Embed Size (px)
Citation preview

6-1การผลต
บทท 6การผลต (Production)
ในระบบการผลตของธรกจจะมปจจยในเรองของตนทน คณภาพ เวลา เขามาเกยวของ ดงนนเราจงตองใหความสำคญกบการบรหารสงเหลาน ซงในการบรหารเราจะตองคำนงถงเรองตางๆ ไมวาจะเปนเรองของความปลอดภย การออกแบบผงโรงงาน การวางแผนและควบคมการผลต การบรหารสนคาคงคลง ฯลฯเพราะสงตางๆ เหลานลวนแตจะมผลทำใหการผลตหรอการดำเนนงานของธรกจเปนไปอยางมประสทธภาพและประสทธผล ถาหากบรหารสงเหลานไมดกอาจจะมผลทำให ตนทนสงขน สนคาไมไดมาตรฐาน ไมมคณภาพและทำใหเสยเวลา ดงนนเราจงตองใหความสำคญในเรองตางๆ เหลานเพอมงหวงทจะลดตนทนการผลตใหตำทสด ผลตสนคาทมคณภาพและใชเวลาทผลตอยางคมคา เพอธรกจจะไดมผลกำไรมากขน
1. ระบบการบรหารความปลอดภย (Safety)ในปจจบนธรกจตางๆ ไดมการนำเทคโนโลยใหมๆ เขามาใชในการทำงานมากขน เพอใหเกดประสทธภาพ
และประสทธผลและทำใหมผลผลตทสงขน จากการนำเทคโนโลยใหมๆ เขามาใช ถาหากผปฏบตงานไมมความร ความเขาใจ ความชำนาญในการใช กอาจจะทำใหเกดอบตเหตและอนตรายในการทำงานได
ดงนนการศกษาเรองความปลอดภยในการทำงานจงมความสำคญและมความจำเปนทผบรหารหรอเจาของกจการควรใหความสนใจและใหความสำคญในเรองของการบรหารความปลอดภย
1.1 ความหมายของการบรหารความปลอดภยการบรหารความปลอดภย หมายถง กรรมวธเกยวกบการวางแผน (Planning) การจดองคกร
(Organizing) การจดบคลากร (Staffing) การเปนผนำ (Leading) และการควบคม (Controlling) เพอใหบรรลวตถประสงคของความปลอดภยทกำหนดขน โดยความรวมมอของพนกงานและใชทรพยากรทมอยนน
1.2 แนวคดพนฐานของการบรหารความปลอดภยการบรหารความปลอดภยทดจะมลกษณะดงน คอ มการปฏบตงานดวยความปลอดภย เปนระบบ
อยางตอเนอง เสรมสรางความปลอดภยไปสกระบวนการผลต จงใจใหพนกงานมสวนรวมในการทำกจกรรมดานความปลอดภยและมการปฏบตงานเพอความปลอดภยตามขอกำหนดของกฎหมาย เปนตน

6-2 การผลต
นายจางหรอผบรหารมสวนสำคญทจะทำใหเกดความสำเรจในการปฏบตงานดงกลาว โดยมแนวคดพนฐานในการทจะทำใหการดำเนนการสำเรจได ดงน
1.2.1 ผลการผลตปลอดภย (Safe production) คอ การบรหารทมงหมายทจะใหผลผลตสำเรจออกมาโดยปราศจากการบาดเจบหรอความสญเสย
1.2.2 การปองกนทตนเหต (Prevention-at-source) คอ การบรหารการดำเนนงานเพอ ลด ขจด หรอปองกนทตนเหต เพราะหากไดทำการปองกนแกไขสภาพงานตางๆ ตงแตเรมตนแลวกจะทำใหโอกาสในการเกดอบตเหตอนตรายลดนอยลง
1.2.3 ขอบเขตการดำเนนงาน คอ การบรหารงานทมงจะแกไขหรอกำหนดกจกรรมความปลอดภยวาจะใหครอบคลมหนวยงานใดบาง หรอไมครอบคลมหนวยงานใดบาง
1.2.4 การคาดการณถงความเปนไปไดของการเกดอบตเหตและอนตรายคอ การบรหารงาน ทมงทจะแกไขปญหาจากการคาดการณวาสถานประกอบการประเภทเดยวกบของตนเคยเกดปญหาในเรองใดหรอมโอกาสเกดการบาดเจบ สญเสยในเรองใด ซงเหตการณเหลานสามารถสบคนหรอคนหาและควบคมปองกนได
1.2.5 การแกไขทเหตอนเมอพบวาไมสามารถแกไขทตวบคคลได เชน การแกไขสภาพแวดลอมในการทำงานหรอสภาพของงานใหปลอดภยเสยกอนแทนทจะแกไขทตวบคคล (ซงแกไขยาก)
1.2.6 แนวคดเกยวกบการแกไขสาเหตจากอาการหรอสงทเกดขน คอ การบรหารงานทแกไขตามอาการหรอสงทพบเหน เชน พบการกระทำทไมปลอดภยของลกจาง พบสภาพของการทำงานทลอแหลมเสยงภยหรอพบวามการเกดอบตเหตอนตราย เปนตน
ดงนนแนวคดพนฐานทง 6 ประการนสามารถนำมาใชในการบรหารงานไดโดยการนำมาผสมผสานใหเหมาะสม เพราะแตละงานจะมความเกยวของกนแบบลกโซ
1.3 แนวคดการปองกนควบคมอบตเหตและอนตรายแนวคดสำคญๆ ทเกยวกบการปองกนและควบคมการเกดสภาวะอนตราย มดงน1.3.1 อบตเหตเปนสงทปองกนได1.3.2 เจาของหรอผบรหารสงสดของสถานประกอบการจะตองมความจรงจงทจะจดใหม ความ
ปลอดภย1.3.3 สาเหตการปองกนจะมาจากสภาวะอนตรายตางๆ ทมอยในการทำงานหนงๆ และสวนใหญแลว
อบตเหตจะเกดจากสาเหตหรอสภาวะอนตรายหลายๆ สงรวมกน1.3.4 การปองกนอบตเหตเปนงานทตองทำกนเปนทม1.3.5 ควรกำหนดและตงองคกรความปลอดภยในสถานประกอบการ1.3.6 การดำเนนงานตางๆ ของงานความปลอดภยจะตองกระทำและอยในความรบผดชอบของหนวย
งานหลก1.3.7 วธการดำเนนงานความปลอดภยทจะไดผลด นอกจากจะตองทำงานเปนทมแลว การมสวน
รวมของผปฏบตงานกเปนสงทสำคญ1.3.8 วธการทจะใชในการปองกนและควบคมอบตเหตและอนตราย ควรประกอบดวยวธการทาง
วศวกรรมศาสตร วธทางการบรหารจดการ วธทางเออรกอนอมกส (Ergonomic) และจตวทยาในการทำงานประกอบกนดวย
1.3.9 การดำเนนการเพอปองกนการเกดอบตเหตไมใชเปนการลงทนโดยสญเปลา
6-3การผลต
1.4 หลกการจดความปลอดภยในการทำงานในการดำเนนงานดานความปลอดภยและอาชวอนามยในโรงงานอตสาหกรรมนนเปนการทำงานทม
ขอบขายของงานกวางขวาง มความยากลำบากในการดำเนนการใหบรรลถงวตถประสงคทตงไว ผทมหนาทรบผดชอบเพยงลำพง ไมสามารถจะทำงานใหสำเรจลลวงไปไดแตจะตองอาศยความรวมมอจากผปฏบตงานทกคน จะเหนไดวาในสถานประกอบการหนงๆ จะประกอบไปดวยคนทมความแตกตางกน เชน ระดบการศกษา เพศ อาย และศาสนา เปนตน
แนวคดในเรองการจดการดานความปลอดภยในการทำงานของโรงงานวาตองจดองคกรอยางไรหนวยงานใดมลกษณะครอบคลมงานอะไรบาง เพราะเทาทผานมานนการจดการในแตละแหงจะแตกตางกนไปขนอยกบประสบการณของแตละบรษททเคยผานมาหรอขนอยกบเทคโนโลยทไดรบมา แลวนำมาประยกตใชกบบรษทของตนเอง แตโดยสรปขอบขายของงานทงหมดจะไมมความแตกตางกนมากนก อาจมการลดหรอเพมงานบางอยางเขาไป ขนอยกบความจำเปน หลกการจดการดานความปลอดภยของโรงงานมองคประกอบทสำคญ ดงตอไปน
1.4.1 นโยบาย ซงนโยบายดานความปลอดภยตองเดนชด ผบรหารจะตองเปนผกำหนดใหชดเจนเขยนไวเปนลายลกษณอกษรและประชาสมพนธใหทราบกนอยางทวถง ลกษณะของนโยบายจะตองไมกวางเกนไปแตตองใชไดครอบคลมผปฎบตงานทกระดบ จะตองเขยนใหชดเจน ใชภาษาทเขาใจงายและมความเปนรปธรรม เพอใหสามารถนำไปปฏบตได
1.4.2 การจดองคการ สำหรบการจดองคการดานความปลอดภยนน จะขนอยกบลกษณะของบรษทเชน ขนาด จำนวนพนกงาน ทศนคตและพฤตกรรมของผปฏบตงาน หนาทและงานทไดรบมอบหมาย เชน ดานความปลอดภย การควบคมสงแวดลอม ดานการแพทยวศวกรรมและงานสรางความสมพนธระหวางพนกงานการจดองคการนนอาจเกยวของกบผทมหนาทดแล โรงงานใหญอาจจะมพนกงานทมความร ความสามารถเปนจำนวนมากพอสำหรบดแลงานตางๆ ทแบงหนาทไวอยางครบถวนแตถาเปนโรงงานขนาดเลกอาจจะมเพยงผประสานงานคนเดยวทำหนาทเกอบทกอยางหรออาจใชวธจางทปรกษามาดแลและใหคำปรกษาเปนครงคราวเทานนอยางไรกตามองคกรนเมอตงขนมาแลวกยงตองพยายามสรางขายงานหรอสรางความสมพนธ เพอการประสานงานกบหนวยงานหรอองคกรทเกยวของ เชน หองปฏบตการ ฝายซอมบำรง โรงพยาบาลทเกยวของเปนตน ขายงานทกลาวถงนนอาจอยในรปของคณะกรรมการดานความปลอดภย (Safety committee) กได

6-4 การผลต
1.4.3 บคลากร สำหรบบคลากรททำงานในฝายความปลอดภยและสงแวดลอมนนจะตองมคณสมบตทเหมาะสมทจะสามารถดำเนนการไดอยางด มประสทธภาพ บคลากรฝายความปลอดภยนน หากทำงานในโรงงานทวไป อยางนอยจะตองมความรความสามารถในการตระหนกถงปญหา การประเมนขนาดของปญหาและสามารถควบคมปองกนอนตรายจากการทำงานได ปกตแลวตองเปนผทไดรบการยอมรบจากทางราชการหรอหนวยงานทเกยวของกบการควบคมโรงงาน จะตองมวฒการศกษาในสาขานนหรอผทมใบอนญาตควบคมโรงงานโดยตรง ในโรงงานขนาดใหญตองเปนผทศกษามาทางดานนโดยตรงแตโรงงานขนาดเลกอาจจะเลอกผทไดรบการอบรมเฉพาะทางดานนหรอผมประสบการณมาทำงาน โดยมทปรกษาเฉพาะทางจากภายนอกองคกรมาดแลอกระดบหนง ซงทปรกษาดงกลาวอาจจะทำ หนาทตดตามแนะนำวธการดำเนนการทถกตองหรอใหมาทำการแกไขงานบางอยางทเกนกวาขดความสามารถในการทำงานของบคลากรในฝายน
1.4.4 การจดการดานสารเคมในโรงงาน ซงเปนเรองทสำคญทกโรงงานมการใชสารเคมจำเปนทจะตองมมาตรการการควบคมปองกนทด เชน
1) การจดระบบคลงขอมลดานสารเคม ในการทำงานดานความปลอดภยนนจำเปนตองมบนทกไวเพอเปนการเตรยมการในการปองกนเมอเกดเหตฉกเฉนขนมา ขอมลดงกลาวจะตองมรายละเอยดเพยงพอเชน ชอสารเคมทใชทงหมดมวธการ หรอกระบวนการการใช วธการเกบอยางไร ในรปใด เมอใชแลวจะเปลยนฟอรมไปในรปใด เมอเปนผลผลตจะได สารเคมตวใหมใดหรอไม ผปฏบตงานมการจบตองสมผสอยางไร มอนตรายหรอขอหามในการปฏบตอยางไรบาง เปนตน ซงรายการตางๆ เหลานจะตองจดเกบและมการปรบปรงใหทนสมยอยเสมอ ถามการเปลยนแปลงระบบการจดเกบกควรใชระบบทไมยงยากซบซอนมากจนผปฏบตงานทวไปใชไมเปน ในปจจบนอาจนำเอาระบบคอมพวเตอรมาใชเปนเครองมอในการเกบขอมลตางๆ เหลาน เมอตองการใชกเรยกมาใชไดทนท
2) การจดการเกยวกบการสมผสสารอนตราย สารเคมทเปนพษนน โดยทวไปแลว วธการเกบรกษา จบตองเคลอนยายจะมวธการมาตรฐาน ถาไมมกำหนดไวกใหกำหนดขนมาใช โดยอาจกำหนดตามกฎหมายหรอขอบงคบของทองถน หากไมมกำหนดไวกตองกำหนดตามหลกวชาการ แนวทางในการจดเกยวกบเรองนนนจะตองอาศยความรวมมอจากทกๆ ฝาย ตลอดจนหนวยราชการทเกยวของ
3) ระบบการตรวจสอบและเฝาระวง เปนการตดตงเครองมอตรวจวดเกยวกบการสมผสสารทเปนอนตรายหรอตรวจวดระดบอนตรายตางๆ จากสงแวดลอมทงทางเคม ชววทยาและดานกายภาพนน เปนเรองจำเปนสำหรบโรงงานมาก โดยเฉพาะโรงงานทมการใชสารเคมทเปนพษ ซงลกษณะการเฝาระวงนจะประกอบไปดวยระบบเกบตวอยาง วเคราะหตวอยางและระบบเตอนภยทสามารถใหผควบคมหรอผสมผสรโดยตรง ซงระบบนจะมความสามารถในการวดทละเอยดออนและเทยงตรงมากนอยขนาดใดนนขนอยกบชนดของสงทเราจะตรวจสอบวาตองเปนระบบตลอดเวลา เชน เครองมอตรวจสอบระบบกาซรว ทดสอบควนหรอเปลวไฟ เปนตน

6-5การผลต
1.4.5 การจดการดานสงแวดลอมในการทำงานทางดานกายภาพ ตองมการควบคม ปองกนไมใหพนกงานตองสมผสเกนกวาขดทจะเปนอนตรายได ไดแก
1) การปองกนอนตรายจากเสยงดงทเกดจากการทำงานนน เปนเรองจำเปนในการทำงานในโรงงานอตสาหกรรม ผปฏบตงานทกคนมโอกาสทจะไดรบเสยงทดงผดปกต อนเนองมาจากกระบวนการผลตหรอกระบวนการทำงานตลอดเวลา เสยงดงเหลานนอาจจะดงเกนกวามาตรฐาน เมอผปฏบตงานตองสมผสนานๆอาจจะทำใหภาวะการไดยนของผปฏบตงานเสอมลงได บรษทจงควรมโครงการปองกนอนตรายจากการสมผสเสยงดงระหวางการทำงาน เชน มการตรวจวดระดบเสยงภายในโรงงานวาเกนมาตรฐานเพยงใด มการตรวจวดการไดยนของผปฏบตงานเปนประจำ เพอหาแนวทางควบคมระดบความดงของเสยง
2) การปองกนอนตรายจากความรอนและการแผรงสในโรงงานอตสาหกรรมทสภาพการทำงานทรอนเกนไป ตลอดจนการทผปฏบตงานตองไดรบรงสความรอนอยเสมอๆ จะไปขดขวางและทำลายประสทธภาพการทำงานของผปฏบตงานในโรงงานทอยในกระบวนการผลต ถาหากไมมการเตรยมการทดแลวผปฏบตงานจะมความเครยดเนองจากภาวะแวดลอม ดงกลาว ผรบผดชอบจะตองมการจดการในเรองเหลาน เชน มการตรวจวดสภาพความรอน การแผรงสและหาจำนวนคนทตองสมผส ตลอดจนหาแนวทางควบคมปองกนอนตรายอนอาจจะเกดขนเอาไวลวงหนา
1.4.6 การควบคมดานวศวกรรม เปนการหาวธการหรอแนวทางดานวศวกรรมเพอควบคมอนตรายจากการทำงานหรอควบคมสงแวดลอมทเปนพษภย โดยเปาหมายสำคญของการแกไขปญหาทตรวจพบในการควบคมทางดานวศวกรรมนจะเปนวธการทดในการควบคมไมใหเกดอนตรายจากการทำงานหรอควบคมแหลงแพรกระจายของสารอนตรายไมใหมโอกาสแพรกระจายไปภายนอก ผปฏบตงานกจะไมมโอกาสสมผสกบสารอนตราย การควบคมทางดานวศวกรรมนนจะใหเกดผลดตองอาศยความรวมมอจากหลายๆ วชาชพ เชน วศวกรนกวทยาศาสตรและเจาหนาทความปลอดภย เชน การออกแบบตดตงอปกรณปองกนอนตรายจากเครองจกร
1.4.7 การบรหารจดการเกยวกบอปกรณปองกนอนตรายสวนบคคล เปนเรองสำคญททกโรงงานจะตองมการบรหารจดการทด เพราะเปนสงทเกยวของโดยตรงกบผปฏบตงาน เชน การเลอกใชใหเหมาะสมกบสภาพงานวธการใชทถกตอง วธการเบกจาย วธการตรวจสอบและบำรงรกษา เปนตน อปกรณปองกนอนตรายสวนบคคล โดยเฉพาะอยางยง อปกรณชวยหายใจหรออปกรณปองกนอนตรายจากการหายใจนนจำเปนตองมการบรหารจดการทด ถาบรหารการใชไมถกตองแลว อาจกอใหเกดอนตรายตอผใชได
1.4.8 การฝกอบรมผปฏบตงาน เปนสงจำเปนในการทำงานในโรงงานอตสาหกรรม ทกแหงเพราะการฝกอบรมนน เปนการทำเพอเพมทกษะความร ความชำนาญและประสทธภาพของผปฏบตงานดานความปลอดภยนนผปฏบตงานจะตองไดรบการอบรม ยำเตอน เพมเตม อยเสมอ การอบรมนนผทรบผดชอบจะตองเลอกใหเหมาะสมกบผปฏบตงานทงในดานเนอหา รปแบบและแหลงความรทจะจดหามาให สวนในเรองเนอหาควรจะเปนเนอหาทเกยวของกบ ผปฏบตงานโรงงาน โดยการพจารณาถงความตองการของผปฏบตงานและเปาหมายของบรษทเปนหลก

6-6 การผลต
1.4.9 ผรบเหมา คอ การดแลผทไมใชผปฏบตงานของบรษทแตทำงานใหกบบรษท ในฐานะผรบเหมาชวงทำงาน ซงปจจบนบรษทหลายๆ บรษทไดใชวธการทำงานแบบนมากขน เนองจากการควบคมงายเมอทำผดสญญากสามารถเลกจางไดทนทและยงไมตองรบผดชอบ สวสดการของผปฏบตงานเหลานนเนองจากมบรษทผรบเหมากอสรางรบผดชอบอยแลว แตในทางปฏบตบรษทกมกจะหนความรบผดชอบไมพนเนองจากถาเกดอบตเหตและ การบาดเจบขนมาแลว ภาพพจนสวนรวมกเปนภาพพจนของบรษท ถาเกดกรณแบบนขนมา มกจะถกมองวาบรษทไมใหความสนใจดแลผปฏบตงาน ปจจบนกฎหมายแรงงานไทยกเรมบงคบใชผจางเหมาใหดแลไปถงผรบเหมาชวงทำงาน ไมใชเฉพาะแตลกจางของบรษทเทานน ฉะนนโครงการดแลดานความปลอดภย ของบรษทจงไมควรทจะละเลยผปฏบตงานกลมนไป
1.4.10 การบรการทางดานอาชวเวชศาสตรและทางดานการแพทย ในการบรการทางดานการแพทยสำหรบโรงงานอตสาหกรรมโดยทวไปแลวเปนการเตรยมการสำหรบรบเหตการณปลายเหต เนองจากมาตรการการควบคมปองกนอบตเหตและการบาดเจบและ โรคอนเนองมาจากการทำงานไมไดผลเตมทหรอมาตรการนนด แตการปฏบตตามมาตรการไมดกจะนำไปสการเกดอบตเหตและโรคจากการทำงานไดเชนกน การเตรยมการทางดานการแพทยจงเปนสงจำเปนอยางหนง โดยทวไปแลวบรษทมกจะไมเตรยมงานนไวกบโรงงานหรอบรษทเองแตมกจะอาศยความรวมมอจากภายนอก เชน สถานพยาบาลหรอคลนกเอกชนทมความสามารถในการบรการใหกบผปฏบตงานของบรษท ซงขอบเขตการบรการกจะตกลงกนไปตามภาวะความจำเปน การเตรยมการโดยจดใหมหนวยงานทางการแพทยโดยตรงในบรษทนน มกจะไมนยมทำเนองจากตองเสยคาใชจายสงและหาแพทยเฉพาะทางทมความรดานโรคจากการทำงานในโรงงานอตสาหกรรมมาประจำยาก ในโรงงานเองอาจจะใชบคคลทมอยและมความรดานนมาทำหนาทในการตรวจคดเบองตน ถาพบวาผปฏบตงานมโอกาสเปนโรคจากการทำงานกจดสงใหแพทยตรวจอยางละเอยดตอไป
1.4.11 การเกบรวบรวมและการบนทกรายงาน ของขอมลตางๆ ทเกยวของ จะตองทำอยางสมบรณเพยงพอทจะใชประโยชนได ปจจบนงานเกบรวบรวมนมวธการตางๆ มากมาย เชน ใชระบบสำนกงานและระบบคอมพวเตอร เปนตน ซงตองหาบคลากรทสามารถทำงานดานนมาทำโครงการเฉพาะ สรางระบบจดเกบและรายงานผลใหสามารถใชไดทนททตองการ สำหรบขอมลทควรเกบรวบรวมอาจประกอบดวย ระบบการผลตรายชอสารเคม บนทกรายงานอบตเหต บตรสขภาพอนามย รายละเอยดของฝาย รายละเอยดผปฏบตงานและผเกยวของทงหมด วธควบคมปองกน รายละเอยดเกยวกบเหตการณหรออบตเหตทเกดในอดต ผลการวเคราะหแหลงขอมลตางๆ ทบรษทอาจมความจำเปนตองใช เชน รายชอผชำนาญการเฉพาะดานทบรษทตองการจะขอความรวมมอชวยเหลอ สถาบนทเกยวของกบงานดานน ขอมลเกยวกบสารเปนพษ หรอไวไฟ สารทระเบดได วธการควบคมเพลงทถกตอง ขอมลดานผลกระทบจากสงแวดลอมโรงงาน เปนตน

6-7การผลต
1.4.12 การจดสวสดการดานสขภาพอนามยของผปฏบตงาน เปนองคประกอบทสำคญเพราะการใหสวสดการของโรงงานนน นบวาเปนการเพมขวญและกำลงใจใหกบผปฏบตงานอยางหนงและเปนองคประกอบทสำคญอนหนงในการทผปฏบตงานจะพจารณาไดวาบรษทใหความสนใจดแลพนกงานมากนอยเพยงใด เชนการจดนำดมสะอาดให การจดหองสขาอยางเพยงพอ สะอาด จดหองเปลยนเครองแตงตว ยานพาหนะรบสงบรการรกษาพยาบาล การตรวจสขภาพ การฉดยาปองกนโรค การสขาภบาลโรงงาน ตลอดจนการเยยมบานพนกงาน การจดสถานทพกผอน เชน สนามกฬา เปนตน
1.4.13 การเตรยมการเกยวกบภาวะฉกเฉน ในโรงงานขนาดใหญหรอโรงงานทตองทำงานภายใตภาวะความเสยงตอการเกดอบตภยรายแรง เชน โรงกลนนำมน อตสาหกรรมพลาสตก เปโตรเคม โรงงานทมการใชสารไวไฟหรอโรงงานผลตสารเคมนน ภาวะการทำงานอาจจะทำใหเกดการระเบด เพลงไหม สารเคมทเปนพษรวไหลออกมาสภายนอก ดงเหตการณ ทเกดขนในอดต ททำใหเกดการสญเสย การบาดเจบลมตายกนมาก ซงไมใชเกดกบผปฏบตงานภายในบรษทเองเทานน เหตการณนนยงอาจสงผลกระทบถงประชาชนในรศมทอยภายนอก โรงงาน การตอส ควบคมอบตภยทเกดขน การอพยพผปฏบตงานและผคนทอยรอบๆ ใหพนรศมความรนแรงทเกดขน การเตรยมการทดจะชวยลดความสญเสยการบาดเจบลมตายลงไดเปนอยางมากแผนการตางๆ ควรจะมการชแจงใหผปฏบตงานทกคนไดรบทราบและทำการ ฝกซอมเปนประจำเพอใหเกดความเคยชนเมอเกดเหตการณแลวจะไดไมเกดการสบสนหรอตกใจกลวจนทำอะไรไมถก
1.4.14 การวจยและพฒนา การทำงานในโรงงานอตสาหกรรมโดยทวไปนน การวจยและพฒนานนมไดสามารถเพอเพมผลผลตหรอเพมคณภาพของสนคาเทานน ในดานความปลอดภยกมความจำเปนทจะตองทำเพอพฒนาทกษะ ความชำนาญ วธการทำงานทปลอดภย วจยถงสาเหตหรอความผดพลาดทเกดจากการทำงาน แนวทางในการปรบปรงแกไข วจยดานทเกยวของกบผปฏบตงานเอง ดานการควบคมสงแวดลอมทเปนพษ เปนตน โดยทวไปบรษท อาจจะมหนวยงานททำหนาทนโดยเฉพาะหรออาจขอใหหนวยงานจากภายนอกเขามาทำการศกษาวจยใหเปนครงคราวตามความจำเปนหรอตามหวเรองทตองการ

6-8 การผลต
1.5 เทคนคความปลอดภยในการทำงานการทำงานดานความปลอดภย โดยเฉพาะเกยวกบโครงการปองกนอบตเหตจากการทำงานนนจะม
จดมงหมาย 2 ประการดวยกน คอ เพอจดสถานททำงานใหปลอดภยและเพอจดระบบการทำงานใหปลอดภยจากจดมงหมายสองประการนเองนำไปสการดำเนนกจกรรมดานความปลอดภยตางๆ เชน การตรวจ
ความปลอดภย การสำรวจอนตรายตางๆ การสบสวนสอบสวนหาสาเหตอบตเหต การตรวจดแลรกษาเครองจกร การใหคำแนะนำ การแขงขนดานความปลอดภย การฝกอบรมสมมนา การใชอปกรณปองกนอนตรายสวนบคคล การปองกนอคคภย เปนตน
จะเหนวา กจกรรมทดานความปลอดภยระบมานน จะชวยในการแกปญหาเกยวกบการเกดอบตเหตจากการทำงาน แนวคดพนฐานทนำไปสโครงการปองกนอบตเหตจากการทำงาน เทคนคดานความปลอดภยทจะใหการทำงานดานความปลอดภยบรรลถงความมงหมายทตงไวประกอบดวยเทคนค 13 ประการ ไดแก
1.5.1 การออกแบบโรงงานหรอเครองจกรทปลอดภย ซงโรงงานหรอเครองจกรนนเปนตนตอของอนตรายทงปวงทจะกอใหเกดอบตเหตและการบาดเจบในขณะททำงาน เชนถาออกแบบโรงงานไมเหมาะสมเมอเกดไฟไหมกไมสามารถดบไฟหรอหนไฟได หรอเครองจกรทออกแบบมาใชงานแลวไมสามารถตดตงอปกรณปองกนใหคนงานทำงานไดอยางปลอดภยได ระบบการตรวจทงในและนอกโรงงานตองวางแผนไวกอนสำนกงานทตดตอตองสะดวกตอการตดตอ เปนตน
1.5.2 การเลอกสถานทตงหรอปลกสรางโรงงานทเหมาะสม ทำเลทตงโรงงานนนนอกจากจะตองคำนงถงความเหมาะสมทางดานเศรษฐกจ สงคมและภมประเทศแลวตองคำนงถงดานความปลอดภยของโรงงาน ผปฏบตงานดวย การคมนาคมตองสะดวกอยในแหลงทเหมาะสมไมกอความเดอดรอนรำคาญแกชมชนเปนตน ระหวางกอสรางโรงงานตองควบคมใหเปนไปตามแบบแปลน เพอใหเกดความปลอดภยในการทำงานตอไป
1.5.3 การวางแผนตดตงเครองจกรทปลอดภย เครองจกร เครองมอทออกแบบมาดทกอยางไมใชหมายความวาจะปลอดภย ตองระมดระวงเกยวกบการตดตง ถาไมถกตองจะนำไปสการทำงานทไมปลอดภย เชนเครองจกรตงชดกนเกนไปหรอวางอยางสบสน ไมเปนระเบยบ จงควรจะตองมการวางผงโรงงาน เปนตน
1.5.4 การเลอกเครองมออปกรณประกอบในการทำงานไดอยางเหมาะสมและปลอดภยเครองมอเครองใชตองเหมาะสมกบสภาพการปฏบตงาน ตองมประสทธภาพด มคณภาพไดมาตรฐานสากล เปนเครองอำนวยความสะดวก ผอนแรงใหคนงานใชปฏบตงานอยางมประสทธภาพ ตองมการฝกอบรมการใชเครองมอและอปกรณตางๆ เหลานน ใหกบผปฏบตงานกอนทจะมการใช เชน หมอไอนำ อปกรณไฟฟา อปกรณความดนตางๆ หรอเครองมอเกยวกบการเคลอนยายวสดตางๆ เปนตน
1.5.5 กำหนดการเกยวกบการบำรงรกษาโรงงาน เครองจกรเครองมออปกรณตางๆ อยางมประสทธภาพและประสทธผล เชน การนำเอาวธการบำรงรกษาทวผลมาใชเพอเพมความปลอดภยในการทำงาน
1.5.6 ควบคมสภาพแวดลอมในการทำงานใหดทสด เชน มการระบายอากาศทดแสงสวางเหมาะสม สภาพความรอนปกต เสยงไมดงเกนไป เปนตน

6-9การผลต
1.5.7 มระบบการฝกอบรมผปฏบตงานกอนเขาทำงานอยางมประสทธภาพ เพอใหไดบคลากรทดมประสทธภาพในการทำงาน คดเลอกพนกงานทมความรความสามารถใหเหมาะสมกบสภาพของงานเพราะตอไปถาหากจะมการเปลยนแปลงเทคโนโลยการผลตกจะสามารถยกระดบพนกงานหรออาจจะมการสงเสรมใหผปฏบตงานขนมาอยในระดบสงขนได
1.5.8 ใหจดระบบความปลอดภยในโรงงานขน มการสรางนโยบายดานความปลอดภยและกฎระเบยบในการทำงานขน
1.5.9 วางแนวทางในการสงเสรมความกาวหนาของผปฏบตงาน เพอปองกนการยายงานและการเปลยนงาน โดยเฉพาะอยางยงผปฏบตงานทมความร ความสามารถ
1.5.10 การบรหารหรอการจดหาอปกรณปองกนอนตรายสวนบคคล จะตองมการวางระบบไวใหดเลอกอปกรณทดมประสทธภาพกอนวธการใช การบำรงรกษาทถกตอง
1.5.11 เลอกใชวธการทดปลอดภยทสดใหผปฏบตทำงาน เมอแนนอนแลวกจดทำเปนคมอการปฏบตงาน
1.5.12 มการทบทวนวธการทำงานเปนประจำ เพอใหการทำงานนนถกตองตามกฎหมายบงคบงานนนสามารถปฏบตไดอยางมประสทธภาพ เพอการปรบปรงวธการทำงาน ใหดขน หาทางลดอนตรายจากการใชสารเคมทเปนพษโดยหาสงทดแทนทดกวา หาวธการและเทคโนโลยใหมๆ มาใชในการทำงาน
1.5.13 ประสานงานกบหนวยงานทเกยวของ รายงานผลเกยวกบอบตเหตใหกบหนวยตางๆ ไดรบรหรอสรางขายงานเกยวกบความปลอดภย เชน คณะกรรมการความปลอดภยในระดบตางๆ เปนตน
เทคนคการทำงานดานความปลอดภยทง 13 ประการทกลาวมาน ถาหากสามารถดำเนนการไดแลวจะทำโครงการความปลอดภยสามารถบรรลจดมงหมายทง 2 ประการไดคอ ทำใหเกดระบบการทำงานทปลอดภยในขณะเดยวกน สถานททำงานกจะปลอดภย เพราะมการวางแผนปองกนมาตงแตเรมตน
ในการจดสถานททำงานใหปลอดภยนนตองอาศยเทคนคขอท 1 ถง ขอท 6 ซงไดแก การออกแบบโรงงานหรอเครองจกรทปลอดภย การเลอกสถานทตงโรงงาน การวางแผนตดตงเครองจกร การเลอกเครองมออปกรณทเหมาะสม การบำรงรกษาโรงงานเครองจกรทดและการควบคมสภาพแวดลอมในการทำงานใหปลอดภย
สำหรบเทคนคขอท 7 ถงขอท 13 นน จะชวยในการจดระบบระเบยบเกยวกบงานดานความปลอดภยในโรงงานใหสามารถดำเนนไปไดอยางดมประสทธภาพ

