Embed Size (px)
DESCRIPTION
Научно-технический журнал о машиностроении, металлообработке и сварке. Распространяется по всей России и странам СНГ. Тираж 20 000 экз.
Citation preview
13-2014 3-2014

2 3-2014

3-2014
4 3-2014
ВЫПУСК: № 3 (103) июнь 2014 г.
ГЕНЕРАЛЬНЫЙ ОФИС:Республика Татарстан, Наб. Челны, РоссияМира, д. 3/14, оф. 145+7 (8552) 38-49-47, 38-51-26
АДРЕСА ПРЕДСТАВИТЕЛЬСТВ:Москва, РоссияНародного ополчения, д. 38/3, каб. 212+7 (499) 681-04-25
Miami, FL, USA,801 Three islands blvd., Suite 217, Hallandale Beach, 33009+1 (954) 646-19-08
Hilden, Germany+49 (1577) 958-68-49
САЙТ: www.mmsv.ru
УЧРЕДИТЕЛЬ И ИЗДАТЕЛЬ:ООО «Экспозиция»
ДИРЕКТОР:Шарафутдинов И.Г. / [email protected]
ГЛАВНЫЙ РЕДАКТОР:Шарафутдинов И.Г. / [email protected]
ДИЗАЙН И ВЕРСТКА:Сайфутдинова Ф.А. / [email protected]
РАБОТА С КЛИЕНТАМИ:Трошина А.С. / [email protected]Замалиев Д.И. / [email protected]Мерзлякова Т.И. / [email protected]Новикова Н.С. / [email protected]
АДРЕС УЧРЕДИТЕЛЯ,ИЗДАТЕЛЯ И РЕДАКЦИИ:423809, РТ, Набережные Челны, пр. Мира, д. 3/14, оф. 145, а/я 6
ОТПЕЧАТАНО:ООО «Контур», г. Москва, проезд Студеный, 32/1, тел. +7 (495) 203-977www.printtown.ru№ заказа: 644
ДАТА ВЫХОДА В СВЕТ: 10.06.2014ТИРАЖ: 10 000 экз.ЦЕНА: свободная
СВИДЕТЕЛЬСТВО: Журнал зарегистрирован 27 июля 2006года ПИ № ФС77-25309 Федеральнойслужбой по надзору за соблюдениемзаконодательства в сфере массовыхкоммуникаций и охране культурногонаследия.
Учебный центр Прамет – основы Вашей эффективностиПрамет...................................................................................................................................4
DMGMORIМеталлообработка 2014. Девять российских премьер высокотехнологичных станков производства DMG MORI.........................................................6
Подготовка производства с ADEM-VXАдем.....................................................................................................................................15
ЦЛД. Система управления приводами электроэрозионных станковЗахаров С., Зенкевич Ю.....................................................................................................17
Производство санков в ПермиУрал-Инструмент-Пумори....................................................................................................20
Энергоменеджмент в промышленностиБычкова М.......................................................................................................................23
ДолгожителиАББ ...................................................................................................................................26
Автоматизированная система управления участков холодного брикетирования обогатительной фабрики ОАО «Кольская ГМК»Клинкманн......................................................................................................................................27
Новые вставки Beyondtm с геометрией для получерновой обработки нержавеющей сталиКеннаметал................................................................................................................................29
Проектирование и производство сложнопрофильных тангенциальных пластин с пошенными эксплуатационными свойствами для контурного точения железнодорожных колесных парМихайло С.В., Ковеленов Н.Ю., Болотских С.В................................................................................30 SprutCam v.9: эффективное программирование станков с ЧПУСергеев Н.................................................................................................................................41
Смазочно-охлаждающие жидкости и комплексный подход при выборе при выборе правильного продуктаКЛООС ВОСТОК..................................................................................................................45
Система контактного сканирования Renishaw Sprint открывает новые возможности ЧПУ...............................................................................49
CAM-система FeatureCAM 2014 R2 компании Delcam. Возможности новой версии Дементьев А.Г., Евченко К.Г...............................................................................................52
Модернизация зубофрезерного оборудования: станок с развязанной кинематикойМитсубиси Электрик...................................................... ...................................................57
Тайбэй и Дольче вита.................................................... ..................................................60
Как объективно оценить разные абразивные материалы для струйной обработки? – Ervin TestТимо Винклер.................................................................. .................................................63
Высокоскоростные шпиндели. Как продлить им жизнь?Фишер Шпиндель Технолоджи......................................... .................................................66
Критерии выбора программного обеспечения формирование управляющих программам для станков с ЧПУЛогвинов М.А................................................................... .................................................68
Организация процесса мойки деталей в струйных системах. особенности процессаСмирнов А.М., Савельев А.В............................................. .................................................70
содержание
Содержание

53-2014 3-2014
Компания Прамет представлена на российском рынке с 1996 года и стала за это время одной из ведущих фирм-поставщиков металлоре-жущего инструмента, располагающей развитой сетью региональных представительств и дистрибьюторов. Россия является ключевым экс-портным рынком для компании.
В своей работе Прамет уделяет особое внимание технической под-держке клиентов и решению сложных технологических задач. Это требу-ет постоянного повышения квалификации своих сотрудников, специа-листов дистрибьюторов и конечных пользователей. В декабре 2013 года компания сделала качественный шаг на пути к своей цели, инвестировав в создание собственного Учебного Центра на территории России.
Открытие Учебного Центра в представительстве Прамет в г. Мо-сква посетили более 40 представителей дистрибьюторов и заказчи-ков из Москвы, регионов России и стран СНГ, а также научные ра-ботники ведущих технических вузов г. Москвы. Присутствовавшие на торжественной церемонии президент компании Прамет – Петр Бенеш и Глава экономического отдела Посольства республики Че-хия в России – Мартин Башта выразили совместную уверенность в том, что учебный центр будет способствовать продвижению продук-ции Прамет на территории стран СНГ и укреплению экономических взаимосвязей Чехии и России.
На сегодняшний день в Учебном Центре имеются: демонстрацион-ный зал с оборудованием, аудитория, рассчитанная на 25-35 слуша-телей и выставочный зал, где представлены новейшие инструменты компании. В оснащение демонстрационного зала входят: фрезерный станок с ЧПУ MCV 1000 Power, токарный станок с ЧПУ SP430 MC, произ-водства фирмы Kovosvit (Чехия), а также токарный станок 16K20 отече-ственного производства.
Компания Прамет придает большое значение информированию и обучению, т.к. это позволяет нашим заказчикам увеличить эффектив-ность процессов обработки на своих предприятиях, снизить затраты и повысить прибыльность и конкурентоспособность российской про-мышленности.
В Учебном Центре на регулярной основе проводятся семинары по новым продуктам компании, экономике и методам металлообработки. С начала 2014 года семинары по металлообработке посетили более 70 человек, среди которых, как инженеры-технологи, наладчики, менедже-ры по сбыту, так и руководители компаний и преподаватели ВУЗов.
В июне 2014 года в Учебном Центре будут проводиться Дни От-крытых Дверей – мероприятие, призванное продемонстрировать наш многолетний опыт и новейшие технологии в металлообработ-ке, которыми мы готовы поделиться со всеми заинтересованными гостями. Технические специалисты Прамет будут рады дать консуль-тацию по актуальным для вас вопросам.
Для посетителей выставки МЕТАЛЛООБРАБОТКА организованы трансферы до офиса Прамет. Скачать приглашение вы сможете на сайте www.pramet.com или получить на выставочном стенде компании Прамет – FB075.
Учебный Центр Прамет – основа вашей эффективности!
инструмент

6 3-2014
DMG MORI, ориентируясь на быстроразвивающееся рынки ма-шиностроения, представит на выставке Металлообработка в Москве девять российских премьер, а также первые станки серии ECOLINE, собранные на новой производственной площадке в Ульяновске.
Металлообработка – крупнейшая выставка, проводимая в про-мышленной сфере, уделяет особое внимание развитию машинострое-ния в России. Принимая во внимание тот факт, что в настоящий момент DMG MORI строит в Ульяновске завод, на котором планируется произ-водство станков серии ECOLINE таких моделей, как CTX 310 ecoline и DMC 635 V ecoline, выставка в московском Экспоцентре является иде-
альной возможностью для лидера инноваций продемонстрировать свое расширение на активно развивающемся рынке. С 16 по 20 июня 2014 г. DMG MORI представит линейку продуктов и сервисных услуг на общей выставочной площади 761 м2. Девять из восемнадцати станков будут продемонстрированы в России впервые, шесть станков будут представлены в новом общем дизайне DMG MORI и оснащены систе-мой управления CELOS. Демонстрации обработки, запланированные на выставку, предусматривают использование высокотехнологичного оборудования в таких ключевых сферах промышленности, как авиа-строение и автомобилестроение.
Металлообработка 2014 Девять российских премьер высокотехнологичных станков производства DMG MORI
металлообрабатывающее оборудование
CELOS – от идеи к готовому продуктуСистема управления CELOS от DMG MORI открывает новую эру
на рынке машиностроения. По легкости использования система CELOS может сравниться со смартфоном. CELOS упрощает и уско-ряет процесс реализации производственной задачи от идеи к гото-вому продукту. DMG MORI с помощью этой инновации создала ос-нову для организации производства без использования бумажных носителей – приложения CELOS APPs позволяют оцифровывать процесс управления, документирования и визуализации сведений о технологическом процессе и о параметрах станка.
Система CELOS будет доступна для всех высокотехнологичных станков производства DMG MORI. Первые 20 моделей уже в про-даже. Внимание пользователя сразу привлечет функциональный мультисенсорный интерфейс, но в действительности основное пре-имущество такой модели станка гораздо существеннее: приложе-ние STATUS MONITOR позволяет детально следить за процессом, в то время как приложения JOB MANAGER и JOB ASSISTANT позволяют оператору планировать, готовить и оптимизировать работу станка.
Новый общий дизайн DMG MORI – многофункциональный, ориентированный на пользователя, стойкий к повреждениям
Дизайн – это то, что позволяет сформировать первое впечатление о станке. Принимая это во внимание DMG MORI снова устанавли-вает новые стандарты своим обновленным дизайном.
Большие смотровые окна обеспечивают максимальный обзор рабочей зоны и предоставляют оператору свободный доступ. Вну-
тренний дизайн гарантирует оптимальный отвод стружки. Безопасное смотровое окно может быть демонтировано снаружи, что зна-чительно облегчает процесс технического обслуживания. DMG MORI способствует увеличению срока эксплуатации среди других стан-ков, имеющих корпус, устойчивый к повреждениям и состоящий из компонентов тонкой структуры. Еще одной чертой обновленного дизайна является панель управления ERGOline® c мультисенсорным экраном диагональю 21.5 дюйма. Невероятно подвижная панель управления обеспечивает оптимальное для пользователя рабочее пространство и в то же время является центральной пользователь-ской панелью управления для новой системы CELOS.
CELOS – от идеи к готовому продукту
Новый общий дизайн DMG MORI – многофункциональный, ориентированный на пользователя, стойкий к повреждениям

73-2014 3-2014 металлообрабатывающее оборудование
Серия CTX – в будущее с обновленным дизайном и новой системой управления CELOS
DMG MORI представит в качестве продолжения серии CTX не одну, а сразу две модели. Обе модели – CTX alpha 500 и CTX beta 2000 TC – являются премьерами на российском рынке и будут продемонстриро-ваны в новом общем дизайне и с системой управления CELOS. Сочета-ние нового дизайна с новой системой управления позволит в будущем проводить более эффективную токарную обработку.
Шестое поколение станков CTX alpha 500 от DMG MORI значительно усовершенствовали, улучшив эксплуатационные качества на 25 % за счет увеличения мощности и крутящего момента наравне с усовершен-ствованной эргономичностью и маневренностью этого компактного токарного станка. Кроме того, такие дополнительные опции, как ось Y или противошпиндель создают привлекательные условия для ориги-нальных решений процесса обработки.
Станок CTX beta 2000 TC производства DMG MORI расширяет успешную серию станков CTX TC, являясь совершенной упрощенной моделью для комплексной токарно-фрезерной обработки. Диаметр обработки изделия 550 мм, а длина обработки до 2 м характеризуют этот станок, как подходящий для обработки широкого спектра загото-вок различных материалов. Ключевой элемент – ось В с токарно-фре-зерным шпинделем, расположенным на чрезвычайно устойчивой пе-ремещающейся опоре с линейными направляющими на расстоянии 750 мм. Ход по оси Y составляет ±150 мм, что является уникальным и концептуальным решением для станков этого класса.
NLX 2500SY/700 – безупречный образец всей линейкиОдна из передовых моделей в серии разнообразных станков
NLX – это NLX 2500SY/700. Традиционно для данного класса обо-рудования базовая комплектация станка включает главный шпин-дель и контршпиндель, револьверная головка BMT® вмещает до 12 приводных инструментов, скорость вращения до 10 000 об/мин. В качестве опции также доступны револьверные головки на 10 и 20 инструментальных позиций. Другая опция для револьвер-ной головки – TRIFIX® – быстрая смена инструмента. Ход по оси Y – 100 мм.
С целью покрытия широкого спектра заготовок DMG MORI снабдила NLX 2500SY/700 большим диапазоном пере-мещения. Длина обработки до 705 мм и максимальный диаметр до 366 мм говорят сами за себя. Возможен даже диаметр обра-ботки до 460 мм без оси Y. Стойка шпинделя в 80 мм позволяет обрабатывать и большие по размеру заготовки. Более того, новый дизайн гарантирует ультраэргономические условия работы. Нали-чие системы CELOS на NLX 2500SY/700 упрощает все процессы токарной обработки.
DMU 80 P duoBLOCK® – на 30 % динамичнее, точнее и эффективнее
Концепция станков серии duoBLOCK® производства DMG MORI всегда ориентировалась на такие отрасли промыш-ленности, как авиастроение, автомобилестроение и машиностро-ение, изготовление деталей и пресс-форм. Невероятный дизайн 5-осевого универсального обрабатывающего центра, его долго-срочная и максимальная точность до 5 мкм продолжает устанав-ливать стандарты уже в четвертом поколении станков.
Компания DMG MORI снова успешно себя проявила в улучше-нии ключевых характеристик DMU 80 P duoBLOCK® – точности, четкости и эксплуатационных качеств – на невероятные 30 % по сравнению с предыдущим поколением станков. Усовершен-ствованная система охлаждения, оптимизированная жесткость, экономические и интеллектуальные факторы способствуют этим достижениям наряду с обновленным дизайном от DMG MORI и на-личием новой системы CELOS.
Серия CTX в новом общем дизайне от DMG MORI и с системой управления CELOS
NLX 2500SY/700 – самая популярная модель
DMU 80 P duoBLOCK® 4th generation – на 30 % динамичнее, точнее и эффективнее

8 3-2014металлообрабатывающее оборудование
DMC 650 V – CELOS и новый дизайн в вертикальных обрабатывающих центрах
Опираясь на свой опыт в запуске более чем 10 000 вертикаль-ных обрабатывающих центров, DMG MORI запустила третье поко-ление станков серии DMC V в 2013 г. Новые модели впечатляют усовершенствованной концепцией станка, новым общим дизай-ном от DMG MORI и системой управления CELOS. В дополнение к этому – значительно улучшенные технические характеристики всех параметров. Даже в базовой комплектации DMC 650 V, на-пример, оснащен шпинделем, который может достигать скорости вращения до 14 000 об/мин, и крутящим моментом 121 Нм. Дан-ный станок имеет ход 650 х 520 х 475 мм по осям X, Y и Z осям.
Новая техническая особенность данного станка – охлажде-ние механизма включения и направляющих. Эффективность до-стигается за счет охлаждения шарико-винтовой пары и линейных направляющих, что способствует эффективному использованию выделяющегося при трении тепла.
ULTRASONIC 30 linear – точность геометрически сложной обработки
ULTRASONIC 30 linear открывает новые возможности для 5-осе-вой обработки материалов повышенной трудности благодаря своей улучшенной точности обработки, долгосрочной устойчи-вой стойке с контролем температуры всех компонентов станка. ULTRASONIC ориентирован на максимальную точность измерений, четкость контура и качество поверхности Ra < 0.1 µm, шлифовку геометрически сложных материалов с высокими техническими характеристиками, применяемых в оптике, производстве часовых механизмов, в медицинской промышленности, а также при изго-товлении пресс-формы.
Сектор производства и обслуживания деталей из композит-ных материалов, в особенности деталей, изготовленных из во-локонных композитных материалов (например, армированное углеродное волокно CRP, армированный стеклопластик GRP, ке-рамический материал CMC) формирует будущее промышленно-сти, используя высокоэффективные инновационные технологии ULTRASONIC. Скорость подачи в два раза выше с тем же безупреч-ным качеством, достигаемым благодаря сокращению процесса затраты сил на 40% при обработке ULTRASONIC. ULTRASONIC также предотвращает расщепление и расслаивание волокон материала, позволяет избежать нароста на режущей кромке.
В дополнение к упомянутым выше российским премьерам станков DMG MORI также представит обрабатывающий центр MAX 3000, прибор настройки инструмента UNO 20|40 и балансировочную установку VIO. DMG MORI уделяет особое внимание дальнейшему развитию рынка.
Девять российских премьер – девять станков для активно развивающегося рынка.
DMC 650 V – 3-е поколение вертикальных обрабатывающих центров
ULTRASONIC 30 linear – идеально подходит для обработки материалов сложных конструкицй

