Embed Size (px)
DESCRIPTION
ПОВЫШЕНИЕ РАБОТОСПОСОБНОСТИ ШАРНИРНЫХ СОПРЯЖЕНИЙ ЖАТКИ ТРИБОМЕХАНИЧЕСКИМ МОДИФИЦИРОВАНИЕМ ПОВЕРХНОСТЕЙ ТРЕНИЯ Витязь П.А., Жорник В.И., Леванцевич М.А., Камко А.И. VII- я Международная научно-техническая конференция институтов сельскохозяйственной инженерии - PowerPoint PPT Presentation
Citation preview

ПОВЫШЕНИЕ РАБОТОСПОСОБНОСТИ ШАРНИРНЫХ СОПРЯЖЕНИЙ ЖАТКИ ТРИБОМЕХАНИЧЕСКИМ
МОДИФИЦИРОВАНИЕМ ПОВЕРХНОСТЕЙ ТРЕНИЯ
Витязь П.А., Жорник В.И., Леванцевич М.А., Камко А.И.
8-10 июня 2011г.
VII-я Международная научно-техническая конференция институтов сельскохозяйственной инженерии
стран Восточной и Центральной Европы
Республика Беларусь, г.Минск
1

ХАРАКТЕРИСТИКА УСЛОВИЙ РАБОТЫ И ОСНОВНЫЕ ТРЕБОВАНИЯ К МЕХАНИЗМАМ КОПИРОВАНИЯ ЖАТОК ЗЕРНОУБОРОЧНЫХ
КОМБАЙНОВ
Захват почвы режущим аппаратом жатки вследствие нарушения работоспособности механизмов копирования
Элементы шарнирных сопряжений, лимитирующие работоспособность механизмов копирования жаток
- Убираемые культуры – зерновые, колосовые, зернобобовые, крупяные, масляничные - Урожайность, т/га – до 10 - Засоренность, % – до 30- Полеглость, % – до 50- Рельеф поля – ГОСТ 12.2002-91- Уклон, % – до 10- Влажность почвы, % – до 60- Твердость почвы, Н/см2 – не менее 50- Масса жатки, т – 1,7-2,0- Рабочая скорость с копированием рельефа поля, м/с – до 2,0 - Допустимая нагрузка на опорные башмаки жатки, кН – не более 0,80 - Реакция в шарнирах механизмов копирования, кН – 7,8-31,9- Относительные перемещения элементов шарниров, % ± 15- Отклонения от установленной высоты срезы стебля, % – не более 25- Регламентируемые потери зерна за жаткой, % на стандартном агрофоне – 0,5 на полеглом и засоренном хлебостое – 1,0
22

продольное копирование поперечное копирование
продольное копирование
продольное копирование поперечное копирование
1 – корпус жатки2 – корпус наклонной камеры3 – режущий аппарат4 – опорный башмак5 – гидроцилиндр подъема жатки6 – пружина механизма продольного копирования7 – пружина механизма поперечного копирования8 – гидропневмоаккумкулятор9 – гидронансос с системой управления10 – датчик поперечного копирования11– электрогидравлический блок управления12 – гидроцилиндр механизма поперечного копирования
для комбайнов СК-3, СК-4, СК-5 «Нива»,Дон-1500, Е-516, Е-527, Кейс-525
для комбайнов Bizon BSZ-110, Mega-202, Mega-204, Mega-208
Гидромеханическая система уравновешивания
Электро-гидромеханическая система уравновешивания
ПРИНЦИПИАЛЬНЫЕ СХЕМЫ МЕХАНИЗМОВ КОПИРОВАНИЯ РЕЛЬЕФА ПОЛЯ ЖАТКАМИ ЗЕРНОУБОРОЧНЫХ КОМБАЙНОВ
Механическая система уравновешивания
для комбайнов Lexion-540, Lexion-560, John Deer-9880
3

