Embed Size (px)
Citation preview
PIROMETALURGIAI
Oscar Aguilera 1 semestre 2013
Introducción
Materia Prima
Mena Gangaminerales valiosos minerales sin valor.
Clasificación de la Metalurgia Extractiva
Preparación de minerales o mineralurgia : liberación de la mena con respecto de la ganga.
Reducción de tamaño :trituración y molienda.Clasificación y concentración :densidad, magnetismo, electroestática, Actividad superficial.
Factores determinantes del proceso
Mena:Naturaleza, ley, acceso, energía disponible, impurezas, etc.Escala:Yacimientos, mercados, etc.Factores económicos :Disponibilidad de la mena, tratamiento previo, reducción a metal, etc.Pureza del producto :Necesidad de etapas de refinación, etc.Nuevas técnicas :Avances tecnológicos.Propiedades específicas :Características físico-químicas favorables o desfavorables.

Ruta de procesamiento Minerales Sulfurados
¿Cuál es el objetivo de los procesos pirometalúrgicos?
Transformar el cobre contenido en los concentrados, precipitados encobre metálico y separarlo de otros minerales y metales que constituyenimpurezas como : Fe S, Si, otros.

SECADO
SecadoOperación unitaria consistente en evaporar el agua u otro líquidocontenido en el concentrado húmedo proveniente de la planta deconcentración de minerales.
La humedad del concentrado es necesaria para el transporte desde laplanta concentradora hasta la fundición, ya que de esta manera seevitan combustiones espontáneas del concentrado. Esta humedadoscila entre 8 y 10%.
Sin embargo, una vez en la fundición, es necesario extraer la humedaddel concentrado. De no ser así, el agua contenida en el concentrado seevapora de manera prácticamente instantánea al inyectarse en elreactor, generando explosiones que ponen en peligro la operación,además de hacer mas ineficiente el proceso de fusión desde el punto devista energético.
Secado Secado
El objetivo del secado es eliminar en la forma de vapor el aguacontenida en los concentrados. La humedad de los concentradosvaría en el rango de 8-10%.
Se obtiene un apreciable ahorro de energía (combustibles) alextraer el agua a 100° C, en vez de calentarlos a la temperatura desalida de gases de equipos de fusión-conversión (1200-1250 °C).
El proceso se puede realizar con los siguientes equipos:
�Secador Rotatorio
�Secador de Lecho Fluidizado
�Secador Indirecto de Tubos de Vapor
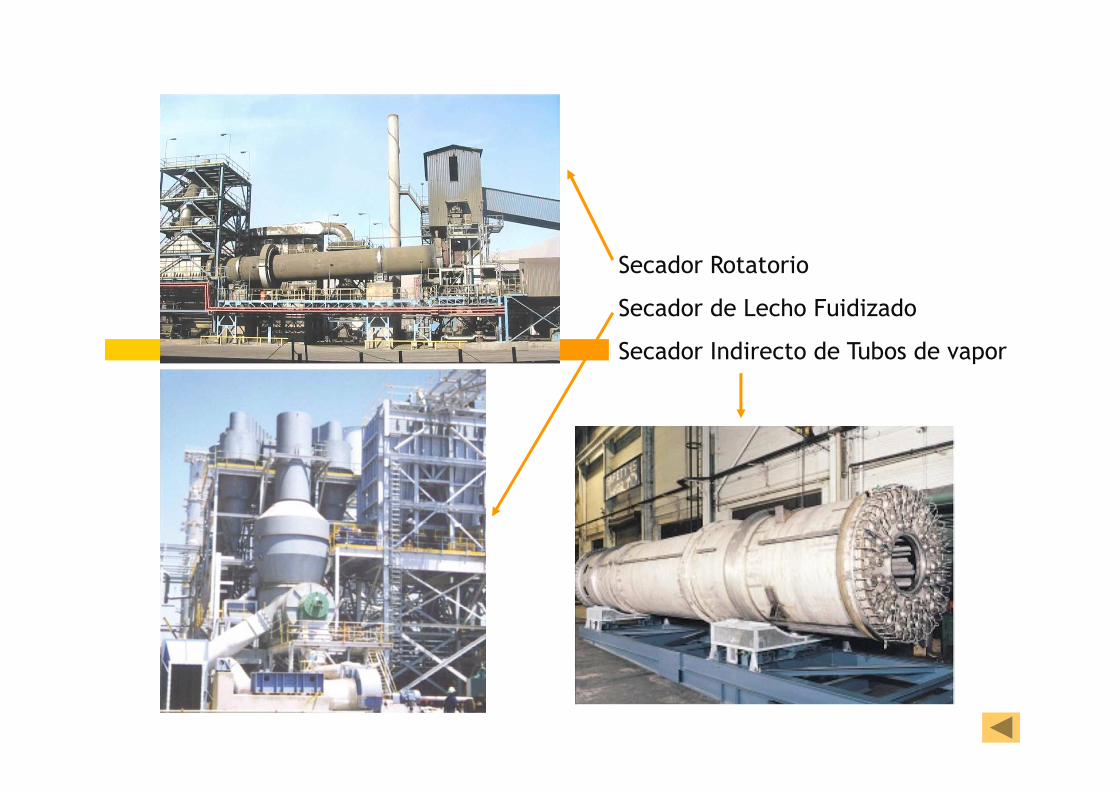
Secador Rotatorio
Secador de Lecho Fuidizado
Secador Indirecto de Tubos de vapor
Secado
Existen varios tipos de operaciones de secado, que se diferencian entre sí porla metodología seguida en el procedimiento de secado; puede ser poreliminación de agua de una solución mediante el proceso de ebullición enausencia de aire; también puede ser por eliminación de agua medianteadsorción de un sólido, y por reducción de del contenido de líquido en unsólido, hasta un valor determinado mediante evaporación en presencia de ungas.
Las operaciones de secado pueden clasificarse ampliamente según que seanpor lotes o continuas. Estos términos pueden aplicarse específicamente desde
el punto de vista de la sustancia que está secando.
Clasificación de SecadoresLos secadores se clasifican según:
� El método de transmisión de calor a los sólidos húmedos� Secadores directos.� Secadores indirectos.� Secadores diversos.
� Las características de manejo y las propiedades físicas del materialmojado
� Secadores discontinuos o por lote.� Secadores continuos.� Secadores para sólidos granulares o rígidos y pastas semisólidas.� Secadores que pueden aceptar alimentaciones líquidas o suspensiones.
El primer método de clasificación revela las diferencias en el diseñoy el funcionamiento del secador, mientras que el segundo es más útilpara seleccionar entre un grupo de secadores que se someten a unaconsideración preliminar en relación con un problema de desecaciónespecífico.
� Secadores directosLa transferencia de calor para la desecación se logra por contacto directoentre los sólidos húmedos y los gases calientes. El líquido vaporizado searrastra con el medio de desecación; es decir, con los gases calientes. Lossecadores directos se llaman también secadores por convección.
� Secadores indirectosEl calor de desecación se transfiere al sólido húmedo a través de una paredde retención. El líquido vaporizado se separa independientemente delmedio de calentamiento. La velocidad de desecación depende del contactoque se establezca entre el material mojado y las superficies calientes. Lossecadores indirectos se llaman también secadores por conducción o decontacto.
Clasificación de Secadores
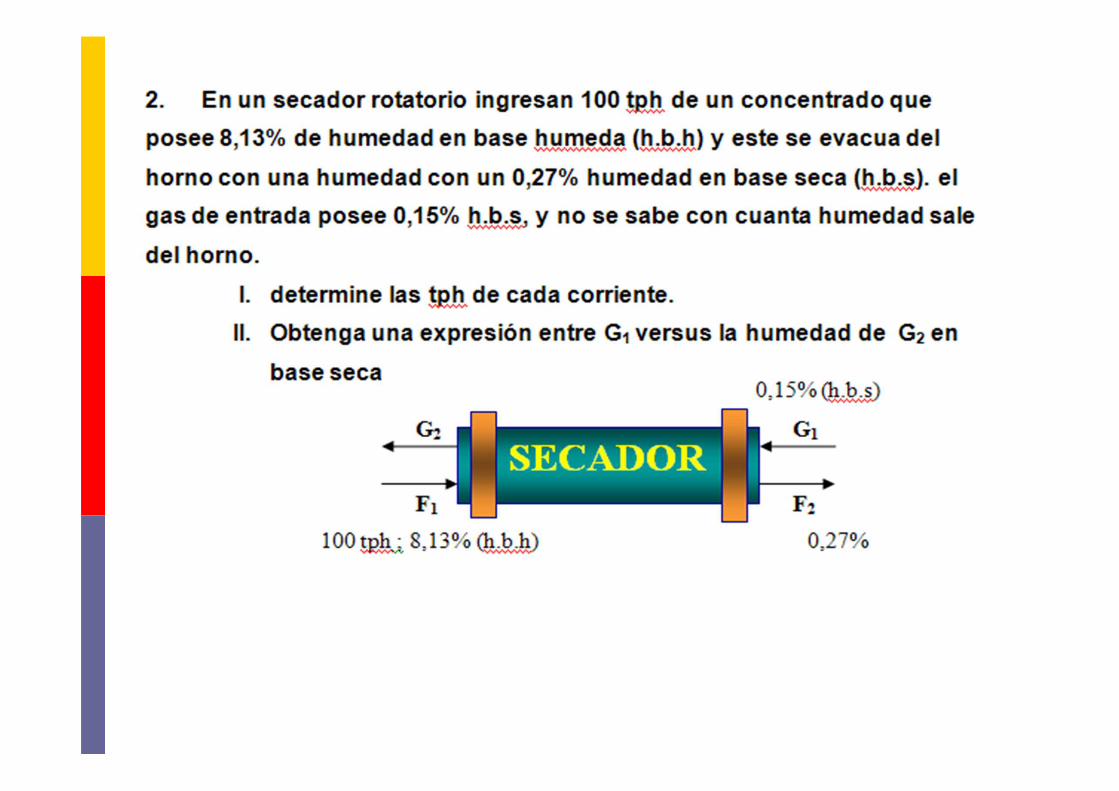
Un secador rotatorio esta formado por una carcasa cilíndricagiratoria horizontal o ligeramente inclinada hacia la salida. Laalimentación húmeda se introduce por un extremo del cilindro y elproducto seco descarga por el otro lado. Cuando gira la carcasa, unasplacas elevan los sólidos y los esparcen en el interior de la misma.
Los secadores rotatorios se calientan por contacto directo de aire ogases con el sólido, por medio de gases calientes que circulan através de un encamisado que recubre la carcasa, o por medio devapores que condensa en un haz de tubos longitudinales que estánmontados en la superficie interna de la carcasa. Este ultimo recibe elnombre de secadero rotatorio de tubos de vapor.
Secador Rotatorio
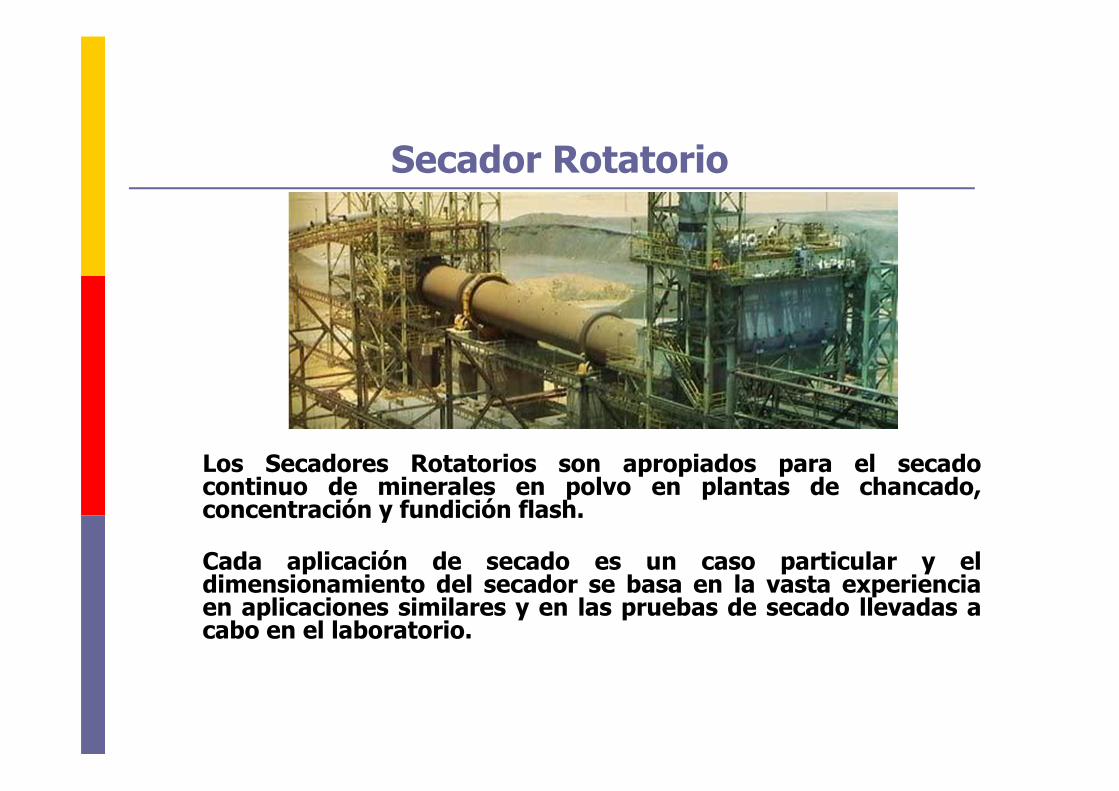
Los Secadores Rotatorios son apropiados para el secadocontinuo de minerales en polvo en plantas de chancado,concentración y fundición flash.
Cada aplicación de secado es un caso particular y eldimensionamiento del secador se basa en la vasta experienciaen aplicaciones similares y en las pruebas de secado llevadas acabo en el laboratorio.
Secador Rotatorio
Secador RotatorioLos secadores rotatorios se dividen en dos tipos, conforme a lasdirecciones de la corriente de material a ser secado y de losgases de secado. La elección entre un secador rotatorio de co-corriente o uno de contra-corriente se efectúa de conformidadcon las propiedades del material a ser secado:
- Grado de secado- Calor específico- Capacidad de evaporación de humedad- Inflamabilidad- Propiedades de sinterización
CombustiónQué es la Combustión?
La combustión es la reacción química rápida del oxígeno del *aire u oxígeno directo, que se define como comburente, con los distintos elementos que constituyen el combustible (principalmente carbono (C) e hidrógeno (H). Estas reacciones químicas liberan energía produciendo aumentos locales de temperatura, lo que origina un flujo de calor hacia el exterior.
* El aire está compuesto principalmente de oxígeno (O) y nitrógeno (N).
CombustiónTipos de Combustión
Completa: S e produce cuando el total del combustible reacciona con el oxígeno. En el caso de una combustión completa, los productos de esta combustión son solamente CO2, H2O, O2 y N2. Es decir no quedan residuos de combustible sin quemar.
Incompleta: Se produce cuando parte del combustible no reacciona completamente. En este caso los productos de la combustión incluyen también hidrocarburos no quemados, como C, H y CO.
Las razones principales que influyen en este hecho son: dificultad para producir premezcla homogénea, insuficiente tiempo de residencia en la zona de combustión, enfriamiento de los productos o volumen de aire insuficiente, o una combinación de las causas anteriores.
Aire Estequiométrico o Teórico
Es la cantidad de aire necesaria y suficiente para asegurar la combustión completa de unaunidad de combustible. Cuando una unidad de combustible está mezclada con un volumende aire igual al teórico, se define como mezcla estequiométrica.
Exceso de aire
En la práctica es casi imposible obtener una mezcla homogénea y total del combustible conel comburente (aire u oxígeno directo). Esto obliga a emplear una cantidad real de airemayor a la estequiométrica, con el propósito de producir una combustión lo más completaposible.
Se denomina exceso de aire a la relación:
Combustión
Combustión
Mientras mayor es el exceso de aire, menor es la probabilidad de una combustiónincompleta, pero también disminuye la temperatura de la reacción y la eficiencia térmicadel proceso. Por lo tanto, se debe tratar de emplear el exceso de aire mínimo para quese queme la totalidad del combustible.
Eficiencia de la Combustión
Se define como eficiencia de la combustión al cuociente entre el Calor Útil Entregado y elCalor Total Entregado por el combustible.
Secado
� Un horno secador, es alimentado con una carga total de 180 un concentrado que posee 7,8% de humedad sobre base seca. Si el concentrado sale del horno con una humedad de 1,2% en base seca, cuanta humedad logra retirar el secador desde el concentrado. ¿Cual es la eficiencia de secado?

Procesos de Fusión
¿Qué es Fusión?
� En Metalurgia Extractiva se entiende como fusión a un proceso en que
sustancias solidas minerales sufren distintas transformaciones
fisicoquímicas para obtener un liquido multifasico que puede contener
3 o mas fases y una de ellas contiene al metal reducido o bien por
condiciones químicas un compuesto del metal de interés.
OBJETIVO DEL PROCESO DE FUNDICION
• Obtener cobre metalico a partir del concentrado de cobre.
• Separar el cobre del fierro, azufre y ganga contenido en elconcentrado
• asegurar calidad del producto final acorde losrequerimientos de procesos posteriores (refinación) o de su usocomo tal.
CARACTERISTICAS PRINCIPALES DEL PROCESO PIROMETALURGICO
•Se realiza a altas temperaturas (1150 - 1300ºC) en equipos (hornos)diseñados para con ello.
•Los productos intermedios (materiales en proceso) se encuentran al estadofundido (líquido a altas temperaturas)
•Recurre al uso de insumos especificos para poder desarrollarse:
- Combustibles- Aire comprimido- Oxígeno industrial- Electricidad- Fundentes (cuarzo, carbonatos de calcio y sodio,
etc.)
� Altas tasas de reacción a alta temperatura.
� Los sulfuros metálicos pueden utilizarse como combustible.
� Los flujos involucrados tienen altas concentraciones de metal.
� Muchos metales fundidos son inmiscibles con las escorias fundidas.
� Los metales preciosos son solubles en el metal fundido.
� Invariablemente todos los procesos pirometalúrgicos originansubproductos gaseosos.
� Las escorias metalúrgicas son relativamente estables en el ambientenatural.
CARACTERISTICAS PRINCIPALES DEL PROCESO PIROMETALURGICO
OBJETIVOS ETAPAS BASICAS DEL PROCESO PIROMETALURGICO EN FUNDICION
A) Eliminar agua contenida por concentrado (uso de secador siEl o los equipos de fusión así lo requieren)
B) incrementar progresivamente la ley o pureza (contenidoDe cobre) Del material sometido a proceso pirometalurgicoAplicando etapas de:
� Fusión transformación desde estado sólido a líquido de partículas de concentrado, con separación de sulfuros metálicos y ganga.
� Conversión separación del fierro y azufre del cobre contenido en producto de etapa de fusión.
� Refinación a fuego Disminución contenido de impurezas (arsénico, oxígeno, azufre, antimonio, selenio, teluro, etc.) Del producto de etapa de conversión previa.
¿En cuantas etapas se realiza la obtención del Cobre Metálico?
� Fusión a Eje o Mata.
� Conversión del Eje a Blister.
� Refinación a Fuego.
Definiciones
� Inmiscibilidad: Se dice de cada uno de dos o más elementos ocompuestos que no se mezclan entre sí.
� Solubilidad: Es una medida de la capacidad de una determinada sustanciapara disolver en un líquido. Puede expresarse en moles por litro, en gramospor litro, o en porcentaje de soluto; en algunas condiciones puedesobrepasarla, denominándose solución sobresaturada. La solubilidad de unasustancia depende de la naturaleza del disolvente y del soluto, así como dela temperatura y la presión del sistema.
� Escoria: Las escorias son un subproducto de la fundición de la mena parapurificar los metales. Se pueden considerar como una mezcla de óxidosmetálicos; sin embargo, pueden contener sulfuros de metal y átomos demetal en forma de elemento. La escoria tiene muchos usos comerciales yraramente se desecha. A menudo se vuelve a procesar para separar algúnotro metal que contenga.