93-2014 3-2014
10 3-2014
113-2014 3-2014

12 3-2014

133-2014 3-2014
14 3-2014
153-2014 3-2014
В статье мы рассмотрим пример, который показывает, что подготовка производства – это не простой, а многозадачный процесс. Для его автоматизации требуется комплекс-ный подход, который можно обеспечить либо применением нескольких специали-зированных программных продуктов, либо одной интегрированной CAD/CAM/CAPP системы, каковой является отечественный комплекс ADEM-VX.
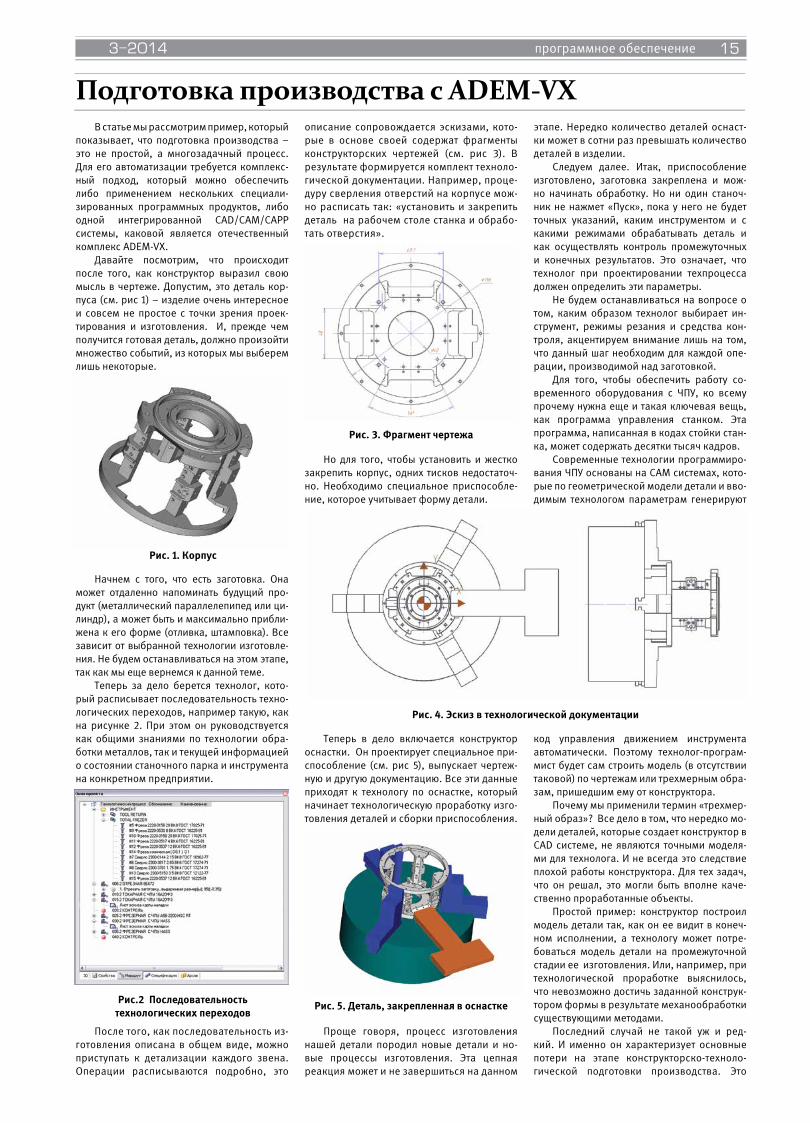
Давайте посмотрим, что происходит после того, как конструктор выразил свою мысль в чертеже. Допустим, это деталь кор-пуса (см. рис 1) – изделие очень интересное и совсем не простое с точки зрения проек-тирования и изготовления. И, прежде чем получится готовая деталь, должно произойти множество событий, из которых мы выберем лишь некоторые.
Начнем с того, что есть заготовка. Она может отдаленно напоминать будущий про-дукт (металлический параллелепипед или ци-линдр), а может быть и максимально прибли-жена к его форме (отливка, штамповка). Все зависит от выбранной технологии изготовле-ния. Не будем останавливаться на этом этапе, так как мы еще вернемся к данной теме.
Теперь за дело берется технолог, кото-рый расписывает последовательность техно-логических переходов, например такую, как на рисунке 2. При этом он руководствуется как общими знаниями по технологии обра-ботки металлов, так и текущей информацией о состоянии станочного парка и инструмента на конкретном предприятии.
После того, как последовательность из-готовления описана в общем виде, можно приступать к детализации каждого звена. Операции расписываются подробно, это
описание сопровождается эскизами, кото-рые в основе своей содержат фрагменты конструкторских чертежей (см. рис 3). В результате формируется комплект техноло-гической документации. Например, проце-дуру сверления отверстий на корпусе мож-но расписать так: «установить и закрепить деталь на рабочем столе станка и обрабо-тать отверстия».
Но для того, чтобы установить и жестко закрепить корпус, одних тисков недостаточ-но. Необходимо специальное приспособле-ние, которое учитывает форму детали.
Теперь в дело включается конструктор оснастки. Он проектирует специальное при-способление (см. рис 5), выпускает чертеж-ную и другую документацию. Все эти данные приходят к технологу по оснастке, который начинает технологическую проработку изго-товления деталей и сборки приспособления.
Проще говоря, процесс изготовления нашей детали породил новые детали и но-вые процессы изготовления. Эта цепная реакция может и не завершиться на данном
этапе. Нередко количество деталей оснаст-ки может в сотни раз превышать количество деталей в изделии.
Следуем далее. Итак, приспособление изготовлено, заготовка закреплена и мож-но начинать обработку. Но ни один станоч-ник не нажмет «Пуск», пока у него не будет точных указаний, каким инструментом и с какими режимами обрабатывать деталь и как осуществлять контроль промежуточных и конечных результатов. Это означает, что технолог при проектировании техпроцесса должен определить эти параметры.
Не будем останавливаться на вопросе о том, каким образом технолог выбирает ин-струмент, режимы резания и средства кон-троля, акцентируем внимание лишь на том, что данный шаг необходим для каждой опе-рации, производимой над заготовкой.
Для того, чтобы обеспечить работу со-временного оборудования с ЧПУ, ко всему прочему нужна еще и такая ключевая вещь, как программа управления станком. Эта программа, написанная в кодах стойки стан-ка, может содержать десятки тысяч кадров.
Современные технологии программиро-вания ЧПУ основаны на CAM системах, кото-рые по геометрической модели детали и вво-димым технологом параметрам генерируют
код управления движением инструмента автоматически. Поэтому технолог-програм-мист будет сам строить модель (в отсутствии таковой) по чертежам или трехмерным обра-зам, пришедшим ему от конструктора.
Почему мы применили термин «трехмер-ный образ»? Все дело в том, что нередко мо-дели деталей, которые создает конструктор в CAD системе, не являются точными моделя-ми для технолога. И не всегда это следствие плохой работы конструктора. Для тех задач, что он решал, это могли быть вполне каче-ственно проработанные объекты.
Простой пример: конструктор построил модель детали так, как он ее видит в конеч-ном исполнении, а технологу может потре-боваться модель детали на промежуточной стадии ее изготовления. Или, например, при технологической проработке выяснилось, что невозможно достичь заданной конструк-тором формы в результате механообработки существующими методами.
Последний случай не такой уж и ред-кий. И именно он характеризует основные потери на этапе конструкторско-техноло-гической подготовки производства. Это
Подготовка производства с ADEM-VX
программное обеспечение
Рис. 1. Корпус
Рис.2 Последовательность технологических переходов
Рис. 3. Фрагмент чертежа
Рис. 4. Эскиз в технологической документации
Рис. 5. Деталь, закрепленная в оснастке

16 3-2014
наглядный пример влияния технологии на конструкцию, который заставляет пересма-тривать и «перетряхивать» проект с самого начала, включая КД, техпроцессы, оснастку и многое другое.
Вот такую непростую цепь событий про-ходит проект от конструкторской докумен-тации до станка. Напомню, что мы рассмо-трели лишь небольшую часть, связанную с обработкой нескольких отверстий.
Но и это еще не все! Даже когда есть пол-ный комплект КД и ТД, приспособления, ин-струмент и программа ЧПУ, все равно кнопка «Пуск» на станке нажата не будет.
Для того, чтобы процесс материализа-ции проекта ожил, одних чертежей, техпро-цессов, карт наладки, программ числового управления – недостаточно. Необходимо финансово-экономически обоснованные документы – такие как карта сменного зада-ния, наряд и т.п.
При разработке подобных документов используется принцип нормирования работ.
Одним из важнейших параметров нор-мирования является время на проведение основных и вспомогательных операций.
Так, например, время на установку и сня-тие заготовки определяется из следующих условий: схемы крепления детали, способа установки и крепления, вида установки, ха-рактера выверки, массы заготовки, состояния установочной поверхности, количества закре-пляемых деталей, характера выверки и пр.
При определении времени на изме-рение учитывается используемый мери-тельный инструмент, точность измерения, измеряемый размер, длина измеряемой по-верхности, тип детали (жесткая конструкция или тонкостенная деталь).
Чтобы получить точное время механоо-бработки, необходимо спроектировать тра-екторию движения инструмента, – и только после этого вычислить с учетом подач.
Итак, рассмотренный нами пример под-тверждает, что для реализации проекта не-обходима совместная работа специалистов разного профиля. При этом работа каждого опирается на данные, полученные не только от «соседа слева», но зачастую и от «соседа справа». Очевидно, что чем плотнее будет их
взаимодействие, тем скорее будет получен требуемый результат.
www.adem.ru
Рис 6. Точное время механообработки в ADEM-VX
программное обеспечение
Исключительное качество фрезерова-ния и впечатляющий срок службы инстру-мента гарантируют значительные преиму-щества при механической обработке чугуна
Тестовые испытания нового фрезер-ного сплава WK15CM для обработки чугуна демонстрируют увеличение стойкости ин-струмента до 40%.
Можно ли рассматривать увеличение числа обработанных деталей в расчете на режущую кромку как показатель роста производительности операций по фре-зерованию чугуна? Тестовые испытания нового фрезерного сплава WK15CM для обработки чугуна демонстрируют увели-чение стойкости инструмента до 40%, что ощутимо отразится на производительности обработки в целом.
Детали из серого чугуна находят свое применение во многих отраслях про-мышленности, включая автомобильную, энергетическую, гидроэнергетическую, тяжелое машиностроение и другие. Цеха, занимающиеся фрезерованием этих дета-лей, прекрасно понимают, что высокая про-изводительность и надежность режущего инструмента – это ключ к успеху.
Учитывая особенности данной области фрезерования, WIDIA выпустила пластины
из нового сплава WK15CM для торцевых фрез, фрез для обработки уступов и про-фильной обработки, предназначенных для деталей из чугуна.
Тонкий слой алюминия обеспечивает повышенную износостойкость покрытия за счет увеличения его целостности на высоких скоростях. Фирменная обработка пластин из сплава WK15CM после нанесения покрытия обеспечивает дополнительное повышение прочности режущей кромки за счет сниже-ния поверхностных напряжений. Это предот-вращает образование термических трещин и отслаивание покрытия, основных видов износа пластин при фрезеровании чугуна,
особенно при использовании охлаждения.Режущие кромки новых пластин также
подвергаются микрополировке для сниже-ния усилия резания и уменьшения трения. В результате вы получаете высоконадежные фрезерные пластины, которые заметно по-высят скорость и производительность обра-ботки деталей из чугуна в условиях вашего производства.
Продукция и услуги торговой марки WIDIA определяют новаторство в области металлообработки вот уже более 80 лет — от первого в мире патента на твердос-плавные сменные пластины до разработки первых в мире твердых сплавов с покры-тием. Торговая марка WIDIA предлагает обширную программу высококачествен-ного металлорежущего инструмента и специализированных услуг по разработке индивидуальных решений. Благодаря раз-витой сети официальных дистрибьюторов и широкому ассортименту, насчитываю-щему тысячи изделий для фрезерования, точения и сверления, вы можете получить весь необходимый инструмент от одного поставщика.
Свяжитесь с официальным дистрибью-тором WIDIA по телефону 81080021431044 или посетите наш сайт www.widia.com
Новые высокопроизводительные фрезы WIDIA Victory™ для обработки чугуна

173-2014 3-2014
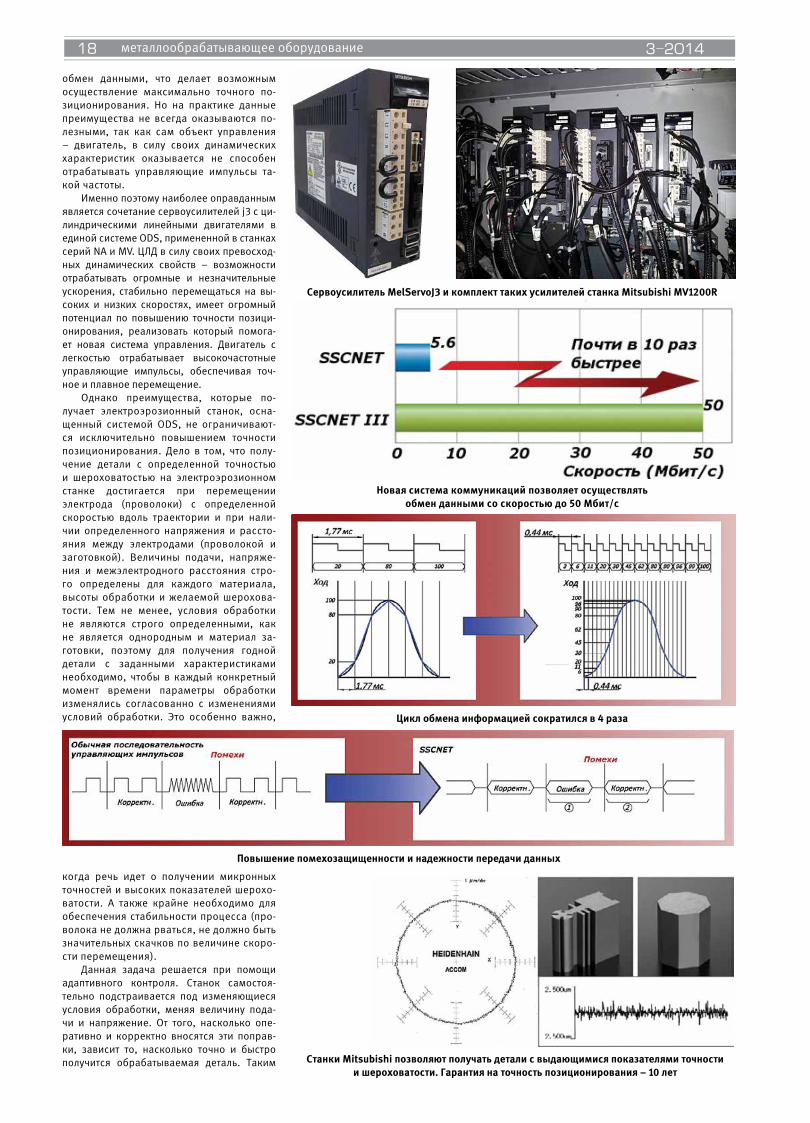
В 2010 году электроэрозионные стан-ки Mitsubishi серии NA впервые были оснащены цилиндрическими линейными двигателями, превосходящими в данной области все аналогичные решения.
По сравнению с ШВП они имеют зна-чительно больший запас долговечности и надежности, с более высокой точностью способны осуществлять позиционирова-ние, а также имеют лучшие динамические характеристики. У прочих конфигураций линейных двигателей ЦЛД выигрывают за счет общей оптимизации конструкции: меньшего тепловыделения, более высокой экономической эффективности, простоты монтажа, обслуживания и эксплуатации.
Учитывая все те преимущества, кото-рые имеют ЦЛД, казалось бы, зачем еще мудрить с приводной частью оборудова-ния? Тем не менее, не все так просто, и отдельное, обособленное, точечное усо-вершенствование никогда не будет столь же эффективным, как обновление всей системы взаимосвязанных элементов.
Поэтому применение цилиндрических линейных двигателей не осталось един-ственной инновацией, реализованной в приводной системе электроэрозионных станков Mitsubishi Electric. Одним из клю-чевых преобразований, позволившим в полной мере использовать преимущества и потенциал ЦЛД для достижения уни-кальных показателей точности и произво-дительности оборудования, была полная модернизация системы управления при-водами. И, в отличие от собственно двига-теля, здесь уже настало время для реали-зации собственных разработок.
Mitsubishi Electric является одним из крупнейших мировых производителей систем ЧПУ, подавляющее большинство элементов которых производится непо-средственно в Японии. При этом в состав корпорации Mitsubishi входит огромное количество научно-исследовательских ин-ститутов, ведущих изыскания, в том числе и в области систем управления привода-ми, систем ЧПУ. Неудивительно, что и в станках компании практически вся элек-тронная начинка – собственного произ-водства. Таким образом, в них реализуют-ся современные решения, максимально адаптированные под конкретную линейку оборудования (безусловно, это куда про-ще сделать с собственной продукцией, чем с покупными компонентами), и при минимальной цене обеспечиваются мак-симальное качество, надежность и произ-водительность.
Ярким примером применения на практике собственных разработок послу-жило создание системы ODS – Optic Drive System. В сериях станков NA и MV впер-вые были использованы цилиндрические линейные двигатели в приводах подач, управляемые через сервоусилители треть-его поколения.
Ключевой особенностью сервоусили-телей Mitsubishi семейства MelServo J3 яв-
ляется возможность осуществления ком-муникаций по протоколу SSCNETIII: связь двигателей, датчиков обратной связи че-рез усилители с системой ЧПУ происходит по оптоволоконным каналам связи.
При этом почти в 10 раз (по сравнению с системами предыдущих поколений стан-ков) увеличивается скорость обмена дан-ными: с 5,6 Мбит/с до 50 Мбит/с.
За счет этого длительность цикла ин-формационного обмена сокращается в 4 раза: с 1,77мс до 0,44мс. Таким образом, контроль текущего положения, выдача корректирующих сигналов происходит в 4 раза чаще – до 2270 раз в секунду! Поэто-му перемещение происходит более плав-но, а его траектория максимально прибли-жена к заданной (это особенно актуально при движении по сложным криволиней-ным траекториям).
Кроме того, применение оптоволокон-ных кабелей и сервоусилителей, работа-ющих по протоколу SSCNETIII, позволяет значительно повысить помехозащищен-ность (см. рис.) и надежность обмена ин-формацией. В том случае, если поступа-ющий импульс содержит некорректную информацию (результат воздействия по-мех), то он не будет отработан двигателем, вместо этого будут использованы данные следующего импульса. Так как общее ко-личество импульсов в 4 раза больше, та-кой пропуск одного из них минимально влияет на точность перемещения.
В итоге новая система управления приводом, благодаря применению сер-воусилителей третьего поколения и опто-
волоконных каналов связи, обеспечивает более надежный и в 4 раза более быстрый
ЦЛД. Система управления приводами электроэрозионных станков Mitsubishi Electric
металлообрабатывающее оборудование
ЦЛД. Принципиальная конструкция.1 – Вал, набранный из постоянных редкозе-мельных магнитов. 2 – Ползун с обмотками.
Пример конструкции привода с применени-ем ЦЛД. Опоры служат лишь для фиксации, имеют чрезвычайно простую конструкцию
и легко монтируются
Привод оси Y электроэрозионного станка Mitsubishi Electric MV1200R
Станки Mitsubishi NA и MV были оснащены первой в своем роде приводной системой Optic Drive System
18 3-2014
обмен данными, что делает возможным осуществление максимально точного по-зиционирования. Но на практике данные преимущества не всегда оказываются по-лезными, так как сам объект управления – двигатель, в силу своих динамических характеристик оказывается не способен отрабатывать управляющие импульсы та-кой частоты.
Именно поэтому наиболее оправданным является сочетание сервоусилителей j3 с ци-линдрическими линейными двигателями в единой системе ODS, примененной в станках серий NA и MV. ЦЛД в силу своих превосход-ных динамических свойств – возможности отрабатывать огромные и незначительные ускорения, стабильно перемещаться на вы-соких и низких скоростях, имеет огромный потенциал по повышению точности позици-онирования, реализовать который помога-ет новая система управления. Двигатель с легкостью отрабатывает высокочастотные управляющие импульсы, обеспечивая точ-ное и плавное перемещение.
Однако преимущества, которые по-лучает электроэрозионный станок, осна-щенный системой ODS, не ограничивают-ся исключительно повышением точности позиционирования. Дело в том, что полу-чение детали с определенной точностью и шероховатостью на электроэрозионном станке достигается при перемещении электрода (проволоки) с определенной скоростью вдоль траектории и при нали-чии определенного напряжения и рассто-яния между электродами (проволокой и заготовкой). Величины подачи, напряже-ния и межэлектродного расстояния стро-го определены для каждого материала, высоты обработки и желаемой шерохова-тости. Тем не менее, условия обработки не являются строго определенными, как не является однородным и материал за-готовки, поэтому для получения годной детали с заданными характеристиками необходимо, чтобы в каждый конкретный момент времени параметры обработки изменялись согласованно с изменениями условий обработки. Это особенно важно,
когда речь идет о получении микронных точностей и высоких показателей шерохо-ватости. А также крайне необходимо для обеспечения стабильности процесса (про-волока не должна рваться, не должно быть значительных скачков по величине скоро-сти перемещения).
Данная задача решается при помощи адаптивного контроля. Станок самостоя-тельно подстраивается под изменяющиеся условия обработки, меняя величину пода-чи и напряжение. От того, насколько опе-ративно и корректно вносятся эти поправ-ки, зависит то, насколько точно и быстро получится обрабатываемая деталь. Таким
Сервоусилитель MelServoJ3 и комплект таких усилителей станка Mitsubishi MV1200R
Новая система коммуникаций позволяет осуществлять обмен данными со скоростью до 50 Мбит/с
Цикл обмена информацией сократился в 4 раза
Повышение помехозащищенности и надежности передачи данных
Станки Mitsubishi позволяют получать детали с выдающимися показателями точности и шероховатости. Гарантия на точность позиционирования – 10 лет
металлообрабатывающее оборудование