МЕТОДЫ ПОВЫШЕНИЯ РЕСУРСА УЗЛОВ ТРЕНИЯ ФОРМИРОВАНИЕМ ЗАЩИТНЫХ ПОВЕРХНОСТНЫХ СЛОЕВ
Формирование износо-стойких покрытий- электродуговая наплавка;- индукционная наплавка;- электроконтактная наплавка;- газотермическое напыление;- электрохимическое осаждение
Триботехнологии- наплавка покрытий трением;- финишная антифрик- ционная безабразивная обработка (ФАБО);- трибополимеризация;- РВС-технологии;- трибомеханическое моди- фицирование поверхности в среде смазки с наноразмер- ными твердыми добавками;
Формирование антифрикционных покрытий- индукционная наплавка;- газотермическое напыление;- электрохимическое осаждение;- деформационное плакирование;- нанесение полимерных покрытий
4

СТРУКТУРА ДИСПЕРСНОЙ ФАЗЫ ПЛАСТИЧНЫХ СМАЗОЧНЫХ МАТЕРИАЛОВ
Комплексная литиевая смазка ИТМОЛ-150
Литиевая смазка Литол-24
Комплексная сульфонат-кальциевая смазка ИТМОЛ-Su200
Металлоплакирующая смазка МС-1400
5

1 – адсорбированные газы и радикалы; 2 – графит; 3 – луковицеподобный графит; 4 – алмазное ядро
Структура частицы УДА до (а) и после (б) очистки
Схематическое изображение поверхности наноалмаза с различными функциональными
группами на поверхности
ХАРАКТЕРИСТИКА УЛЬТРАДИСПЕРСНОГО АЛМАЗА ДЕТОНАЦИОННОГО СИНТЕЗА
- удельная поверхность S = 350-450 м2 /г; - размер частиц 8-10 нм;. - плотность частиц УДА –3,1-3,4 г/см3;. - насыпная плотность – 0,4 г/см3,
Химическая очистка продуктов детонационного синтеза растворами азотной кислоты позволяет повысить объемную долю алмазов с 40-50% до 92-96%.
На поверхности частиц присутствуют карбоксильные, гидроксильные, метильные и нитрильные группы
Внешний вид конгломератов частиц алмазно-графитовой шихты УДАГ (ША-А)
Фрагмент рентгеновской дифрактограммы (СоКα) алмазно-графитовой шихты УДАГ (ША-А)
а б
6

Нагрев масла
Введение загусти-теля (12-гидро-ксистеарин. к-та)
Расплавле-ние кислоты
Введение гидро-окиси лития
Нейтрализация кислоты
Нагрев и гомогениза-ция расплава
Охлаждение расплава введением масла
Фильтрация смазки
Деаэрация смазки
Гомогениза-ция смазки
ФОРМИРОВАНИЕ СТРУКТУРЫ ДИСПЕРСНОЙ ФАЗЫ ПЛАСТИЧНОЙ СМАЗКИ, МОДИФИЦИРОВАННОЙ НАНОРАЗМЕРНЫМИ ДОБАВКАМИ
Стадии получения литиевой смазки, модифицированной наноразмерными алмазосодержащими добавками
Схема взаимодействия наночастиц с волокном дисперсной фазы и микроструктура дисперсной фазы литиевой смазки с добавками наноалмазов
Патент РБ №10897
введение после кристаллизации дисперсной фазы
введение до кристаллизации дисперсной фазы
Схема процесса структурообразования дисперсной фазы пластичной смазки
в присутствии наноалмазов
а – наноразмерная добавка; б – добавка с адсорбированными молекулами кислоты; в – добавка после нейтрализации кислоты; г – структурированные молеку-лы солей с имплантированными наночастицами
а б в
г
Схема реакции нейтрализации 12-St кислоты
Механизм поликонденсации молекул мыла
Введение нано-размерных добавок
Патент РБ №59067

