Embed Size (px)
Citation preview

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 1
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Consolidação da Metodologia de Manutenção Centrada em
Confiabilidade em uma Planta de Descarregamento de Soja
Daniel Mulati – [email protected]
MBA Gestão Projetos em Engenharias e Arquitetura
Instituto de Pós-Graduação - IPOG
Manaus, Amazonas, 18 de abril de 2015
Resumo
O setor de manutenção, em geral, é visto como uma das áreas mais propícias à
implementação de melhorias na qualidade da gestão e serviços. Neste campo, a Manutenção
Centrada em Confiabilidade (MCC) tem apresentado bons resultados. A MCC é uma técnica
que visa aumentar a confiabilidade de um processo, produto ou serviço. A metodologia MCC
permite determinar racionalmente o que deve ser feito para assegurar que um equipamento
continue a cumprir suas funções em seu contexto operacional, determinando tarefas de
manutenção necessárias para manter o sistema funcionando, ao invés de restaurar o
equipamento a uma condição ideal. A metodologia de implementação da MCC descrita neste
trabalho contempla a análise das funções e modos de falha através da técnica de FMEA
(Failure Mode and Effect Analysis), verificação das tarefas de manutenção preventiva, e
melhoria ou elaboração do plano de manutenção preventiva.
O Objetivo deste trabalho é consolidar as definições e etapas de implementação da MCC, por
meio da FMEA, no setor operacional de descarregamento de balsas da Hermasa Navegação
da Amazônia S.A. Inicialmente, será feita uma abordagem sobre os modos de produção do
início do século XX, que em muito contribuíram para a evolução da manutenção, e depois
serão abordados os tipos de manutenção, e posteriormente apresentando o método para
aumento da confiabilidade pela MCC. O objeto do estudo será um equipamento do processo
de descarregamento de balsas da Hermasa, chamado de Unloader (tradução: descarregador
de balsas), para a realização das análises de MCC. Os principais dados coletados serão os
índices de disponibilidade do equipamento, causas e modos de falha de acordo com o
histórico de manutenção, e apresentação e melhoria dos planos de manutenção vinculados ao
Unloader. Os resultados obtidos demonstram pontos de melhoria nos planos de manutenção
do referido equipmento. Conlui-se que a metodologia da MCC é um processo contínuo e sua
aplicação deve ser reavaliada conforme a experiência operacional e/ou mudanças de
processo, e que, mesmo que haja ausência de informações históricas sobre falhas de itens
físicos, a MCC permite definir planos de manutenção e aprimorar o conhecimento acerca do
sistema em estudo.
Palavras-chave: Manutenção. Confiabilidade. Disponibilidade. Falhas.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 2
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
1. Introdução
A época atual é de modificações nos cenários produtivos mundiais. A indústria chegou a um
estágio em que ganhos de produtividade são indispensáveis à sua sobrevivência. A
competição acirrada entre empresas determina um cenário onde não basta apenas produzir; é
preciso também competir com qualidade e baixo custo.
Na busca de maior produtividade e competitividade, a produção mecanizada e automatizada
tem garantido a produção de melhores produtos em grandes volumes e a custos reduzidos.
Máquinas com maiores potências e velocidades, além de maior custo, tornam-se cada mais
comuns e necessárias. Tais máquinas e processos somente podem produzir com as
características de qualidade exigidas se puderem desempenhar as suas funções básicas de
forma constante, sem afetar a segurança humana e integridade ambiental. A qualidade dos
produtos depende, cada vez mais, do bom funcionamento dos equipamentos e instalações de
produção. Essas preocupações têm afetado significativamente a tarefa da gestão industrial,
resultando em busca intensa da aplicação de novas tecnologias, metodologias e filosofias.
Ford, em 1926, ao descrever os seus princípios de gerenciamento, estabelecia a necessidade
de manter as máquinas nas melhorias condições possíveis de funcionamento. A partir de
1960, o efeito de paradas de produção se agravou, devido à crescente utilização de sistemas
japoneses de produção continuada. Nesse contexto, pequenas paradas de produção podiam
afetar a planta inteira, devido à pequena utilização de estoques.
Equipamentos parados em momentos de produção programada, ou com baixa produção
decorrente de manutenção inadequada, podem implicar em perdas de clientes, além de afetar a
qualidade do produto final. Atualmente, a manutenção é considerada estratégica, devendo ser
eficiente e eficaz, como salientam Pinto e Nascif (1999), em termos de confiabilidade,
disponibilidade, custo e qualidade.
Um dos objetivos principais da gestão da manutenção moderna é maximizar a produção
(aumentando a disponibilidade dos equipamentos), com o menor custo e a mais alta
qualidade, sem infringir normas de segurança e causar danos ao meio ambiente.
Novas estratégias, tecnologias e metodologias de manutenção são o alvo principal de
empresas modernas, na busca de um melhor gerenciamento dos custos associados à
manutenção. Métodos como a Manutenção Centrada em Confiabilidade – MCC, Manutenção
Produtiva Total – TPM (do inglês: Total Productive Maintenance) figuram como os métodos
mais utilizados com sucesso.
É dentro desse contexto que se insere o presente trabalho, que trata da metodologia de gestão
da manutenção baseada na Manutenção Centrada em Confiabilidade.
A metodologia utilizada consiste, inicialmente, em realizar uma revisão bibliográfica sobre o
tema Manutenção Industrial, abrangendo os modelos históricos de organização da produção,
na medida em que contribuíram fortemente para a evolução da manutenção como a

