Embed Size (px)
Citation preview

ESTRUTURA E PROCEDIMENTO PARA USO
INTEGRADO DE SOFTWARES DE
PROGRAMAÇÃO DA PRODUÇÃO E DE
SIMULAÇÃO EM ATIVIDADES DE ENSINO
Daniel Abrahao Martins (UNESP)
Marcelo Castanharo (UNESP)
Renato de Campos (UNESP)
Jose de Souza Rodrigues (UNESP)
A programação da produção caracteriza-se como uma das mais difíceis
tarefas relacionadas ao planejamento, devido a necessidade de combinar os
diferentes recursos na linha de produção. A complexidade se deve ao grande
número de variáveis envolvidas e eventos inesperados no chão de fábrica
(como quebra de máquinas, faltas não previstas de materiais ou de
operários, etc.). Para o suporte à atividade de programação pode-se utilizar
Sistemas Avançados de Planejamento ou APS (Advanced Planning and
Scheduling), porém eles não tem flexibilidade para considerar eventos
aleatórios. Outro tipo de software são os de simulação, os quais geralmente
são considerados no projeto de sistemas produtivos, e apresentam uma
maior capacidade para incorporar aleatoriedades e dados com distribuições
de probabilidades em variáveis de um modelo. Os dois tipos de softwares
podem ser utilizados em conjunto em um ambiente real de empresa, mas
também se vislumbra o uso integrado desses softwares no ensino,
aprendizagem e prática da Programação da Produção em cursos tais como
de Engenharia de Produção ou Administração. O objetivo deste trabalho foi
criar uma estrutura e procedimentos para utilização de softwares de
programação da produção e de simulação para o uso integrado em
disciplinas com esse conteúdo em sua ementa. A estrutura e procedimento
projetados permitirão não só complementar a teoria simulando e discutindo
um modelo mais próximo do real, como também desenvolver habilidades
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
técnicas com o uso de softwares de programação e simulação da produção
utilizados na prática pela indústria.
Palavras-chave: Programação da Produção, Simulação, Arranjo Físico,
Sistemas APS

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
1. Introdução
Visando criar melhores condições para o ensino e aprendizagem, alternativas de uso da
simulação, de vários tipos, vêm sendo propostas em diversas áreas do conhecimento. Em
cursos de engenharia de produção a situação não é diferente (YAZICI, 2006; CARDOSO,
2006; NCUBE, 2010). No sentido de se criar meios para o ensino em gestão da produção, está
sendo desenvolvido na Faculdade de Engenharia de Bauru um Ambiente Simulado de
Produção. Este ambiente é constituído de cenários e infra-estrutura física apropriados para a
simulação de processos produtivos, e assim usar de forma integrada sistemas que apoiem a
gestão e controle da produção. Várias configurações e práticas pedagógicas poderão ser
realizadas nesse laboratório didático.
Dentre as atividades de Gestão da Produção, a Programação da Produção caracteriza-se como
uma das mais difíceis tarefas relacionadas ao planejamento da produção, devido a necessidade
de combinar os diferentes recursos presentes na linha de produção. Esta atividade visa criar o
cronograma para a realização de operações, sendo uma tarefa complexa e ao mesmo tempo
fundamental (SLACK et al., 2009).
Para o suporte à atividade de Programação da Produção pode-se utilizar Sistemas Avançados
de Planejamento da Produção ou Sistemas APS (Advanced Planning and
Sheduling)(GIACON; MESQUITA, 2011). Outro tipo de software, geralmente considerado
no projeto de sistemas produtivos, são os softwares de simulação a eventos discretos
(HERNANDEZ; LIBRANTZ, 2013; SILVA et al., 2013). Considerando as características
complementares dos dois tipos de softwares, eles podem ser utilizados em conjunto em um
ambiente real de empresa, mas também se vislumbra o uso integrado desses softwares no
ensino da Programação da Produção em cursos que abordem o tema.
Este artigo apresenta uma proposta de o uso da simulação de forma integrada a possíveis
práticas pedagógicas utilizando possíveis cenários de um Ambiente Simulado de Produção de
um laboratório didático, tal como o uso da simulação para apoio a decisões de planejamento e
controle da produção, e assuntos relacionados como gestão de estoques e projeto de arranjo
físico.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
O objetivo específico foi criar uma estrutura e procedimentos para utilização de Sistemas
Avançados de Planejamento da Produção (APS) e Sistemas de Simulação de forma integrada
visando atividades pedagógicas relacionadas à Programação da Produção para o uso didático
em disciplinas que tenham esse conteúdo em sua ementa.
2. Revisão teórica
Esta seção apresenta uma sintese da teoria acerca dos principais temas desse projeto, e
necessários para a compreensão das propostas e atividades pedagógicas apresentadas.
2.1 Arranjos físicos
Existem três motivos principais que tornam as decisões sobre arranjo físico importantes. O
primeiro é que essas decisões afetam diretamente na capacidade da instalação e a
produtividade das operações. O segundo é a quantidade de dinheiro envolvido quando o
assunto é arranjo físico, dependendo da área afetada e das alterações físicas necessárias nas
instalações, entre outros fatores. O terceiro é que as mudanças podem representar elevadas
dificuldades técnicas para futuras reversões, e podem causar interrupções indesejáveis no
trabalho (MOREIRA, 2002).
De acordo com Silva e Rentes (2012), citando Gonçalves Filho (2005), a eficiência de um
sistema de produção está relacionada com 4 variáveis que atuam dependentemente uma das
outras, as quais são: a tecnologia de fabricação empregada; um bom layout; mão-de-obra
treinada e motivada; e um bom gerenciamento. Por exemplo, para um melhor relacionamento
entre equipes, deve-se optar com um layout celular; se o objetivo é a produção de produtos
padronizadas e em grandes volumes, a melhor escolha será o layout por produto (ou em
linha).
Slack et al. (2009) citam 4 principais tipos de arranjos físicos:
- Arranjo físico posicional: utilizado quando o “recurso transformado não se move entre
os recursos transformadores”. Por exemplo, uma cirurgia de coração;
- Arranjo físico funcional: cada produto ou cliente flui de uma maneira diferente dentro
do ambiente, de modo que cada um irá realizar uma sequência necessária para a sua produção
ou atendimento de sua necessidade, que será diferente do fluxo do próximo produto ou