РАЗРАБОТКА КОМПЛЕКСНОЙ ЛИТИЕВОЙ СМАЗКИ С ПАКЕТОМ НАНОРАЗМЕРНЫХ АЛМАЗОСОДЕРЖАЩИХ ДОБАВОК
70
40
60
8
3
2
20
18 18
2
1,8 1,8
механическаястабильностьГОСТ 19295, %
коллоидная стабильностьГОСТ 7142, %
термоупрочнение при120?C ГОСТ 7143, %
испаряемость при 100?C ГОСТ 9566, %,
Ëèòî ë-24 Shell Retinax EP2 êLi ñì àçêà ñ ï àêåòî ì äî áàâî ê
Сопоставление физических характеристик
1480
4100
5000
780
2120 2050
380
690740
1200
32003000
120
160 160
нагрузкасваривания ГОСТ
9490, Н
критическаянагрузка ГОСТ
9490, Н
индекс задираГОСТ 9490, Н
4- шариковый тест,DIN 51350/4
максимальнаятемпература
эксплутации, ?С
Литолl-24 Shell Retinax EP 2 кLi смазка с пакетом добавок
Сопоставление триботехнических характеристик
Объемно-механические и триботехнические характеристики пластичных комплексных литиевых смазок, изготовленных по различным вариантам
Вариант исполнения
Объемно-механические Триботехнические Коллоидная стабиль-ность, %
Пенетра-ция, мм-1
Тем-ра каплепа-дения, ºС
Нагрузка заедания, Н
Нагрузка сваривания,
Н
Индекс задира, Н
Коэффици-ент трения
Интенсив-ность
изнашиванияПатент №10897 5,8 275 232 872 2450 359 0,.08-0,10 3,8 · 10-9
Патент № 13277 4,5 255 232 1345 3940 640 0,04-0,06 0,9·10-9
Состав комплексной пластичной смазки с пакетом наноразмерных алмазосодержащих добавок, мас.%
патент РБ №13277
– 12-гидрооксистеариновая кислота 4,7 – 5,4– ортоборная кислота 1,4 – 1,7– терефталевая кислота 0,9 – 1,2– гидроокись лития 0,8 – 1,2– УДА 0,8 – 2,8– дисульфид молибдена 1,2 – 2,3– геомодификатор (диатомит) 1,1 – 1,4– антиокислительная присадка 0,4 – 0,6– антикоррозионная присадка 0,4 – 0,6– масло остальное
8

ЭВОЛЮЦИЯ СТРУКТУРЫ ДИСПЕРСНОЙ ФАЗЫ ПЛАСТИЧНЫХ СМАЗОК В ПРОЦЕССЕ ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
Микроструктура дисперсной фазы смазки Литол-24
Микроструктура дисперсной фазы смазки ИТМОЛ-150Н, модифицированной наноразмерными алмазосодержащими
добавками
исходное состояние
исходное состояние
состояние после 10 км пути трения
состояние после 15 км пути трения
состояниепосле 25 км пути трения
состояние после 15 км пути трения
состояние после 10 км пути трения
9