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 3
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
conhecemos e, posteriormente, abordando a definição e conceitos associados à Manutenção
Industrial. Então, será apresentada a implementação da Manutenção Centrada em
Confiabilidade, aplicada a um equipamento do Porto privativo da Hermasa Navegação da
Amazônia, empresa situada à cidade de Itacoatiara-AM.
2. Principais Modelos de Organização do Trabalho e Produção - Evolução
2.1 Taylorismo
Frederick Taylor nasceu na Filadélfia, Estados Unidos, e iniciou sua vida profissional em
1878, como operário na Midvale Steel Co., assumindo ao longo de sua carreira as funções de
capataz, contramestre, chefe de oficina e engenheiro; sendo o precursor do fordismo, e
estabelecendo os primeiros estudos sobre manutenção industrial.
Os resultados dos estudos de Taylor foram influenciados pelo período em que desenvolveu
atividades próximas à dos operários, concluindo que a produtividade está ligada
exclusivamente às técnicas de racionalização do trabalho do operário, por meio do estudo de
“tempos e movimentos”.
Taylor definiu as bases de aplicação da “administração científica”, entre as quais, serão
citadas, a seguir, apenas aquelas consideradas de importância para o desenvolvimento deste
trabalho:
1. Estudo de tempos e movimentos e padrões de produção. Pois, para Taylor, a
análise minuciosa do trabalho possibilita obter uma série ordenada de movimentos
úteis, eliminando-se todos os movimentos inúteis. O estudo de tempos e
movimentos, com utilização de cronômetros para medir, por operário, o tempo
médio da execução das tarefas, permite a racionalização dos métodos de trabalho e
a fixação do tempo padrão, o que proporciona o estabelecimento de padrões de
produção (“The Best Way”). “Segundo Taylor, existe uma única maneira certa,
que descoberta e adotada, maximizará a eficiência do trabalho” (Motta, 1998:7).
2. Supervisão Funcional. Corresponde à divisão do trabalho no nível dos
supervisores e gerentes, pois o operário devia ser acompanhado por vários
supervisores, cada qual com uma especialidade, e não por um único supervisor que
fosse generalista ou detentor de uma única especialização. A autoridade não
deveria ser centralizada em uma única pessoa.
3. Padronização de ferramentas e instrumentos. Com o objetivo de reduzir a
variabilidade e diversidade do processo produtivo, buscando uma uniformidade de
procedimentos e reduzindo custos.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 4
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
4. Planejamento das tarefas e cargos. Estabelece-se, por cargo, quais tarefas deviam
ser executadas, especificando-se os métodos executivos de cada tarefa e as
relações com os demais cargos existentes. Tal planejamento estaria sob a
responsabilidade dos supervisores.
5. Os administradores devem se concentrar apenas nos desvios dos processos,
devendo as decisões mais frequentes, ser reduzidas às rotinas e delegadas aos
executores.
Taylor definiu, também, os quatro princípios da administração científica, a citar:
1. Princípio do planejamento: “substituição do critério individual do operário por
uma ciência” (Taylor, 1971:84). Com este princípio, todo o critério individual
do operário – a improvisação e a atuação empírica e prática – deve ser
substituído pelos métodos baseados em procedimentos científicos. A
improvisação deve ser substituída pela ciência, por meio do planejamento do
método.
2. Princípio do preparo: “seleção e aperfeiçoamento científico do trabalhador, que
é estudado, instruído, treinado e, pode-se dizer, experimentado, em vez de
escolher ele os processos e aperfeiçoar-se por acaso” (p.84). Os trabalhadores
são selecionados de acordo com suas aptidões. Além do preparo da mão de
obra, também devem ser preparados os equipamentos e as máquinas de
produção, de modo a criar um arranjo físico adequado e a disposição racional
das ferramentas e materiais.
3. Princípio do controle: “cooperação íntima da administração com os
trabalhadores, de modo que façam juntos o trabalho, de acordo com as leis
científicas desenvolvidas, em lugar de deixar a solução de cada problema,
individualmente, a critério do operário” (p.84). Controlar o trabalho para se
certificar de que este está sendo executado de acordo com as normas
estabelecidas e segundo o plano previsto.
4. Princípio da execução: “com a aplicação destes novos princípios, em lugar do
antigo esforço individual, e com a divisão equânime, entre a direção e os
trabalhadores, das partes de cada tarefa diária, a administração encarrega-se
das atribuições para as quais está melhor aparelhada, e os operários, das
restantes” (p.84).
Desta forma, Taylor concebe uma nova forma de organizar o trabalho, baseada
fundamentalmente na subdivisão das tarefas e na separação entre concepção e execução,
simplificando o processo de trabalho e permitindo o acréscimo de ganhos de produtividade.
Também proporcionou o desenvolvimento e a aplicabilidade do sistema automático das
máquinas, as quais alcançarão o expoente máximo no fordismo.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 5
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
2.2 Fordismo
Semelhantemente ao taylorismo, o fordismo como técnica de gestão da produção surgiu a
partir das ideias de Henry Ford, que de mecânico a engenheiro chefe e depois proprietário da
fábrica, adquire experiência suficiente para elaborar um método de produção que supere o
artesanal.
Ford conseguiu, por intermédio de sua linha de montagem, produzir grandes quantidades de
um mesmo produto padronizado, usando a simplicidade como condição básica da produção
em massa, graças ao constante aperfeiçoamento de seus métodos, processos e produtos e à
racionalização do trabalho, que foram as propostas da administração científica de Taylor.
Sobre a implantação da linha de montagem proposta por Ford, Benedito Neto conclui que
“(...) trata o fordismo de fixar o trabalhador num determinado posto de trabalho com as
ferramentas especializadas para execução dos diferentes tipos de trabalho, e transportar por
meio de esteira o objeto de trabalho em suas diferentes etapas de acabamento, até sua
conformação como mercadoria” (Neto, 1991:36).
Como técnica de racionalização da produção, “Ford adotou três princípios básicos, a saber:
1. Princípio da intensificação: consiste em diminuir o tempo de produção
através do emprego imediato dos equipamentos e da matéria-prima e a
rápida colocação do produto no mercado.
2. Princípio de economicidade: consiste em reduzir ao mínimo o volume do
estoque da matéria-prima em transformação. Por meio desse princípio,
Ford conseguiu fazer com que o trator ou o automóvel fosse pago à sua
empresa antes de vencido o prazo do pagamento da matéria-prima
adquirida, bem como do pagamento dos salários. (...).
3. Princípio da produtividade: consiste em aumentar a capacidade de
produção do homem no mesmo período (produtividade), por meio da
especialização e da linha de montagem. Assim, o operário pode ganhar
mais, num mesmo período de tempo, e o empresário pode ter mais
produção (Chiavenato, vol. 1, 1997:111).
Entre os anos de 1950 e 1960, surgiram oposições ao fordismo como paradigma técnico-
econômico ou técnico-organizacional.
Diversos seguimentos da sociedade, como estudantes, operários, religiosos e até o governo,
rebelam-se contra a monotonia causada pelas linhas de montagem.
O absenteísmo e a rotação de mão de obra passam a crescer, tendo como consequência a
baixa qualidade e produtividade;
Porém, a crise do fordismo não ficou restrita, apenas, a fatores sociais, já que mudanças
econômicas como a crise do petróleo dos 1970, restrições de crédito à produção e inovação
tecnológicas, também contribuíram para o agravamento da crise.
Finalizando esta seção, é importante definir o conceito de “ação gerencial monológica”.
Basicamente, trata-se da combinação entre competência técnica e atribuição hierárquica, o
que produzirá a substância do comportamento tecnocrático.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 6
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Competência técnica pode ser entendida como a organização da produção e do trabalho,
conceitos definidos por Taylor e Ford.
Por atribuição hierárquica entende-se a interação entre duas ou mais pessoas, tendo uma delas
a autoridade formal sobre as outras, caracterizando a separação entre planejamento e
execução.
E, finalmente, por comportamento tecnocrático pode-se entender a toda ação social
implementada sob a hegemonia do poder técnico ou tecnoburocrático.
Portanto, a crise do fordismo pode ser atribuída à ação gerencial monológica imposta por seu
método rígido de organização do trabalho e produção, frente aos novos tempos de mudanças
de comportamento econômico e social.
2.3 O Modelo Flexível de Gestão – Pós-fordismo
O modelo flexível de gestão ou pós-fordismo caracteriza-se pela diferenciação da organização
da produção e do trabalho sob a trajetória de inovações tecnológicas em direção à
democratização das relações sociais nos sistemas-empresa.
Concepção que contraria a fordista na medida em que esta se baseia na previsão de um
mercado em crescimento, o que justificava o uso de equipamentos especializados a fim de
obter economia de escala. Agora surgem equipamentos flexíveis, cuja finalidade é atender a
um mercado diferenciado, tanto em quantidade quanto em composição.
As inovações tecnológicas, principalmente quando vistas sob o aspecto da automatização e
informação, têm tranformado o contéudo das tarefas e a estrutura profissional das empresas,
de forma a questionar a organização clássica do trabalho (fordismo), abrindo largos caminhos
para a democratização das relações sociais nos sistemas-empresa.
“ O sistema pós-fordista de produção se caracteriza, sobretudo, pela sua flexibilidade. (...). A
flexibilidade se manifesta de várias formas: em termos tecnológicos; na organização da
produção e das estruturas institucionais; no uso cada vez maior da subempreitada; na
colaboração entre produtores complementares. À flexibilização na produção corresponde uma
flexibilização nos mercados de trabalho, das qualificações e das práticas laborais” (Boddy,
1990:46).
Portanto, a flexibilidade pode se apresentar de várias formas e em vários segmentos.
Considerando os obejtivos deste artigo, serão apresentados a seguir, os aspectos de
flexibilização referentes à produção, bem como aqueles referentes às práticas laborais.
Com relação à flexibilização na produção, diferentemente do fordismo – caracterizado pela
produção em massa por estar inserido em um contexto sócio-econômico onde predominava a
estabilidade e previsibilidade do ambiente – o novo modelo de produção baseia-se na
flexibilidade dos produtos devido à fragmentação do mercado de bens, individualização dos
modelos de consumo, maior exigência dos clientes e difusão de novas tecnologias flexíveis.
O sistema flexível teve origem na indústria japonesa, mais precisamente na fábrica da Toyota
Motor Company, motivado pela crise do petróleo em 1973 e pela recessão que se seguiu a