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
cliente. Por exemplo, hospitais e supermercados;
- Arranjo físico celular: definido como uma “tentativa de trazer alguma ordem para a
complexidade de fluxo que caracteriza o arranjo físico funcional”, pois nele todos os recursos
produtivos necessários para a produção ou realização de alguma função são reunidos em um
único ambiente, criando-se uma célula. Esta célula pode ser arranjada de acordo com um
arranjo funcional ou por produto. Exemplo desse tipo de arranjo é a maternidade em um
hospital;
- Arranjo físico por produto: a matéria-prima ou cliente segue um cronograma
preestabelecido mostrando por quais recursos ele fluirá. Geralmente, não há grandes variações
nesses cronogramas, e tal arranjo é mais utilizada para a produção em massa.
É possível observar uma relação entre a variedade de produtos produzidos ou de serviços
prestados e o volume em que esses são produzidos. Tal relação encontrase na figura 1
Figura 1 - Conceito de arranjo físico em função da característica Volume-Variedade
Adaptado de Slack et al. (2009)
2.2 Programação da produção
Como todo sistema complexo, dependendo da quantidade de variáveis e do grau incerteza,
uma estrutura de decisão com um maior ou menor número de níveis de planejamento deve ser
projetada para o sistema de produção (VOLLMANN et al., 2008). Assim, pode-se dividir a

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
parte de planejamento de acordo com o horizonte de tempo para que ele foi feito:
planejamento de curtos, médios e longos prazos.
Os planejamentos de curtos e médios prazos envolvem um maior foco na parte de controle,
mas sempre sendo guiado pelas metas estabelecidos pelos planejamentos de longo prazo,
sendo que esses que vão ditar as condutas e as tomadas de decisão feitas durante o controle
(SLACK et al., 2009).
A programação, realiazada no curto prazo, caracteriza-se como uma das mais difíceis tarefas
relacionadas ao planejamento da produção, devido a necessidade de combinar os diferentes
recursos presentes na linha de produção com os operários, e como cada recurso e operário
possuem diferentes capacidades produtivas, a tarefa de criar o cronograma para a realização
delas, buscando determinar horários e datas específicas para o início e conclusão dos pedidos,
mostra-se como uma tarefa complicada e ao mesmo tempo fundamental (SLACK et al.,
2009).
O sequenciamento realizado na programação da produção é baseado em regras predefinidas
pela organização, onde está determinado quais são as ordens de produção que terão prioridade
sobre as demais e como os diferentes pedidos serão processados, visando a maximização dos
recursos e sem ultrapassar a capacidade produtiva de cada recurso, ou seja, as suas restrições
físicas. Pode-se priorizar as ordens de produção de acordo com: datas prometidas, prioridade
do consumidor, graus de urgência, entre outros critérios. De acordo com Slack et al. (2009),
pode-se programar uma operação de diversas formas:
i) De frente para trás: onde os pedidos começam a ser feitos o mais cedo possível;
i) De trás para a frente: os pedidos são feitos o mais tarde possível, sem prejudicar a data de
sua entrega;
iii) Por prioridade: os itens, pedidos ou consumidores mais importantes são processados antes
dos demais, independentemente da sua ordem de chegada pelo fato desses terem uma
prioridade maior que os outros;
iv) Padrões de trabalho: usado em atividades em que o recurso principal são as pessoas.
Assim, essa programação visa garantir que sempre haverá a quantidade certa de pessoas