193-2014 3-2014
образом, качество работы адаптивного контроля в определенной степени задает и качество самого станка через его точность и производительность. И здесь-то как раз и проявляются в полной мере преимущества использования ЦЛД и системы ODS в целом. Способность ODS обеспечивать отработку управляющих импульсов с высочайшей ча-стотой и точностью позволило на порядок повысить качество адаптивного контроля. Теперь параметры обработки корректиру-ются до 4 раз чаще, притом, выше и общая
точность позиционирования.Подводя некоторые итоги, можно
сказать, что применение ЦЛД в станках Mitsubishi Electric не было бы столь эф-фективным шагом, позволившим достичь новых высот как точности, так и произво-дительности обработки, без внедрения об-новленной системы управления.
Только комплексные, но, тем не менее, полностью обоснованные и проверен-ные изменения в конструкции могут стать ключом к повышению качества (как сово-
купного показателя уровня надежности и технологических возможностей оборудо-вания) и конкурентоспособности станка. Changes for the Better – вот девиз компа-нии Mitsubishi.
Автор: Захаров С., Зенкевич Ю.
Монитор обработки. Зеленым цветом показан график скорости, который показывает работу адаптивного контроля
Твердый сплав, высота 60 мм, шероховатость Ra 0,12, макс. погрешность – 2 мкм. Деталь получена на станке Mitsubishi NA1200
металлообрабатывающее оборудование

20 3-2014металлообрабатывающее оборудование
Еще буквально в прошлом году япон-ская корпорация OKUMA представляла на крупнейших мировых выставках свою новинку – многофункциональный обра-батывающий центр серии MULTUS U. А по итогам 2013 года он уже вошел в десятку лучших новых продуктов Японии. Чем же MULTUS U заслужил такое признание?
Центры этой серии предназначены для комплексной обработки заготовок длиной от 1000 до 1500 мм (MULTUS U3000) и от 1500 до 2000 мм (MULTUS U4000). Имеют широкий рабочий диапазон (в 1,3 раза больше, чем у станков прежней серии). Максимальный ход по оси Y при продоль-ном перемещении и в пределах диаметра составляет 250/300 мм, по оси Х от цен-тра – до 125 мм. Внутренний диаметр мо-тор-шпинделя на MULTUS U3000 – 80 мм [91 мм], у MULTUS U4000 – 91 мм. В комби-нации с абсолютной системой измерения перемещений сервоприводы OKUMA обе-спечивают ускоренный проход на скоро-сти 50 м/мин по оси Х и Z, а также 40 м/мин по оси Y. Инструментальный шпиндель
с зажимным приспособлением HSK-A63 [Capto C6] обеспечивает мощность 22 кВт [30 кВт], количество оборотов в минуту достигает 12000. Центры имеют свобод-ный доступ к рабочей зоне, что облегчает их эксплуатацию и обслуживание. По сво-им эксплуатационным характеристикам MULTUS U может соперничать с другими центрами по количеству съема металла за
единицу времени при фрезерной обработ-ке 602 см3/мин, при токарной – 5,0 мм2 (S45C, что в 1,7 раза больше предыдущих моделей). Этого удалось достичь благода-ря очень жесткой конструкции машины.
MULTUS U представлен в 17 комплекта-циях, что позволяет выбрать оптимальный вариант под потребности заказчика.
Премьера от OKUMA: комплексная обработка на MULTUS U
15 октября 2013 года ООО «Урал-инстру-мент-Пумори» отметило свое 20-летие. За это время компания стала крупнейшим постав-щиком новейших технологий, качественного инструмента и оборудования для машино-строительных предприятий Пермского края, Башкортостана, Удмуртии и других регионов России.
С самого начала своей деятельности пред-приятие ставит своей целью обеспечить заказ-чика комплексным решением той или иной производственной задачи, включая поставку оборудования, его сервис и техническое со-провождение, проработку технологии обра-ботки конкретной детали, подбор инструмента и оснастки, и, при необходимости, обучение и повышение квалификации персонала заказчи-ка. Для этого у компании есть все необходимое – проверенные временем партнерские отно-шения с ведущими российскими и зарубеж-ными производителями инструмента и обору-дования, учебно-демонстрационный центр на базе ПНИПУ, грамотный и высококвалифици-рованный персонал.
Руководители УиП убеждены, что залогом успеха самой компании, а значит и ее клиен-тов, может быть только постоянное развитие. Такой подход становится особенно актуаль-ным в наш век стремительных и непрерывных усовершенствований, когда для того, чтобы не отстать, уже недостаточно просто идти в ногу со временем, необходимо стараться двигаться быстрее других, равняться на наиболее успеш-ных и динамично развивающихся клиентов и партнеров.
Так, в декабре 2013 г. ООО «Урал-инстру-мент-Пумори» подписало соглашение с компа-
нией ACE MANUFACTURING SYSTEMS LTD. (AMS) о начале реализации совместного проекта по сборке, а в будущем и производству фрезер-ных обрабатывающих центров с ЧПУ на терри-тории Пермского края. Сотрудничество УИП и AMS началось в 2007 году с поставки в Россию обрабатывающих центров с ЧПУ. За это время оборудование AMS зарекомендовало себя как качественное и надежное, обеспечивающее заказчиков экономичными, но в то же время эффективными решениями для конкретных производственных задач.
На сегодняшний день компания AMS, ос-нованная в 1994 году, является крупнейшим в Индии производителем горизонтальных и вер-тикальных обрабатывающих центров с ЧПУ.
П.Рамадас, управляющий директор AMS: «Станкостроение – это отрасль, где успех из-меряется возможностями организации пре-доставлять выгодные решения в сочетании с превосходным качеством продукции и услуг. Мы в нашей компании постоянно стремимся улучшать качество выпускаемой продукции, прислушиваясь к мнению заказчиков, совер-шенствуя наши технологии, изо дня в день мы растем и развиваемся».
По данным последних исследований Ас-социации индийских станкостроителей IMTMA (http://www.imtma.in), Индия занимает 13-е место в мире по производству и 6-е по потре-блению станочного оборудования. Индийское машиностроение стремительно развивается, поставляя оборудование в автомобильную, оборонную, аэрокосмическую и другие отрас-ли машиностроения, а также легкой промыш-ленности, что в скором будущем сделает страну серьезным игроком в мировой отрасли.
Резкий рост производства металлообраба-тывающего оборудования в Индии наблюдался в 2002 – 2007 гг., когда ежегодное прираще-ние составляло 35 – 50% в денежном выраже-нии. Общий экономический кризис несколько замедлил этот процесс, тем не менее, в финан-совом 2012 – 2013 году объем производства индийского машиностроения составил 70,4 миллиона долларов, на экспорт было продано оборудования на 3,9 миллиона долларов, на 19% больше, чем в финансовом 2011 – 2012 году.
Примерно 75 процентов индийских станко-строителей прошли сертификацию по между-народному стандарту ISO, большинство из них также прошли сертификацию на право исполь-зования CE маркировки, в соответствии с тре-бованиями европейских рынков. Эти данные свидетельствуют о крупных успехах индийско-го станкостроения при приоритетном развитии производства оборудования с ЧПУ, включая то-карные и шлифовальные станки, обрабатыва-ющие и листоштамповочные центры. Каждые 2 года в Бангалоре проводится крупнейшая в отрасли международная выставка «IMTEX», ор-ганизатором которой является IMTMA.
Немаловажным фактором развития не просто партнерских, но искренне дружеских отношений с индийскими компаниями явля-ется то, что российско-индийское сотрудни-чество на уровне стран имеют многовековую историю. Особенно значительную поддержку Индия получила во времена Советского Союза. Так, к началу 1980-х гг. на объектах, построен-ных в Индии при содействии СССР, произво-дилось около 40% чугуна и стали, почти 80% металлургического оборудования, более 40%
Производство станков в Перми – новый этап развития ООО «Урал-инструмент-Пумори»

213-2014 3-2014 металлообрабатывающее оборудование
Многие предприятия, использующие режущий инструмент, часто стоят перед выбором, между качеством и стоимостью инструмента. И тут крайне важно найти ту самую «золотую середину», инструмент, ко-торый будет оптимален по цене и качеству. Насколько это реально, в современных ры-ночных условиях? Именно с этим вопросом мы обратились к Ермолину Дмитрию Ана-тольевичу, коммерческому директору ООО «Техтрейд».
«На самом деле сегодня очень остро сто-ит вопрос поиска оптимального инструмента. И как говорится, нет ничего невозможного. Одним из основных направлений деятель-ности нашей компании является обеспече-ние промышленных предприятий режущим и вспомогательным инструментом. С чем мы успешно справляемся с 1998 года. В 2012 мы выпустили на рынок новую линейку твердос-плавного инструмента, которую мы назвали TOPTOOL. TOPTOOL – это высокопроизводи-тельный концевой твердосплавный инстру-мент – фрезы, сверла, метчики, а так же
микроинструмент: микросверла и микроф-резы. Инструменты изготавливаются нашим партнером в Германии на специализирован-ном производстве твердосплавного инстру-мента. Основные преимущества – широкая номенклатура, высокая производительность, эффективное износостойкое покрытие, ста-бильность при обработке закаленных ста-лей, что обуславливает высокую стойкость инструмента, универсальность и все это при относительно невысокой стоимости.
Универсальность заключается в том, что инструменты TOPTOOL подходят для обработ-ки различных материалов – нержавеющая сталь, чугун, углеродистые и закаленные материалы твердостью до 45 HRC, цветные сплавы и неметаллы, титан и жаропрочные сплавы, закаленные стали.
На все инструменты наносится высоко-эффективное многослойное износостойкое покрытие, что обеспечивает высокую произ-водительность и стойкость инструмента.
Удобство использования инструмен-та TOPTOOL заключается в его широкой
номенклатуре, поэтому не составит труда подобрать фрезу для конкретных работ, выполняемых на предприятии заказчика. А если останутся сомнения в том, подойдет инструмент или нет, мы совершенно бесплат-но предоставим инструмент для испытаний. На сегодняшний день инструмент с успехом прошел испытания на нескольких десятках предприятий, в числе которых Пумори Энер-гия, Уралтурбо, НПП Старт и многие другие.
Не секрет, что в отечественном маши-ностроении, особенно это касается ВПК, ис-пользуется много специального инструмен-та. В этом случае мы всегда идем навстречу нашим клиентам и предлагаем изготовление инструмента по готовым чертежам заказчи-ка, либо непосредственно, проектирование инструмента по чертежу обрабатываемой де-тали. Так же мы готовы предложить сервис по переточке режущего инструмента.
Весь инструмент сертифицирован в ис-пытательном центре «Тест-Евразия» на пред-мет безопасности применения машин и обо-рудования».
Высокопроизводительный режущий инструмент по выгодной цене. Новые возможности.
горно-шахтного и свыше 55% тяжелого энергетического оборудования, более 10% электроэнергии, значительная часть нефти и нефтепродук-тов, угля, фармацевтической и другой продукции. Одновременно со строительством промышленных объектов Советский Союз передавал Индии технологии, обучал индийских специалистов, в том числе ква-лифицированных инженеров и техников для машиностроительной от-расли. Поэтому авторитет наших специалистов у индийцев достаточно высок, что в немалой степени способствовало успешному достижению договоренностей о запуске проекта по сборке станков AMS в Перми.
Конечно, идея крупноузловой сборки не является новшеством. Впервые такой вид сборки был применен в автомобилестроении компа-нией Ford, которая таким способом в 1922 году начала масштабные по-ставки автомобилей из Мичигана в другие штаты страны и за рубеж. Во время Второй мировой войны этот вид сборки приобрел стратегическое значение: так автомобильные компании переправляли свои машины на фронт, где солдатам оставалось только установить на них двигатель и прикрутить колеса. В России сборку по данному принципу также начали в первую очередь практиковать на новых автосборочных предприятиях. В настоящее время этот опыт активно перенимается станкостроительны-ми предприятиями.
Корпорация «Пумори», в состав которой ООО «УиП» входит с 2006 г., уже начала осваивать сборку в России станков с ЧПУ японской станкостроительной корпорации Okuma. Так, первый такой станок Okuma Genos L300, собранный в Свердловской области по технологии отверточ-ной сборки, был торжественно запущен на Международной промышлен-ной выставке «Иннопром-2013» в Екатеринбурге. О запуске подобных проектов сегодня заявляют и многие другие российские предприятия.
Широко распространено мнение, что крупноузловая сборка – это всего лишь способ уйти от таможенных платежей, так как станок про-ходит через таможню как «комплектующие», а на территории России всего лишь «подсобирается», и приклеивается шильдик «сделано в РФ». И, следовательно, на развитии отечественного станкостроения это ни-как не отразится. Однако, не следует забывать, что идея действительно не новая, и была использована во многих странах, и такие сборочные цеха впоследствии переросли в полноценные производства. По мнению аналитиков, для того, чтобы запустить полноценное производство высо-котехнологичных станков в России, может потребоваться не менее пяти лет, поскольку на данный момент потеряны и технологии, и компетенции персонала. А запуск проектов по крупноузловой сборке будет способ-ствовать освоению зарубежных и отечественных технологий, повыше-нию квалификации работников, в конечном итоге способствуя возро-ждению отечественного станкостроения.
В любом случае, реализация данного проекта подразумевает созда-ние новых рабочих мест в Пермском крае, размещение заказов на ком-плектующие у местных производителей. Так, УиП уже разместило первый
заказ на производство отдельных комплектующих для станков AMS в ООО «Краснокамский РМЗ» и других предприятиях края. Причем, произ-водственные мощности и технологии этого предприятия были тщательно проверены индийским производителем и признаны соответствующими для производства комплектующих для его станков.
Первую единицу оборудования планируется собрать уже к концу июля 2014 года, это будет фрезерный вертикальный обрабатывающий центр с ЧПУ модели Super Winner-LM. На втором этапе УиП рассчитывает начать производство в России компонентов станков.
За последние годы импорт металлообрабатывающего оборудова-ния в Россию увеличился более чем в четыре раза, объемы импорта про-дукции станкостроения в шесть раз превышают экспорт, таким образом оборудование, которое будет производиться в России, будет, без сомне-ния, востребовано.