6-10 การผลต
1.6 วธการจดการดานการปองกนอบตเหตจากการทำงานการวางแผนดำเนนการดานความปลอดภยในโรงงานอตสาหกรรม เพอแกไขปญหาของโรงงาน
เกยวกบการเกดอบตเหต การบาดเจบ รวมถงปญหาจากสภาพแวดลอมในการทำงานทผดปกตไป การแกไขปญหาดานความปลอดภยในการทำงานของโรงงานตางๆ นน จำเปนอยางยงทจะตองมการวางแผนดำเนนการอยางมระบบ ระเบยบและมแบบแผน เนองจากการดำเนนงานเหลานจะมขอจำกดหลายประการในเรองทเกยวของกบบคลากร เทคนคในการดำเนนการและงบประมาณ เปนตน
วตถประสงคหลกของการวางแผนควบคมปองกนอบตเหต การบาดเจบจากการทำงาน คอ การควบคมอนตรายจากการทำงานเพอหาทางลดสถตอบตเหตหรอกำจดสาเหตของอบตเหต
1.7 หนาทของฝายบรหารจดการในโครงการดานความปลอดภยการทำงานในโรงงานอตสาหกรรมนน ในการบรหารหรอการจดองคกรโดยทวไปจะมการแบงระดบ
ตามความรบผดชอบของงาน ฝายบรหารโดยทวไปนนหมายถง เจาของกจการหรอผบรหารระดบสง และผบรหารระดบกลางๆ ซงในโครงการดานความปลอดภยนนถาหากผบรหารไมใหความสนใจ ไมสนบสนนแลวยากทจะใหโครงการดานความปลอดภย ดำเนนการไปอยางมประสทธภาพเนองจากผบรหารจะทำหนาทในการควบคมนโยบายตางๆ การจดสรรงบประมาณใหมาใชในกจการดานความปลอดภย โดยทวไปแลวฝายจดการหรอผบรหารนนถอเปนตวจกรสำคญในการดำเนนการดานความปลอดภย หนาทสำคญดานความปลอดภยของฝายบรหาร ไดแก
1.7.1 ตองกำหนดนโยบายความปลอดภย ผบรหารตองเรมทำในเรองของนโยบายกอนเพราะถาโรงงานขาดนโยบายดานนแลวงานทกๆ อยางกไมสามารถดำเนนตอไปได นโยบายทตงไวตองสามารถนำไปสการปฏบตไดอยางด
1.7.2 จดสภาพแวดลอมใหผปฏบตงานทำงานไดอยางดมประสทธภาพและถกตองตามกฎหมายบงคบ ซงเปนหนาทหลกสำคญอยางหนงทเจาของกจการจะตองควบคมสภาพเครองจกร โรงงานใหอยในสภาพทด ในบรรยากาศการทำงานตองไมมปญหาเกยวกบมลภาวะสงแวดลอมเกนกวาขดกำหนดของกฎหมายเครองจกรตองปลอดภย
1.7.3 มการกระจายอำนาจและหนาทความรบผดชอบดานความปลอดภย เนองจากผบรหารสวนใหญจะไมมเวลามากนกเพราะตองดแลงานหลายอยางโดยเฉพาะเกยวกบการผลต งานความปลอดภยจงควรมอบหมายใหมผดแลโดยตรงอยานำไปฝากกบงานใดไว เพราะจะทำใหขาดประสทธภาพในการทำงานผรบผดชอบจะตองมอำนาจหนาทในการทำงานนอยางคลองตวสามารถตดสนใจแทนเจาของกจการไดในบางสวนทตองการความสำเรจ

6-11การผลต
1.7.4 จดใหมเจาหนาทความปลอดภย นอกจากผรบผดชอบงานความปลอดภยโดยตรงแลวทางโรงงานควรจะจดหาเจาหนาททมความรความสามารถในดานนมาดำเนนการในกจกรรมตางๆ ดานความปลอดภย ซงผทจะมาเปนเจาหนาทความปลอดภยไดนนจะตองเปนผทเรยนมาโดยตรงหรอผทผานการฝกอบรมของหนวยงานทรบผดชอบหรอผททำงานดานนมานานคณสมบตของผทจะมาทำงานดานนไดนน สามารถดไดจากประกาศกฎกระทรวงของกระทรวงมหาดไทยทเกยวของกบเจาหนาทความปลอดภย
1.7.5 จดใหมการศกษาการฝกอบรมและสมมนาดานความปลอดภย โดยมวตถประสงคเพอเสรมสรางทศนคตทางดานความปลอดภย ใหความร สรางความชำนาญในการปฏบตงาน ใหผปฏบตงานสามารถทำงานไดอยางปลอดภยมากทสด
1.7.6 จดการตรวจโรงงานดานความปลอดภย โดยการตดตามใหผปฏบตงานของโรงงานไดชวยกนตรวจสอบดานความปลอดภยอยเปนประจำเพอปองกนไมใหมสาเหตของการเกดอบตเหตเกดขนหรอถาพบสาเหตทอาจกอใหเกดอบตเหตกรบทำการปรบปรงแกไข กอนทจะเกดเหตการณตางๆ ลกลามไป
1.7.7 ใหความสนบสนนกจกรรมตางๆ ดานความปลอดภย เชน จดงบประมาณในการดำเนนงานใหอยางเหมาะสมกบสภาพ สงเสรมกจกรรมตางๆ จดนทรรศการ
1.7.8 ตดตามผลงานความปลอดภยอยางสมำเสมอ ถาหากวาไดพบสงทแปลกใหมกนำมาเสนอใหกบผรบผดชอบนำไปทดลองปฏบตตอไป
1.8 การจดการสภาพแวดลอมและควบคมจดอนตรายในสถานประกอบการจากแนวทางการวางโครงการดานความปลอดภยนน การจดสภาพแวดลอมใหเหมาะสมและปลอดภย
กบผปฏบตงานมากทสดและการหาแนวทางในการควบคมเครองจกร อปกรณตางๆ ทใชในการผลตใหอยในสภาพเรยบรอยปลอดภยเปนสงจำเปนสำหรบการดำเนนโครงการดานน เพราะวาเครองจกรและสงแวดลอมของการทำงานนน ถอวาเปนตนตอหรอแหลงกำเนดของภาวะอนตรายทอาจจะเกดขนกบคนในขณะปฏบตงาน ถามการควบคมทแหลงกำเนดได ถอวาเปนวธทมประสทธภาพมากทสด แนวทางในการควบคมแบงออกเปน 2 วธการหลกคอ หาทางกำจดจดหรอแหลงทเปนอนตรายตอการทำงานและกำจดสภาพแวดลอมทเปนอนตราย
1.8.1 หาทางกำจดจดหรอแหลงทเปนอนตรายตอการทำงาน หมายถง การควบคมท ตวเครองจกรอปกรณไมใหมจดบกพรองหรอจดอนตรายอยหลายอยาง เชน
1) จดหาอปกรณปองกนอนตราย ในเครองจกรอปกรณทเกยวกบการผลตนนตองออกแบบตดตงอปกรณปองกนทมประสทธภาพในการปองกนอนตราย ทงนอปกรณปองกนอนตรายนนจะตองไมเปนตวลดประสทธภาพในการทำงาน
2) การจดความเปนระเบยบเรยบรอยของโรงงาน โดยการควบคมดแลเรองความสะอาด ความเปนระเบยบของโรงงานเปนเรองสำคญ ควรมการใชกจกรรมตางๆ ทจะมาเปนเครองชวยสนบสนนในการดแลรกษาโรงงานใหสะอาดและปลอดภย

6-12 การผลต
3) การขนยายวสดอปกรณตางๆ ตองทำอยางปลอดภย ทำตามกำหนดกฎเกณฑทางวชาการ4) การบำรงรกษาเครองจกรอปกรณ มโปรแกรมการจดการเกยวกบเครองจกรอปกรณ โดยเฉพาะ
การบำรงรกษาเครองจกรใหอยในสภาพทปลอดภยมากทสด5) การดแลเครองจกร เชน การตดตงอปกรณประกอบสายดนตางๆ6) ดแลพนโรงงานใหสะอาดปลอดภย ปฏบตงานโดยไมมการลนหกลม
1.8.2 การกำจดสภาพแวดลอมทเปนอนตราย เปนองคประกอบสำคญของการทำงานผปฏบตงานจะทำงานไดมประสทธภาพเพยงใดขนอยกบสภาพแวดลอมรอบๆ ตว สภาพแวดลอมของผปฏบตงานตลอดชวงระยะเวลาการทำงานของผปฏบตงาน ซงอาจสมผสกบสงแวดลอมทางดานกายภาพ ทางดานเคมทางดานชววทยาและการจดสภาพงาน เปนตน ซงสภาพแวดลอมเหลานถาหากวาไมควบคม ใหดแลวจะกอใหเกดปญหาตอสขภาพรางกายของผปฏบตงาน ในการกำจดสภาพแวดลอมทเปนอนตรายโดยทวไปอาศยหลกการควบคมทแหลงกำเนดทางผานของอนตรายหรอควบคมทผปฎบตงานเอง เชน
1) การควบคมมลพษและสารเคมเปนพษตาง ๆ ทถกปลอยออกมาจากระบวนการผลต ตองมการศกษาอยางละเอยดกอนทจะวางแนวทางในการควบคม
2) การควบคมสงแวดลอมทางดานกายภาพ เชน แสง เสยง ความสนสะเทอน ความรอนการแผรงสความรอน เปนตน
3) การควบคมสภาพการทำงานใหเอออำนวยตอการทำงานอยางมประสทธภาพ4) การควบคมสภาพแวดลอมทางชววทยา เชน เกยวกบการตดเชอตางๆ เปนตน
1.9 การจดการเกยวกบผปฏบตงานดานความปลอดภยการจดการดานผปฏบตงานเปนเรองสำคญคอนขางจะยงยาก เนองจากตองทำงานกบคน ผท
รบผดชอบจะตองใหความสนใจ อดทนในการทำกจกรรมดานความปลอดภย ถาหากวากจกรรมดานนไมไดรบความสนใจและไมไดรบความรวมมอแลว ยากทจะทำใหโครงการดำเนนตอไปไดอยางมประสทธภาพหลกการจดการดานผปฏบตงานมดงตอไปน
1.9.1 คดเลอกผปฏบตงานใหทำงานไดอยางเหมาะสมกบสภาพรางกายจตใจของเขา ใหมการปรบตวกอนเขาทำงาน และควรจะตองดเกยวกบความถนดในการทำงานดวย ควรมการตรวจสขภาพอยางละเอยดกอนใหเขาทำงาน เพอหาความบกพรองและโรคประจำตวของผปฏบตงาน
1.9.2 มการสบเปลยนโยกยายงาน ในโครงการดานความปลอดภยนนบางโอกาสตองมการยายงานเพอความเหมาะสม ไมใหเกดความเบอหนายตอการทำงานหรอในรายทตรวจพบโรคประจำตวกตองยายออกมาจากงานประจำ

6-13การผลต
1.9.3 การกระตนใหผปฏบตงานไดตนตวในเรองเกยวกบความปลอดภยในการทำงานโดยกจกรรมนตองทำอยางตอเนองและตองใหผปฏบตงานมสวนรวมกจกรรมตางๆ ดวยจงจะบรรลวตถประสงค กจกรรมดงกลาว ไดแก
รปท 6.1 ปายประกาศในเรองความปลอดภย1) การโฆษณาเผยแพรในรปของปายประกาศเปนวธทนยมใชกนมากในการสงเสรมความ
ปลอดภยถงแมจะเปนวธการทเกาแกลาสมยยากทจะทำใหผปฏบตงานสนใจและนำไปสสาเหตของอบตเหตทแทจรงแตกยงเปนวธการทใชกนอยางกวางขวาง โดยเฉพาะประเทศทกำลงพฒนา มหลกการสรางและใช คอ
(1) ใบปดหรอโปสเตอรมทกรปแบบ เชน ประเภททเปนวชาการ ประเภทขบขน ประเภทสรางความนากลว ใหคำแนะนำแสดงอนตรายเฉพาะขอหาม ขอปฏบตหรอจงใจใหคำแนะนำแสดงอนตรายเฉพาะขอหาม ขอปฏบตหรอจงใจ เปนตน การใชนนตองเหมาะสมกบสภาพของสงคม เพราะอาจจะนำไปสทศนคตทางบวกหรอทางลบกได โปสเตอรอาจจะเปน ขอความ ภาพถาย ภาพวาดกได ควรตดในททผปฏบตงานตองอยประจำ เชน บรเวณทำงานมผแนะนำวาไมควรตดในหองอาหาร ปายโฆษณาประชาสมพนธควรจะมสสะดดตา ควรจะตดใหอยในระดบสายตาและควรเปลยนทก ๆ 1-2 สปดาห
(2) ภาพยนตร วดทศน และสไลด แตกตางกบโปสเตอร เพราะวาสามารถสรางความเขาใจใหกบผปฏบตงานไดตลอดเรอง แสดงเหตและผลทตดตามมาไดอยางตอเนองใชเกยวกบการแกปญหาเกยวกบอบตเหตไดอยางด
2) การแขงขน ใชหลกจตวทยาอตสาหกรรม ทเกยวของกบมนษยทชอบการแขงขน เชนแขงขนดานความปลอดภย ระหวางแผนก ฝายหรอโรงงาน ซงความสำเรจไมใชอยทชยชนะแตอยทการลดสถตอบตเหต
3) การแสดงนทรรศการ จะชวยใหผปฏบตงานคนเคยกบอนตรายและวธกำจดอนตรายอยางใกลเคยงความจรง ทงอาจจะมการจดภายในหรอจดในทสาธารณะอาจจะเปน ชนดเคลอนทหรอในโรงงานเอง โดยจดมงสปญหาความปลอดภยและแนวทางในการปองกนอยางเดนชด
4) สงพมพ เอกสารสงพมพจะใชไดดกบผปฏบตงานทมการศกษาในระดบหนงทสามารถอานหนงสอออก สงพมพอาจจะอยในรปของนตยสาร จลสาร ใบปลวตางๆ หรอคมอความปลอดภย รายงานตางๆ เปนตน

6-14 การผลต
ตารางท 6.1 แสดงแนวทางในการฝกอบรมดานความปลอดภย
กลมบคคล แนวทางการอบรม1. ผปฏบตงานใหม ปฐมนเทศ ใหรจกบรษทในเรองตาง ๆ เชน
- การบงคบบญชา- องคกรทเกยวของอบรมวธการทำงานตามมาตรฐานทกำหนด- มประสทธภาพสงสด- ปลอดภย- วธการทำงาน ขนตอนการทำงานทปลอดภย
2. ผปฏบตงานเกา อบรมฟนฟวชาการอบรมตามความตองการของหนวยงาน
3. ผปฏบตงานทตองเปลยนงาน วธการทำงานตามมาตรฐานทกำหนดไว (On the job training)***
4. กลมผปฏบตงานททำงานประจำ กระตนใหปฏบตเปนประจำ- ประชมกลมยอย แกปญหา- ประชมสน ๆ 5 นาท กอนทำงาน- การทำงานทม
5. ผปฏบตงานทว ๆ ไป เมอมความตองการเกดขน- ตามสถานการณ เหตการณเพอเพมทกษะหรอแกปญหาทเกยวของ- โปรแกรมเสรมพเศษ เชน การใชคอมพวเตอร- สรางประสบการณเพมขน- เตรยมตวรบเหตการณฉกเฉน
***หมายเหตOn the job training คอการฝกอบรมทไดวางแผนไวแลวเพอเพมพนความร ความสามารถของ
ผปฏบตงานใหสมบรณครบถวนตามมาตรฐานกำหนดOff the job training คอ การฝกอบรมนอกเหนอไปจากงานในหนาททผปฏบตงาน กำลง
ปฏบตอย
5) การสงเสรมความปลอดภยเปนวธการปลกฝงเกยวกบความปลอดภยใหแกผทปฏบตงาน เชนจดวนหรอสปดาหความปลอดภยในระดบโรงงาน อาจจะมงเนนเฉพาะเรอง ปกตแลวรฐและองคการจะชวยสนบสนนดวย เปนตน
1.9.4 การฝกอบรมดานความปลอดภยใหกบผปฏบตงาน เปาหมายของการฝกอบรมนน ตองตงไวกอนใหแนนอนวาตองการใหอบรมหรอสมมนานำไปสเปาหมายใดหรอผลของการฝกอบรมนนจะนำไปใชในการใด โดยทวไปในการ จดการฝกอบรมจะมเปาหมายเพอนำไปส เหตการณ กระบวนการทตอเนองกนจนสมฤทธผลตามเปาหมายทวางไว สำหรบแนวทางการฝกอบรมภายในโรงงานนน สรปไดดงตาราง 6.1

6-15การผลต
1.10 ความหมายและความสำคญของอปกรณปองกนอนตรายจากเครองจกรในโรงงานอตสาหกรรมเกอบทกประเภทจะตองมการใชเครองจกรในกระบวนการผลตตาง ๆ ดงนน
เครองจกรจงนบวาเปนปจจยหลกของแทบทกสถานประกอบการหรอโรงงานอตสาหกรรม เครองจกรชวยใหการผลตดำเนนการไปไดอยางรวดเรวและไดผลตภณฑสำเรจรปตามทตองการ ดงนนในประกาศกระทรวงมหาดไทยเรอง ความปลอดภยในการทำงานเกยวกบเครองจกร จงไดใหคำจำกดความของเครองจกรไวดงน
เครองจกร หมายถง สงทประกอบดวยชนสวนหลายชน สำหรบใหกอกำเนดพลงงานเปลยนหรอแปลงสภาพพลงงาน หรอสงพลงงาน ทงน ดวยกำลงนำ ไอนำ หรอพลงลม แกส ไฟฟาหรอพลงงานอนอยางใดอยางหนงหรอหลายอยางรวมกนและหมายความรวมถง เครองอปกรณ ไฟลวล พลเล สายพาน เพลาเกยร หรอสงอนททำงานสมพนธกนและรวมถงเครองมอกลดวย
ในการผลตสนคาหรอผลตภณฑใดๆ ในโรงงานอตสาหกรรมนนไมสามารถใชเครองจกรประเภทตางๆไดตามลำพงจะตองมคนเปนผดแลหรอทเรยกวาผปฏบตงาน ซงจะตองทำงานรวมอยกบเครองจกรซงมการหมนการตด การเฉอน การอด ฯลฯ ตลอดเวลา การทำงานของเครองจกรดงกลาวนไดกอใหเกดอนตรายการบาดเจบตางๆ ใหแกผปฏบตงาน ดงนนจงม ความจำเปนตองมอปกรณปองกนอนตรายจากเครองจกร (Ma-chine Guarding) ซงหมายถงสวนประกอบทตดตงมากบเครองจกร หรออาจสรางขนภายหลง โดยมวตถประสงคเพอเปนการปองกนอนตรายตางๆ ทอาจเกดขนจากการใชเครองจกร อปกรณปองกนอนตรายเหลาน นอกจากจะชวยปองกนอนตรายใหกบผปฏบตงานแลวยงชวยปองกนอนตรายใหกบผทอย ในบรเวณใกลเคยงดวย
ดงนนอปกรณปองกนอนตรายจากเครองจกรหรอเครองปองกนอนตรายจากเครองจกรจงหมายถง สงใดๆ กตามทสงผลใหเครองจกรมลกษณะหรอคณสมบตทปลอดภยตอการปฏบตงานอยางปกต โดยไมมผลตอสมรรถนะในการทำงานและเปนการเพมผลผลตของเครองจกรนนหรอมผลตอความชำนาญของผปฏบตงานกบเครองจกรนนซงมหนาทสำคญคอ
1) ปองกนอนตรายจากการสมผสกบสวนของเครองจกรทมการหมนหรอเคลอนทไดโดยตรง เชนสวนทสงถายพลงงาน ไดแก เกยร พลเล สายพาน ขอตอ เฟองตางๆ หรอใบเลอย ใบมดตดเฉอนเปนตน
2) ปองกนอนตรายจากกระบวนการผลต เชน เศษวสดกระเดน หรอของเหลวกระเดนถกผปฏบตงาน เชน การหลอม การเจาะ กลงหรอเจยรนย เปนตน
3) ปองกนอนตรายจากความบกพรองของเครองจกร เชน ระบบสายไฟฟาชำรด ตอไวไมถกตอง เครองจกรทรดโทรมขาดการบำรงรกษา การใชเครองจกรทผดวตถประสงค เปนตน
4) ปองกนอนตรายเนองจากความบกพรองความพลงเผลออนเนองมาจากความวตกกงวล ความเหนอยลาหรอประมาทเลนเลอของผปฏบตงานกบเครองจกรนน

6-16 การผลต
1.11 ประเภทของเครองจกรทจำเปนตองใชอปกรณปองกนอนตรายเครองจกรทใชในกระบวนการผลตของโรงงานอตสาหกรรมตางๆ เชน โรงงานปมโลหะ โรงงานทอผา
โรงงานหลอหลอมโลหะ โรงสขาว โรงงานนำตาล โรงงานประกอบรถยนต เปนตน เครองจกรทใชในโรงงานเหลานจำแนกออกไดเปน 3 ประเภท คอ
1.11.1 เครองตนกำลง เปนเครองจกรทใชผลตหรอเปลยนพลงงานรปหนงไปเปนอก รปหนง เชนมอเตอรไฟฟาสำหรบเปลยนพลงงานไฟฟาใหเปนพลงงานกล นอกจากนนกยงมเครองตนกำลงอนๆ อกเชน หมอไอนำ เครองยนต เปนตน
1.11.2 เครองสงกำลง คอ อปกรณทใชสงผานกำลงจากเครองตนกำลงไปใชงานอนตอไป เชน เพลาสายพาน โซ เฟอง ทอลมอดตางๆ เปนตน
1.11.3 เครองจกรทำการผลต เปนเครองจกรทใชในการผลตตางๆ เชน เครองเจาะ เครองอดเครองตด เครองกลง เครองใส เลอย เปนตน เครองจกรเหลานลวนทำการผลตสงตางๆ จากวตถดบหรอชนงานใหกลายเปนผลตภณฑ
เครองจกรทใชในโรงงานอตสาหกรรม นอกจากทกลาวมาทง 3 ประเภทนแลวยงจำแนกเครองจกรออกไดตามลกษณะของการเคลอนไหวและลกษณะของการทำงานโดยมรายละเอยดดงน
1) ลกษณะการเคลอนไหวของเครองจกร จำเปนตองใชอปกรณปองกนอนตรายแบงออกไดเปนการหมนรอบตวเอง การหมนแลวเกดจดหนบ จดบบ และการเคลอนทแบบสลบไปมา ซงมรายละเอยดตอไปน
(1) การหมนรอบตวเอง สวนตางๆ ของเครองจกรทมการหมนนนยอมกอใหเกดอนตรายไดทงนน กลไกทมการหมนนมกใชกบการสงแรงของเครองจกร อนตรายทเกดขนคอ เพลาทหมนไปอยางชาๆจะดงเอาเสอผาทใสอยางหลวมๆ เนคไท เสนผมทไมไดรวบเกบไวใหเรยบรอย เขาไปในเครองจกร กอใหเกดอนตรายแกผปฏบตงานหรอผทำใกลเครองจกรได เครองจกรทมสวนประกอบของ เฟอง พลเล ไฟลวล ลกรอกสายพาน ยอมทำใหเกดอนตรายไดทงนนและถาสวนประกอบเหลานมตวนอต สลกเกลยว รอยบากหรอมผวขรขระ กจะทำใหเกดอนตรายไดมากยงขน
รปท 6.2 แสดงการหมนรอบตวเอง (ตามลกศร) ของเพลาและพลเล ซงจำเปนตองมอปกรณปองกนอนตราย
ทมา : Concepts and Techniques of Machine Safeguarding 1980.
6-17การผลต
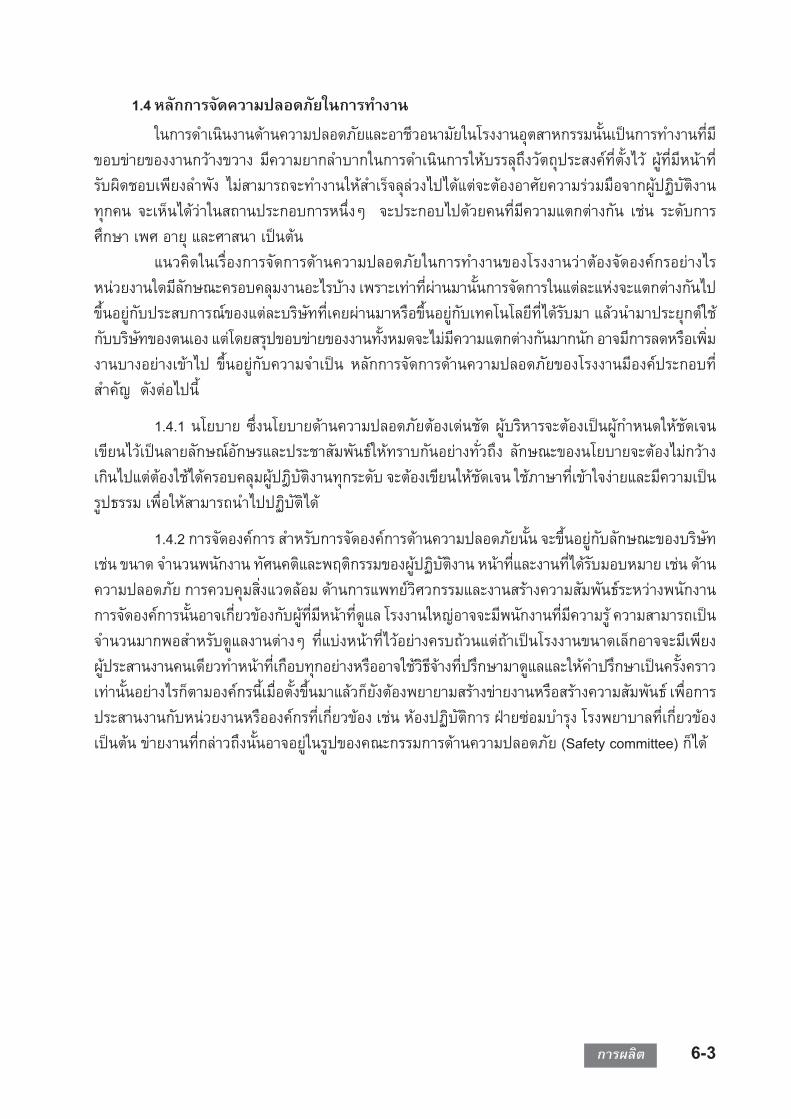
(2) การหมนแลวเกดจดหนบ จดบบ เมอมสวนประกอบของเครองจกรตงแต 2 อยางมาทำงานดวยกน เชน เมอมเพลา 2 ทอน มาทำงานแบบสมผสกน หมนไปในทศทางตรงกนขามโดยแกนของเพลานนขนานกน เพลาทง 2 อาจแตะกนหรออยหางกนเลกนอยเมอหมนไปกจะเกดจดหนบหรอจดบบขนซงอวยวะรางกายคนหรอสงของอาจถกดงเขาหาจดนและจะถกบดหรอรดไปดวยตวอยางของกลไกประเภทนไดแก ลกกลง โซกบเฟอง สายพานกบพลเล เฟองกบเฟอง
รปท 6.3 แสดงจดอนตรายทเกดการหมนของสวนประกอบของเครองจกรทกอใหเกดจดหนบ จดบบ ซงจำเปนตองมอปกรณปองกนอนตราย
ทมา : Engineering Design for The Control of Workplace Hazard, 1987.
นอกจากจดหนบหรอจดบบเกดจากกลไกการหมนของสวนประกอบทงสองแลวจดอนตรายดงกลาวนนยงอาจเกดขนไดจากการหมนของสวนประกอบหนง โดยอกสวนประกอบหนงอยกบท ดงเชนกลไกของการหมนเครองเจยร การขนถายแบบสกร เครองผสมวสดแหง เครองบดแบบตางๆ ดงรปขางลางน
รปท 6.4 แสดงจดอนตรายทเกดจากจดหนบ จดบบ ของกลไกทมการหมนทบสวนทอยกบททมา : Engineering Design for The Control of Workplace Hazard, 1987.

6-18 การผลต
(3) การเคลอนทแบบสลบไปมา คอ การเคลอนทของเครองจกรแบบกลบไป - กลบมา ทางซาย - ขวา เชน การเคลอนทของลกสบหรอแทนเลอนของเครองจกร เชน เครองใสเลอยโลหะ เครองจกรไอนำ การเคลอนทดงกลาวอาจกอใหเกดอนตรายได เชน การกระแทกกบอวยวะของรางกายได ดงรปท 6.5
รปท 6.5 แสดงการเคลอนทของเครองจกรแบบไป-มา ทจำเปนตองมอปกรณปองกนอนตรายทมา : Concepts and Techniques of Machine Safeguarding, 1980.
2) ลกษณะการทำงานของเครองจกร เครองจกรทจำเปนตองมอปกรณปองกนอนตรายฯแบงออกตามลกษณะการทำงานของเครองจกรไดเปน 2 ประเภท คอ ประเภททมลกษณะการทำงานเปนแบบตดและเปนแบบการอด ดงจะไดอธบายตอไปน
(1) การตดบรเวณอนตรายคอ บรเวณทชนงานกบสวนของเครองจกรททำงานอยเชน เครองตดแบบกโยตน เครองเจยระนย เครองบด เครองกลง เครองปาดหนา ใบเลอย อนตรายจากอบตเหตทเกดขนไดแก การบาดเจบทอวยวะตางๆ ของรางกาย เชน นวมอ มอ แขน เปนตน สะเกดจากชนงาน กระเดนเขาสตา บรเวณใบหนา เครองจกรททำงานในลกษณะดงกลาวแลวดงรปท 6.6 น
รปท 6.6 เครองจกรประเภทตางๆ ทใชตดซงจำเปนตองใชอปกรณปองกนอนตรายทมา : 1. Engineering Design for The Control of Workplace Hazard, 1987.
2. Safety and Health for Industrial/Vocational Education for Supervisors and Instructors NIOSH/OSHA, 1981.

6-19การผลต
(2) การอดดวยเครองอดหรอเครองปมเปนเครองจกรทใชในการอดขนรป ตด ปมเจาะร ดดงอ ฯลฯ แผนโลหะตางๆ หรอปมวสดตางๆ เชน หนง พลาสตก เปนตน ผลตภณฑหลายๆ อยางในชวตประจำวน เชน หมอขาว ชอนสอม ชนสวนรถยนตหรอกระปอง ฯลฯ กตองอาศยเครองปมในการผลตทงสน สถตอบตเหตทเกดจากเครองปมมอตราคอนขางสง มประมาณถง 50%ของอบตเหตทงหมดสวนใหญจะเปนอบตเหตทเกดขนทมอและนวมอ ดงนนเครองจกรทมการทำงานในลกษณะนจงจำเปนตองมอปกรณปองกนอนตราย เชน เครองอด (ดงรปท 6.7)
รปท 6.7 แสดงเครองอดทจำเปนตองใชอปกรณปองกนอนตรายทมา : Concepts and Techniques of Machine Safeguarding, 1980.
จะเหนไดวาเครองจกรประเภทตางๆ มลกษณะของการเคลอนไหวและลกษณะของการทำงานทกอใหเกดอบตเหต การบาดเจบมากมาย ดงนนเครองจกรทใชในงานอตสาหกรรมจงจำเปนตองมและใชอปกรณปองกนอนตรายฯ เพอปองกนอบตเหตใหแกผทปฏบตงานกบเครองจกร เพราะวาการปองกนอบตเหตนนไมสามารถกระทำได โดยการฝกสอน อบรม แนะนำ ใหแกผปฏบตงานเพยงอยางเดยวแตจะตองมการวางมาตรการปองกนไวดวย ในกรณของ เครองจกร มาตรการทสำคญเพอปองกนอบตเหตนน กคอการมและใชอปกรณปองกนอนตรายจากเครองจกรนนเอง
1.12 หลกการออกแบบและเลอกวสดทใชสรางอปกรณปองกนอนตรายจากเครองจกรอปกรณปองกนอนตรายจากเครองจกรจะตองไดรบการออกแบบใหสามารถปองกน อบตเหต อนตราย
ตางๆ ใหแกผทปฏบตงาน โดยอาศยหลกเกณฑในการออกแบบอปกรณปองกนอนตรายฯ ดงน
1.12.1 ปองกนการสมผสกบจดอนตรายของเครองจกร คอ จะตองสามารถปองกน แขนหรออวยวะสวนอนใดของรางกายไมใหสมผสกบจดอนตรายของเครองจกรทกำลงทำงานอย เชน ใชอปกรณปองกนอนตรายชนดปดกนหมดหรอเปนแบบมระบบควบคมไมใหเครองจกรทำงานถาหากมสงแปลกปลอมเขาไปอยในบรเวณอนตรายของเครองจกรนน
1.12.2 มความมนคงแขงแรง อปกรณปองกนอนตรายฯ จะตองมความมนคง แขงแรง ทนทานตอการใชงานปกตและมการบำรงรกษานอยทสด ถาหากมความแขงแรงของเนอวสดทใชทำไมเพยงพอแลว เมอถกกระทบกระแทกอาจจะแตกเปนชนสวนเลกๆ ซงอาจเปนอนตรายตออปกรณตางๆ เชน ฟนเฟอง ภายในเครองจกรได นอกจากนจะตองยดตดกบเครองจกร อยางมนคง ไมสามารถถอดหรอดงออกไดโดยงาย

6-20 การผลต
1.12.3 ตองปลอดภยและเอออำนวยตอการหลอลนและการตรวจซอมแซม อปกรณ ปองกนอนตรายจากเครองจกรตองออกแบบใหผปฏบตงานสามารถหยอด นำมนหลอลนเครองจกร โดยไมตองถอดอปกรณปองกนอนตรายออกเสยกอน ภาชนะบรรจนำมนหลอลน อาจอยในอปกรณปองกนอนตราย หรออาจอยภายนอกอปกรณปองกนอนตรายแตมทอเลกๆ สำหรบนำนำมนหลอลนเขาสเครองจกรได ดงนนผปฏบตงานจงไมจำเปนตองเปดอปกรณปองกนอนตรายออกเพอใช มอ แขนฯ เขาสบรเวณทอาจทำใหเกดอนตรายไดสำหรบอปกรณปองกนอนตรายทมลกษณะเปนฝาครอบปดกจะตองออกแบบใหมบานพบ ตดเอาไวสำหรบยกปด-เปดซงดกวาชนดถอดออกไดเลย เพราะผปฏบตงานอาจยกถอดออกและไมประกอบตดเปนฝาครอบปดเหมอนดงเดมอก
1.12.4 ไมเปนสาเหตใหเกดอนตรายอยางใหม ตองออกแบบอปกรณปองกนอนตราย โดยไมใหมสวนทจะทำใหเกดอนตรายตอผปฏบตงาน เชน มขอบทแหลมคม ขรขระ เปนรอยหยก เปนฟนหรอเปนเหลยม เพราะลกษณะเชนนจะกอใหเกดอนตรายหรอเกดบาดแผลตางๆ แกผปฏบตงานไดและตองยดอปกรณปองกนอนตรายฯ ใหแนนหนาไมใหมสวนทยนออกมา ซงอาจสน เคลอนไหวขณะเครองจกรทำงานซงอาจกอใหเกดอนตรายไดเชนกน
1.12.5 ตองไมขดขวางตอการปฏบตงาน อปกรณปองกนอนตรายทดจะตองออกแบบใหผปฏบตงานทำงานไดอยางสะดวก ไมขดขวางตอการทำงาน เพราะถาเปนเชนนนผปฏบตงานอาจถอดอปกรณปองกนอนตรายฯ ออกเพราะทำใหเสยเวลาในการทำงาน ดงเชนโรงงานเยบผาทออกแบบอปกรณปองกนอนตรายปองกนเขมบนจกรเยบผา มใหเยบถกมอผปฏบตงาน โดยทำเปนปลอกโลหะหมปลายเขมสงพนจากพนลางเพยงเทากบความหนาของผาทจะลอดเขาไปใตเขมเทานน ทำใหผปฏบตงานปลอดภยจากการทนวมอจะถกเขมเยบผาแตปลอกหมปลายเขมนบงรรอยดายและทำใหมองไมเหนขณะทเยบผา ดงนนผปฏบตงานจงดงอปกรณปองกนอนตรายนออกจากเขมเยบผาและไมใชอกตอไป
1.12.6 สามารถปองกนอนตรายใหกบผทอยใกลเคยงเครองจกร จะตองออกแบบใหอปกรณปองกนอนตรายนนสามารถปองกนใหกบผทเดนไปมาหรอผทอยใกลเคยงกบเครองจกรนนกคอถงแมวาจะชวยปองกนอนตรายใหกบผปฏบตงานแลวยงตองคำนงถงผทเขาใกลกบเครองจกรนนดวย ดงเชนกรณของเดกทเขามาวงเลนในโรงงานทมเครองจกรใชสายพาน แตผปฏบตงานไมคอยปฏบตงานในบรเวณนนมากนก จงไมใสอปกรณปองกนอนตราย แตเดกเขามาเลนในบรเวณนนจงถกสายพานพนเขาไปนอกจากนนอปกรณปองกนอนตรายจะตองไดรบการออกแบบใหสามารถปองกนอนตรายไดในทกสภาพการทำงาน ทงทมองเหนและในสภาวะใดๆทอาจเกดขน เชน เครองตดทใชอปกรณปองกนอนตรายดวยการใชปมกด 2 ปมพรอมกน เครองตดจงจะทำงานในกรณททำงานคนเดยวแตถามคนมาชวยหรอทำงานเกนกวา 2 คนกอาจเกดอนตรายไดถามคนอนไปชวยกดปมทง 2 นนในขณะทมอของอกคนหนงกำลงใส ชนสวนเขาไป ดงนนการใชปมกด 2 ปมจงไมปลอดภยเพยงพอ จะตองมวธการอน เชน การตดตงระบบตาไฟตรงหนาใบมดหรอมอปกรณปดสงกดขวางออกกอนทใบมดจะเคลอนตว ลงมา เปนตน
1.12.7 เปนไปตามกฎหมายบงคบ หลกการออกแบบอปกรณปองกนอนตรายทสำคญกคอจะตองมลกษณะเปนไปตามกฎหมายบงคบของสวนราชการนนๆ ทงกฎหมายของกระทรวงอตสาหกรรม กระทรวงมหาดไทยและประการสำคญอกอนหนงในเรองหลกการออกแบบอปกรณปองกนอนตรายกคอจะตองหางายราคาเหมาะสม ไมแพงจนเกนไป

