Embed Size (px)
Citation preview

TEMAT:
Planowanie i sterowanie
produkcją i realizacją usług
prof. PŁ dr hab. inż. Andrzej Szymonik
www.gen-prof.pl
Łódź 2017/2018
Def. planowania:
„to element zarządzania polega na
decydowaniu o podjęciu działań
zorientowanych na wywołanie zjawisk,
które nie zaistniałyby samoistnie”.
Poziomy planowania:
Zakres
• Ogólnozakładowy
• Międzywydziałowy
• Wewnątrz-wydziałowy
Czas
• Długookresowe
• Średniookresowe
• Krótkookresowe
Etapy procesu planowania (wariant
I):
ustalenie celów;
zidentyfikowanie problemów;
poszukiwanie alternatywnych
rozwiązań;
cd. etapy procesu planowania
(wariant I):
ocenianie konsekwencji;
dokonanie wyboru;
wdrażanie planu;
kontrola realizacji.
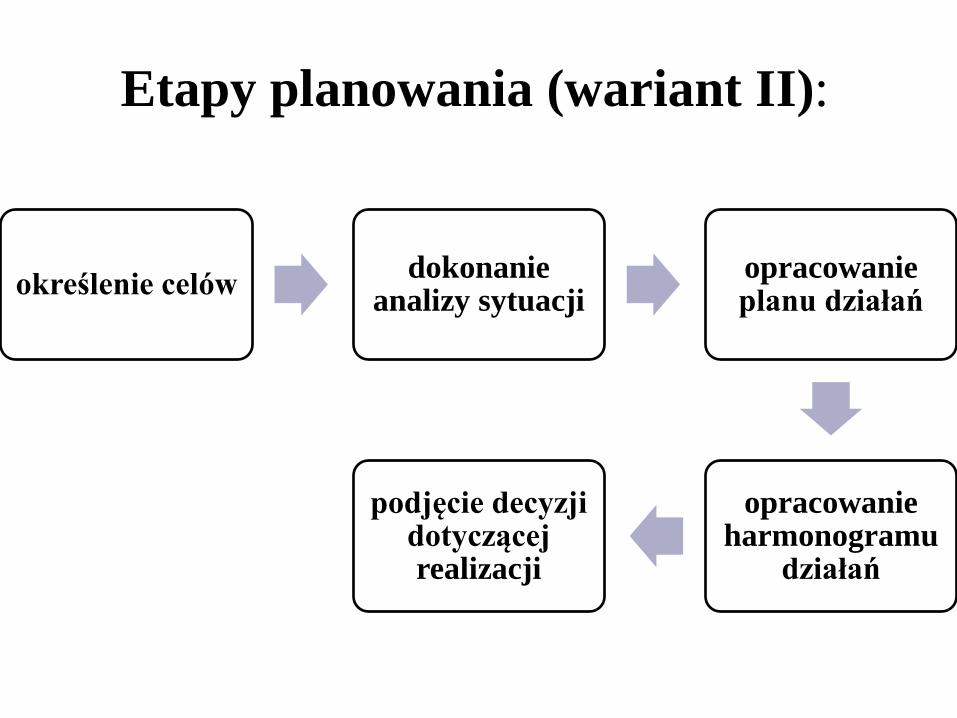
Etapy planowania (wariant II):
określenie celów dokonanie
analizy sytuacji opracowanie planu działań
opracowanie harmonogramu
działań
podjęcie decyzji dotyczącej realizacji

Klasyfikacja - hierarchia
planowania:
planowanie strategiczne
planowanie taktyczne
planowanie operacyjne
cd. Klasyfikacja - hierarchia planowania:
• strategiczny, długofalowy - na kilka lat,
główne cele, misja;
• taktyczny - konkretyzuje cele i
kierunki działania ustalone w planie
strategicznym;
• operatywny - zapewnia prawidłowe
działanie organizacji, wciela w życie
plan taktyczny.
cd. Klasyfikacja - hierarchia okres
planowania:
• perspektywiczne (1 do kilkudziesięciu lat);
• długoterminowe (1 do 5 lat);
• średnioterminowe (od 3 do 18 miesięcy);
• krótkoterminowe (do 3 miesięcy);
• bieżące - (godziny i terminy spotkań,
spraw do załatwienia).
cd. Klasyfikacja - hierarchia dziedziny
(funkcji):
• marketingowe;
• BiR;
• sprzedaży;
• produkcji;
• logistyki;