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
trabalhando, a fim de atender a demanda exigida para determinados horários.
2.3 Sistemas APS
A programação e o controle da produção contam com o suporte dos sistemas APS (Advanced
Planning and Scheduling), que são softwares avançados de Planejamento e Controle da
Produção (SOUSA, 2012). Eles são capazes de considerar uma quantidade enorme de
variáveis e restrições ao ambiente produtivo, gerando planos de execução viável (GIACON;
MESQUITA, 2011; FAE; EARHART, 2005).
Segundo Teixeira Júnior (2008), os sistemas APS possibilitam automatizar o controle da
produção, fornecendo on-line uma visão geral de todo o andamento da produção e situação
dos recursos produtivos, permitindo re-programar automaticamente os programas de produção
gerados respondendo instantaneamente, e de forma efetiva, a qualquer variabilidade que possa
ocorrer no ambiente produtivo. Com isto o APS permite rastrear a produção dos produtos que
estão sendo produzidos fornecendo minuto-a-minuto a posição da produção.
2.4 Modelagem e simulação
De acordo com Harrel et al. (2000), a simulação baseia-se na imitação de um sistema, criando
um modelo para ser executado em um computador para ser posteriormente avaliado, visando
melhorar o seu desempenho. A simulação cria uma história artificial da realidade, através de
sua modelagem, e a partir dessa podem ser realizadas observações a respeito do sistema
representado (BANKS, 2000). Assim, através da simulação é possível criar novos ambientes
ou experimentar novas opções para ambientes já existentes, sem precisar muda-los na
realidade, o que poderia a vir causar problemas.
Lobão e Porto (1997) remetem a importância de se simular um sistema antes colocá-lo em
prática, pelo fato de através da simulação ser possível prever alguns resultados decorrentes de
tais sistemas, como por exemplo, acidentes ou falhas decorrentes ou a possibilidade de
economizar grandes quantidades de recursos. Caso um sistema simulado mostre-se
insustentável economicamente, este não deverá ser implementado, e se ele fosse
implementado antes de ser simulado, recursos seriam desperdiçados.
Os motivos para adotar modelos de simulação para a realização de projetos está relacionado

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
ao fato de ser possível criar o sistema em um modelo computacional, testando o seu
funcionamento, medindo suas variáveis que se mostrarem importante, como a capacidade de
produção, identificando se o processo é viável ou não, e se esse pode ser melhorado, com a
identificação e tratamento de um gargalo, por exemplo (SAAD, 2003).
3. Desenvolvimento do trabalho
Após a apresentação do cenário geral e modelo conceitual a ser usado para simulações, o
procedimento para uso integrado de sistemas APS e software de simulação é descrito, seguido
de uma breve descrição da entrada de dados relacionado a este procedimento.
3.1 Descrição do cenário geral e modelo conceitual de processos
Foram desenvolvidos três layouts produtivos distintos, o primeiro para linha de produção com
layout em linha (ou por produto, conforme Figura 2), o segundo para uma produção com
layout por processos e o último para uma com arranjo físico celular.
Nos layouts de produção desenvolvidos, a matéria-prima para fabricar P1, P2 e P3 chegam no
Estoque Inicial através de um fornecedor externo, e de início, o Controle de Qualidade
presente nos processos rejeita 2% dos produtos fabricados, escolhidos aleatoriamente pelo
software, sendo que o layout não interfira nessa taxa de refugo. No processo de embalagem,
os produtos serão agrupados em pacotes que contém 5 produtos. Também assumiu-se
inicialmente que tudo o que é produzido, é vendido, após permanecerem algum tempo no
Estoque Final do processo.
Figura 2 – Representação do processo produtivo em linha