6-21การผลต
1.13 การเลอกวสดทใชในการสรางอปกรณปองกนอนตรายวตถทใชสรางอปกรณปองกนอนตรายจากเครองจกรนนแตกตางกนไปขนอยกบชนงานและลกษณะ
ของงานททำดงตอไปน
1.13.1 โลหะ เปนวสดทนยมใชในการสรางอปกรณปองกนอนตรายมากทสดเพราะวามความแขงแรง ทนทานไดด โลหะทใชกนมาก ไดแก เหลกแผน แผนเหลกเจาะรหรออลมเนยม ซงมนำหนกเบาและไมเปนสนม
1.13.2 แกวหรอพลาสตก จะใชวสดประเภทนเมอตองการมองเหนการทำงานของ เครองจกร เชนใชแผนพลาสตกใสดดโคงปกคลมใบเลอยของเครองเลอยเพอปองกนการกระเดนของเศษขเลอย เปนตน
1.13.3 ไม สำหรบอปกรณปองกนอนตรายททำดวยไมมกมขอจำกดหลายอยาง เชน ไมแขงแรงทนทาน นอกจากนถาทำงานในสภาพทมไอนำมนมากๆ จะอมนำมน ทำใหเปนเชอเพลงไดอยางด นอกจากนอาจแตกหก เปนชนเลกชนนอยปนเปอนไปกบผลตภณฑหรอกระเดนถกผปฏบตงานทำใหเกดการบาดเจบได
จะเหนไดวาวสดทใชสรางอปกรณปองกนอนตรายมหลายชนดดงกลาวแลว แตละชนด กมขอดขอบกพรองแตกตางกนไป ดงนนจงมความเหมาะสมทจะนำไปใชงานแตกตางกนไปดวย อยางไรกตามเรามหลกการเลอกวสดหรอนำมาสรางอปกรณปองกนอนตราย ดงน
1) ตองมนำหนกเบา เพอความสะดวกในการเคลอนยายในกรณทจำเปน เชน ในการซอมแซมบำรงรกษา
2) ไมเปนสนม ทำใหมอายการใชงานยนยาว ไมเปนสนมผกรอนงายและสะดวกในการบำรงรกษา
3) มความแขงแรง ทนทาน ไมแตกหกหรองอโคงไดงายเพราะในกระบวนการผลตตางๆ อาจมการกระทบกระแทกจากผปฏบตงานหรอวตถดบตางๆ จงตองมความแขงแรงและทนทาน
4) ตองไมตดไฟไดงาย เพอปองกนการเกดอคคภยเพราะอปกรณปองกนอนตรายอยใกลชดกบเครองจกร อาจมอบตเหตจากไฟฟาลดวงจร ถาอปกรณปองกนอนตรายตดไฟไดงายกอาจทำใหเกดอคคภยได
5) ตองไมนำไฟฟาหรอเปนฉนวนในกรณเพอปองกนอบตเหตจากไฟฟาลดวงจรหรอไฟฟาดดผปฏบตงาน
6) สามารถจดหามาไดงาย กลาวคอจะตองมอยในทองตลาดโดยทวไป เมอมความตองการตองกหาไดโดยงาย ไมควรเปนวสดทตองสงมาจากตางประเทศ ทำใหเสยเวลารอคอย
7) ราคายอมเยาว วสดทใชสรางไมควรมราคาแพงเพราะจะทำใหเพมตนทนในการผลตสนคาอก

6-22 การผลต
1.14 อปกรณปองกนอนตรายจากเครองจกรชนดอยกบทและชนดอนเตอรลอคการทำใหผปฏบตงานกบเครองจกรไดรบความปลอดภยจากการทำงานในสถานประกอบการหรอโรง
งานอตสาหกรรม สามารถกระทำไดหลายวธ เชน การอบรมใหความร ถงเทคนควธการทำงานตางๆ และใหตระหนกถงความปลอดภยในการทำงาน ไมประมาทเลนเลอ ไมทำงานแบบชอบเสยง การจดสภาพสงแวดลอมการทำงานใหเหมาะสม เปนตน การใชอปกรณปองกนอนตรายจากเครองจกรเปนวธหนงทมความสำคญ โดยเฉพาะผปฏบตงานกบเครองจกร ไมวาจะเปนเครองตนกำลง เครองสงกำลง หรอเครองจกรทำการผลต จะตองมอปกรณปองกนอนตราย เพอใหเกดความปลอดภยแกผปฏบตงานตลอดเวลา
อปกรณปองกนอนตรายจากเครองจกรอาจแบงออกไดหลายประการ ในทนจะแบงออกเปน 2 ชนดคอ อปกรณปองกนอนตรายฯ ชนดอยกบทกบชนดอนเตอรลอค ซงมรายละเอยดตอไปน
1.14.1 อปกรณปองกนอนตรายชนดอยกบท (Fixed-Guard) เปนอปกรณปองกนอนตรายทไดออกแบบมาใหใชกบเครองจกรนนๆ อยางถาวร ดงนนจงตองมการยดกบตวของเครองจกรหรอพนโรงงานอยางแนนหนามนคงและจะตองใชเครองมอพเศษสำหรบการถอดออกมาบำรงรกษาหรอซอมแซม อปกรณปองกนอนตรายฯ ชนดนสวนใหญมกทำดวยโลหะ มหลายแบบในทนจะกลาวถงเพยง 2 แบบ คอ แบบปดกนหรอครอบทงหมดและแบบปดกนทสามารถมองเหนการทำงานของเครองจกร ดงน
1) แบบปดกนหรอครอบทงหมด ใชปดกนหรอครอบเครองจกรหรอชนสวนของเครองจกรทงหมด ในกรณทไมตองการมองเหนการทำงานของเครองจกรหรอสวนประกอบนน เชน ฝาครอบทปดครอบชดเฟองหรอสายพานโซ เฟองโซ หรอกระปกเกยรตางๆ สวนใหญจะทำใหเปดไดเพอการซอมบำรงโดยมบานพบตดเอาไวซงดกวาการถอดแยกออกจากเครองจกรเลย เพราะเมอถอดฝาครอบออกไปแลวมกจะไมประกอบฝาครอบกลบเขาทเดมอก ฝาครอบชนดนมทงแบบปด-เปดซอมบำรง โดยตดบานพบไวและฝาครอบแบบทมทอหยอดนำมนในตวโดยไมตองเปดฝาครอบออกกอน ดงรปตอไปน
รปท 6.8 แสดงอปกรณปองกนอนตรายชนดอยกบทก. แบบฝาครอบปด - เปดไดสำหรบการซอมบำรง
ข. แบบทมทอหยอดนำมนในตวโดยไมตองเปดฝาครอบออกกอนทมา : Accident Prevention a worker's education manual, ILO Geneva, 1983.
ตามปกตอปกรณปองกนอนตรายชนดนจะทนทานตอการชำรด สกหรอ เพราะทำดวยโลหะแผนทมความแขงแรง และเปนทนยมใชมากกวาอปกรณ ปองกนอนตรายชนดอนๆ เพราะปองกนมใหมอหรออวยวะสวนอนใดของผปฏบตงานเขาถงจดอนตราย นอกจากนยงชวยปองกนการกระเดนของเศษวสดจากเครองจกรเพราะเปนแบบปดกนหรอครอบหมดทงเครองจกร

6-23การผลต
2) แบบปดกนทสามารถมองเหนการทำงานของเครองจกร ในกรณทตองการเหนการทำงานของเครองจกรวสดทใชทำอปกรณปองกนอนตรายชนดนอาจทำดวยโลหะ แผนเจาะร ตะแกรงโลหะหรอเหลกเสนถาเปนเหลกเสนกมกจะตดตงใหขนานกบการเคลอนทของเครองจกร จงจะทำใหมองเหนการเคลอนทนนไดชดเจน ดงเชน อปกรณปองกนอนตรายของเครองปมแผนโลหะ ดงรปตอไปน
รปท 6.9 แสดงเครองปมแผนโลหะซงตดตงอปกรณปองกนอนตรายฯ เปนตะแกรงเหลกเสน ปองกนมใหมอของผปฏบตงานเขาถงจดคมตด
ทมา : Concepts and Techniques of Machines Safeguarding, 1980.
อปกรณปองกนอนตรายชนดนอาจทำดวยตะแกรงเหลกในสวนทตองการเหนการหมนของเครองจกร เชน แบบทใชปดกนสายพานและพลเลของเครองจกรทมการสงกำลง ดงรปภาพ
รปท 6.10 แสดงอปกรณปองกนอนตรายชนดอยกบทแบบททำดวยตะแกรงเหลกปดกนสายพานและพลเลทใชสงกำลงของเครองจกร
ทมา : Code of Practice, Safeguarding of machinery, British Standards Institution,G 10.

6-24 การผลต
อปกรณปองกนอนตรายชนดอยกบทอกแบบหนงทใชกนแพรหลายคอแบบการใชแผนกน (Fixedbarrier guards) ซงเปนไดทงแผนโลหะ พลาสตก ตะแกรงลวดหรอตะแกรงเหลกทมรในแผนตะแกรงนนเลกขนาดไมใหมอของผปฏบตงานลอดผานเขาไปไดและชนงานมการเปลยนแปลงรปรางไมมากนกเชนทใชกบเครองตดโลหะแผน ซงจะตดโลหะทมความหนาสงสดซงจำกดอย จะเปลยนแปลงกเฉพาะขนาดความกวางของชนงานเทานน ดงนนจงสามารถตดตงแผนกนไดโดยจำกดขนาด ชวงหางของทางเขาใหมคาปลอดภย เชนมขนาด 3/8 นว เปนตน ดงรปขางลางน
รปท 6.11 แสดงการใชอปกรณปองกนอนตรายชนดอยกบทแบบแผนกนโลหะโดยมชองทางเปดเพอปอนชนงาน มขนาดกวางไมเกน 3/8 นว
ทมา : Modern Safety Practices.ขอดของอปกรณปองกนอนตรายชนดนคอ
(1) สามารถจดทำหรอสรางใหเหมาะกบเครองจกรไดหลายชนดและชวยปองกนอนตรายใหกบผปฏบตงานไดเกอบทงหมด
(2) ไมตองการการดแลบำรงรกษาเปนพเศษ(3) เหมาะกบงานซำซาก(4) งายในการตดตง
ขอจำกดของอปกรณปองกนอนตรายชนดน คอ(1) ทำใหไมสามารถมองเหนการทำงานของเครองจกรได(2) อาจตองการเครองมอพเศษดงชนงานทเขาไปตดขดในเครองจกร(3) ใชไมไดกบเครองจกรทกชนด
1.14.2 อปกรณปองกนอนตรายชนดอนเตอรลอค (Interlocked Guard) ในกรณทขนตอนของการทำงานกบเครองจกรนน ผปฏบตมความจำเปนตองใชมอจบหรอปอนชนงาน เขาสเครองจกรในขณะทเครองจกรไมทำงาน แตเมอเครองจกรทำงานแลว มอของผปฏบตงาน กอาจไดรบอนตรายจากเครองจกรไดดงนนการแกปญหาคอ จะตองทำให "อปกรณปองกนอนตรายชนดอยกบท" นนเปดออกชวคราวในขณะเดยวกนระบบทควบคมการทำงานของ เครองจกรกหยดทำงานดวย ผปฏบตงานกสามารถจบหรอปอนชนงานนนเขาสเครองจกรไดโดยปลอดภย หลงจากนนเมอเอามอออกจากบรเวณอนตรายนนแลว จดการให "อปกรณปองกนอนตรายชนดอยกบท" นน กลบเขาทเดมเรยบรอยแลว เครองจกรจงจะเรมทำงานตอไป

6-25การผลต
การทำงานของอปกรณปองกนอนตรายชนดอนเตอรลอคนอาจทำงานดวยระบบกลไก กระแสไฟฟาหรอแมระบบลมกได (Pneumatics) หรออาจเปนระบบทการรวมกนของระบบดงกลาวกไดเชนเดยวกนการออกแบบการทำงานของอปกรณฯ ชนดนมหลกการกคอในขณะทเครองจกรกำลงทำงานอยนน ถาอปกรณปองกนอนตรายชนดนถกเปดออกหรอมอะไรลวงลำบรเวณอปกรณปองกนอนตรายเขาสเครองจกรนนการทำงานของเครองจกรจะตองหยดทนทและถาอปกรณปองกนอนตรายฯ ยงไมอยในตำแหนงทจะปองกนอนตรายใหกบผปฏบตไดแลว เครองจกรกตองไมสามารถจะเรมทำงานได กลาวโดยสรป กคอ อปกรณปองกนอนตรายจะทำหนาทเปนปมบงคบทควบคมการทำงานของเครองจกรโดยม ขอแมวา เครองจกรจะไมกอใหเกดอนตรายใดๆ ขน ปมจงจะทำหนาทปดวงจรใหเครองจกรทำงาน ดงนนหลกการตดตงอปกรณปองกนอนตรายชนดนจงมหลกสำคญ 3 ขอ คอ
1) จะตองตดตงอปกรณปองกนอนตรายฯ ใหเขาทเสยกอน จงจะใชเครองจกรนนได กลาวคอจะตองปดกนปองกนอนตรายใหกบผปฏบตงานไดตลอดเวลาทเครองจกรทำงาน
2) จะตองใหจดอนตรายของเครองจกรนนหยดทำงานหรอหยดนงเสยกอนจงจะเปดอปกรณปองกนอนตรายได
3) ถาอปกรณปองกนอนตรายฯ เกดชำรด ขดของหรอถกเปดออกเครองจกรนน จะตองหยดทำงานทนท
ตวอยางของอปกรณปองกนอนตรายชนดอนเตอรลอคน ไดแก อปกรณทใชกบคลทของเครองปมดงแสดงในภาพขางลางจะเหนวาตวอปกรณปองกนอนตรายจะประกอบไปดวยโครงเหลกเสนประตเปด-ปด Aเมอประตนปด กจะชวยปองกนมใหอวยวะใดๆ ของผปฎบตงานเขาถงจดอนตราย เพราะวาประต A นมกลไกการทำงานสมพนธกบการทำงานของคลท B ทวา เครองปมจะไมทำงานจนกวาประต A นจะปดอยางสนทนนกคอเมอเครองจกรทำงานประต A กจะปดลงมาโดยสวนควบคมอปกรณปองกนอนตราย C และประตนไมสามารถเปดออกได จนกวาคลทซจะหยดทำงาน
รปท 6.12 อปกรณปองกนอนตรายชนดอนเตอรลอคทใชกบเครองปมทมา : Code of Practice, Safeguarding of machinery, British Standards Institution,G 10.

6-26 การผลต
ขอดของอปกรณปองกนอนตรายชนดนคอ(1) ใหการปองกนอนตรายกบผปฏบตงานไดเกอบทงหมด(2) ถาชนงานเขาไปตดขดในเครองจกรสามารถแกไขได โดยไมตองใชเวลามากเหมอนชนดอยกบท(3) ไมขดขวางตอกระบวนการผลต
ขอจำกดของอปกรณปองกนอนตรายชนดนคอ(1) จำเปนตองมการปรบ กลไก การทำงานอยเปนประจำ(2) ตองการการดแลบำรงรกษาเปนพเศษมากกวาอปกรณปองกนอนตรายชนดอยกบท(3) อาจเกดอนตรายตอผปฏบตงานไดถากลไกการทำงานของเครองจกรกบอปกรณ ปองกนอนตราย
เกดการขดของ
1.15 อปกรณปองกนอนตรายจากเครองจกรชนดอน ๆนอกเหนอจากอปกรณปองกนอนตรายทกลาวมาแลวขางตน ยงมเครองมอหรออปกรณบางชนด
ทไมใชอปกรณปองกนอนตรายจากเครองจกรโดยตรงแตเปนเครองมอหรออปกรณทชวยใหผปฏบตงานทำงานดวยความปลอดภยยงขน ไดแก
1.15.1 อปกรณดงกลบหลงหรอดงถอยหลง1.15.2 อปกรณจำกดระยะทาง1.15.3 การควบคมการใชดวย 2 มอ1.15.4 การปอนงานเขาสเครองจกรโดยอตโนมต1.15.5 หนยนต1.15.6 เครองปอนชนงาน เปนตน

6-27การผลต
2. การออกแบบผงโรงงานและการขนถายวสด (Plant layout / Material Flow)
2.1 การออกแบบและวางแผนผงโรงงาน (Plant Layout)ในปจจบนธรกจอตสาหกรรมไดตระหนกถงความสำคญทางดานการออกแบบและวางผงโรงงานมาก
ขน ทงนเนองจากตองการทจะใชทรพยากรและปจจยการผลตตางๆ ทมอยอยางจำกดใหเกดประโยชนสงสดในกระบวนการผลตของโรงงานอตสาหกรรมแตละรปแบบทมการนำวตถดบผานกระบวนการผลตจนไดเปนผลตภณฑสำเรจรปออกมาถงแมวาจะเปนผลตภณฑชนดเดยวกน ใชเวลาในการผลตเทากน แตผลผลตทไดออกมาอาจจะไมเทากน ทงนขนอยกบวธการของการจดเตรยมสถานทสำหรบวางเครองจกร วตถดบ คนสถานททำงาน พรอมทงสงอำนวยความสะดวกและสนบสนนการผลตในตำแหนงทเหมาะสม
รปท 6.13 แสดงการจด Plant Layout
การวางผงโรงงาน (Plant Layout) เปนการวางแผนเพอจดวางเครองจกรวตถดบ คน สถานททำงานพรอมทงสงอำนวยความสะดวกและสนบสนนการผลตในตำแหนงทเหมาะสม เพอใหการดำเนนงานเปนไปอยางมประสทธภาพและประหยด ดงนนการวางผงโรงงานจงเปนกจกรรมหนงททำใหการออกแบบโรงงานทงหมดของกจการเกดประโยชนมากทสด
2.1.1 วตถประสงคของการวางผงโรงงาน โรงงานใดทมการจดวางผงโรงงานไดดยอมไดเปรยบในหลายๆ ดาน เพราะจะทำใหประหยดคาใชจายในการดำเนนงาน ทงทางตรงและทางออม อกทงยงมประโยชนในดานอนๆ อกมากมาย เชน
1) ลดความเสยงตอปญหาสขภาพและยงสรางความปลอดภยใหกบคนงานอกดวย เปนการสรางขวญกำลงใจและความพอใจใหกบคนงาน
2) ใชเครองจกร คนงานและบรการไดอยางเกดประโยชน3) ทำใหผลผลตสงขน4) เวลาในการรอคอยในกระบวนการผลตนอยและใชเวลาในการผลตนอยลง5) ใชเนอทและพนทไดอยางมประสทธภาพ6) ลดการขนถายวสด รวมทงสามารถลดพสดคงคลงในกระบวนการ (Inventory In Process)
ไดอกดวย

6-28 การผลต
7) สามารถควบคมดแลไดงาย8) ลดความยงยากและความแออดภายในโรงงาน9) ลดจำนวนของเสย10) มความยดหยนสำหรบการเปลยนแปลงไดงาย เปนตน
และในการวางผงโรงงานทเหมาะสมจะกอใหเกดผลดมากมายตอธรกจ ซงสามารถจำแนกไดดงน1) สามารถผลตสนคาไดตามปรมาณ ตามเวลาทกำหนดและเปนผลตภณฑทตองการ
(Efficiency of production)2) การใชทรพยากรใหเกดประโยชนสงสดและคงท (Stability utilization of production
facilities)3) การไหลของงานราบเรยบทำใหเกดสนคาคงคลงประเภท Work-in-process นอยสด
ในระหวางหนวยการผลต (Small work-in-process inventories)4) สามารถผลตสนคาไดหลายๆ ชนดและมจำนวนมาก มความยดหยน (Flexibility and
adaptability of production) สามารถผลตและประยกตเขากบตลาดทมการเปลยนแปลงบอยๆ เพอความเปนไปไดในการขยายงานในอนาคต
5) สามารถผลตสนคาไดอยางประหยด มตนทนการผลตทเหมาะสม คอมตนทน นอยสด(Economy of production)
รปท 6.14 การจด Plant Layout ในโรงงาน
2.1.2 เปาหมายในการวางผงโรงงาน การออกแบบผงโรงงานสรางขนเพอใชแกปญหาตางๆ ในโรงงาน เพอใหมประสทธภาพในการดำเนนงานมากทสด เปาหมายของการวางแผนการวางผงโรงงานคอ
1) เพอลดเวลารวมการทำงานใหสนสด2) ลดตนทนใหถกสด

6-29การผลต
3) ลดเวลา และตนทนในการจดการวตถดบ4) ลดความไมแนนอนหรอความหลากหลายในอปกรณการจดการวตถดบ5) ลดการลงทนในเรองอปกรณเครองมอ6) ประสทธภาพสงสดในการใชพนท7) รกษาความยดหยนในการทำงาน
2.1.3 ปญหาและสาเหตของการวางผงโรงงาน การวางผงโรงงานหรอการจดตำแหนงของคนเครองจกร วตถดบ พรอมทงสงอำนวยความสะดวกและสนบสนนการผลตในตำแหนง ทเหมาะสมนนเปนปญหาของโรงงานทกแหงจนปจจบนนกยงมการพฒนาและแกปญหาเหลานอยแมวาในแตละปญหาของการวางผงโรงงานจะมรายละเอยดทแตกตางกน แตโรงงานสวนใหญจะมการผลกดนใหมการพฒนาผงโรงงาน ซงสาเหตททำใหโรงงานตองมการพฒนาผงโรงงานกอาจจะมสาเหตมาจากสงเหลาน คอ
1) การออกแบบผลตภณฑทเปลยนแปลง2) การผลตผลตภณฑชนดใหม3) ปรมาณการผลตทเปลยนแปลง4) เครองจกร อปกรณ และสงอำนวยความสะดวกลาสมย5) การเกดอบตเหตบอยครง6) สภาวะการทำงานของคนงานไมด7) การเปลยนทำเลทตงของโรงงานใหมหรอศนยรวมของตลาดเปลยนแปลง8) การลดตนทนการผลต
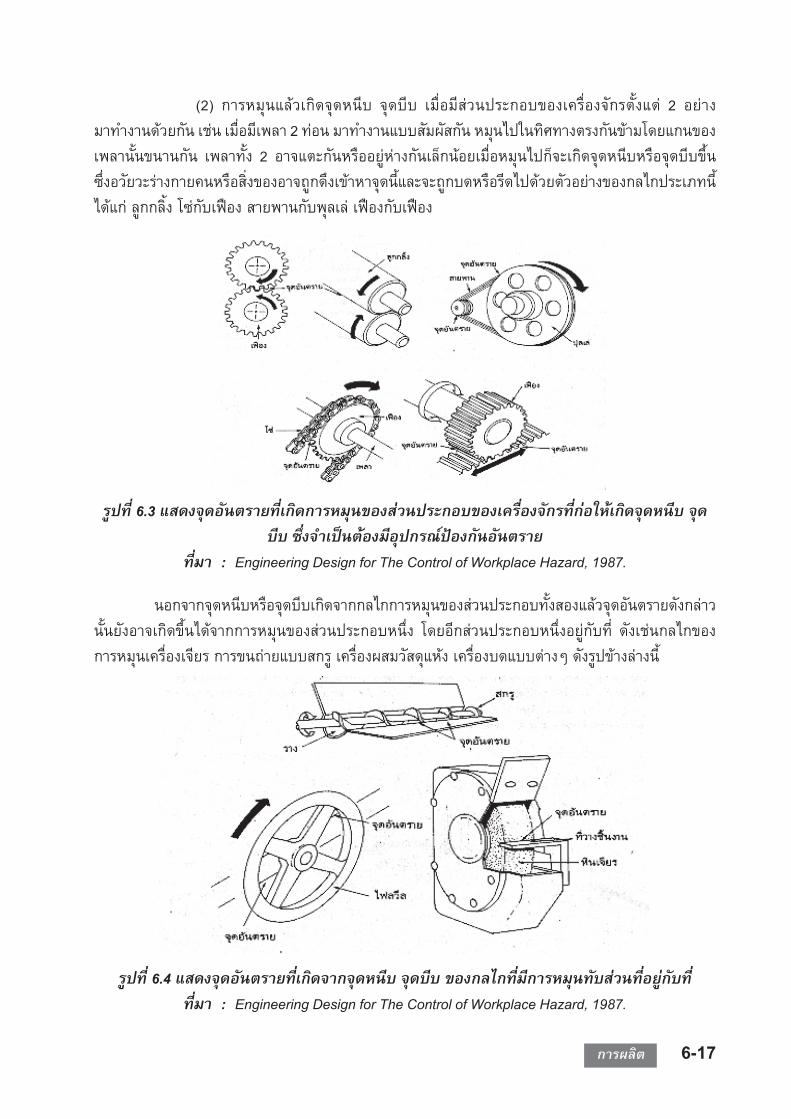
2.1.4 ชนดของผงโรงงาน โดยทวไปชนดของผงโรงงานแบงออกเปน 3 ชนด คอ1) การวางผงโรงงานตามชนดของผลตภณฑ (Product Layout) การวางผงโรงงานชนดนเหมาะ
สำหรบผลตภณฑชนดเดยวหรอนอยชนด แตละชนดผลตเปนจำนวนมากและทำการผลตในพนทสำหรบผลตผลตภณฑชนดนนโดยเฉพาะ การวางผงชนดนจะมการจดเรยงเครองจกรและอปกรณทจะนำมาใชในกรรมวธการผลตตามลำดบขนตอน โดยการปอนวตถดบเขาทางหนงของสายการผลตผานกระบวนการจนไดเปนผลตภณฑออกมาอยางตอเนอง เชน โรงงานประกอบรถยนต วทย ทว เปนตน
รปภาพท 6.15 แสดงการวางผงโรงงานตามชนดของผลตภณฑ
á¼¹¡¼ÅÔµÀѳ±• A
á¼¹¡¼ÅÔµÀѳ±• BÇѵ¶Ø
Ôº
¼ÅÔµÀ
ѳ±•ขนรป ตดแตง อบ พนส เคลอบ ตรวจสอบ บรรจ
หลอ เจยร ตดแตง เจาะร ทาส ตรวจสอบ บรรจ
6-30 การผลต
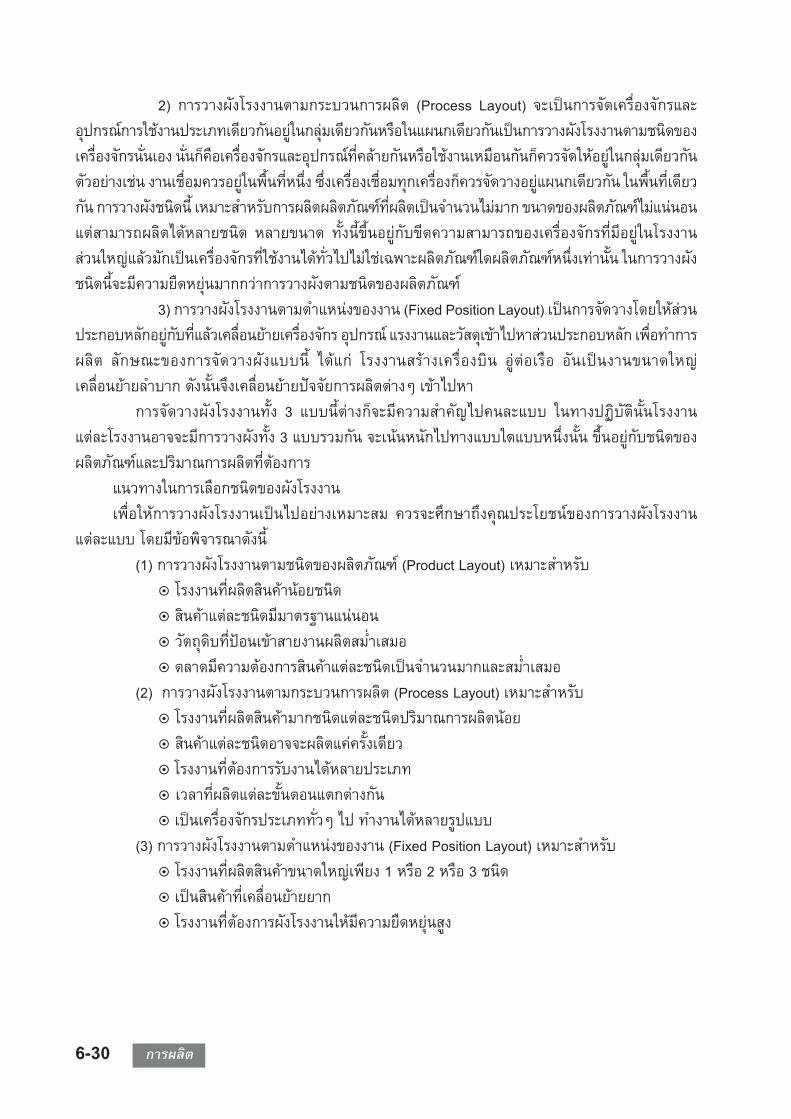
2) การวางผงโรงงานตามกระบวนการผลต (Process Layout) จะเปนการจดเครองจกรและอปกรณการใชงานประเภทเดยวกนอยในกลมเดยวกนหรอในแผนกเดยวกนเปนการวางผงโรงงานตามชนดของเครองจกรนนเอง นนกคอเครองจกรและอปกรณทคลายกนหรอใชงานเหมอนกนกควรจดใหอยในกลมเดยวกนตวอยางเชน งานเชอมควรอยในพนทหนง ซงเครองเชอมทกเครองกควรจดวางอยแผนกเดยวกน ในพนทเดยวกน การวางผงชนดน เหมาะสำหรบการผลตผลตภณฑทผลตเปนจำนวนไมมาก ขนาดของผลตภณฑไมแนนอนแตสามารถผลตไดหลายชนด หลายขนาด ทงนขนอยกบขดความสามารถของเครองจกรทมอยในโรงงานสวนใหญแลวมกเปนเครองจกรทใชงานไดทวไปไมใชเฉพาะผลตภณฑใดผลตภณฑหนงเทานน ในการวางผงชนดนจะมความยดหยนมากกวาการวางผงตามชนดของผลตภณฑ
3) การวางผงโรงงานตามตำแหนงของงาน (Fixed Position Layout) เปนการจดวางโดยใหสวนประกอบหลกอยกบทแลวเคลอนยายเครองจกร อปกรณ แรงงานและวสดเขาไปหาสวนประกอบหลก เพอทำการผลต ลกษณะของการจดวางผงแบบน ไดแก โรงงานสรางเครองบน อตอเรอ อนเปนงานขนาดใหญเคลอนยายลำบาก ดงนนจงเคลอนยายปจจยการผลตตางๆ เขาไปหา
การจดวางผงโรงงานทง 3 แบบนตางกจะมความสำคญไปคนละแบบ ในทางปฏบตนนโรงงานแตละโรงงานอาจจะมการวางผงทง 3 แบบรวมกน จะเนนหนกไปทางแบบใดแบบหนงนน ขนอยกบชนดของผลตภณฑและปรมาณการผลตทตองการ
แนวทางในการเลอกชนดของผงโรงงานเพอใหการวางผงโรงงานเปนไปอยางเหมาะสม ควรจะศกษาถงคณประโยชนของการวางผงโรงงาน
แตละแบบ โดยมขอพจารณาดงน(1) การวางผงโรงงานตามชนดของผลตภณฑ (Product Layout) เหมาะสำหรบ
โรงงานทผลตสนคานอยชนด สนคาแตละชนดมมาตรฐานแนนอน วตถดบทปอนเขาสายงานผลตสมำเสมอ ตลาดมความตองการสนคาแตละชนดเปนจำนวนมากและสมำเสมอ
(2) การวางผงโรงงานตามกระบวนการผลต (Process Layout) เหมาะสำหรบ โรงงานทผลตสนคามากชนดแตละชนดปรมาณการผลตนอย สนคาแตละชนดอาจจะผลตแคครงเดยว โรงงานทตองการรบงานไดหลายประเภท เวลาทผลตแตละขนตอนแตกตางกน เปนเครองจกรประเภททวๆ ไป ทำงานไดหลายรปแบบ
(3) การวางผงโรงงานตามตำแหนงของงาน (Fixed Position Layout) เหมาะสำหรบ โรงงานทผลตสนคาขนาดใหญเพยง 1 หรอ 2 หรอ 3 ชนด เปนสนคาทเคลอนยายยาก โรงงานทตองการผงโรงงานใหมความยดหยนสง