cd. Klasyfikacja - hierarchia dziedziny
(funkcji):
• jakości;
• remontów i konserwacji;
• zatrudnienia;
• finasowania i budżetowania;
• inwestycji.
cd. Klasyfikacja - hierarchia zakres
planowania:
• ogólnozakładowe;
• międzywydziałowe
(międzykomórkowe);
• wewnątrzwydziałowe (wewnątrz-
komórkowe).
cd. Klasyfikacja - hierarchia warunków
(sytuacji) stosowania:
• jednorazowe;
• ciągłe;
• awaryjne.
Planowanie w przedsiębiorstwie
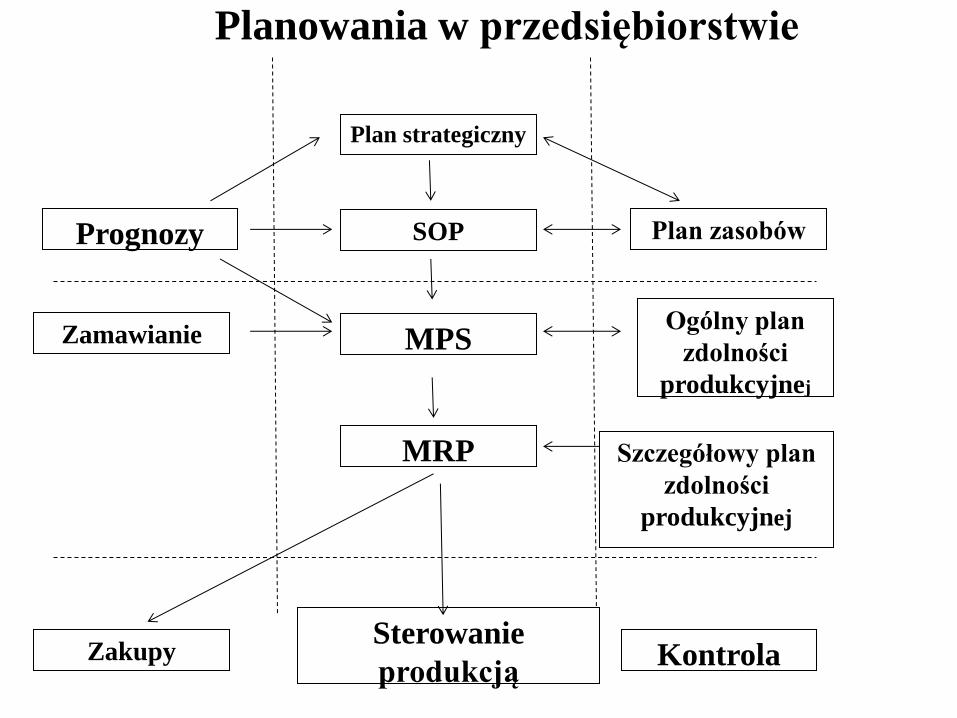
MRP Szczegółowy plan
zdolności
produkcyjnej
Zakupy Sterowanie
produkcją Kontrola
Plan strategiczny
Prognozy SOP Plan zasobów
Zamawianie MPS Ogólny plan
zdolności
produkcyjnej
Planowania w przedsiębiorstwie
16
• jest programem działań dla
realizacji misji i strategicznych
celów przedsiębiorstwa;
•powinno uwzględniać reagowanie
na zmiany otoczenia.

17
• rozwoju wyrobu;
• rozwoju procesów wytwarzania wyrobu;
• rozwoju zdolności produkcyjnych
i niezbędne do tego inwestycje;
• pracy, płac i zatrudnienia;
• finansową przedsiębiorstwa.
18
Podstawy planowania strategicznego:
1) badania marketingowe;
2) prognozy:
ekonomiczne,
techniczne,
zapotrzebowania na wyrób.
19
Obejmuje ono:
• marketing;
• badanie i rozwój wyrobu oraz rozwój
technik wytwarzania wyrobu;
• przygotowanie produkcji;
• plany przepływów środków
finansowych, przychodów i zysków
przedsiębiorstwa.
20
dotyczy działań jednorazowych,
nazywanych projektami, które
najczęściej dotyczą przygotowania
produkcji, oraz działań
powtarzalnych, które najczęściej
dotyczą procesów wytwarzania
wyrobów.

21
• opracowywaniu zadań pracowników,
dostarczaniu narzędzi, materiałów,
instrukcji wykonawczych oraz
zapewnianiu obsługi stanowisk roboczych;
• ustalaniu kolejności zadań, czasu ich
trwania oraz początku i końca wykonania;

22
• ewentualnie, korygowaniu programów
wytwórczych;
• badaniu jakości procesów
wytwórczych oraz jakości wytworzonych
wyrobów;
• wyznaczaniu stanu zapasów produkcji w toku i
ewentualnym korygowaniu go;
• badaniu kosztów i ich korygowaniu w
odniesieniu do kosztu normatywnego.