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
Os produtos P1, P2 e P3 são engrenagens que passam por processos de Tratamento Térmicos
em fornos que operam em lotes de 5 unidades por vez. Seguindo para um processo de limpeza
feito por um Jato de Granalha e em seguida P1 passa por um processo de torneamento, indo
posteriormente para uma Retifica, enquanto que P2 e P3 vão direto para a Retifica, sem passar
pelo Torno. Logo, os produtos vão para um Controle de Qualidade, Embaladora (onde são
agrupados em pallets) e, por fim, chegam ao Estoque Final onde são armazenados e são
vendidos, saindo do ambiente produtivo. A demanda dos produtos adotada inicialmente é de
40 unidades semanais de cada um deles, começando a receber a matéria-prima para eles no
momento 0h00 como um frequência de chegada a cada 168 horas, o que é equivalente a uma
semana.
Nos processos produtivos, as capacidades dos recursos produtivos tal como os tempos de
processamento dos produtos (ou lead-time) são iguais para todos os processos desenvolvidos,
a fim de se poder criar comparações entre os resultados obtidos no final de cada processo,
analisando os efeitos dos diferentes layouts de produção sobre o processo produtivo. As
diferenças estão na velocidade de deslocamento das peças em cada tipo de layout, e se os
produtos utilizam ou não os mesmo recursos para serem produzidos. As capacidades de cada
recurso e os tempos de processamento estão expressos na Tabela 1.
Tabela 1 – Tempo dos produtos em cada processo
Tempo dos produto em cada processo (horas)
Processo P1 P2 P3
TratamentoTérmico 19 18 13

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Jato de granalha 2 3 2,5
Torno 4 0 0
Retifica 3 4 2
Controle de Qualidade 3 2 5
Embaladora 2 2,5 1
A Disponibilidade Semanal foi calculado multiplicando as quantidades de horas
presentes em uma semana (168 horas) pela quantidade de recursos disponíveis e pela
capacidade de cada recurso. As capacidades de produção dos recursos presentes na linha de
produção estão expressas na Tabela 2.
Tabela 2 – Capacidade de produção dos recursos dos processos.
3.2 Definição da estrutura conceitual e fluxo de dados
Para este trabalho foram definidos o software de simulação Promodel (HARREL et al., 2000)
e o sistema avançado de planejamento da produção Preactor (www.tecmaran.com), por
estarem disponíveis e serem dos mais completos e utilizados na academia e indústria. Para
viabilizar a aprendizagem mais prática da Programação da Produção com uso de Sistemas
Avançados de Planejamento, ou sistemas APS, integrados software a um de simulação a
eventos discretos, chegou-se a estrutura conceitual apresentada pela Figura 3.
Capacidade de Produção (horas)
Recurso Quantidade Capacidade Disponibilidade Semanal
(horas)
TratamentoTérmico 3 5 2520
Jato de Granalha 3 2 1008
Torno 3 1 504
Retificadora 3 1 504
Controle de Qualidade 1 5 840
Embaladora 1 15 2520