O2
(21%)O2
(35%)O2
(95%)
N2
(79%) N2
(65%)
N2 (5%)
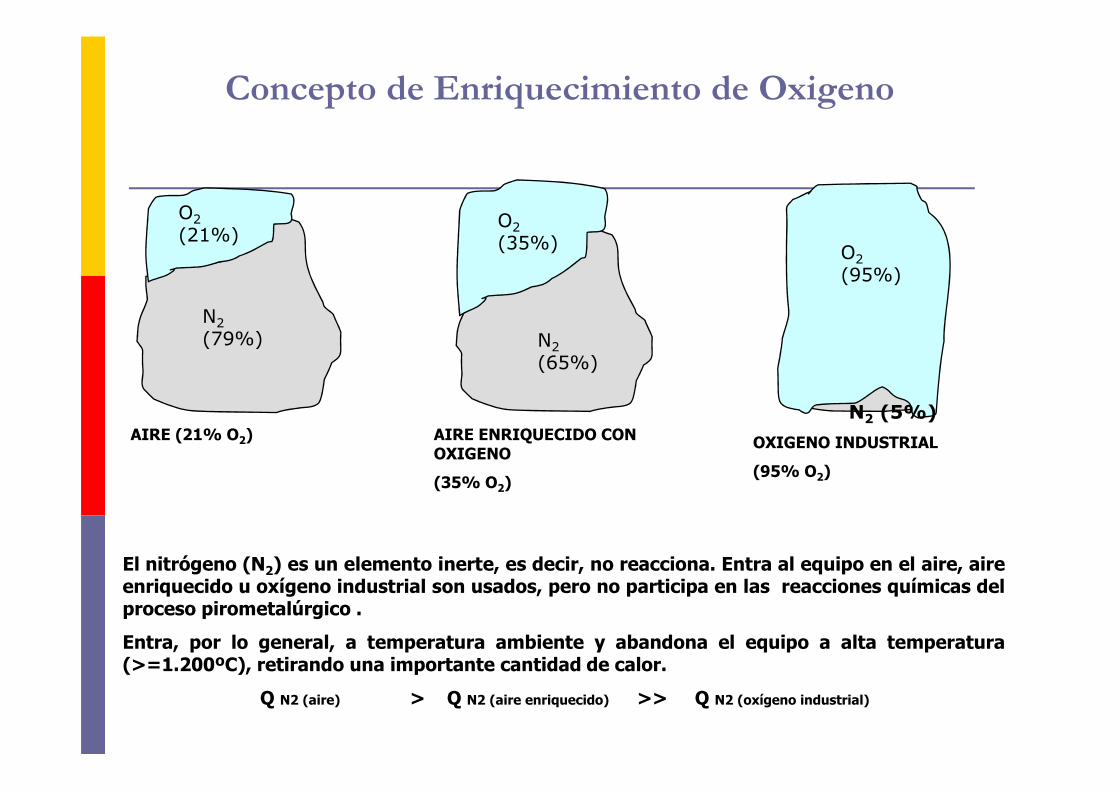
El nitrógeno (N2) es un elemento inerte, es decir, no reacciona. Entra al equipo en el aire, aireenriquecido u oxígeno industrial son usados, pero no participa en las reacciones químicas delproceso pirometalúrgico .
Entra, por lo general, a temperatura ambiente y abandona el equipo a alta temperatura(>=1.200ºC), retirando una importante cantidad de calor.
Q N2 (aire) > Q N2 (aire enriquecido) >> Q N2 (oxígeno industrial)
AIRE (21% O2) AIRE ENRIQUECIDO CON OXIGENO
(35% O2)
OXIGENO INDUSTRIAL
(95% O2)
Concepto de Enriquecimiento de Oxigeno
Fundición a Matta
¿Cuál es el objetivo de la Fusión?
� Lograr mediante calor (1.200 a 1.300º C) el cambio de estado sólido de los concentrados y precipitados a una masa líquida. Este proceso permite la formación de dos fases conocidas como Eje o Mata y Escoria.
� Formar el Eje principalmente compuesto de Cu2S y FeS, masa líquida de gran peso específico, por lo tanto, se ubica en el fondo del baño.
� Formar una escoria que es una mezcla fundida de minerales de ganga y del fundente agregado. Esta masa resulta de bajo peso específico y se ubica en la parte superior del baño.
Contenidos� Fisicoquímica de la fundición de mata
� Formación, constitución y característica de la mata
� Formación, constitución y característica de la escoria
� La magnetita en la fundición de mata
� Comportamiento de otros metales durante la fundición
� Uso de diagramas.
Contenidos� Fisicoquímica de la fundición de mata
� Formación, constitución y característica de la mata
� Formación, constitución y característica de la escoria
� La magnetita en la fundición de mata
� Comportamiento de otros metales durante la fundición
� Uso de diagramas.
Fisicoquímica de la fundición de mata
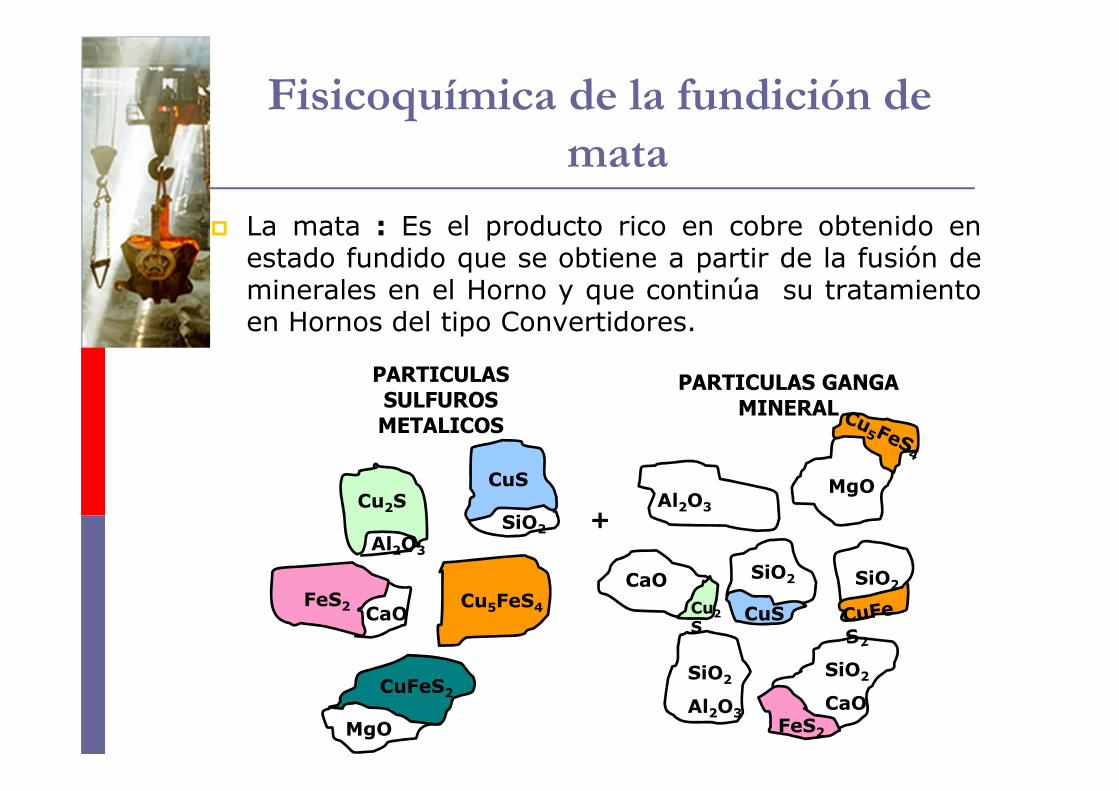
� La mata : Es el producto rico en cobre obtenido enestado fundido que se obtiene a partir de la fusión deminerales en el Horno y que continúa su tratamientoen Hornos del tipo Convertidores.
Cu2S
Al2O3
SiO2
CuS
FeS2CaO
Cu5FeS4
CuFeS2
MgO
PARTICULAS SULFUROS METALICOS
Al2O3
CaO
Cu2
S
SiO2
Al2O3
SiO2
CuS
MgO
SiO2
SiO2
CaOFeS2
PARTICULAS GANGA MINERAL
+
Reacciones asociadas a Fusión
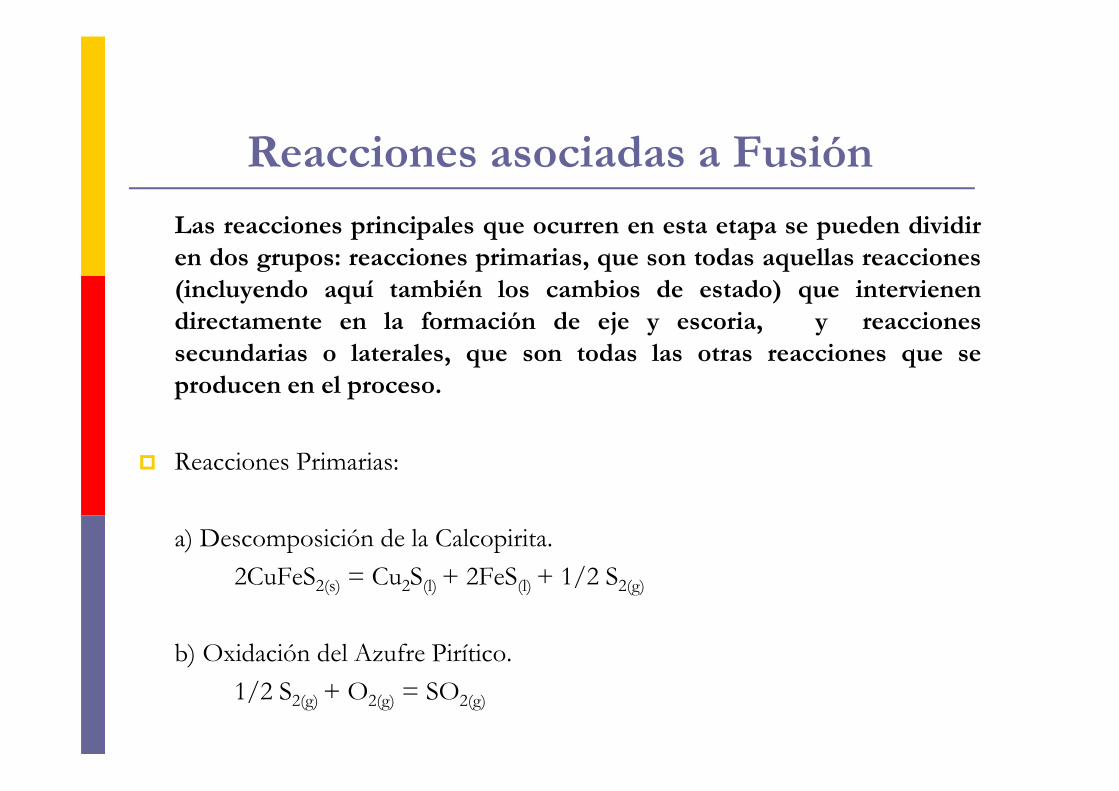
Las reacciones principales que ocurren en esta etapa se pueden dividiren dos grupos: reacciones primarias, que son todas aquellas reacciones(incluyendo aquí también los cambios de estado) que intervienendirectamente en la formación de eje y escoria, y reaccionessecundarias o laterales, que son todas las otras reacciones que seproducen en el proceso.
� Reacciones Primarias:
a) Descomposición de la Calcopirita.
2CuFeS2(s) = Cu2S(l) + 2FeS(l) + 1/2 S2(g)
b) Oxidación del Azufre Pirítico.
1/2 S2(g) + O2(g) = SO2(g)
� Reacciones Secundarias:
a) Descomposición de la covelina.
2CuS(s) = Cu2S(s) + 1/2 S2(g)
b) Descomposición de la pirita.
FeS2(s) = FeS(s) + 1/2 S2(g)
c) Descomposición de la Bornita.
2Cu5FeS4(s) = 5Cu2S(s) + 2FeS(s) +1/2S2(g)
d) Descomposición de la Enargita.
2Cu3AsS4(s) = As2S3(l) + 3Cu2S(l) + S2(g)
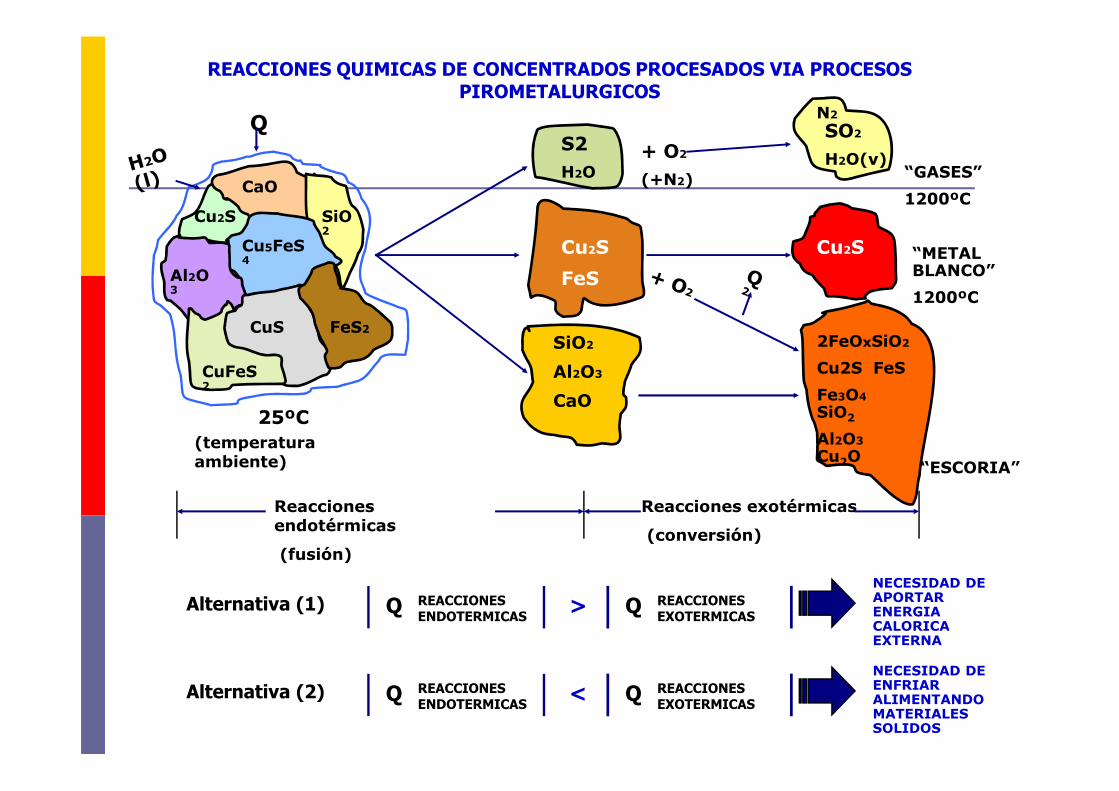
REACCIONES QUIMICAS DE CONCENTRADOS PROCESADOS VIA PROCESOS PIROMETALURGICOS
CuS
CuFeS2
Cu5FeS4
Al2O3
Cu2S SiO2
FeS2
CaO
Q
25ºC
S2
H2O+ O2
(+N2)
SO2
H2O(v)
N2
Cu2S
FeS
SiO2
Al2O3
CaO
“GASES”
1200ºC
Cu2S “METAL BLANCO”
1200ºC
2FeOxSiO2
Cu2S FeS
Fe3O4
SiO2
Al2O3
Cu2O “ESCORIA”
Reacciones endotérmicas
(fusión)
Reacciones exotérmicas
(conversión)
(temperatura ambiente)
Alternativa (1) REACCIONES ENDOTERMICASQ > Q REACCIONES
EXOTERMICAS
NECESIDAD DE APORTAR ENERGIA CALORICA EXTERNA
Alternativa (2) REACCIONES ENDOTERMICASQ < Q REACCIONES
EXOTERMICAS
NECESIDAD DE ENFRIAR ALIMENTANDO MATERIALES SOLIDOS
Contenidos� Fisicoquímica de la fundición de mata
� Formación, constitución y característica de la mata
� Formación, constitución y característica de la escoria
� La magnetita en la fundición de mata
� Comportamiento de otros metales durante la fundición
� Uso de diagramas.
¿Cuál es el contenido real del Eje de cobre?
� Se dice que el Eje consiste en FeS y Cu2S, esto no es estrictamente cierto, pero se acepta para simplificar muchos propósitos metalúrgicos. El eje es una sustancia mucho mas compleja.
� Puede contener Fe como Fe3O4 o como ferrita (CuO, Fe2O3), además otros metales en cantidades importantes zinc, niquel, como combinado con azufre (ZnS, NiS).
� Puede contener pequeñas cantidades de impurezas como: As, Sb, Bi y Pb. Muchos ejes contienen, tambien pequeñas cantidades de SiO2, CaO2 y otras sustancias.
� Todos los Ejes comerciales son excelentes solventes para metales preciosos (Au y Ag).
¿Cuál es la ley de Cu en el Eje?
� La ley obtenida en Cobre varía de 60 a 75 % dependiendo del contenido de minerales presentes en la carga de alimentación al horno. Los concentrados de Cu provienen de menas diferentes. (Especialmente en las fundiciones de ENAMI). La densidad varía entre 4,8 a 5,6 creciendo con el contenido de cobre.
¿ De qué dependerá la cantidad de Eje Producido ?
� El tipo de horno utilizado
� La cantidad lo determinará el contenido de azufre en la carga del horno.
� El cobre presente es el primero que toma el azufre necesario para formar Cu2S. La proporción es aproximadamente una cuarta parte de azufre por unidad de cobre según la formula Cu2S. (126 partes de Cu por 32 de S ).
� Después que el cobre presente se haya combinado con el azufre, el resto del azufre se combinará con el hierro para formar FeS. (175 unidades de Fe por 1 unidad de S).
Formación mata
� Cuando se funde el concentrado la carga con azufre forma una soluciónpseudo ideal conformada principalmente por FeS y Cu2S con pequeñascantidades de otros sulfuros, Ni3S2, PbS, ZnS y Co3S2 y una ciertacantidad de oxígeno (hasta 3%). También contiene los metalespreciosos junto con As, Sb, Se y Te.