6-31การผลต
นอกจากนแลวอาจจะทำการพจารณาเลอกผงโรงงานโดยการเปรยบเทยบขอดของการวางผงโรงงานแตละแบบไดดงน
การวางผงตามชนดของผลตภณฑ การวางผงตามชนดของกระบวนการผลต1. คาใชจายในดานการขนถายวสดตำกวา 1. เครองจกรประเภทเดยวกนมนอยจงทำใหเงนลงทน2. ใชเวลาในการผลตนอยกวา ดานเครองจกรตำกวา3. มงานคางในกระบวนการผลตนอยกวา 2. มความยดหยนของระบบการผลตสงกวา4. สามารถจงใจใหกลมคนงานปฏบตงานในระดบท 3. การควบคมดแลสามารถทำไดอยางมประสทธภาพ
สงขนไดมากกวา 4. สามารถจงใจใหคนงานคนใดคนหนงทำงานได5. ใชพนททตองการสำหรบผลตภณฑตอหนวยนอยกวา ในระดบทสงขนไดมากกวา6. สามารถควบคมการผลตไดงายกวามการควบคมนอย 5. สามารถควบคมสวนทซบซอนและตองการ
และบนทกเกบขอมลนอยกวา ซงทำใหคาใชจาย ความถกตองไดดกวาในทางบญชตำกวา 6. งายสำหรบการหยดเครองและเคลอนยายงาน
จากเครองหนงไปยงอกเครองหนงหรออกพนทหนง
การวางผงโรงงานแตละชนดตางกมขอดและขอเสยทแตกตางกนออกไป ชนดของผลตภณฑและปรมาณการผลตเปนองคประกอบสำคญสำหรบการพจารณาเลอกผงโรงงานแตละแบบ บางครงอาจจะพบวาโรงงานหนงๆ อาจจะมการวางผงทง 3 แบบกได ขนอยกบความเหมาะสมของแตละกจการ
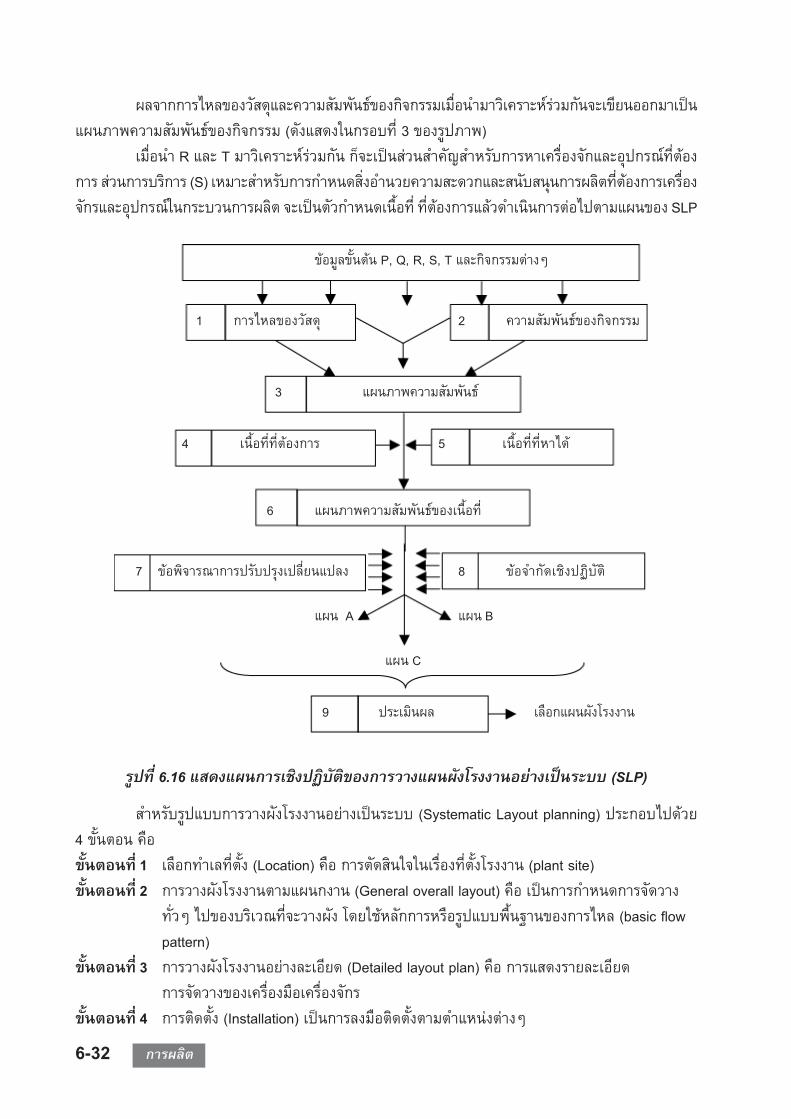
2.1.5 การวางผงโรงงานอยางมระบบ (Systematic layout planning: SLP) เปนวธการจดการสำหรบการวางผงโรงงานทประกอบไปดวยขนตอนตางๆ (Phases) แผนการเชงปฏบต (Pattern of procedures) และการกำหนดแบบแผนของแตละองคประกอบ ตลอดจนพนทตางๆ ทเกยวของกบการวางผงโรงงานทเหมาะสม
สำหรบขอมลพนฐานขนแรกทจะใชประกอบการวางผงโรงงานกคอ1) ผลตภณฑ (Product: P) คอ อะไรทเราจะผลต2) ปรมาณ (Quantity: Q) คอ จะผลตปรมาณเทาไร3) การดำเนนงานหรอกระบวนการผลตและอปกรณ (Routing: R) คอจะผลตอยางไร4) บรการ (Supporting services: S) คอ จะสนบสนนกระบวนการผลตอยางไร5) เวลา (Time: T) คอ เวลาทจะผลตในแตละ item เปนเทาใด
สวนความสำคญของ P Q R S & T กคอ เปนขอมลทจำเปนสำหรบการวางผงโรงงาน สำหรบการออกแบบและสำหรบการพยากรณการขาย ซงจะตองประสานกน นอกจากนยงตองทำการวเคราะห ผลตภณฑ-ปรมาณ (P-Q) ซงรปแบบของการแยกหรอรวมผลตภณฑแตละชนด การจดกลมผลตภณฑหรอการจดกลมผงโรงงาน จะไดมาจากการวเคราะห P-Q โดยเฉพาะการการวเคราะหผลตภณฑหลายๆ ชนด ตลอดจนถงการวเคราะหกระบวนการผลต (R) บรการ (S) และเวลา (T) เพอเปนแนวทางทจะบงชถงกจกรรมตางๆทเกยวของเพอจะใหไดผงโรงงานออกมา
P, Q, R เปนขอมลทตองวเคราะหรวมกนเพอนำไปวเคราะหในเรองการไหลของวสด (ดงแสดงในกรอบท 1 ของรปท 6.16)
P, Q, S เปนขอมลทตองวเคราะหรวมกนเพอนำไปวเคราะหในเรองความสมพนธของ กจกรรม(ดงแสดงในกรอบท 2 ของรปท 6.16)
6-32 การผลต
ผลจากการไหลของวสดและความสมพนธของกจกรรมเมอนำมาวเคราะหรวมกนจะเขยนออกมาเปนแผนภาพความสมพนธของกจกรรม (ดงแสดงในกรอบท 3 ของรปภาพ)
เมอนำ R และ T มาวเคราะหรวมกน กจะเปนสวนสำคญสำหรบการหาเครองจกและอปกรณทตองการ สวนการบรการ (S) เหมาะสำหรบการกำหนดสงอำนวยความสะดวกและสนบสนนการผลตทตองการเครองจกรและอปกรณในกระบวนการผลต จะเปนตวกำหนดเนอท ทตองการแลวดำเนนการตอไปตามแผนของ SLP
รปท 6.16 แสดงแผนการเชงปฏบตของการวางแผนผงโรงงานอยางเปนระบบ (SLP)
สำหรบรปแบบการวางผงโรงงานอยางเปนระบบ (Systematic Layout planning) ประกอบไปดวย4 ขนตอน คอขนตอนท 1 เลอกทำเลทตง (Location) คอ การตดสนใจในเรองทตงโรงงาน (plant site)ขนตอนท 2 การวางผงโรงงานตามแผนกงาน (General overall layout) คอ เปนการกำหนดการจดวาง
ทวๆ ไปของบรเวณทจะวางผง โดยใชหลกการหรอรปแบบพนฐานของการไหล (basic flowpattern)
ขนตอนท 3 การวางผงโรงงานอยางละเอยด (Detailed layout plan) คอ การแสดงรายละเอยดการจดวางของเครองมอเครองจกร
ขนตอนท 4 การตดตง (Installation) เปนการลงมอตดตงตามตำแหนงตางๆ
ขอมลขนตน P, Q, R, S, T และกจกรรมตางๆ
1 การไหลของวสด 2 ความสมพนธของกจกรรม
3 แผนภาพความสมพนธ
4 เนอททตองการ 5 เนอททหาได
6 แผนภาพความสมพนธของเนอท
7 ขอพจารณาการปรบปรงเปลยนแปลง 8 ขอจำกดเชงปฏบต
แผน A แผน B
แผน C
9 ประเมนผล เลอกแผนผงโรงงาน

6-33การผลต
สำหรบหลกการสำคญขนพนฐานสำหรบการวางผงโรงงาน สามารถแบงออกได 3 ประการ คอ(1) ความสมพนธ (Relationship) เปนการจดหาความสมพนธของกจกรรมตางๆ โดยเรมจาก
กจกรรมทมความสมพนธจากมากมาหานอย กจกรรมใดมความสมพนธกนมากกใหอยใกลกน(2) เนอท (Space) เปนการพจารณาเกยวกบเนอทตางๆ ทงจำนวน ชนด รปรางหรอรปทรง
ของเนอทของกจกรรมตางๆ ทไดกำหนดในผงโรงงาน(3) การปรบจดตำแหนงทตง (Adjustment) เปนการปรบหรอจดเรยงกจกรรมตางๆ ใหม
ความเหมาะสม ภายใตขอจำกดทมอยสรปแลวจะเหนไดวารปแบบของการวางผงโรงงานอยางเปนระบบ (SLP) จะดำเนนการตามขนตอน
ทง 4 คอ ขนตอนแรกเลอกทำเลทตงโรงงาน ขนตอมากวางผงโรงงานตามแผนกงานเพอใหไดมาซงตำแหนงทตงของกจกรรมตางๆ ในแตละแผนก จากนนกมาถงขนตอนท 3 คอ การวางผงโรงงานอยางละเอยดเพอหาตำแหนงทตงของกจกรรมตางๆ ในแตละแผนกจนครบทกแผนกทงโรงงาน สำหรบการไดมาซงตำแหนงท 2และ 3 นนจะอาศยแผนการเชงปฏบตของ SLP เมอไดตำแหนงของกจกรรมตางๆ ครบทกแผนกแลวกจะมาถงขนตอนสดทายกคอ การตดตงตามตำแหนงตางๆ ทไดมา
2.2 การออกแบบระบบขนถายวสดและชนงานในระบบการผลตของอตสาหกรรมทเรมตงแตการนำวตถดบมายงโรงงานผานกระบวนการผลตจนได
ผลตภณฑสำเรจรปออกมา จะพบวาสงทมความจำเปนสำหรบการดำเนนการดงกลาวกคอ การเคลอนท ไมวาจะเปนปจจยพนฐานของการผลต เชน คน เครองจกร วสด ฯลฯ ตองมการเคลอนท เพราะถาหากปจจยการผลตปราศจากการเคลอนทการผลตยอมจะไมเกดขน
การขนถายเปนกจกรรมทสมพนธกบกระบวนการผลตทงทางตรงและทางออม อกทงยงสมพนธกบเวลา ความเรว ความปลอดภยและคาใชจาย ตลอดจนกจกรรมอนๆ ทเกยวของตงแตการขนถายวตถดบไปยงโรงงาน ผานกระบวนการผลต จนไดผลตภณฑออกมา จนกระทงถงมอลกคา
การขนถายนบเปนกจกรรมทมบทบาททสำคญของโรงงาน ทผบรหารควรไดตระหนกและใหความสำคญ เพราะเปนสงทแปรผนโดยตรงกบเทคโนโลยการผลตททนสมย เพอใหไดมาซงผลผลตทสงขนและตนทนทตำลง อกทงยงสามารถเสรมใหกระบวนการผลตทำงานไดใกลเคยงกบความสามารถทมอย
การขนถายวสดมความสมพนธเกยวของกบการวางผงโรงงาน คอ เนองจากภายในโรงงานมปจจยการผลตหลายๆ อยาง ไมวาจะเปนเครองจกร อปกรณ วตถดบ คน ตลอดจนสงอำนวยความสะดวกและสงสนบสนนการผลตในดานตางๆ รวมอยดวยกน ดงนนการวเคราะหและวางผงโรงงานจะตองจดตำแหนงทตงของกจกรรมตางๆ ใหอยในตำแหนงทเหมาะสมมระยะการขนถายทสนทสด การไหลไมวกวนสบสน สะดวกรวดเรวและประหยด จงมกจะเหนไดวาการวางแผนผงโรงงานกบการขนถายวสดตองทำควบคกนไป ทงนเพอใหระบบการขนถายวสดใชเวลานอยทสดและเสยคาใชจายตำสด
2.2.1 ความหมายของการขนถายวสด การขนถายวสด (Materials Handling) หมายถงการจดเตรยมสถานทและตำแหนงของวสดเพออำนวยความสะดวกในการเคลอนยายหรอเกบรกษา ซงการทจะทำใหเกดสงเหลานไดตองอาศยศลปะในการสรรหาเครองมอและอปกรณการขนถายวสดมาใชใหเหมาะสมกบงานนอกจากนยงตองมศลปะในการออกแบบสรางเครองมอหรออปกรณตางๆ ใหเหมาะสมและเปนไปอยางมระบบตามหลกการทางวทยาศาสตรหรอสรปงายๆ กคอตองอาศยศลปะและวทยาศาสตรในการกำหนดวธการขนถายวสดนนเอง
6-34 การผลต
2.2.2 ความสำคญของการขนถายวสด ในการดำเนนการของกจการอตสาหกรรมหากมองไปถงระบบการผลตจะพบวามหนาทของกจกรรมการผลตทสำคญอย 3 ประการ คอ
1) หนาทดานการทำงาน ทจะพยายามคดหาวธการตางๆ เพอใหไดมาซงกระบวนการผลตทมประสทธภาพ
2) หนาทดานการขนถายวสด เพอทำการเคลอนยายวสดในกระบวนการผลตหรอระหวางเครองจกรหรอระหวางกจกรรมตางๆ ใหเปนไปอยางมประสทธภาพ
3) หนาทดานการควบคม เพอเปนการควบคมการดำเนนงานในหนาทของขอท 1 และ 2ใหทำงานอยางสอดคลองกน ซงอาจใหดำเนนกนอยางอสระตอกนหรอรวมกนอยางเปนวฎจกร
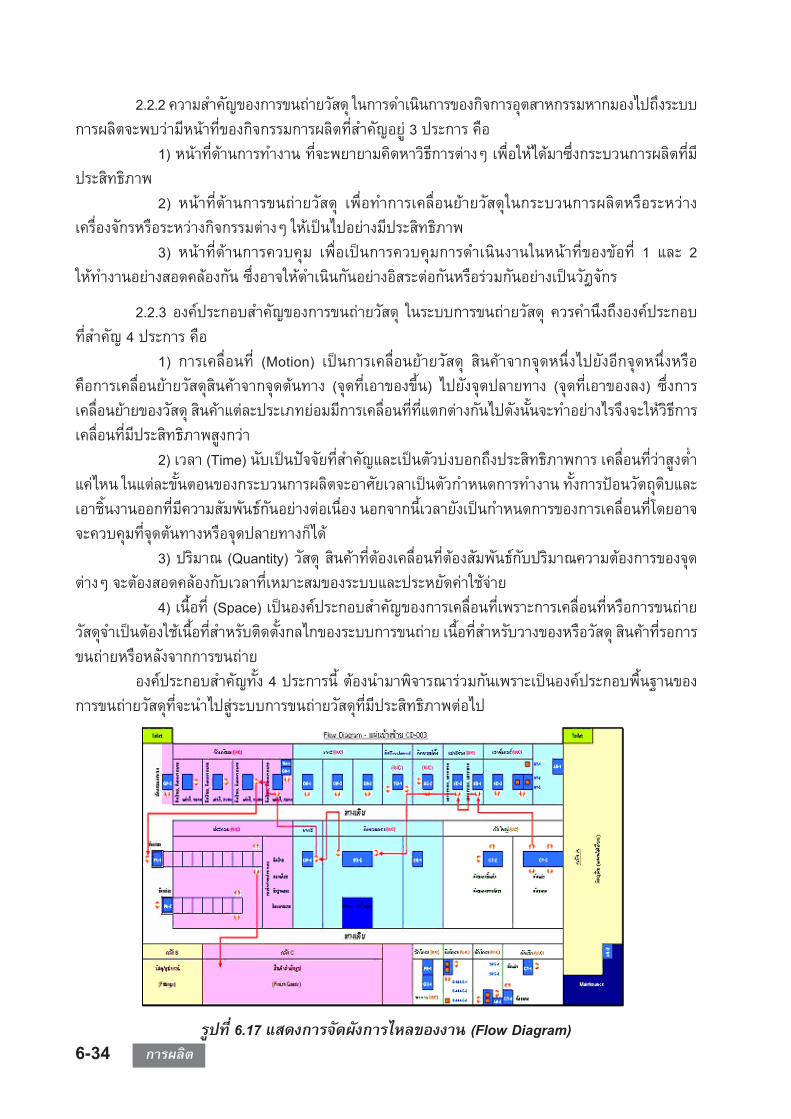
2.2.3 องคประกอบสำคญของการขนถายวสด ในระบบการขนถายวสด ควรคำนงถงองคประกอบทสำคญ 4 ประการ คอ
1) การเคลอนท (Motion) เปนการเคลอนยายวสด สนคาจากจดหนงไปยงอกจดหนงหรอคอการเคลอนยายวสดสนคาจากจดตนทาง (จดทเอาของขน) ไปยงจดปลายทาง (จดทเอาของลง) ซงการเคลอนยายของวสด สนคาแตละประเภทยอมมการเคลอนททแตกตางกนไปดงนนจะทำอยางไรจงจะใหวธการเคลอนทมประสทธภาพสงกวา
2) เวลา (Time) นบเปนปจจยทสำคญและเปนตวบงบอกถงประสทธภาพการ เคลอนทวาสงตำแคไหน ในแตละขนตอนของกระบวนการผลตจะอาศยเวลาเปนตวกำหนดการทำงาน ทงการปอนวตถดบและเอาชนงานออกทมความสมพนธกนอยางตอเนอง นอกจากนเวลายงเปนกำหนดการของการเคลอนทโดยอาจจะควบคมทจดตนทางหรอจดปลายทางกได
3) ปรมาณ (Quantity) วสด สนคาทตองเคลอนทตองสมพนธกบปรมาณความตองการของจดตางๆ จะตองสอดคลองกบเวลาทเหมาะสมของระบบและประหยดคาใชจาย
4) เนอท (Space) เปนองคประกอบสำคญของการเคลอนทเพราะการเคลอนทหรอการขนถายวสดจำเปนตองใชเนอทสำหรบตดตงกลไกของระบบการขนถาย เนอทสำหรบวางของหรอวสด สนคาทรอการขนถายหรอหลงจากการขนถาย
องคประกอบสำคญทง 4 ประการน ตองนำมาพจารณารวมกนเพราะเปนองคประกอบพนฐานของการขนถายวสดทจะนำไปสระบบการขนถายวสดทมประสทธภาพตอไป
รปท 6.17 แสดงการจดผงการไหลของงาน (Flow Diagram)

6-35การผลต
2.2.4 ขอบเขตของการขนถายวสด จะประกอบไปดวย1) สถานททำงาน (Work Place) เปนการเคลอนยายหรอขนถายในตำแหนงหรอบรเวณททำงาน
เชน งานประกอบ เปนตน2) สายงานการผลต (Line) เปนลกษณะการเคลอนยายหรอขนถายในสายงานการผลตทตดตอ
กนอยางตอเนองจากตำแหนงหนงไปยงอกตำแหนงหนง ในแตละตำแหนงกทำหนาทประกอบเฉพาะอยาง เมอประกอบชนสวนนนเสรจแลวกสงไปใหคนอนประกอบชนสวนอนอกตอๆ ไป
3) การขนถายระหวางแผนก (Inter Department) จะทำใหมองเหนภาพกวางๆ ของระบบการขนถายวสดของโรงงานวามการขนถายเกดขนระหวางแผนกอะไร วสดอะไรและใชอปกรณใดเปนตวขนถาย ซงในแตละแผนกกจะมความแตกตางกนออกไป
4) การขนถายภายในโรงงาน (Intra Plant) ในโรงงานหนงๆ จะประกอบไปดวยหลายแผนก ดงนนจงมการเคลอนทของวสดจากแผนกหนงไปยงอกแผนกหนง
5) การขนถายวสดระหวางโรงงาน (Inter Plant) ในอตสาหกรรมขนาดกลางและขนาดใหญในบรษทหนงๆ อาจจะมโรงงานหลายแหง ดงนนการขนถายระหวางโรงงานจงมความสำคญ โดยอาจจะใชรถวงบนราง รถยก รถพวง แลวแตชนดของวสดและระยะทาง ตลอดจนความสะดวกและการประหยดคาใชจายซงในแตละโรงงานจะมแผนกรบ (Receive) และแผนกสง (Shipping)
6) การขนถายระหวางบรษท (Inter Company) เปนการขนถายระหวางบรษท เชน จากบรษทผผลต บรษทผสง บรษทผแทนจำหนาย หรอ จากบรษททขายวตถดบ โรงงานผลต บรษทจดจำหนาย เปนตน
7) ระบบการขนสง ระบบการขนสงภายในระบบการผลตจะเรมตงแต วตถดบ โรงงาน ผลต ลกคา แตสนคาบางตว ภาชนะบรรจตองทำการขนสงกลบมาทโรงงานอก เชน อตสาหกรรมนำอดลม ทตองสงขวดกลบมายงโรงงานอก เปนตน
2.2.5 จดมงหมายและประโยชนของการขนถายวสด สามารถแบงออกไดเปน 4 ประการ คอ1) การลดตนทน ในทนจะกลาวไดเปน 2 ความหมาย คอ (1) ลดคาใชจายในเรองของอปกรณท
ใชในการขนถายวสดและ (2) ลดคาใชจายหรอตนทนการผลตทจะสงเสรมใหระบบการผลตใชเวลาในการผลตนอยทสด
2) การเพมขดความสามารถในการทำงาน เชน สามารถใชเนอทใหเกดประโยชนสงสด สามารถใชประโยชนของอปกรณใหสงทสด รวมทงปรบปรงผงโรงงานเพอลดระยะทางการขนถายวสดและยงเปนการลดความสญเสยเนอทอกดวย
3) การปรบปรงสภาพแวดลอมในการทำงาน เปนการปรบปรงในดานความปลอดภยสภาพแวดลอมในการทำงาน ของคนงาน วสด อปกรณทเกยวของ
4) การปรบปรงเพอสงเสรมการขาย เชน การใหบรการทรวดเรว เปนการชวยเหลอลกคาและยงชวยเพมปรมาณการขาย อกดวย
6-36 การผลต
2.2.6 กจกรรมและพนททนาสนใจของการขนถายวสด ในระบบการขนถายวสดยงมกจกรรมตางๆทเกยวของหลายประการ ซงผออกแบบและวางผงโรงงานควรคำนงถง ทงนเพอสนบสนนสงเสรมใหระบบมประสทธภาพสงขนกจกรรมดงกลาว ไดแก
1) วธการขนถายวสด2) วธการเกบวสด สนคาในคลง3) เทคนคการเอาของขนและลงจากเครองกลขนถาย4) วธการบรรจหบหอเพอจำหนายใหแกลกคา5) วธการบรรจหบหอเพอการขนสงและปองกนสนคา6) การทดสอบผลของการบรรจหบหอ7) มาตรฐานและคณลกษณะเฉพาะของการขนถายวสด8) การศกษาความเปนไปไดของการใชเครองกลขนถาย9) การเลอกเครองกลขนถายทสามารถใชไดทงการขนถายและการเกบในคลง
10) การเลอกอปกรณชวยสำหรบงานขนถาย11) ภาชนะใสของสำหรบใชในโรงงาน ใชเกบในคลง ใชในการบรรจหบหอและใชในการ
สงออกไปจำหนาย12) การซอมและบำรงรกษาอปกรณการขนถายวสด13) ความปลอดภยในการขนถายของคนและสนคา14) การฝกอบรมบคลากรททำงานขนถาย15) การศกษาคาใชจายดานการขนถายวสดและวธการควบคม16) ควรมขอมลททนสมยในเรองเกยวกบเครองกลขนถายและแนวทางปฏบต
หากไดทำการวเคราะหถงกจกรรมการขนถายวสดดงกลาว จะทำใหมองเหนภาพกวางๆ ทงระบบและมองเหนกลไกการพฒนาและปรบปรงกจกรรมเหลานน เพอใหไดมาซงผลผลตทเพมขน
นอกจากจะใหความสนใจในกจกรรมตางๆ ของการขนถายวสดแลว ผวางแผนผงโรงงานควรพจารณาถงพนทตางๆ ทเกยวของกบการขนถายวสดดวย ทงนเพอจะไดดำเนนการวางผงโรงงานใหสอดคลองกบระบบขนถายวสด พนทเหลานนไดแก
1) พนททำการบรรจหบหอ2) พนททขนของขนรถบรรทกของแผนกสงของ3) ระบบการขนสงจากผสงของ4) พนทของกจกรรมการเอาของลง5) พนททำงานดานการตรวจรบของ6) คลงวสด-สนคา7) จำนวนวสดทจะสงไปยงฝายผลต8) พนทสำหรบเปนทพกของในกระบวนการผลต9) พนทการขนถายวสดในกระบวนการผลต
10) พนทททำงานดานการขนถาย11) พนทการขนถายวสดระหวางแผนก12) พนทการขนถายวสดภายในแผนก

6-37การผลต
13) พนทการขนถายวสดระหวางโรงงาน14) ความสมพนธของการขนถายวสดกบหนวยงานสนบสนน15) แผนกบรรจหบหอ (ผบรโภค)16) คลงสนคาสำเรจรป17) แผนกบรรจสนคา (ปองกนสนคา)18) การเอาของขนและการสงออก19) ระบบการขนสงไปยงลกคา20) ระบบการขนสงภายในโรงงาน21) ความสมพนธดานการเกบขอมล
2.2.7 การวเคราะหการขนถายวสดอยางเปนระบบ (Systematic Handling Analysis) จะใชตวยอวา SHA หมายถง วธการจดการอยางเปนระบบเพอใชวเคราะหแกปญหาการขนถายวสด ซงจะประกอบดวย
1) ขนตอนการดำเนนการ ซงมอย 4 ประการของ SHA ในแตละโครงการของการ ขนถายวสดทจะดำเนนการใหบรรลเปาหมาย จนถงขนตอนการตดตงอปกรณขนถายนนตองดำเนนการผานขนตอนตางๆดงนขนตอนท 1 การรวมวธการขนถายภายนอกโรงงานขนตอนท 2 การวางแผนการขนถายระหวางแผนกขนตอนท 3 การวางแผนการขนถายอยางละเอยดขนตอนท 4 การตดตง
2) กญแจไขปญหา P Q R S & T สำหรบองคประกอบของกญแจไขปญหาหรอขอมลเบองตน เพอใชในการวเคราะหปญหาการขนถายวสดมดงน
P หมายถง ผลตภณฑหรอวสด (Product - Material)Q หมายถง ปรมาณ (Quantity - Volume)R หมายถง เสนทาง (Routing) ลำดบการทำงานหรอกระบวนการผลตทตองการS หมายถง สงสนบสนนและบรการ (Supporting - Service)T หมายถง ชวงเวลาหรอเวลาการผลต (Time)คำถามของกญแจไขปญหาของการวเคราะหการขนถายวสดอยางเปนระบบ (Systematic Handling
Analysis; SHA) จะตางกบการวางแผนผงโรงงานอยางเปนระบบ (Systematic Layout Planning; SLP)

6-38 การผลต
ตารางท 6.2 แสดงการเปรยบเทยบกญแจไขปญหา P Q R S & T ของ SLP กบ SHASLP SHA
P: ผลตภณฑ วสด P: ผลตภณฑ วสดจะผลตอะไร จะขนถายอะไร
Q: ปรมาณ Q: ปรมาณจะผลตปรมาณเทาไร จะขนถายปรมาณเทาใด
R: เสนทางกระบวนการผลต R: เสนทางกระบวนการผลตจะผลตอยางไร จะขนถายบนเสนทางใด
S: บรการ สนบสนน S: บรการ สนบสนนอะไรชวยบรการและสนบสนนการผลต อะไรชวยบรการและสนบสนนการขนถาย
T: เวลา ชวงเวลา T: เวลา ชวงเวลาจะผลตเมอไร ผลตนานเทาใด จะขนถายเมอไร จะขนถายนานเทาไร
รปท 6.18 แสดงถงตว P: ผลตภณฑหรอวสด (Product - Material)
คาใชจายในการขนสงจะมากหรอนอยขนอยกบชนด คณสมบตของผลตภณฑ วสดและภาชนะทบรรจ เพราะผลตภณฑและวสดบางชนดสามารถขนถายไดงายกวาชนดอนๆ จากรปท 6.18 จะเหนวาวสดทมลกษณะพเศษจะเสยคาใชจายในการขนสงตอหนวยสง ทงนเนองจากรปลกษณะของผลตภณฑและวสดทจะขนถายแตกตางกน มปรมาณนอย นำหนกมาก ใชพนทในการขนสงอยางไมมประสทธภาพ แตกหกงายหรอตองใหความระมดระวงตอการขนสงอยางมาก เปนตน สวนผลตภณฑหรอวสดทมภาชนะบรรจ ขนาดเทาๆ กนมรปแบบแนนอน ปรมาณมาก สามารถใชพนทและเครองมอขนถายไดอยางมประสทธภาพกวา เชน การขนสงขาวสารทบรรจกระสอบ ปนซเมนต วทย โทรทศน ผงซกฟอก และอนๆ เปนตน
รปท 6.19 แสดงถงตว Q: ปรมาณ (Quantity - Volume)
คาใชจาย
/ หนว
ย
วสดชนดตางๆพเศษ ปกต เทากนทกชน
คาใชจาย
/ หนว
ย
ปรมาณ

6-39การผลต
ปรมาณการขนถายวสดมอย 2 ลกษณะ คอ(1) ปรมาณ / หนวยเวลา (ความเขมของการไหล)(2) ปรมาณ / เทยว (อตราการบรรทก)
ในรปท 6.20 จะเหนไดวาปรมาณการขนถายยงมากเทาใดคาใชจายตอหนวยกจะตำลง ในทางกลบกน ถาการขนถายวสดปรมาณนอยๆ คาใชจายตอหนวยกจะสง
รปท 6.20 แสดงถงตว R: เสนทาง ลำดบการทำงานหรอกระบวนการผลตทตองการ (Routing)
ทใดกตามทมการขนถายวสดเกดขน การขนถายแตละครงจะมคาใชจายเกดขน 2 ประเภท คอ(1) คาใชจายคงท เปนคาใชจายทเกดขน ณ จดตนทางคอคาใชจายในการเอาของขนและทจด
ปลายทางเปนคาใชจายในการเอาของลง จะเหนไดวาคาใชจายคงทน ไมไดผนแปรไปตามระยะทางของการขนถาย
(2) คาใชจายแปรผน คาใชจายประเภทนจะผนแปรไปตามระยะทาง นนคอ ระยะทางใกลคาใชจายตอหนวยตำ ระยะทางไกลคาใชจายตอหนวยจะสง คาใชจายดงกลาว อยในรปของคาใชจายในการเดนทาง
รปท 6.21 แสดงถงตว S: สงสนบสนนและบรการ (Supporting - Service)
กำหนดการและการจายงานดานบรการและสนบสนนการขนถาย หากสามารถทำงานรวมมอหรอประสานงานกนดจะทำใหเสยคาใชจายตำแตถาตางคนตางทำคาใชจายตอหนวยกจะสง
คาใชจาย
/ หนว
ย
ปรมาณ
คาขนของขน - ลง
คาใชจายในการเดนทาง
คาใชจาย
/ หนว
ย
ตางคนตางทำ
ไมแนนอน
ประสานงานกนด
กำหนดการและการสงงาน

6-40 การผลต
รปท 6.22 แสดงถงตว T: เวลาและชวงเวลาในการขนถายวสด (Time)
เวลาและชวงเวลาเปนองคประกอบสำคญทจะวดการทำงานดานการเคลอนทระยะเวลาการขนถายกบความเรงดวนนน มผลโดยตรงตอคาใชจาย กลาวคอหากการขนถายตองการความเรงดวนมากคาใชจายในการขนถายกจะมากตาม คลายกบการสงจดหมายดวนหรอโทรเลขดวน เปนตน
3) แผนปฏบตการ SHA สำหรบการวเคราะหการขนถายวสดจะพบวาการขนถายวสดนนขนอยกบองคประกอบสำคญ 3 ประการ คอ
(1) วสด (Materials)(2) การเคลอนท (Moves)(3) วธการ (Methods)
ดงนนในเรองการวเคราะหการขนถายวสด จะตองหาวธการปฏบตดานการขนถายทเหมาะสมและประหยดคาใชจายทสดซงแผนปฏบตการ SHA (SHA pattern of procedures) ไดอาศยองคประกอบพนฐานทง 3 ประการดงกลาว ดงแสดงในรป 6.23 น เพอเปนแนวทางในการวเคราะหการขนถายวสด
คาใชจาย
/ หนว
ย
ความเรงดวน
ปกตกอนกำหนดการเลกนอย
ทนททนใด

6-41การผลต
รปท 6.23 แสดงแผนการปฏบตการ SHA ทใชเปนแนวทางในการวเคราะหการขนถายวสดอยางเปนระบบ
กญแจไขปญหา P Q R S T
1. การจดกลมวสด
2. ผงโรงงาน
3. การวเคราะหการเคลอนท
4. ภาพแสดงการเคลอนททชดเจน
5. ความรและความเขาใจในวธการขนถายวสด
6. การวางแผนการขนถายขนตน
7. การปรบเปลยนและขอจำกด
8. คำนวณสงทตองการ
แผน ก. แผน ข. แผน ค.
ทางเลอกแผนการขนถายวธตางๆ
9. การประเมนผลเลอกวธขนถาย
เลอกแผนการขนถาย