22 3-2014металлообрабатывающее оборудование
Современным машиностроителям ав-томатизация нужна для того, чтобы создать многономенклатурное, легко переналажи-ваемое и обеспечивающее требуемое каче-ство производство, при дефиците высоко-квалифицированного персонала, больших площадей и финансовых ресурсов.
Оборудование Fastems позволяет ав-томатизировать процесс производства с применением гибких производственных систем и, таким образом, снизить не-обходимость в человеческих ресурсах. Одновременно, это увеличивает произ-водственные мощности и коэффициент
использования станочного оборудования.Для автономных станков обычно можно
добиться менее 2000 часов непрерывной работы в год, тогда как станки, интегриро-ванные в гибкую производственную систему, способны обеспечить 6000 часов непре-рывной работы в год в условиях постоянно изменяющегося производства. Увеличенный коэффициент непрерывной работы в соче-тании с более низкими эксплуатационными издержками позволяют добиться быстрой окупаемости вложенных средств.
Использование гибких производствен-ных систем (FMS) просто: требуется лишь
ввести заказ и время исполнения, все остальное система возьмет на себя.
Fastems помогает наладить производ-ство желаемым способом, при этом целью может быть быстрое или экономичное про-изводство с подходом «точно в срок», кан-бан, массовое или производство партий изменяемого объема стабильного качества.
Средства автоматизации Fastems по-зволяют высвободить неработающий ка-питал, сократить расходы на персонал и одновременно улучшить качество.
Зачем нужна автоматизация? Автоматизация окупается – всегда!

233-2014 3-2014 модернизация и сервис
Реализация полного потенциала энергосбережения за счет непрерывного цикла энергоменеджмента.
Инициативы по энергосбережению и управлению энергопотре-блением в настоящее время приобрели большее значение. Рост и колебания цен на энергоресурсы, ужесточение правил охраны окружающей среды, ограничения электроснабжения в некоторых регионах и корпоративные программы устойчивого развития – лишь некоторые из движущих сил такого изменения. Промышлен-ный сектор, особенно отрасли с высоким потреблением энергии, сталкивается с большими проблемами в сфере стратегического управления использованием электроэнергии.
Существует множество возможностей повышения энергоэф-фективности, но для того чтобы раскрыть полный потенциал энер-госбережения требуется системный, интегрированный подход. Использование открытой удобной архитектуры системы энерго-менеджмента, связывающей технологические процессы и систему мониторинга потребления энергоресурсов, основанной на опыте специалистов в сфере управления энергопотреблением, помогает промышленным предприятиям оптимизировать производитель-ность и затраты, при этом, обеспечивая достижение целей по объе-мам производства.
Актуальность энергосбереженияПромышленный сектор играет важнейшую роль в решении
проблемы изменения климата. На него приходится около 40 % от общего мирового объема выброса двуокиси углерода (CO2). Ожи-дается рост потребления энергии (электричество, уголь, природный газ, возобновляемые источники энергии, жидкое топливо и прочие ГСМ) промышленностью с 174,5 квдрлн БТЕ в 2005 году до 261,7 квдрлн БТЕ в 2035. Хотя в 2009 году уровень потребления энергии промышленным сектором упал ниже уровня потребления всеми другими секторами – конечными пользователями энергии, вместе взятыми, из-за мирового финансового кризиса, ожидается измене-ние сложившейся ситуации к 2016 году, после чего разрыв будет только расширяться.
Отрасли промышленности с большим потреблением энергии (среди которых крупнейшими являются: горнодобывающая и ме-таллургическая отрасли, химическая промышленность) потребляют примерно половину от общего объема энергии, потребляемой всей промышленностью. В данных отраслях промышленности, расходы на энергию составляют значительную часть операционных расхо-дов. Например, расходы на энергию составляют приблизительно 60 % операционных расходов химической промышленности, 15 % металлургической промышленности и в пределах от 20 до 40 % про-изводственных издержек при производстве цемента.
Все это делает энергоменеджмент в промышленности больше, чем просто громким словом.
Помимо данных факторов спроса-предложения и цены, необ-ходимость в соблюдении более строгих нормативов, относящихся к экологической устойчивости, заставляют предприятия быстрее осуществлять свои проекты по управлению потреблением энергии. Все это может принять форму глобального снижения уровня потре-бления энергии или специальных мероприятий по обеспечению со-ответствия стандартам эффективного использования энергии.
В своем стремлении найти новые решения по созданию кон-курентных преимуществ, оправдать ожидания клиентов, привлечь требуемые трудовые ресурсы и повысить чистую прибыль, компа-нии сталкиваются с новыми проблемами, в частности – с проблемой стратегического управления энергопотреблением. Это не новая проблема, но чувство неотложности и важности, связанное с ней, действительно новое. В таких энергоемких отраслях промышленно-сти, как горная добыча и металлургия уже произошло смещение от неопределенной риторики к поиску действенных путей повышения эффективности управления энергией. Такая ситуация вызвана не-сколькими ключевыми аспектами (Рис. 1).
Проблемы, возникающие при достижении поставленных це-лей по управлению потреблением энергоресурсов
Очевидным затруднением для промышленного сектора являет-ся сложность процессов и результатов промышленных операций, которая, сама по себе, делает задачу точного измерения, провер-
ки и отслеживания использования энергии трудноразрешимой. Но, помимо этого, существуют еще более важные и стойкие преграды.
К сожалению, для большинства промышленных компаний, энергия не всегда была среди основных вопросов. Возможно, это связано с тем, что в прошлом цены на энергию были достаточно низкими, а, возможно, это результат конфликта приоритетов или
Энергоменеджмент в промышленности
Рис. 1
Рис. 2
Рис. 3
24 3-2014модернизация и сервис
недостаточного внимания к данному вопро-су со стороны высшего руководства.
В некоторых случаях, даже при достаточ-ном уровне участия со стороны высшего руко-водства, цели по управлению энергопотребле-нием являются труднодостижимыми, так как компании не смогли уйти от изолированного подхода к операциям, что мешает использо-вать холистический (целостный) подход. В дру-гих ситуациях может мешать нормативно-пра-вовая неопределенность (особенно в том, что касается цен на углеродные квоты).
Какая бы ни была причина, низкая прио-ритетность управления потреблением энер-гии, очевидно, связана с тем фактом, что лишь в немногих компаниях есть специалисты, от-вечающие и занимающиеся исключительно энергоменеджментом.
Значение, придаваемое потреблению энергоресурсов, отличается в зависимости от конкретного региона. Местные условия, нехватка энергии и применимые норматив-но-правовые требования делают аспект по-требления энергоресурсов более важным для одних регионов по сравнению с другими. Помимо этого, причины, делающие вопрос управления энергией более важным, варьиру-ют в зависимости от сектора промышленности. В некоторых сегментах затраты на энергоре-сурсы находятся в центре внимания, так как это способствует снижению операционных расходов (например, в горнодобывающей промышленности и цветной металлургии).
В других отраслях внимание к управлению потреблением энергии вызвано, в основном, производительностью и обеспечением соот-ветствия применимым требованиям (напри-мер, в нефтехимии).
Все вышесказанное означает, что произ-водство и все связанные процессы эволюци-онировали со временем по своей природе и содержанию, и теперь управлению энергией, используемой для данных процессов, нужно их «догонять».
Данная задача еще более усложняется из-за нехватки квалифицированного персонала (внутреннего и от третьих лиц), который бы мог осуществлять эффективный мониторинг, управление и оптимизацию потребления энер-гии. Помимо этого, малочисленность ситуаци-онных исследований, которые бы содержали точные данные по стоимости проектов по обеспечению эффективного использования энергии и получаемой в результате их осущест-вления экономии, ослабляет стимул к новым начинаниям.
Определение возможностей для повыше-
ния эффективности использования энергии При определении потенциала энергосбе-
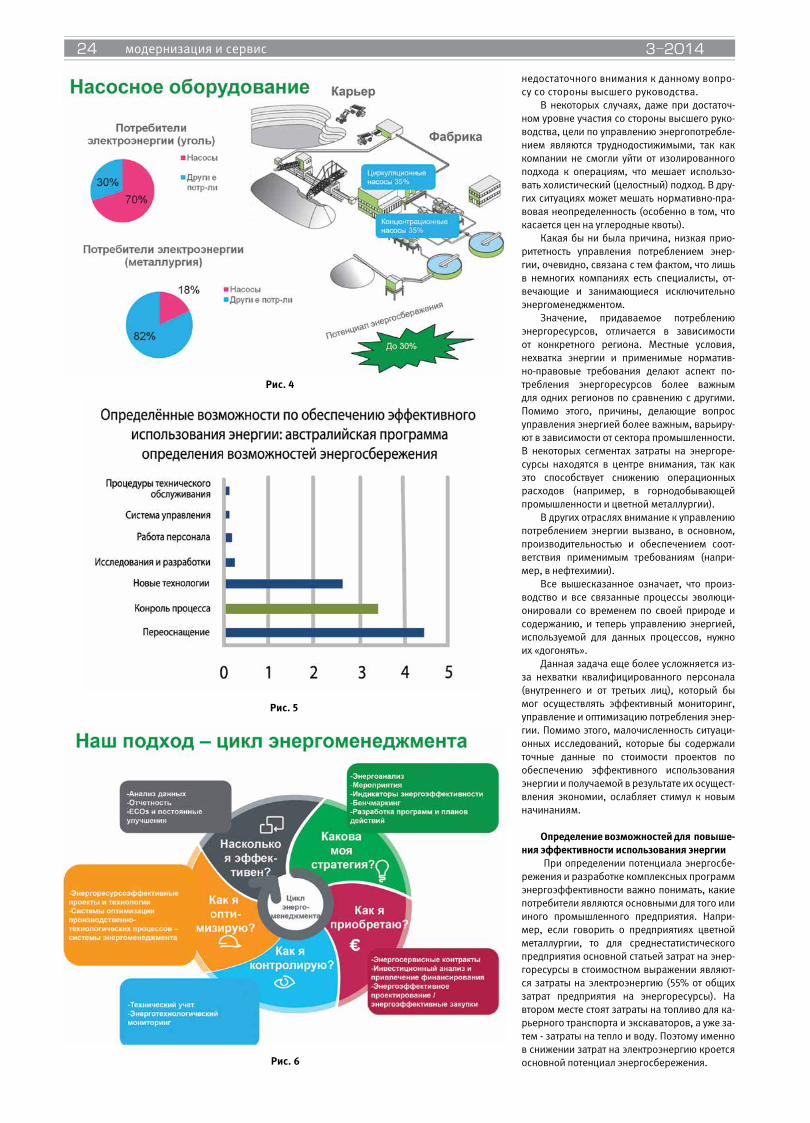
режения и разработке комплексных программ энергоэффективности важно понимать, какие потребители являются основными для того или иного промышленного предприятия. Напри-мер, если говорить о предприятиях цветной металлургии, то для среднестатистического предприятия основной статьей затрат на энер-горесурсы в стоимостном выражении являют-ся затраты на электроэнергию (55% от общих затрат предприятия на энергоресурсы). На втором месте стоят затраты на топливо для ка-рьерного транспорта и экскаваторов, а уже за-тем - затраты на тепло и воду. Поэтому именно в снижении затрат на электроэнергию кроется основной потенциал энергосбережения.
Рис. 4
Рис. 5
Рис. 6

253-2014 3-2014
Обычно на оборудование, приводимое в движение двигателями, приходится около 60 % от общего объема потребляемой предприяти-ями электроэнергии. Так, например, доля потребления электроэнергии насосным оборудованием составляет 18 и 70% от общего потребления электроэнергии на предприятиях цветной металлургии и при обогаще-нии угля соответственно. Так как на потребляемые энергоресурсы при-ходится большая часть операционных расходов, методы эффективного использования электроэнергии при работе двигателей (плавный запуск и частотно-регулируемый привод) могут существенно снизить общее энергопотребление и, соответственно, операционные расходы. (Рис. 2-4). Данные факторы важно учитывать уже на этапе выбора оборудова-ния и оценивать совокупную стоимость владения на протяжении всего жизненного цикла, а не делать выбор только исходя из анализа капи-тальных вложений.
Человеческий фактор также играет ключевую роль в управлении потреблением электроэнергии. Например, операторы, которые не осознают влияние на общее потребление энергии конвейерных линий, работающих без нагрузки, приводят к существенному повышению по-требляемой предприятием энергии.
Рассмотрение использования энергии в контексте времени также полезно для снижения затрат на энергоресурсы. Таким образом, энер-гоемкие, но не имеющие большого значения процессы могут осущест-вляться вне времени пиковой нагрузки, что может обеспечить экономию от правильного выбора тарифа, установленного энергоснабжающей организацией. Тем не менее, эффективное управление энергией в про-мышленной среде достигается наилучшим образом за счет «интегриро-ванного системного» подхода, а не за счет «основанного на компонен-тах» подхода. Поэтому контроль процесса оптимизации (действующего как интегрированной системы на месте или в нескольких местах) рас-сматривается как наиболее значимая возможность повышения эффек-тивности использования энергии, чем большинство других вариантов.
Как показано на диаграмме (Рис.5), контроль процесса дает вторую по размерам экономию среди возможностей экономии, определенных в рамках австралийской программы определения возможностей энер-госбережения.
Сосредоточив внимание на оптимизации систем контроля для обе-спечения энергоэффективности, компании могут произвести оценку и уменьшить свои расходы на энергию, затрачиваемую на производство единицы продукции, а не общего объема используемой энергии. Для этого промышленным компаниям необходимо иметь соответствующий набор инструментов в форме взаимодействующих систем и экспертную поддержку.
Решения по управлению энергией Предлагается такая система, которая позволит промышленным
компаниям провести требуемую автоматизацию и, в то же самое время, оптимизировать потребление энергии производственными процессами для достижения своих целей по устойчивому развитию.
Пакет инструментов и услуг дает промышленным компаниям воз-можность использовать интегрированную архитектуру для управления процессами и потреблением энергии.
Такие возможности обеспечиваются предложениями нескольких уровней (Рис. 6).
Интегрированная архитектура контроля процессов и потребляе-мой энергии
В целях быстрого и недорогого развертывания в некоторых систе-мах (производство цемента и водоснабжение) решение по управлению
энергией поставляется с лучшими в своем классе шаблонами и стан-дартными конфигурациями. Для уникальных условий и процессов раз-рабатывается сложная настраиваемая система оптимизации процессов производства.
Данные системы масштабируются и могут быть легко интегрирова-ны в существующую архитектуру автоматизации.
Для решения каждой уникальной задачи обеспечения управления энергопотреблением не меньшую значимость, чем использование пе-редовых инструментов, имеет опыт и поддержка от группы специали-стов-консультантов.
Благодаря решениям по управлению энергией и поддержке специа-листов, клиенты могут осознать несоответствия в потреблении энергии и свести к минимуму колебания и непроизводительные затраты энергии.
Подробная наглядная информация о том, сколько расходуется энергии (и сколько энергии расходуется непродуктивно), а также на какие процессы, помогает определить возможности для сокращения дисперсии в уровне потребления энергии и непроизводительных затрат энергии, а также определить то, какое оборудование или процессы дают результаты, ниже ожидаемых, какие действия оператора или технологи-ческие процессы существенно влияют на потребление энергии, и какие работы по техническому обслуживанию должны быть запланированы. Такие показатели, как коэффициент общей эффективности оборудова-ния (ОЕЕ) и потребляемая энергия на единицу продукции, можно рас-сматривать по временной шкале, что дает возможность видеть влияние принимаемых мер по совершенствованию использования энергии.
Важность комплексного подхода к энергоменеджментуХотя реализация отдельных проектов по энергосбережению при-
носит предприятиям ощутимый эффект, видимый сразу, решения и консультационные услуги нацелены на то, чтобы заказчики могли про-двинуться дальше и реализовать полный потенциал всех преимуществ эффективного использования энергии (Рис. 7).
Энерготехнологическое обследование и разработка комплексной программы энергоэффективности – это метод анализа использования энергии, на котором проводится полная оценка и анализ текущего по-требления электроэнергии промышленным пользователем, после чего производится определение возможностей для улучшения ситуации. Выбирается наилучший подход к управлению энергопотреблением для данных условий работы.
Таким образом, подготавливается основание для эффективного анализа основных причин, тонкой настройки базовой архитектуры, про-ектируется система информации об управлении энергией для обеспече-ния полного визуального контроля потребляемой энергии в режиме ре-ального времени, и создается система оптимизации энергопотребления на уровне предприятия. Энергоменеджмент в нашем понимании – это непрерывный процесс, состоящий из взаимосвязанных этапов, которые могут дать наибольший эффект в области энергосбережения.
ЗаключениеМинимизация расходов на энергию при обеспечении достижения
общих целей производства – это очень непростая задача. На данный момент, действия промышленности в этом направлении, по большей части, были узконаправленными и неполными. Инерционные сценарии больше не срабатывают. Несмотря на то, что были достигнуты опреде-ленные успехи в удельном энергопотреблении в масштабе секторов промышленности, это не должно отвлекать от того факта что существует еще больший потенциал.
Промышленные компании, желающие раскрыть этот потенциал, должны применять интегрированный системный подход, использовать открытые, взаимодействующие решения по управлению энергией и ра-ботать со специалистами, понимающими технологии и процедуры эф-фективного управления потреблением энергии.
Автор: Мария Бычкова менеджер по развитию бизнеса Schneider Electric Дирекции проектов и сервисов по энергоэффективности и устойчивому развитию
Рис. 7
модернизация и сервис