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 7
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
esta crise. Taiichi Ohno foi o responsável pelo desenvolvimento do intitulado sistema Toyota
de Produção.
Ohno comenta que “fazer grande lotes de uma única peça (...) é ainda hoje uma regra de
consenso na produção. (...). O sistema Toyota toma o curso inverso. O nosso slogan de
produção é produção de pequenos lotes e troca de ferramentas”.(Ohno, 1977:107).
Sobre a eficiência do processo produtivo Ohno cita que “a verdadeira melhoria na eficiência
surge quando produzimos zero desperdício e levamos a porcentagem do trabalho para 100%
(...) o passo preliminar para a aplicação do sistema Toyota de Produção é identificar
completamente o desperdício. (...) A eliminação completa desses desperdícios (...) pode
aumentar a eficiência de operação por uma ampla margem” (Ohno, 1997:39).
A partir de sua concepção original, o Sistema Toyota de Produção evoluiu depois de repetidas
tentativas e erros. A seguir são apresentados os princípios básicos desse sistema:
Princípio do não custo: onde a base para o gerenciamento da produção é a
minimização dos custos. Por essa abordagem, a única maneira de aumentar os lucros
dá-se por meio de redução de custos, que para tal, o único método é a redução total
das perdas.
Estoque zero como sendo a primeira “pedra fundamental” de eliminação de perdas,
trazendo como consequencia o nascimento do Just-in-time. “Buscar o just-in-time,
significa eliminar, progressivamente, as práticas de desperdício que nos obrigam a ter
estoques” (Dear, 1991:7).
Operações de fluxo que são comuns de serem realizadas para atender às demandas de
produção, que gerem soluções para diversos tipos de problema, sendo estendidas aos
processos iniciais, usinagens, prensagens, etc. O sistema evoluiu para operações de
fluxo completamente integradas tendo sido os processos iniciais conectados às linhas
de montagem.
Redução dos tempos de trocas de ferramentas e matrizes, fundamentais para a
produção com alta diversidade e em pequenos lotes.
Eliminação de quebras e defeitos, pois a instabilidade da produção devido a quebras e
defeitos gera necessidade de estoque o que é incompatível com o princípio do estoque
zero.
Balanceamento entre produção e o estoque zero para eliminar os tempos de espera e
tempos de operação mais extensos devido às flutuações de carga.
Operações de fluxo totalmente integradas, que são uma expansão do princípio de
operações de fluxo, eliminando-se as tradicionais barreiras criadas pela divisão do
trabalho em plantas e seções.
Redução do custo de mão-de-obra: melhoria nos movimentos de trabalhos humanos,
combinação de folgas marginais e transferencia dos movimentos humanos para
máquinas.
Da mecanização para a automação, em virtude de que na mecanização o trabalho
manual passa a ser feito pelas máquinas e na automação são transferidas às máquinas
algumas funções mentais humanas. Neste caso, as máquinas eram equipadas com

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 8
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
dispositivos que não só detectavam situações anormais como também paravam as
máquinas sempre que ocorressem anormalidades.
Desenvolvimento de sistema “Kanban”: é um sistema visual auto-regulador e
simplificado, concentrado no chão de fábrica, fazendo com que seja possível atender
às mudanças de produção simples e rapidamente. Na maioria dos casos, um Kanban é
um pequeno pedaço de papel inserido em uma peça/processo, trazendo as
características principais da mesma: qualidade, produção, custo, zona de estoque,
classificação contábil, outros.
Com relação às práticas laborais, reitera-se que a divisão do trabalho e a especialização do
trabalhador são premissas do modelo taylorista/fordista de organização racional do trabalho,
enquanto que no modelo pós-fordista a flexibilidade e a polivalência da mão de obra são suas
principais características. Nos dias atuais, existe portanto, uma predominânica de práticas pós-
fordistas, reforçadas pelo constante ambiente de mudança em que vivemos.
A descentralização e polivalência significam flexibilizar a organização do trabalho, por meio
dos princípios abaixo:
Divisão maleável e integração de funções de concepção, controle e execução;
Definição de tarefas de acordo com as circunstâncias e necessidades;
Integração de tarefas para criar um trabalho completo, identificável com resultados
visíveis;
Privilégio ao trabalho em equipe, com forte incentivo para o indivíduo e/ou grupo
programar, com independência, o seu trabalho e determinar os procedimentos relativos
à execução de tarefas;
Desenvolver nos empregados a capacidade de prever problemas e incentivar soluções
criativas;
Realização de tarefas e funções em grupos de trabalho;
Mão-de-obra qualificada com características multifuncionais e com múltiplas
habilidades;
Informações claras sobre os resultados obtidos no trabalho;
Autocontrole;
Pode-se afirmar que as 3 formas de organização da produção e do trabalho contribuíram para
a evolução da manutenção, na media em que foram, cada qual em seu período,
influenciadores desta. A seguir será apresentado um breve histórico da evolução da
manutenção.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 9
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
3. Evolução da Manutenção
Até 1914, a atividade de manutenção era simples, tinha importância secundária e, por esse
motivo, era executada pelo próprio pessoal de produção. Os reparos eram realizados com os
recursos disponíveis e não havia treinamento específico. Com o advento da Primeira Guerra
Mundial, as empresas necessitavam garantir volumes mínimos de produção e, em
consequencia, sentiram a necessidade de criar equipes que pudessem realizar reparos em
máquinas operatrizes no menor tempo possível. Surgem então, os primeiros “Setores de
manutenção”. O enfoque dado pela manutenção era puramente corretivo.
Durante os anos de 1930 até 1940, motivados pela Segunda Guerra Mundial e pela
necessidade de aumento da rapidez da produção, surgiu a manutenção preventiva. A atividade
de manutenção passou a ter uma estrutura tão importante quanto a de operação.
Durante a década de 1950, com o desenvolvimento da indústria para atender ao pós-guerra, a
evolução da aviação comercial e da indústria eletrônica, surge a “engenharia de manutenção”,
encarregada de planejar e controlar a manutenção Preventiva, além de efetuar a análise da
causa e do efeito de falhas.
A partir dos anos 60, com o desenvolvimento da Engenharia de confiabilidade, engenharia
econômica e estatística, e aperfeiçoamento dos sistemas de informação, aliados ao surgimento
do computador, a manutenção passou a adotar critérios de previsão de falhas. As condições de
funcionamento das máquinas passaram a ser inspecionadas e monitoradas regularmente, de
modo a prever o fim de sua vida útil. Surge a manutenção baseada na condição ou, como é
conhecida, Manutenção Preditiva. Para alguns autores, essa época representa o berço de novas
filosofias de manutenção, como por exemplo a MCC (Manutenção Centrada em
Confiabilidade).
A partir dos anos 70, a manutenção passou a ser vista como uma ciência. Surge e desenvolve-
se o termo Terotecnologia (do grego Teros: conversar). A Terotecnologia pode ser definida
como o conjunto de práticas de gestão financeira, técnica e logística, dentre outras, aplicadas
e itens físicos, com o objetivo de reduzir os custos de seu ciclo de vida.
Nessa mesma época, a manutenção passou a ser vista como produtiva, e filosofias orientais
começam a ser incorporadas nas indústrias, como é o caso da MPT (Manutenção Produtiva
Total).
Durante os anos 80, surgem os primeiros microcomputadores, e o processamento de
informações ligadas a manutenção passam a ser efetuadas pelo próprio “orgão da
manutenção”, ou setor, sendo as informações armazenadas em banco de dados.
Nos anos 90, com a disseminação dos microcomputadores, iniciou-se o desenvolvimento de
sistemas computadorizados de gerenciamento da manutenção. O uso do computador para
planejar a manutenção preventiva através da geração de ordens de serviço, controle de
inventário e estoque, informações históricas, suporte logístico, etc., passou a ser uma
atividade comum em um grande número de empresas e indústrias do mundo. Nos ultimos
anos, os Sistemas Computadorizados de gerenciamento da manutenção passam a integrar os
sistemas de manutenção preditiva.
Nos últimos 20 anos, a necessidade de aprimoramento contínuo da qualidade dos produtos e
serviços, frente à onda crescente de globalização, fez com que a atividade de manutenção
passasse a ser abordada como estratégica. As metodologias e filosofias desenvolvidas nas