6-42 การผลต
สญลกษณตางๆ ทใชในแผนปฏบตการ SHAในการนำเทคนคตางๆ มาประยกตในแตละขนตอนของแผนปฏบตการ SHAจะใชสญลกษณตางๆ
เชน เครองหมายตางๆ ส ตวอกษรและตวเลข สญลกษณเหลานจะสามารถบอกใหทราบถงจดตนทางหรอจดปลายทางทจะทำใหมองเหนภาพการเคลอนท ทชดเจน เพอประโยชนตอการใหคะแนน เลอกวธการขนถายหรออนๆ
ในการวเคราะหการขนถายวสดอยางเปนระบบนน ตองศกษาองคประกอบสำคญตางๆ คอ วสด การเคลอนทและวธการ จากนนศกษาถงขนตอนตางๆ โดยแบงออกเปน 4 ขนตอน คอ การรวมวธการขนถายภายนอกโรงงาน การวางแผนการขนถายระหวางแผนก การวางแผน การขนถายอยางละเอยดและการตดตงเพอใหการดำเนนการในแตละขนตอนเปนไปอยางมประสทธภาพจนถงขนการตดตงนนกไดเสนอแผนปฏบตการSHA เพอนำมาประยกตในขนตอนท 2 และ 3 ทงนเพอใหการวเคราะหการขนถายเปนไปอยางมระบบและดำเนนการใหบรรลเปาหมายรวดเรวยงขน
3. การวางแผนและควบคมการผลต (Process Planning and Control: PPC)ในการดำเนนงานดานการผลตสนคาหรอบรการใหกบลกคานน เรองของการสงมอบสนคาเปนเรอง
ทสำคญ ธรกจจำเปนตองสงมอบสนคาใหตรงตามเวลาทกำหนด ดงนนธรกจจงควรทจะตองเตรยมทรพยากรการผลตตางๆ ตลอดจนสงอำนวยความสะดวกทมอย เพอทจะสามารถผลตสนคาหรอใหบรการตามความตองการของลกคาได วธการหนงทจะชวยใหการดำเนนงานนเปนไปไดกคอการวางแผนและควบคมการผลตทมประสทธภาพ
3.1 ความหมายการวางแผนการผลต คอ การเตรยมวเคราะหงานตางๆ ทเกยวของกบการผลตสนคาหรอการบรการ
โดยศกษาขนตอนการผลตตงแตแรกเรมจนสนสดการผลต รวมถงเครองมอ อปกรณ เครองจกรในการผลตตางๆทจำเปนตองใชในการผลต เพอใหการผลตเปนไปอยางมประสทธภาพ
การควบคมการผลตคอ การตดตามและควบคมกจกรรมตางๆ ทไดวางแผนผลตไปแลวใหเปนไปตามเปาหมายตามทตองการ
3.2 หนาทของฝายวางแผนการผลตหนาททสำคญของฝายวางแผนการผลต คอ คาดคะเนความตองการในการใชทรพยากร เชน
วตถดบ ปรมาณสนคาคงเหลอ กำลงคน ตารางการผลตหลก เพอใหการผลตเปนไปอยางราบรนและมประสทธภาพ

6-43การผลต
3.3 ขอบเขตของการวางแผนและควบคมการผลตงานของการวางแผนและควบคมการผลตจะครอบคลมถงกจกรรมตอไปน3.3.1 งานคาดคะเนยอดความตองการสนคา
3.3.2 งานวางแผน ซงประกอบไปดวยการวางแผนวตถดบตางๆ การวางแผนกำลงคน การวางแผนการใชเครองจกร
3.3.3 งานควบคมการผลต ไดแก การจายงาน การตดตามงานและการเรงงาน การหาเวลามาตรฐานการผลต การควบคมคณภาพ การควบคมตนทนการผลต การควบคมขอมล การผลตและการจดสงสนคาใหกบลกคาตามกำหนด เปนตน
3.4 ปจจยทมผลตอการวางแผนและควบคมปจจยทมผลตอการวางแผนและควบคม ไดแก
3.4.1 การพยากรณยอดขาย เพราะเปนหวใจสำคญของการวางแผน เนองจากตวเลขทไดมาจะถกนำไปใชในงานวางแผนตอไป ถาหากตวเลขทพยากรณไวไมถกตองหรอผดพลาด กจะทำใหการวางแผนมความผดพลาดตามไปดวย แลวปญหาอนๆ กจะตามมา เชน การผลตเกนความตองการหรอผลตไมเพยงพอตอความตองการ เปนตน
3.4.2 รปแบบของผลตภณฑ ซงจะมผลกระทบตอการวางแผนคอ ถาผลตภณฑทมความซบซอนมากๆ มขนตอนในการผลตมาก กตองมการควบคมมากตามไปดวย
3.4.3 วธการผลต เปนปจจยทสำคญทสดในการควบคมการผลต เพราะถาหากเปนการผลต ทตองผลตแบบตอเนอง สนคาซงเปนมาตรฐานกจะมการเคลอนทไปอยางสมดลกบการทำงานของเครองจกรในแตละขนตอน การควบคมการผลตกเพยงแตกำหนดจดควบคมเทานน เพราะเมอเรมกระบวนการผลตไปแลวมกจะไมสามารถหยดเครองจกรไดงายๆเนองจากอาจจะทำใหเกดความเสยหายได ดงนนวธการวางแผนการผลตแตละวธกจะมความแตกตางกนสำหรบการผลตทแตกตางกน

6-44 การผลต
3.5 การวางแผนการผลตสำหรบเรองของการวางแผนการผลตนนจะประกอบไปดวย3.5.1 ขนตอนการวางแผน เรมตนจากการพยากรณยอดขาย แลวนำตวเลขทไดมาทำการวางแผน
การผลตระยะกลาง (Aggregate planning) จากนนกนำไปจดทำเปนตารางการผลตหลก (Master plan) แลวจงคอยจดลำดบการผลตกอนหรอหลง ผลทไดจะพจารณาถงแผนกำลงการผลตจากโรงงานวามเพยงพอหรอไม แลวจงมาทำการกำหนดปรมาณงาน (Loading) จากนนกถงขนตอนการจด ตารางการผลตยอย (Detailedscheduling) แลวจายงาน (Dispatching) ใหผลตตามแผน
3.5.2 คำศพทตางๆ ทเกยวของกบงานวางแผนการผลต สำหรบความหมายของศพทตางๆ ทใชในงานวางแผน สามารถอธบายไดคราวๆ ดงน
1) การคะเนยอดขาย หมายถง การนำเอาขอมลการขายทงในอดตและปจจบน มาทำการคาดคะเนยอดขายลวงหนา โดยใชเทคนคของการคะเนทเหมาะสม เชน ดแนวโนมหรอใชวธเฉลยนำหนก เปนตน เพอใหไดตวเลขทคาดหมายทมความแมนยำและผดพลาดใหนอยทสด
2) การกำหนดตารางเวลาการผลตหลก หมายถง การกำหนดเวลาวาจะเรมผลตสนคาใดไดเมอไร ซงจะทำใหทราบวนกำหนดแลวเสรจทจะสงใหลกคาได การจดตารางทดจะกอใหเกดความสมดลในการใชเครองจกรคนงาน วตถดบและเวลา
3) การจดสายการผลต (Routing) หมายถง การตดสนใจวาขนตอนการผลตแตละขนอยในชวงไหนของโรงงาน ตงแตเรมตนกระบวนการจนผลตภณฑผานกระบวนการตางๆ ทกขนตอนจนแลวเสรจการจดสายการผลตอาจจะจดอยางกวางๆ เชน โรงงานผลตขนาดใหญ จะมการจดวางเปนแผนก เชนแผนกผลต แผนกประกอบ แผนกตรวจคณภาพ เปนตน
4) การจดหรอกำหนดปรมาณงาน (Loading) คอ เมอไดจดสายการผลตแลวจะมการจดปรมาณงานใหกบเครองจกรหรอสถานทำงานแตละแหง สำหรบเวลาทงหมดทใชในการผลตนนสามารถคำนวณไดจากการนำเวลาผลตมาตรฐานตอหนวยคณกบจำนวนทผลตและในขนสดทายกจะถกกำหนดออกมาเปนตารางซงกำหนดไววาจะใชเครองจกรทจดใดบางในโรงงาน ขณะนนและเมอมการจดปรมาณงานทเหมาะสมแลวกจะไมทำใหการจดงานเกนกำลงไป
5) การจดตารางการผลต เปนขนตอนสดทายของการวางแผนการผต ซงจะทำใหทราบวาเมอใดควรเรมผลตหรอเมอใดจงจะผลตเสรจ เพอควบคมใหงานดำเนนไดตามแผน
6) การจายงาน คอ การจายงานใหกบเครองจกรตางๆ และพนกงานโดยพจารณาจากตารางเวลาการผลต ม 2 แบบ คอ การจายงานแบบศนยกลางจายงานเพยงแหงเดยวและ การจายงานแบบกระจายคอแตละแผนกจายงานเอง (วธนเหมาะสมกบงานทไมเกยวของกน)
7) การเรงงาน เปนกจกรรมทจะทำใหการผลตเปนไปตามแผน ถาไมมการเรงงานงานอาจจะเสรจชาหรอไมแลวเสรจตามเปาหมายได

6-45การผลต
3.6 หนาทของการควบคมการผลตหลงจากทไดวางแผนการผลตแลว งานตอมากคอการควบคมการผลตใหไดตามแผนงาน ซงงานควบ
คมนนจะประกอบไปดวยกจกรรมตางๆ ทสำคญ ดงน3.6.1 การจายงาน3.6.2 การตดตามและเรงงาน3.6.3 การกำหนดเวลามาตรฐานการผลต3.6.4 การควบคมคณภาพของสนคา3.6.5 การควบคมตนทนการผลตโดยทวไปการควบคมการผลตจะใชหลกควบคมทวไปคอ วางแผนการผลต ทำการผลต ควบคมวา
ผลตไดตามแผนทวางไวหรอไมและแกไขใหไดตามแผนทกำหนดไว
3.7 การวางแผนการผลตรวม (Aggregate planning)หมายถง การวางแผนระยะกลางประมาณ 12 เดอนขางหนา โดยพจารณาถงอปสงค (Demand) และ
อปทาน (Supply) ของผลตภณฑในการวางแผนการผลตรวมมเปาหมายเพอทจะจดระดบของผลตภณฑใหอยในเกณฑ ทเหมาะสมใน
อนาคตเมอเผชญปญหาการขนลงและความไมแนนอนของอปสงค ผลจากการวางแผนการผลตรวมทำใหสามารถกำหนดการทเกยวกบระดบกำลงคนทตองการในแตละเดอน ระดบปรมาณทผลต ระดบสนคาคงเหลอความตองการทำงานลวงเวลา ความตองการทจะจาง ผอนผลต แผนพกรอนสำหรบพนกงาน ระดบการผลตปกตและจำนวนพนกงานทตองจางเพม
3.7.1 ปญหาของการวางแผนการผลตรวม ปญหาจะเกดจากความไมแนนอนจากอปสงคและอปทานดงนนถาเราสามารถจดการกบอปสงคและอปทานไดกจะชวยแกปญหา เกยวกบการวางแผนการผลตรวมไดเชนกน ทางเลอกในการตดสนใจมอย 2 ทาง คอ
1) การปรบปรงอปสงค ซงสามารถทำไดโดยการตงราคา การโฆษณา เพมยอดขาย การสงเสรมการจำหนาย การมสนคาคงเหลอทจำกด เปนตน
2) การปรบปรงอปทาน เชน การจางพนกงานเพมหรอการปลดพนกงานออก มการทำงานลวงเวลาหรอการลดเวลาทำงาน การจางพนกงานชวคราว การควบคมสนคา การจางผผลตรายยอย เปนตน
3.7.2 ตนทนในการวางแผนการผลตรวม เปนคาใชจายตางๆ ทเกยวกบการผลตใน เรองตางๆตอไปน คอ คาใชจายในการจางเพมหรอปลดคนงานออก คาใชจายในการทำงานลวงเวลาหรอลดเวลา คาใชจายในการเกบสนคาคงเหลอ คาใชจายในการจางผอนมาผลตคาใชจายในการจางแรงงานชวคราวและคาใชจายในกรณทสนคาขาดมอหรอสงไมทน

6-46 การผลต
3.8 กลยทธในการวางแผนการผลตกลยทธมมากมายหลายวธ แตในทนจะกลาวถงกลยทธทนยมใชกนในอตสาหกรรม 3 ชนด คอ
(1) การผลตทระดบคงทโดยใชพนกงานเทากน (Level workforce) (2) การผลตทระดบคงทยกเวนในชวงททำลวงเวลา (Level work force and overtime) และ (3) การผลตตามยอดขาย (Chase strategy)ตวอยาง การวางแผนการผลตรวมของ บรษท ผลไมกระปอง จำกด มยอดขายคาดคะเน คอ
เดอน จำนวนลตร (หนวยเปนพน)มกราคม 30กมภาพนธ 30มนาคม 350เมษายน 400พฤษภาคม 450มถนายน 500กรกฏาคม 650สงหาคม 600กนยายน 475ตลาคม 475พฤศจกายน 450ธนวาคม 450 รวม 5,400
บรษทตองการทำการวางแผนการผลตรวม โดยใชวธทง 3 คอวธท 1 การผลตทระดบคงทโดยใชพนกงานเทากน (Level workforce)วธท 2 การผลตทระดบคงทยกเวนในชวงททำลวงเวลา (Level work force and overtime)วธท 3 การผลตตามยอดขาย (Chase strategy)
ขอมลเพมเตม1) คนงาน 1 คนผลตผลไมกระปองได 10,000 ลตรตอเดอน ถาทำงานลวงเวลาจะทำ 3 เดอนตอป
สมมตวาขณะนมคนงาน 40 คน2) คาแรง 1,000 บาทตอเดอนตอคน ถาลวงเวลาตองจาย 150% ของคาแรงปกต (ถาทำลวงเวลา
ทำได 20% ของปกต)3) คาจางเพม1,000 บาทตอคน รวมคาคดเลอกคนงาน คาอบรมตางๆ คาใชจายในการปลดคนออก
เทากบ 2,000 บาทตอคน4) คาเกบรกษา 2 บาทตอลตร ประมาณ 3% ของสนคาปลายงวดตอเดอน5) สนคาคงเหลอตนงวดมประมาณ 50,000 ลตร สนคาปลายงวดม 50,000 ลตร ตองใหมผลไม
กระปองอยตลอดเวลา หามไมใหมของขาดมอ

6-47การผลต
วธทำวธท 1 การผลตทระดบคงทโดยใชพนกงานเทากนทกเดอน (Level workforce)
คาเกบสนคา = (สนคาปลายงวด x 0.03) ด 2 บาท / ลตร = 12 บาทปรมาณยอดคาดคะเน = 5,400,000 ลตร / ป
= 5,400,00012
= 450,000 ลตร / เดอนคนงาน 1 คน ผลตได = 10,000 ลตร / เดอนเพราะฉะนน คนงานทใช = 450,000 ลตร / เดอน
10,000 ลตร / เดอน= 45 คน / เดอน
ม.ค ก.พ ม.ค เม.ย พ.ค ม.ย ก.ค ส.ค ก.ย ต.ค พ.ย ธ.ค รวม(x1000)
ทรพยากรพนกงาน 45 45 45 45 45 45 45 45 45 45 45 45ลวงเวลา (%) - - - - - - - - - - - -ส/ค ตนงวด 50 200 350 450 500 500 450 250 100 75 50 50ผลต 450 450 450 450 450 450 450 450 450 450 450 450 5400ยอดขาย 300 300 350 400 450 500 650 600 475 478 450 450 5400(คาดคะเน)ส/ค ปลายงวด 200 310 450 500 500 450 250 100 75 50 50 50คาใชจายเวลาปกต 45 45 45 45 45 45 45 45 45 45 45 45 540คาลวงเวลา - - - - - - - - - - - -จางเพม/ปลด 5 - - - - - - - - - - - 5คาเกบ ส/ค 12 21 27 30 30 27 15 6 4.5 3 3 3 181.5คาใชจายรวม 62 66 72 75 75 72 60 51 49.5 48 48 48 726.5

6-48 การผลต
วธท 2 การผลตทระดบคงทยกเวนในชวงททำลวงเวลา (Level work force and overtime)(3เดอนผลตเทากน ยกเวนเดอนมถนายน - สงหาคม ผลต 120% ของอตราปกต)
ม.ค ก.พ ม.ค เม.ย พ.ค ม.ย ก.ค ส.ค ก.ย ต.ค พ.ย ธ.ค รวม(x1000)
ทรพยากรพนกงาน 43 43 43 43 43 43 43 43 43 43 43 43ลวงเวลา (%) - - - - - 20 20 20 - - - -ส/ค ตนงวด 50 180 310 390 420 400 410 270 180 135 30 70ผลต 430 430 430 430 430 510 510 510 430 430 430 430 5400ยอดขาย 300 300 350 400 450 500 650 600 475 478 450 450 5400(คาดคะเน)ส/ค ปลายงวด 180 310 390 420 400 410 270 180 135 90 70 50คาใชจายเวลาปกต 43 43 43 43 43 43 43 43 43 43 43 43 516คาลวงเวลา - - - - - 12.9 12.9 12.9 - - - - 38.7จางเพม/ปลด 3 - - - - - - - - - - - 3คาเกบ ส/ค 10.8 18.6 23.4 25.2 24.0 24.6 16.2 10.8 8.1 5.4 4.2 3.0 174.3คาใชจายรวม 56.8 61.6 66.4 68.2 67.0 80.5 72.1 66.7 51.1 48.4 47.2 46.0 732.0
ในกลยทธท 2 สมมตให Y เปนจำนวนทผลตดงนนเราจะได = 9 (Y) + 3 (1.2Y) = 5,400,000
ใน 9 เดอน เราผลตอตราปกตและ 3 เดอนผลตลวงเวลา 20%เมอแกสมการดงกลาวแลวกจะไดคา
Y = 42,827 ลตร (หรอประมาณ 43,000 หนวย)และในเดอนททำงานลวงเวลา จำนวนทผลตจะ
= 1.2Y= 1.2 (430)= 516 (หรอเทากบ 510 หนวย)
สำหรบคาลวงเวลา นโยบายทใหทำไดแก 20% ของปกตดงนน 20% (43,000 บาท) = 8,600 บาท
ซงจะไดรบคาลวงเวลา 150%กจะ = 8,600 (1.5)= 12,900 บาท

6-49การผลต
ม.ค ก.พ ม.ค เม.ย พ.ค ม.ย ก.ค ส.ค ก.ย ต.ค พ.ย ธ.ค รวม(x1000)
ทรพยากรพนกงาน 30 30 35 40 45 50 65 60 48 48 45 45ลวงเวลา (%) - - - - - - - - - - - -ส/ค ตนงวด 50 50 50 50 50 50 50 50 50 50 50 50ผลต 300 300 350 400 450 500 650 600 475 475 450 450 5400ยอดขาย 300 300 350 400 450 500 650 600 475 478 450 450 5400(คาดคะเน)ส/ค ปลายงวด 50 50 50 50 50 50 50 50 50 50 50 50คาใชจายเวลาปกต 30 30 35 40 45 50 65 60 48 48 45 45 541.0คาลวงเวลา - - - - - - - - - - - -จางเพม/ปลด 20 - 5 5 5 5 15 10 24 - 6 - 95.0คาเกบ ส/ค 3 3 3 3 3 3 3 3 3 3 3 3 36.0คาใชจายรวม 53 53 43 48 53 58 83 73 75 51 54 48 672.0
วธท 3 การผลตตามยอดขาย (Chase strategy)
สรปคาใชจายของทง 3 วธ
วธท 1 วธท 2 วธท 3คาแรง 540,000 516,000 541,000คาจางคนงานเพม / ปลดคนงาน 5,000 3,000 95,000คาลวงเวลา - 38,700 -คาเกบสนคา 181,500 174,300 36,000 รวม 726,500 732,000 672,000
จากตารางสรปคาใชจายจะพบวาวธท 3 จะมตนทนรวมตำสดแตในทางปฏบตแลวตนทนไมไดเปนปจจยเพยงอยางเดยวทจะนำมาใชพจารณาเลอกกลยทธ ยงมปจจยอนๆ อกทจะตองคำนงถง และในวธท 3ถงแมวาจะมตนทนรวมตำสดกจรงแตในการปฏบตจรงอาจจะมปญหายงยากกบการจางพนกงานเพมหรอการปลดพนกงานออกกเปนได
สวนวธท 1 และ 2 ถงแมตนทนรวมจะมากกวาวธท 3 แตในทางปฏบตจรงจะสะดวกกวา ดงนนจงตองมาพจารณาวาจะเลอกวธใดจงจะเหมาะสมทสด
สำหรบตวอยางน ควรนาจะเลอกวธท 1 เพราะตนทนตำกวาวธท 2สรป การวางแผนทดนนตองการตวเลขของการพยากรณทแมนยำ หากธรกจพยากรณยอดขายได
แมนยำกจะชวยใหการวางแผนผลตสนคาหรอบรการไดตามความตองการของลกคาธรกจควรจะเลอกวธการวางแผนการผลตใหเหมาะสมกบการดำเนนงาน เพอใหการทำงานเปนไป
อยางราบรนและยงชวยลดตนทนในการดำเนนงานอกดวยหากธรกจใดสามารถวางแผนไดด การเตรยมทรพยากรการผลตหรอการดำเนนงาน ในดานตางๆ
กยอมทำไดรวดเรวขนและสามารถใชกำลงการผลตทมอยใหเกดประโยชนสงสดได

6-50 การผลต
4. ระบบการวด (Information metrology)
4.1 การควบคมการวดวตถประสงคของการควบคมการวด คอวธใชเครองมอวดทเหมาะสมเพอวดสภาวะการผลตและ
คณลกษณะเฉพาะดานคณภาพของผลตภณฑภายในชวงของความแมนยำ ทเหมาะสม สำหรบการใชเครองมอวดทเหมาะสมนนจะมรายละเอยดดงน
1) ตองเลอกเครองมอวดใหเหมาะกบคณลกษณะเฉพาะของการวดทไดกำหนดไว "ทเหมาะสม" หมายถง มความแมนยำตามทตองการ ทำการวดไดงายและวดไดโดยมความคลาดเคลอนนอยทสด เลอกเครองมอวดทเหมาะสม หลงจากทไดอาน คมอตำราตางๆ และเอกสารแนะนำสนคา ซงมเครองมอวดหลายชนดใหเลอก
2) การใชงาน ตองกำหนดวธการ (รวมถงเครองมอวดในการวด) เพอทำการวดภายในความแมนยำทกำหนด
แตมขอควรระวงในการวด คอ1) ระมดระวงไมใหเกดความเสยหายขนกบเครองมอวดโดยเฉพาะทมลกษณะเปนเขม และ
เครองมอวดละเอยดอน ๆ2) รกษาความคลาดเคลอนในการวดใหอยในชวงทกำหนด

6-51การผลต
ตวอย
างการเล
อกเครองมอวดส
ำหรบ
ชนสวนเครองกล
ตามม
ตภายนอ
กและพก
ดเผอ
มตทท
ำการวด
010
12
34
56
78
0.6 -
11 -
1.5
1.5 -
2.52.5
- 4
4 - 6
7 - 10
11 -
1516
- 22
25 -
3539
- 54
B
lock g
auge
, JIS
class
0
B
lock g
auge
, JIS
class
16 B
lock g
auge
, JIS
class
2
30
B
lock g
auge
และชนส
วนปร
ะกอบ
Ele
ctrica
l micr
omete
r, JIS
B 75
36
Un
iversa
l mea
surem
ent
m
icros
cope
Ele
ctrica
l micr
omete
r
JIS
B 75
36
120
Dial
gaug
e, JIS
B 75
02
M
icrom
eter, J
IS B
7502
Limit g
auge
IT 7
ถง 8,
JIS
B 74
02
ตวอย
าง :
กรณท
วดมต
45 m
m. แล
ะพกด
เผอ 1
9 mm.
สามา
รถใชเครองมอวดแ
ละมา
ตรฐานต
าง ๆ
ดงน
- B
lock g
auge
, JIS
class
2- U
nivers
al me
asure
ment
micro
scop
e- D
ial ga
uge J
IS B
7503
- Micr
omete
r JIS
B 75
02
6-52 การผลต
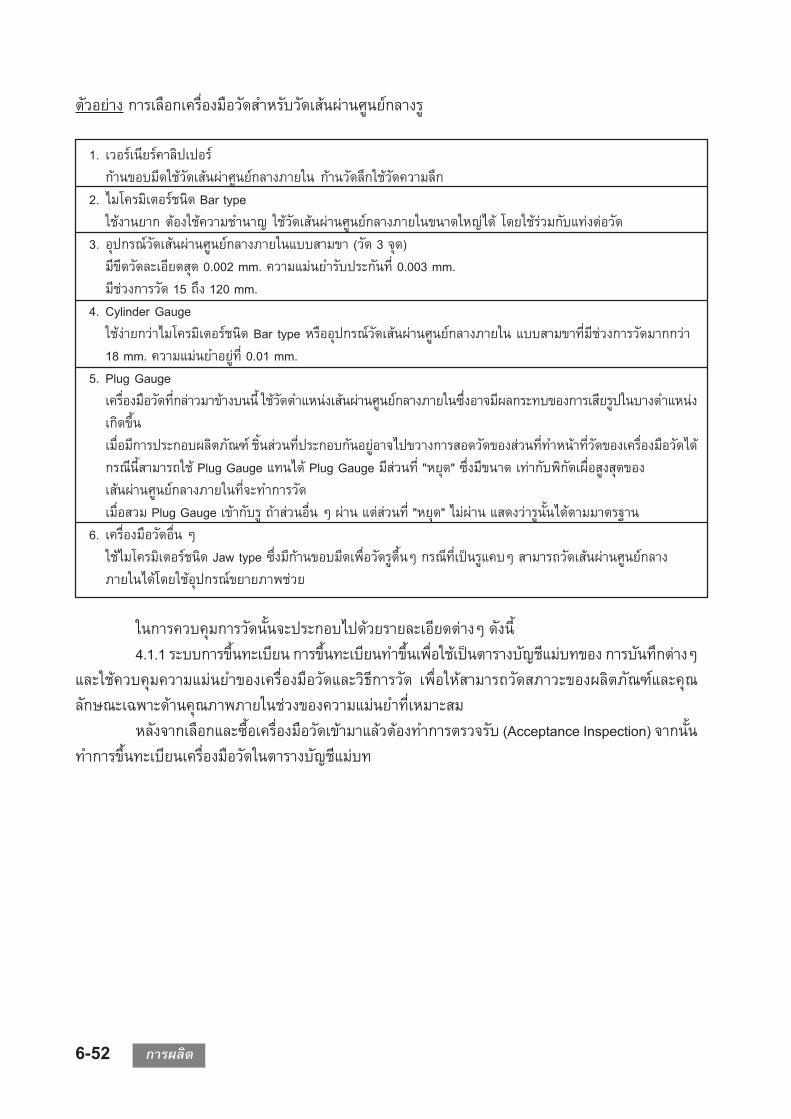
ตวอยาง การเลอกเครองมอวดสำหรบวดเสนผานศนยกลางร
1. เวอรเนยรคาลปเปอรกานขอบมดใชวดเสนผาศนยกลางภายใน กานวดลกใชวดความลก
2. ไมโครมเตอรชนด Bar typeใชงานยาก ตองใชความชำนาญ ใชวดเสนผานศนยกลางภายในขนาดใหญได โดยใชรวมกบแทงตอวด
3. อปกรณวดเสนผานศนยกลางภายในแบบสามขา (วด 3 จด)มขดวดละเอยดสด 0.002 mm. ความแมนยำรบประกนท 0.003 mm.มชวงการวด 15 ถง 120 mm.
4. Cylinder Gaugeใชงายกวาไมโครมเตอรชนด Bar type หรออปกรณวดเสนผานศนยกลางภายใน แบบสามขาทมชวงการวดมากกวา18 mm. ความแมนยำอยท 0.01 mm.
5. Plug Gaugeเครองมอวดทกลาวมาขางบนน ใชวดตำแหนงเสนผานศนยกลางภายในซงอาจมผลกระทบของการเสยรปในบางตำแหนงเกดขนเมอมการประกอบผลตภณฑ ชนสวนทประกอบกนอยอาจไปขวางการสอดวดของสวนททำหนาทวดของเครองมอวดไดกรณนสามารถใช Plug Gauge แทนได Plug Gauge มสวนท "หยด" ซงมขนาด เทากบพกดเผอสงสดของเสนผานศนยกลางภายในทจะทำการวดเมอสวม Plug Gauge เขากบร ถาสวนอน ๆ ผาน แตสวนท "หยด" ไมผาน แสดงวารนนไดตามมาตรฐาน
6. เครองมอวดอน ๆใชไมโครมเตอรชนด Jaw type ซงมกานขอบมดเพอวดรตนๆ กรณทเปนรแคบๆ สามารถวดเสนผานศนยกลางภายในไดโดยใชอปกรณขยายภาพชวย
ในการควบคมการวดนนจะประกอบไปดวยรายละเอยดตางๆ ดงน4.1.1 ระบบการขนทะเบยน การขนทะเบยนทำขนเพอใชเปนตารางบญชแมบทของ การบนทกตางๆ
และใชควบคมความแมนยำของเครองมอวดและวธการวด เพอใหสามารถวดสภาวะของผลตภณฑและคณลกษณะเฉพาะดานคณภาพภายในชวงของความแมนยำทเหมาะสม
หลงจากเลอกและซอเครองมอวดเขามาแลวตองทำการตรวจรบ (Acceptance Inspection) จากนนทำการขนทะเบยนเครองมอวดในตารางบญชแมบท
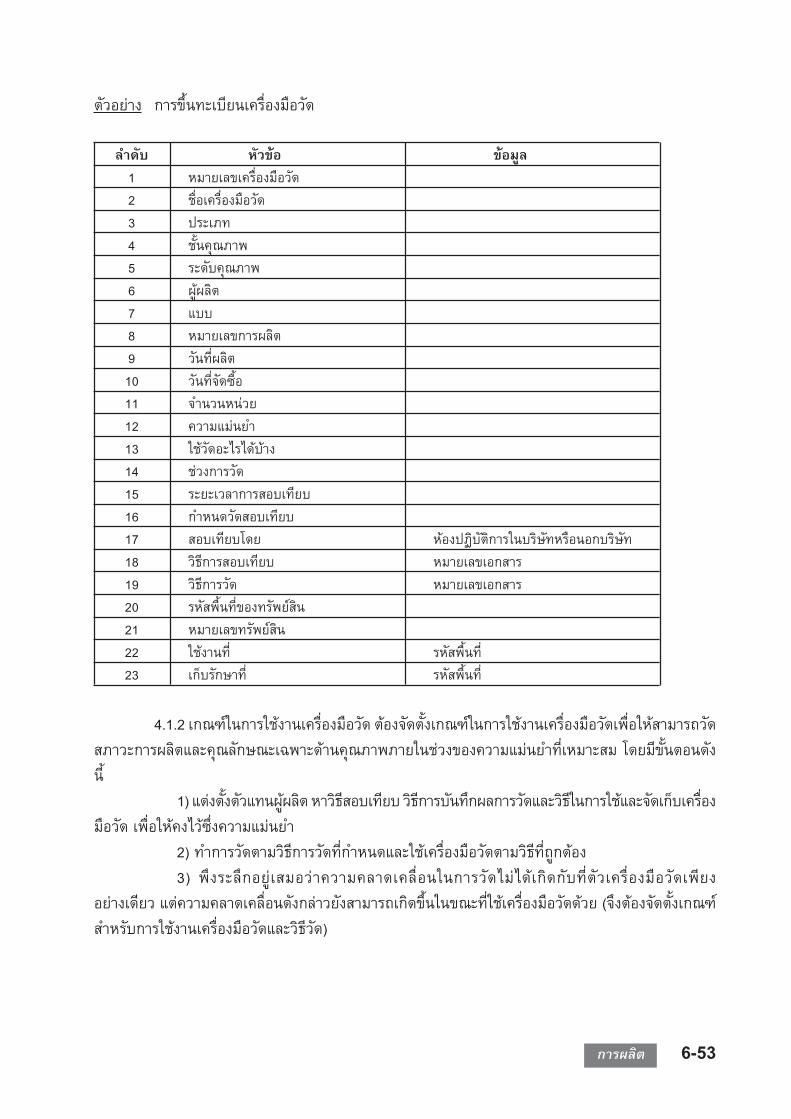
6-53การผลต
ตวอยาง การขนทะเบยนเครองมอวด
ลำดบ หวขอ ขอมล1 หมายเลขเครองมอวด2 ชอเครองมอวด3 ประเภท4 ชนคณภาพ5 ระดบคณภาพ6 ผผลต7 แบบ8 หมายเลขการผลต9 วนทผลต10 วนทจดซอ11 จำนวนหนวย12 ความแมนยำ13 ใชวดอะไรไดบาง14 ชวงการวด15 ระยะเวลาการสอบเทยบ16 กำหนดวดสอบเทยบ17 สอบเทยบโดย หองปฏบตการในบรษทหรอนอกบรษท18 วธการสอบเทยบ หมายเลขเอกสาร19 วธการวด หมายเลขเอกสาร20 รหสพนทของทรพยสน21 หมายเลขทรพยสน22 ใชงานท รหสพนท23 เกบรกษาท รหสพนท
4.1.2 เกณฑในการใชงานเครองมอวด ตองจดตงเกณฑในการใชงานเครองมอวดเพอใหสามารถวดสภาวะการผลตและคณลกษณะเฉพาะดานคณภาพภายในชวงของความแมนยำทเหมาะสม โดยมขนตอนดงน
1) แตงตงตวแทนผผลต หาวธสอบเทยบ วธการบนทกผลการวดและวธในการใชและจดเกบเครองมอวด เพอใหคงไวซงความแมนยำ
2) ทำการวดตามวธการวดทกำหนดและใชเครองมอวดตามวธทถกตอง3) พงระลกอยเสมอวาความคลาดเคลอนในการวดไมไดเกดกบทตวเครองมอวดเพยง
อยางเดยว แตความคลาดเคลอนดงกลาวยงสามารถเกดขนในขณะทใชเครองมอวดดวย (จงตองจดตงเกณฑสำหรบการใชงานเครองมอวดและวธวด)

6-54 การผลต
ตวอยาง ความคลาดเคลอนทเกดขนในขณะทใชเครองมอวด(1) ความคลาดเคลอนจาก Parallaxsleeve scale กบ Thimble scale ของไมโครมเตอรไม
อยบนระนาบเดยวกน Main scale กบ Venire scale ของเวอรเนยรคาลปเปอรไมอยบนระนาบเดยวกนในกรณน เกดจากไมไดอานคาจากดานหนา (ในแนวตงฉาก) ทำใหเกด parallax ขน
(2) ความคลาดเคลอนทเกดจากการเสยรปเมอวตถทจะทำการวดไดรบแรงกระทำจากเครองมอวดจะเสยรปตรงจดทสมผสกบเครองมอวด โดยปกตการเสยรปของวตถ เนองจากแรงในการวดหรอนำหนกของตววตถเองนนไมคอยเปนปญหานก อยางไรกตามตองใชความระมดระวงในจดนดวย
(3) ความคลาดเคลอนทเกดจากการขยายตวเนองจากความรอนวตถทจะทำการวดอาจไดรบผลกระทบเนองจากความรอนได 2 ทาง คอความรอนทเกดจากการแปรรปและอกทางหนงคอ ความรอนจากสภาพแวดลอม ดงนนเมอจะวดขนาดของวตถตองทงไวทอณหภมหอง กอนทจะทำการวด
(4) ความคลาดเคลอนอนๆ นอกเหนอจากทไดกลาวมาแลว ยงตองพจารณาถงความชน ฝน ความดนบรรยากาศ ความสนสะเทอน (รวมถงความสนสะเทอนของพน) แสงและเสยงรบกวนดวย
4.1.3 การควบคมความแมนยำ ทำเพอใหสามารถวดสภาวะการผลตและคณลกษณะเฉพาะดานคณภาพภายในชวงของความแมนยำทเหมาะสม สำหรบขนตอนการควบคมความแมนยำจะประกอบไปดวย
1) กำหนดเกณฑความแมนยำและเกณฑหนาทใชงานเพอคงรกษาความแมนยำและหนาทใชงานของอปกรณและเครองมอวดไดอยางเหมาะสม
2) กำหนดขนตอนวธการและการควบคม การตรวจสอบการบำรงรกษาและซอมแซมเครองมอวด
3) จดเตรยมและใชคมอตางๆ ทระบถงการจดซอ การตดตง การซอมแซม การบำรงรกษาและการจำหนายทงเครองมอวด (โดยรวมแลวนนคอกำหนดทงขอ 1) ขอ 2) และขอ 3))

