile del pezzo che
si sta per controllare, del relativo codice e della
macchina associata al pezzo: il tutto allo sco-
po di azzerare l’errore umano. Basterà dunque
dare il via all’ispezione e i risultati verranno co-
Semplicità d’uso: il semaforo
verde/rosso evidenzia subito se il
pezzo verificato è negli standard
municati con un semplice messaggio “passa/
non passa” (colore verde o rosso), rilasciando
contemporaneamente un rapporto detta-
gliato dell’ispezione. L’interfaccia Modus
Organiser non richiede dunque particolare
esperienza o formazione e può essere uti-
lizzata correttamente da qualsiasi opera-
tore. Anche lo staffaggio del pezzo risulta
particolarmente semplice. Non occorrono
infatti costose attrezzature di precisione,
sono sufficienti attrezzature in grado di po-
sizionare i pezzi entro 1 mm dal punto in cui
è stato misurato il campione.
Altro vantaggio di Equator è quello di potere
passare in pochi secondi da un pezzo a un
altro, con possibilità dunque di ispezionare
anche pezzi provenienti da macchine diver-
se. Ciò si rivela particolarmente utile per
Silca, visto che solo per il settore auto i codici
sono più di 300.
«Grazie a questo sistema abbiamo azzerato
l’errore operatore, che in precedenza ave-
va comunque una certa incidenza - conclude
l’Ing. Zane - Quando deve avviare la misura-
zione, l’operatore vede in grande sul monitor
il pezzo, il codice e la macchina che lo produce;
abbiamo inoltre avuto un ritorno economico
dovuto principalmente al fatto di potere tene-
re costantemente sotto controllo il processo
ed eliminare gli sprechi: prima, infatti, se si ri-
scontrava un errore di misura era necessario
fermarsi e ricontrollare tutto». ■