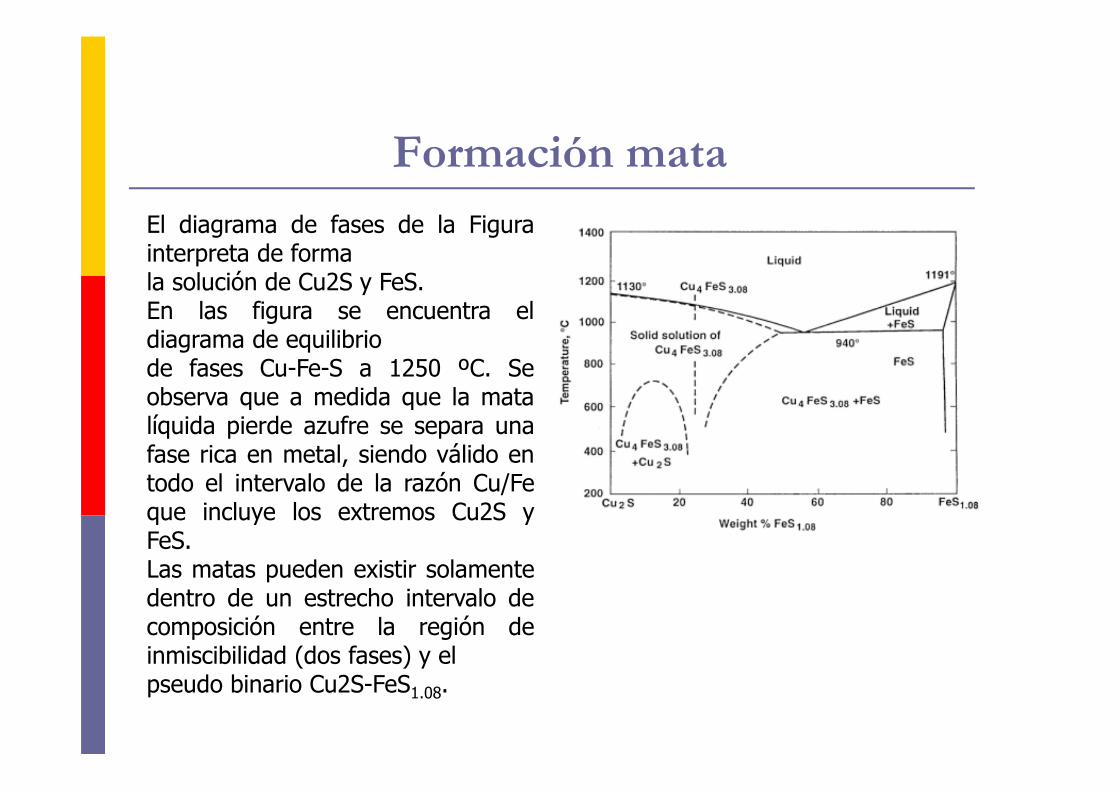
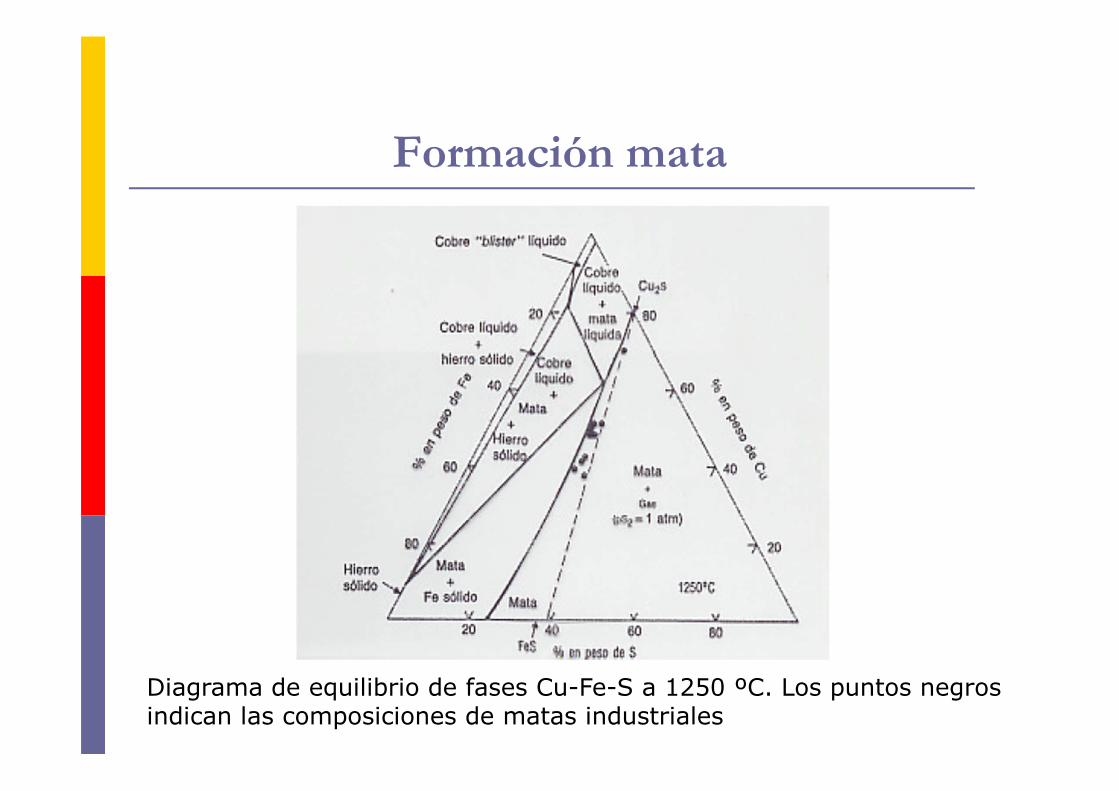
El diagrama de fases de la Figurainterpreta de formala solución de Cu2S y FeS.En las figura se encuentra eldiagrama de equilibriode fases Cu-Fe-S a 1250 ºC. Seobserva que a medida que la matalíquida pierde azufre se separa unafase rica en metal, siendo válido entodo el intervalo de la razón Cu/Feque incluye los extremos Cu2S yFeS.Las matas pueden existir solamentedentro de un estrecho intervalo decomposición entre la región deinmiscibilidad (dos fases) y elpseudo binario Cu2S-FeS1.08.
Formación mata
Formación mata
Diagrama de equilibrio de fases Cu-Fe-S a 1250 ºC. Los puntos negros indican las composiciones de matas industriales
Contenidos� Fisicoquímica de la fundición de mata
� Formación, constitución y característica de la mata
� Formación, constitución y característica de la escoria
� La magnetita en la fundición de mata
� Comportamiento de otros metales durante la fundición
� Uso de diagramas.
Formación, constitución y característica de la escoria
� Escoria: Las escorias son un subproducto de la fundición de la mena parapurificar los metales. Se pueden considerar como una mezcla de óxidosmetálicos; sin embargo, pueden contener sulfuros de metal y átomos de metalen forma de elemento. La escoria tiene muchos usos comerciales y raramentese desecha. A menudo se vuelve a procesar para separar algún otro metal quecontenga.
¿ Cómo se forma la escoria?
� Por la mezcla fundida de los minerales de ganga más el fundente agregado.
� Las reacciones que se verifican para la formación de Eje y escoria, pueden resumirse en tres etapas.
a) Debido a la alta temperatura reinante en el horno el sulfuro doble de Cobre y Hierro se desdobla.
2 CuFeS2 -------���� Cu2S + FeS + S
b) El óxido férrico es reducido a óxido ferroso por el sulfuro de hierro. 3 Fe2SO3 + FeS ----���� 7 FeO + SO2
c) El óxido ferroso combinado con sílice forma la escoria. 2FeO + SiO2 ----���� 2FeO*SiO2 (escoria)
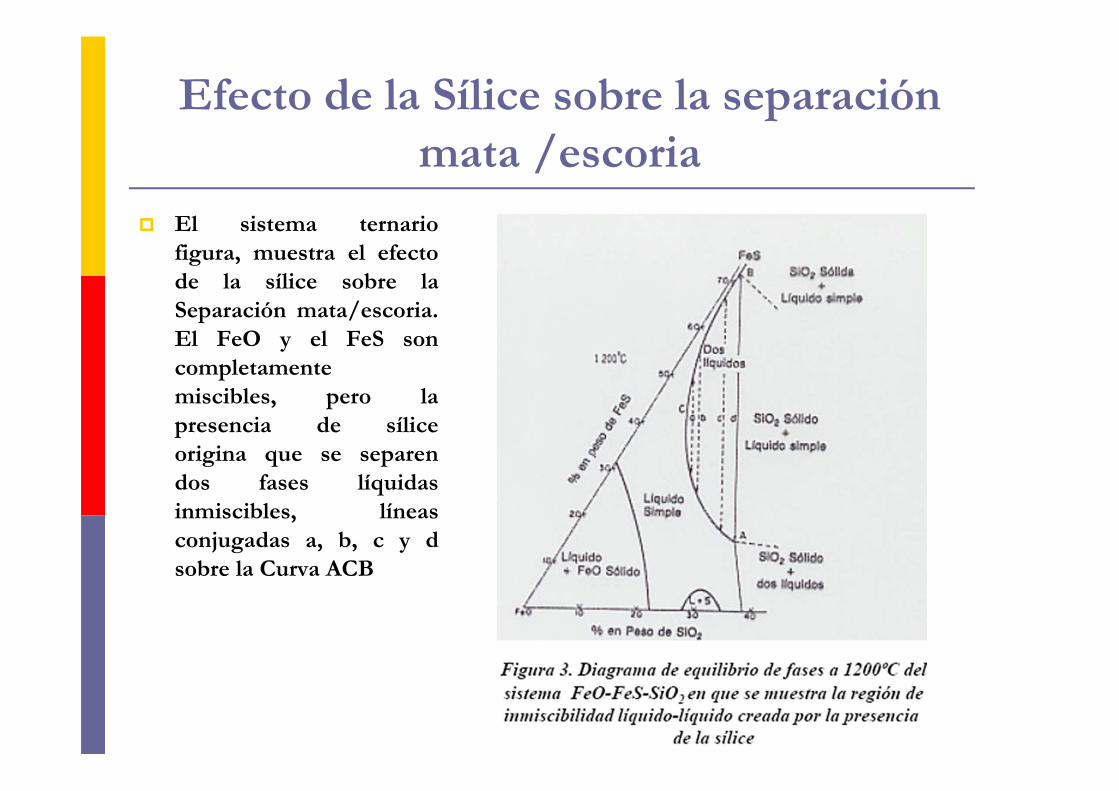
Efecto de la Sílice sobre la separación mata /escoria
� El sistema ternariofigura, muestra el efectode la sílice sobre laSeparación mata/escoria.El FeO y el FeS soncompletamentemiscibles, pero lapresencia de síliceorigina que se separendos fases líquidasinmiscibles, líneasconjugadas a, b, c y dsobre la Curva ACB
� Parámetros de control químico de escorias
� Escorias pirometalurgia del cobre
1.- fayalíticas
2.- Calcio Ferriticas
3.- Olivinas
4.- escorias refinación
Escorias
• En el campo de la pirometalurgia es ampliamente aceptado que la calidad del producto está determinada por la fisioquímica de la escoria a utilizar y que la factibilidad técnica del proceso pasa por el tipo de recubrimiento refractario del reactor.
• Las escorias son un subproducto de la fundición de la mena para purificar los metales. Se pueden considerar como una mezcla de óxidos metálicos; sin embargo, pueden contener sulfuros de metal y átomos de metal en forma de elemento. Durante la fundición, cuando la mena está expuesta a altas temperaturas, sus impurezas se separan del metal fundido y se pueden retirar.
Escorias
� Parámetros de control químico de escorias
1. Acidez y basicidad2. Viscosidad3. Densidad4. Conductividad termica5. Conductividad electrica6. Difusividad7. Tensión superficial
1.Acidez y basicidad
Las escorias liquidas son ionicas. Estan formadas por cationes Ca+2 , Fe+2, Fe+3, Mg+2 y aniones O2-, SiO4
4-
Las escorias se clasifican en:Acidas : largos complejos anionicos y de alta viscosidadBasicas: Estructura simple y relativamente fluidas Neutras
De acuerdo principalmente al contenido de sílice y los constituyentes presentes en ellas,
% oxidos basicosI=
% oxidos ácidos∑∑
2.Viscosidad
Debe existir un fácil manejo de la escoria en el proceso, es decir,una baja viscosidad y buena fluidez.
viscosidad de las escorias es afectada por la temperatura(T), presión(P) yen caso de mezclas por la composición(x). Sin embargo, la influencia dela presión poco significativa.No obstante, la temperatura si es importante, debido a que la viscosidaddecrece con el incremento de ella.
Este Módulo de Viscosidad plantea el cuociente entre la suma de los óxidos básicos y ácidos, basándose en su composición porcentual en peso. La expresión es la siguiente:
( )( ) [ ]Kv
FeO Fe O CaO MgO
SiO Al Opeso=
+ + ++
% % % %
% %%
3 4
2 2 3
2.Viscosidad
La viscosidad de las escorias es función de la temperatura y de lacomposición. La variación de la viscosidad con la temperatura obedecea una expresión del tipo de arrhenius
)(0 RT
EExp A−
= µµ
En el caso de escorias fayaliticas, la influencia de la temperatura esmayor para altas concentraciones de sílice, despolimerizacion de losaniones.
µo = Viscosidad a la temperatura de referenciaEA = Energía de activación.R = Cte universal de los gasesT = Temperatura
2.Viscosidad
La presencia de sólidos en la escoria, particularmente magnetita,también aumenta la viscosidad tanto al distribuirse como suspensiónsólida en los reactores de fusión, como al formar compuestos establescon cromita
Una alta viscosidad de la escoria rica en sílice es debida a la presencia degrandes aniones silicatados, esta estructura se rompe con la Adición deóxidos metálicos.
Una escoria fayalitica alta en sílice tiene mayor viscosidad que una escoria en la cual la sílice ha sido diluida con óxidos metálicos, tales como FeO, Fe2O3, NaO, CaO
2.Viscosidad
Cabe señalar además algunos efectos que se producen al interactuaralgunos óxidos con las escorias. Por ejemplo:
•La cromita, Cr2O3 aumenta la viscosidad de las escorias.•El MnO disminuye la viscosidad.•La presencia de sólidos en la escoria, particularmente magnetita,aumenta la viscosidad.•La adición de Al2O3 aumenta la viscosidad.•La adición de CaO o MgO hace decrecer la viscosidad.•La adición de FeO o Fe2O3 disminuye la viscosidad.
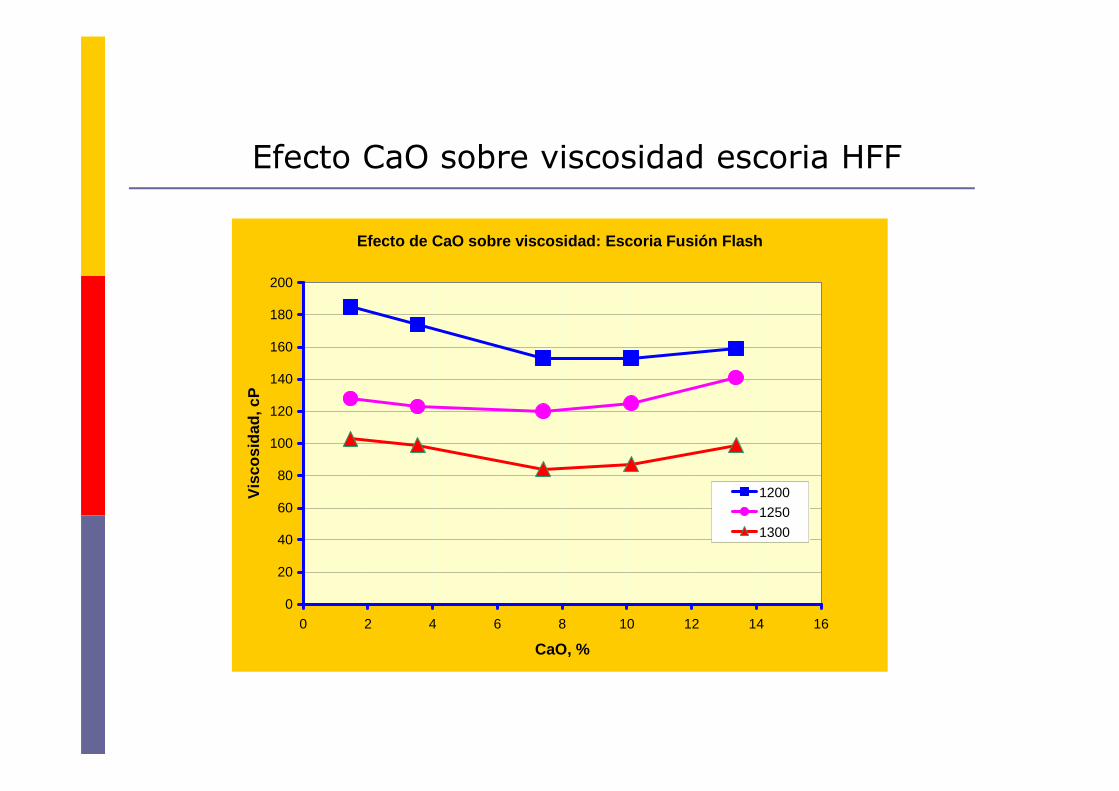
Efecto de CaO sobre viscosidad: Escoria Fusión Flas h
0
20
40
60
80
100
120
140
160
180
200
0 2 4 6 8 10 12 14 16
CaO, %
Vis
cosi
dad,
cP
12001250
1300
Efecto CaO sobre viscosidad escoria HFF
3. Densidad
La densidad de la escoria, es una de las propiedades mas importantes enque se sustenta la separación de las fases por estratificación en los procesospirometalúrgicos, es decir, la fase escoria sobrenada a la fase rica ensulfuros metálicos permitiendo una adecuada separación.
La escoria muestra una densidad que es muy sensible a lacomposición y en forma específica al nivel de sílice en la escoria, esta setorna menos densa.
La densidad de las escorias ferrosilicatadas, obtenidas en lasfundiciones de cobre, decrece con el aumento del contenido de sílice, con ladisminución del a temperatura y con el aumento del nivel de óxidos básicos.
La estimación de la densidad de las escorias puede realizarse apartir del volumen molar parcial de cada uno de sus componentes.
3. Densidad
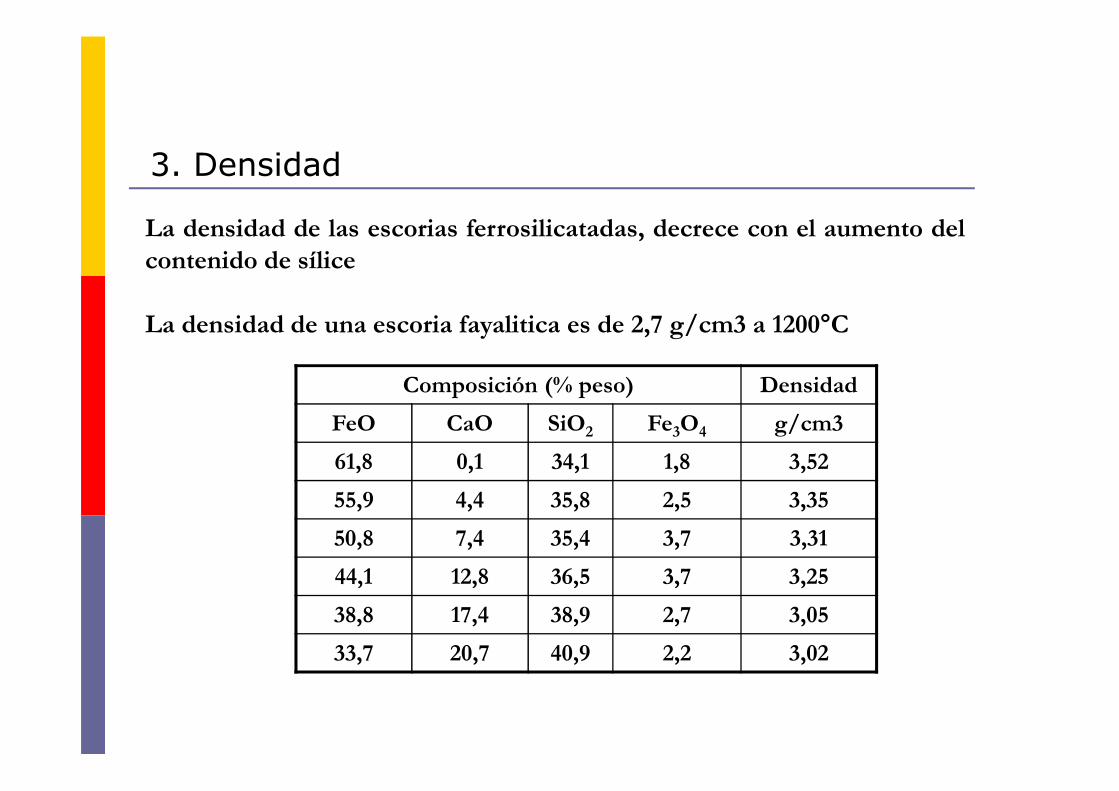
La densidad de las escorias ferrosilicatadas, decrece con el aumento delcontenido de sílice
La densidad de una escoria fayalitica es de 2,7 g/cm3 a 1200°C
Composición (% peso) Densidad
FeO CaO SiO2 Fe3O4 g/cm3
61,8 0,1 34,1 1,8 3,52
55,9 4,4 35,8 2,5 3,35
50,8 7,4 35,4 3,7 3,31
44,1 12,8 36,5 3,7 3,25
38,8 17,4 38,9 2,7 3,05
33,7 20,7 40,9 2,2 3,02
Formación Magnetita Escorias
Es sabido que la formación de magnetita durante los procesospirometalúrgicos ocasiona una serie de problemas para la operación, enparticular, durante las etapas de fusión y conversión (pisos falsos, capasintermedias, pérdidas considerables de cobre en las escorias, etc.), porlo tanto, se podría considerar entonces que la formación de magnetita esuna de las propiedades químicas más importantes en las escorias.