6-55การผลต
รปท 6.24 แสดงประเภทของการควบคมความแมนยำ
4.1.3 ระบบควบคมการเกบรกษา เพอเกบรกษาเครองมอวดไวอยางเหมาะสม โดยคงความแมนยำไวและเพอใหพรอมตอการใชงาน ตวอยาง เชน ทเกบรกษาเครองมอ
1) ใหเกบรกษาเครองมอวดในสถานททปองกนเครองมอวดจาก ฝน การเกดสนม ความชนและปจจยทางลบอนๆ
2) เครองมอวดทใชงานอยทกวน ตองดำเนนการอยางเหมาะสมเพอปองกนฝน ความชนและการเกดสนมกอนเกบเขาท (เชน ทำความสะอาดหลงจากใชงาน)
4.2 มาตรฐานสำหรบการควบคมเครองมอวด การใหการศกษา การฝกอบรมเกยวกบการใชเครองมอวด
4.2.1 เกณฑในการควบคม ตองกำหนดเกณฑควบคมสำหรบเครองมอวดเพอใหสามารถควบคมสภาวะการผลตและคณลกษณะเฉพาะดานคณภาพ ภายในชวงของความแมนยำทเหมาะสม โดยมรายละเอยดดงน
1) เมอเลอกเครองมอวดตองแนใจวาไดเลอกเครองมอวดทเหมาะสมกบผลตภณฑและสภาวะการผลต รวมทงคณลกษณะเฉพาะดานคณภาพ
2) เมอจดซอเครองมอวดตองทราบเกณฑกำหนดของเครองมอวดและจดซอเครองมอวดทเปนไปตามเกณฑกำหนดดงกลาว
การบำรงรกษา
การบำรงรกษา
เชงปองกน
การบำรงรกษา
ตามประวต
การบำรงรกษาตามระยะเวลาทกำหนดไว
การบำรงรกษาทตองทำตามสภาพ
การบำรงรกษาฉกเฉน
การบำรงรกษาปกต
การบำรงรกษาตามประวตปกต
การบำรงรกษาตามแผนทกำหนดไว

6-56 การผลต
3) จดเตรยมคมอการใชงานเพอใหสามารถใชเครองมอวดทจดซอมานนไดอยางถกตอง4) กำหนดเกณฑเพอใหสามารถซอมแซมเครองมอวดไดอยางรวดเรวเมอเครองมอวดประสบ
ปญหา5) บงชวนทตองสอบเทยบโดยใชเลขอารบก ซงชดเจนและอานงาย
ตวอยาง ปายชบงแบบตางๆ
ประเภท วธควบคม ฝายทควบคม ปายบงชเครองมอวดทบำรงรกษา ตรวจสอบและสอบเทยบ ควบคมการใชโดย หมายเลข :และสอบเทยบโดยฝายท ตามตารางแผนการตรวจ ฝายทใชควบคม กำหนดวนสอบเทยบ :กำหนดขนเปนพเศษ สอบ ตามตารางเวลาท ความแมนยำโดย วน / เดอน / ป
กำหนดไว ฝายเปนพเศษ ชอบรษท+ชอโรงงานเครองมอวดทใช ตรวจสอบและบำรง ฝายทใชงานหรอ หมายเลข :เพอเฝาตดตามการ รกษาตามแผนการบำรง ฝายซอมบำรง กำหนดวนทำการ :ทำงานของเครองจกร รกษาเครองจกรและ วน / เดอน / ปและอปกรณ อปกรณ การบำรงรกษาตามระยะเวลา
การตรวจสอบความแมนยำชอโรงงาน+ชอสายงาน
เครองมอวดทตรวจสอบ ตรวจสอบตามระยะเวลา ฝายทใชงาน หมายเลข :โดยฝายทใชเครองมอวดนน (ปละครง) กำหนดวนทำการ :
วน / เดอน / ปฝายทใชงาน : ตรวจสอบความแมนยำชอโรงงาน+ชอสายงาน
ตรวจสอบประจำวน ฝายทใชงาน หมายเลข :(และตรวจสอบ กำหนดวนทำการ :ตามระยะเวลา) วน / เดอน / ป
ฝายทใชงาน : ตรวจสอบหนาทใชงานชอโรงงาน+ชอสายงาน
4.2.2 การบนทกการนำระบบไปปฏบต เพอบนทกและพสจนสถานะของการบนทกโดยมรายละเอยดดงน
1) บนทกและพสจนสถานะของการนำเกณฑควบคมตางๆ ไปปฏบต2) มปฏบตการแกไขเมอจำเปน3) มการยนยนผลและบนทกปฏบตการแกไข

6-57การผลต
การเก
บรกษ
าเครองมอวด
การบ
ำรงรกษ
าเครองมอวด
ตวอยาง ใบตรวจสอบการนำเกณฑควบคมเครองมอวด ไปปฏบต
รายการทตรวจ คะแนนทได ปญหาและมาตรการแกไข1. การแตงตงบคคลเพอรบผดชอบการเกบรกษา 5 4 3 2 1 02. การตดปายบอกจำนวนบนชนเกบ/ทกลอง 5 4 3 2 1 0 จำนวนจรงไมตรงกบทระบเกบและการยนยนจำนวน ไวในปายบอกจำนวน3. ไมเกบรกษาเครองมอวดทยงไมไดขน 5 4 3 2 1 0 มการเกบเครองมอวดสำรองทะเบยน ไวถาไมจำเปนใหสงคน4. เกบรกษาเครองมอวดในสถานะททสะดวก 5 4 3 2 1 0ตอการนำเอาไปใชและเกบเขาท5. ไมเกบรวมปนกบเครองมออน ๆ 5 4 3 2 1 0 เกบแยกกน6. มการปองกนสนม 5 4 3 2 1 07. การกำหนดสถานทเกบรกษาทสะดวก 5 4 3 2 1 0ตอการใชงาน8. ตองมนใจวาสภาพแวดลอมไมสงผลกระทบ 5 4 3 2 1 0ตอความแมนยำ9. ตองมนใจวาสถานทเกบรกษาจะไมทำให 5 4 3 2 1 0เครองมอวดเสยหาย10. การเกบรกษาเครองมอวดใหพรอมใชงาน 5 4 3 2 1 011. ตดปายรบรองการตรวจตามระยะเวลา 5 4 3 2 1 0 ปายรบรองทเกอบจะหลดเพอใหมนใจวายงไมถงกำหนดครงตอไป ลอกใหทำปายใหม12. การตรวจเครองมอวดกบมาตรฐานของ 5 4 3 2 1 0 ตดตงมาตรฐานของโรงงานโรงงาน (หรอกงมาตรฐาน)13. การกำหนดมาตรการการแกไขสำหรบ 5 4 3 2 1 0สงผดปกต
4.2.3 หนาทและความรบผดชอบของฝายควบคมเครองมอวด ตองกำหนดหนาทและความรบผดชอบของฝายทควบคม ดแลเครองมอวด เพอใหมนใจวามการควบคมเครองมอวดทมความสำคญอยางไวใจไดโดย
1) จดทำเอกสารของบรษทเกยวกบระบบควบคมเครองมอวดและแตงตงบคคลรบผดชอบขนในแตละฝาย
2) กำหนดขอบเขตหนาทของบคคลทรบผดชอบในการควบคม การวดในแตละฝาย3) กำหนดกฎเกณฑการควบคมดวยตนเองสำหรบบคคลทรบผดชอบในการวด รวมทง
นำกฎเกณฑดงกลาวไปปฏบต4) ใหการศกษาและฝกอบรมบคคลทรบผดชอบในการวดเพอใหมนใจวามการนำกฎเกณฑ
การควบคมดวยตนเองไปปฏบตอยางสมำเสมอ

6-58 การผลต
ตวอยาง การมอบหมายงานควบคมเครองมอวด
ผรบผดชอบ ผควบคมดแล ภาระหนาทหวหนางานฝาย ผจดการอาวโส 1. กำหนดนโยบายพนฐานการควบคมทวทงบรษทเครองมอวด ฝายควบคมคณภาพ 2. กำกบดแลการควบคมหวหนากลมทตอง ผจดการอาวโสฝายท 1. กำกบดแลงานตางๆ ในฝาย เพอใหนำนโยบายพนฐานควบคมเครองมอวด ใชเครองมอวด ไปปฏบต(ฝายทใชเครองมอวด) 2. กำกบดแลหวหนากลมทตองควบคมเครองมอวดหวหนากลมของผใช ผจดการสวนของผใช 1. วางแผนรายละเอยดตาง ๆ เพอนำนโยบายพนฐานเครองมอวด เครองมอวด ไปปฏบต
2. กำกบดแลหวหนากลมของผใชเครองมอวดภายในสวนงาน
3. ควบคมการดแลการใชเครองมอวดภายในสวนงาน4. ปองกนความเสยหายตอเครองมอวด
หวหนากลมของผใช รองผจดการสวนของเครองมอวด ผใชเครองมอวด 1. แนะแนวทางการใชทถกตอง ไดแก
1) หามใชงานเครองมอวดทไมมเครองหมายใหใชงานได2) หามใชงานเครองมอวดทมเครองหมายหามใชงาน3) ใหคำแนะนำการใชเครองมอวดทเหมาะสม
2. ตรวจสอบการควบคมตามระยะเวลาและดำเนนการตรวจสอบโดยบคคลทสาม
3. ตรวจสอบการควบคมประจำวนฝายตรวจสอบ ฝายทควบคมดแล
เครองมอวด
4.2.4 เกณฑในการควบคมสำหรบการเปลยนแปลงรายละเอยดของเครองมอวด จะตองมเกณฑในการควบคมเครองมอวดเพอตอบสนองตอการเปลยนแปลงสภาวะการผลตคณลกษณะเฉพาะดานคณภาพและความถในการใชงานเครองมอวด โดยมรายละเอยดดงน
1) เลอกใชความแมนยำในการวดใหครอบคลมขอกำหนดของความแมนยำ เมอจะมการเปลยนแปลงเครองมอวด
2) ทำการเลอกเครองมอวดหลงจากทไดพจารณาในดานวตถประสงค ความคงทนความถและความเชอมน
3) จดทำเกณฑในการควบคมสำหรบเครองมอวดทเลอกมานน รวมทงนำเกณฑในการควบคมดงกลาวไปปฏบต

6-59การผลต
ตวอยาง คณลกษณะเฉพาะทกำหนด
ลำดบ หวขอการประเมน เกณฑการประเมน1 ความสำคญ ประเมนความสำคญของคณลกษณะเฉพาะในการวดทสมพนธกบ
(Importance) การผลต คณภาพ ความปลอดภยและมลภาวะและใชหลกเกณฑเพอตดสนผลทตามมาเมอทำการวด
2 ความทนทาน เนองจากเครองมอวดในกระบวนการผลตตองคงทน โดยมโอกาสนอย(Durability) ทจะเสยหาย ใหตดสนความทนทานตามความถของการเสยหาย
3 ความนาเชอถอ เนองจากในระหวางการใชงาน เครองมอวดตองเทยงตรงอยเสมอ(Reliability) ใหตดสนความนาเชอจากขนของความไมเทยงตรงทเกดขน
4 ความแมนยำทกำหนด ใชคาการยอมรบของความแมนยำในการวด เพอตดสนวาเครองมอวด(Required precision) เปนไปตามหลกเกณฑการผลตหรอมาตรฐานผลตภณฑ
5 ความสมำเสมอในการ ใชจำนวนหวขอในการตรวจ เพอตดสนวาการตรวจประจำวนและบำรงรกษา การตรวจตามระยะเวลา มการคงรกษาไวอยางเหมาะสมหรอไม(Maintainability)
6 ความถในการวด ใชประวตของการใชงานตอวน ตอสปดาหหรอตอเดอน(MeasurementFrequency)
7 การลาสมย พจารณาจำนวนปตงแตสงซอเครองมอวดซงใชเวลาลวงไปและตดสน(Obsolescence) การพนสมยโดยใชผลของเครองมอวดทใชการอยกบเครองมอวด
ทเกดการสกหรอทมตอคาทวดได8 ความละเอยดออน ตดสนความละเอยดออนตามขนท ฝน การสนสะเทอน อณหภม
(Susceptibility) ความชน สนามแมเหลก กาซพษ และปจจยตางๆ ดานสงแวดลอมในสถานทใชงานมผลกระทบตอเครองมอวด
4.2.5 การใหการศกษาและฝกอบรม ความเขาใจทถกตองของวตถประสงคในการวดและทกษะการวดจะมผลในการเพมคณภาพงานของบคลากรททำการวด โดยมรายละเอยดดงน
1) จดเตรยมการศกษาและฝกอบรมใหกบผปฏบตงานตามความสำคญและความซบซอนของงาน
2) วางแผนโปรแกรมการศกษาและฝกอบรมในแตละเรอง แลวดำเนนการตามแผนนนๆ3) เกบรกษาบนทกการฝกอบรมผปฏบตงานและฝกอบรมใหมถาจำเปน

6-60 การผลต
ตวอยาง โครงรางแผนการศกษาและฝกอบรมเรองเครองมอวด
หวขอการสอน ผเขาฝกอบรม วตถประสงค ผฝกอบรม/เวลาท เนอหาทำการฝกอบรม
การศกษาสำหรบ ชางเทคนค ใหการศกษาในเรอง หวหนากลม / บทนำพนฐานของพนกงานใหม ทเขาใหม พนฐานของ เมอแรกเขา เครองมอวดและ
เครองมอวด แนะนำเครองมอวดอยางงาย
การศกษาสำหรบ ผปฏบตงานทม ใหการศกษาในเรอง หวหนากลม / การใชงานและวธผใชเครองมอวด ความชำนาญ การใชงาน เครองมอ การฝกอบรมใน การตรวจสอบเครอง
ขนเรมตน วดทถกตองและวธ ระหวางปฏบตงาน มอวดประเภทตาง ๆตรวจสอบ
การศกษาสำหรบ ผปฏบตงานทม ใหการศกษาในเรองท รองผจดการของ ความรพนฐานผปฏบตงาน ความชำนาญ ผปฏบตงานทม สวนงานทควบคม การใชงาน และทมความชำนาญ ขนกลาง ความชำนาญจะตองร เครองมอวด/เมอ วธตรวจสอบ
ไดรบอนญาตเปน เครองมอวดครงคราว ประเภทตางๆ
เทคโนโลย ผปฏบตงานทม ฝกอบรมหวหนางาน รองผจดการของ เทคโนโลยการควบการควบคม ความชำนาญ ของฝายท สวนงานทควบคม คมทจำเปนสำหรบ
ขนสง (ทไดรบการ ใชเครองมอวด เครองมอวด/ตาม หวหนางานของฝายเสนอชอ) ความตองการเปน ทใชเครองมอวด
ครงคราวการศกษาสำหรบผท ผทเพงไดรบการ เพอใหสามารถบอก รองผจดการของ ภาพรวมของการเพงไดรบการแตงตง แตงตงเปนรอง ภาพรวมทเกยวกบ สวนงานทควบคม ควบคมการวดใหเปน ผจดการสวนงาน การวดได เครองมอวด/เมอรองผจดการสวนงาน ทางดานวศวกรรม ไดรบอนญาตเปน
ครงคราวรายละเอยดของ ผปฏบตงานทม ใหการศกษาในเรอง สวนงานทควบคม ความเชยวชาญและเทคโนโลยการวด ความชำนาญ ความรระดบผชำนาญ เครองมอวด/ตาม ทกษะทเกยวกบ
ขนกลางหรอสง (ท เกยวกบการวด ความจำเปน เทคโนโลยขนสงไดรบการเสนอชอ) ดานการวด
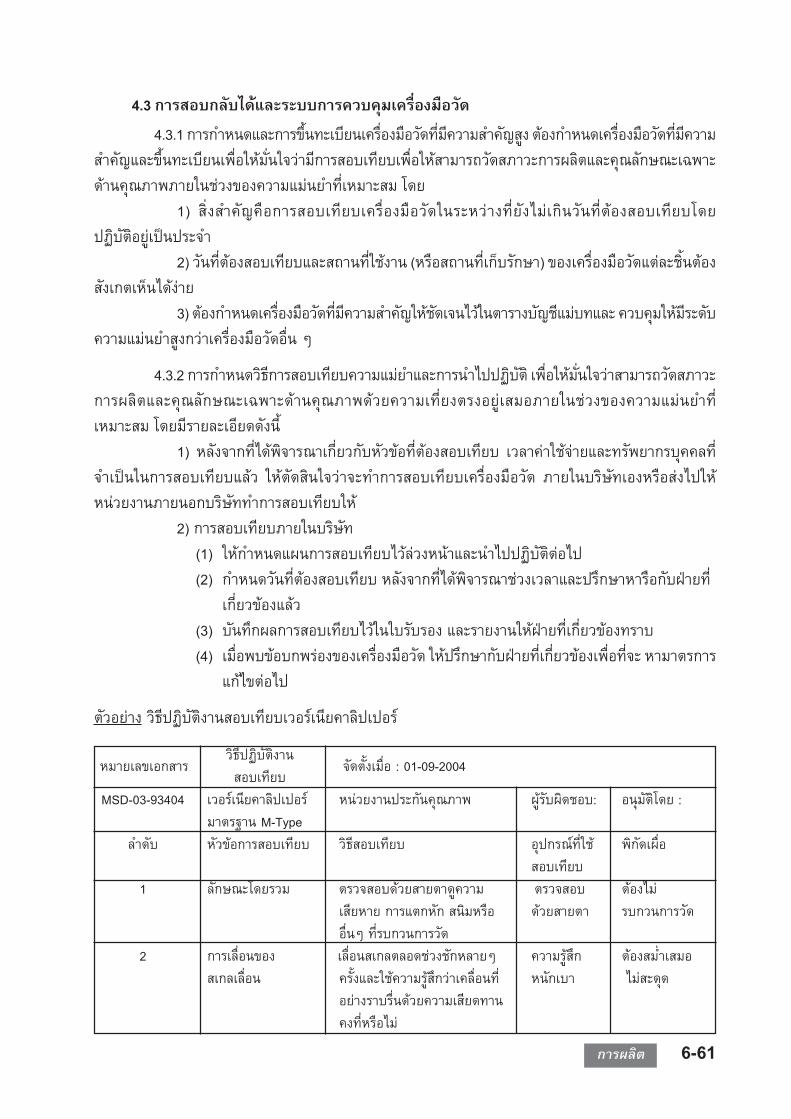
6-61การผลต
4.3 การสอบกลบไดและระบบการควบคมเครองมอวด4.3.1 การกำหนดและการขนทะเบยนเครองมอวดทมความสำคญสง ตองกำหนดเครองมอวดทมความ
สำคญและขนทะเบยนเพอใหมนใจวามการสอบเทยบเพอใหสามารถวดสภาวะการผลตและคณลกษณะเฉพาะดานคณภาพภายในชวงของความแมนยำทเหมาะสม โดย
1) สงสำคญคอการสอบเทยบเครองมอวดในระหวางทยงไมเกนวนทตองสอบเทยบโดยปฏบตอยเปนประจำ
2) วนทตองสอบเทยบและสถานทใชงาน (หรอสถานทเกบรกษา) ของเครองมอวดแตละชนตองสงเกตเหนไดงาย
3) ตองกำหนดเครองมอวดทมความสำคญใหชดเจนไวในตารางบญชแมบทและ ควบคมใหมระดบความแมนยำสงกวาเครองมอวดอน ๆ
4.3.2 การกำหนดวธการสอบเทยบความแมยำและการนำไปปฏบต เพอใหมนใจวาสามารถวดสภาวะการผลตและคณลกษณะเฉพาะดานคณภาพดวยความเทยงตรงอยเสมอภายในชวงของความแมนยำทเหมาะสม โดยมรายละเอยดดงน
1) หลงจากทไดพจารณาเกยวกบหวขอทตองสอบเทยบ เวลาคาใชจายและทรพยากรบคคลทจำเปนในการสอบเทยบแลว ใหตดสนใจวาจะทำการสอบเทยบเครองมอวด ภายในบรษทเองหรอสงไปใหหนวยงานภายนอกบรษททำการสอบเทยบให
2) การสอบเทยบภายในบรษท(1) ใหกำหนดแผนการสอบเทยบไวลวงหนาและนำไปปฏบตตอไป(2) กำหนดวนทตองสอบเทยบ หลงจากทไดพจารณาชวงเวลาและปรกษาหารอกบฝายท
เกยวของแลว(3) บนทกผลการสอบเทยบไวในใบรบรอง และรายงานใหฝายทเกยวของทราบ(4) เมอพบขอบกพรองของเครองมอวด ใหปรกษากบฝายทเกยวของเพอทจะ หามาตรการ
แกไขตอไป
ตวอยาง วธปฏบตงานสอบเทยบเวอรเนยคาลปเปอร
หมายเลขเอกสาร วธปฏบตงาน จดตงเมอ : 01-09-2004สอบเทยบMSD-03-93404 เวอรเนยคาลปเปอร หนวยงานประกนคณภาพ ผรบผดชอบ: อนมตโดย :
มาตรฐาน M-Typeลำดบ หวขอการสอบเทยบ วธสอบเทยบ อปกรณทใช พกดเผอ
สอบเทยบ1 ลกษณะโดยรวม ตรวจสอบดวยสายตาดความ ตรวจสอบ ตองไม
เสยหาย การแตกหก สนมหรอ ดวยสายตา รบกวนการวดอนๆ ทรบกวนการวด
2 การเลอนของ เลอนสเกลตลอดชวงชกหลายๆ ความรสก ตองสมำเสมอสเกลเลอน ครงและใชความรสกวาเคลอนท หนกเบา ไมสะดด
อยางราบรนดวยความเสยดทานคงทหรอไม
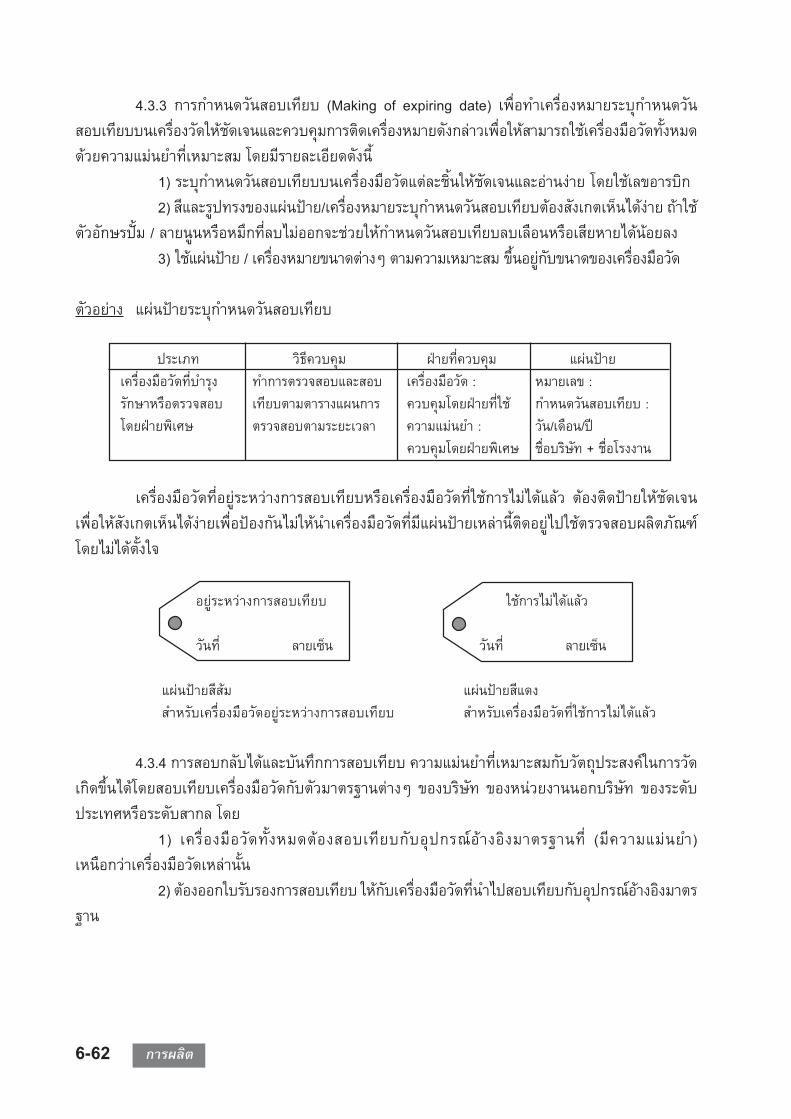
6-62 การผลต
4.3.3 การกำหนดวนสอบเทยบ (Making of expiring date) เพอทำเครองหมายระบกำหนดวนสอบเทยบบนเครองวดใหชดเจนและควบคมการตดเครองหมายดงกลาวเพอใหสามารถใชเครองมอวดทงหมดดวยความแมนยำทเหมาะสม โดยมรายละเอยดดงน
1) ระบกำหนดวนสอบเทยบบนเครองมอวดแตละชนใหชดเจนและอานงาย โดยใชเลขอารบก2) สและรปทรงของแผนปาย/เครองหมายระบกำหนดวนสอบเทยบตองสงเกตเหนไดงาย ถาใช
ตวอกษรปม / ลายนนหรอหมกทลบไมออกจะชวยใหกำหนดวนสอบเทยบลบเลอนหรอเสยหายไดนอยลง3) ใชแผนปาย / เครองหมายขนาดตางๆ ตามความเหมาะสม ขนอยกบขนาดของเครองมอวด
ตวอยาง แผนปายระบกำหนดวนสอบเทยบ
ประเภท วธควบคม ฝายทควบคม แผนปายเครองมอวดทบำรง ทำการตรวจสอบและสอบ เครองมอวด : หมายเลข :รกษาหรอตรวจสอบ เทยบตามตารางแผนการ ควบคมโดยฝายทใช กำหนดวนสอบเทยบ :โดยฝายพเศษ ตรวจสอบตามระยะเวลา ความแมนยำ : วน/เดอน/ป
ควบคมโดยฝายพเศษ ชอบรษท + ชอโรงงาน
เครองมอวดทอยระหวางการสอบเทยบหรอเครองมอวดทใชการไมไดแลว ตองตดปายใหชดเจนเพอใหสงเกตเหนไดงายเพอปองกนไมใหนำเครองมอวดทมแผนปายเหลานตดอยไปใชตรวจสอบผลตภณฑโดยไมไดตงใจ
4.3.4 การสอบกลบไดและบนทกการสอบเทยบ ความแมนยำทเหมาะสมกบวตถประสงคในการวดเกดขนไดโดยสอบเทยบเครองมอวดกบตวมาตรฐานตางๆ ของบรษท ของหนวยงานนอกบรษท ของระดบประเทศหรอระดบสากล โดย
1) เครองมอวดทงหมดตองสอบเทยบกบอปกรณอางองมาตรฐานท (มความแมนยำ)เหนอกวาเครองมอวดเหลานน
2) ตองออกใบรบรองการสอบเทยบ ใหกบเครองมอวดทนำไปสอบเทยบกบอปกรณอางองมาตรฐาน
อยระหวางการสอบเทยบ ใชการไมไดแลว
วนท ลายเซน วนท ลายเซน
แผนปายสสม แผนปายสแดงสำหรบเครองมอวดอยระหวางการสอบเทยบ สำหรบเครองมอวดทใชการไมไดแลว

6-63การผลต
3) ใบรบรองการสอบเทยบตองประกอบไปดวยสงเหลาน(1) องคกรหรอฝายททำการสอบเทยบ(2) มาตรฐานและ/หรอตวมาตรฐานตางๆ ทใช(3) วนททำการสอบเทยบ(4) ผทำการสอบเทยบ (ผรบผดชอบ)(5) การรบรอง
ตวอยาง ตารางการสอบกลบ (ของความสมพนธตาง ๆ)
อปกรณอางอง อปกรณอางอง อปกรณอางอง เครองมอวดขนตนและ สำหรบการตรวจ ของโรงงานขนทสอง สอบตามระยะเวลา สำหรบตรวจ
Block gaugeBlock gauge Block gauge Block gauge Micrometer
Height gaugeDepth gaugeVernier caliper
มาตรฐาน มาตรฐาน Micrometer Thickness gaugeระดบ ของ Ring gauge Cylinder gaugeประเทศ ผผลต Standard block of hardness Hardness tester
Standard block of roughness Roughness testerMagnification scale ProjectorLoop tester Universal Tester
Reference weight Standard pressure gauge Pressure gaugeType pressure gauge Standard ammeter/Voltmeter Ammeter/Voltmeter
ตวอยาง ประวตการสอบเทยบและการซอม
1 หมายเลข : MG 4532 ชอ : ไมโครมเตอร2 ชนคณภาพ : ระยะเวลาการสอบเทยบ : ทก 6 เดอน3 กำหนดวน วนททำการ ยอมรบ/ปฏเสธ หมายเลข อปกรณ
สอบเทยบ สอบเทยบ บนทก4 10-02-2004 04-02-2004 ยอมรบ CR94008 G120345 04-08-2004 04-08-2004 ยอมรบ CR94147 G12035

6-64 การผลต
4.3.5 การจดเกบแฟมตนฉบบของการควบคมการวดของทกฝาย เพอใชประโยชนจากแฟมตนฉบบควบคมการใชเครองมอวดไดอยางมนใจ โดย
1) ตองเกบบนทกตางๆ ในแฟมตนฉบบใหสะดวกแกการคนหา เชน วนททำการสอบเทยบหรอเครองมอวดชนนนผานเกณฑการสอบเทยบหรอไม เปนตน
2) แตละแฟมตองระบหมายเลขของเครองมอวดทเกบเอกสารไวในแฟมและสงทตองเกบแนบไวกบแตละแฟมประกอบดวย
(1) แคตตาลอกและรายการละเอยด(2) ใบรบรองการตรวจรบและใบรบรองการสอบเทยบ(3) รายงาน (บนทก) การชำรดเสยหาย การซอมและอนๆ
3) เครองมอวดแตละชนควรมแฟมเปนของตวเอง ซงมขอมลทงหมดทเกยวของเกบไว
รปท 6.25 แฟมของเครองมอวด หมายเลข MG 4532
4.4 การควบคมเครองมอวดทวไปทงบรษท4.4.1 การนำไปปฏบตโดยฝายทเกยวของกบการวด ตองนำการควบคมการวดไปปฏบต โดยทวทก
ฝายในบรษททเกยวของกบการวด มใชปฏบตเฉพาะแตฝายควบคมคณภาพเพยงฝายเดยว โดยจะตอง1) เขาใจสถานการณของทงบรษทเกยวกบการควบคมการวดและแนะแนวทางทจำเปน2) ใชการควบคมขอมลทจากการวดและวธใชงานเครองมอวด รวมถงการควบคมความ
แมนยำของเครองมอวดทเกยวของ
ID. NO. MG 4532
ผผลต แคตตาลอก รายการละเอยด
บนทกการตรวจรบ
บนทกการสอบเทยบ วนท 04-02-2004
บนทกการสอบเทยบ วนท 04-08-2004

6-65การผลต
ตวอย
างผงบร
หารใน
เรองการมอ
บหมายงาน
การควบ
คมเครองมอวด
ฝายค
วบคม
การผลต
สวนง
านวศ
วกรรมก
ารผล
ต
สวนง
านคว
บคมก
ารผล
ต
สวนง
านปร
ะกนค
ณภาพ
สวนงานตรวจสอ
บ
สวนง
านผล
ต 1
สวนง
านผล
ตท 2
สวนงานซอ
มบำรง
ฝายผ
ลต
คณะกรรมก
ารพเศษ
เรองการคว
บคมก
ารวด
ผเชย
วชาญ
ดานก
ารวด
ทไดรบก
ารรบ
รอง
โรงงาน
คณะ
กรรมการ
บรษท
สำนก
งาน
ฝายค
วบคม
การผลต
สำรวจและวเค
ราะห
กระบ
วนการผลต
ปรบป
รงแล
ะพฒน
าวธวด
สงซอ
ตรวจรบ เกบส
ำรอง
จดเกบ แล
ะซอม
เครองมอวด
กำกบ
ดแลก
ารคว
บคมก
ารวด
(นโยบา
ย แผ
นการนำ
ไปปฏ
บตการจดต
งระบบ
การมอบ
หมายงานต
ามผงบรหา
ร)สำรวจก
ารสงเสร
มการคว
บคมก
ารวด
การป
ระสานง
านแล
ะการตรวจ
ประเม
นแผน
และการใหการศกษ
าและฝก
อบรม
ควบค
มมาตรฐาน
ตางๆ
(แผน
การสอบ
เทยบ
และการนำ
ไปปฏ
บต
การบ
ำรงรกษ
าหองมาตรฐาน ก
ารจด
ตงระบบ
การสอบ
กลบได)
ควบค
มความแ
มนยำขอ
งเครองมอวด (
แผนก
ารตรวจสอ
บตาม
ระยะเวล
าและการนำ
ไปปฏ
บต)
สงเสร
มและใหคว
ามชว
ยเหล
อในก
ารคว
บคมก
ารวด
กบผรบเหม
าชวง
การท
ำใหเปนม
าตรฐาน
(การจด
ตงมา
ตรฐานก
ารคว
บคมก
ารวด
การปรบปรงมาตรฐาน
)
จดตงมา
ตรฐานด
านคณ
ภาพ
(วธตรวจสอ
บ ผงคว
บคมก
ระบว
นการ
)บำ
รงรกษา
และตรวจเค
รองมอวด
ควบค
มงาน
วด (ค
วบคม
ความ
สมำเส
มอแล
ะความเกย
วของสม
พนธก
นขอ
งงาน
วด)
ควบค
มความค
ลาดเคล
อนขอ
งการวด
การตรวจสอ
บโดย
ใชคว
ามรสก
ควบค
มการปร
ะเมน)
จดตงมา
ตรฐานด
านคณ
ภาพ
(วธตรวจสอ
บ ผงคว
บคมก
ระบว
นการ
)
ควบค
มการบำ
รงรกษา
(การตรวจตามระยะเว
ลาการซ
อม)
ควบค
มหวข
อตางๆ
(การสงมอ
บจากคล
งสนค
า การคว
บคมแ
ฟมตน
ฉบบ)
วเคราะห
ผลการบ
ำรงรกษ
า
รปท
6.26 ผ
งบรห
ารใน
เรองก
ารมอ
บหมา
ยงาน
การค
วบคม
เครอ
งมอว
ด