26 3-2014
Каков срок службы робота АББ? На этот вопрос одна шведская инжиниринго-вая фирма не может ответить до сих пор. Четыре робота IRB 6, приобретенные ею в начале 1970-х гг., до сегодняшнего дня по-лируют угольники для труб.
Когда роботы АББ впервые были уста-новлены на неприметном производстве Magnussons i Genarp AB в сельской глубин-ке на юге Швеции, группа ABBA возглавля-ла мировые чарты, баррель нефти стоил 13 долларов США, а население земного шара не превышало 4 млрд. человек.
По прошествии почти 4 десятилетий и 7,7 млн. рабочих циклов роботы все еще в строю.
Принимая и полируя угольники для труб, своими движениями они чем-то напоминают людей.
В 1973 году генеральный директор семей-ной инжиниринговой фирмы Magnussons Лейф Йонссон посетил стенд ASEA на выстав-ке в Стокгольме. Компания ASEA (в будущем компания АББ) демонстрировала первые в мире электрические роботы с микропроцес-сорным управлением IRB 6. Йонссон мгно-венно оценил производственный потенциал робототехники для собственного бизнеса и приобрел одного робота. Сегодня цех все еще действует, а технологические операции в нем выполняют три робота IRB 6, куплен-ные Йонссоном некоторое время спустя.
Предприятие Magnussons выпускает угольники для труб для различных областей промышленного применения. Шестиметро-вые трубы из нержавеющей стали различно-го диаметра разрезают
на секции и гнут. Процесс гибки стро-жайшим образом засекречен, но в резуль-тате получаются угольники без каких-либо утончений или деформаций металла.
В числе заказчиков Magnussons – кон-
церн Alfa Laval и промышленная группа Tetra Pak. Роботы берут угольники из вертикаль-ного лотка, способного удерживать от 12 до 35 деталей, и перемещают к шлифовальной ленте. C особой заботой роботы перемеща-ют угольники вверх и вниз вдоль вращаю-щейся шлифовальной ленты. Спустя минуту они останавливаются, опускают угольник, затем аккуратно подхватывают его с другой стороны и продолжают шлифовку. Завершив операцию, робот разворачивается и повто-ряет данный процесс – на этот раз, с исполь-зованием нейлоновых щеток для полировки. Весь цикл занимает от 4 до 6 минут.
Аргументы в пользу инвестирования в робототехнику сегодня остались теми же – безопасные условия труда и более высокая производительность. «Это грязная, монотон-ная, однообразная работа, – говорит Матс Йонссон, который пришел на предприятие Magnussons в 1980 г. в возрасте 18 лет. – Если выполнять ее вручную, то очень устают плечи, и женщины, которые занимались по-лировкой до установки роботов, со време-нем получали хронические травмы». Произ-водительность робота на 25–30% выше, чем у человека. «Опытный сотрудник, наверное, может работать с той же скоростью, что и робот, – продолжает он, – однако робот не нуждается в перерывах».
Пожелтевшие вырезки из газет 1970-х гг., хранимые в архиве Magnussons, пестрят заголовками наподобие «Мечта работодате-ля: сотрудник, которому не требуется ни сон, ни отдых, ни больничный». Или: «У вас нет шанса: пришел робот, который займет ваше рабочее место». Матс рассказывает: «В те времена роботы были новым и революцион-ным изобретением, и некоторые опасались, что с появлением робототехники они лишат-ся своих рабочих мест!» Однако несмотря на первоначальные страхи, никто не потерял
работу в Magnussons. Полировщики были переведены на другие производственные участки. Ввиду огромного спроса на про-дукцию Magnussons из-за рубежа, который существовал в 70-е и 80-е гг., четыре робота трудились круглые сутки без выходных.
«Отец заканчивал работу в 4, затем воз-вращался сюда в 10 вечера, чтобы наполнить лотки, – вспоминает Матс. – И роботам пред-стояло работать еще 6 часов. Единственно-еограничение в процессе их автономной эксплуатации связано с тем, что нужно на-полнять лотки новыми деталями, а также ме-нять износившуюся наждачную бумагу».
Система управления роботами S1 все еще имеет оригинальное программное обеспечение кассетного типа. По словам Матса, нет необходимости менять програм-му, поскольку с 1970-х годов вид работы не изменился. «Кроме того, – добавляет он с улыбкой, – не думаю, что нам удалось бы это сделать, ведь мы не можем подключить ноут-бук к системе управления».
Неудивительно, что приобрести запас-ные части непросто, но до настоящего вре-мени компании удавалось заказывать их через Интернет. «Надо постучать по дереву – нам не часто приходилось иметь дело с ремонтами», – говорит Матс. Например, за последние 6 лет возникло только 3 останова.
Спустя почти 2 млн. рабочих циклов, вы-полненных каждым роботом, они все еще не нуждаются в проведении крупномасштабно-го технического обслуживания. Матс лишь время от времени проверяет их, совмещая это с другими задачами. О роботах он гово-рит, что «они на вес золота».
Как долго прослужит эта техника? В Magnussons не знают ответа. Но компания планирует выпускать угольники для труб аналогичным способом на протяжении еще многих лет.
Долгожители
робототехника
273-2014 3-2014 автоматизация
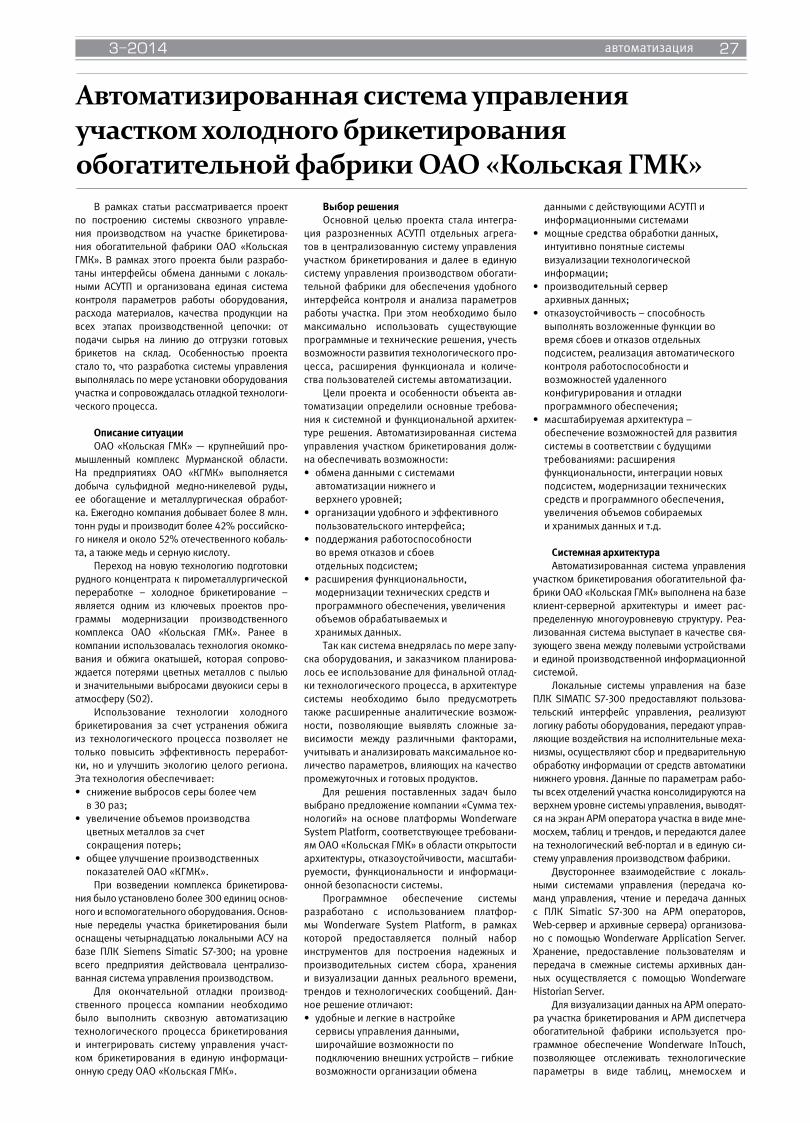
В рамках статьи рассматривается проект по построению системы сквозного управле-ния производством на участке брикетирова-ния обогатительной фабрики ОАО «Кольская ГМК». В рамках этого проекта были разрабо-таны интерфейсы обмена данными с локаль-ными АСУТП и организована единая система контроля параметров работы оборудования, расхода материалов, качества продукции на всех этапах производственной цепочки: от подачи сырья на линию до отгрузки готовых брикетов на склад. Особенностью проекта стало то, что разработка системы управления выполнялась по мере установки оборудования участка и сопровождалась отладкой технологи-ческого процесса.
Описание ситуацииОАО «Кольская ГМК» — крупнейший про-
мышленный комплекс Мурманской области. На предприятиях ОАО «КГМК» выполняется добыча сульфидной медно-никелевой руды, ее обогащение и металлургическая обработ-ка. Ежегодно компания добывает более 8 млн. тонн руды и производит более 42% российско-го никеля и около 52% отечественного кобаль-та, а также медь и серную кислоту.
Переход на новую технологию подготовки рудного концентрата к пирометаллургической переработке – холодное брикетирование – является одним из ключевых проектов про-граммы модернизации производственного комплекса ОАО «Кольская ГМК». Ранее в компании использовалась технология окомко-вания и обжига окатышей, которая сопрово-ждается потерями цветных металлов с пылью и значительными выбросами двуокиси серы в атмосферу (S02).
Использование технологии холодного брикетирования за счет устранения обжига из технологического процесса позволяет не только повысить эффективность переработ-ки, но и улучшить экологию целого региона. Эта технология обеспечивает:• снижениевыбросовсерыболеечем в 30 раз;
• увеличениеобъемовпроизводства цветных металлов за счет сокращения потерь;
• общееулучшениепроизводственных показателей ОАО «КГМК».При возведении комплекса брикетирова-
ния было установлено более 300 единиц основ-ного и вспомогательного оборудования. Основ-ные переделы участка брикетирования были оснащены четырнадцатью локальными АСУ на базе ПЛК Siemens Simatic S7-300; на уровне всего предприятия действовала централизо-ванная система управления производством.
Для окончательной отладки производ-ственного процесса компании необходимо было выполнить сквозную автоматизацию технологического процесса брикетирования и интегрировать систему управления участ-ком брикетирования в единую информаци-онную среду ОАО «Кольская ГМК».
Выбор решенияОсновной целью проекта стала интегра-
ция разрозненных АСУТП отдельных агрега-тов в централизованную систему управления участком брикетирования и далее в единую систему управления производством обогати-тельной фабрики для обеспечения удобного интерфейса контроля и анализа параметров работы участка. При этом необходимо было максимально использовать существующие программные и технические решения, учесть возможности развития технологического про-цесса, расширения функционала и количе-ства пользователей системы автоматизации.
Цели проекта и особенности объекта ав-томатизации определили основные требова-ния к системной и функциональной архитек-туре решения. Автоматизированная система управления участком брикетирования долж-на обеспечивать возможности:• обменаданнымиссистемами автоматизации нижнего и верхнего уровней;
• организацииудобногоиэффективногопользовательского интерфейса;
• поддержанияработоспособности во время отказов и сбоев отдельных подсистем;
• расширенияфункциональности, модернизации технических средств и программного обеспечения, увеличения объемов обрабатываемых и хранимых данных.Так как система внедрялась по мере запу-
ска оборудования, и заказчиком планирова-лось ее использование для финальной отлад-ки технологического процесса, в архитектуре системы необходимо было предусмотреть также расширенные аналитические возмож-ности, позволяющие выявлять сложные за-висимости между различными факторами, учитывать и анализировать максимальное ко-личество параметров, влияющих на качество промежуточных и готовых продуктов.
Для решения поставленных задач было выбрано предложение компании «Сумма тех-нологий» на основе платформы Wonderware System Platform, соответствующее требовани-ям ОАО «Кольская ГМК» в области открытости архитектуры, отказоустойчивости, масштаби-руемости, функциональности и информаци-онной безопасности системы.
Программное обеспечение системы разработано с использованием платфор-мы Wonderware System Platform, в рамках которой предоставляется полный набор инструментов для построения надежных и производительных систем сбора, хранения и визуализации данных реального времени, трендов и технологических сообщений. Дан-ное решение отличают:• удобныеилегкиевнастройке сервисы управления данными, широчайшие возможности по подключению внешних устройств – гибкие возможности организации обмена
данными с действующими АСУТП и информационными системами
• мощныесредстваобработкиданных,интуитивно понятные системы визуализации технологической информации;
• производительныйсервер архивных данных;
• отказоустойчивость–способность выполнять возложенные функции во время сбоев и отказов отдельных подсистем, реализация автоматического контроля работоспособности и возможностей удаленного конфигурирования и отладки программного обеспечения;
• масштабируемаяархитектура– обеспечение возможностей для развития системы в соответствии с будущими требованиями: расширения функциональности, интеграции новых подсистем, модернизации технических средств и программного обеспечения, увеличения объемов собираемых и хранимых данных и т.д.
Системная архитектураАвтоматизированная система управления
участком брикетирования обогатительной фа-брики ОАО «Кольская ГМК» выполнена на базе клиент-серверной архитектуры и имеет рас-пределенную многоуровневую структуру. Реа-лизованная система выступает в качестве свя-зующего звена между полевыми устройствами и единой производственной информационной системой.
Локальные системы управления на базе ПЛК SIMATIC S7-300 предоставляют пользова-тельский интерфейс управления, реализуют логику работы оборудования, передают управ-ляющие воздействия на исполнительные меха-низмы, осуществляют сбор и предварительную обработку информации от средств автоматики нижнего уровня. Данные по параметрам рабо-ты всех отделений участка консолидируются на верхнем уровне системы управления, выводят-ся на экран АРМ оператора участка в виде мне-мосхем, таблиц и трендов, и передаются далее на технологический веб-портал и в единую си-стему управления производством фабрики.
Двустороннее взаимодействие с локаль-ными системами управления (передача ко-манд управления, чтение и передача данных с ПЛК Simatic S7-300 на АРМ операторов, Web-сервер и архивные сервера) организова-но с помощью Wonderware Application Server. Хранение, предоставление пользователям и передача в смежные системы архивных дан-ных осуществляется с помощью Wonderware Historian Server.
Для визуализации данных на АРМ операто-ра участка брикетирования и АРМ диспетчера обогатительной фабрики используется про-граммное обеспечение Wonderware InTouch, позволяющее отслеживать технологические параметры в виде таблиц, мнемосхем и
Автоматизированная система управления участком холодного брикетирования обогатительной фабрики ОАО «Кольская ГМК»

