Embed Size (px)
DESCRIPTION
Umělecký kovář, zámečník pasíř 82-51-H/01. VÝROBA DAMASCÉNSKÉ SVÁŘKOVÉOCELI. Technologie – 3. ročník. Zpracoval: Filip Neupauer 2014. OBSAH. Úvod snímek …..3 Využití damascénské oceli v současnosti 4 Materiály vhodné pro výrobu svářkové damascénské oceli 5 - PowerPoint PPT Presentation
Citation preview

VÝROBA DAMASCÉNSKÉ SVÁŘKOVÉOCELI
Umělecký kovář, zámečník pasíř 82-51-H/01
Technologie – 3. ročník
Zpracoval: Filip Neupauer 2014

2
Úvod snímek …..3
Využití damascénské oceli v současnosti 4
Materiály vhodné pro výrobu svářkové damascénské oceli 5
Příprava paketu 6
Sváření paketu 7
Vrstvení paketu a tvorba vzorů 10Lineární vzor (Paralelní, vlasový) 12Vlnitý vzor 12Náhodný vzor 13Torzní vzor 13Peříčkový vzor 14
Leptání oceli 19
Kontrolní otázky 2021
Použité a doporučené prameny
OBSAH

3
Úvod• Damascénská ocel je po tisíciletí velice ceněným materiálem
• Vyráběli ji jak Vikingové ve Švédsku, Frankové a na východ od nás v dnešní Sýrii, Indii, Persii apod.
• Většina čepelí vyrobených pouze z tvrdé oceli se snadno zlomí.
• Spojení dvou druhů ocelí se snažíme zaručit pevnost i pružnost
• Oceli s těmito různými vlastnostmi klademe na sebe, tedy skládáme v tzv. paket a následně jej kovářsky svařili. Takto svařený paket se dále rozková a následně znovu přeloží a opět svaří. Po několika násobném přeložení paketu se vněm vrstvy ztenčovaly a množily. Když měl tento paket dostatečné množství vrstev, tak se z něj dále vyková čepel.
• V současnosti tzv. svářková damascénská ocel. Rozdíly oproti pravé damascénské oceli:– počet použití materiálů pro její výrobu. – Pravý damašek se tvořil z jednoho kusu oceli a nepoužívalo se kovářského svařování– u svářkového je nezbytné spojování ocelí s různým obsahem uhlíku.

4
Využití damascénské oceli v současnosti
• V současné době se tato ocel využívá především k výrobě luxusních nožů a různých čepelí.
• Dále také k výrobě hlavní pušek a jiných zbraní. Díky krásné ornamentice a vzhledu se tato čepel využívá nejen k výrobě čepelí, ale i šperků či jiných ozdobných prvků.
• Damascénské svářkové oceli nejsou korozivzdorné, proto je důležité je uchovávat v suchu a konzervované. Pro výrobu šperků je vhodné použít ocel s kombinací čistého niklu.

5
Materiály vhodné pro výrobu svářkové damascénské oceli
• Oceli musí být svařitelné – vliv uhlíku obsaženého v oceli• Vhodná ocel ke svařování obsahuje do 0,2 % Uhlíku (C)
• Pro výrobu damascénské svářkové oceli jsou vhodné uhlíkové oceli třídy 19 v kombinaci s houževnatějšími ocelemi třídy 11 nebo 12.
• Např: uhlíkové 19 191 , 19 312, 19 314
• Některé strojní součásti jsou vytvořeny z těchto ocelí. V běžné praxi se používají staré pilníky, katrové kotouče, ložiskové obložení, listové pružiny, řetězy z motorové pily, ocelová lana apod. – nové využití

6
Příprava paketu• Jednotlivé plátky oceli musí být zbaveny nečistot a koroze, aby se
následně mohli dobře svařit. Je dobré tyto plátky nejprve přebrousit.
• Jednotlivé plátky ocelí se mezi sebou střídají
• Takto připravený paket se následně jakoukoliv svařovací metodou svaří tak, aby jednotlivé plátky drželi při sobě.
• Závěrem se k tomuto paketu přivaří ocelová tyč, která slouží k manipulaci s paketem při kovářském svařování a zpracování.

7
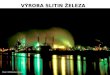
Sváření paketu• Technika kovářského svařování v ohni.
• Při kovářském svařování ohříváme materiál ve výhni na teplotu asi 1300°C, až do bílého žáru.
• Po dosažení této teploty vyjmeme materiál z výhně,rychle očistíme kartáčem od vzniklé strusky a zpočátku mírnými, postupně stále intenzivnějšími údery kladiva se jednotlivé vrstvy ocelí v paketu spojí.
• Působením paliva i vzduchu při vysokých teplotách dochází k vytváření nežádoucích sloučenin na povrchu ocelí, jako jsou oxidy a sirníky, které brání dobrému svaření jednotlivých ocelí. Proto se při tomto svařování používají tzv. tavidla.
• Tavidlo je látka, která je schopna rozpustit nežádoucí sloučeniny železa v ohni a současně vytvořit snadno odstranitelný struskový povlak na povrchu svařovaných ocelí.
• Nejčastější tavidla používaná k tomuto účelu jsou křemičitý písek a soda, a také borax.
• Rozžhavené plochy se posypou tavidlem, které se roztaví na tekutou strusku, která chrání styčné plochy.
• Po posypání tavidlem, paket musíme rozžhavit ve výhni na již zmiňovanou svařovací teplotu.
• Při kovářském svařování je důležité nosit ochranné pomůcky, jako jsou brýle a kovářská kožená zástěra. Při svařování vylétává rozpálená tekutá struska z paketu, která by nás mohla popálit.