Pérdidas de Cobre en Escorias
Pérdidas de Cobre en Escorias
El problema de la pérdida de cobre en las escorias es considerado quizás elprincipal de los problemas clásicos de las fundiciones de cobre.Para cuantificar de alguna manera el concepto de pérdida de cobre se habla enalgunos textos de “factor de pérdida” (Santander, 1979), que se define basándoseen el simple equilibrio de distribución, expresado porcentualmente, es decir:
Factor de Pérdida = ((%Cu en la escoria) / (%Cu en el eje)) x 100Debido a su incidencia económica, el problema de la pérdida de cobre en lasescorias ha sido de interés para varios investigadores por mucho tiempo. En laactualidad, se puede concluir que existen básicamente dos causas que originanel problema, ellas son:
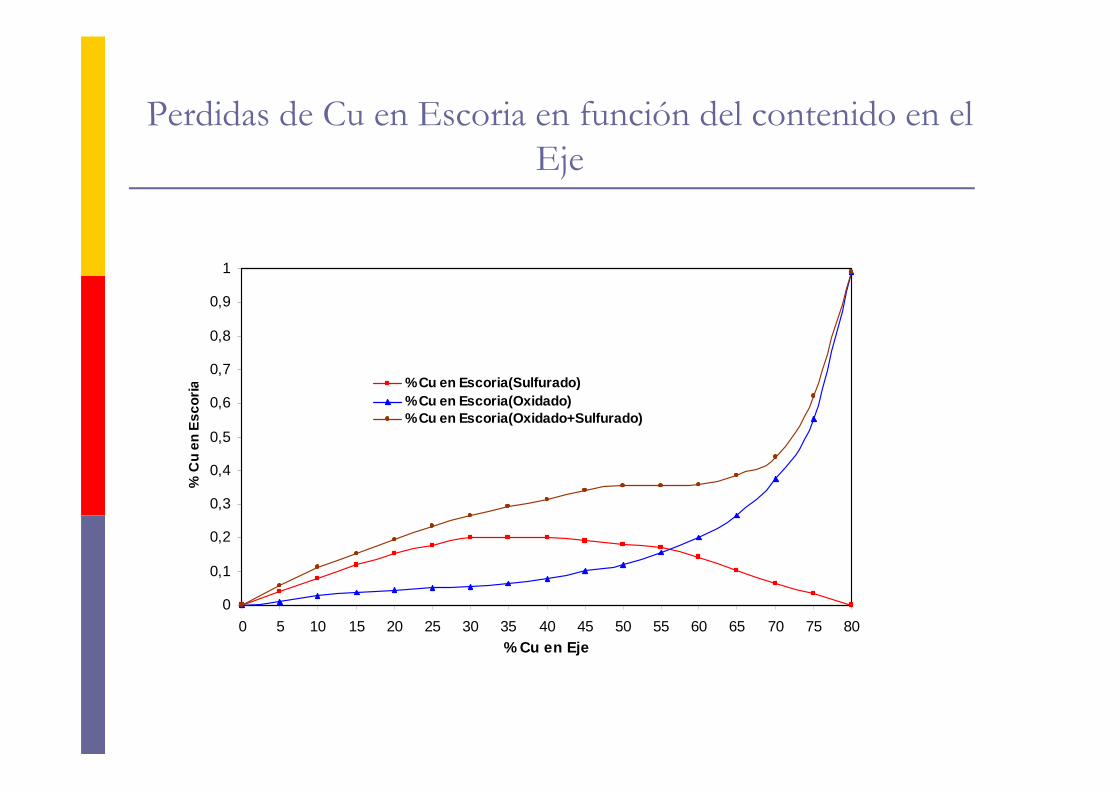
Perdidas de Cu en Escoria en función del contenido en el Eje
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80% Cu en Eje
% C
u en
Esc
oria
% Cu en Escoria(Sulfurado)% Cu en Escoria(Oxidado)% Cu en Escoria(Oxidado+Sulfurado)
Tipos de Escorias
� Escorias fayalíticas
Las escorias fayaliticas, utilizan SiO2 como fundente. Éstas secaracterizan por ser fluidas, son bastante acidas, lo cual contribuye a unabuena eliminación de impurezas tales como Pb, pero no así con el As ySb, Actualmente se utilizan principalmente en :
Convertidor tenienteHorno flashPierce smith
Contenido de Sílice
El contenido de sílice es importante en la formación de la magnetita, yaque depende de éste, poder producir un cierto porcentaje de escoriafayalítica y así regular en gran parte la formación de magnetita, puesésta se produce entre otras formas por la sobreoxidación del FeO.un consumo adecuado de sílice permite tener una cantidad aceptable demagnetita. Se puede ver que un exceso de sílice en el reactor provocaserios problemas en la escoria resultante, aumentando la viscosidad deésta y produciendo un aumento en los costos de operación. Por elcontrario, poca cantidad de sílice da como resultado una escoria con altoporcentaje de magnetita, lo cual trae como consecuencia todo lo yamencionado, es decir, alta viscosidad, escorias espesas de difícilsangrado, generadora de piso falso, etc.
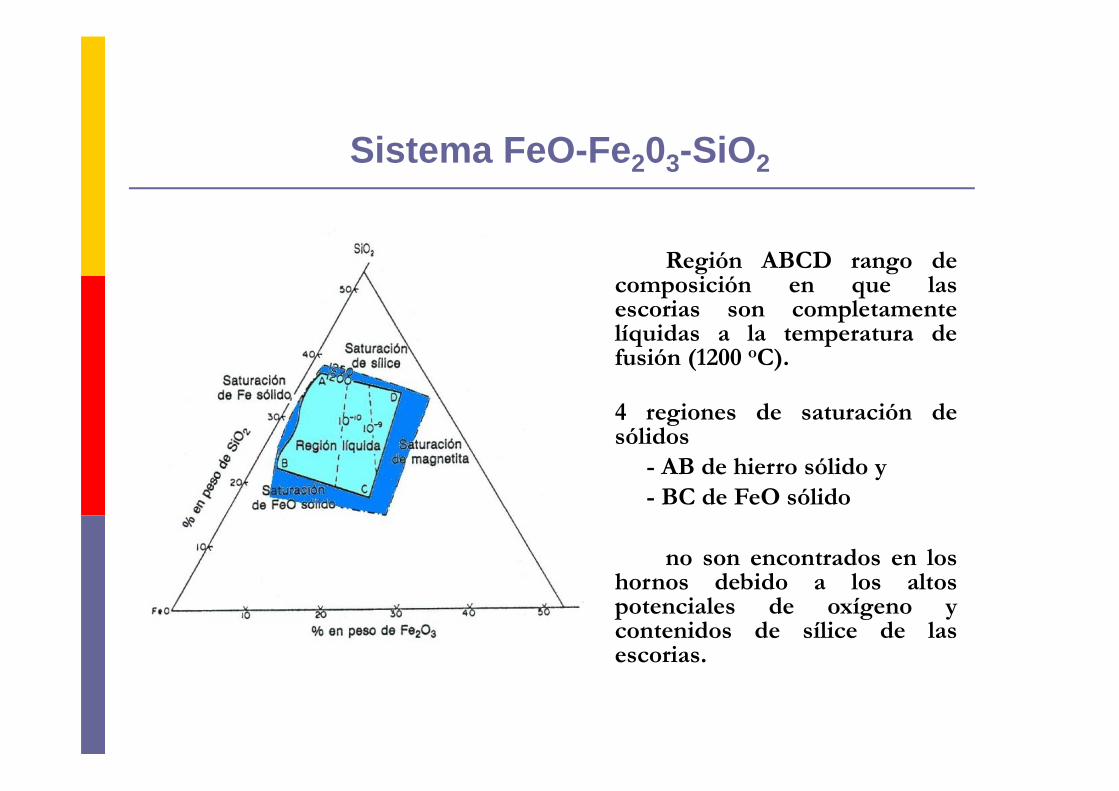
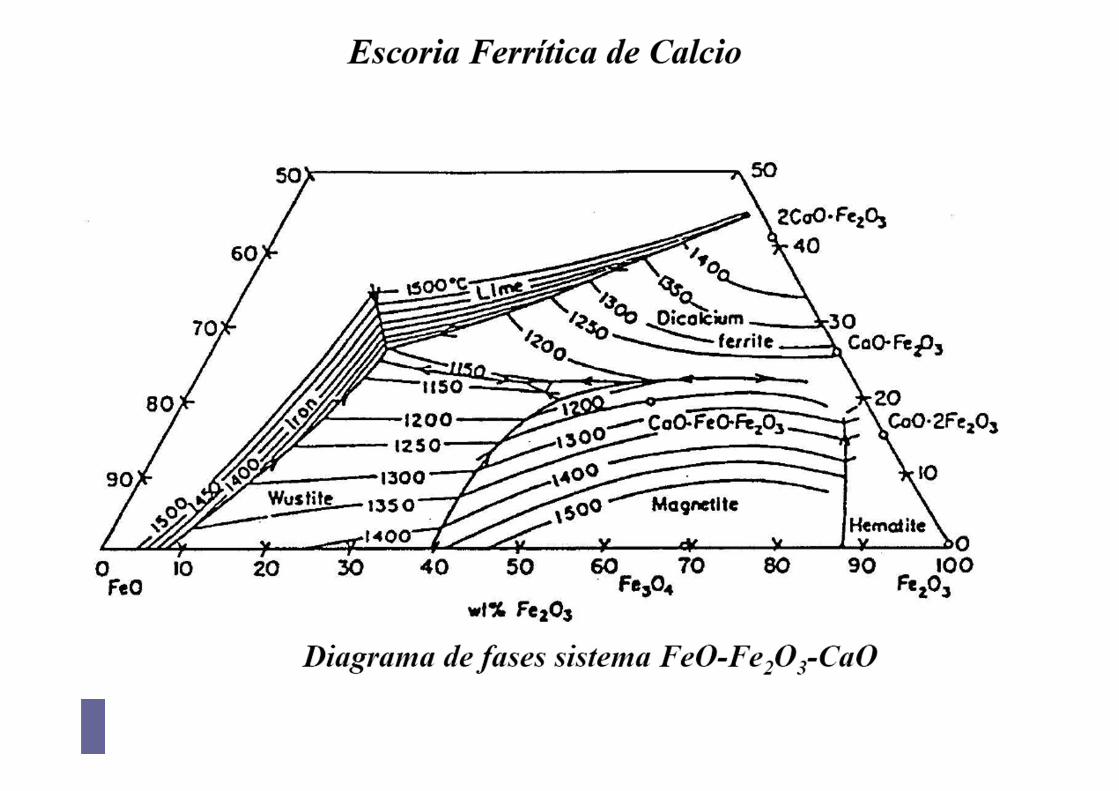
Sistema FeO -Fe203-SiO2
Región ABCD rango decomposición en que lasescorias son completamentelíquidas a la temperatura defusión (1200 oC).
4 regiones de saturación desólidos
- AB de hierro sólido y- BC de FeO sólido
no son encontrados en loshornos debido a los altospotenciales de oxígeno ycontenidos de sílice de lasescorias.
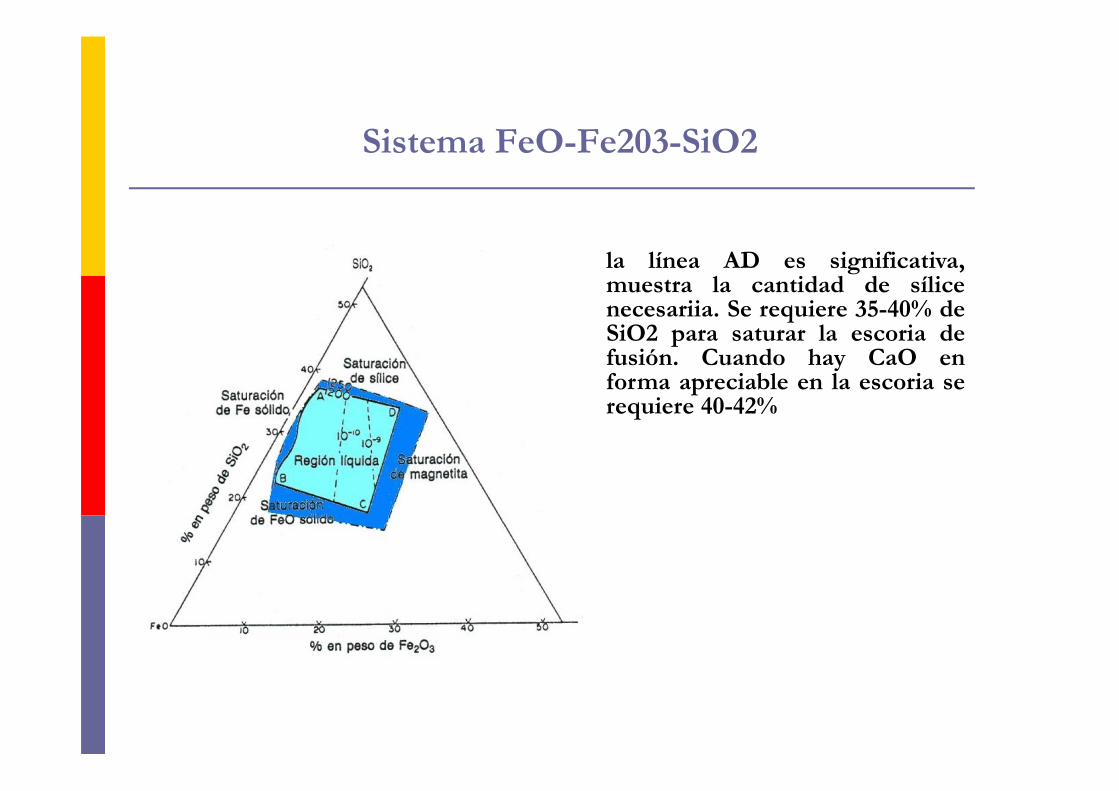
la línea AD es significativa,muestra la cantidad de sílicenecesariia. Se requiere 35-40% deSiO2 para saturar la escoria defusión. Cuando hay CaO enforma apreciable en la escoria serequiere 40-42%
Sistema FeO-Fe203-SiO2
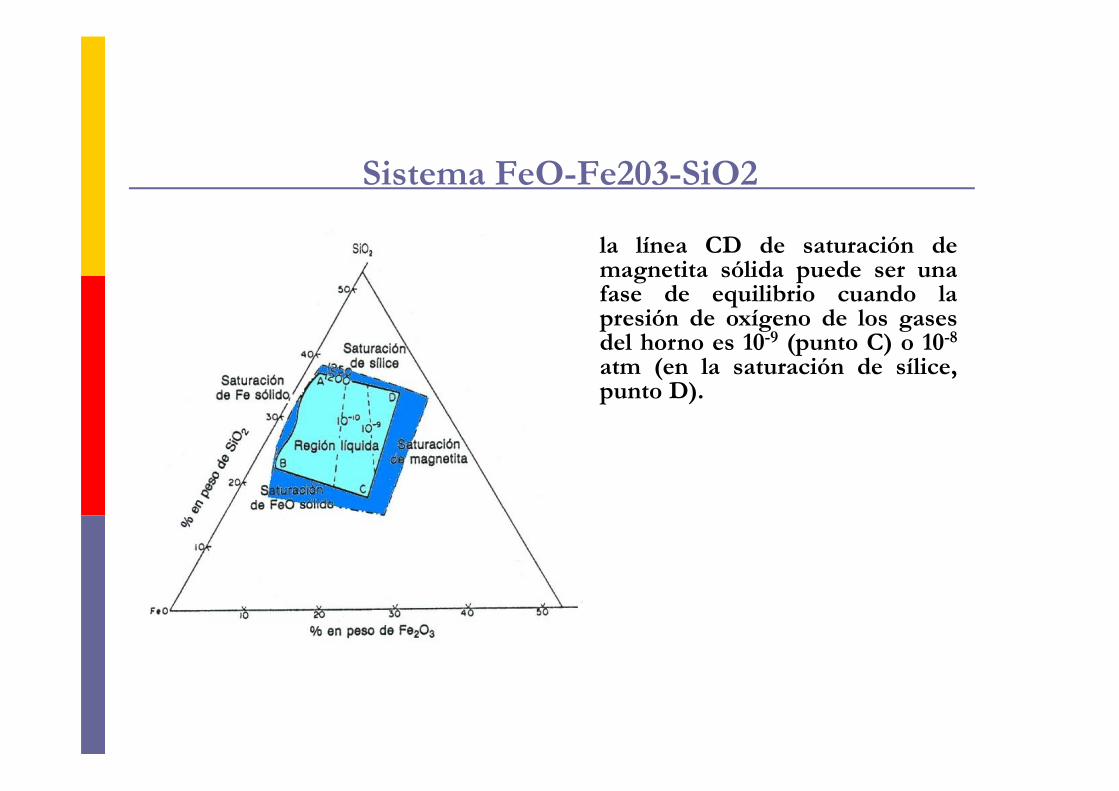
la línea CD de saturación demagnetita sólida puede ser unafase de equilibrio cuando lapresión de oxígeno de los gasesdel horno es 10-9 (punto C) o 10-8
atm (en la saturación de sílice,punto D).
Sistema FeO-Fe203-SiO2
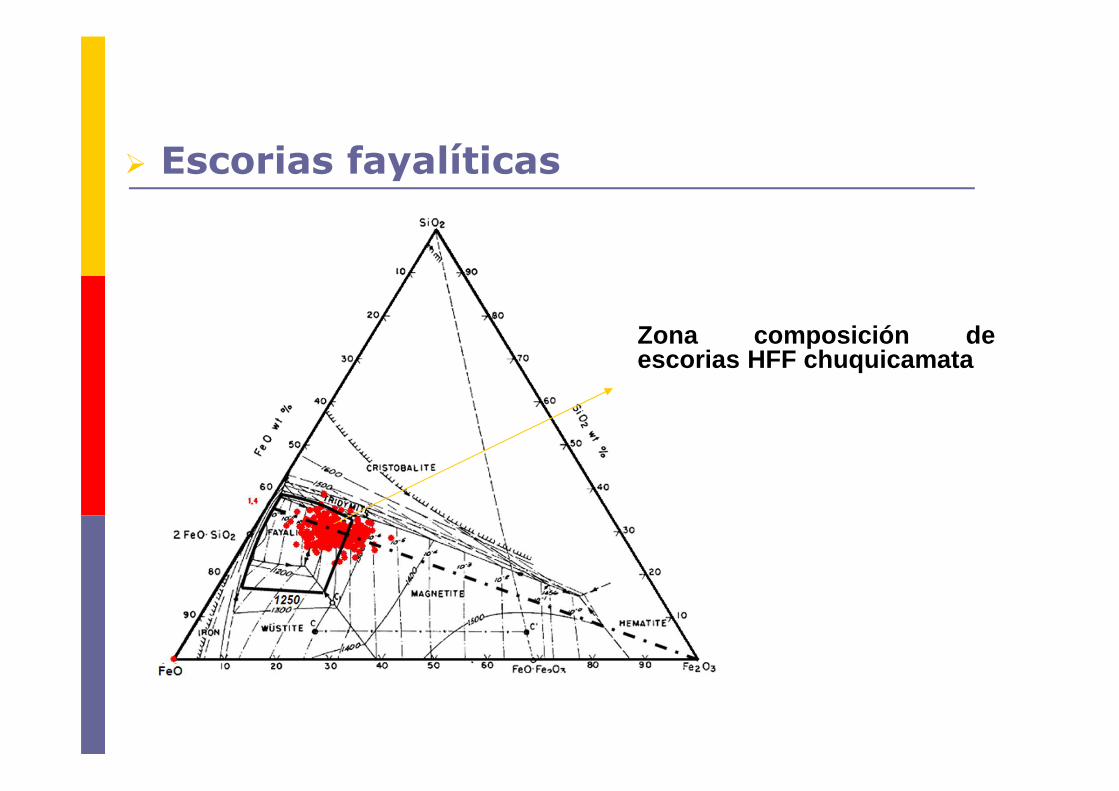
� Escorias fayalíticas
Zona composición deescorias HFF chuquicamata
Escorias Calcio Ferriticas
Las escorias calcio ferríticas, utilizan CaO como fundente tienen lapropiedad de disolver la magnetita formando ferritas de calcio. Éstas secaracterizan por presentar altos contenidos de Cu2O y son bastante básicas,lo cual contribuye a una buena eliminación de impurezas tales como As y Sb,pero son demasiada nocivas al refractario reaccionando con ellos, puesto quepresentan altos porcentajes de óxido de cobre.las operaciones que utilizan este tipo de escorias son:
el proceso kennecott autokumpu
el proceso Mitsubishi
Escorias Calcio Ferriticas
El uso de CaO como fundente lleva a formar escorias calcio ferríticas, lascuales son fluidas en un rango de temperaturas entre 1250 a 1300 ºC. Las reaccionesque avalan lo anterior son:
Fe3O4 Sólido +CaO = CaFe2O4 +FeO2FeO Sólido + ½ O2 gas +CaO = CaFe2O4
En este proceso ocurre una importante disolución de Cu2O en la escoria, locual contribuye a disminuir la viscosidad de la escoria.Pero tiene un gran poder corrosivo contra los ladrillos de cromo magnesita.
Escorias Calcio Ferriticas
el proceso K – O presenta este tipo de escorias con un 15 a 20% de cobre, lo cualproduce un gran poder corrosivo contra los ladrillos de cromo magnesita. Elproblema se solucionó añadiendo pequeñas cantidades de sílice (2 a 3%),formando el complejo de silicato dicálcico, el cual cumple un rol preponderante enla protección de los ladrillos refractarios. Éste precipita y entra en contacto con lasparedes del horno, que están provistas de elementos de enfriamiento rápido(coolings).