28 3-2014автоматизация
трендов. Для организации удаленного досту-па к информации по работе участка органи-зован web-портал на базе ПО Wonderware Information Server.
Реализованная система предоставляет инженерно-техническому и административ-но-управленческому персоналу фабрики удобный интерфейс для контроля и анали-за режимов работы оборудования по всей производственной цепочке, включая подачу сырья на линию, сгущение, фильтрацию, сме-шение, сушку, брикетирование и отгрузку го-товой продукции на склад.
В общей сложности в системе аккумули-руется и визуализируется более двух тысяч параметров, в том числе данные по количеству работающих фильтр-прессов, линий сушки и брикетирования, производительности каждой линии, расходу топлива и материалов, физи-ко-химическим свойствам промежуточных и готовых продуктов, состоянию сгустителей, насосов, запорной арматуры, конвейеров, ме-шалок, горелок, приводов, вентиляторов, пита-телей и другого оборудования.
РезультатыВыполненная система управления участ-
ком брикетирования является важнейшим зве-ном централизованной системы управления производством обогатительной фабрики ОАО «Кольская ГМК». Система позволяет из единого диспетчерского пункта контролировать ход тех-нологического процесса, управлять материаль-ными потоками, а также вырабатывать наиболее эффективные режимы работы участка брикети-рования на основании анализа физико-хими-
ческих свойств полуфабрикатов и готовой про-дукции с привязкой к данным по расходу сырья, энергоресурсов и связующего материала.
Целью внедрения автоматизированной системы управления участком брикетирования являлось улучшение технико-экономических показателей работы обогатительной фабрики за счет точного автоматического регулирова-ния параметров технологического процесса и более эффективного оперативного планирова-ния работы цеха. Внедрение системы происхо-дило во время строительства участка и установ-ки основного технологического оборудования, что позволило еще до запуска новой производ-ственной цепочки заниматься оптимизацией технологии и режимов работы оборудования. За счет этого было обеспечено сокращение
времени на анализ и тонкую отладку техноло-гического процесса.
Система выполнена на базе открытых промышленных стандартов, высоконадежных современных программных и аппаратных средств автоматизации, соответствует требо-ваниям заказчика в области информационной, функциональной и промышленной безопас-ности. В архитектуре системы предусмотрены возможности для развития функционала, рас-ширения объемов обрабатываемых и сохраня-емых данных. Таким образом, система позво-ляет не только увеличить производительность и повысить эффективность управления, но и мак-симально защитить инвестиции ОАО «КГМК» в реализацию данного проекта.www.wonderware.ru
Схема информационного обмена между компонентами системы
DMG MORI, ориентируясь на быстро-развивающееся рынки машиностроения, представит на выставке Металлоо-бработка в Москве девять российских премьер, а также первые станки серии ECOLINE, собранные на новой производ-ственной площадке в Ульяновске.
Металлообработка – крупнейшая вы-ставка, проводимая в промышленной сфе-ре уделяет особое внимание развитию машиностроения в России. Принимая во внимание тот факт, что в настоящий мо-мент DMG MORI строит в Ульяновске завод, на котором планируется производство станков серии ECOLINE таких моделей, как CTX 310 ecoline и DMC 635 V ecoline, выстав-ка в московском Экспоцентре является иде-альной возможностью для лидера инноваций продемонстрировать свое расширение на активно развивающемся рынке. С 16 по 20 июня 2014 г. DMG MORI представит линейку продуктов и сервисных услуг на общей вы-
ставочной площади 761 м2. Девять из восем-надцати станков будут продемонстрированы в России впервые, шесть станков будут пред-ставлены в новом общем дизайне.
DMG MORI и оснащены системой управ-ления CELOS. Демонстрации обработки, запланированные на выставку, предусма-тривают использование высокотехнологич-ного оборудования в таких ключевых сфе-рах промышленности, как авиастроение и автомобилестроение.
Производственное предприятие в Улья-новске – станки серии ECOLINE для россий-ского рынка.
DMG MORI продолжает расширять и укреплять свои позиции на Российском рынке металлообрабатывающего обору-дования, инвестируя денежные средства в строительство современного производ-ственного предприятия для сборки станков серии ECOLINE в Ульяновске. Торжественная церемония закладки первого камня состо-
ялась 23 октября 2012 года в Ульяновске, и тем самым было положено начало строи-тельства первого в России технологического и производственного предприятия для ме-таллообрабатывающего оборудования про-изводства DMG MORI.
Завод позволит DMG MORI максималь-но удовлетворить требования последо-вательно растущего российского рынка металлообрабатывающего оборудования. Завод в г. Ульяновске совмещает развитую инфраструктуру с его удобным расположе-нием для поставщиков и заказчиков, что подтверждает идеальный выбор для места строительства нового производственного и технологического центра. У Российских заказчиков появится возможность полу-чить настоящий немецкий опыт в России. Также локальное производство позволит избежать дополнительных расходов на та-моженные пошлины и возможных денеж-ных потерь при конвертации валюты.
Девять российских премьер высокотехнологичных станков

293-2014 3-2014 инструмент
Новые вставки Beyond MR (для по-лучерновой обработки) от компании Kennametal эффективно сочетают в себе геометрию и класс исполнения, обеспечи-вая помимо всего прочего плавное снятие металла и высокую износоустойчивость.
Говорят, что инструменты являются продолжением способности человека со-вершать работу, следовательно, те, кто создают инструменты, преумножают бла-га человечества. На протяжении более 75 лет компания Kennametal занимается из-готовлением, разработкой и усовершен-ствованием инструментов. Недавно она выпустила новую геометрию Beyond MR для получерновой токарной обработки, подарив заказчикам по всему миру еще одну возможность повысить свою произво-дительность.
Увеличение производительности или продление срока службы инструментов – привычный вопрос выбора для большин-
ства токарных мастерских. Новые вставки Beyond MR от компании Kennametal, при-годные для обработки заготовок из раз-личных материалов, но идеально подходя-щие для обработки нержавеющей стали, являются продуктом непрекращающихся технических изысканий, проектирования, материаловедения и изготовления, что рождает совершенное сочетание плавного снятия стружки и устойчивой работы режу-щей кромки. В результате мы достигаем меньшего цикла обработки детали и боль-шего срока службы инструмента.
«В основе высокой износоустойчи-вости и плавного удаления стружки ле-жит эффективное сочетание геометрии и класса исполнения», – говорит д-р Игорь Кауфманн, старший управляющий отдела проектирования изделий, НИОКР, компа-ния Kennametal. Двусторонние вставки с поворотными пластинами обычно имеют по четыре режущих кромки с каждой сто-роны, расположенные диаметрально про-тивоположно по отношению друг к другу. Шаг стружкообразования, состоящий из входной и выходной зон, обычно разделя-
ет каждую режущую кромку. Несмотря на то, что данные шаги позволяют управлять движением стружки и снятием металла, ввиду желобообразного исполнения по-шаговые входная и выходная зоны стано-вятся местом сосредоточения нагрузки при обработке детали, что сокращает срок службы инструмента.
Уникальность вставок Beyond MR ча-стично заложена в исполнении геометрии для стружкообразования с такой траекто-рией кривой, при которой максимально снижаются переменные нагрузки. «Радиус кривой на поверхности стружкообразо-вания изначально очень большой, затем он значительно уменьшается, образуя входную зону шага стружкообразования», – объясняет Кауффманн. Малый ради-ус увеличивается от самой нижней точки шага стружкообразования, образуя вы-ходную зону. Поскольку поверхность шага всегда имеет изгиб, в процессе обработки
образуется однородная стружка. На шаге стружкообразования стружка подверга-ется постоянной деформации, что сокра-щает ее трение о переднюю поверхность инструмента.
Регулировка переднего угла, т. е. на-клона верхней поверхности режущей кромки, контактирующей со стружкой, по-зволяет контролировать усилия резания и сопротивление кромки. Вставки Beyond MR имеют высокий положительный перед-ний угол, который в сочетании с плавно изогнутой режущей кромкой обеспечива-ет снижение усилий резания и продлевает срок службы инструментов. «В том, что ка-сается удаления стружки, эти вставки де-монстрируют невероятные результаты», – говорит Ян Андерссон, главный менеджер по продукции для токарной обработки.
Двусторонние вставки с поворотными пластинами выдерживают большие уси-лия, прилагаемые в процессе резания, однако, считаются менее устойчивыми. Передний профиль вставок Beyond MR, не имеющий точек сосредоточения нагруз-ки, является основой чрезвычайно устой-
чивого корпуса, несмотря на высокий положительный угол. Даже при глубоком резании токарные операции стали теперь безопаснее благодаря большей устойчи-вости вставки, за счет которой снижается нагрузка на инструмент и заготовку. Кро-ме того, вставки Beyond MR оборудованы встроенными каналами для эффективной подачи СОЖ прямо к режущей кромке. Улучшенная теплорегуляция способствует более плавному снятию металла и продле-нию срока службы инструмента.
«Для многих поколений производи-телей вопрос «Больше деталей в час или больше деталей на одну режущую кром-ку?» оставался камнем преткновения», – говорит Мануэль Седан, главный ме-неджер по продукции для токарной обра-ботки в компании Kennametal. «Большая скорость обработки может привести к сбоям по причине заматывания стружки или долгой наладке станка из-за необхо-
димости его очистки от стружки. Те вре-мена, когда за одни станком работал один оператор, остались далеко в прошлом. Для одного оператора, управляющего станоч-ным участком или несколькими станками, прогнозирование работы инструментов и их производительность являются ключе-выми компонентами в достижении успе-ха. Вставки Beyond MR – поистине инно-вационное решение, обеспечивающее высокую скорость обработки, большую производительность, непревзойденный контроль стружкообразования и долгий срок службы».
Вставки Beyond MR представлены в ше-сти классах прочности, что позволяет охва-тить полный диапазон операций по обра-ботке деталей из нержавеющей стали. Также представлены вставки для обработки дета-лей из чугуна и других видов стали.
Для получения более подробной инфор-мации посетите сайт: www.kennametal.com.
Новые вставки Beyond™с геометрией для получерновой обработки нержавеющей стали

30 3-2014инструмент
Эффективность современного машино-строительного производства в значительной степени определяется техническим уровнем инструментального оснащения механиче-ской обработки. Характерными проблемами, возникающими при организации процесса резания труднообрабатываемых пластичных материалов, являются проблемы повышения надежности режущего инструмента и стабиль-ности получения благоприятной формы струж-ки (БФС). Серьезные трудности возникают при выборе геометрии инструмента, предназна-ченного для точения фасонных заготовок. В результате изменения направления подачи ме-няются кинематические углы резания и разме-ры сечения срезаемого слоя. В этих условиях режущие пластины со стандартной геометрией являются, как правило, малоэффективными. К таким операциям относится восстановление профилей изношенных железнодорожных ко-лес подвижного состава. В зависимости от сте-пени и характера износа восстанавливаемые колеса подразделяют на мягкие и твердые. Мягкие колеса не имеют видимых поверхност-ных дефектов. Их твердость не превышает 330 НВ. Твердые характеризуются наличием упроч-ненных зон (так называемых «ползунов»), возникающих при трении колес о рельсы в моменты торможения. Такие колеса имеют по-вышенную поверхностную твердость, содержат включения песка, камней, имеют дефекты в виде поверхностных трещин. Восстановление изношенных колесных пар производится на специальных двухсуппортовых станках с ЧПУ. Обработка профиля обода колеса включает в себя обточку фаски под углом 45° к оси коле-са, продольную обточку поверхности катания
и контурное точение реборды колеса (выступа-ющей части обода, служащей направляющей при движении колеса по рельсам). Обработка ведется с глубинами резания t = 5…7 мм, пода-чами s = 0,7…1,2 мм/об, скоростями резания v = 0,5…0,8 м/с. Диапазон диаметров обрабаты-ваемых колес подвижного состава составляет 750…1050 мм. В качестве режущего инстру-мента применяются правые и левые сборные резцы с тангенциальной схемой крепления сменных режущих пластин.
Основные проблемы при обработке и восстановлении колесных пар заключаются в низкой стойкости режущих пластин и обра-зовании в процессе резания неуправляемой сливной стружки. Причем проблема удаления стружки из зоны резания является не менее значимой, чем повышение работоспособ-ности инструмента. Хронометраж операции показывает, что в 80-90 % всех случаев вме-шательства оператора в процесс обработки связано с получением неблагоприятной фор-мы стружки для текущего поддержания рабо-ты металлорежущего оборудования. Длинная лентообразная стружка наматывается на эле-менты станка, инструмент и деталь, царапает обработанную поверхность колеса, загромо-ждает рабочее место оператора (рис.1). По этой причине обработка осуществляется под постоянным контролем оператора, и орга-низовать многостаночное обслуживание не удается. Наличие проблемы получения БФС ставит под сомнение эффективное использо-вание автоматизированных станочных ком-плексов нового поколения, предназначенных для безлюдного изготовления и ремонта же-лезнодорожных пар.
Низкая стойкость режущих пластин связана с наличием «ползунов» на поверх-ностях изношенных колес. При резании твердых колес с «ползунами» резко увели-чивается вероятность выкрашивания режу-щих кромок и поломки сменных пластин. В условиях массового производства колес железнодорожного состава решение задач повышения работоспособности инструмента и получения благоприятной формы стружки имеет большое практическое значение.
Выбор способов стружкодробления для данной операции ограничен мощностью резания и производительностью обработки. Кинематическое дробление стружки суще-ственно увеличивает время обработки, а повышение подачи при переходе к точению реборды колеса с целью улучшения условий формирования стружки приводит к увеличе-нию мощности резания.
Наиболее эффективным путем решения проблемы является оптимизация конструк-ции режущего инструмента с учетом предъ-являемых к ней требований по стойкости и надежности стружкодробления. Сложность создания такого инструмента связана с пере-менными условиями стружкообразования. При контурном точении обода колеса шири-на срезаемого слоя изменяется до 2,5 раз, толщина – более 3-х раз. Твердость «ползу-нов» по сравнению с исходной твердостью материала возрастает до 1,5 раз. Все эти осо-бенности операции должны быть учтены при конструировании режущей пластины с рас-ширенными функциональными свойствами.
В настоящее время работы по созданию таких пластин продолжаются. На основе мно-гочисленных опытно-промышленных исследо-ваний ведущими фирмами предложена целая гамма конструкций. Среди отечественных раз-работок распространение получили пластины с выполненной вдоль режущей кромки по все-му периметру широкой отрицательной фаской и двухгранной стружкозавивающей поверхно-стью. Недостатком пластины является форми-рование неуправляемой путаной стружки на большей части профиля колеса. Специалистам некоторых известных зарубежных компаний удалось существенно расширить диапазон стружкодробления за счет усложнения формы режущих кромок и передних поверхностей. Однако полностью проблема не решена. Об-щими недостатками всех конструкций являют-ся неблагоприятные условия схода стружки с резца. Анализ механики резания показывает, что при обработке фаски и реборды колеса толщина срезаемого слоя а1 меньше ширины отрицательной фаски, поэтому стружка, ми-нуя канавку, сходит с резца в виде ленты (рис. 2). При точении поверхности катания участок пластического контакта стружки выходит на
Проектирование и производство сложнопрофильных тангенциальных пластин с повышенными эксплуатационными свойствами для контурного точения железнодорожных колесных пар
Рис. 1. Характерный вид стружки при продольном точении поверхности катания и обработке гребня колеса