Planowanie sprzedaży i operacji
Sposoby planowania sprzedaży i
operacji:
• zstępujące;
• wstępujące.
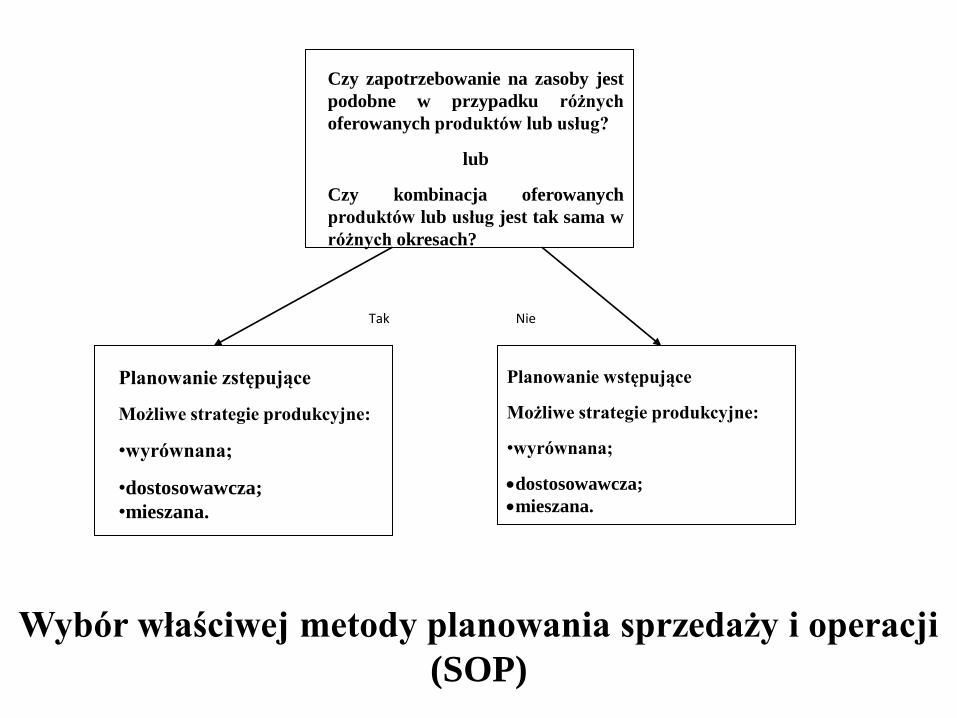
Tak Nie
Czy zapotrzebowanie na zasoby jest
podobne w przypadku różnych
oferowanych produktów lub usług?
lub
Czy kombinacja oferowanych
produktów lub usług jest tak sama w
różnych okresach?
Planowanie zstępujące
Możliwe strategie produkcyjne:
•wyrównana;
•dostosowawcza;
•mieszana.
Planowanie wstępujące
Możliwe strategie produkcyjne:
•wyrównana;
dostosowawcza;
mieszana.
Wybór właściwej metody planowania sprzedaży i operacji
(SOP)
Planowanie zstępujące:
• jest podporządkowany jednej
zagregowanej prognozie sprzedaży;
• stosujemy gdy asortyment nie zmienia się
z okresu na okres;
• na podstawie ogólnej prognozy można
sporządzać dokładne plany taktyczne, a
następnie dzielić zasoby pomiędzy
poszczególne produkty lub usługi w fazie
planowania szczegółowego i kontroli.

Planowanie zstępujące – etapy:
• 1. Opracowanie zagregowanej prognozy sprzedaży i obliczenia wartości planistycznych. Planowanie zstępujące rozpoczyna się od sporządzenia zagregowanej prognozy sprzedaży. Wartości planistyczne są wykorzystywane w dwóch następnych dwóch etapach do przełożenia prognozy sprzedaży na potrzeba zasobowe i określenia wykonalności i kosztów realizacji różnych SOP.

cd. Planowanie zstępujące – etapy:
• 2. Przełożenie prognozy sprzedaży na
potrzeby zasobowe. Celem tego etapu jest
przejście od analizy danych dotyczących
sprzedaży do analizy danych dotyczących
operacji i łańcucha dostaw, potrzebnych w
planowaniu taktycznym. Do typowych
zasobów należą między innymi liczba
dostępnych roboczogodzin, liczba
dostępnych maszynogodzin i materiały.