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Figura 3 - Estrutura conceitual para uso integrado dos sistemas APS e de Simulação
Baseada na estrutura apresentada, o procedimento geral para uso da estrutura consiste em:
i) Baseado no Modelo de Produção Fictício, os dados/variáveis relacionados aos possíveis
cenários do Ambiente Simulado de Produção devem ser inseridos no sistema APS, o qual
deve funcionar como um sistema de apoio à programação da produção;
ii) Como saída do sistema, deve-se gerar um relatório de resultados esperados;
iii) Os mesmos dados do modelo fictício inseridos no Sistema APS devem ser inseridos no
Promodel, porém acrescidos de aleatoriedades e/ou variações conforme distribuições que
retratem eventos reais não esperados/previstos, típicos de um sistema de produção físico;
iv) A Programação da Produção gerada no sistema APS deve ser entrada para o software de
Simulação;
v) Como saída, deve-se gerar relatórios com informações/indicadores iguais e/ou semelhantes
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
ao do Preactor;
vi) Com os dois relatórios, pode-se partir para a comparação e análise de resultados,
possibilitando discussões sobre a teoria com base nas simulações.
Para ilustrar a estrutura e o procedimento propostos são apresentados nas seções seguintes
algumas entradas de dados e os possíveis relatórios envolvidos no Preactor e Promodel.
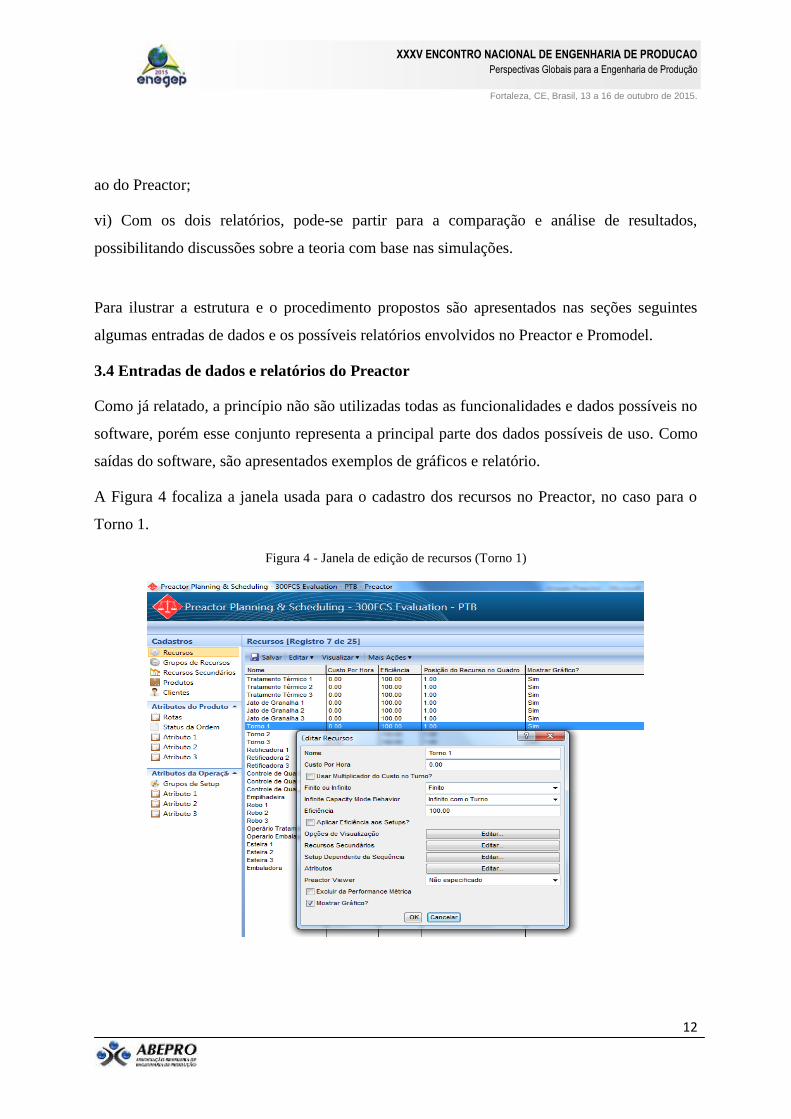
3.4 Entradas de dados e relatórios do Preactor
Como já relatado, a princípio não são utilizadas todas as funcionalidades e dados possíveis no
software, porém esse conjunto representa a principal parte dos dados possíveis de uso. Como
saídas do software, são apresentados exemplos de gráficos e relatório.
A Figura 4 focaliza a janela usada para o cadastro dos recursos no Preactor, no caso para o
Torno 1.
Figura 4 - Janela de edição de recursos (Torno 1)

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
Para se considerar os diferentes layout de produção no Preactor, sugere-se o uso do conceito
de “Grupo de Recursos”, e assim facilitar e ajudar na consistência das programações a serem
realizadas no futuro. A Figura 5 apresenta especificamente a janela para definição do grupo de
recursos para Arranjo em Linha 1. A Figura 6 ilustra do cadastro para o grupo de recursos
para arranjo por processos para as Retificadoras, bastando apenas clicar em “Adicionar”. Ao
se utilizar o grupo para a programação, qualquer uma das retificadoras poderá ser utilizadas.
Figura 5 - Janela para cadastro de grupos de recursos (Arranjo em Linha 1)
Figura 6 - Janela para cadastro de grupos de recursos
(Retificadoras)

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
A Figura 7 mostra em detalhe a janela para definição dos dados de operações, no caso a
operação de retificação para o Produto P1 (Arranjo em Linha 1).
Figura 7 - Janela para dados de operações (Retificação de P1 no arranjo de Linha 1)
Detalhes da edição de ordens e tempos de operação são apresentados na Figura 8. Na Figura 9
são apresentadas opções de regras de sequenciamento para a programação das ordens de