Un proceso de oxidación del FeS con altos enriquecimientos, lleva por lo generala la formación de una costra de magnetita.Lo anterior se puede apreciar por medio de la siguiente reacción:
3 FeSeje+ 5O2gas = Fe3O4(costra sólida) + 3 SO2 gas
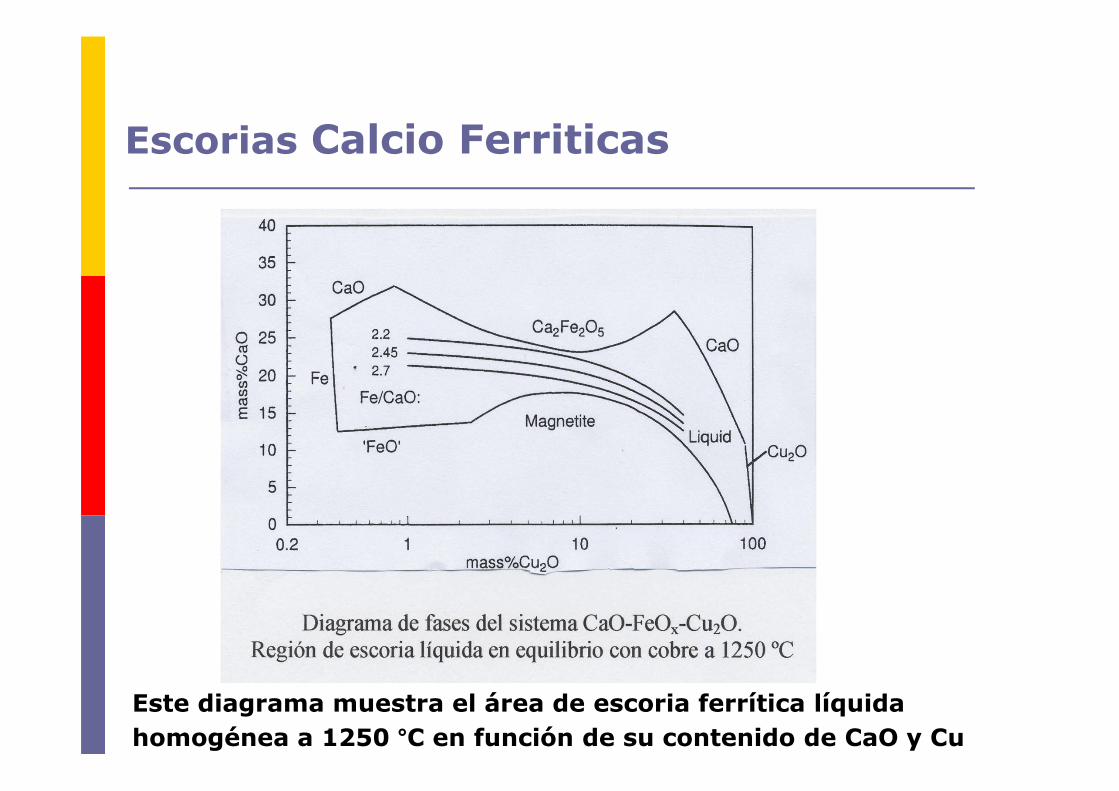
Este diagrama muestra el área de escoria ferrítica líquida
homogénea a 1250 °C en función de su contenido de CaO y Cu
Escorias Calcio Ferriticas
La razón Fe/CaO es el principal parámetro de control de la composición de la escoria en el convertidor Mitsubishi para evitar la precipitación de magnetita u otra fase sólida.
Una escoria saturada en magnetita, significa que la actividad de este compuesto es 1 , lo que causa precipitación de magnetita en el sifón de salida y su eventual obstrucción.
La contaminación de la escoria con SiO2 afecta el rango de la razón Fe/CaO dentro del cual la escoria sigue siendo un líquido homogéneo a la temperatura de operación
Escorias Calcio Ferriticas
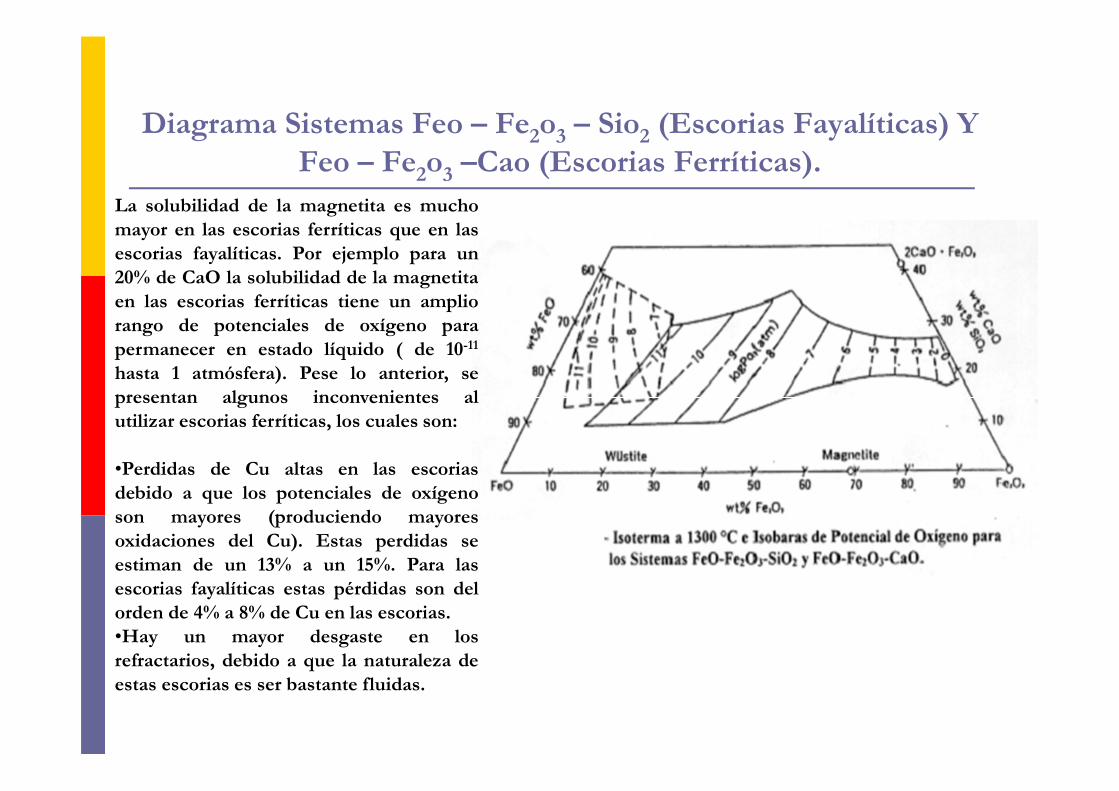
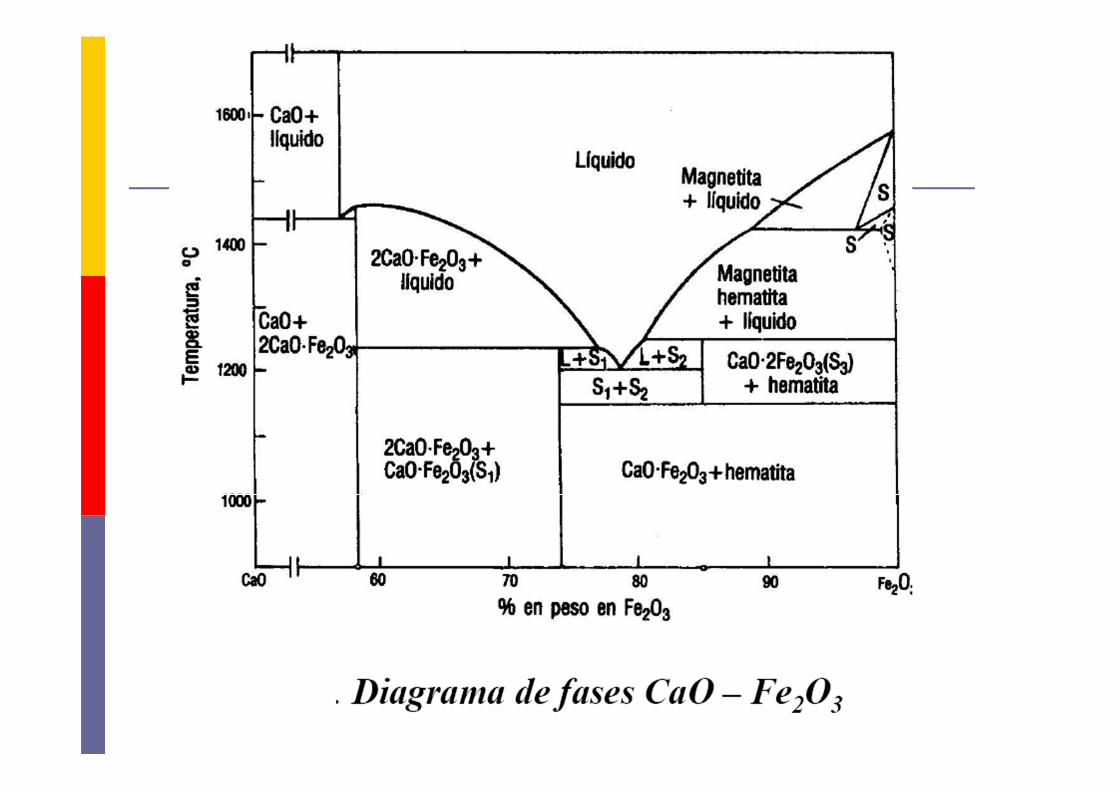
Diagrama Sistemas Feo – Fe2o3 – Sio2 (Escorias Fayalíticas) Y Feo – Fe2o3 –Cao (Escorias Ferríticas).
La solubilidad de la magnetita es muchomayor en las escorias ferríticas que en lasescorias fayalíticas. Por ejemplo para un20% de CaO la solubilidad de la magnetitaen las escorias ferríticas tiene un ampliorango de potenciales de oxígeno parapermanecer en estado líquido ( de 10-11
hasta 1 atmósfera). Pese lo anterior, sepresentan algunos inconvenientes alutilizar escorias ferríticas, los cuales son:
•Perdidas de Cu altas en las escoriasdebido a que los potenciales de oxígenoson mayores (produciendo mayoresoxidaciones del Cu). Estas perdidas seestiman de un 13% a un 15%. Para lasescorias fayalíticas estas pérdidas son delorden de 4% a 8% de Cu en las escorias.•Hay un mayor desgaste en losrefractarios, debido a que la naturaleza deestas escorias es ser bastante fluidas.
Escorias Olivinas
El sistema de escorias olivinas está compuesta porCaO - SiO2 - FeOX , pues presenta:
- Alta distribución de As, en las fases escoria
- Buena capacidad de solubilización de magnetita.
- La composición de la escoria asegura fluidez para un rango detemperaturas (1200 a 1300 ºC)
-corrosión moderada del refractario.
Escorias Olivinas
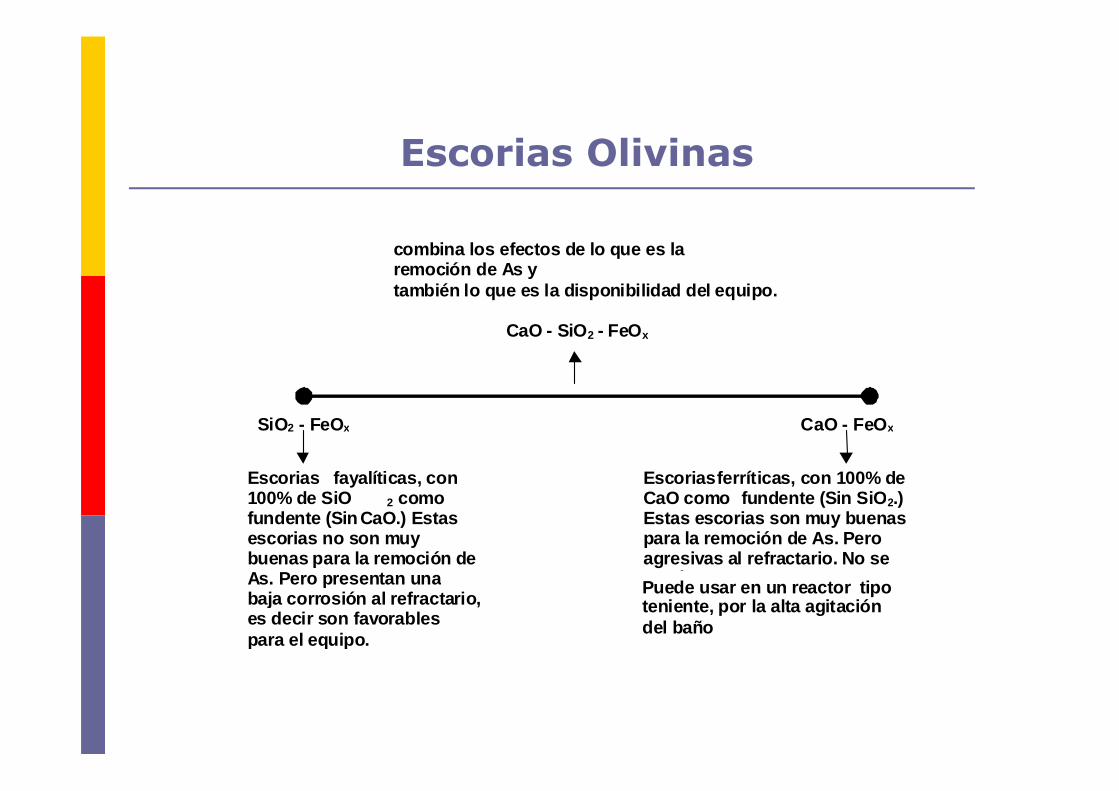
Escorias fayalíticas, con 100% de SiO 2 como fundente (Sin CaO.) Estas escorias no son muy buenas para la remoción de As. Pero presentan una baja corrosión al refractario, es decir son favorables para el equipo.
Escorias ferríticas, con 100% de CaO como fundente (Sin SiO 2 .) Estas escorias son muy buenas para la remoción de As. Pero agresivas al refractario. No se puede usar
SiO 2 - FeO x CaO - FeO x
CaO - SiO 2 - FeO x
combina los efectos de lo que es la remoción de As y también lo que es la disponibilidad del equipo.
Puede usar en un reactor tipo teniente, por la alta agitación del baño
� Escorias Olivinas
-El óptimo:-13 <= % CaO y %SiO2 <= 15,-10% de FeO,-43 de Fe2O3,-por lo tanto una razón SiO2/CaO = 1.
Las escorias Olivinas poseen menor viscosidad con respecto a otro tipo deescorias tales como las de tipo fayalíticas, se agrega a esto la propiedad deatrapar químicamente algunos contaminantescomo As y Sb con lo que resulta posible estabilizarlos en la escoria,reduciendo problemas de contaminación ambiental provocada por desechosdel proceso de fundición.
Escorias Olivinas
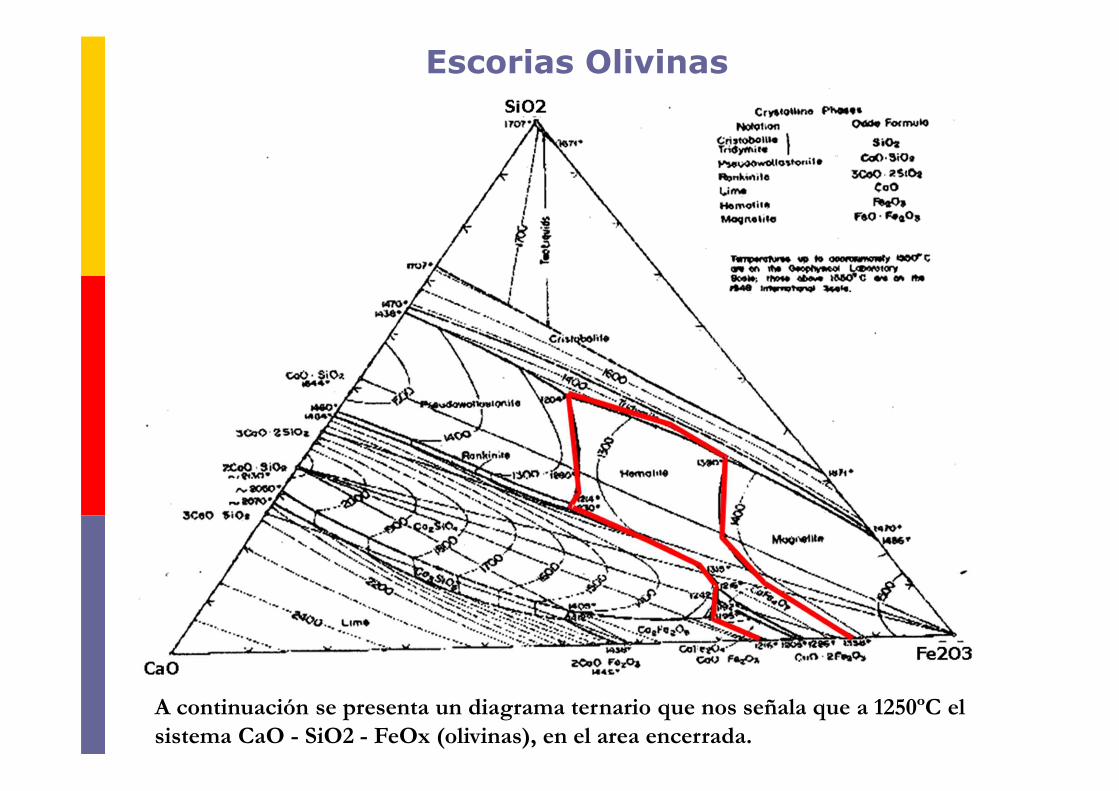
A continuación se presenta un diagrama ternario que nos señala que a 1250ºC el sistema CaO - SiO2 - FeOx (olivinas), en el area encerrada.
� Los gases producidos en la fusión son utilizados en las calderas paraproducir vapor que a su vez generará energía eléctrica a través deturbogeneradores.
� Los gases (SO2) que anteriormente eran evacuados a la atmósfera, através de las chimeneas se envían a la planta de ácido sulfúrico.
Gases de Fundición
Gases del Proceso en Fundición
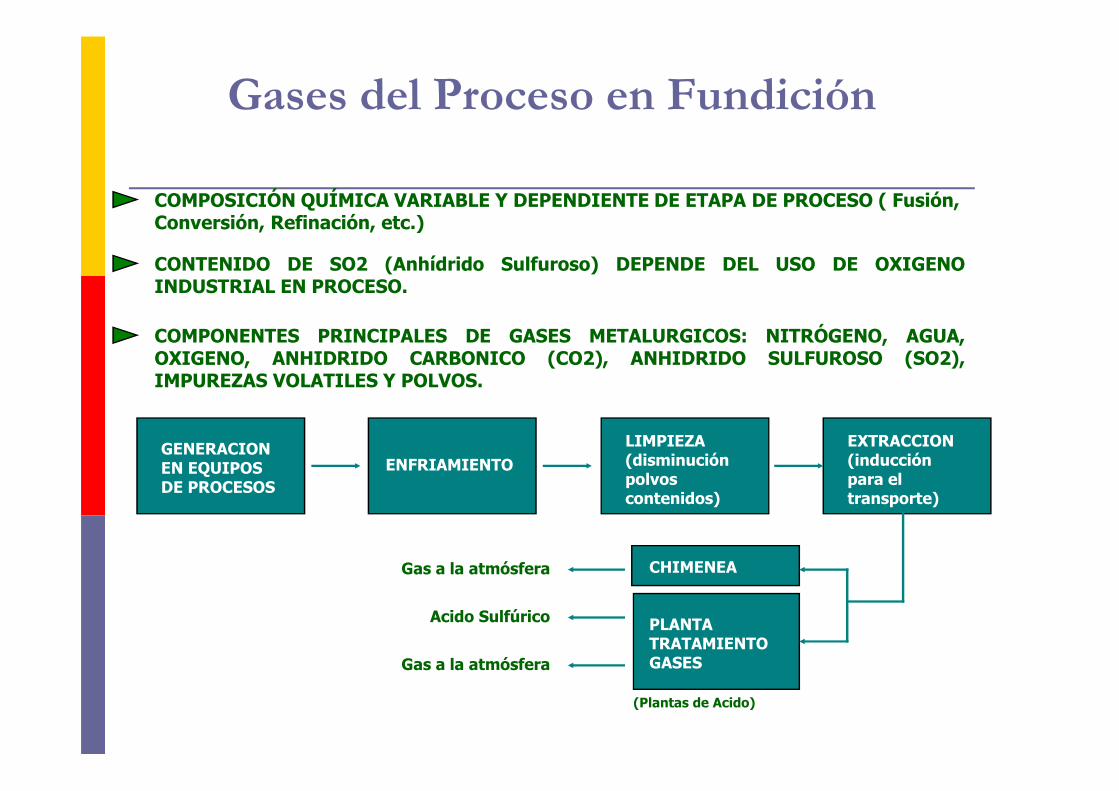
COMPOSICIÓN QUÍMICA VARIABLE Y DEPENDIENTE DE ETAPA DE PROCESO ( Fusión, Conversión, Refinación, etc.)