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 10
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
décadas de 60 e 70 passaram a ser incorporadas nos processos estratégicos decisórios. Além
disso, a preocupação crescente com a integridade ambiental fez com que os gestores tratassem
a manutenção com uma visão deferenciada. Mudanças de paradigma fazem com que a
manutenção passe a preservar a função do itens físicos, ao invés do próprio equipamento.
A figura 1 ilustra a evolução temporal das técnicas de manutenção utilizadas nas indústrias
(LAFRAIA, 2001).
Figura 01 - Evolução temporal das técnicas de manutenção industriais FONTE: LAFRAIA
(2001, p.238)
4. Tipos de Manutenção: Definição Contemporânea
A maneira pela qual é feita a intervenção nos equipamentos, sistemas ou instalações
caracteriza os vários tipos de manutenção existentes.
Existe uma variedade muito grande de denominações para classificar a atuação da
manutenção, não raramente essa variedade provoca uma certa confusão na caracterização dos
tipos de manutenção.
Por isso, é importante uma caracterização mais objetiva dos diversos tipos de manutenção,
desde que, independente das denominações, todos se encaixem em um dos seis tipos descritos
a seguir.
Algumas práticas básicas definem os tipos principais de manutenção, que são:
Manutenção Corretiva Não Planejada;
Manutenção Corretiva Planejada;
Manutenção Preventiva;
Manutenção Preditiva;
Manutenção Detectiva;
Engenharia de Manutenção.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 11
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Várias ferramentas disponíveis e adotadas hoje em dia têm no nome a palavra manutenção. É
importante observar que essas não são novos tipos de manutenção, mas ferramentas que
permitem a aplicação dos seis tipos de manutenção citados anteriormente. Dentre elas,
destacam-se:
Manutenção Produtiva Total (TPM) ou Total Productive Maintenance;
Manutenção Centrada em Confiabilidade (RCM) ou Reliability Centered
Maintenance;
Manutenção Baseada na Confiabilidade (RBM) ou Reliabiblity Based Maintenance.
4.1 Manutenção Corretiva
Ao atuar em um equipamento que apresenta um defeito ou desempenho diferente do esperado,
estamos fazendo uma manutenção corretiva. Portanto pode ser definida como a atuação para a
correção da falha ou do desempenho menor que o esperado.
A manutenção corretiva não é, necessariamente, a manutenção de emergência.
Observa-se que existem duas condições específicas que levam à manutenção corretiva:
a) Desempenho deficiente apontado pelo acompanhamento das variáveis operacionais;
b) Ocorrência de falha.
Assim, a ação principal da Manutenção Corretiva é corrigir ou restaurar as condições de
funcionamento do equipamento ou sistema. Ela pode ser dividida em 2 classes:
Manutenção Corretiva Não Planejada
Manutenção Corretiva Planejada
Manutenção corretiva não planejada é a correção da FALHA de maneira aleatória.
Caracteriza-se pela atuação da manutenção em fato já ocorrido, seja este uma falha ou
desempenho menor que o esperado. Não há tempo para preparação do serviço.
Normalmente, a manutenção corretiva não planejada implica em altos custos, pois a quebra
inesperada pode acarretar perdas de produção, perda de qualidade do produto e elevados
custos indiretos de manutenção.
Além disso, quebras aleatórias podem ter consequencias bastante graves para o equipamento,
isto é, a extensão dos danos pode ser bem maior. Por exemplo, em uma planta industrial de
processo contínuo, onde estão envolvidos parâmetros como elevadas pressões, temperaturas,
vazões,etc., caso ocorra a interrupção do processo devido à quebra de um componente ou
sistema, pode não haver tempo hábil para liberação do sistema, como aquele que ocorre em
uma parada geral de manutenção, com uma redução gradativa da produção.
Desta forma, pode haver danos a outros equipamentos ou sistemas, que não aquele que causou
a parada da planta, em virtude do processo a que estão sujeitos e condicionados.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 12
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Manutenção Corretiva Planejada é a correção do desempenho menor que o esperado ou da
falha, por decisão gerencial, isto é, pela atuação em função do acompanhamento preditivo ou
pela decisão de operar até a quebra.
Um trabalho planejado é sempre mais barato, mais rápido e mais seguro do que um trabalho
não planejado. E será sempre de melhor qualidade.
A característica principal da manutenção corretiva planejada é função da qualidade da
informação fornecida pelo acompanhamento do equipamento.
Mesmo que a decisão gerencial seja de deixar o equipamento funcionar até a quebra, essa é
uma decisão conhecida e algum planejamento poder feito quando a falha ocorrer. Por
exemplo, substituir o equipamento por outro idêntico, ter um “kit” para reparo rápido,
preparar o posto de trabalho com dispositivos e facilidades, etc.
A adoção de uma política de manutenção corretiva planejada pode advir de vários fatores:
Possibilidade de compatibilizar a necessidade da intervenção com os interesses da
produção;
Aspectos relacionados a segurança - a falha não provoca nenhuma situação de risco
para o pessoal ou para a instalação;
Melhor planejamento dos serviços;
Garantia da verificação prévia de sobressalentes, equipamentos e ferramental;
Existência de recursos humanos com a tecnologia necessária para a execução dos
serviços e em quantidade suficiente, que podem, inclusive, ser buscados externos à
organização;
4.2 Manutenção Preventiva
Manutenção Preventiva é a atuação realizada de forma a reduzir ou evitar a falha ou queda no
desempenho, obedecendo a um plano previamente elaborado, baseado em intervalos definidos
de tempo.
Inversamente à política de Manutenção Corretiva, a Manutenção Preventiva procura
obstinadamente evitar a ocorrência de falhas, ou seja, procurar prevenir. Em determinados
setores, como na aviação por exemplo, a adoção de manutenção preventiva é imperativa para
determinados sistemas ou componentes, pois o fator segurança se sobrepõe aos demais.
Como nem sempre os fabricantes fornecem dados precisos para a adoção nos planos de
manutenção preventiva, além das condições operacionais e ambientais influírem de modo
significativo na expectativa de degradação dos equipamentos, a definição de periodicidade e
substituição deve ser estipulada para cada instalação ou no máximo para plantas similares
operando também em condições similares.
Isso leva à existencia de duas situações distintas na fase inicial de operação:
a) Ocorrencia de falhas antes de completar o período estimado, pelo mantenedor, para a
intervenção;
b) Abertura do equipamento/reposição de componentes prematuramente.
Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 13
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Evidentemente, ao longo da vida util do equipamento não pode ser descartada a falha entre
duas intervenções preventivas, o que, obviamente, implicará em uma ação corretiva.
Os seguintes fatores devem ser levados em consideração para adoção de uma política de
manutenção preventiva:
Quando não é possível a manutenção preditiva;
Aspectos relacionados com a segurança pessoal ou da instalação que tornam
mandatória a intervenção, normalmente para substituição de componentes;
Por oportunidade em equipamentos críticos de difícil liberação operacional;
Riscos de agressão ao meio ambiente;
Em sistemas complexos e/ou de operação contínua. Exemplos: indústrias
petroquímicas, siderúrgica, alimentícia, automobílistica, portos, etc.
A manutenção preventiva será tanto mais conveniente quanto maior for a simplicidade na
reposição; quanto mais altos forem os custos de falhas; quanto mais as falhas prejudicarem a
produção e quanto maiores forem as implicações das falhas na segurança pessoal e
operacional.
Se, por um lado, a manutenção preventiva proporciona um conhecimento prévio das ações,
permitindo uma boa condição de gerenciamento das atividades e nivelamento de recursos,
além de previsibilidade de consumo de materiais e sobressalentes, por outro promove, via de
regra, a retirada do equipamento ou sistema de operação para a execução dos serviços
programados. Assim, possíveis questionamentos à política de manutenção preventiva sempre
serão levantados em equipamentos, sistemas ou plantas onde o conjunto de fatores não seja
suficientemente forte ou claro em prol dessa política.
Outro ponto negativo com relação à manutenção preventiva é a introdução de defeitos não
existentes no equipamento (antes da manutenção), devido a:
Falha humana (não cumprimento de itens do cronograma);
Falha de sobressalentes;
Contaminações introduzidas no sistema de óleo;
Danos durante partidas e paradas;
Falhas dos procedimentos de manutenção.
4.3 Manutenção Preditiva
É a atuação realizada com base em modificação de parâmetro de condição ou desempenho,
cujo acompanhamento obedece a uma sistemática.
Também conhecida como Manutenção Sob Condição ou Manutenção com Base no Estado do
Equipamento.
A manutenção preditiva é a primeira grande quebra de paradigma na manutenção e tanto mais
se intensifica quanto mais o conhecimento tecnológico desenvolve equipamentos que
permitam avaliação confiável das instalações e sistemas operacionais em funcionamento.
Seu objetivo é prevenir falhas nos equipamentos ou sistemas através de acompanhamento de
parâmetros diversos, permitindo a operação contínua do equipamento pelo maior tempo