8
Posypání tavidlem - boraxem
Kovářské svaření
Vylétávající roztavená struska

9
Nejčastější chyby při kovářském svařování:
– Praskaní materiálu pod údery - přehřátý materiál.
– Spálení materiálu v jiném místě než je svar - špatně prohřátý materiál, při svařování byla např. uprostřed nižší teplota než po stranách.
– Nespojení materiálu - nedostatečné prohřátí materiálu, materiál kovářsky nesvařitelný, nepoužití tavidel (především u tvrdších ocelí svařování výrazně usnadňují), výheň znečištěná jiným kovem (především zinek, který i při velmi malém množství znemožňuje svařování.
– Kazy ve svaru - nedostatečné prohřátí (jádro mělo nižší teplotu), znečištění ploch netavitelným materiálem, nedostatečné prokování, důlky na svařovacích plochách, jež uvězní okuje, které pak nemají kudy odtékat.

10
Vrstvení paketu a tvorba vzorů
• Po kovářském svaření se následně paket vytáhne do délky a v půli nasekne sekáčem.
• Takto naseknutý materiál se začistí a opět přeloží. • Poté se opět posypává boraxem a kovářsky svařuje. • Při překládání se geometrickou řadou zvyšuje počet vrstev. -> např. po
přeložení deseti vrstev vznikne vrstev 20. Následné přeložení rozšíří počet vrstev na 40, pak na 80, 160, 320, atd.
Naseknutý paketu Přeložení paketu

11
• Každý kovář se snaží vytvořit co nejoriginálnější vzor.
• Různých typů vzorů docílíme při pracování a to buď: ohýbáním, překováváním, torzírováním, přebrušováním, spojováním různých druhů damaškových struktur a dalšími způsoby…

12
Lineární vzor (Paralelní, vlasový)Lineární vzor vznikne při překládání paketu stále v jednom směru bez dalších úprav. Tento vzor můžeme považovat jako vzor základní, ze kterého vycházejí další vzory. Tento vzor opticky vzniká po broušení oceli v kolmé rovině na vrstvy.
Vlnitý vzorVlnitý vzor vzniká po zprohýbání lineárního vzoru. Vlnitého vzoru můžeme také dosáhnout pomocí broušení. Do rovného paketu vybrousíme úhlovou bruskou vedle sebe drážky. Takto vybroušený paket následně rozkoveme. Tím se vrstvy zvlní.
Lineární vzor
Vybroušení drážek
Vlnitý vzor

13
Náhodný vzorPokud odbrousíme materiál v rovině vrstev, vznikne nám tzv. vzor náhodný nazýván občas také jako mapový.
Náhodný (mapový) vzor
Torzní vzorTento vzor nám vznikne, když ve žhavém stavu zkroutíme damaškový čtyřhran do spirály a následně ho překovali.Většinou se snažíme s damaškovou ocelí šetřit a výkovek kováme do téměř finálního tvaru výrobku, avšak u torzního damašku je pro získání hezčího vzoru třeba odbrousit téměř 2/3 materiálu.
Torzírování čtyřhranu
Torzní vzor

14
Peříčkový vzorTento vzor je na výrobu poměrně složitý. Při výrobě damascénské oceli s tímto vzorem by měl autor dobře ovládat kovářské svařování a mít cit pro tvorbu damascénské ocele. Postup výroby tohoto vzoru si popíšeme v několika krocích.
Peříčkové vzory

15
1. Vykováme paket zhruba o třiceti vrstvách a následně ho pootočíme o 90° a překováme na výšku (tzv. na kant)
Při překování na kant se vrstvy různě zprohýbají
Překování na kant
Detail zprohýbání vrstev

16
2. Dále je třeba vytáhnout překovaný paket v delší plocháč, který následně nařežeme na zhruba 20 stejných dílů.Tyto díly na sebe naskládáme, lehce přivaříme k sobě svářečkou a následně se k tomuto celku také přivaří tyč pro manipulaci s paketem.
Nařezání a svaření dílů