CONTENIDO DE SO2 (Anhídrido Sulfuroso) DEPENDE DEL USO DE OXIGENOINDUSTRIAL EN PROCESO.
COMPONENTES PRINCIPALES DE GASES METALURGICOS: NITRÓGENO, AGUA,OXIGENO, ANHIDRIDO CARBONICO (CO2), ANHIDRIDO SULFUROSO (SO2),IMPUREZAS VOLATILES Y POLVOS.
GENERACION EN EQUIPOS DE PROCESOS
ENFRIAMIENTOLIMPIEZA (disminución polvos contenidos)
EXTRACCION (inducción para el transporte)
CHIMENEA
PLANTA TRATAMIENTO GASES
Gas a la atmósfera
Acido Sulfúrico
Gas a la atmósfera
(Plantas de Acido)
DESCRIPCIÓN DE TECNOLOGÍAS
De Fusion
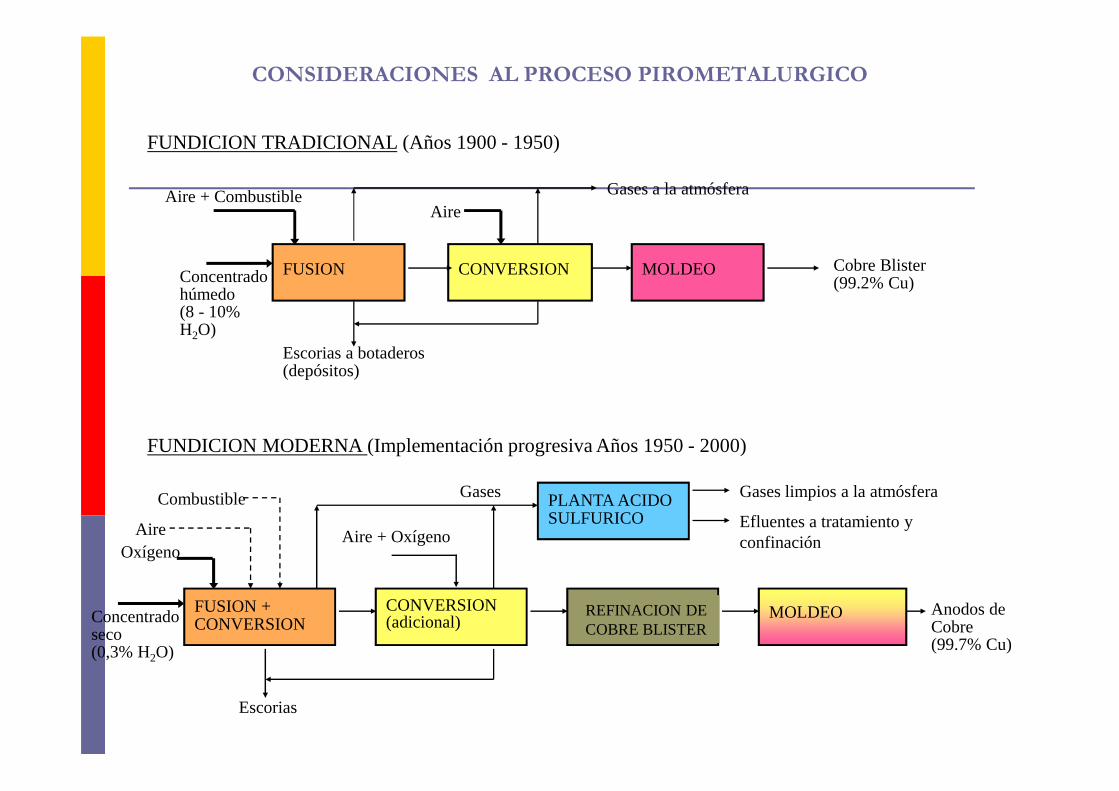
CONSIDERACIONES AL PROCESO PIROMETALURGICO
FUSION
FUNDICION TRADICIONAL (Años 1900 - 1950)
Combustible
AireGases a la atmósfera
Concentrado húmedo(8 - 10% H2O)
Cobre Blister(99.2% Cu)
Escorias a botaderos(depósitos)
CONVERSION MOLDEO
FUSION +CONVERSION
MOLDEOCONVERSION(adicional)
PLANTA ACIDOSULFURICO
FUNDICION MODERNA (Implementación progresiva Años 1950 - 2000)
Anodos deCobre(99.7% Cu)
Escorias
Concentrado seco(0,3% H2O)
Aire
Aire + Combustible
OxígenoAire + Oxígeno
Gases Gases limpios a la atmósfera
Efluentes a tratamiento y confinación
REFINACION DE COBRE BLISTER
TENDENCIAS EN MODERNIZACION DE FUNDICIONES
A. MINIMIZACION EN EL NUMERO DE EQUIPOS.
DISEÑO DE EQUIPOS DE FUSIÓN DE ALTA PRODUCTIVIDAD.
B. USO DE PROCESOS CONTINUOS (no por etapas). DESARROLLO DE ETAPAS DEFUSION-CONVERSION EN FORMA CONJUNTA EN UN SOLO REACTOR.
C. USO CRECIENTE DE OXIGENO INDUSTRIAL (95% de pureza) EN EL OBJETIVODE ACELERAR REACCIONES QUIMICAS DEL PROCESO (aumento deproductividad), EVITAR AL MAXIMO DEPENDENCIA DEL RECURSOCOMBUSTIBLES (procesos autógenos) Y PRODUCIR GASES CON ALTACONCENTRACIÓN DE SO2, POSIBILITANDO SU TRATAMIENTO EN PLANTASQUIMICAS (Plantas de Acido Sulfúrico) Y DISMINUYENDO EMISION DE GASESCONTAMINANTES A LA ATMOSFERA.
D. FUSION DE CONCENTRADOS CON HUMEDAD MINIMA (0,3% H2O) DIRIGIDA AINCREMENTAR PRODUCTIVIDAD AL BENEFICIARSE TERMICAMENTE ELPROCESO PIROMETALURGICO (mínima dependencia de recurso combustibles).
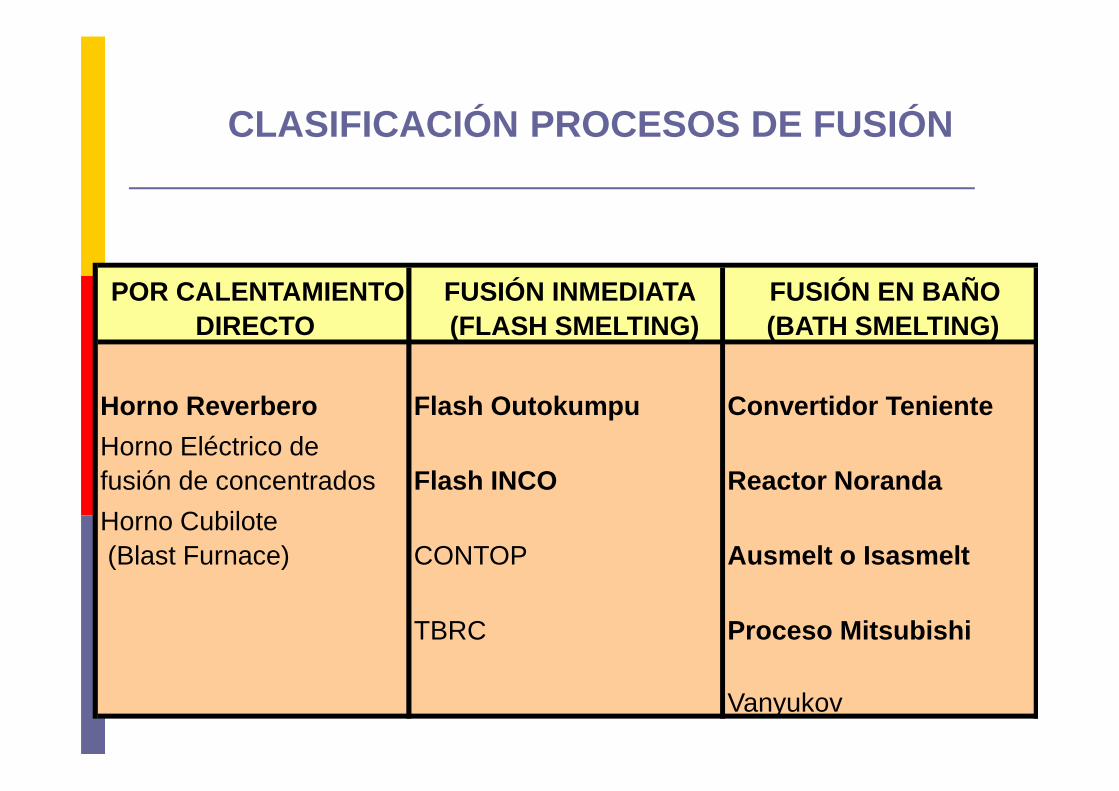
POR CALENTAMIENTODIRECTO
FUSIÓN INMEDIATA(FLASH SMELTING)
FUSIÓN EN BAÑO(BATH SMELTING)
Horno Reverbero Flash Outokumpu Convertidor Teniente
Horno Eléctrico de fusión de concentrados Flash INCO Reactor Noranda
Horno Cubilote(Blast Furnace) CONTOP Ausmelt o Isasmelt
TBRC Proceso Mitsubishi
Vanyukov
CLASIFICACIÓN PROCESOS DE FUSIÓN
VARIANTES EN EL PROCESO DE FUSION DE CONCENTRADOS
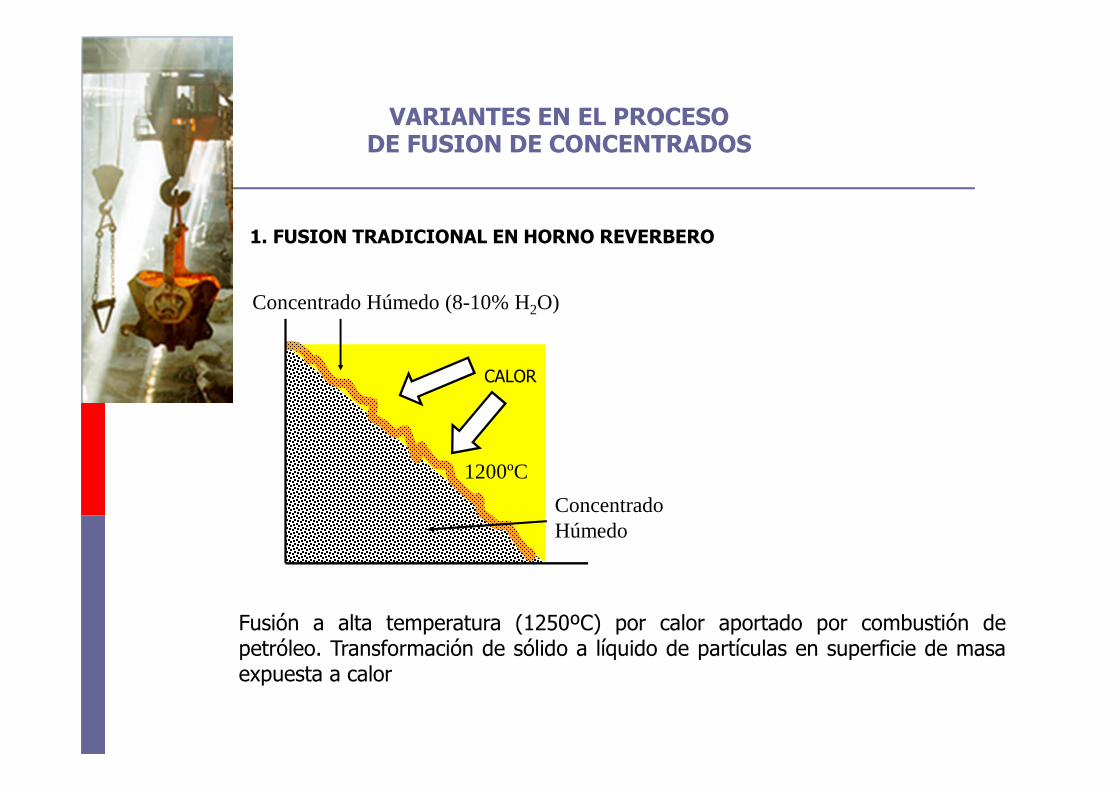
1. FUSION TRADICIONAL EN HORNO REVERBERO
Fusión a alta temperatura (1250ºC) por calor aportado por combustión depetróleo. Transformación de sólido a líquido de partículas en superficie de masaexpuesta a calor
Concentrado Húmedo (8-10% H2O)
CALOR
1200ºC
Concentrado Húmedo
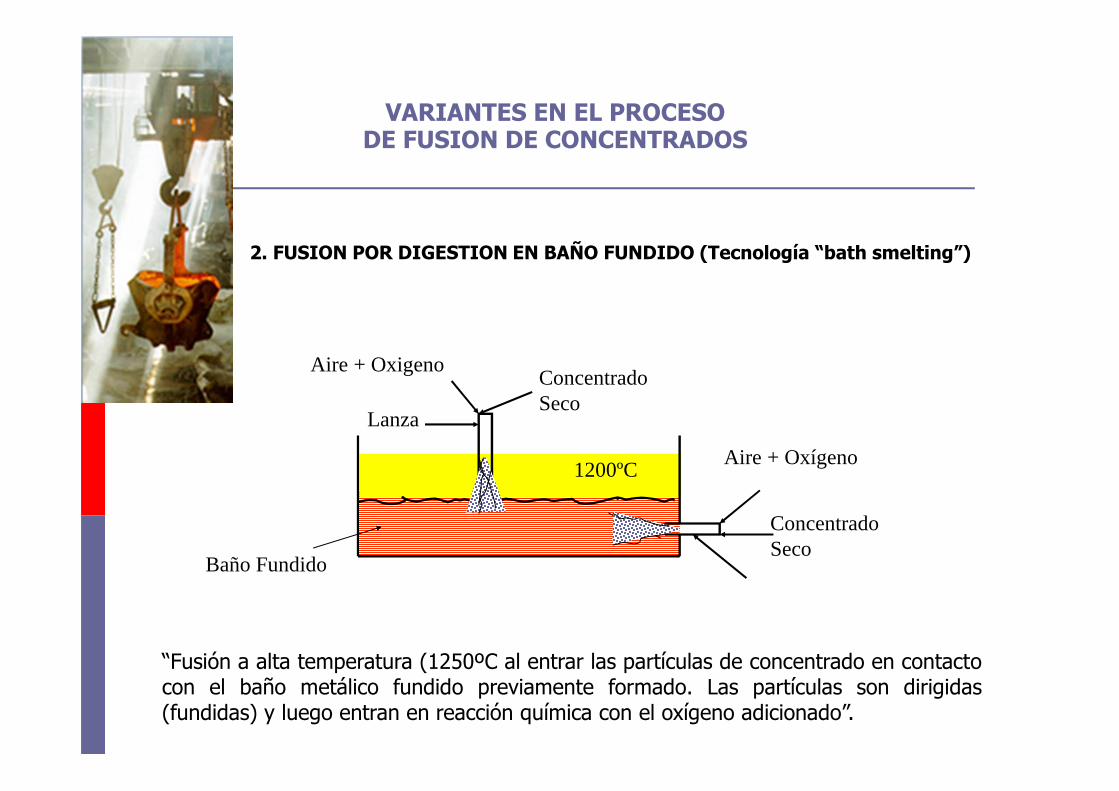
VARIANTES EN EL PROCESO DE FUSION DE CONCENTRADOS
2. FUSION POR DIGESTION EN BAÑO FUNDIDO (Tecnología “bath smelting”)
“Fusión a alta temperatura (1250ºC al entrar las partículas de concentrado en contactocon el baño metálico fundido previamente formado. Las partículas son dirigidas(fundidas) y luego entran en reacción química con el oxígeno adicionado”.
Aire + Oxigeno
Lanza
Aire + Oxígeno
Concentrado Seco
Baño Fundido
1200ºC
Concentrado Seco
VARIANTES EN EL PROCESO DE FUSION DE CONCENTRADOS
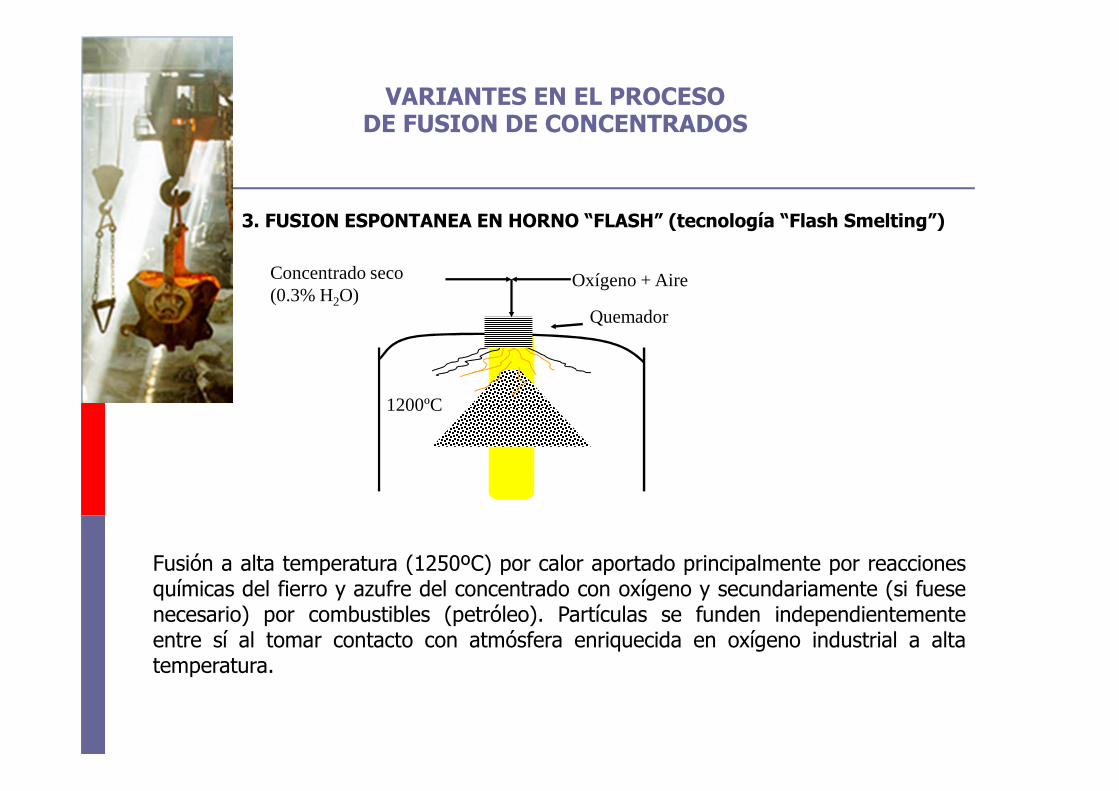
3. FUSION ESPONTANEA EN HORNO “FLASH” (tecnología “Flash Smelting”)
Concentrado seco(0.3% H2O)
Oxígeno + Aire
Quemador
1200ºC
Fusión a alta temperatura (1250ºC) por calor aportado principalmente por reaccionesquímicas del fierro y azufre del concentrado con oxígeno y secundariamente (si fuesenecesario) por combustibles (petróleo). Partículas se funden independientementeentre sí al tomar contacto con atmósfera enriquecida en oxígeno industrial a altatemperatura.