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 14
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
possível. Na realidade, o termo associado à manutenção preditiva é o de predizer as
condições dos equipamentos. Ou seja, a manutenção preditiva privilegia a disponibilidade à
medida que não promove a intervenção nos equipamentos ou sistemas, pois as medições e
verificações são efetuadas com o equipamento produzindo.
Quando o grau de degradação se aproxima ou atinge o limite previamente estabelecido, é
tomada a decisão de intervenção. Normalmente esse tipo de acompanhamento permite a
preparação prévia do serviço, além de outras decisões e alternanattivas relacionadas com a
produção. De forma mais direta, podemos dizer que a Manutenção Preditiva prediz as
condições dos equipamentos, e quando a intervenção é decidida, o que se faz na realidade, é
uma manutenção corretiva planejada.
As condições básicas para se adotar a Manutenção Preditiva são as seguintes:
O equipamento, sistema ou instalação devem permitir algum tipo de
monitoramento/medição;
Devem permitir este tipo de ação, em função dos custos envolvidos;
As falhas devem ser oriundas de causas que possam ser monitoradas e ter sua
progressão acompanhada;
Seja estabelecido um programa de acompanhamento, análise e diagnóstico,
sistematizado.
Os fatores indicados para análise da adoção de política de Manutenção Preditiva são os
seguintes:
Aspectos relacionados com a segurança pessoal e operacional;
Redução de custos pelo acompanhamento constante das condições dos equipamentos,
evitando intervenções desnecessárias;
Manter os equipamentos operando, de modo seguro, por mais tempo.
No tocante à produção, a Manutenção Preditiva é a que oferece melhores resultados, pois
intervém o mínimo possível na planta, conforme mencionado anteriormente.
É fundamental que a mão-de-obra da manutenção responsável pela análise e diagnóstico seja
bem treinada. Não basta medir; é preciso analisar os resultados e formular diagnósticos.
Embora isto possa parecer óbvio, é comum encontrar-se, em algumas empresas, sistemas de
coleta e registro de informações de acompanhamento de manutenção preditiva que não
produzem ação de intervenção, com qualidade equivalente aos dados registrados.
4.4 Manutenção Detectiva
Começou a ser mencionada na literatura a partir da década de 90. Sua denominação Detectiva
está ligada à palavra Detectar.
Pode ser definida como a atuação efetuada em sistemas de proteção buscando detectar
FALHAS OCULTAS ou não perceptíveis ao pessoal de operação e manutenção.
Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 15
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Desse modo, tarefas executadas para verificar se um sistema de proteção ainda está
funcionando representam a manutenção detectiva. Um exemplo simples e objetivo é o botão
de teste de lâmpadas de sinalização e alarme em painéis.
A identificação de falhas ocultas é primordial para garantir a confiabilidade. Em sistemas
complexos, essas ações só devem ser levadas a efeito por pessoal da área de manutenção, com
habilitação e treinamento para tal, assessorado pelo pessoal de operação.
“ São sistemas de aquisição de dados, controladores lógicos programáveis, Sistemas Digitais
de Controle Distribuído – SDCD, multi-loops com computador supervisório e outra infinidade
de arquiteturas de controle somente possíveis com o advento de computadores de processo.
Sistemas de shut-down ou sistemas de trip garantem a segurança de um processo quando esse
sai de sua faixa de operação segura. Esses sistemas de segurança são independentes dos
sistemas de controle utilizados para otimização da produção. Equipamentos eletrônicos
programáveis estão sendo utilizados para essas aplicações.”
Fica evidente que a mudança do status quo é ter o domínio da situação. Essa modificação é
obtida com a Manutenção Detectiva. Na manutenção detectiva, especialistas fazem
verificações no sistema, sem tirá-lo de operação, são capazes de detectar falhas ocultas, e
preferencialmente corrigir o situação, mantendo o sistema operando.
Caso não seja possível a continuidade de operação do sistema, será optado por uma
manutenção corretiva planejada que, conforme fora mencionado, apresenta um custo menor
em relação à não planejada.
4.5 Engenharia de Manutenção
É a segunda quebra de paradigma na Manutenção. Praticar a Engenharia de Manutenção
significa uma mudança cultural.
É deixar de ficar consertando continuadamente, para procurar as causas básicas, modificar
situações permanentes de mau desempenho, deixar de conviver com problemas crônicos,
melhorar padrões e sistemáticas, desenvolver a manutenibilidade, dar feedback ao projeto,
interferir tecnicamente nas compras.
Significa perseguir benchmarks, aplicar técnicas modernas de manutenção, como MCC
(Manutenção Centrada em Confiabilidade) e MPT (Manutenção Produtiva Total), ou seja,
estar nivelado com a manutenção do Primeiro Mundo, e de empresas que enchergam a
manutenção como prioridade em seu processo.
Alguém que esteja praticando Manutenção Corretiva não planejada terá um longo caminho a
percorrer para chegar a praticar Engenharia de Manutenção. E o maior obstáculo a ser vencido
está na “cultura” que está sedimentada nas pessoas.
O gráfico abaixo mostra a evolução da manutenção, à medida que as melhoras técnicas vão
sendo introduzidas. Convém notar que entre a corretiva e a preventiva ocorre uma melhoria
contínua, mas discreta. Em outras palavras, a inclinação da reta não varia.
Entretanto, quando se muda de preventiva para preditiva, ocorre um salto positivo nos
resultados, em função da 1a quebra de paradigma. Salto mais significativo ocorre quando se
adota a Engenharia de Manutenção.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 16
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Figura 2: Tipos de Manutenção. FONTE: PINTO E NASCIF (1999)
5. Manuntenção Centrada em Confiabilidade (MCC)
A Manutenção Centrada em Confiabilidade – MCC pode ser entendida como uma técnica ou
método para o planejamento da manutenção industrial. Portanto, não se trata de um tipo de
manutenção, mais de uma técnica que utiliza conceitos de manutenção preventiva, preditiva,
detectiva e Engenharia de Manutenção, para obtenção do aumento de confiabilidade.
A MCC visa racionalizar e sistematizar a definição de tarefas de manutenção, bem como
garantir o aumento da disponibilidade dos equipamentos, confiabilidade e segurança
operacional, ao menor custo.
Sem grandes preocupações formais, pode-se afirmar que a MCC envolve:
1. Uma consideração sistemática das funções do sistema;
2. A maneira como essas “funções” falham;
3. Um critério de priorização explícito baseado em fatores econômicos, operacionais e de
segurança, para a identificação de tarefas de manutenção aplicáveis tecnicamente e
custo-eficientes no combate a essas falhas.
Em contraposição ao planejamento tradicional, o paradigma central da MCC é a
“preservação da função do sistema”.
É importante frisar que, preservar a função do sistema não é o mesmo que preservar a
operação do equipamento. Parece óbvio que, para preservar a função do sistema será
necessário preservar a operação de todos os equipamentos e seus subsistemas.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 17
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Entretanto, será que todos os equipamentos são igualmente importantes?
Vejamos uma ilustração simples: Três bombas idênticas (A, B e C) estão operando em 2
sistemas de refrigeração de uma planta industrial. No caso da bomba A, sua indisponibilidade
implica na parada total do processo e, por consequencia, parada da planta. As bombas B e C,
por outro lado, atuam de forma redundante. Ou seja, a parada ou indisponibilidade de uma
delas não implicará na parada do processo ou sistema.
Neste caso, não parece razoável que a bomba A tenha um plano de manutenção diferente das
bombas B e C? Claro que sim. Devido a este tipo de enfoque é que a MCC tem sua aplicação
clara e abrangente no ambiente de manutenção industrial.
O contexto para obter os benefícios MCC passará, inevitavelmente, pela análise das falhas a
que um equipamento ou sistema estará sujeito. Neste caso, algumas ferramentas de suporte à
análise de falhas podem ser utilizadas. Uma das mais conhecidas é a técnica de FMEA, que
será apresentada abaixo, para um equipamento a que o estudo deste artigo se refere.
A metodologia de análise do tipo e efeito de falha, FMEA (do inglês Failure Mode and Effect
Analysis) objetiva avaliar e minimizar os riscos por meio da análise das possíveis falhas (com
determinação da causa, efeito e risco de cada tipo de falha) e implantação de ações para
aumentar a confiabilidade.
Desta forma, a Hermasa Navegação da Amazonia, umas das empresas do Grupo Amaggi,
vem ampliando a análise de seus processos de manutenção com a utilização da técnica de
MCC, através da FMEA.
No presente artigo, limitou-se a apresentação da técnica a 1 equipamento do processo, sendo
este equipamento de alta criticidade para a planta. Ou seja, qualquer quebra ou parada, com
consequente indisponibilidade, acarretará em altos custos, além de impactar em vertentes do
processo/área de negócio da companhia em outros estados. Abaixo será apresentado a
metodologia de aplicação da FMEA e o contexto de manutenção na Hermasa Navegação que
justificou o uso desta.
5.1 Metodologia FMEA
O princípio da metodologia FMEA consiste, basicamente, na formação de um grupo de
pessoas que indentificam, para um produto ou processo, as suas funções, os tipos de falhas
que podem ocorrer, os efeitos e as possíveis causas desta falha. Em seguida são avaliados os
riscos de cada causa de falha por meio de índices e, com base nesta avaliação, são tomadas as
ações necessárias para diminuir estes riscos, aumentando a confiabilidade do produto ou
processo.
A figura abaixo ilustra o funcionamento da análise FMEA. Ela consiste de um formulário
FMEA onde pode-se observar a definição de cada coluna e, abaixo, um fluxograma que
mostra a ordem de preenchimento do formulário baseada em perguntas que devem ser feitas
pelo grupo em cada etapa. A discussão realizada pelo grupo segue a ordem do fluxograma, ou
seja, grupo segue respondendo cada uma destas perguntas e preenche o formulário com as
respostas encontradas por meio de consenso. Deve-se ter em mente que a análise FMEA é
muito mais do que apenas preencher um formulário, o seu verdadeiro valor está na discussão