6-66 การผลต
4.4.2 การควบคมการวดทวทกโรงงานทรวมงานดวยกน (Cooperating factories) เพอใหมนใจวาโรงงานทรวมงานดวยกน ใชระบบการประกนคณภาพในระดบทเทากบของโรงงานตนเอง โดยมรายละเอยดดงน
1) ฝายททำการวด โดยการรวมมอกบฝายตางๆ ทเกยวของในบรษทตองมนใจวาโรงงานอนๆทรวมงานดวยกนไดนำการควบคมการวดไปปฏบต เพอใหโรงงานสามารถวดสภาวะการผลตและคณลกษณะเฉพาะดานคณภาพภายในชวงของความแมนยำทเหมาะสม
2) ฝายททำหนาทควบคมการวดในบรษทตนเองตองรบภาระ หนาทและตรวจประเมนระบบการควบคมการวดของโรงงานทรวมงานดวยกน โดยประเมนตามระยะเวลา
3) ฝายตางๆ ทเกยวของในบรษทตนเองตองแนะแนวทางและใหความชวยเหลอทเกยวของกบการควบคมการวดเมอผลการประเมนดงกลาวพบขอบกพรองหรอเมอโรงงานเหลานนรองขอ
4.4.3 การตรวจเชคประจำวนและตามระยะเวลา เพอตรวจเชคเครองมอวดประจำวนและ ตามระยะเวลา ขนกบความถในการใชงานและความเชอถอได (Reliability) ของเครองมอวดทตองการ เพอควบคมความแมนยำไดอยางเหมาะสม
1) การตรวจเชคตามระยะเวลา กำหนดวธการเพอตรวจสอบหนาทใชงานของผลตภณฑหรอเครองจกรและการเสอมสภาพของชนสวนตางๆ ตามชวงเวลาทกำหนดไวและทำใหการทำงาน กลบคนสสภาพเดมโดยการปรบแตง เปลยนชนสวน ใสนำมนหลอลนหรอวธอน ๆ
2) การตรวจสอบประจำวน กจกรรมทงหมดทจำเปนเพอใหบรรลวตถประสงคของงานตางๆ ทปฏบตประจำทกวนไดอยางมประสทธผล
3) การตรวจเชคหนาทใชงานตางๆ และการตรวจเชคความแมนยำ ทงสองประเภทน หลงจากทไดทำความเขาใจวธตรวจเชคโครงสรางและหนาทใชงานของเครองจกรอปกรณ โดยการอานคมอการใชเครองแลว ใหกำหนดวธการตรวจเชคของเราเองโดยแบงวธตรวจเชคเปน การตรวจเชคประจำวนการตรวจเชคกอนและหลงการใชงาน การตรวจเชคประจำเดอนหรอประจำสามเดอน
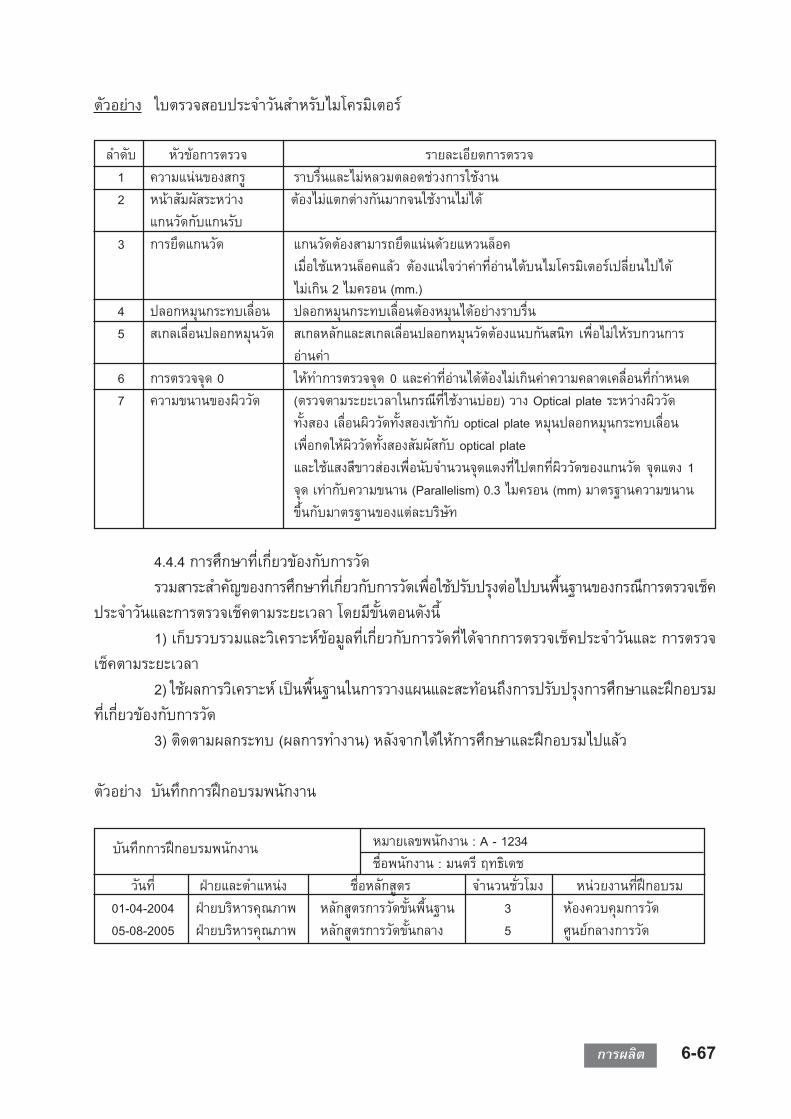
6-67การผลต
ตวอยาง ใบตรวจสอบประจำวนสำหรบไมโครมเตอร
ลำดบ หวขอการตรวจ รายละเอยดการตรวจ1 ความแนนของสกร ราบรนและไมหลวมตลอดชวงการใชงาน2 หนาสมผสระหวาง ตองไมแตกตางกนมากจนใชงานไมได
แกนวดกบแกนรบ3 การยดแกนวด แกนวดตองสามารถยดแนนดวยแหวนลอค
เมอใชแหวนลอคแลว ตองแนใจวาคาทอานไดบนไมโครมเตอรเปลยนไปไดไมเกน 2 ไมครอน (mm.)
4 ปลอกหมนกระทบเลอน ปลอกหมนกระทบเลอนตองหมนไดอยางราบรน5 สเกลเลอนปลอกหมนวด สเกลหลกและสเกลเลอนปลอกหมนวดตองแนบกนสนท เพอไมใหรบกวนการ
อานคา6 การตรวจจด 0 ใหทำการตรวจจด 0 และคาทอานไดตองไมเกนคาความคลาดเคลอนทกำหนด7 ความขนานของผววด (ตรวจตามระยะเวลาในกรณทใชงานบอย) วาง Optical plate ระหวางผววด
ทงสอง เลอนผววดทงสองเขากบ optical plate หมนปลอกหมนกระทบเลอนเพอกดใหผววดทงสองสมผสกบ optical plateและใชแสงสขาวสองเพอนบจำนวนจดแดงทไปตกทผววดของแกนวด จดแดง 1จด เทากบความขนาน (Parallelism) 0.3 ไมครอน (mm) มาตรฐานความขนานขนกบมาตรฐานของแตละบรษท
4.4.4 การศกษาทเกยวของกบการวดรวมสาระสำคญของการศกษาทเกยวกบการวดเพอใชปรบปรงตอไปบนพนฐานของกรณการตรวจเชค
ประจำวนและการตรวจเชคตามระยะเวลา โดยมขนตอนดงน1) เกบรวบรวมและวเคราะหขอมลทเกยวกบการวดทไดจากการตรวจเชคประจำวนและ การตรวจ
เชคตามระยะเวลา2) ใชผลการวเคราะห เปนพนฐานในการวางแผนและสะทอนถงการปรบปรงการศกษาและฝกอบรม
ทเกยวของกบการวด3) ตดตามผลกระทบ (ผลการทำงาน) หลงจากไดใหการศกษาและฝกอบรมไปแลว
ตวอยาง บนทกการฝกอบรมพนกงาน
บนทกการฝกอบรมพนกงาน หมายเลขพนกงาน : A - 1234ชอพนกงาน : มนตร ฤทธเดช
วนท ฝายและตำแหนง ชอหลกสตร จำนวนชวโมง หนวยงานทฝกอบรม01-04-2004 ฝายบรหารคณภาพ หลกสตรการวดขนพนฐาน 3 หองควบคมการวด05-08-2005 ฝายบรหารคณภาพ หลกสตรการวดขนกลาง 5 ศนยกลางการวด

6-68 การผลต
4.4.5 เกณฑสำหรบดำเนนการกบปญหาทเกยวกบการวดเพอกำหนดเกณฑสำหรบดำเนนการกบปญหาทเกยวกบการวด ไดอยางรวดเรวและเชอถอได โดยมรายละเอยดดงน
1) กำหนดเกณฑทเปนวธการใหเปนรปแบบเดยวกนโดยอาศยหลก 5W 1H เพราะวธการสำหรบแกปญหาทเกยวกบการวดของผปฏบตงานแตละคนไมควรตางกน
2) เกณฑวธการ ตองกำหนดสงเหลาน(1) การทำความเขาใจปรากฏการณหรอองคประกอบ ของปญหา เชน เครองมอวด
หมายเลขเครองมอวด เวลา สถานท ชอผพบปญหา ขอบกพรองตางๆ ของเครองมอวด เปนตน(2) ชองทางการรายงาน (ผปฏบตงานตองรายงานใครบาง)(3) แผนปาย / เครองหมายทใชตด แขวน ไวทเครองมอ(4) การวเคราะหปญหา เชน เกยวกบอายการใชงาน ความเสยหาย การสกกรอนหรอการ
ฉกขาด การเสอมเสยสภาพ(5) มาตรการแกไข แบบชวคราวหรออยางถาวร
4.5 การพฒนาเทคนคการวดหรอเครองมอวดดวยตนเอง4.5.1 การทบทวนวธวด เพอทบทวนวธในการวดและเครองมอวด (รวมถงอปกรณตางๆ) เพอ
ปรบปรงในเรองเกยวกบคาใชจายในการวดและคณภาพของสนคา ดงนนจงตองมการทบทวนสงเหลานเพอปรบปรงงานวด
1) ความแมนยำในการวดในแผนแบบและเกณฑกำหนดความแมนยำของเครองมอวดระดบของสภาวะในการวดสงเหลาน อยในระดบทเหมาะสมเพอใหบรรลคณภาพทตองการแลวหรอยง ใหทบทวนและปรบปรงระดบของสงเหลาน
2) เมอคาทไดจากการวดผดปกต ใหทบทวนวธวดและเครองมอวด เพอยนยนวายงมความเหมาะสมอย
3) ทำการปรบปรงทจำเปนหลงจากทไดศกษาวาทำอยางไรเพอใหเครองมอวดมความแมนยำและประสทธภาพสงขน
4) ทำการปรบปรงเพอยกระดบประสทธภาพในการตดตงเครองและเตรยมการกอนใชเครองมอวด
รปท 6.27 แสดงการปรบปรงวธวด

6-69การผลต
4.5.2 วธวดทไมเหมาะสม เพอทบทวนและปรบปรงวธวดทไมเหมาะสม ควรจะมการ1) ปรบปรงวธวดทมขอบกพรอง จากมมมองทางดานเทคนค โดยทบทวนสงเหลาน
(1) การเลอกใชเครองมอวด ควรพจารณาวามความเหมาะสมหรอไม(2) มการใชเครองมอวดทความแมนยำเสอมลงหรอไม(3) การออกแบบหรอผลตเครองมอวด มความเหมาะสมหรอไม
2) ปรบปรงวธวดทมขอบกพรอง จากมมมองทางดานวธการโดยทบทวนสงเหลาน(1) ขาดแคลนทกษะในการวดหรอไม(2) มาตรฐานการทำงานเรองการวด มความเหมาะสมหรอไม
รปท 6.28 การปรบปรงวธตรวจหาความเสยหายจากการสกหรอของเครองมอวดแบบsmall hole filler

6-70 การผลต
4.5.3 มาตรการปรบปรงเทคนคและเครองมอวด เพอปรบปรงเทคนคและเครองมอวดเพอยกระดบความแมนยำในการวด เพอลดการกระจายและเพอปรบปรงงานวดเมอกำลงทำการปรบปรงเทคนคและเครองมอวด ตองมนใจวามการปรบปรงในดานเทคนค เครองมอวดและวธวดนนคอ
1) การปรงปรงเครองมอวดและอปกรณตางๆ2) การปรบปรงเพอปองกนการสกหรอและการฉกขาดหรอการเสอมสภาพของอปกรณ
การวดตางๆ3) การปรบปรงความสามารถในการวด
รปท 6.29 การปรบปรงการใช Dial gauge

6-71การผลต
4.5.4 การพฒนาเทคนคการวดและเครองมอวดใหม ๆ ดวยตนเอง เพอพฒนาเทคนคการวดและเครองมอวดใหมๆ ภายในบรษทเพอปรบปรงความแมนยำ ลดการกระจายและปรบปรงงานวด กำหนดงานหรอพฒนาเทคนคการวดและเครองมอวดใหมๆ จากทงในแงเทคนคและการปฏบตงาน ไดแก
1) ปญหาทเกยวกบเทคโนโลยการวดในปจจบนประกอบดวย ความแมนยำตำ การกระจายสงคาใชจายในการบำรงรกษาสง การฝกอบรมทตองใชระยะเวลายาวนาน เปนตน
2) ปญหาทเกยวกบการปฏบตงาน ซงประกอบดวย ทกษะทตองการ การตดตงเครองทตองใชเวลานาน การใชงานทอนตราย เปนตน
5. การบรหารสนคาคงคลง (Inventory)ในการผลตสนคาหรอบรการ มเปาหมายทสำคญคอ การผลตสนคาใหมคณภาพสงและมตนทน
ทตำ เพอทจะทำใหสนคาและบรการนนๆ สามารถแขงขนกบผอนได วธการหนงทจะชวยใหสนคาหรอบรการนนๆ มราคาตำไดกคอ การควบคมตนทนการผลต โดยการควบคมปรมาณสนคาคงเหลอใหมเพยงพอทจะจำเปนตองใชเทานน ไมใหมเหลอเกนความจำเปนหรอขาดแคลน
5.1 ความหมายของสนคาคงเหลอสนคาคงเหลอ หมายถง วสดทมไวใชในอนาคต ซงไดแก วตถดบ ชนสวน อะไหล สนคาระหวาง
ผลตและสนคาสำเรจรป
5.2 วตถประสงคของการจดการสนคาคงเหลอการทธรกจมการจดการเกยวกบสนคาคงเหลอนน กเพอทจะใหบรรลวตถประสงคตอไปน คอ
1) ใหมปรมาณวตถดบ สนคาระหวางผลตและสนคาสำเรจรปเพยงพอกบความตองการ2) ลดคาใชจายในการมสนคาคงเหลอแตละชนด คอ ทงทเปนวตถดบ สนคากงสำเรจรป และ
สนคาสำเรจรปเพราะสนคาคงเหลอจดเปนสนทรพยหมนเวยนทสำคญและตองมการใชเงนเปนจำนวนมาก
รปท 6.30 แสดงการจดเกบสนคาคงคลงในโรงงาน

6-72 การผลต
5.3 ชนดของสนคาคงเหลอโดยทวไปจะแบงออกเปนประเภทดงน คอ
5.3.1 สนคาคงเหลอทเปนวตถดบหรอชนสวนทจะถกเปลยนเปนสนคาสำเรจรปนน โรงงานจะมไวมากหรอนอยนน ขนอยกบปจจยหลายๆ อยาง เชน
1) นโยบายโรงงานเกยวกบปรมาณทเผอเพอปองกนการขาดแคลนวตถดบ ซงจะมผลทำใหการผลตหยดชะงกได
2) เกยวกบระบบการผลตทสามารถรบวตถดบเขาโรงงานไดรวดเรวเพยงใด หากโรงงาน ใชระบบการผลตแบบทนเวลาพอด (Just In Time: JIT) กไมตองมการสตอกวตถดบไวใชเกนความจำเปน
3) ขนกบราคาของวตถดบทอาจจะมแนวโนมสงขน ทงนเนองจากมการเปลยนแปลงเกดขน เชนราคานำมนมแนวโนมสงขน เปนตน
4) ขนอยกบสภาพดนฟาอากาศททำใหการเดนทางลาชา เชน เนองจากเปนฤดมรสม เปนตน5) ขนกบความแมนยำในการพยากรณยอดขาย เพราะถาหากโรงงานสามารถพยากรณ ยอดขาย
ไดใกลเคยงกบความเปนจรงกจะทำใหมวตถดบเพยงพอกบปรมาณทตองการผลต
5.3.2 สนคากงสำเรจรป ซงการทจะมปรมาณมากหรอนอยนนขนอยกบชนดของการผลตวาเปนการผลตแบบใด คอ ถาเปนการผลตแบบตอเนองมกจะมสนคาคงเหลอในกระบวนการผลตเนองจากจะผลตครงละมากๆ มลกษณะคลายๆ กน แตถาเปนการผลตแบบไมตอเนองสนคาสำเรจรปมกจะมนอยเพราะการผลตชนดนมกเปนการผลตตามสงและผลตครงละไมมาก และทสำคญอกอยางคอจะขนอยกบจำนวนขนตอนของการผลต เพราะถาหากสนคามจำนวนขนตอนของการผลตมากกจะม สนคาคงเหลอคางในกระบวนการผลตมากกวากระบวนการผลตทมขนตอนสน
5.3.3 สนคาสำเรจรป สำหรบปรมาณสนคาสำเรจรปนนจะมากหรอนอยขนอยกบความตองการของผซอ ฤดกาลของสนคา นโยบายของโรงงาน ระบบการผลตและการหมนเวยนของสนคาสำเรจรปตลอดจนการพยากรณยอดขายทแมนยำ
5.4 ความสมพนธของระบบบญชสนคาคงเหลอกบการควบคมสนคาคงเหลอสงทธรกจจำเปนตองทราบในเรองเกยวกบการควบคมสนคาคงเหลอมอย 2 ประการ คอ 1) เรอง
ของระบบบญชของสนคาคงเหลอ และ 2) เรองของการตดสนใจเกยวกบจำนวนทสงซอและเมอไรจะสงซอซงสามารถอธบายรายละเอยดไดดงน
5.4.1 ระบบบญชของสนคาคงเหลอ ซงจะแบงออกเปน 2 วธ คอ1) วธตรวจนบสนคาเปนงวด (Periodic inventory systems) หมายถง การตรวจนบสนคา-
คงเหลอในวนสนงวดการดำเนนงาน เพอทจะตดสนใจสงซอสนคาคงเหลอแตละรายการวาจะซอในจำนวนเทาใดซงวธนมขอด คอ สามารถสงซอสนคาหลายๆ รายการไดในเวลาเดยวกนและชวยใหประหยดเวลาในการจดซอ สวนขอเสยกคอ ในชวงทไมมการตรวจนบ กไมมการควบคมสนคาคงเหลอ มกจะตองมสนคาเผอไวกนสนคาขาดแคลน ทำใหตองตดสนใจสงซอในการตรวจนบแตละครง
6-73การผลต
2) วธการตรวจนบอยางตอเนอง (Perpetual inventory systems) หมายถง การตรวจนบสนคาคงเหลออยางตอเนอง ขอดของวธน คอ ทำใหกจการสามารถทราบปรมาณของสนคาคงเหลอ ไดตลอดเวลาสามารถควบคมไดใกลชดขน สวนขอเสย คอ เปนการเพมตนทนของการเกบขอมลทกระยะอยางตอเนอง
5.4.2 การตดสนใจเกยวกบจำนวนทสงซอและจดสงซอ (เมอไรจะสงซอ) เราควรจะทราบถงคาใชจายตางๆ ททำใหเกดตนทนในการมสนคาคงเหลอ ซงไดแกตนทนของการจดเกบสนคา (Carrying costs)ตนทนของการสงซอสนคา (Ordering costs) และถาในกรณทเกดมสนคาขาดแคลนกจะมคาใชจายของสนคาทขาดแคลนดวย สำหรบรายละเอยดของตนทนสนคาคงเหลอเหลานสามารถอธบายรายละเอยดไดดงน
1) ตนทนการจดเกบสนคา (Carrying costs) ตนทนประเภทนเปนคาใชจายเมอม สนคาคงเหลอไวในครอบครอง คาใชจายกจะประกอบไปดวย คาดอกเบย คาประกนภย คาภาษ คาเสอมราคา คาสนคาเสอม คาสนคาแตกหก คาเสยหายจากการสญหาย คาสนคาชำรดและคาเกบสนคาคงเหลอ เชน คาไฟฟาคาเชา คารกษาความปลอดภย เปนตน ตนทนนจะคดได 2 วธดวยกน คอ
(1) ระบเปนจำนวนเปอรเซนตของราคาสนคา เชน 10% ของราคาสนคา เปนตน(2) ระบเปนจำนวนเงนตอสนคาหนงหนวย เชน ตนทนการจดเกบเทากบ 25 บาท ตอสนคา
หนงหนวย เปนตน2) ตนทนการสงซอสนคา (Ordering costs) เปนคาใชจายเมอทำการสงซอสนคา ตนทนประเภท
นประกอบไปดวย คาใชจายในการสงซอ ซงเรมตงแตการตดตอสงซอ การออกใบสงซอคาตรวจสอบสนคา ตลอดจนคาขนสงสนคา เปนตน โดยปกตตนทนชนดนจะระบเปนจำนวนเงนตอการสงสนคาตอครง สำหรบโรงงานทผลตสนคาไวใชเองกจะไมมตนทนการสงซอแตจะมตนทนของการจดตงเครองจกรเพอผลตแทน ตนทนการจดตงเครองจกรกจะประกอบไปดวย คาใชจายในการปรบเครองจกร คาใชจายในการเตรยมอปกรณการผลตตางๆ เปนตน
3) ตนทนเมอสนคาขาดแคลน (Shortage costs) ตนทนประเภทนจะเกดขนเมอธรกจไมมสนคาสนองความตองการของตลาด ทำใหเกดมสนคาขาดแคลนขน เชน ในกรณวตถดบทตองสงจากตางประเทศมาไมทนตามกำหนด ทำใหไมมวตถดบเพยงพอในการผลต กจะทำใหสนคาขาดแคลนได ดงนนธรกจกจำเปนตองสงซอสนคาอยางเรงดวนเพอใหมวตถดบทนตอการผลต คาใชจายในการสงวตถดบดงกลาวกคอคาใชจายเมอสนคาขาดแคลนนนเอง
5.6 การคำนวณขนาดของการสงซอทประหยดในการควบคมสนคาคงเหลอนน จะตองคำนวณขนาดทจะสงซอทประหยดทสด เพอไมใหมระดบสนคา
คงเหลอเกนความจำเปน ในการคำนวณขนาดของการสงซอทประหยดนนไดมการคดตวแบบทเรยกวา ตวแบบของการสงซอทประหยด (Economic Order Quantity; EOQ) สำหรบสนคา ขนมา สำหรบรายละเอยดสามารถอธบายได ดงน
5.6.1 ตวแบบของการสงซอทประหยด (EOQ) วธการน ผสรางตวแบบไดกำหนดสมมตฐานไววาเปนการประมาณตวเลขซงใชในการสงซอทประหยด โดยมเงอนไขดงน
1) สนคาคงเหลอคดเพยงชนดเดยว2) สามารถทราบจำนวนความตองการตลอดทงป3) จำนวนทไดกระจายตลอดปและมอตราใชคงท

6-74 การผลต
รปท 6.31 แสดงตวแบบ EOQ
ตนทนการเกบสนคาคำนวณไดโดยหาคาเฉลยของสนคาคงเหลอ (Q / 2) คณกบคาสนคาตอหนวยในระยะเวลาหนง
ซงเทากบ (C)ดงนนตนทนเกบสนคา = Q (C) …………………………………………(1)2
รปท 6.32 ตนทนเกบสนคาแปรผนโดยตรงกบขนาดของการสงซอ
ตนทนสงสนคาคำนวณไดโดยนำจำนวนครงของการสงซอตอป ซงไดจากความตองการตอป (D) หารดวยขนาดของการ
สงแตละครง (Q) คณกบตนทนการสงตอครง (O)
ดงนนตนทนสงสนคา =
4) ระยะเวลารอสนคาจะไมมการเปลยนแปลง5) การสงซอแตละครง สนคาจะไดรบทงหมดตอการจดสงเพยงครงเดยว6) ไมมสวนลดตามปรมาณ7) ไมมสนคาขาดมอเกดขน
ปรมาณสนคา
จดสงซอ
อตราการใช
รอสนคา
จดสง ไดรบ
จดสงซอ
ตนทน / ป
ปรมาณสงซอ
QC2

6-75การผลต
D (O)Q
รปท 6.33 ตนทนสงสนคาแปรผกผนกบขนาดของการสงซอ
ดงนน ตนทนรวมทงหมด TC = ตนทนเกบสนคา + ตนทนสงสนคา + ราคาสนคา
= ……………........……… (2)โดยท P = ราคาสนคา
D = ความตองการตอป
ใชวธทางคณตศาสตรของความชนของ TC จะได ………..(3)
……………………………...(4)
รปท 6.34 แสดงตนทนรวม
ตนทน / ป
ปรมาณสงซอ
Q (C) + D (O) + PD2 Q
O = -OD + CQ 0 + O
Q2 2
ตนทน / ป
ปรมาณสงซอ
TC
C
O
EOQ

6-76 การผลต
สรป
โดยท D = ความตองการสนคาตอปQ = จำนวนการสง (เปนหนวย) ตอครงO = ตนทนสงซอ (เปนหนวย)C = ตนทนเกบสนคา (เปนบาท) ตอหนวยตอป
ตวอยาง ตวแทนจำหนายยางรถยนตจากบรษทผผลตยางรถยนตของตางประเทศ ไดทำการคาดคะเนความตองการยางแบบ STEEL-BELTED จำนวน 9,600 เสน ตนทนในการจดเกบตอปเทากบ 16 บาทตอเสนและตนทนในการสงซอเทากบ 75 บาท ตวแทนจำหนายดำเนนกจการ 288 วนตอป
ใหคำนวณหา 1. EOQ2. จำนวนครงททางบรษทจะสงซอตอป3. ระยะเวลาของการสงซอ
วธทำจากโจทย D = 9,600 เสนตอป
C = 16 บาทตอหนวยตอปO = 75 บาท
1. หา EOQ
จะได
= = 300
2. จำนวนการสงซอตอป (จำนวนครง)
จะได =
= = 32 ครงตอป
3. ระยะเวลาของการสงซอ
ของป
วน = 9 วน

6-77การผลต
5.6.2 การคำนวณจดสงซอ (Reorder point) การสงซอทเหมาะสมและทนเวลาจะไมทำใหม สนคาขาดมอ จำนวนทสงซอเปนจำนวนสนคาทคาดวาจะใชในระหวางทรอรบสนคา สวนปจจยทมผลตอระดบการสงซอคออตราความตองการของสนคา ระยะเวลารอรบสนคา ความไมแนนอนของความตองการ เวลาทรอสนคาความเสยงของการมสนคาขาดมอ
การคำนวณจดสงซอเปนการเตรยมสนคาใหเพยงพอระหวางรอสนคาและเพอลดความเสยงของสนคาขาดมอทเกดขน ดงนนจงตองมสนคาเผอขาด (Safety Stock) เพมขน เพราะฉะนนจะไดสตรดงน
จØ´ส Ñงซอ = อ ѵรา¡ารใชทคา´คะเ¹ระหÇ างรอส Ô¹คา + ส Ô¹คาสารอง
ตวอยางหางสรรพสนคาแหงหนงใชถงพลาสตกเฉลย 15,000 ใบตอวน ใชเวลาในการรอรบถงทสงไป
เทากบ 7 วน (อตราการใชและระยะเวลาทรอรบสนคาคอนขางจะคงท) และหางสรรพสนคาแหงนตองการมถงเผอใชเทากบ 5,000 ใบ จงคำนวณจดสงซอวธทำ จดสงซอ = อตราการใชทคาดคะเนระหวางรอสนคา + สนคาสำรอง
= (15,000 x 7) + 5,000= 105,000 + 5,000= 110,000 ใบ
ดงนน การสงสนคาจะกระทำเมอถงพลาสตกเหลออยเทากบ 110,000 ใบ
5.7 เทคนคการควบคมสนคาคงเหลอ5.7.1 เทคนค ABC (Priority System หรอ ABC System) วธนจะเกยวกบการจดแบงสนคาตาม
ความสำคญของสนคานนๆ โดยปกตจะพจารณาความสำคญจากจำนวนเงนทลงทนปทใช ซงคดไดจากราคาสนคาตอหนวยคณดวยอตราการใชสนคาตอป หรออาจจะพจารณาจากกำไรทคาดหวงหรอปรมาณขายกได
สำหรบวธการในทางปฏบตจะแบงสนคาคงเหลอออกเปนกลมๆ ดงน คอกลม A หมายถง กลมทมความสำคญมากทสดกลม B หมายถง กลมทมความสำคญรองลงมาจากกลม Aกลม C หมายถง กลมทมความสำคญรองลงมาจากกลม B
อยางไรกตามหลกการแบงอาจจะเปลยนแปรไปตามแตละองคกรและขนอยกบวาบรษทใดตองการทจะเนนการควบคมสนคาใดมากนอยกวากน โดยทวไปสนคากลม A จะมอยประมาณ 5-10% ของจำนวนสนคาคงเหลอทงหมด สนคาประเภท C มกจะมจำนวน 60% ของมลคารวมของสนคาทงหมด แตจำนวนเปอรเซนตเหลานอาจจะเปลยนแปลงไดขนอยกบชนดของอตสาหกรรมดวย

6-78 การผลต
ตวอยางสนคาคงเหลอของบรษท XYZ จำกด ไดมการจดแบงแยกรายการสนคาออกเปนกลม A และ กลม B
โดยพจารณาจากมลคาเปนจำนวนเงนตอป ดงขอมลตามรายละเอยดดงตอไปน คอ
ชนดของสนคา ความตองการสนคา (ตลอดป) ตนทนสนคา (บาท) มลคาสนคา (บาท)1 1,000 4,300 4,300,0002 5,000 720 3,600,0003 1,900 500 950,0004 1,000 710 710,0005 2,500 250 625,0006 2,500 192 480,0007 400 200 80,0008 500 100 50,0009 200 210 42,00010 1,000 35 35,00011 3,000 10 30,00012 9,000 3 27,000
จากตารางขางตนจะพบวารายการของสนคาแรกจะมมลคารวมทงปสงทสด จงจดเปนสนคาประเภทA และรายการตอมา 4 รายการมมลคารวมตลอดปนอยกวา A และมระดบกลางจงจดใหเปนสนคาประเภท Bสวนทเหลอกจดใหเปนสนคาประเภท C ซงมมลคาตำกวา A และ B
จากตวอยาง รายการสนคา A ควรทจะไดรบการดแลอยางใกลชดเพอทจะสรางความมนใจวาการใหบรการลกคาจะสามารถบรรลไดตามวตถประสงค สวนรายการ C ควรจะมการควบคมเพยงเลกนอย
5.7.2 เทคนคสองคลงสนคา หมายถง การมสนคาสำรองไวปรมาณเทากบสนคาคงเหลอทตองการเมอสนคาคงเหลอทสงมาถกใชหมด สนคาสำรองกจะถกนำมาใชและขณะเดยวกนกมการสงสนคาคงเหลอทถกใชไปหมดแลวนนมาเตมใหเตมจำนวนหรอระดบทกำหนดไว เมอสวนสำรองถกใชหมดกจะสงมาเตมใหเตมอกแลวใชสวนทมอยสลบกนไปเชนนกจะชวยไมใหมสนคาขาดมอเกดขนได
5.7.3 ระบบการกำหนดจำนวนการสงทคงท (Fix order - quantity system) เปนระบบทเกบ ขอมลของจำนวนสนคาอยางตอเนอง การสงทกครงจะสงทจำนวน Q เมอถงเวลาสงสนคาระบบนจะใชวธการของ EOQและถาจะใหสะดวกกควรจะใชเครองคอมพวเตอรเขามาชวยตวอยาง การคำนวณจำนวนทสงซอ (Q) และจดสงซอ (ROP) คำนวณไดดงน คอ
จำนวนทสงซอ Q = EOQROP = ปรมาณการใชทคาดคะเน + สนคาสำรอง
= โดย = คาเฉลยของการใช
Z = ระดบการบรการลกคา= คาเบยงเบนของการใชในระยะเวลารอสนคา
L = ระยะเวลารอสนคา

6-79การผลต
5.7.4 ระบบการกำหนดชวงของการสงทคงท (Fix order-interval system) ในระบบนจำนวน สนคาคงเหลอในคลงสนคาจะมการถกตรวจสอบเปนงวดๆ เชน ตรวจสอบทกสปดาห ทกเดอน เปนตน ในการสงสนคาแตละครงนนจำนวนทสงจะไมแนนอน จำนวนทสงจะหาไดจากการคาดคะเนจำนวนทตองการเพอใหสนคาคงเหลอทมอยและกำลงจะสงใหไดระดบบรการทกำหนดไว ระบบนจะมสนคาสำรองมากกวาระบบแรก (ในหวขอ 5.7.3) ซงจะมแตสนคาสำรองในชวงรอรบสนคา (L) เทานน ระบบนไมจำเปนตองมการตรวจสอบสนคาอยางตอเนอง จงเหมาะสมสำหรบกระบวนการผลตทตองการวตถดบอยางสมำเสมอแตระบบนจะตองสำรองสนคาไวใชในเวลารอสนคา (L) และชวงทสงซอ (P)
P = ปรมาณทเหมาะสมความตองการสนคา/วน
=
การคำนวณ ระดบสงสด (T)T = ความตองการทคาดคะเนในชวงรอ (P+L) + สนคาสำรอง
=
= โดยท T = ระดบสนคามากทสด
= ความตองการเฉลยตอวนP = ชวงของการสงซอL = ระยะเวลารอสนคาZ = ระดบบรการ
= ความเบยงเบนของการใชตอวน
ตวอยาง ถา EOQ เทากบ 1,000 หนวย ความตองการตอวนเทากบ 200 หนวย ระยะเวลาในการสงซอแตละครง 5 วน ระยะเวลารอสนคา 4 วน ระดบบรการ 95% และความเบยงเบนของการใชเทากบ 150 หนวยตอวน จงคำนวณปรมาณสนคาทจะสงแตละครง โดยใชวธการสงทกๆ ชวงเวลาทเทากนวธทำ
= 1,000U = 200 ตอวนP = 5L = 4Z 95% ฎ Z = 1.65
จากสตร T =
= = 200 (5+4) + 1.65 (150)= 1,800 + 1.65 (450)= 2,542