cd. Planowanie zstępujące – etapy:
• 3. Generowanie różnych planów produkcji.
Na tym etapie kierownictwo określa
wykonalność i koszty realizacji różnych
planów produkcji.
W zależności od poziomu produkcji i
zapasów wyróżniamy plany: • wyrównane – wielkość produkcji jest
niezmieniona, a zapasy rekompensują różnice
między sprzedażą a produkcją, takie podejście
najlepiej się sprawdza gdzie produkcja jest ciągła
i wszelkie zmiany są niemożliwe lub bardzo
kosztowne np. produkcja płytek ceramicznych,
przemysł hutniczy, rafinerie ropy naftowej (w
tym przypadku mamy do czynienia z produkcja
typy „tłoczenie” – push), jest to rodzaj bardzo
dogodny dla organizowania logistyki produkcji);
cd. W zależności od poziomu produkcji i
zapasów wyróżniamy plany:
• dostosowawcze – wielkość produkcji jest
zmienna i jest uzależniona od sprzedaży, takie
podejście („ssania” – pull) najlepiej sprawdza,
kiedy szybko możemy wytworzyć wyrób przy
małych kosztach przezbrajani linii
produkcyjnej i jednocześnie jego koszty
magazynowania są stosunkowo duże
(przykładem może być przemysł meblarski,
stolarki okiennej, drzwiowej);
cd. W zależności od poziomu
produkcji i zapasów wyróżniamy
plany:
• mieszane – zmianom podlega zarówno
poziom produkcji, jak i stan zapasów, dzięki
czemu plan ten jest najefektowniejszy.

Planowanie wstępujące
Metoda tworzenia SOP stosowana
wtedy, gdy asortyment produktów lub
usług jest zmienny, a ich potrzeby
zasobowe bardzo się różnią.
Planowanie
sprzedaży i operacji
Planowanie nadrzędne
Planowanie potrzeb
materiałowych (MRP)
Zarządzanie złożonymi
zamówieniami
Kontrola działalności
produkcyjnej
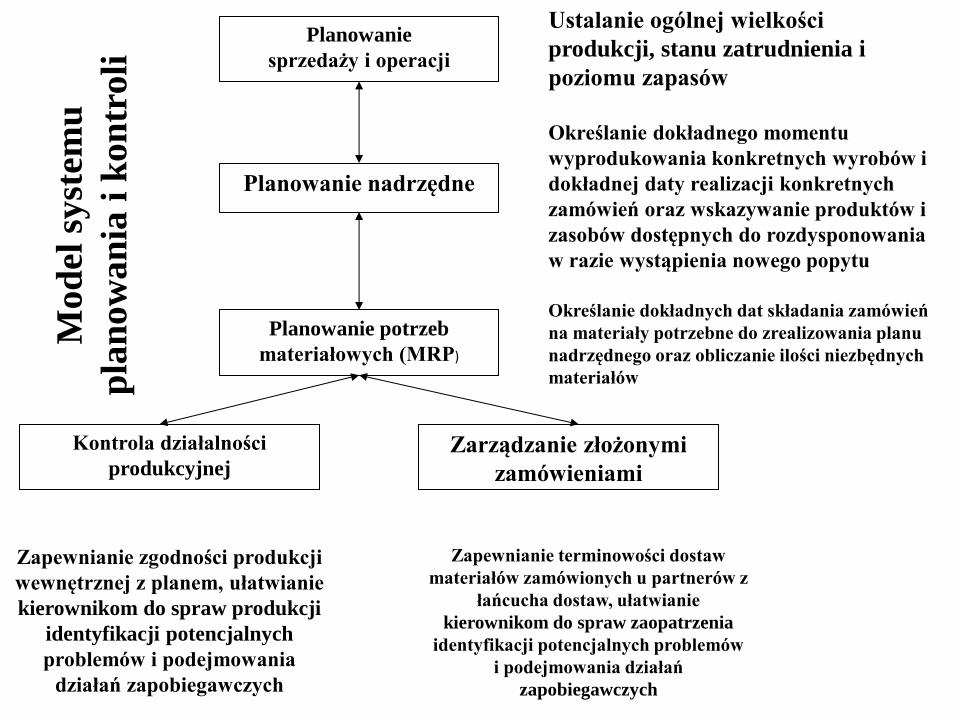
Ustalanie ogólnej wielkości
produkcji, stanu zatrudnienia i
poziomu zapasów
Określanie dokładnego momentu
wyprodukowania konkretnych wyrobów i
dokładnej daty realizacji konkretnych
zamówień oraz wskazywanie produktów i
zasobów dostępnych do rozdysponowania
w razie wystąpienia nowego popytu
Określanie dokładnych dat składania zamówień
na materiały potrzebne do zrealizowania planu
nadrzędnego oraz obliczanie ilości niezbędnych
materiałów
Zapewnianie zgodności produkcji
wewnętrznej z planem, ułatwianie
kierownikom do spraw produkcji
identyfikacji potencjalnych
problemów i podejmowania
działań zapobiegawczych
Zapewnianie terminowości dostaw
materiałów zamówionych u partnerów z
łańcucha dostaw, ułatwianie
kierownikom do spraw zaopatrzenia
identyfikacji potencjalnych problemów
i podejmowania działań
zapobiegawczych
Mo
del
sy
stem
u
pla
no
wa
nia
i k
on
tro
li
Plan nadrzędny jest ściśle powiązany z
takimi wielkościami jak:
• końcowy stan zapasów w module planu
nadrzędnego - EIt:
• EIt = EIt-1 + MPSt – maksimum (Ft, OBt)
gdzie:
MPSt – ilość produktów dostępna w okresie t według nadrzędnego planu produkcji;
Ft – prognozowany popyt w okresie t;
OBt – zamówienie zarezerwowane do realizacji w czasie t.
Plan nadrzędny jest ściśle powiązany z
takimi wielkościami jak:
• ilość towaru dostępna do rozdysponowania
(ATP) w module PN;
• zapotrzebowanie netto (NRt) w okresie t, w
module MRP;
• planowany stań końcowy zapasów w module
MRP;
• wskaźnik krytyczny.