ТРИБОМОДИФИЦИРОВАНИЕ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ В УСЛОВИЯХ ТРЕНИЯ СО СМАЗКОЙ, СОДЕРЖАЩЕЙ НАНОРАЗМЕРНЫЕ
АЛМАЗНО-ГРАФИТОВЫЕ ДОБАВКИ
контртело – сталь 60Г (закаленная)
0 500 1000 1500 2000 2500 3000 3500 4000 4500 50000
2
4
6
8
10
1
2
Ñòàëü 45 (î òæèã), äàâëåí èå 10 Ì Ï à,1 - Ëèòî ë-24;2 - Ëèòî ë-24+ÓÄÀÃ
Âåñîâîé è
çíîñ, ì
ã
Ï óòü òðåí èÿ, ì
0 500 1000 1500 2000 2500 3000 3500 4000 4500 50000
2
4
6
8
10
1
2
Ñòàëü 45 (î òæèã), äàâëåí èå 20 Ì Ï à,1 - Ëèòî ë-24;2 - Ëèòî ë-24+ÓÄÀÃ
Ï óòü òðåí èÿ, ì
Âåñîâîé è
çíîñ, ì
ã
0 500 1000 1500 2000 2500 30000,000
0,025
0,050
0,075
0,100
0,125
0,150
0,175
0,200
Ñòàëü 45 (î òæèã), äàâëåí èå 20 Ì Ï à,1 - Ëèòî ë-24;2 - Ëèòî ë-24+ÓÄÀÃ
2
1
Êîýô
ôèö
èåíò ò
ðåíèÿ f
Ï óòü òðåí èÿ, ì
0 500 1000 1500 2000 2500 3000 3500 4000 4500 50000
2
4
6
8
10
Ñòàëü 45 (î òæèã), äàâëåí èå 30 Ì Ï à,1 - Ëèòî ë-24;2 - Ëèòî ë-24+ÓÄÀÃ
2
1
Âå
ñî
âî
é è
çíî
ñ, ì
ã
Ï óòü òðåí èÿ, ì
0 500 1000 1500 2000 2500 30000,000
0,025
0,050
0,075
0,100
0,125
0,150
0,175
0,200
Ñòàëü 45 (î òæèã), äàâëåí èå 30 Ì Ï à,1 - Ëèòî ë-24;2 - Ëèòî ë-24+ÓÄÀÃ
2
1
Êî
ýô
ôè
öè
åíò ò
ðå
íè
ÿ f
Ï óòü òðåí èÿ, ì
0 500 1000 1500 2000 2500 30000,000
0,025
0,050
0,075
0,100
0,125
0,150
0,175
0,200
Ñòàëü 45 (î òæèã), äàâëåí èå 10 Ì Ï à,1 - Ëèòî ë-24;2 - Ëèòî ë-24+ÓÄÀÃ
2
1
Êî
ýô
ôè
öè
åíò ò
ðå
íè
ÿ f
Ï óòü òðåí èÿ, ì
0 2000 4000 6000 8000 10000 120000,00
0,05
0,10
0,15
0,20
0,25
0,30
3
2
1
1 - Ñòàëü 45 (HV = 6500 Ì Ï à)2 - Ñòàëü 45 (HV = 5400 Ì Ï à)3 - Ñòàëü 45 (HV = 5400 Ì Ï à)Äàâëåí èå 30 Ì Ï à;1, 2 - Ëèòî ë-24+ÓÄÀÃ3 - Ëèòî ë-24
Êî
ýô
ôè
öèå
íò ò
ðåíè
ÿ
Ï óòü òðåí èÿ, ì
0 2000 4000 6000 8000 10000 120000
2
4
6
8
101 - Ñòàëü 45 (HV = 6500 Ì Ï à)2 - Ñòàëü 45 (HV = 5400 Ì Ï à)3 - Ñòàëü 45 (HV = 5400 Ì Ï à)Äàâëåí èå 30 Ì Ï à;1, 2 - Ëèòî ë-24+ÓÄÀÃ3 - Ëèòî ë-24
3
21
Âåñîâîé è
çíîñ, ì
ã
Ï óòü òðåí èÿ, ì
0 500 1000 15000,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
0,20
Ñòàëü 45 î òæèã)1 - áåç ï ðèðàáî òêè; 2-4 ñ ï ðèðàáî òêî é1,4 - 30 Ì Ï à; 2 - 10 Ì Ï à; 3 - 20 Ì Ï à
1
4
32
Коэ
фф
иц
иен
т тр
ени
я f
Путь трения, м
1 - без приработки; 2-4 – с приработкой1, 4 - 30 МПа; 2- 10 МПа; 3 - 20 МПа
10

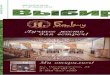
давление 20 МПа давление 30 МПа
H=2950 МПа
H=6800 МПа
H=2700 МПа H=6900 МПа
H=3300 МПа H=7000 МПа
50 мкм
Литол-24 +ША-А Литол-24Литол-24
закаленнаязакаленная
закаленная H=6500 МПа
отожженнаяH=1800 МПа
отожженная
отожженнаяH=1800 МПа
МИКРОСТРУКТУРА ПОВЕРХНОСТИ ТРЕНИЯ СТАЛИ 45 ПОСЛЕ ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ ПО СХЕМЕ ТРЕНИЯ
СКОЛЬЖЕНИЯ
Литол-24 +ША-АЛитол-24 +ША-А Литол-24 +ША-А
Контртело - сталь 60Г (закаленная)
11