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
produção.
Figura 8 - Detalhes da edição de ordens e tempos de operação
Figura 9 - Opções de regras de sequenciamento para a programação das ordens de produção
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
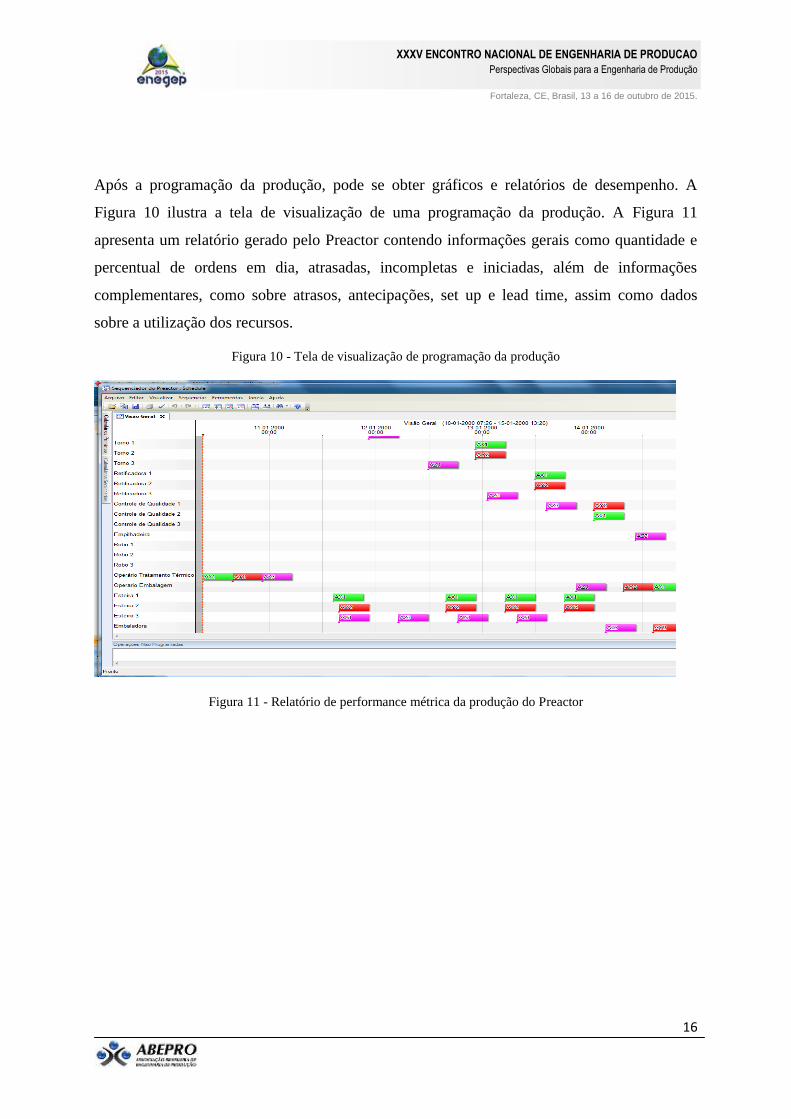
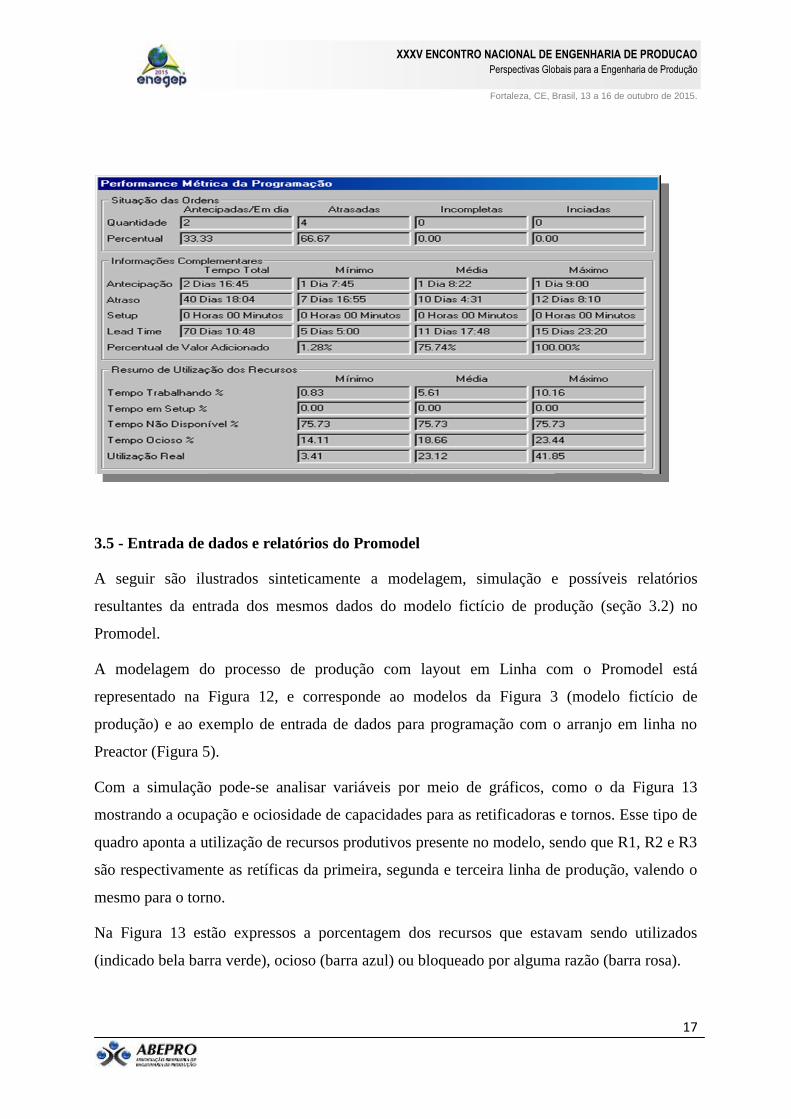
Após a programação da produção, pode se obter gráficos e relatórios de desempenho. A
Figura 10 ilustra a tela de visualização de uma programação da produção. A Figura 11
apresenta um relatório gerado pelo Preactor contendo informações gerais como quantidade e
percentual de ordens em dia, atrasadas, incompletas e iniciadas, além de informações
complementares, como sobre atrasos, antecipações, set up e lead time, assim como dados
sobre a utilização dos recursos.
Figura 10 - Tela de visualização de programação da produção
Figura 11 - Relatório de performance métrica da produção do Preactor
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
3.5 - Entrada de dados e relatórios do Promodel
A seguir são ilustrados sinteticamente a modelagem, simulação e possíveis relatórios
resultantes da entrada dos mesmos dados do modelo fictício de produção (seção 3.2) no
Promodel.
A modelagem do processo de produção com layout em Linha com o Promodel está
representado na Figura 12, e corresponde ao modelos da Figura 3 (modelo fictício de
produção) e ao exemplo de entrada de dados para programação com o arranjo em linha no
Preactor (Figura 5).
Com a simulação pode-se analisar variáveis por meio de gráficos, como o da Figura 13
mostrando a ocupação e ociosidade de capacidades para as retificadoras e tornos. Esse tipo de
quadro aponta a utilização de recursos produtivos presente no modelo, sendo que R1, R2 e R3
são respectivamente as retíficas da primeira, segunda e terceira linha de produção, valendo o
mesmo para o torno.
Na Figura 13 estão expressos a porcentagem dos recursos que estavam sendo utilizados
(indicado bela barra verde), ocioso (barra azul) ou bloqueado por alguma razão (barra rosa).