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 18
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
e reflexão dos membros do grupo sobre as falhas potenciais do produto/processo e as ações de
melhoria propostas pelo grupo.
Para aplicar-se a FMEA em determinado produto ou processo, portanto, forma-se um grupo
de trabalho que irá definir a função ou característica daquele produto/processo, irá relacionar
todos os tipos de falhas que possam ocorrer, descrever para cada tipo de falha suas possíveis
causas e efeitos, relacionar as medidas de detecção e prevenção de falhas que estão sendo, ou
já foram tomadas, e, para cada causa de falha, atribuir índices para avaliar os riscos e, por
meio destes riscos, discutir medidas de melhoria.
Figura 3: Formulário FMEA. FONTE: MOUBRAY (2000)
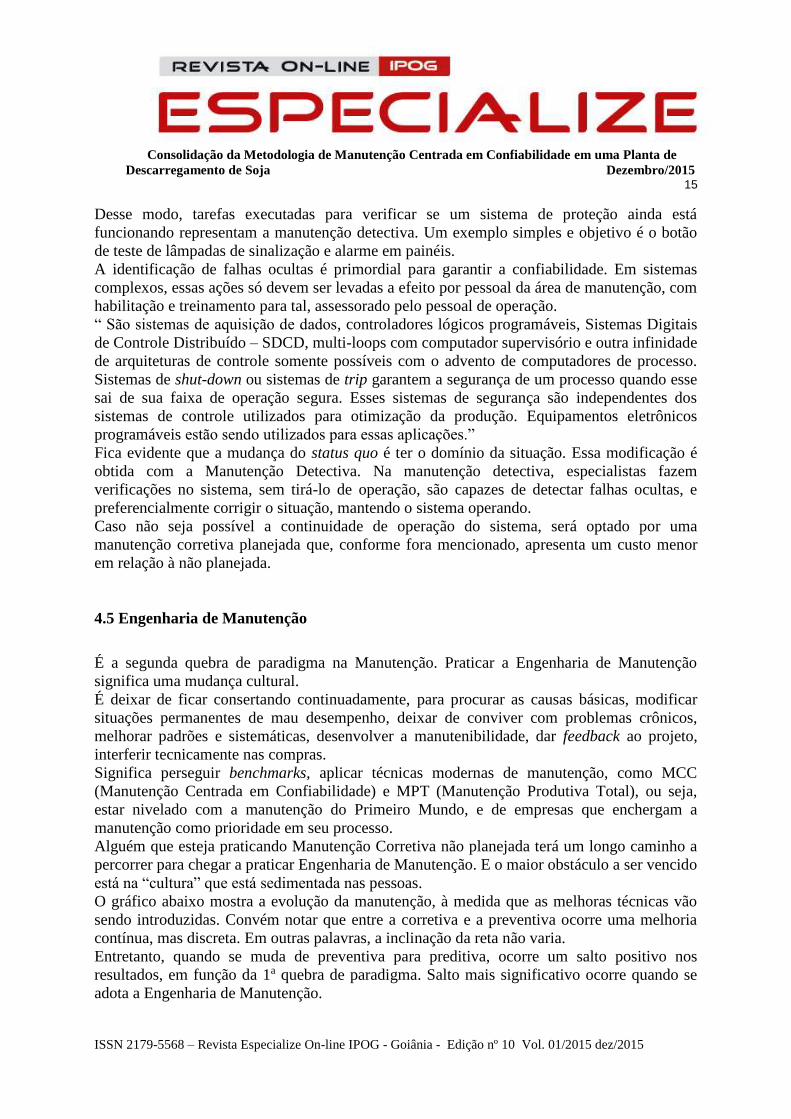
Na fase de avaliação dos riscos de falha, serão identificados os índices de severidade (S),
ocorrência (O) e detecção (D) para cada causa de falha, de acordo com critérios previamente
definidos. Um exemplo de critérios é o que segue abaixo na figura, mas o ideal é que cada
empresa tenha seus critérios, adaptados a sua realidade específica. Depois são calculados os
coeficientes de prioridade de risco (R), por meio da multiplicação dos outros três índices.
Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 19
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Figura 4: Definição do Índices de análise para aplicação da FMEA. FONTE: MOUBRAY
(2000)
O formulário FMEA é um documento vivo, ou seja, uma vez realizada uma análise para um
produto/processo qualquer, esta deve ser revisada sempre que ocorrerem alterações neste
produto/processo específico. Além disso, mesmo que não haja alterações deve-se
regularmente revisar a análise confrontando as falhas potenciais imaginadas pelo grupo com
as que realmente vem ocorrendo no dia-a-dia do processo e uso do produto, de forma a
permitir a incorporação de falhas não previstas, bem como a reavaliação, com base em dados
objetivos, das falhas já previstas pelo grupo.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 20
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
5.2 Contexto de Aplicação da FMEA
Os conceitos de FMEA serão aplicados a um equipamento da empresa Hermasa Navegação
da Amazonia, empresa situada no município de Itacoatiara-AM.
A Hermasa é uma das empresas do Grupo Amaggi, que tem forte atuação na região norte do
Brasil, notadamente nas cidades de Porto Velho-RO, Manaus e Itacoatiara-AM. A Amaggi
tem seu foco de atuação na comercialização de grãos de soja e milho, além de outras
comodities como algodão, fertilizante, produção agrícola e geração de energia.
O processo em Porto Velho consiste, basicamente, do recebimento de soja ou milho
provenientes da região centro-oeste do Estado de Mato Grosso, via transporte rodoviário.
Após a chegada, o produto será transbordado para silos verticais, e posteriormente carregado
em barcaças de soja, de capacidade 2.000 toneladas cada.
Na sequencia as balsas são agrupadas e formam um comboio que seguirá viagem para a
cidade de Itacoatiara, localizada no estado do Amazonas.
Cada comboio pode ter em sua formação até 20 balsas com soja, perfazendo o volume de
40.000 toneladas de grãos.
Itacoatiara se privilegia de sua posição geográfica, na medida em que se encontra próxima da
foz do rio Madeira, fazendo, com a devida ressalva, quase uma ligação direta com Porto
Velho-RO.
As balsas com soja serão, então, descarregadas no Terminal da Hermasa em Itacoatiara,
utilizando um equipamento chamado Unloader (tradução: descarregador de balsa). Consiste o
equipamento de duas roscas ou helicóides transportadores que retiram o grão da barcaça,
transferem para correia transportadora e posteriormente são direcionados para estoque em
Armazém.
O fluxo médio de descarregamento do Unloader é de 1.200 ton/hora.
As balsas vazias retornam a viagem para Porto Velho-RO, onde irão fazer, novamente, o
fluxo logístico ou rota de escoamento mencionada.
Em Itacoatiara existem 2 Armazéns graneleiros de capacidade 100.000 toneladas cada, sendo
que, 1 deles é suprimento de soja para uma indústria esmagadora de soja, tendo como
subproduto o óleo degomado e farelo de soja.
Anualmente, são movimentados em torno de 2,8 milhões de toneladas de grãos pelo Terminal
Graneleiro da Hermasa em Itacoatiara, incluindo recebimento de grãos, processamento
industrial (esmagadora de soja) e exportação em navios de grande porte. Portanto, insere-se
que o equipamento Unloader tem destacada importância no processo, na medida em que
qualquer indisponibilidade do mesmo acarretará em gargalos logísticos. Destaca-se também
que, por ser um equipamento especial, as manutenções são complexas em sua execução, e
geralmente exigem a presença de guindaste, caminhão munck, talhas e outros acessórios e
ferramentas especiais na programação.
Face às criticidades citadas, a AMAGGI tem buscado o aumento da confiabilidade de seu
processo, notadamente neste equipamento.
Para se chegar ao nível de manutenção que se encontra a planta da Hermasa, obviamente
ocorreram importantes evoluções ao longo dos anos.
Integrei este time em 2006, àquela época a empresa estava em estruturação do setor de
manutenção. Não havia maiores programações e as quebras, quando ocorriam, eram sempre