313-2014 3-2014 инструмент
заднюю стенку стружкозавивающей канавки, вызывая избыточную деформацию изгиба стружки в плоскости схода, увеличение сил и температуры резания. Данные выводы под-тверждаются характером износа передней по-верхности пластины. Лунка износа образуется не на передней поверхности пластины, а на стружкозавивающем уступе. Сформирован-ный завиток стружки упирается свободным концом в поверхность резания, изгибается до появления трещины на свободной поверх-ности, но не ломается, а остается связанным с вновь образующимся элементом стружки. В результате стружка принимает вид прочно сое-диненных между собой полуколец. Разделение такой стружки на части происходит по мере ее дальнейшего взаимодействия с вращающими-ся деталями станка.
Максимальный износ пластины прихо-дится на участок ее взаимодействия с упроч-ненными слоями «ползуна». В этом же месте зарождаются трещины, вызывающие выкра-шивание или поломку пластины (рис. 3).
Анализ состояния проблемы механиче-ской обработки железнодорожных колес пока-зал, что эмпирический путь поиска оптималь-ной конструкции тангенциальной сменной режущей пластины, без учета причинно-след-ственных связей процессов механики обра-зования, завивания и дробления стружки, не позволил выработать приемлемое для прак-тики решение. Задача получения БФС с учетом повышенных требований к стойкости режущих пластин может быть решена на основе моде-лирования и управления пространственным формированием стружки.
При проектировании режущей пластины использован системный подход. Инструмент рассматривался как множество закономер-но связанных друг с другом конструктивных и функциональных элементов, образующих единую целостность. Применение системного подхода дает возможность рационально раз-делить задачу проектирования инструмента на части и принять оптимальное решение. С целью учета совокупности функциональных и структурных свойств инструмента выделялись характерные участки колеса, при обработке которых условия резания существенно отли-чались друг от друга. Определялись наибо-лее благоприятные условия схода стружки для каждого из этих участков. Рассчитыва-лись геометрические параметры передних
поверхностей пластины. Для лезвий, рабо-тающих с переменными условиями резания, находились компромиссные решения по стружкодроблению, прочности и износостой-кости инструмента. Оценка степени влияния
конструктивных параметров режущей пласти-ны на формирование и дробление стружки проводилась с использованием полученных в работе [1] зависимостей.
В результате моделирования процесса об-работки профиля железнодорожного колеса установлен характер и величина изменения кинематических углов в плане инструмента и параметров сечения срезаемого слоя обраба-тываемого материала (рис. 4).
Можно выделить три характерных участка колеса, условия обработки которых, суще-ственно отличаются друг от друга: обработка
фаски, поверхности катания и реборды. При неизменном припуске обработки и постоянной подаче резца значения кинематических углов в плане φк изменяются на этих участках в 4,1 раза, средней толщины и ширины срезаемо-го слоя в 2,5 и в 2,4 раза соответственно. При снятии фаски с углом φк = 40° длина активной режущей кромки равна 11,1 мм, а толщина срезаемого слоя 0,7 мм. В процессе обточ-ки дорожки качения длина режущей кромки уменьшается до 7,8 мм, а толщина среза уве-личивается до 1 мм. Наибольшая длина кромки 18,9 мм приходится на обработку реборды ко-леса с толщиной срезаемого слоя 0,4 мм.
Таким образом, с учетом условий резания длина режущей кромки пластины в плане мо-жет быть разбита на 3 части: привершинный участок, включающий радиус при вершине; центральный и периферийный участки. По-скольку глубина резания при восстановле-нии изношенных колес может изменяться, разбиение пластины на части следует считать приближенным. При проектировании пласти-ны колебания ширины срезаемого слоя учи-тывались путем ввода переходных участков с плавным изменением геометрических па-раметров рабочих поверхностей. Для эффек-тивного завивания и дробления стружки раз-меры упрочняющих фасок и геометрические параметры передней поверхности на трех основных участках пластины должны быть раз-личными по величине. Согласно расчетам, для завивания стружки в нормальной к режущей кромке плоскости, средняя ширина упрочняю-щей фаски режущей пластины при врезании в колесо должна быть равна 0,6 мм, при обра-ботке поверхности катания и вершины гребня находиться в пределах 0,7…0,8 мм, торцовой поверхности реборды 0,3…0,4 мм. Обеспечить оптимальные размеры упрочняющих фасок и стружкозавивающих канавок возможно толь-ко на третьем периферийном участке пласти-ны. Однако величина фаски на этом участке должна быть почти в три раза меньше, чем на сопрягающейся с ним центральной части пла-стины. В связи с условностью границ участков размеры фасок менее 0,4 мм не обеспечивают достаточную прочность пластины.
Наиболее проблемными являются цен-тральный и привершинный участки режущей пластины, работающие с переменными сече-ниями среза. При выборе геометрии пластины на этих участках необходимо учитывать неод-нородное распределение силовой нагрузки, действующей на режущие кромки инструмен-та. Максимальные усилия приходятся на цен-тральный участок пластины, взаимодействую-щий с упрочненной наружной поверхностью колеса. Поэтому ширина упрочняющей фаски на этой части пластины рассчитывается по максимальной толщине среза, равной 1,3 мм. Привершинные поверхности пластины нагру-жены в меньшей степени и их режущие кромки могут быть упрочнены в меньшей степени. Для завивания стружки при врезании в колесо ши-рина упрочняющей фаски на радиусном участ-ке пластины должна составлять величину не более 0,5 мм. Уменьшение ширины упрочняю-щей фаски на привершинном участке пласти-ны не приведет к уменьшению ее прочности. Характер изменения ширины фаски должен соответствовать изменению длины контакта стружки с резцом. Для режущих кромок, рабо-тающих с переменными сечениями среза це-лесообразно применение двухгранной фаски.
Рис. 2. Профиль поверхности железнодорожного колеса и схемы стружкообразования при продольном точении поверхности катания (сплошная линия) и торца гребня
(пунктирная линия) стандартной пластиной: схема построена для средних значений толщины срезаемого слоя
Рис. 3. Виды износа тангенциальных режущих пластин: а – лунка на передней поверхности; б –выкрашивание режущей кромки; в – скол
а) б) в)
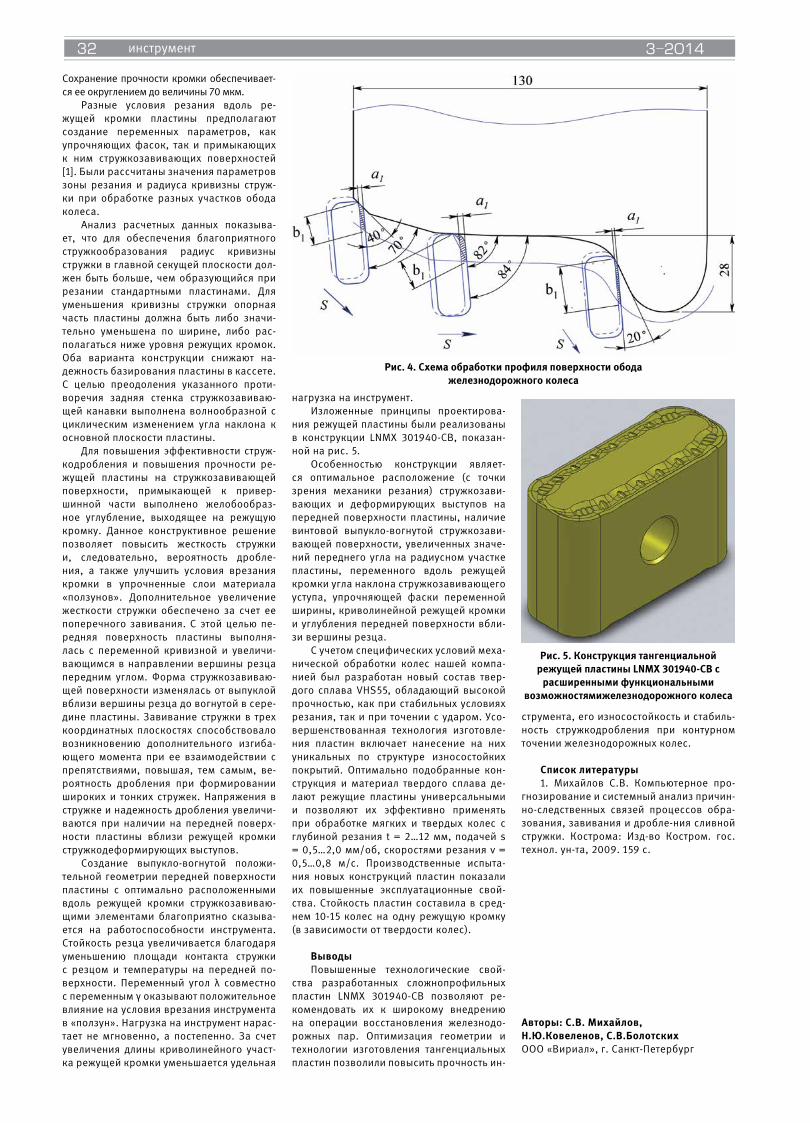
32 3-2014инструмент
Сохранение прочности кромки обеспечивает-ся ее округлением до величины 70 мкм.
Разные условия резания вдоль ре-жущей кромки пластины предполагают создание переменных параметров, как упрочняющих фасок, так и примыкающих к ним стружкозавивающих поверхностей [1]. Были рассчитаны значения параметров зоны резания и радиуса кривизны струж-ки при обработке разных участков обода колеса.
Анализ расчетных данных показыва-ет, что для обеспечения благоприятного стружкообразования радиус кривизны стружки в главной секущей плоскости дол-жен быть больше, чем образующийся при резании стандартными пластинами. Для уменьшения кривизны стружки опорная часть пластины должна быть либо значи-тельно уменьшена по ширине, либо рас-полагаться ниже уровня режущих кромок. Оба варианта конструкции снижают на-дежность базирования пластины в кассете. С целью преодоления указанного проти-воречия задняя стенка стружкозавиваю-щей канавки выполнена волнообразной с циклическим изменением угла наклона к основной плоскости пластины.
Для повышения эффективности струж-кодробления и повышения прочности ре-жущей пластины на стружкозавивающей поверхности, примыкающей к привер-шинной части выполнено желобообраз-ное углубление, выходящее на режущую кромку. Данное конструктивное решение позволяет повысить жесткость стружки и, следовательно, вероятность дробле-ния, а также улучшить условия врезания кромки в упрочненные слои материала «ползунов». Дополнительное увеличение жесткости стружки обеспечено за счет ее поперечного завивания. С этой целью пе-редняя поверхность пластины выполня-лась с переменной кривизной и увеличи-вающимся в направлении вершины резца передним углом. Форма стружкозавиваю-щей поверхности изменялась от выпуклой вблизи вершины резца до вогнутой в сере-дине пластины. Завивание стружки в трех координатных плоскостях способствовало возникновению дополнительного изгиба-ющего момента при ее взаимодействии с препятствиями, повышая, тем самым, ве-роятность дробления при формировании широких и тонких стружек. Напряжения в стружке и надежность дробления увеличи-ваются при наличии на передней поверх-ности пластины вблизи режущей кромки стружкодеформирующих выступов.
Создание выпукло-вогнутой положи-тельной геометрии передней поверхности пластины с оптимально расположенными вдоль режущей кромки стружкозавиваю-щими элементами благоприятно сказыва-ется на работоспособности инструмента. Стойкость резца увеличивается благодаря уменьшению площади контакта стружки с резцом и температуры на передней по-верхности. Переменный угол λ совместно с переменным γ оказывают положительное влияние на условия врезания инструмента в «ползун». Нагрузка на инструмент нарас-тает не мгновенно, а постепенно. За счет увеличения длины криволинейного участ-ка режущей кромки уменьшается удельная
нагрузка на инструмент.Изложенные принципы проектирова-
ния режущей пластины были реализованы в конструкции LNMX 301940-CB, показан-ной на рис. 5.
Особенностью конструкции являет-ся оптимальное расположение (с точки зрения механики резания) стружкозави-вающих и деформирующих выступов на передней поверхности пластины, наличие винтовой выпукло-вогнутой стружкозави-вающей поверхности, увеличенных значе-ний переднего угла на радиусном участке пластины, переменного вдоль режущей кромки угла наклона стружкозавивающего уступа, упрочняющей фаски переменной ширины, криволинейной режущей кромки и углубления передней поверхности вбли-зи вершины резца.
С учетом специфических условий меха-нической обработки колес нашей компа-нией был разработан новый состав твер-дого сплава VHS55, обладающий высокой прочностью, как при стабильных условиях резания, так и при точении с ударом. Усо-вершенствованная технология изготовле-ния пластин включает нанесение на них уникальных по структуре износостойких покрытий. Оптимально подобранные кон-струкция и материал твердого сплава де-лают режущие пластины универсальными и позволяют их эффективно применять при обработке мягких и твердых колес с глубиной резания t = 2…12 мм, подачей s = 0,5…2,0 мм/об, скоростями резания v = 0,5…0,8 м/с. Производственные испыта-ния новых конструкций пластин показали их повышенные эксплуатационные свой-ства. Стойкость пластин составила в сред-нем 10-15 колес на одну режущую кромку (в зависимости от твердости колес).
Выводы Повышенные технологические свой-
ства разработанных сложнопрофильных пластин LNMX 301940-CB позволяют ре-комендовать их к широкому внедрению на операции восстановления железнодо-рожных пар. Оптимизация геометрии и технологии изготовления тангенциальных пластин позволили повысить прочность ин-
струмента, его износостойкость и стабиль-ность стружкодробления при контурном точении железнодорожных колес.
Список литературы1. Михайлов С.В. Компьютерное про-
гнозирование и системный анализ причин-но-следственных связей процессов обра-зования, завивания и дробле-ния сливной стружки. Кострома: Изд-во Костром. гос. технол. ун-та, 2009. 159 с.
Авторы: С.В. Михайлов, Н.Ю.Ковеленов, С.В.БолотскихООО «Вириал», г. Санкт-Петербург
Рис. 4. Схема обработки профиля поверхности обода железнодорожного колеса
Рис. 5. Конструкция тангенциальной режущей пластины LNMX 301940-CB с расширенными функциональными
возможностямижелезнодорожного колеса
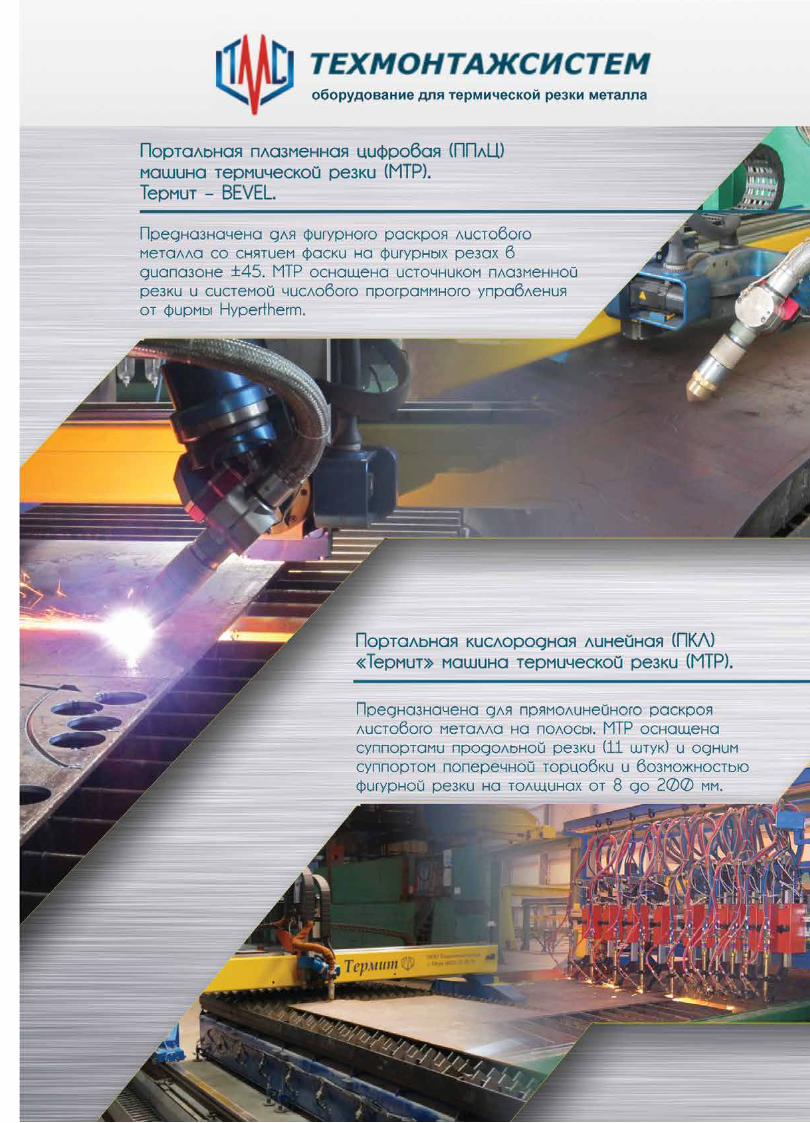
333-2014 3-2014 прочее

34 3-2014

353-2014 3-2014 металлообрабатывающее оборудование
Демонстрируя непревзойденную про-изводительность на одностаночной плат-форме, обрабатывающий центр Cincinnati XT Profiler обеспечивает представителям аэрокосмической отрасли ощутимые инве-стиционные выигрыши. Эта новая разра-ботка компании Fives Cincinnati свершила своего рода преодоление звукового ба-рьера в обработке титановых деталей для аэрокосмической промышленности, развив во время теста перед отправлением клиенту скорость металлоудаления 100 кубических дюймов в минуту. По информации исполни-тельного вице-президента Fives Cincinnati Чипа Стори, пятиосевой пятишпиндельный профайлер XT сконструирован и построен с соблюдением требований максимальной динамической жесткости и стабильной мощ-ности ойчивого власти в операциях черно-вой обработки титановых заготовок.
Промышленность нуждается в новых стандартах производства титановых дета-лей по самой низкой стоимости за штуку, и XT Profiler с походом обеспечивает эту воз-можность, подчеркнул Стори. Этот станок сам по себе представляет класс производи-тельности. Он оснащается массивной попе-речиной, и это, а также прочная шпиндель-ная конструкция позволяет ему развивать высокую скорость на устойчивой основе.
Но не только основа является в данном случае залогом успеха, но и система охлаж-дения высокого давления. Проведенная демонстрация является лишь началом того,
как компания собирается изменить отрас-левой подход к обработке титана.
Директор по техническим продажам Рэнди фон Молль добавил, что это самый жесткий пятиосевой профайлер, который присутствовавшие на испытаниях когда-ли-бо видели в действии, и который так легко режет титан. Стружка удаляется беез малей-ших признаков болтанки или структурной нестабильности. Отделка деталей превос-ходна, сама же демонстрация превзошла самые смелые ожидания.
Новая пятиосевая портальная конструк-ция создана с использованием той же су-пержесткой рамы, что и ранее введенная трехосевая модель XT. Тот станок зареко-мендовал себя с самой лучшей стороны, и успех новой версии основывается на успе-хе опробованной платформы, добавил фон Молль.
Можно говорить о серьезном прорыве в портальном дизайне, что дает клиентам Fives новые прекрасные возможности. Точ-ность остается по крайней мере той же, что и у трехосевой конструкции. A оси враще-ния шпинделей могут независимо калибро-ваться и контролироваться, что еще больше повысит точность.
Многошпиндельный станок, на котором можно осуществлять черновую и чистовую обработку титана на такой скорости, пре-доставляет клиентам Fives стратегическое преимущество, пояснил фон Молль. Одно-шпиндельный станок работает примерно на
тех же скоростях резки и подачи, но наши станки полностью изготавливают пять де-талей за то же время цикла, так что мы го-раздо более эффективны. А наши клиенты имеют гораздо большую отдачу от своих ин-вестиций с низким риском.
Источник: www.metal.nestormedia.com
Пятиосевой центр Cincinnati XT Profiler ставит рекорд в снятии металла

36 3-2014
373-2014 3-2014

38 3-2014

393-2014 3-2014

40 3-2014
Вице-президент ОАО «РЖД» – генеральный ди-ректор ОАО «Федеральная пассажирская ком-пания» Михаил Акулов утвердил дизайн-проект двухэтажных вагонов с креслами для сидения, которые создаются на Тверском вагоностро-ительном заводе (ТВЗ, входит в состав ЗАО «Трансмашхолдинг»). Об этом сообщили в Де-партаменте по внешним связям холдинга.Дизайн-проект разработан мировым лидером в области транспортного дизайна – компанией Giugiaro Design (г. Турин, Италия) в тесном вза-имодействии со специалистами ТВЗ. Дизайн-проект включает в себя интерьеры вагонов эконом-класса и бизнес-класса. В ва-гонах эконом-класса кресла установлены по схеме 2+2. Тканевая обивка кресел, установ-ленных у окна, будет выполнена в оранжевом, а установленных у прохода – в сером тоне. Багажные полки выполнены из алюминия. В
каждом вагоне на нижнем ярусе предусмотре-на установка двух вендинговых автоматов для продажи кофе и лёгких закусок.В вагонах бизнес-класса кресла установлены по схеме 2+1; обивка кресел будет выполнена из натуральной кожи вишнёвого оттенка. Крес-ла бизнес-класса будут иметь возможность разворачиваться, чтобы все пассажиры могли сидеть «по ходу» движения поезда. Багажные полки в вагонах бизнес-класса предполагается выполнить из высокопрочного тонированного стекла. В потолки будут встроены светодиод-ные светильники малой мощности, создающие эффект «звёздного неба».Особенно комфортные условия проезда будут созданы в VIP-купе, в котором будет установлен двухместный мягкий диван, трансформируе-мые столики и большой телевизионный экран мультимедийной системы.
Договор на поставку 15 двухэтажных пассажир-ских вагонов с креслами для сидения был под-писан 01.08.13. Опытные образцы вагонов с новым интерьером будут построены в октябре 2014 г., а поставка всей партии вагонов, вклю-чающей 10 вагонов эконом-класса и 5 вагонов бизнес-класса намечена на апрель 2015 г.
ФПК утвердила дизайн-проект двухэтажных вагонов с местами для сидения
прочее