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
18
Figura 12 - modelo de simulação do processo produtivo em linha feito no promodel

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
19
Figura 13 – Utilização dos recursos de produção (arranjo em linha)
Os resultados da simulação com o Promodel também podem ser obtidos por meio de
relatórios, como ilustra a figura 14 para resultados gerais da simulação.
Figura 14 – Relatório com informações gerais de simulação (Arranjo em Linha)

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
20
Esse relatório disponibiliza informações sobre o total de saídas de materiais ou produtos
(neste caso, produção de P1, P2 e P3), tempo médio de permanência dos materiais/produtos
no sistema de produção, tempo médio de processamento em máquinas, e possivelmente o
custo médio de produção.
A modelagem do processo de produção com layout por Processo com o Promodel é feita de
forma similar, obtendo-se os mesmo tipos de dados no formato de gráficos e relatórios.
3.6 – Possíveis Aleatoriedades para a Simulação a Eventos Discretos
O Promodel apresenta a possibilidade de se utilizar uma distribuição de probabilidades para
variáveis nos modelos simulados. Considerando o modelo de processo do Ambiente Simulado
de Produção, poderiam ser acrescidos no Promodel aleatoriedades e/ou variações que retratem
eventos reais não previstos, típicos de um sistema de produção físico, como:
- diferentes perfis de demandas de produtos;
- possíveis atrasos em datas de entrega de materiais;
- faltas não previstas de materiais, como perdas de materiais por baixa qualidade;
- faltas e disponibilidade de operários;
- número e capacidade de máquinas
- quebras e ineficiências de máquinas;
- tempos de processamento de operações.
Os resultados poderiam ser comparados com os resultados da programação com o
Preactor, que considerou valores determinísticos, por meio de relatórios.
4. Considerações Finais
O objetivo deste trabalho foi criar uma estrutura e procedimentos para utilização de softwares
de programação da produção e de simulação para o uso integrado em disciplinas com esse
conteúdo em sua ementa. Foram utilizados os softwares Preactor e Promodel, por serem dos
mais completos e utilizados na indústria, porém em outros casos ou unidades de ensino
superior pode-se utilizar outros software semelhantes. A estrutura proposta está representada