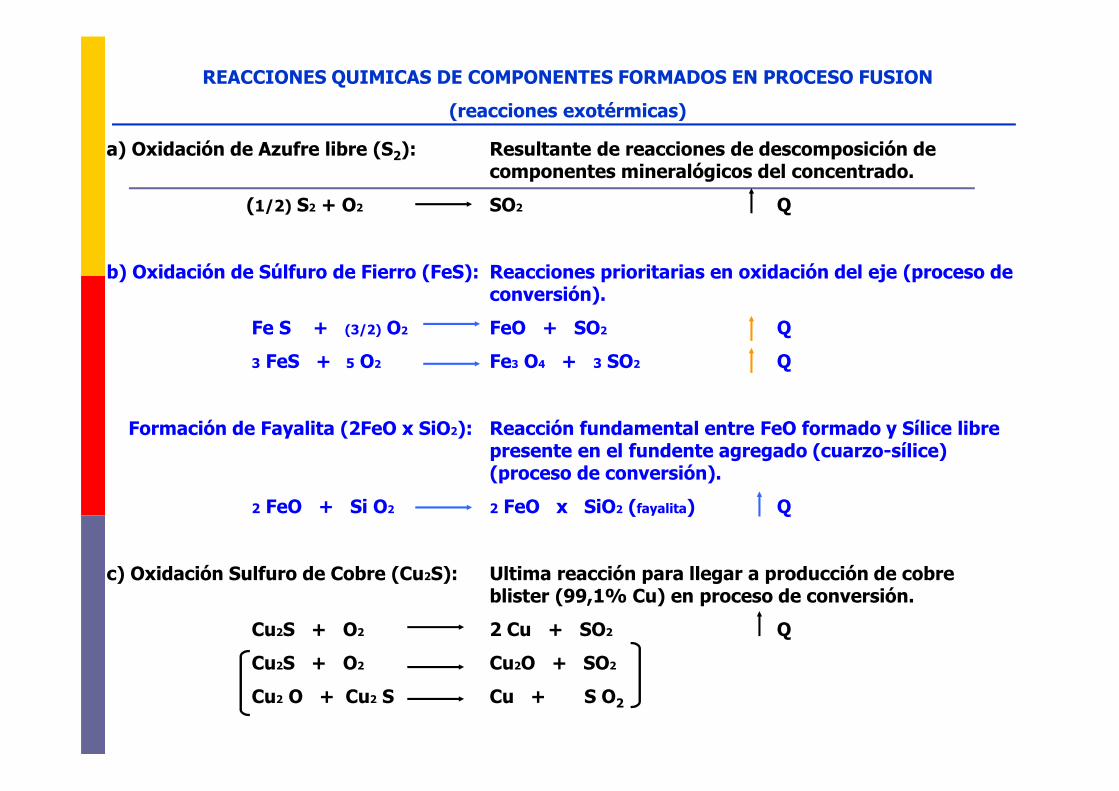
REACCIONES QUIMICAS DE COMPONENTES FORMADOS EN PROCESO FUSION
(reacciones exotérmicas)
a) Oxidación de Azufre libre (S2): Resultante de reacciones de descomposición de componentes mineralógicos del concentrado.
(1/2) S2 + O2 SO2 Q
b) Oxidación de Súlfuro de Fierro (FeS): Reacciones prioritarias en oxidación del eje (proceso de conversión).
Fe S + (3/2) O2 FeO + SO2 Q
3 FeS + 5 O2 Fe3 O4 + 3 SO2 Q
Formación de Fayalita (2FeO x SiO2): Reacción fundamental entre FeO formado y Sílice libre presente en el fundente agregado (cuarzo-sílice) (proceso de conversión).
2 FeO + Si O2 2 FeO x SiO2 (fayalita) Q
c) Oxidación Sulfuro de Cobre (Cu2S): Ultima reacción para llegar a producción de cobre blister (99,1% Cu) en proceso de conversión.
Cu2S + O2 2 Cu + SO2 Q
Cu2S + O2 Cu2O + SO2
Cu2 O + Cu2 S Cu + S O2
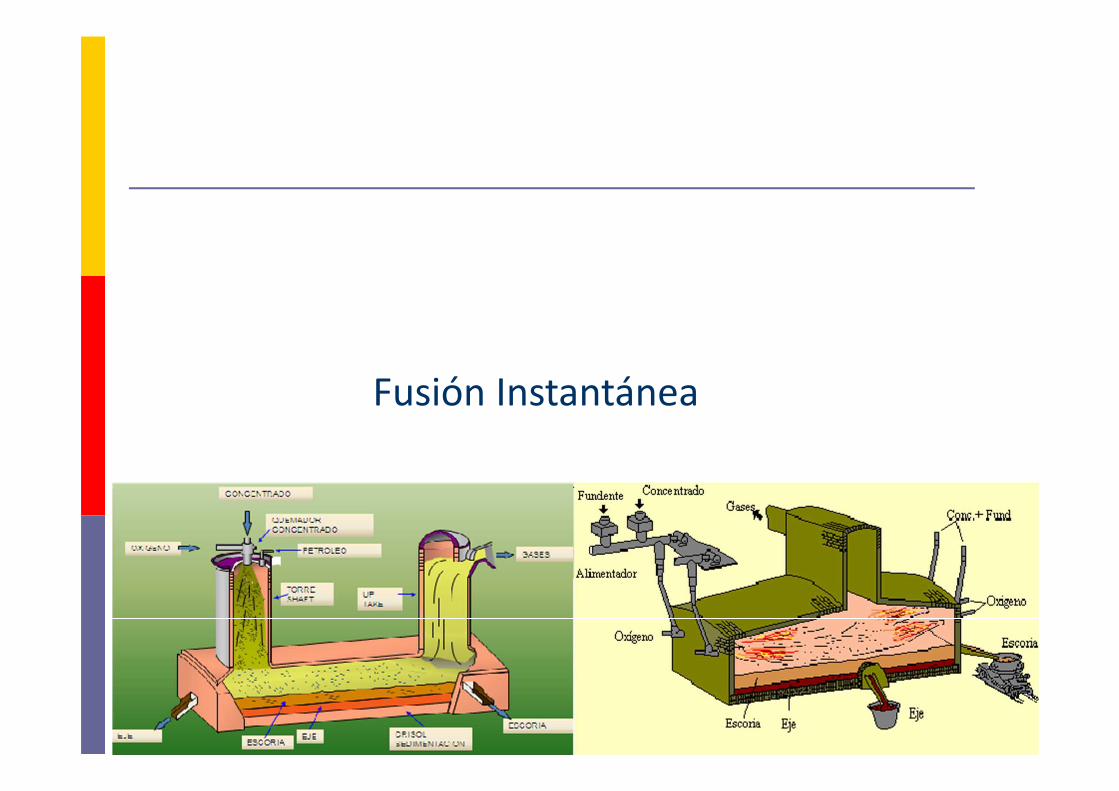
Fusión Instantánea
Fusión Flash� En la actualidad existen dos tecnologías que predominan la
denominada fusión instantánea:
� Flash Outokumpu
� Flash Inco
� acelerar las reacciones de fusión (sólido-gas)
� mejorar y acelerar la transferencia de calor
Objetivos
� Se basa en suspender y fundir el concentrado seco en un flujo
vertical u horizontal de aire, aire enriquecido u oxígeno.
� Junto con las reacciones de fusión también ocurren parte de las
reacciones de conversión “aportando calor al sistema”
Fusión Flash
� Bajo consumo de combustible pudiendo llegar a ser autógenapor combinación adecuada de enriquecimiento del aire yoxidación del concentrado
� Alta capacidad unitaria de producción
� Concentración alta y pareja de SO2 en los gases
Ventajas de la fusión flash
a) No se presta para la limpieza o recirculacion de escorias
b) Las escorias obtenidas en algunos casos presentan alto contenido de cobre
Desventajas de la fusión flash
Comportamiento térmico y químico
Una vez dentro del horno las partículas de sulfuro reaccionan con los gases oxidantes resultando:
a) Una oxidación parcial controlada de los concentrados
b) un gran desprendimiento de calor
Es una característica típica de todos los procesos de fusión flash que la
carga se seque completamente antes de entrar al horno:
a) para alcanzar un flujo regular e ininterrumpido de las partículas por
el quemador y
b) además para utilizar el combustible más eficientemente
Requerimientos de la carga
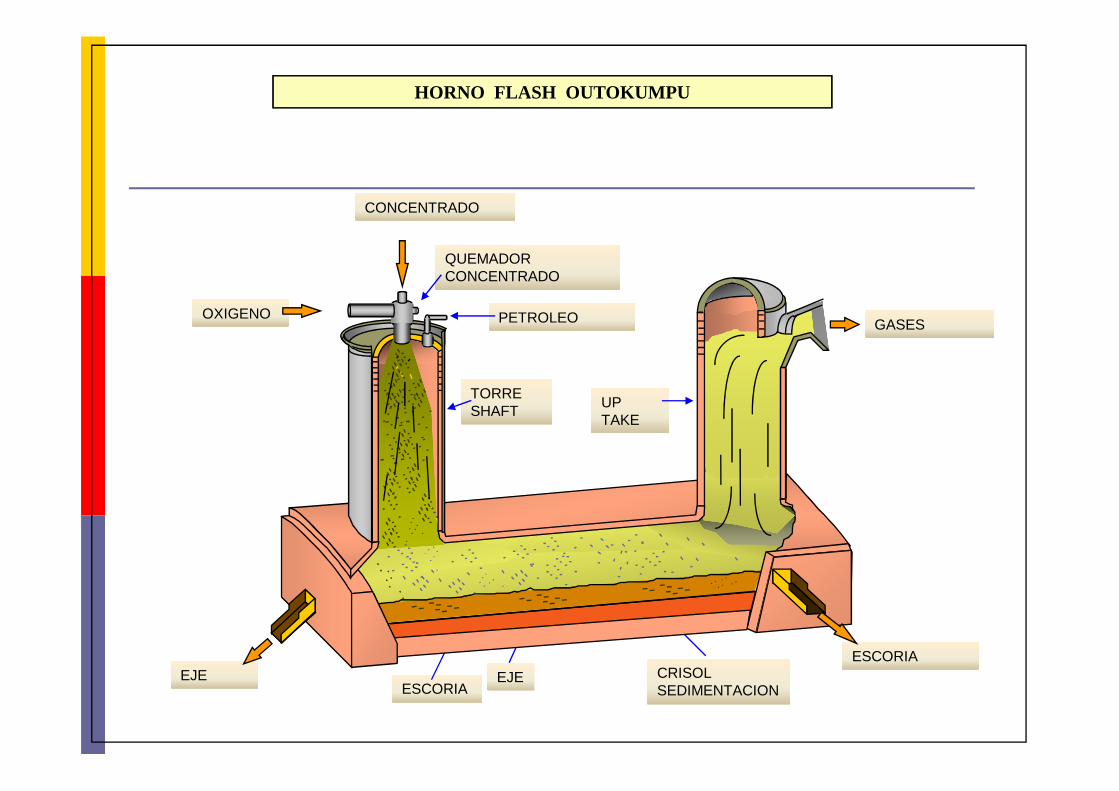
CONCENTRADO
QUEMADORCONCENTRADO
PETROLEO
UP TAKE
TORRESHAFT
OXIGENOGASES
ESCORIAEJE
ESCORIAEJE CRISOL
SEDIMENTACION
HORNO FLASH OUTOKUMPU
� funde el concentrado en un flujo vertical
�Opera con aire enriquecido o precalentado (O2>>>>40% lo hace autógeno)
� reacciones más lentas que en el Inco
�Cobre en la escoria entre 2-3%
Proceso Flash Outokumpu
El proceso de fundición Outokumpu fue desarrollado entre los años1946- 1948 en la fundición Outukumpu Oyj de Finlandia. El reactor(horno) está compuesto por tres cámaras (fig. nº1) : reacción,sedimentación y salida.
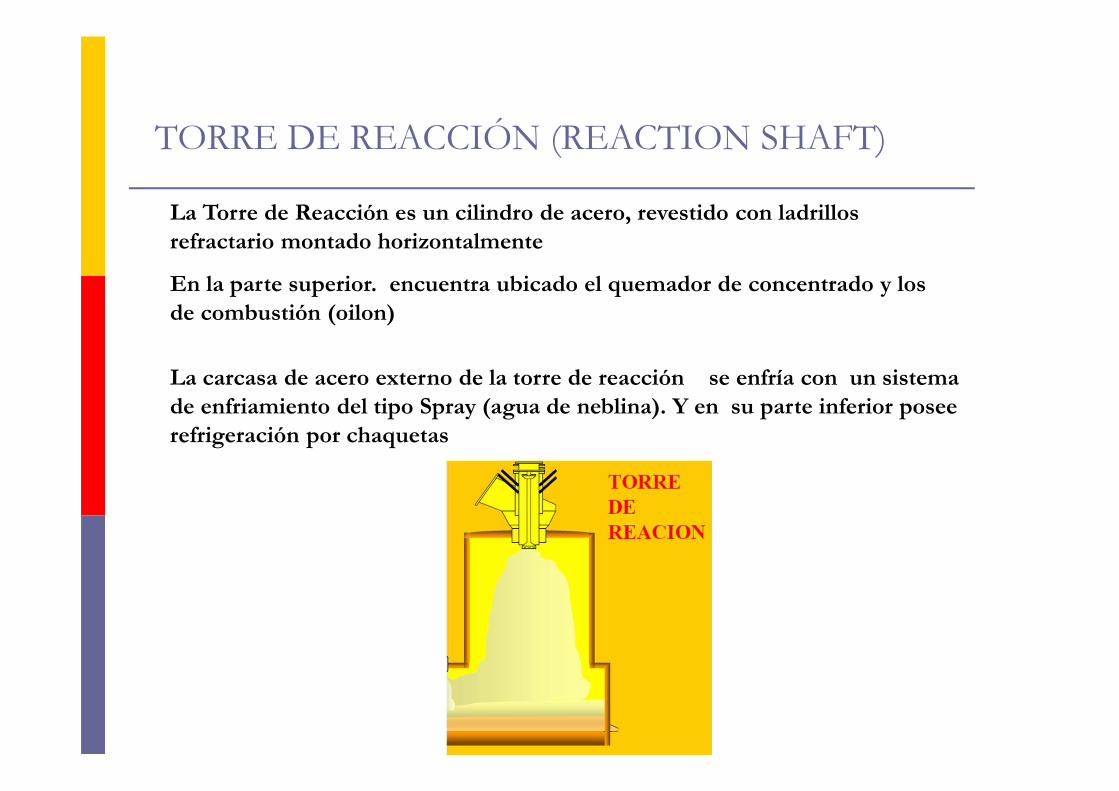
TORRE DE REACCIÓN (REACTION SHAFT)
La Torre de Reacción es un cilindro de acero, revestido con ladrillos refractario montado horizontalmente
En la parte superior. encuentra ubicado el quemador de concentrado y los de combustión (oilon)
La carcasa de acero externo de la torre de reacción se enfría con un sistema de enfriamiento del tipo Spray (agua de neblina). Y en su parte inferior posee refrigeración por chaquetas
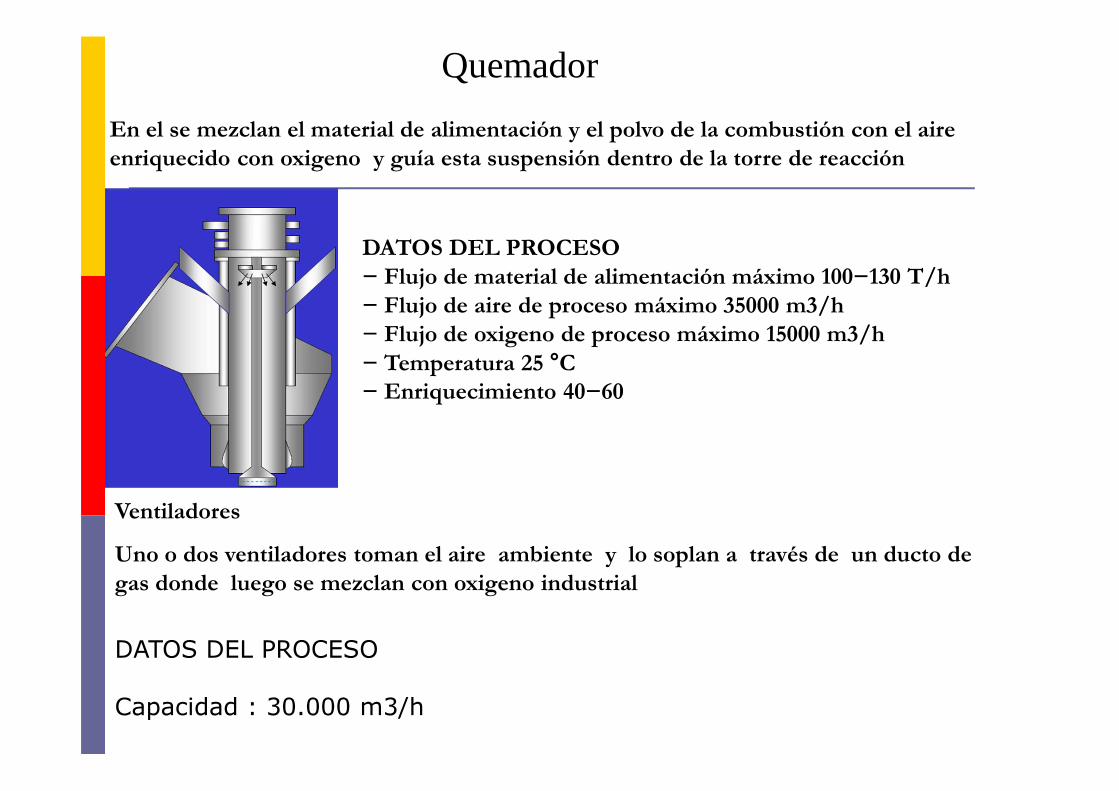
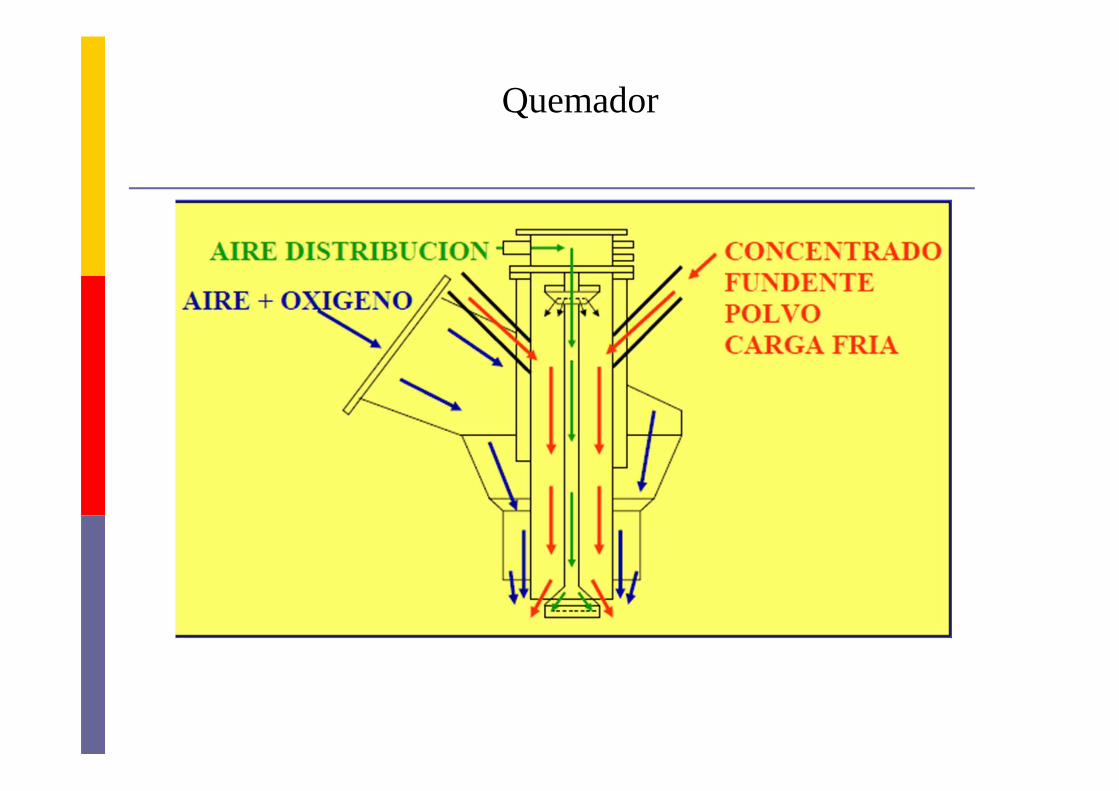
Quemador
En el se mezclan el material de alimentación y el polvo de la combustión con el aire enriquecido con oxigeno y guía esta suspensión dentro de la torre de reacción
DATOS DEL PROCESO− Flujo de material de alimentación máximo 100−130 T/h− Flujo de aire de proceso máximo 35000 m3/h− Flujo de oxigeno de proceso máximo 15000 m3/h− Temperatura 25 °C− Enriquecimiento 40−60
Ventiladores
Uno o dos ventiladores toman el aire ambiente y lo soplan a través de un ducto de gas donde luego se mezclan con oxigeno industrial
DATOS DEL PROCESO
Capacidad : 30.000 m3/h
Quemador
Cámara de separación (Settler) � La cámara de separación consiste de una carcasa de acero de forma
rectangular y esta revestido en su interior con ladrillos refractarios del tipo cromo−magnesita
� Existen cuatro aperturas a fin de alimentar el horno con el material utilizado para reducir la magnetita mediante adición de hierro.