Zadanie dla studenta:
Który poziom planowania
(zrządzania) zanika i dlaczego?
Opracowanie planu produkcji
Co pod tym się kryje?
• co to jest plan produkcji;
• procedura opracowywania planu
produkcji;
• ustalenie zadań produkcyjnych;
• ustalenie rozkładu produkcji w czasie;
• zlecenia produkcji.
Def. planowanie produkcji:
„ustalenie przepływu strumienia
przedmiotów przez poszczególne
komórki produkcyjne w okresach
kalendarzowych wraz z bieżącą
kontrolą i regulowaniem tego
przepływu”.
Przepływ przez wydziały
produkcyjne to wyznaczenie:
• asortymentu i liczby przedmiotów
doprowadzonych do danej komórki;
• okresu przebywania przedmiotów w
komórce produkcyjnej celem realizacji
procesu technologicznego lub
przedmiotowego;
• asortymentu i liczby przedmiotów
opuszczających komórkę produkcyjną.

Składowe planowania produkcji:
• sterowanie przepływem produkcji –
obejmuje określenie przepływu
strumienia przedmiotów przez
komórki;
• ewidencja i kontrola przepływu
produkcji;
• rozliczanie ilościowo wartościowe
wykonanej produkcji.

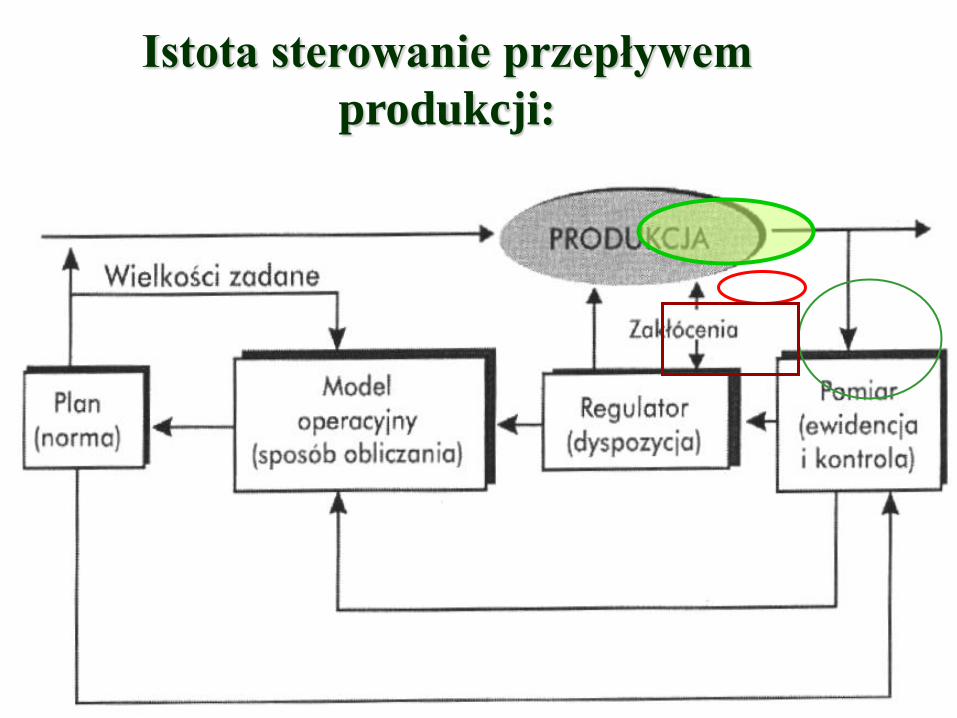
Sterowanie produkcją:
Cele sterowania produkcją:
• realizacja głównego
harmonogramu produkcji;
• realizacja harmonogramu
zapotrzebowania materiałowego;
cd. Cele sterowania produkcją:
• utrzymanie odpowiedniego
poziomu i równomierności
obciążenia potencjału
produkcyjnego oraz efektywnego
ich wykorzystania;
• utrzymanie odpowiedniego
poziomu zapasów robót w toku;