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
21
na Figura 2.
Os mesmos dados de um cenário fictício de produção são inseridos no Preactor e no
Promodel, porém acrescidos de aleatoriedades ou variações que retratem eventos reais não
previstos. A programação da produção gerada no Preactor é entrada para o Promodel. Após a
simulação, é gerado um relatório, semelhante ao gerado com o Preactor, o que permite
comparações, análise e discussões sobre o comportamento do sistema produtivo simulado.
Assim, a estrutura e procedimentos projetados permitem não só complementar a teoria
simulando e discutindo um modelo mais próximo do real, como também permite desenvolver
habilidades técnicas com o uso de softwares profissionais de programação e simulação da
produção utilizados na prática pela indústria.
Como trabalhos futuros, é interessante trabalhar visando a integração de dados de outras áreas
funcionais típicas de uma empresa, como custos, integrando outros sistemas como um MRP
ou ERP. Muito importante é acompanhar e avaliar em sala de aula se os alunos tem percepção
de melhoria de aprendizado e satisfação com os procedimentos.
Referências
BANKS, J. Introduction to simulation. Winter Simulation Conference, Orlando, USA, 2000.
CARDOSO, P. A. Interdisciplinaridade na prática: a experiência da aplicação do software preactor como
ferramenta de integração curricular no curso de graduação em engenharia de produção. Revista Gestão
Industrial, v. 03, n. 01: p. 102-111, 2007.
FAÉ, C. F.; EARTH, A. A Introdução de ferramentas APS nos sistemas de Planejamento, Programação e
Controle da Produção. In: XXV Encontro Nacional de Engenharia de Produção – ENEGEP, 2005. Porto Alegre-
RS. Anais...
GIACON, E.; MESQUITA, M. A. Levantamento das práticas de programação detalhada da produção:
um survey na indústria paulista. Gestão e Produção, São Carlos, vol.18 no.3, 2011.
HARREL, C. R.; GHOSH, B. K.; BOWDEN, R. Simulation Using ProModel. McGraw-Hill, 2000.
HERNANDEZ, M. A. G.; LIBRANTZ, A. F. H. Reduction of the inventory in a packaging industry using
discrete events simulation. In: ICIEOM/CIO, 2013, Valladolid, Spain. Proceedings...
LOBÃO, E. C.; PORTO, A. J. V. Proposta para sistematização de estudos de simulação. XVII Encontro
Nacional de Engenharia de Produção - ENEGEP. Gramado, RS, 1997.
MOREIRA, D. A. Administração da Produção e Operações. 5. ed. São Paulo: Editora Pioneira, 2000.
NCUBE, L. B. A. Simulation of Lean Manufacturing: The Lean Lemonade Tycoon 2. Simulation & Gaming. v.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
22
41(4) 568–586, 2010.
SAAD, S. M. The reconfiguration issues in manufacturing systems. Journal of Materials Processing
Technology, 138, pp. 277-283, 2003.
SILVA, M. C. Projeto de expansão de uma empresa de produtos sob encomendas. In: XXXIII Encontro
Nacional de Engenharia de Produção – ENEGEP, 2013, Salvador-BA. Anais...
SILVA, A. L.; RENTES, A. F. Um modelo de projeto de layout para ambientes job shop com alta variedade de
peças baseado nos conceitos da produção enxuta. Gest. Prod., São Carlos, v. 19, n. 3, 2012.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. Tradução de Henrique Luiz
Corrêa. 3 ed. São Paulo: Atlas, 2009.
SOUSA, T. B. Referencial teórico sobre sistemas APS: um ponto de partida para futuras pesquisas. In: XXXII
Encontro Nacional de Engenharia de Produção – ENEGEP, 2012, Bento Gonçalves-RS. Anais...
TEIXEIRA JÚNIOR, R. F. Análise das principais funcionalidades de um sistema nacional de planejamento e
programação avançados (APS). In: SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO, 15, 2008, Bauru. Anais...
VOLLMANN, T. E.; BERRY, W. L.; WHYBARK, D. C.; JACOBS, F. R. Sistemas de Planejamento e
Controle da Produção: O gerenciamento da cadeia de suprimentos. Editora Bookman, 5 ed. 2008.
YAZICI, H. J. Simulation modeling of a facility layout in operations management classes. Simulation &
Gaming. vol. 37 no. 1 73-87, March, 2006.