� Se disponen de once orificios de colado, cinco de los cuales son para el eje y seis para la escoria
� El material de construcción de la sección de canal de eje es de placas de acero.
� Los canales de escoria son de cobre fundido
Torre Up-take� La torre de captación es una estructura de acero revestida con ladrillos de
una sección transversal aproximadamente ovalada, montada verticalmentesobre el extremo del horno, esta suspendida desde la estructura de acerorígida que rodea el horno
� Los gases del horno a la temperatura de aproximadamente 1300°C soninducidos hacia la caldera recuperadora de calor a través de la torre decaptación.
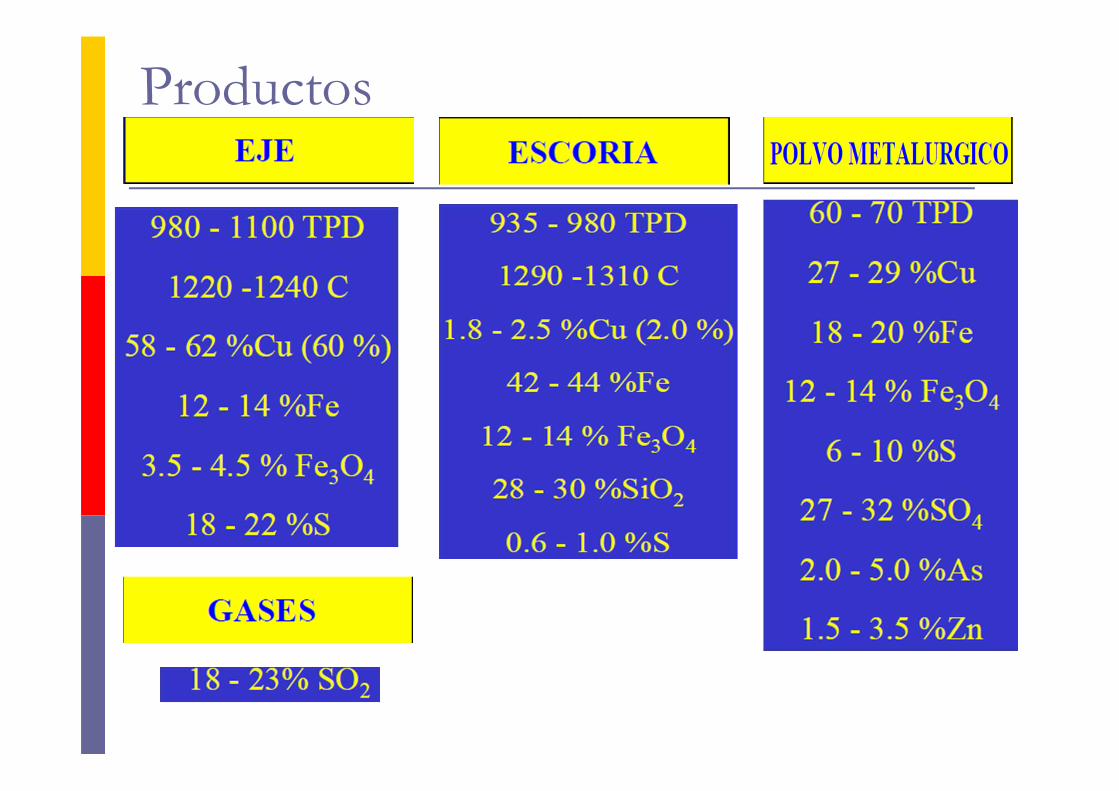
Productos
LAS VENTAJAS DE LA FUSIÓN FLASH SON:
� Bajo consumo de combustible, pudiendo llegar a ser autógena por la combinación adecuada de enriquecimiento del aire y oxidación de la carga.
� Alta capacidad unitaria de producción, cuatro veces superior a la de un horno de reverbero convencional.
� Concentración alta y constante de anhídrido sulfuroso (S02) en los gases.
� Ejes de alto grado (Ley en Cobre).
ALGUNAS DESVENTAJAS DE LA FUSIÓN FLASH
� Aumento de costos en algunos centros productivos por la necesidad de secar el concentrado a niveles mucho más riguroso que los utilizados en los otros procesos de fusión, como también por la necesidad de incorporar una planta de oxigeno.
� Comparado con el Horno Reverbero su única desventaja es que el proceso Flash no se presta para la limpieza de escoria de Convertidores.
� continua reducción de Fe3O4 a FeO
� productos fundidos : eje de ley controlable, escoria predominantemente con Fe3O4
� La escoria es sangrada en forma más continua que el eje
Proceso Flash Outokumpu
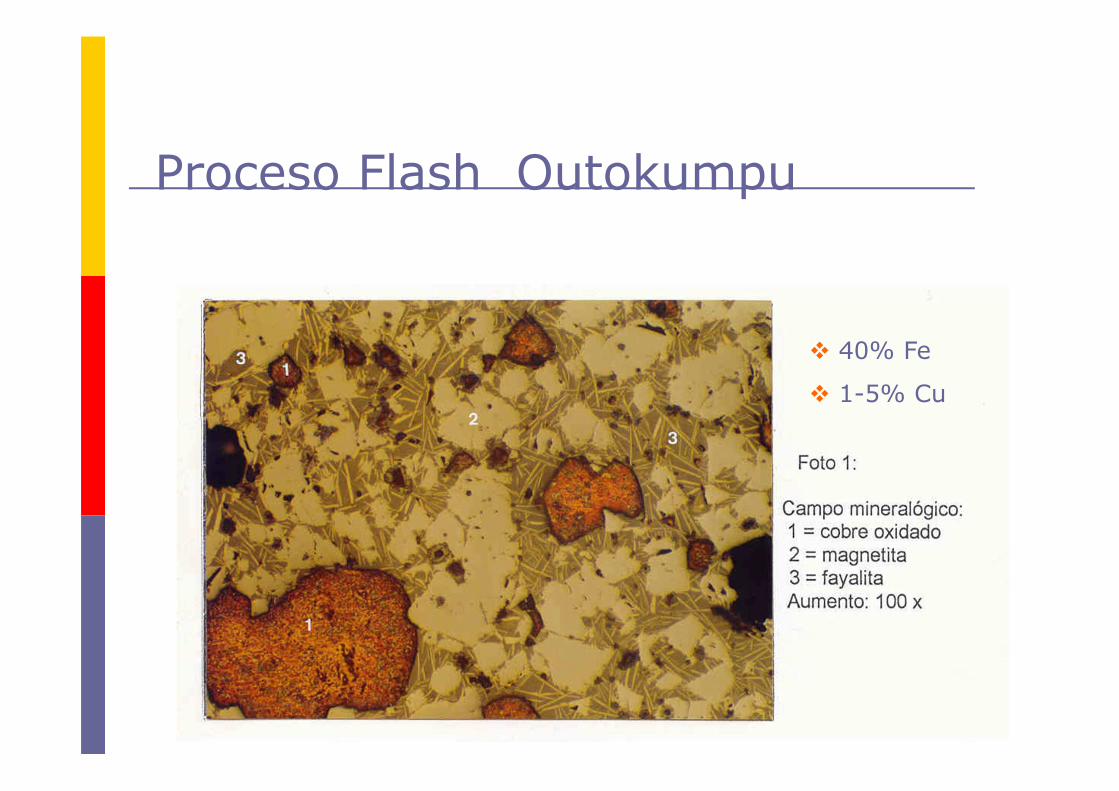
� 40% Fe
� 1-5% Cu
Proceso Flash Outokumpu
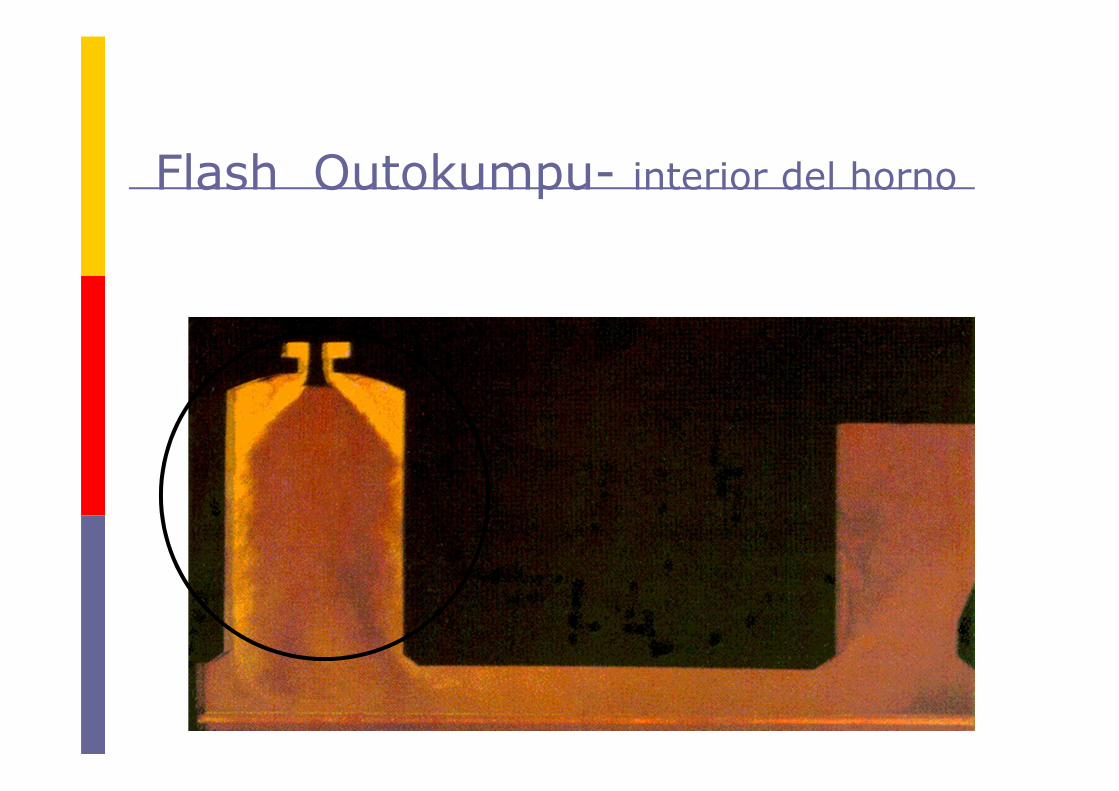
Flash Outokumpu- interior del horno
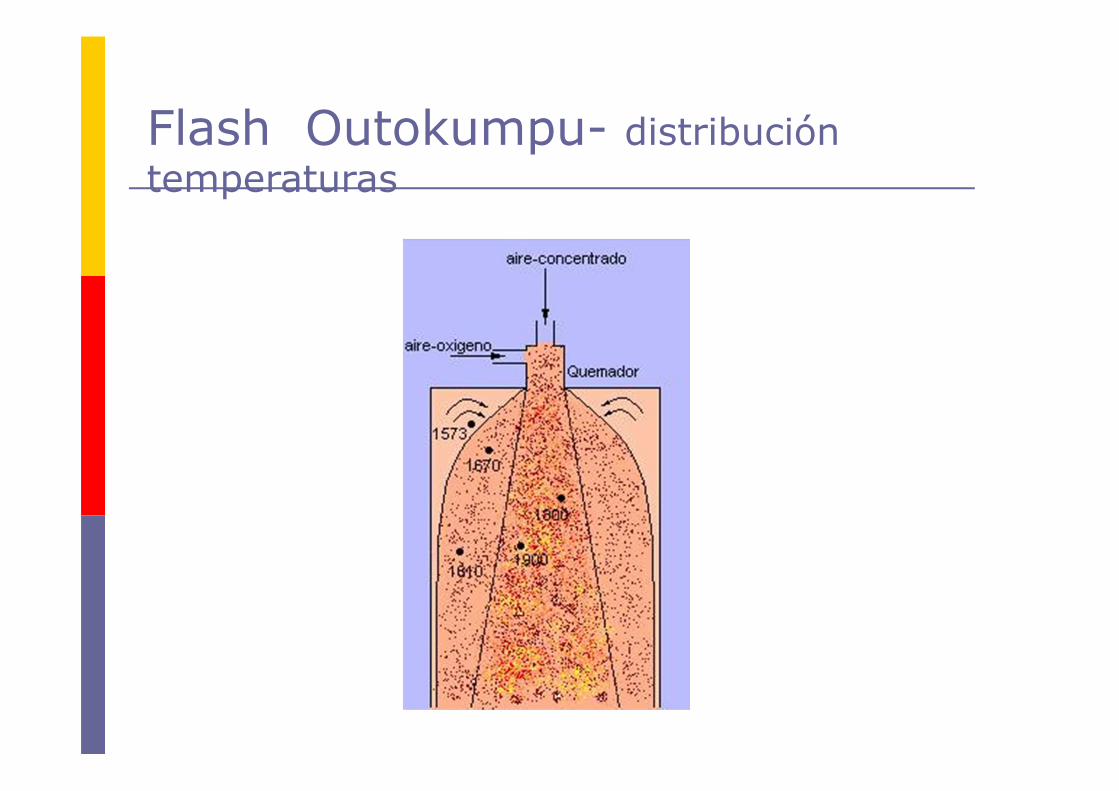
Flash Outokumpu- distribución temperaturas
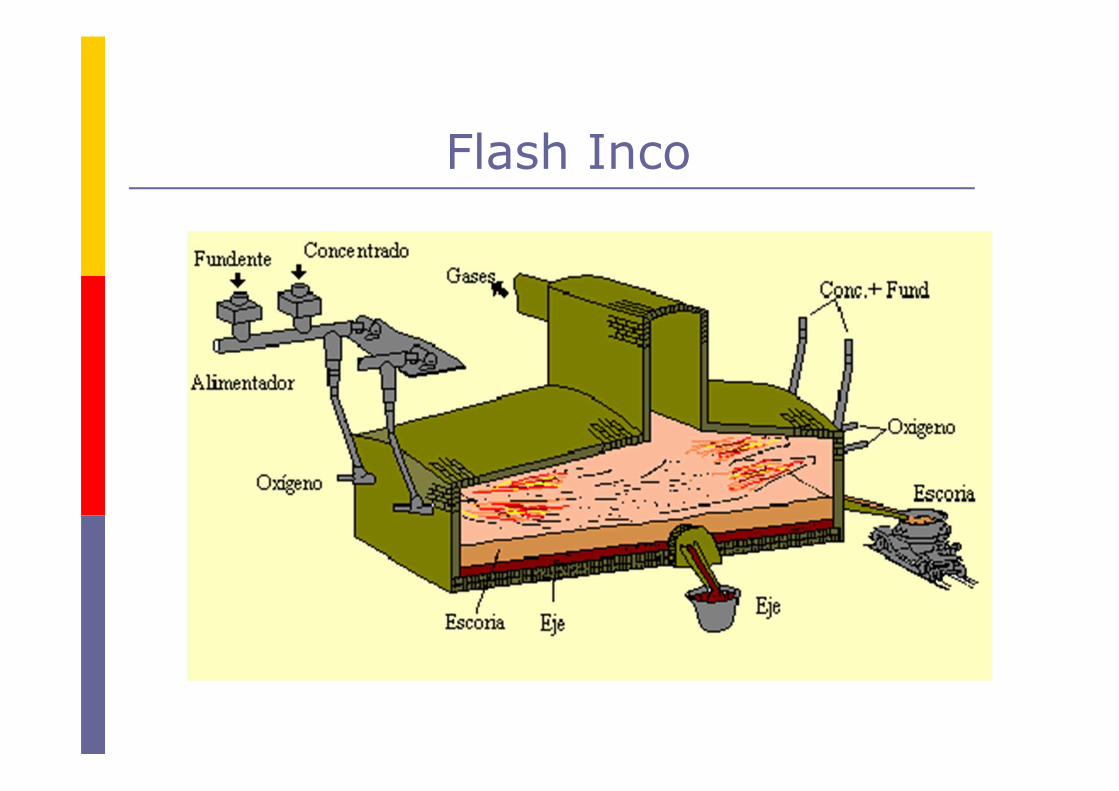
Flash Inco
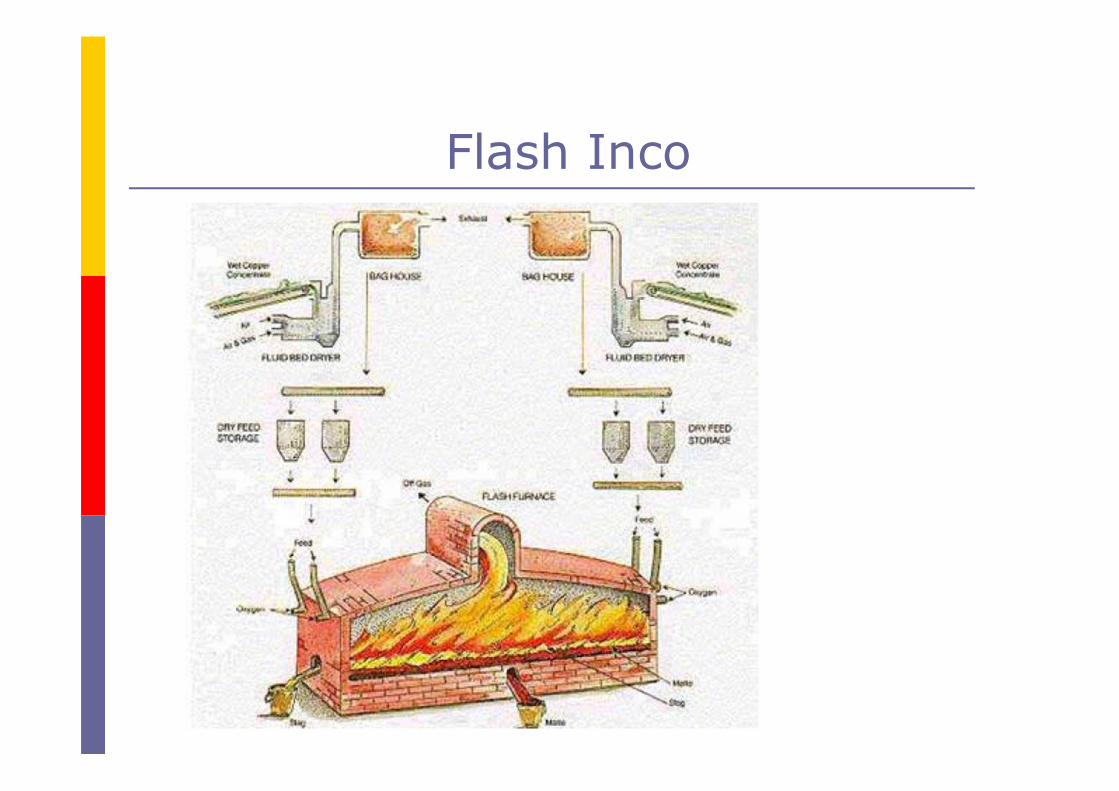
Flash Inco
� Funde el concentrado en un flujo horizontal en
ambos extremos del horno
� Opera con oxígeno puro (mantiene suspendido el
conc.)
� Se inicia la ignición calentando el horno entre 1450-
1550 °C
Flash Inco
� Es autógeno, no requiere quemadores auxiliares en la zona de segregación escoria/eje
� el concentrado se alimenta frio y el oxígeno a aprox. 25 °C
� No hay problemas con acumulaciones de magnetita
� El equilibrio escoria/eje se establece rápidamente
� pérdidas aceptables de cobre en las escorias
�alcanza leyes de eje entre 55-60 %,
Flash Inco
� Menor volumen de gases que el Outokumpu ( aprox. 60-75% SO2)
�Menores pérdidas de polvos (2% carga ) y de cobre en la
escoria (1-2% Cu)
Flash Inco
� Poca variación de la razón concentrado/oxígeno para no variar el balance de energía
�bajo potencial de oxígeno en el horno
� el equilibrio escoria /eje se establece rápidamente ( aún cuando se reciclen escorias del convertidor)
•A. K. Biswas, W.G. Davenport; Extractive Metallurgy of Copper Fourt Edition,Editorial Limusa S.A., México, D.F., 1993, Cap 5-6.
• W.G.Davenport, E.H. Partelpoeg; "Flash Smelting: Analysis, Control and Optimization", 1ºEdición, Editorial A. Wheaton and Co., Londres, Reino Unido, 1987, Páginas 1-35, 50-63 y 71-77.
• Revista Minería Chilena , “Chagres producirá un 96% de cobre anódicoen 2002”http://www.editec.cl/mchilena/Nov2002/Articulo/chagres.htm
• Enviromental Proteccion Agency, “Hoja de Datos - Tecnología deControl de Contaminantes del Aire”http://www.epa.gov/ttn/catc/dir2/fdesppls.pdf
REFERENCIAS