МИКРОСТРУКТУРА ПОВЕРХНОСТИ ТРЕНИЯ СТАЛИ ШХ15 ПОСЛЕ ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ ПО СХЕМЕ ТРЕНИЯ
КАЧЕНИЯ
твердость 35-40 HRC
твердость 62-64 HRC
смазка Литол-24+ША-А смазка Литол-24
удельная нагрузка 200 Н/мм, скорость 1,0 м/с
смазка Литол-24+ША-А смазка Литол-24
12

МИКРОСТРУКТУРА ПОВЕРХНОСТИ ТРЕНИЯ ПЛАСТИЧНОГО МАТЕРИАЛА, ТРИБОМОДИФИЦИРОВАННОЙ В СРЕДЕ СМАЗКИ С НАНОРАЗМЕРНЫМИ АЛМАЗОСОДЕРЖАЩИМИ ДОБАВКАМИ
сталь 45
0,05 мкм
смазка Литол-24+ УДАГ, давление 20 МПа смазка Литол-24+ УДАГ,
давление 10 МПа
медь М1
Значения микротвердости и структурных параметров стали 45 после триботехнических испытаний
МатериалРежим испытаний H,
МПа110,
10–3 рад
220,
10–3 рад
220/110 D,мкм
Сталь45(отжиг)
10 МПаЛитол-24
2350 1,9 2,9 1,6 0,13
10 МПаЛитол-24+1%ША-А
2700 2,3 3,8 1,7 0,10
20МПаЛитол-24
2500 2,2 3,2 1,5 0,12
20 МПаЛитол-24+1%ША-А
2950 2,5 4,0 1,6 0,09
30МПаЛитол-24
2700 2,3 4,1 1,8 0,09
30 МПаЛитол-24+1%ША-А
3300 3,3 6,0 1,8 0,06
0,05 мкм
13

МОДЕЛЬ ФРИКЦИОННОГО РАЗРУШЕНИЯ ПОВЕРХНОСТИ ТРЕНИЯ В СРЕДЕ СМАЗКИ С НАНОРАЗМЕРНЫМИ АЛМАЗОСОДЕРЖАЩИМИ
ДОБАВКАМИ
Схема распределения напряжений вблизи внедренной в поверхность трения частицы
наноалмаза
с=KIC/(lс)1/2
112 )ln(1)E(1 sICKгде – характеристический параметр структуры, s – предел текучести при сдвиге; – коэффициент Пуассона; – относительное сужение при разрыве
lс=2efE/c2
Критический размер трещины lc в соответствиис модифицированной Орованом моделью Гриффитса
где Е – модуль упругости материала, c – критическое напряжение перемещения трещины; ef – эффективная поверхностная энергия
где KIС – критический коэффициент интенсивности напряжений
Кривые критического разрушения для стали 45,
повергнутой различной термической обработке
0,01 0,1 1 10 1000
500
1000
1500
2000
Сталь 45
Разрушение
Разрушение
Закалка
Отжиг
Нап
ряж
ение
, МП
а
Длина трещины l, мм
Схема фрикционного взаимодействия материалов в среде смазки, модифицированного добавками
частицы износа
смазка, модифицированная ША-А
ячеистая субструктура
трещины
высокопрочный материал
высокопрочный материал
пластичный материал
смазка, модифицированная ША-Авысокопрочный материал
14