cd. Cele sterowania produkcją:
• osiągniecie złożonego poziomu
obsługi;
• osiąganie wzrostu produktywności
i jakości produkcji.
Co to jest sterowanie i z czego się
składa?
Sterowanie
Planowanie
Kontrola Ewidencja

48
zespół działań zmierzających do
uzyskania przez system produkcyjny i
przedsiębiorstwo, oczekiwanych-
założonych uprzednio- efektów.
II. Sterowanie produkcją to:
„Funkcja kierowania i regulacji
przepływu materiałów obejmująca cykl
wytwarzania, począwszy od określenia
zapotrzebowania na surowce aż po
dostawy produktu finalnego”
51
• planowania,
• kontroli realizacji,
• porównania wyników kontroli z
planem,
• korygowania w sytuacji, gdy jest to
niezbędne.

52
• sterowanie nadrzędne (sterowanie
produkcją),
• sterowanie podrzędne (sterowanie
przepływem).

53
• sterowanie w układzie otwartym;
• sterowanie w układzie zamkniętym.
54
• terminowo-ilościowe;
• zapasami;
• jakością;
• kosztami itd.

55
• informacji kontrolnych;
• modelu sterowania;
• systemu informacji;
• narzędzi sterowania;
• struktury organizacyjnej ośrodka sterowania.
56
W odniesieniu do systemów sterowania
wyróżnić można terminy:
•wzorcowy;
• limitowy;
•dyrektywny, w którym powinna być
ona wykonana.
Kryteria oceny systemu
sterowania:
• czułość,
• szybkość reakcji,
• elastyczność sterowania,
• zgodności funkcjonowania systemu
z żądaniami użytkownika.

Techniki (sposoby, metody)
planowania i sterowania
produkcją
Parametry wspomagające
sterowanie:
seria produkcyjna,
partia produkcyjna,
cykl produkcyjny:
takt,
rytm,
okres powtarzalności,
wielkości zapasów.
I. Sterowanie według rytmu
produkcji:
• stosuje się w komórkach o produkcji
seryjnej ustabilizowanej;
• umożliwia wykonanie produkcji przy
najniższym stanie produkcji nie
zakończonej wynikającym z zapasu
technologicznego oraz produkcyjnego;
Sterowanie wg rytmu polega na
wyznaczeniu normatywów:
1. rytmu R;
Rytm = Wielkość serii/Zapotrzebowanie np.
dzienne przez odbiorcę, wydział montażu
itp.
(Rytm oznacza okres czasu między
uruchomieniem dwóch kolejnych serii
produkcyjnych).