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 21
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
muito impactantes ao processo. Felizmente entendeu-se a manutenção como uma função
estratégica, e gradativamente houve mudanças no foco de atuação. Um software para controle
e programação das manutenções foi adquirido e instalado em 2008, a equipe foi treinada para
a execução das tarefas programadas, o setor de planejamento foi reestruturado e pessoas de
cunho técnico assumiram posição. Especialistas de elétrica, mecânica e automação integraram
o grupo.
Pode-se dizer que houve uma clara transição, passando das manutenções corretivas não
planejadas às preventivas, preditivas e corretivas planejadas, e mais recentemente
alacançando o nível de avaliação através de análise de falhas e prevenção às mesmas.
Desta forma, no anexo I, é apresentada uma análise FMEA para o equipamento Unloader.
No anexo II, econtram-se os planos de manutenção vinculados a este equipamento.
5.3 Resultados Encontrados
O gráfico da página seguinte apresenta um comparativo de eficiência (disponibilidade) no
processo de descarregamento de balsas, utilizando o equipamento Unloader.
Os números revelam a disponibilidade do processo e, consequentemente, do referido
equipamento.
Claramente, pode-se observar uma maior linearidade dos números de 2014, em relação aos de
2013.
Esta pequena variação no ano 2014 representou menos paradas forçadas do equipamento,
gerando menos impacto na operação de descarregamento de balsas, e portanto aumentando a
confiabilidade do processo.
Podemos inferir que no ano de 2013, os meses de agosto e setembro ficaram abaixo da meta
estabelecida, ou seja, índice de disponibilidade 95%.
Também o mês de abril de 2013 ficou pouco acima da meta, e bastante abaixo em relação ao
índice de 2014.
Fazendo uma análise de falhas para os eventos dos meses de agosto e setembro de 2013,
obtem-se a FMEA contida no anexo I.
Em outras palavras, as falhas de 2013 foram lubrificação inadequada no equipamento
(disponibilidade 92,24%, Agosto) e queima de motor elétrico da rosca vertical de transporte
(disponibilidade 93,93%, Setembro).
A ocorrência destas quebras foi repentina, sem nenhum poder de detecção pela equipe de
manutenção, e portanto gerando manutenções corretivas não planejadas.
Segundo dados da ABRAMAN (Associação Brasileira de Manutenção) a manutenção
corretiva não planejada é o tipo de manutenção que mais onera uma empresa, em termos de
custo. Isto porque não são apenas os custos de reparo que são demandados para o retorno de
operação do equipamento, mas também o custo cessante das operações (multas de clientes por
entregas ou embarques paralisados), maior tempo para o reparo uma vez que não foi
detectado o início ou indício de falha pela equipe de manutenção, dificuldade de programação
em caso de necessidade de utilização de ferramentas especiais, dentre outros. A tabela a
seguir apresenta estes custos, para os diferentes tipos de manutenção.
Tipo de Manutenção Custo US$ / HP /ano

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 22
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Corretiva não planejada 17 a 18
Preventiva 11 a 13
Preditiva e monitoramento de
condição/corretiva planejada 7 a 9
Obs.: HP (Horse Power) é a potência instalada.
Tabela: Custos de Manutenção. Fonte: ABRAMAN
A análise de FMEA descrita no anexo I, teve seu embasamento técnico a partir das quebras
ocorridas nos meses de Agosto e Setembro de 2013.
A partir desta análise, providenciou-se a alteração dos planos de manutenção do equipamento
Unloader, visando de imediato a correção e, futuramente, a prevenção das falhas.
A aba “ações recomendadas” da FMEA foi o princípio de alteração dos planos de
manutenção, que encontram-se no Anexo II do presente trabalho.
80
85
90
95
100
105
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez
Meses Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez Média96,74
Eficiência 2013 99,43 96,92 99,08 95,48 98,94 98,27 99,37 92,24 93,93 98,04 99,02 98,05 97,40
Eficiência 2014 96,64 98,81 98,26 99,62 97,87 98,80 98,22 98,32 97,59 97,23 98,13 98,55 98,17
Comparativo Mensal Eficiência Terminal Flutuante 2013 x 2014
Gráfico: Comparativo de Eficiência (disponibilidade) do Processo de Descarregamento de Soja
Segundo a análise dos planos de manutenção do equipamento Unloader, contido no Anexo II,
podemos considerar que a análise FMEA propriciou as seguintes melhorias:
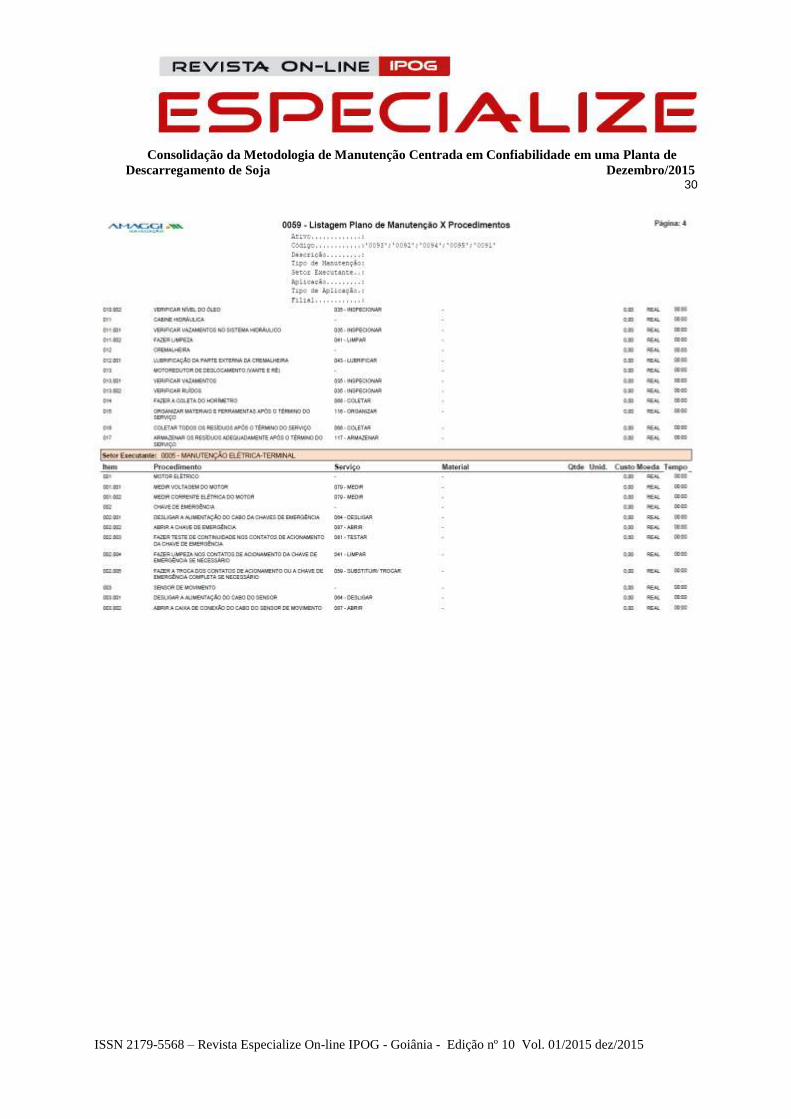
Item 015 e seus subitens, do Plano de Manutenção Semanal do Unloader: verificações
do sistema de lubrificação (setor executante manutenção mecânica, página 2);
Item 01 e subitens, do Plano de Manutenção de 250 horas do Unloader: verificações
do motor elétrico (setor executante manutenção elétrica, página 4).