ОТРАБОТКА РЕЖИМОВ ТРИБОМЕХАНИЧЕСКОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ В СРЕДЕ СМАЗКИ С
НАНОРАЗМЕРНЫМИ АЛМАЗОСОДЕРЖАЩИМИ ДОБАВКАМИ
Зависимость размера зерна в поверхностном слое от пути трения
0 100 200 300 400 500 600
0,06
0,08
0,10
0,12
0,14
0,16
321
Ðà
çì
åð
ñóá
çå
ðå
í, ì
êì
Ï óòü òðåí èÿ, ì
1 – 5 МПа; 2 – 10 МПа; 3 – 20 МПа
Зависимость пути трения до завершения приработки
от исходной шероховатости поверхности
медь М1медь М1
1 – 5 МПа; 2 – 10 МПа; 3 – 20 МПа
контртело – закаленная сталь 45, Ra =0,63 мкм)
Интенсивность изнашивания меди М1 в среде смазки Литол-24
Давле-ние, МПа
Интенсивность изнашивания, Ih ·10-9
Концентрация ША-А, мас,%
0,25 0,50 0,75 1,00 1,25 1,50
5 4,9 4,6 4,4 4,2 4,3 5,8
10 5,7 4,5 3,7 3,5 5,7 6,1
20 5,6 4,1 3,8 4,0 6,9 7,2
Са=1,0 мас.%Са=1,0 мас.%
Для пары трения «сталь 45 – медь М1» (Ra =0,32-0,63 мкм) в среде смазки Литол-24 с алмазно-графитовой добав-кой ША-А рекомендуется приработка с удельной нагрузкой в зоне трибокон-такта р=10-20 МПа при концентрации ША-А Са=0,75-1,0 мас.% на протяже-нии 240-270 м пути трения
13
2
Патент РБ № 11869
15

ЭКСПЛУАТАЦИОННЫЙ ЦИКЛ
Деформационное плакирование
Смазывание
Трибомеханическое модифицирование
ПРОИЗВОДСТВЕННЫЙ ЦИКЛ
Эксплуатация шарниров с модифицированным покрытием в смазке Литол-24
Нанесение слоя меди толщиной 5 мкм (стальная щетка; натяг ворса 1,0 мм; линейная скорость вращения щетки 25 м/с; соотношение линейных скоростей вращения детали и щетки 0,013; осевая подача 0,75 мм/об; количество проходов 5)
Нанесение слоя смазочного материала (2,5 см3 комплекс-ной литиевой смазки ИТМОЛ-15ОН с ША-А)
Приработка шарнирного сопряжения с медным покрытие и смазкой ИТМОЛ-15ОН с ША-А в течение 40-50 часов
СХЕМА РЕАЛИЗАЦИИ ПРОЦЕССА ТРИБОМЕХАНИЧЕСКОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ ТРЕНИЯ ШАРНИРОВ ЖАТКИ
Элементы шарнирных сопряжений жатки
Патент РБ № 11869
16

Наименование показателя
Значение (характеристика) показателя
регламенти-руемое
фактическое
серийноеисполнение
модифицирован-ное исполнение
Быстродействие (опускание с высоты 0,25 м), с 0,250 0,303 0,224
Периодичность ТО шарниров, часов работы 50 50 не менее 100
Отклонение от установленной высоты среза стеблей, % не более 20 21 12
Потери зерна за жаткой (на полеглом агрофоне), % не более 1,0 0,78 0,52
Интенсивность изнашивания поверхности трения, мкм/км 1,1 0,21
Состояние рабочих поверхностей шарниров следы схватыва-ния, задиры
без видимых изменений
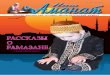
Трибомеханическое модифицирование рабочих поверхностей шарниров механизмов копирования рельефа поля жаток зерноуборочных комбайнов позволяет в 1,3–1,4 раза повысить быстродействие механизмов копи-рования, увеличить в 2 раза срок до проведения очередного ТО шарнирных сопряжений, снизить на 0,26 % потери зерна за жаткой.
Показатели работоспособности механизмов копирования жаток зерноуборочных комбайнов
ПОВЫШЕНИЕ РАБОТОСПОСОБНОСТИ ШАРНИРОВ ЖАТОК ТРИБОМЕХАНИЧЕСКИМ МОДИФИЦИРОВАНИЕМ
ПОВЕРХНОСТЕЙ ТРЕНИЯ
Элементы шарнирных сопряжений механизмов копирования жатки ЖЗК-6
серийное исполнение
после испытаниямиперед испытаниями
трибомодифицированное исполнение
после испытаниямиперед испытаниями
17

Спасибо за внимание!