cd. Sterowanie wg rytmu polega na
wyznaczeniu normatywów:
2. cyklu serii przedmiotów C
C= ΣTpz + nΣTj + ΣTpmo gdzie:
Tpz - czas przygotowawczo - zakończeniowy
operacji; Tj - czas jednostkowy operacji;
Tpmo – czas przerwy międzyoperacyjnej
określamy przy pomocy normatywu; n -
wielkości serii .
cd. Sterowanie według rytmu polega na
wyznaczeniu normatywów:
3. Wielkość serii n =C/L ∑ Tj
gdzie: L – jest współczynnikiem
określanym przez normatyw, w zakresie
od 0.01 do 0.03 dla przedmiotów prostych,
niedrogich, lub 0.04 do 0.10 dla
przedmiotów skomplikowanych.
II. Sterowanie wg rytmu produkcji i
zapasu zabezpieczającego:
1. wymaga ustalenia rytmu R, cyklu C i
wielkości serii n oraz zapasu
zabezpieczającego Zz, gdzie:
Zz - iloczyn odchyleń w dniach terminu
spływu serii i wielkości dziennego
zapotrzebowania poszczególnych
produkowanych przedmiotów w sztukach.
cd. II Sterowanie według rytmu
produkcji i zapasu zabezpieczającego:
2. ustalenie normatywu zapasu
magazynowego = zapas zabezpieczający
+ zapas produkcyjny:2
Normatyw zapasu magazynowego
uwzględnia odchylenia od całego zapasu
magazynowego produkowanych
przedmiotów.
III. Sterowanie według taktu
produkcji:
• stosowane w produkcji masowej;
• sprowadza się do:
ustalenia planu produkcji okresu (np. tydzień) z określeniem produkcji zakończonej i uruchomionej;
ciągłego czuwania nad sprawnością pracy linii lub potoku;
określenia okres czasu (T) między spływem dwóch kolejnych przedmiotów z linii.
IV. Sterowanie według zapasów
magazynowych:
• produkuje się zwykle w oparciu o tzw.
system minimum – maximum (stan
minimalny i stan maksymalny określany w
kartotece asortymentowej);
• zawiadomienie o stanie informacyjnym
stanowi podstawę do umieszczenia danych
asortymentów w planie najbliższego okresu.

Optymalizacja (propozycje –
warianty)
1. Koszt przygotowania produkcji:
Kp = Q/n x kp
Q - wielkość rocznego zapotrzebowania
na wyrób,
n - wielkość serii produkcyjnej,
kp - koszt przygotowania produkcji jednej
serii.
2. Zdolność produkcyjna:
Td = L x Tn x f
Td - dysponowany fundusz czasu pracy
komórki produkcyjnej,
L - liczba stanowisk roboczych,
Tn - nominalny czas pracy stanowiska w
ciągu jednego dnia,
f - wskaźnik wykorzystania nominalnego
czasu pracy.
3. Koszty uruchomienia serii produkcji:
• przestrojenia urządzeń i maszyn
produkcyjnych;
• sporządzania i projektowania
harmonogramu produkcji w serii;
• zamówienia materiałów do produkcji
nowej serii.

4. Koszty magazynowania wyrobów:
• czynsze, ubezpieczenia, podatki;
• koszty kredytu na finansowanie
zapasów;
• koszty utrzymania magazynów.
5. Koszty całkowite produkcji i
magazynowania K:
Łączne koszty magazynowania i
produkcji istotne dla podjęcia decyzji o
długości serii:
K = Kp + Km gdzie:
Kp - koszty całkowite produkcji;
Km - koszty całkowite
magazynowania.
6. Koszt wytwarzania Kwytw:
Kwytw = Kb + Kp
• Kb - koszty bezpośrednie;
• Kp - koszty pośrednie (np. koszty
wydziałowe – utrzymanie infrastruktury,
konserwacje i inne, ogólnozakładowe –
płace i ubezpieczenia, utrzymanie
laboratoriów, koszty przestojów i inne).
7. Koszt bezpośredni - Kb :
Kb= Krb + Kmb + Kbi
Krb – koszt robocizny udokumentowany
kartami pracy;
Kmb - koszt materiałów potwierdzony
dokumentami;
Kbi – inne koszty bezpośrednie (np. smary) nie
wchodzące w wyrób.
8. Koszty własny wyrobu Kwł:
Kwł = Krb + Kmb + Kbi + Kw + Koz
Krb – koszty robocizny udokumentowany kartami
pracy;
Kmb - koszty materiałów potwierdzony
dokumentami;
Kbi – inne koszty bezpośrednie nie wchodzące w
wyrób;
Kw – koszty wydziałowe związane z pracą gdzie
wykonywany jest wyrób;
Koz – koszty ogólnozakładowe;
.
9. Zdolność produkcyjna:
Td = L x Tn x f
Td - dysponowany fundusz czasu pracy
komórki produkcyjnej,
L - liczba stanowisk roboczych,
Tn - nominalny czas pracy stanowiska w
ciągu jednego dnia,
f - wskaźnik wykorzystania nominalnego
czasu pracy.
Rodzaje koncepcji planowania i
sterowania produkcją
Rodzaje koncepcji planowania i
sterowania produkcją:
• MRP – planowanie potrzeb
materiałowych;
• MRP II – planowanie zasobów
produkcyjnych;
• ERP – planowanie zasobów
przedsiębiorstwa;
cd. Rodzaje koncepcji planowania i
sterowania produkcją: • JiT;
• OPT – (Optimized Production
Technology) - technika
zoptymalizowanej produkcji;
• CPM – metoda ścieżki krytycznej;
• Karty Gantt’a;
• PP – plany programy;
• controlling produkcji.
OPT – technika
zoptymalizowanej produkcji: • maksymalizująca efektywność procesu przez
optymalizację obciążenia, minimalizację zapasów
i kosztów produkcji;
• opiera się na szczegółowej identyfikacji wąskich
przekrojów i harmonogramowaniu ich
obciążenia za pomocą specjalnego algorytmu;
• stała się podstawą podejścia do zarządzania
znanego jako teoria ograniczeń.
Podstawowe elementy OPT:
• monitoring - opomiarowanie;
• zbieranie danych.
• automatyzacja;
• sterowanie;
• zarządzanie siłami wytwórczymi;