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 23
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
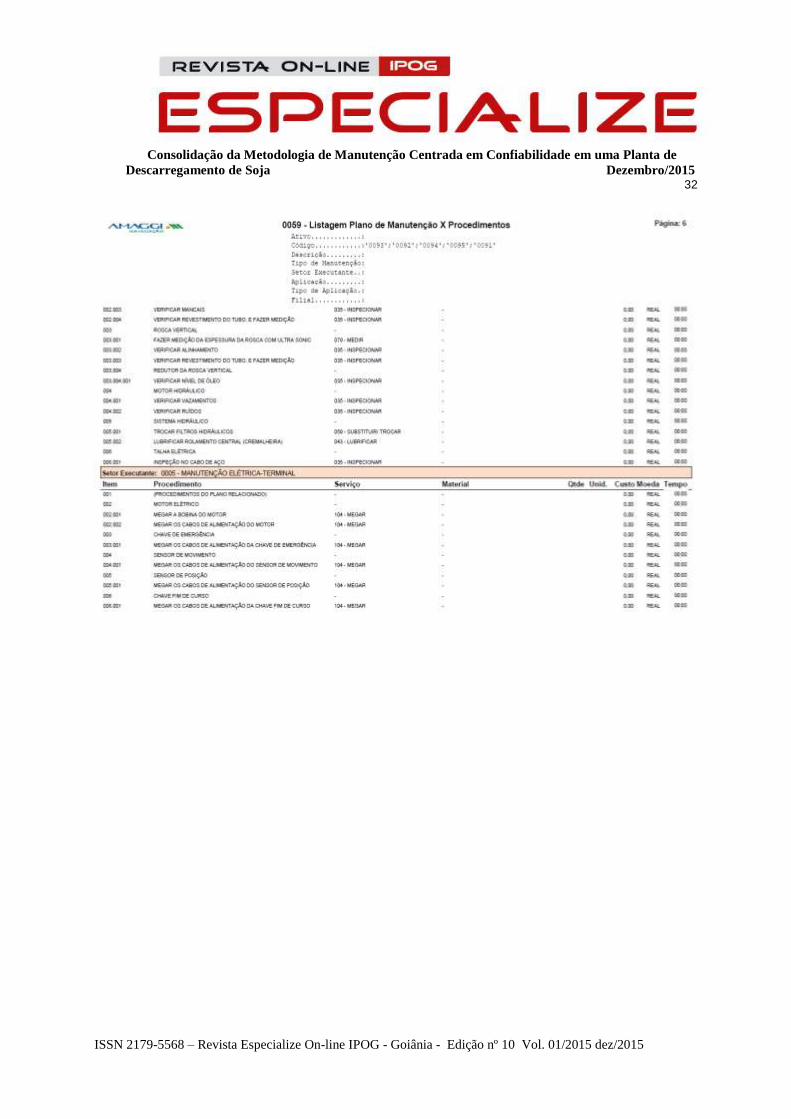
Item 02 e subitens, do Plano de Manutenção 1000 horas: megagem do estator do
motor elétrico, e megagem cabos de alimentação do motor (setor executante
manutenção elétrica, página 6).
6. Conclusão
A partir do gráfico e informações apresentados na seção anterior, podemos inferir que houve
uma maior linearidade dos resultados durante o ano de 2014.
Este resultado teve como princípio básico o procedimento de análise de falhas através da
FMEA, o que proporcionou condições favoráveis para elevar os índices de confiabilidade da
operação de descarregamento de balsas da Hermasa, através de seu equipamento Unloader, no
ano de 2014.
Uma importante observação é que os procedimentos/planos de manutenção revisados,
descritos no Anexo II para o referido equipamento, não serão suficientemente necessários
para manter a confiabilidade da planta industrial.
As análises de cunho individual, medição dos tempos e movimentos, formas de execução,
conforme descrito nas propostas de Taylor, no início deste trabalho, ainda são muito válidas
nos dias atuais.
Em outras palavras, deve haver um acompanhamento das lideranças em relação aos
subordinados, no que tange à verificação dos procedimentos a serem seguidos, bem como à
forma como estão sendo feitos.
Também, o setor de planejamento de manutenção deverá estar preparado para absorver esta
demanda de análises preditivas e preventivas, perfazendo assim o final de um ciclo de
confiabilidade que, inicia-se com a emissão da Ordem de Serviço de Manutenção (OS) pelo
setor de planejamento, e finaliza com a inserção dos trabalhos executados no sistema de
manutenção centralizado (software controlador), como horas trabalhadas, material utilizado,
dentre outros, gerando um histórico para futuras análises.
Importante observar que todo o processo de discussão de falhas pela FMEA está
documentado, fornecendo a base para otimizações futuras.
O plano de manutenção oriundo das análises de MCC deve ser encarado como um documento
vivo, o qual deverá ser revisto e atualizado periodicamente, de modo a refletir a evolução do
conhecimento do comportamento do sistema e de alterações no contexto operacional. Este
conhecimento é obtido a partir da análise contínua dos dados de falha e dos resultados dos
indicadores de desempenho do sistema (neste caso, o índice de disponibilidade). A revisão
periódica é também de grande importância para se acompanhar o surgimento de novas
técnicas de inspeção e monitoramento dos componentes.
O desenvolvimento de estudos de MCC, bem como a implementação do plano por ela gerado,
depende fundamentalmente do engajamento gerencial.
Finalizando, reconhece-se que a metodologia de Manutenção Centrada em Confiabilidade é
uma ferramenta ideal para otimização dos planos de manutenção em uma planta industrial,
bem como para a estruturação da coleta e análise dos dados de falha.

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 24
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
REFERÊNCIAS
CHIAVENATO, Idalberto. Administração de empresas: uma abordagem contingencial. 3. ed.
São Paulo: Makron Books, 1994.
BODDY, Martin. Reestruturação Industrial, pós-fordismo e novos espaços industriais: uma
crítica. São Paulo: Nobel/Iuperj, 1990.
MOTTA, Fernando C. Prestes. Teoria geral da administração: uma introdução. São Paulo:
Pioneira, 1998.
NETO, Benedito Rodrigues. Marx, Taylor, Ford: as forças produtivas em discussão. 2. ed.
São Paulo: Braziliense, 1991.
OHNO, Taiichi. O Sistema Toyota de produção em larga escala. Porto Alegre: Artes
Médicas, 1997.
TENÓRIO, Fernando Guilherme. Flexibilização Organizacional, mito ou realidade? Rio de
Janeiro, editora FGV, 2000.
MATTESON, T. D., Airline Experience with Reliability-Centered Maintenance, Nuclear
Engineering and Design, 89, p. 385-390, 1985.
MOUBRAY, John. Manutenção Centrada em Confiabilidade. São Paulo, Aladon Ltds, 2000,
426 p.
KARDEC, Alan e NASCIF, Júlio. Manutenção Função Estratégica. Rio de Janeiro,
Qualitymark Ltda, 2003.
Anexo I: Formulário FMEA aplicado ao equipamento Unloader
(Descarregador de balsas com soja)

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 25
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
MCC / FMEA
Código TAG do Equipamento: UNL-0001
Descrição do Equipamento: Unloader Cargotec, descarregador de Balsas
Data: 01/01/2014
Descrição do
Produto/Processo
Funções do
Produto/Processo
Tipo de Falha
Potencial
Efeito de Falha
PotencialCausas da Falha em Potencial Controles Atuais S O D R
falta de graxa no reservatório Verificação semanal
entupimento da linha de lubrificação inexistente
defeito no sensor metálico instalado
dentro do reservatório de graxa inexistente
falta de lubrificação nos rolamentos do motorlubrificação preventiva
curto-circuito no motor inexistente
quedas repentinas de energia
(problemas com geração e distribuição
energia) inexistente
Isolamento inadequado dos cabos
elétricos do motor, gerando fugas para a
carcaça, podendo ocasionar queima do
motor
inexistente
* S=severidade; O=Ocorrência; D=Detecção; R=Grau de Risco
MCC / FMEA
FORMULÁRIO ANÁLISE DO TIPO E EFEITO DE FALHA
FORMULÁRIO ANÁLISE DO TIPO E EFEITO DE FALHA
Segundo análise do grau de
risco, decidiu-se incluir no
plano de manutenção
mensal as verificações do
sistema de graxa, com
prioridade em atividades de
verificação e detecção de
erros, para as causcas de
falha descritas.
Instalar plano de
manutenção e lubrificação
para os motores. Realizar
análise e acompanhamento
preditivo dos níveis de
vibração das tampas frontal
e traseira do motor.
Realizar análise preditiva
das temperaturas das fases
dos motores elétricos.
Realizar análise preditiva
da resistência de
isolamento dos cabos
elétricos (megagem dos
cabos).
Ações Recomendadas Responsável e Prazo
Coordenador
Manutenção
Mecânica. Prazo
Imediato
Coordenador
Manutenção Elétrica.
Prazo 1 ano.
6 300
8 5 6 240parada total do
equipamento
Índices
Unloader:
Descarregador de
Balsas de soja
Descarregamento
de balsas com
soja, a um fluxo
médio de 1.200
ton/hora
Queima de motor
elétrico da rosca
vertical ou
horizontal
parada total do
equipamento10 5
Unloader:
Descarregador de
Balsas de soja
Descarregamento
de balsas com
soja, a um fluxo
médio de 1.200
ton/hora
Falta de
lubrificação na
rosca de
transporte
horizontal

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 26
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Anexo II: Planos de Manutenção Vinculados ao equipamento
Unloader (Descarregador de balsas)

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 27
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 28
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 29
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 30
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 31
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 32
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 33
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015

Consolidação da Metodologia de Manutenção Centrada em Confiabilidade em uma Planta de
Descarregamento de Soja Dezembro/2015 34
ISSN 2179-5568 – Revista Especialize On-line IPOG - Goiânia - Edição nº 10 Vol. 01/2015 dez/2015
![MCC - Catálago MCC 17030 3D - nowak.com.br238].pdf · Title: MCC - Catálago MCC 17030_3D Author: SQD Soluções Corporativas Ltda Subject: Catálago MCC 17030 Created Date: 8/12/2008](https://img.pdfslide.tips/doc/110x75/60290bee18d70330981d7547/mcc-catlago-mcc-17030-3d-nowakcombr-238pdf-title-mcc-catlago-mcc.jpg)