6-80 การผลต
คำนวณชวงเวลาการสงซอ (P)
จากสตร P =
= 1,000 200
= 5 วนตอบ ดงนน จะมการสงสนคาทกๆ 5 วนและสงในจำนวนเทากบสวนแตกตางจาก 2,542 หนวย
สรปตนทนสนคาสวนใหญมาจากวตถดบ ดงนนถาหากเราสามารถลดปรมาณสนคาคงเหลอได เทาไรกจะ
ชวยลดตนทนในการผลตหรอการดำเนนงานไดมากเทานน ดงนนธรกจตองสนใจและใหความสำคญกบการจดการกบสนคาคงเหลอเพอใหมเพยงพอกบการใชงานและไมทำใหเกดความเสยหายกบการผลตหรอกบการดำเนนงาน รวมถงลกคาของเราได
ธรกจควรจะเลอกวธการควบคมใหเหมาะสมกบชนดของวตถดบตางๆ ซงอาจจะตองใชหลายๆ วธพรอมกนเพอควบคมดแลไมใหมสนคาคงเหลอเกนหรอขาดจากความตองการใชจรง
ในปจจบนม Software ในการบรหารจดการกบสนคาคงเหลอมาใชมากมาย ซงกถอวาเปนเครองมออกอยางหนงทจะนำมาใชชวยในการจดการกบสนคาคงเหลอไดดแตตองมการลงทนซอในราคาทสง ดงนนธรกจจงตองตดสนใจวามความจำเปนมากนอยเพยงใดในการทจะพจารณาลงทนในดานน
6. การวางแผนความตองการวตถดบ (Material Requirement Planning = MRP)ในบรษททวไปทผลตสนคาสำเรจรปจากการสงซอวตถดบหรอชนสวนประกอบ จำเปนตองมระบบ
การวางแผนเกยวกบวตถดบและกำลงการผลตทตองการ เพอใหการผลตเปนไปอยาง มประสทธภาพ ระบบทจะชวยไดกคอ MRP (Material Requirements Planning) และ CRP (Capacity Requirements Planning)
6.1 ความหมายของ MRPMRP หมายถง เทคนคทใชสำหรบการตดสนใจเกยวกบการกำหนดปรมาณและเวลาจดหา
วตถดบหรอชนสวนประกอบวาควรจะใชปรมาณเทาไร เมอใดและจะสงซอเมอใดจงจะเหมาะสมเพอทจะไดประหยดและคาใชจายของกจการ และบรการทใหลกคาพอใจ
CRP (Capacity Requirements Planning) หมายถง เทคนคทใชสำหรบการตดสนใจเกยวกบการวางแผนกำลงผลตของเครองจกรและกำลงคน เพอใหบรรลเปาหมายการผลตและสอดคลองกบ MRP
MRP II (Material Resource Planning) หมายถง การนำขอมลดานบญช สนคาคงเหลอ บคคลวศวกรรม ตลาด มาประสานงานเขาดวยกนเพอวางแผนและควบคมกจกรรมพนฐานของระบบ MRP อาจกลาวไดวา MRP II เปนระบบการจดการขอมลทเกยวกบการผลตของบรษทและเปนหวใจสำคญของการจดการขอมลสำหลบบรษททผลตสนคาทงหลาย

6-81การผลต
6.2 ความตองการของวตถดบความตองการของวตถดบนนสามารถแบงไดเปน 2 ประเภทคอ6.2.1 ความตองการทเปนอสระ หมายถง สนคาหรอชนสวนทความตองการขนกบสภาพตลาด
มกจะไมสามารถพยากรณไดแมนยำ ตวอยางไดแก สนคาสำเรจรป การบรหารสนคาคงเหลอประเภทนมกจะใชวธ EOQ, ROP
6.2.2 ความตองการทไมเปนอสระ หมายถง ความตองการทไมขนกบความตองการของตน แตขนกบความตองการของสนคาหรอชนสวนขนสดทาย จงไมตองมการพยากรณความตองการ วตถดบและชนสวนเหลานควรจดการดวยระบบ MRP เชน TV มกจะขนกบความตองการของผบรโภค คอ เปนสนคาทมความตองการแบบอสระ พวกอปกรณทผลต TV จะมความตองการแบบไมอสระ คอ จะเกยวโยงกบกระบวนการผลตเนองจากหลายโรงใชเครองจกรในการผลตสนคาหลายๆ ชนดในเวลาเดยวกน ทงนเพราะโรงงานตองการผลตครงละจำนวนมากๆ เพอลดตนทนการผลต
6.3 ขอดและขอเสยของ MRP6.3.1 ขอดของ MRP คอ
1) เพมประสทธภาพการผลต ผลตไดตามแผน ผลตทนความตองการของตลาด2) ลดตนทนสนคาคงเหลอ ไมตองซอมารอไวนาน จะสงซอเมอถงกำหนดเทานน จะทำให
ตนทนการผลตลดลง6.3.2 ขอเสยของ MRP
1) ตองการใชคาใชจายสงในการนำระบบนมาใช2) ยากแกการนำไปใช3) ระบบนยงไมประสบความสำเรจในทกบรษท
6.4 ชนดของระบบ MRPระบบ MRP แบงไดเปน 3 ชนดคอ
6.4.1 ระบบควบคมสนคาคงเหลอ (Inventory Control System) เปนระบบควบคมสนคา-คงเหลอทสงซอในเวลาทถกตองเพอจดหาวตถดบใหสอดคลองกบตารางผลตหลก (Master ProductionSchedule) โดยจะควบคมสนคาระหวางผลตและวตถดบ
6.4.2 ระบบควบคมการผลตและควบคมสนคาคงเหลอ (Production and Inventory ControlSystem) เปนระบบทมขอมลเพอวางแผน ควบคมสนคาคงเหลอและควบคมกำลงการผลตของโรงงาน ระบบนการผลตจะมการตรวจสอบกำลงการผลตวามเพยงพอหรอไม หากไมพอ กตองเปลยนกำลงการผลตหรอตารางการผลตหลกตามระบบนเปนระบบวงจรปด (close - loop system) คอ มการตรวจสอบกำลงการผลตและตารางการผลตหลก เพอใหเพยงพอทงยงควบคมสนคาคงเหลออกดวย (ดภาพ 6.35 ประกอบ)
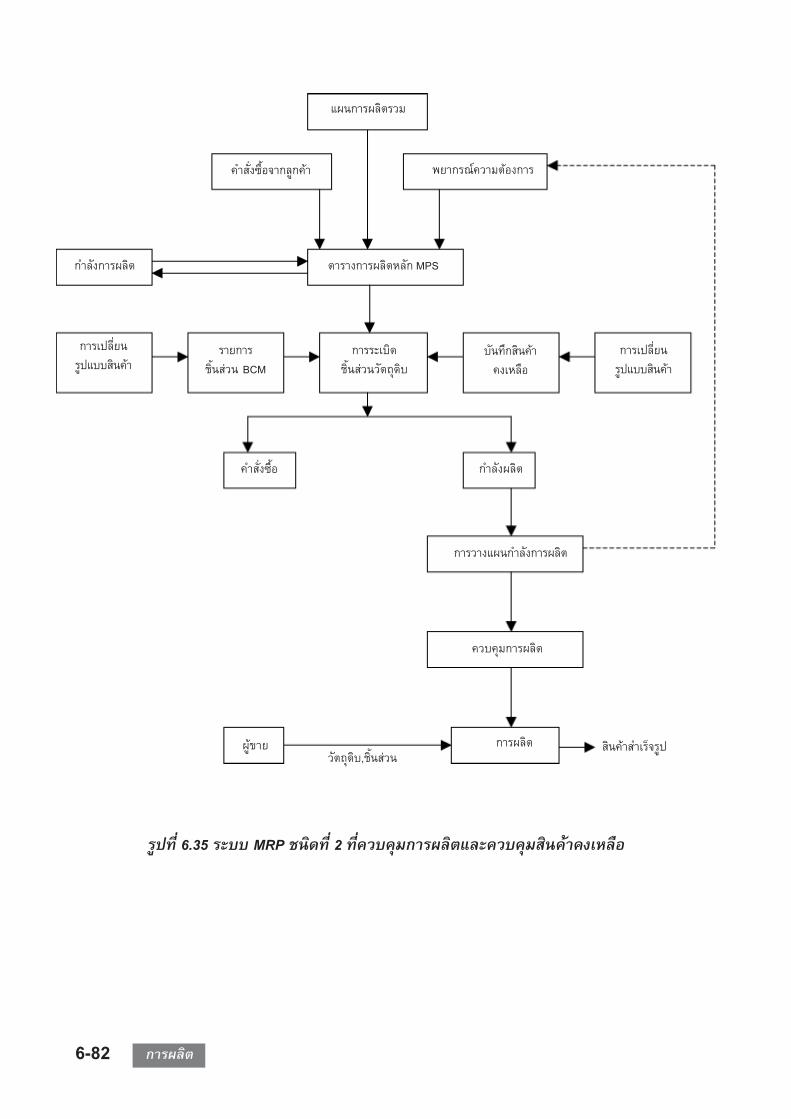
6-82 การผลต
วตถดบ,ชนสวน สนคาสำเรจรป
รปท 6.35 ระบบ MRP ชนดท 2 ทควบคมการผลตและควบคมสนคาคงเหลอ
การเปลยนรปแบบสนคา
กำลงผลต
ควบคมการผลต
การผลตผขาย
การวางแผนกำลงการผลต
แผนการผลตรวม
พยากรณความตองการคำสงซอจากลกคา
ตารางการผลตหลก MPS
รายการชนสวน BCM
การระเบดชนสวนวตถดบ
บนทกสนคาคงเหลอ
คำสงซอ
กำลงการผลต
การเปลยนรปแบบสนคา
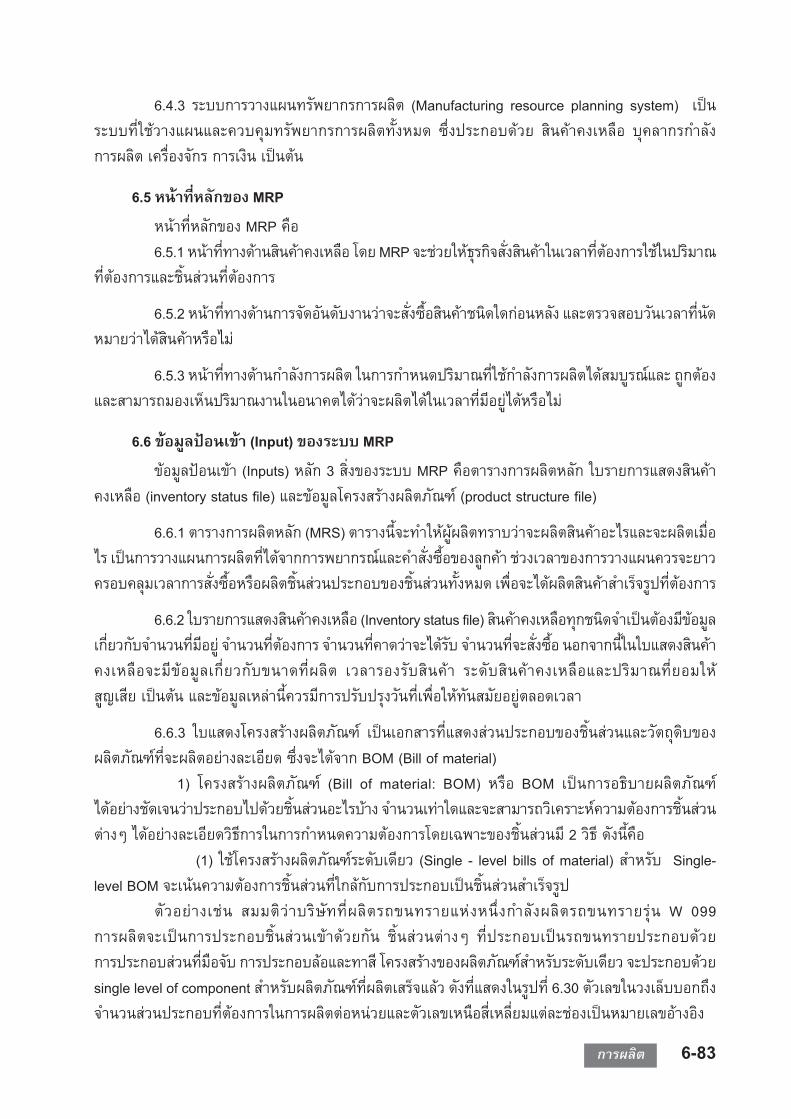
6-83การผลต
6.4.3 ระบบการวางแผนทรพยากรการผลต (Manufacturing resource planning system) เปนระบบทใชวางแผนและควบคมทรพยากรการผลตทงหมด ซงประกอบดวย สนคาคงเหลอ บคลากรกำลงการผลต เครองจกร การเงน เปนตน
6.5 หนาทหลกของ MRPหนาทหลกของ MRP คอ6.5.1 หนาททางดานสนคาคงเหลอ โดย MRP จะชวยใหธรกจสงสนคาในเวลาทตองการใชในปรมาณ
ทตองการและชนสวนทตองการ
6.5.2 หนาททางดานการจดอนดบงานวาจะสงซอสนคาชนดใดกอนหลง และตรวจสอบวนเวลาทนดหมายวาไดสนคาหรอไม
6.5.3 หนาททางดานกำลงการผลต ในการกำหนดปรมาณทใชกำลงการผลตไดสมบรณและ ถกตองและสามารถมองเหนปรมาณงานในอนาคตไดวาจะผลตไดในเวลาทมอยไดหรอไม
6.6 ขอมลปอนเขา (Input) ของระบบ MRPขอมลปอนเขา (Inputs) หลก 3 สงของระบบ MRP คอตารางการผลตหลก ใบรายการแสดงสนคา
คงเหลอ (inventory status file) และขอมลโครงสรางผลตภณฑ (product structure file)
6.6.1 ตารางการผลตหลก (MRS) ตารางนจะทำใหผผลตทราบวาจะผลตสนคาอะไรและจะผลตเมอไร เปนการวางแผนการผลตทไดจากการพยากรณและคำสงซอของลกคา ชวงเวลาของการวางแผนควรจะยาวครอบคลมเวลาการสงซอหรอผลตชนสวนประกอบของชนสวนทงหมด เพอจะไดผลตสนคาสำเรจรปทตองการ
6.6.2 ใบรายการแสดงสนคาคงเหลอ (Inventory status file) สนคาคงเหลอทกชนดจำเปนตองมขอมลเกยวกบจำนวนทมอย จำนวนทตองการ จำนวนทคาดวาจะไดรบ จำนวนทจะสงซอ นอกจากนในใบแสดงสนคาคงเหลอจะมขอมลเกยวกบขนาดทผลต เวลารองรบสนคา ระดบสนคาคงเหลอและปรมาณทยอมใหสญเสย เปนตน และขอมลเหลานควรมการปรบปรงวนทเพอใหทนสมยอยตลอดเวลา
6.6.3 ใบแสดงโครงสรางผลตภณฑ เปนเอกสารทแสดงสวนประกอบของชนสวนและวตถดบของผลตภณฑทจะผลตอยางละเอยด ซงจะไดจาก BOM (Bill of material)
1) โครงสรางผลตภณฑ (Bill of material: BOM) หรอ BOM เปนการอธบายผลตภณฑไดอยางชดเจนวาประกอบไปดวยชนสวนอะไรบาง จำนวนเทาใดและจะสามารถวเคราะหความตองการชนสวนตางๆ ไดอยางละเอยดวธการในการกำหนดความตองการโดยเฉพาะของชนสวนม 2 วธ ดงนคอ
(1) ใชโครงสรางผลตภณฑระดบเดยว (Single - level bills of material) สำหรบ Single-level BOM จะเนนความตองการชนสวนทใกลกบการประกอบเปนชนสวนสำเรจรป
ตวอยางเชน สมมตวาบรษททผลตรถขนทรายแหงหนงกำลงผลตรถขนทรายรน W 099การผลตจะเปนการประกอบชนสวนเขาดวยกน ชนสวนตางๆ ทประกอบเปนรถขนทรายประกอบดวยการประกอบสวนทมอจบ การประกอบลอและทาส โครงสรางของผลตภณฑสำหรบระดบเดยว จะประกอบดวยsingle level of component สำหรบผลตภณฑทผลตเสรจแลว ดงทแสดงในรปท 6.30 ตวเลขในวงเลบบอกถงจำนวนสวนประกอบทตองการในการผลตตอหนวยและตวเลขเหนอสเหลยมแตละชองเปนหมายเลขอางอง
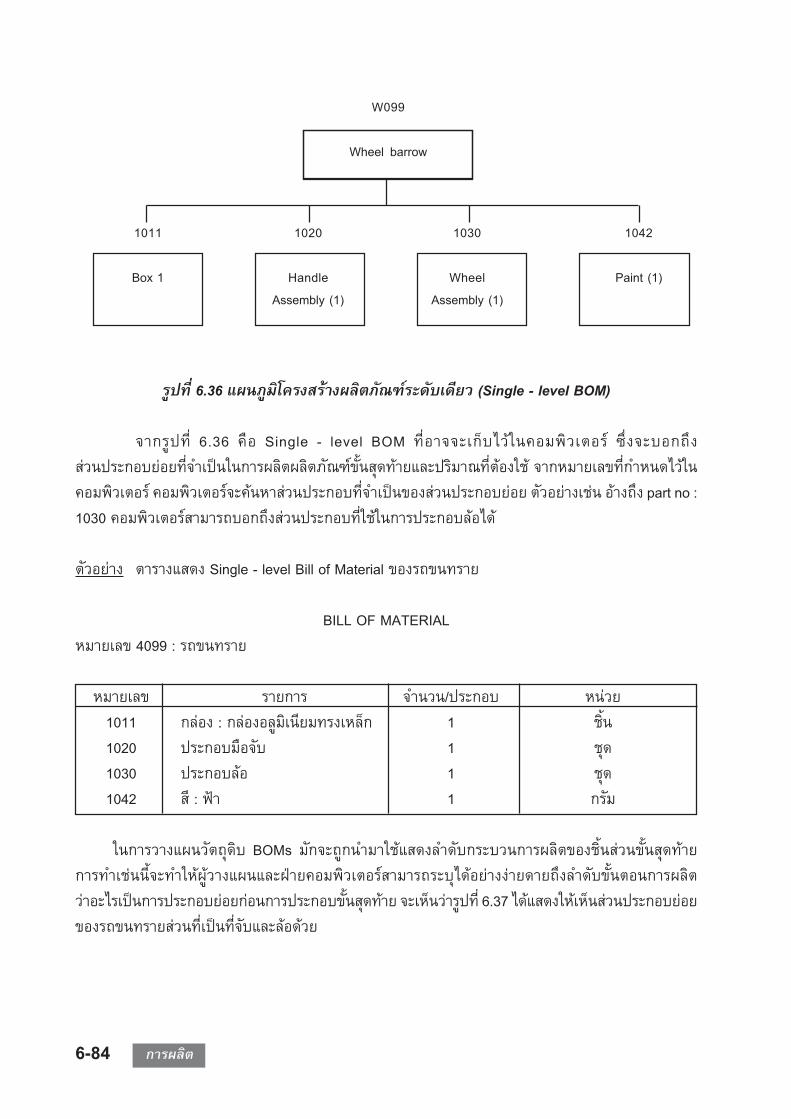
6-84 การผลต
รปท 6.36 แผนภมโครงสรางผลตภณฑระดบเดยว (Single - level BOM)
จากรปท 6.36 คอ Single - level BOM ทอาจจะเกบไวในคอมพวเตอร ซงจะบอกถงสวนประกอบยอยทจำเปนในการผลตผลตภณฑขนสดทายและปรมาณทตองใช จากหมายเลขทกำหนดไวในคอมพวเตอร คอมพวเตอรจะคนหาสวนประกอบทจำเปนของสวนประกอบยอย ตวอยางเชน อางถง part no :1030 คอมพวเตอรสามารถบอกถงสวนประกอบทใชในการประกอบลอได
ตวอยาง ตารางแสดง Single - level Bill of Material ของรถขนทราย
BILL OF MATERIALหมายเลข 4099 : รถขนทราย
หมายเลข รายการ จำนวน/ประกอบ หนวย1011 กลอง : กลองอลมเนยมทรงเหลก 1 ชน1020 ประกอบมอจบ 1 ชด1030 ประกอบลอ 1 ชด1042 ส : ฟา 1 กรม
ในการวางแผนวตถดบ BOMs มกจะถกนำมาใชแสดงลำดบกระบวนการผลตของชนสวนขนสดทายการทำเชนนจะทำใหผวางแผนและฝายคอมพวเตอรสามารถระบไดอยางงายดายถงลำดบขนตอนการผลตวาอะไรเปนการประกอบยอยกอนการประกอบขนสดทาย จะเหนวารปท 6.37 ไดแสดงใหเหนสวนประกอบยอยของรถขนทรายสวนทเปนทจบและลอดวย
W099
Wheel barrow
1011 1020 1030 1042
Box 1 Handle Wheel Paint (1)Assembly (1) Assembly (1)

6-85การผลต
รปท 6.37 แผนภมโครงสรางผลตภณฑในระดบของ Wheelbarrow
สงเกตวา การประกอบชนสวนสดทายจะถกกำหนดใหเปนระดบ 0 และกระบวนการประกอบกอนขนสดทายจะถกตงใหเปนระดบ 1 เชนนเรอยไปตามลำดบ ในกรณทมสวนประกอบอนใดอนหนงปรากฏอยบนแผนผงทง 2 ระดบพรอมกน (เปนระดบ 2 และ 3) สวนประกอบทมระดบตำสด (รหสจะถกบนทกบนรายการบนทกในคอมพวเตอร) กระบวนการเชนนเรยกวา Low-Level Coding และ พงระลกไววารหสสำหรบระดบสงสดคอ "0"
การกระจายสวนประกอบของชนสวนเรมจากระดบสงสด ความตองการสทธระดบสดทายจะถกกำหนดขนกอนถงระดบตอๆ ไป หลงจากนนแตละสวนประกอบระดบตำกวาทจะตองใชสำหรบ แตละรายการจะถกกำหนดขนอยางรวดเรว ถงแมวาในกรณทผลตภณฑขนสดทายทแตกตางกนแตใชสวนประกอบเหมอนกน คอมพวเตอรจะสามารถตรวจสอบความตองการไดอยางงายดายและสามารถกำหนดปรมาณความตองการทงหมดสำรบแตละรายการไดอยางรวดเรว ทงนเพราะทกรายการจะถกเลอนจนกวาทกๆ ความตองการจากระดบสงสดถกกำหนดใหเสรจเสยกอน
วธทสะดวกในการดลำดบขนของโครงสราง BOM จะทำไดโดยวธการออกใบสงแยกลำดบใหชดออกมา ดงแสดงในตารางขางลางน
Level 0
Level 1
Level 2
Level 3
W099
Wheel barrow
1011 1020 1030 1042
Box 1 Handle Wheel Paint (1)Assembly (1) Assembly (1)
2022 2025 2031 2032 2035
Bar (2) Clip (2) Axic (1) Bearing (2) Wheel (1)
3026
Tae (1)

6-86 การผลต
ตวอยาง แสดง BOM ของรถขนทรายหมายเลข 4099
BILL OF MATERIALหมายเลข 4099 : รถขนทราย
หมายเลข รายการ จำนวน/ประกอบ หนวย Level1011 BOX : DEEP SIZE ALUMNUM 1 1 11020 HANDLE ASSEMBLY 1 1 1
2022 ALUMNUM BARS 2 1 22025 GRIPS : NEOPRENC 2 1 2
1030 WHEEL ASSEMBLY 1 1 12031 AXIE 1 1 22032 BEAKING : NORNAL BUTY 1 1 22035 WHEEL 1 1 2
2036 TIRE : SIZE A 1 1 31042 PAINT : BLUE 1 1 1
6.7 ผลทไดจากระบบ MRPสงทไดรบจากระบบ MRP ทเหนไดชดคอ6.7.1 คำสงซอวตถดบและแผนการสงผลต ซงจะสงไปยงแผนกจดซอและฝายผลต
6.7.2 ทำใหทราบขอมลของปรมาณงานผลตสำหรบสถานการผลตทสำคญๆ ซงเปนประโยชนตอการกำหนดกำลงการผลต
6.7.3 ทำใหทราบตารางการผลตจำลอง ซงจะทำใหทราบวามการขาดแคลนวตถดบหรอไม และคาดคะเนได มการผลตลาชาและคำสงผลตเสยหรอไม ทงนเพอใหสามารถจดตารางการผลตใหมได เมอไดตารางการผลตหลกเปนทแนนอนแลว MRP จงจะรบตารางการผลตใหมเขามาได
6.7.4 ระบบ MRP ทำใหฝายบรหารวดผลการปฏบตงานของกจกรมตางๆ ได เชน ในแงของตนทน คณภาพ และกจกรรมของผขาย เปนตน ดงแสดงในรปท 6.38
ดงนนบรษทสามารถสะสมขอมลเกยวกบวสดทไดรบ การกำหนดมาตรการเกยวกบเวลารอรบสนคาทไมแนนอน ความผดพลาดจากการพยากรณและเลอกผขายทดกวาปจจบน

6-87การผลต
ภาพท 6.38 ผลทไดจาก MRP
6.8 พารามเตอรของระบบ MRP จะประกอบไปดวย6.8.1 ระยะเวลาของการวางแผนและหนาทของการวางแผนใหม ตารางการผลตหลกจะรวม
การพยากรณและคำสงของลกคาเขาดวยกนเปนแผนททดลองใชกอนจะเขาสระบบ MRP ระยะเวลาของการวางแผนอาจเปน 10 อาทตย หรอ 26 อาทตย กได ขนกบชนดของธรกจและผลตภณฑ แตอยางไรกตามระยะเวลาของการวางแผนควรจะเทากบหรอเกนเวลารบสนคาทสะสม ถาไมเชนนนแลวไมเพยงพอ ผลทไดรบอาจทำใหการผลตลาชาและตนทนการผลตสง ดรปท 6.39 ประกอบ
วนทวนน หมายเลขสปดาห
ภาพ 6.39 ตารางแสดงการประกอบชนสวน
ผวางแผน MPS ตารางการผลตจำลอง
ผวางแผนกำลงการผลต คำสงผลต
ฝายบรหาร วดการปฏบตงาน
ฝายจดซอและผลต คำสงซอ คำสงผลต
MRP
31 32 33 34 35 36 37 38 39 40
การประกอบขนสดทายLT = 3
การประกอบยอยLT = 2
การประกอบชนสวนLT = 4
การประกอบขนสดทายLT = 3

6-88 การผลต
6.8.2 ระยะเวลารบสนคาและสนคาสำรอง ในระบบ MRP จะใชระยะเวลารบสนคาวางแผนไวกอนจงจะจดคำสงซอหรอคำสงผลตแตระยะเวลารบสนคาทเปนจรงนนอาจจะไมเปนไปตามเวลาทวางแผนไวแลวกไดเมอระยะเวลารบสนคาจรงมความแตกตางจากทวางแผนไว กอาจจะตองเรงใหรบเรวขนโดยไมใหมผลกระทบตอลำดบของงาน ถาไมเชนนนแลวระยะเวลารบสนคาทเปนจรงควรจะถกปอนเขาไปในระบบ MRP เพอทจะไดวางแผนทถกกระทบใหมไดสำเรจ
สนคาสำรองมกจะเกยวของกบความตองการทเปนอสระโดยตรง ในระบบ MRP อาจมสนคาสำรองไวบางในกรณทเกดมความไมแนนอนเกดขนหรอมการสงวตถดบลาชา หรอมของเสยมากหรอมการเปลยนคำสงผลต ถาการควบคมตารางการผลตไดใกลชด ปรมาณสนคาสำรองกจะถกปรบได คอนขางเหมาะสม
6.8.3 การพจารณาขนาดของการสงซอหรอผลต ขนาดของการสงซอหรอผลตควรจะกำหนดออกมาเปนตวเลขและเปนลอต ดงแสดงวธการคำนวณขนาดของการสงซอหรอผลตตอไปน
1) กำหนดปรมาณทแนนอน เชน 100 หนวย2) กำหนดขนาดของการสงซอทประหยด EOQ3) กำหนดขนาดของการสงซอแตละครง4) กำหนดชวงเวลาการสงซอทแนนอนทกครง เชน ทกๆ 2 สปดาห5) กำหนดปรมาณการสงซอตอป โดยหาจากความตองการ/ป หารดวย EOQ6) ใชวธตนทนตำสด คอ ตนทนตอหนวยตำสดหรอตนทนรวมตำสด
(1) ตนทนตอหนวยตำสด : สงปรมาณทตนทนตำสดในงวดนหรอในงวดนบวกกบงวดหนาเปนตน ขนกบวาจำนวนททำใหตนทนตอหนวยตำสด
(2) ตนทนรวมตำสด : สงจำนวนททำใหตนทนรวมของการตงเครองจกรและตนทนเกบสนคาตำสดในชวงเวลาทงหมดของการวางแผน
ตารางการผลตหลกจะเปนสงทกำหนดจำนวนความตองการทคาดคะเนไว (Projected grossrequirement) ในระบบ MRP โปรแกรมคอมพวเตอรของ MRP จะระเบดความตองการขนสดทาย เปนความตองการของการประกอบยอยพรอมทงวสดตางๆ โดยคำนวณ BOM ในแตละระดบความตองการขนสดทาย(Net requirement) จงคำนวณจากการหกสนคาคงเหลอทมอยและทไดสงไปแลวจากความตองการทคาดคะเนดงน คอ
ความตองการขนสดทาย = ความตองการทตองการคาดคะเน - (สนคาคงเหลอทมอย + สนคาทจะไดรบ)

6-89การผลต
ตวอยางท 1 การผลตโตะแบบหนงดงแสดงตอไปน ไดกำหนด BOM และเวลานำตามขอมลทกำหนดจงคำนวณความตองการในการสงชนสวนแตละชนด
การผลตโตะชนดหนง
โตะแบบนมโครงสรางผลตภณฑดงแสดงขางลางน กลาวคอ โตะตวหนง ประกอบดวยการประกอบชดขา 1 ชด และแผนบน 1 แผน แลวชดขาตองใชทยดสน 2 ชนและทยดยาว 2 ชนและขาโตะ 4 ขา จงจะไดโตะหนงตว
Table
Leg assembly (1) Top (1)
Short rail (2) long rail (2) leg (4)
Bill of Material (BOM)เวลานำของการรายการตอไปน
เวลาประกอบโตะ 1เวลาประกอบชดขา 1เวลาซอขาโตะ 1เวลาทยดขาโตะชนดสน 1เวลาทยดขาโตะชนดยาว 1เวลาซอฝาโตะ 1
LegAssembly
Long Rail
Leg
Shot Rail
Top

6-90 การผลต
คำศพททเกยวของในการวางแผนความตองการ- ความตองการรวมของสนคาจากแผนการผลต (Gross Requirement) ใชตวยอวา GR- สนคาทมอยขณะนน (On Hand) ใชตวยอวา OH- สนคาทกำลงจะไดรบ (Schedule Receipts) ใชตวยอวา SR- ความตองการสทธ คอจำนวนสนคาทตองสงซอ (Net Requirement) ใชตวยอวา NR- คำสงซอ (Planned Order Releases) ใชตวยอวา POR
Lead time 1 สปดาหท1 สปดาหท2 สปดาหท3 สปดาหท 4 สปดาหท 5 สปดาหท 6week (Table)
GR - - - 200 150 100OH / SR 50 - - - - -
NR - - - 150 150 100POR - - 150 150 100
Lead time 2week (Top)
GR - - 150 150 100 -OH / SR 50 50 - - - -
NR - - 50 150 100POR 50 150 100 - - -
Leg assembly 1weekGR - - 150 150 100
OH / SR 100 - - - - -NR - - 50 150 100 -
POR - 50 150 100 - -Lead time 1week (Leg)
GR - 200 600 400 -OH / SR 150 100 - - - -
NR - - - 550 400 -POR - - 550 400 - -

6-91การผลต
Lead time 1 สปดาหท1 สปดาหท2 สปดาหท3 สปดาหท 4 สปดาหท 5 สปดาหท 6week (Table)
GR *2 - 100 300 200 - -OH * SR 50 - - - - -
NR - 50 300 200 - -POR 50 300 200 - - -
Lead time 1week (long rail)
GR *2 - 100 300 200 - -OH / SR - - - - - -
NR - 100 300 200 - -POR 100 300 200 - - -
6.9 การนำระบบ MRP ไปใชงานกอนจะนำระบบ MRP ควรจะศกษาใหเขาใจอยางถองแทและควรไดรบการยอมรบจากฝายบรหาร
กอน มฉะนนแลวอาจเกดปญหาจากการใชงานในภายหลง ดตวอยางขนตอนการนำระบบ MRP ไปใชในตารางขางลาง นอกจากการศกษาและการยอมรบแลว ควรมการวดการปฏบตงานของ ทกสวนของระบบเปรยบเทยบกบเปาหมายทกำหนดไวอกดวย เชน มการวดความถกตองของระบบสนคาคงเหลอ การวางแผนการผลตและควบคมความถกตองของตารางการผลตหลก ความถกตองของใบแสดงรายการสวนประกอบของสนคา เปนตนทงนเพอทจะทราบวาระบบ MRP นนประสบผลสำเรจหรอไม
ขนตอนการนำระบบ MRP ไปใชงาน1. ศกษาขนตน2. พจารณาความเหมาะสมในการใช ไดรบการยนยอมจากฝายบรหารและกำหนดผรบผดชอบ3. วางแผนอยางละเอยดในการศกษาระบบ MRP แตละฝาย แตละระดบ4. เพมความถกตองของการบนทกตวเลขสนคาคงเหลอไมเกน 95 เปอรเซนต5. กำหนดโครงสรางผลตภณฑและความถกตอง6. วเคราะหผลตภณฑวาจะสงซอเทาใด มเวลารอรบสนคานานเทาใดและสนคาสำรองเทาใด
การกำหนดโคดหมายเลขตางๆ เปนตน7. กำหนดนโยบายและขนตอนการทำตารางการผลตหลก8. ออกแบบระบบและเลอกโปรแกรม9. ขนตอนการตดตงระบบ MRP ในระยะเรมแรก10. ทดลองใชระบบ MRP กบชนสวนบางชนด11. ใชกบทกชนด ทกแผนก12. วางแผนความตองการกำลงการผลต13. ควบคมกจกรรมการผลต

6-92 การผลต
ตารางแสดงคา Z
ระดบบรการ สนคาขาดมอZ (%) (%)0 50.0 50.0
0.5 69.1 30.90.675 75.0 25.01.0 84.1 15.91.1 86.4 13.61.2 88.5 11.51.3 90.3 9.71.4 91.9 8.11.5 93.3 6.71.6 94.5 5.51.65 95.0 5.01.7 95.5 4.51.8 96.4 3.61.9 97.1 2.92.0 97.7 2.32.1 98.2 1.82.2 98.6 1.42.3 98.9 1.12.4 99.2 0.82.5 99.4 0.62.6 99.5 0.52.7 99.6 0.42.8 99.7 0.32.9 99.8 0.23.0 99.9 0.1
* จาก Monks Joseph G. Operations Management Theory and Problems. Second Edition P.404