17
3. Takto připravený paket se musí kovářsky svařit v jeden celek.Tato fáze je velice složitá.
Vysoký paket se při svařování může bořit a narušit proces svařování. Po svaření odřežeme pomocnou tyč a zabrousíme všechny viditelné svary.
Svařený paket
4. Ze shora paketu si nařízneme úhlovou bruskou drážku a za vysokých teplot rozsekneme oblým sekáčem (oblíkem) paket téměř až úplně dolů
Rozseknutí paketu

18
5. Takto naseknutý paket se musí za vysokých teplot sklepat k sobě. Je důležité sklepávat opatrně, aby se materiál neroztrhal. Následuje svaření celku a vybroušení materiálu. Je dobré odbrousit větší množství materiálu, aby v něm nezůstávaly vady a nečistoty, které se díky tomuto dlouhému procesu mohou vyskytovat častěji.
Sklepání a závěrečné svaření paketu

19
Leptání oceli• Struktura damaškové oceli není po vybroušení viditelná. Pro získání
viditelného a plastického vzoru, je třeba vybroušenou a vyleštěnou čepel vyleptat kyselinou.
• Nejčastěji se používá kyselina chlorovodíková (HCl) nebo chlorid železitý (FeCl3).
• Ocel leptáme nejlépe ve skleněné nádobě. • Vrstvy obsahující více uhlíku mají po vyleptání tmavší barvu než vrstvy
s nižším obsahem uhlíku. • Různé složení oceli má také vliv na plastičnost damascénské ocele po
vyleptání. -> Jedna z ocelí se vyleptá hlouběji, než druhá. • Míru této plastičnosti ovlivníme dobou, po kterou necháme ocel leptat
v kyselině. • Po vytažení oceli z kyseliny je důležité ji opláchnout a pořádně vysušit.• Závěrem se ocel přeleští velmi jemným smirkovým papírem, čím se docílí
kontrastnějšího vzoru, protože vrstvy vyleptané více do hloubky se smirkovým papírem neobrousí.
• Leptání provádíme v dobře větraném prostoru a používáme ochranné pomůcky, jako jsou brýle a rukavice.

20
Kontrolní otázky:1. Jaké oceli používáme při tvorbě damascénské svářkové oceli?
2. Popiš vlastnosti damascénské oceli (mechanické, nemechanické).
3. Popiš na co má vliv uhlík, obsažený v ocelích při výrobě oceli damascénské.
4. Jakých chyb se můžeme dopustit při kovářském svařování paketu?
5. Popiš výrobu damascénské svářkové oceli.
6. Jaké znáš druhy vzorů damascénské svářkové oceli?
7. Popiš výrobu některého vzoru.
8. Popiš leptání této oceli.
9. Jaké znáš druhy leptacích roztoků (kyselin), které se nejčastěji používají při leptání damascénské oceli?
10. Popiš, které ochranné pomůcky používáme při kovářském svařování a leptání oceli.

21
Použité a doporučené prameny:Literatura:•PAJL, Josef. O nožích: nejen loveckých. 1. vyd. Praha: Grada, 2010, 244 s. ISBN 978-80-247-3502-3.
•JÍCHA, Antonín. Volné ruční kování: pro 1. a 2. ročník OU ruční kovář. Praha: SNTL, 1986, 88 s.
•BOTHE, Carsten. Velká kniha nožů: vše o nožích, sekerách a nástrojích. Líbeznice: Víkend, 2010, 135 s. ISBN 978-80-7433-022-3.
Elektronické zdroje:•Povídání o damaškové a vrstvené oceli. In: Noze-nuz.com [online]. 2010 [cit. 2014-04-12]. Dostupné z: http://www.noze-nuz.com/recenze/damasek1/damasek1.php
•Damaškové "PEŘÍČKO". Petr Dohnal a syn [online]. 2014 [cit. 2014-04-13]. Dostupné z:http://www.dohnalknives.com/strana01cz.htm
•Knife.cz: vše o nožích [online]. 2006 [cit. 2014-04-14]. Dostupné z: http://knife.cz/

22
Obrázky: http://www.dohnalknives.com/strana01cz.htm
http://www.perkinknives.com/handmade-bushcraft-knife-damascus-steel-walnut-wood--mosaic-pins-handle-106-p.asp
http://www.minnesotafarriers.com/Damascus.htm
http://wharchive.williamhenrystudio.com/blades.cfm
http://www.trueknife.com/damascus-patterns.html
http://www.mkunelius.com/damasti3eng.html
http://www.bemetal.cz/tutorials-navody
http://drdavidsim.com/?page_id=25
http://hhhcustomknives.com/hhh-damascus/
http://www.joyjewelers.com/modules/catalog/customizer/step1.php?products_id=166019
PAJL, Josef. O nožích: nejen loveckých

23
DĚKUJI ZA POZORNOST
Tato práce slouží jako příloha k bakalářské práci Problematika výukových materiálů oboru Umělecký kovář, zámečník, pasíř.
Pedagogická fakulta Masarykovy univerzityKatedra fyziky, chemie a odborného vzdělávání
Obor Učitelství praktického vyučování