Filary sukcesu:
• dokładne, wystarczająco szczegółowe i
docierające na czas dane o
parametrach funkcjonowania
poszczególnych działów
przedsiębiorstwa, jego wynikach
biznesowych;

cd. Filary sukcesu:
• poprawa indywidualnych osiągów, tak
by dobrze zidentyfikować i osiągnąć
określone wartości kontrolowanych
parametrów;
cd. Filary sukcesu:
• monitoring i sterowanie funkcjami,
które decydują o wartościach
kluczowych parametrów biznesowych i
produkcyjnych.
CPM – metoda ścieżki krytycznej:
• służy do planowania produkcji i polega na
harmonogramowaniu przy użyciu kart
czasu sieciowego;
• linie przepływu na siatce czasu CPM
wskazują obszary elastyczności
harmonogramowania, a krytyczna ścieżka
ogranicza manipulowanie harmonogramem
i wskazuje ograniczenia czasu w
harmonogramie;
cd. CPM – metoda ścieżki
krytycznej:
• ograniczenia te można ominąć stosując
np. dodatkowe stanowiska robocze
(zastosowanie dodatkowych zasobów),
maszyny umożliwiające wykonanie
operacji w krótszym czasie (zmiana
metody).
Karty Gantt’a
• metoda służąca do planowania produkcji
wykorzystująca harmonogramy, które
pokazują operacje wytwórcze jako poziome
paski na skali czasu.
• mają poglądowy charakter dzięki czemu
ułatwiają przydzielenia i kontrole
wykonania zadań;

cd. Karty Gantt’a
• używa się ich również do zapisu odchyleń
terminów wykonania poszczególnych
operacji od terminów planowanych;
• używane są do uzyskania przydziałów z
jednej z trzech metod
harmonogramowania: stałego, okresowego i
według zamówień.
Plany programy – PP:
• metoda służy do planowania
operacyjnego i łączy w sobie
pozytywne cechy kart Gantt’a oraz
kart czasu CPM z wykresami
zapotrzebowania i dostaw
materiałów;
cd. Plany programy – PP:
• stosuje się ilustrację graficzne, które
obejmują:
terminy dostaw materiałów oraz części
i podzespołów od kooperantów;
programy wytwarzania części i
podzespołów,
karty postępów prac;
cd. Plany programy – PP:
• harmonogramowanie umożliwia
kontrole terminowości wytwarzania
wyrobów, poszukiwań i przedsięwzięć
zapobiegających opóźnieniom przez
zmiany w procesie technologicznym,
stosowanie wydajniejszych maszyn,
zmiany w organizacji pracy;
cd. Plany programy – PP:
• harmonogramy są opracowywane na
okresy od kilku do kilkunastu dni;
• opracowuje się również uproszczone
harmonogramy, w których podaje się
tylko kolejność operacji na stanowisku
roboczym lub zasady kolejności operacji.
Controlling produkcji:
• koncentruje się na:
planowaniu i kontroli
produktywności (relacji input-
output w procesie produkcji) w
celu jej wzrostu (również poprzez
skrócenie czasu produkcji);

Controlling produkcji:
• koncentruje się na:
optymalizacji programu produkcji ze
względu na koszty (zarządzanie
kosztami stałymi produkcji), czas
trwania procesu produkcyjnego oraz
magazynowania (wielkość produkcji,
ilość przezbrojeń);
Controlling produkcji:
• koncentruje się na:
• określeniu zaangażowania
kapitałowego (wykorzystanie
posiadanych środków trwałych);
• na jego minimalizacji.

97
Dziękuję za uwagę