413-2014 3-2014 программное обеспечение
SprutCAM это система сумевшая объединить в себе два, казалось бы, несовместимых свойства. С одной стороны это простота в исполь-зовании, с другой - она позволяет решать самые сложные задачи обработки резанием во всех отраслях промышленности. Сегодня от-ечественный продукт SprutCAM успешно используется на сотнях пред-приятий в десятках стран мира. Система позволяет программировать станки любой сложности от простых токарных до многозадачных об-рабатывающих центров, таких известных брендов как: HURCO, MORI SEIKI, OKUMA, DMG, NAKAMURA TOME, EMCO, HERMLE, HAAS, MAZAK и многих других. Такая универсальность обеспечивается широким набором технологических возможностей, которые предоставляет SprutCAM пользователю.
2,5-координатная фрезерная обработкаРасчет управляющих программ для обработки деталей общема-
шиностроительного типа производится с использованием стратегии 2.5 координатной обработки. Все стратегии формируют черновые и чистовые траектории обработки. Обработка деталей любой слож-ности обеспечивается стратегиями обработки вдоль контура, обра-ботки уступов, вертикальных стенок, пазов, обработки карманов с островами. Система имеет механизм автоматического распознавания горизонтальных участков и отверстий. Поддерживаются все виды об-работки отверстий, нарезания и фрезерования резьбы. Производится автоматическое определение и доработка остаточного материала.
3-координатная фрезерная обработкаДля обработки деталей имеющих криволинейные формообра-
зующие поверхности в SprutCAM имеется широкий набор стратегий трехкоординатной обработки. Классический пример таких деталей - рабочие поверхности штампов и прессформ. Возможность форми-рования траектории с учетом постоянства высоты гребешка обеспе-чивает получение поверхности требуемой чистоты и качества За счет автоматического определения и доработки остаточного материала, осуществляется минимизация трудоемкости изготовления детали. Функция формирования гладкой траектории позволяет избегать жестких режимов работы оборудования и существенно продлит строк эксплуатации вашего оборудования.
4-координатная ротационная обработкаРотационная обработка это фрезерование детали, когда
линейные перемещения вдоль одной из стандартных осей X,Y,Z преобразуются в SprutCAM во вращательные. Такой способ обра-ботки идеально подходит для обработки осевых деталей типа ко-ленчатых валов распредвалов, деталей оснастки оборудования скважин нефтяной и газовой промышленности. Ротационная об-работка снижает трудоемкость изготовления деталей с одновре-менным повышением качества за счет устранения ошибки пози-ционирования между установами. SprutCAM содержит широкий набор стратегий для расчета управляющих программ ротацион-ной обработки.
Многоосевая индексная обработкаПри индексной многоосевой обработке повороты детали между
операциями можно производить интерактивно, всего лишь указав курсором участок поверхности 3D модели определяющий новое поло-жение детали. SprutCAM автоматически рассчитает необходимые углы поворота и сформирует управляющую программу. Траектория фор-мируется с учетом заданной кинематической схемы для индексной об-работки на 4, 5 и более осевых станках. Для многоосевой индексной обработки доступны все стратегии 2.5, 3 и 4 координатной фрезерной обработки. Имеется возможность расчета управляющих программ с учетом трансформации системы координат обработки (TCPM).
Непрерывная 5-осевая обработкаSprutCAM имеет стратегии непрерывной пятиосевой обработ-
ки позволяющие разрабатывать управляющие программы для лю-бых типов многоосевых станков. Расчет управляющей программы ведется с учетом кинематической схемы станка, что позволяет ис-ключить возможность возникновения различного вида столкнове-ний во время обработки на станке.
Многоканальная обработкаС целью обеспечения одновременной обработки нескольких дета-
лей несколькими инструментами в SprutCAM реализованы механизмы автоматического распределения программ по каналам, с учетом кине-матики станка, а так же возможность синхронизации перемещений ис-полнительных органов многозадачных обрабатывающих центров.
Токарная обработкаДля расчета управляющих программ можно использовать опера-
ции чернового и чистового радиального и торцевого точения и раста-чивания, операции нарезания канавок, операции обработки осевых отверстий и всех видов резьбонарезания. Имеется возможность про-граммирования токарных станков с непрерывной осью B. Все траек-тории строятся с автоматическим учетом остаточного материала от
SprutCAM v.9: эффективное программирование станков с ЧПУ

42 3-2014
предыдущей обработки. Режимы резания устанавливаются автомати-чески из библиотеки инструмента. Система обеспечивает возможность программного управления любыми рабочими органами станка: лю-нет, задняя бабка, зажим заготовки, ловитель готовых деталей и пр.
Токарно-фрезерная обработкаSprutCAM обеспечивает возможность разработки управляющих
программ для любых типов токарно-фрезерного оборудования в том числе многошпиндельного. Поддерживаются схемы станков с любым расположением и количеством инструментальных систем. Управля-ющая программа в этом случае представляет собой комбинацию то-карных и фрезерных переходов. Доступны все стратегии токарной и 2.5-5 -осевой фрезерной обработки.
Проволочная электроэрозионная обработкаОперации электроэрозионной проволочной обработки позволя-
ют производить 2-х осевую внешнюю и внутреннюю обработку кон-тура, как с наклоном проволоки, так и вертикально. Так же имеются стратегии 4-х осевой обработки с возможностями автоматической, интерактивной и точной синхронизации. Поддержка баз режимов резания каждого конкретного станка и широкие возможности управ-ления технологией обработки многоконтурных деталей позволяют гарантированно получить заданную чистоту поверхности при мини-мальной трудоемкости. Автоматическое, интерактивное и точное размещение перемычек предотвращает выпадение обработанного материала. Координаты отверстий под заправку проволоки переда-ются в операцию обработки отверстий для получения управляющей программы для их засверливания.
Программирование промышленных роботовSprutCAM – интегрированная среда, позволяющая разраба-
тывать управляющие программы для различных видов обработки деталей промышленными роботами. Система содержит следую-щие модули механической обработки с помощью роботизирован-ных комплексов (фрезерная обработка, плазменная резки, ги-дроабразивная резка, лазерная резка, шлифовка поверхностей, удаление заусенцев с кромок деталей. Расчет траектории пере-мещения инструмента вдоль детали производится с учетом кине-матики робота, зон сингулярностей, зоны досягаемости, диапа-зонов допустимых угловых поворотов суставов робота, контроля коллизий, контроля максимально допустимых скоростей угловых
перемещений, суставов робота, управления осями позиционеров роботизированной ячейки. С учетом выбранного вида обработки SprutCAM формирует и выводит в управляющую программу техно-логические команды присущие выбранному виду обработки.
ОборудованиеПри расчете управляющей программы SprutCAM учитывает кине-
матическую схему станка. Благодаря этому SprutCAM можно исполь-зовать для работы со станками самой различной конфигурации, а рассчитанные траектории перемещения инструмента не нуждаются в дальнейшей модификации для учета каких – либо особенностей стан-ка. Если станок имеет одну из классических схем, и нет необходимо-сти учитывать взаимное движение узлов станка, то расчет траектории инструмента производится для подходящей абстрактной схемы станка без детального описания узлов и их взаимного расположения. При разработке программ генерируются команды не только для основных управляемых осей, но и для дополнительных, например, таких, как паллета, люнет, задняя бабка, тормоз поворотной оси и т.п.
Симуляция обработкиSprutCAM содержит в себе мощный модуль симуляции об-
работки, который позволяет моделировать процесс обработки детали на любом станке, предварительно созданном на основе его кинематической схемы и 3D модели. Возможность моделиро-вания обработки с использованием системы контроля точности, позволяет оптимизировать технологию обработки по критериям трудоемкости, ресурса инструмента, сохранности оборудования и пр. В процессе симуляции производится автоматический кон-троль процесса обработки детали с учетом перемещений всех исполнительных и вспомогательных органов станка на предмет предотвращения коллизий.
Автор: Николай СергеевКомпания «СПРУТ-Технология» г.Набережные Челныwww.sprut.ru
программное обеспечение
433-2014 3-2014
Российская компания «СПРУТ-Технология» за-нимается разработкой и внедрением систем в об-ласти автоматизации подготовки производства с момента своего основания в 1993 году. При этом за основу было взято программное обеспечение, над которым мы работаем с 1986 года. За столь долгое время накоплен огромный опыт, который мы вкла-дываем в создание наших программных продуктов.
За эти годы нашими услугами воспользовались специалисты многих, как отечественных, так и за-рубежных предприятий и организаций. Опираясь на их отзывы, мы можем сказать, что добились многого.
Сегодня мы рады возможности представить Вам наши решения, а так же знания и опыт в области автоматизации процессов машиностроения, во-площенные в программных продуктах SPRUT.
Мы гордимся своими новаторскими достиже-ниями в сфере САПР. Нами разработана первая в стране система подготовки управляющих про-грамм для станков с ЧПУ на персональных компью-терах и первая в мире CAM-система, основанная на NURBS-ядре. Наши идеи в организации интерфей-са современной CAM-системы становятся фактиче-ским стандартом в мире.
Высокий уровень, функциональность и эффек-тивность наших программных продуктов вызывает интерес зарубежных компаний. SprutCAM является конкурентоспособной системой на мировом рынке CAM-систем. На сегодняшний день компания имеет более 90 дилеров по всему миру: в Японии, США, Канаде, Германии, Англии, Франции, Испании, Швейцарии, Италии, в странах восточной Европы и Азии.
В нашем коллективе работают высококлассные специалисты, научные работники, выпускники пре-стижных ВУЗов России, обладающие богатым про-фессиональным опытом, высоким интеллектуаль-ным потенциалом, умением генерировать новые идеи и реализовывать самые сложные проекты.
Основные принципы, которыми руководству-ется коллектив нашей компании — ориентация на потребителя, доверие, постоянное совершенство-вание, лидерство, результативность, индивидуаль-ный подход к каждому клиенту.
Мы дорожим своей репутацией и стремимся найти для Вас действительно качественные и эф-фективные решения.
В нашем лице Вы найдете надежных партнеров. Мы открыты для плодотворного сотрудничества!
www.sprut.ru
Немного о нас

44 3-2014

453-2014 3-2014
Для того, чтобы достичь высокой производительности и уве-личить эффективность металлообрабатывающего предприятия необходимо учесть несколько факторов при выборе смазочно – охлаждающей жидкости (СОЖ). Вид оборудования и режущего инструмента, вид обрабатываемого материала, а также фактор за-щиты окружающей среды, все это в совокупности оказывает значи-тельное влияние. Именно поэтому следует использовать комплекс-ный подход при поиске оптимального решения.
Многие компании до сих пор недооценивают важность подбора СОЖ. Например, в одной норвежской компании было обнаружено, что при использованием биостатичной СОЖ срок службы режущего инструмента увеличился до 50%. Прежде компания руководствова-лась выбором СОЖ исходя из стоимости, исключая при этом другие параметры. Данное предприятие занимается токарной и фрезер-ной обработкой, глубоким сверлением и нарезанием резьбы раз-личных сталей: нержавеющей, дюплекс, супер дюплекс и сплавов хастеллой. Комплексный подход позволил подобрать и запустить в работу биостатичную СОЖ для сверления 6,8 мм и 11,5 мм дюплекс и нержавеющей стали 316, время обработки сократилось на 35% и увеличилась скорость обработки на 50%.
Помимо значительного увеличения производительности, рас-ход СОЖ был снижен за счет того, что она отлично работает в по-ниженной концентрации, таким образом дневная доза долива была уменьшена почти в 2 раза. Комплексный подход подбора СОЖ по-зволил достичь более высоких показателей продуктивности, что повлияло на мнение потребителя, который сейчас рассматривает СОЖ не просто как жидкость, а как жидкий инструмент.
Почему биостатичная СОЖ в данном случае наиболее подхо-дящий продукт?
Биостатичная СОЖ, подобранная для компании, разработа-на на базе четко сформированной молекулярной структуры ком-понентов. Они образуют капли меньшего размера, в сравнении с обычными СОЖ, которые чаще всего имеют размер капли микро- уровня, а иногда и макро- уровня.
Капли меньшего размера лучше проникают и охлаждают, а также позволяют добиться отличного качества обрабатываемой поверхности. Еще одним преимуществом биостатичных СОЖ яв-ляется отличный моющий эффект, который не только сохраняет чистоту инструмента, но и экономит расход жидкости благодаря минимальному уносу со стружкой. А содержание специально по-добранного пакета противозадирных присадок увеличивает срок службы инструмента. Как показало тестирование, увеличение продуктивности и улучшение качества обработки, а также зна-чительная экономия – следствие комплексного подхода для пра-вильного выбора СОЖ.
Данный пример доказывает, что СОЖ может оказывать огром-ное влияние на производительность и эффективность металлообра-
батывающих компаний. Помимо вышеперечисленных преимуществ, биостатичная СОЖ оказывает влияние на микробиологическую ста-бильность, что в значительной мере увеличивает срок службы рабо-чей жидкости и уменьшает объемы утилизации. В настоящее время особое внимание уделяется проблемам экологии, защите окружа-ющей среды и здоровью человека. Для производителя смазочных материалов важной задачей является участие в достижении целей по защите окружающей среды, как для самой компании – произ-водителя, так и для потребителей. Например, одна международная компания в Швейцарии использует биостатичные СОЖ на протяже-нии многих лет для производства турбинных лопаток. На заводе на-ходится централизованный бак объемом 40 м3, заполненный СОЖ, которая используется уже 8 лет без замены жидкости на новую. Это стало возможным из-за микробиологической стабильности продук-та, благодаря чему экономятся огромные средства на утилизацию и снижается негативное воздействие на окружающую среду.
В целом, СОЖ – это всего лишь 1% от общей стоимости гото-вой продукции за штуку, но она обладает колоссальным влиянием на производительность, эффективность и другие показатели. Этот 1% затрат с точки зрения ценообразования может оказывать зна-чительное влияние на общие затраты путем снижения расходов на долив, частое обслуживание, частую замену инструмента и утили-зацию СОЖ. Наш подход и наша продукция основаны на том, что-бы учесть и оценить все данные факторы для каждого клиента. При правильном выборе СОЖ можно не только получить отличные ре-зультаты, но и сократить денежные расходы.
Автор: Dominik Strub-Tiedt, Sales Director, Strub + Co. AG (Group)Alexander Kondratyev, General Director, Strub SPb LLC (Russia)
Смазочно-охлаждающие жидкости и комплексный подход при выборе правильного продукта
прочее

46 3-2014сварка
Немецкая фирма «Карл Клоос Швайс-стехник ГмбХ», основанная в 1919 году яв-ляется одним из мировых лидеров в обла-сти разработки и производства сварочных источников, сварочных роботов и ком-плексных роботизированных решений.
На протяжении почти 100 лет существо-вания несколько поколений сварочных источников и роботов для дуговой сварки были разработаны фирмой «Карл Клоос Швайсстехник ГмбХ». На своём заводе в г. Хайгер, Германия фирма производит сва-рочные полуавтоматы, сварочные роботы, позиционеры и периферийное оборудо-вание, а так же разрабатывает программ-ное обеспечения для систем управления. Таким образом, фирма реализует один из своих основных принципов – «Все из од-них рук!». Более подробную информацию вы можете найти на сайте www.cloos.ru.
Любое производственное предприя-тие, рассматривая вопрос выбора и ин-вестиций в решения роботизированной сварки оценивает производительность системы, как один из ключевых показа-телей эффективности внедрения. Одним из путей увеличения производительности является увеличение количество одно-временно работающих роботов на одной установке или увеличение количества роботизированных установок. Этот путь достаточно эффективен, но требует зна-чительных дополнительных инвестиций, а значит увеличение срока их возврата. Ещё одним решением является увеличение скорости сварки за счёт установки более мощного источника сварочного тока, но такое решение не приводит к значитель-ному увеличению скорости сварки, чтобы можно было говорить о кардинальном уве-личении производительности системы.
Компания «Карл Клоос Швайсстехник ГмбХ» много лет назад нашла оптимальное решение задачи увеличения производи-тельности роботизированных сварочных комплексов. Фирмой «Клоос» было разра-ботано и произведено сварочное оборудо-вание QUINTO для реализации процесса сварки двумя проволоками, с использова-нием двух независимых источников. Такой процесс получил название «Тандем» и с большим успехом используется при мно-гих решениях роботизированной сварки.
В процессе «Тандем» сварочные про-волоки электрически изолированы друг от друга, таким образом две сварочные прово-локи могут иметь разный электрический по-тенциал. Обе дуги могут быть разных типов (стандартная дуга, импульсная дуга). Длина дуги, сварочный ток и мощность могут быть отдельно установлены для каждой дуги.
Отличительным и существенным кри-терием универсального процесса дуговой
Роботизированные сварочные комплексы фирмы Carl Cloos Schweisstechnik GmbH, особенности применения процесса «Тандем»

473-2014 3-2014 сварка
сварки в защитном газе Тандем является очень высокая ско-рость сварки, а следовательно и высокая производительность. Так при сварке тонких листов (2-3 мм) процессом Тандем скорость сварки может достигать 4м/мин и более. При сварке толстостен-ных изделий мощность плавления достигает 24кг/ч, а скорость сварки при катете шва 11мм до 80 см/мин – при одновременном уменьшении тепловой энергии, вносимой на единицу длины шва. Во многих случаях использование процесса Тандем исключает не-обходимость многопроходной сварки.
Благодаря комбинации двух процессов разработанных фир-мой «Клоос» Rapid Weld и Control Weld стало возможным исполь-зование эффектов синергетики для процессов Тандем, которые имеют превосходные результаты. Эта комбинация идеально под-ходит для увеличения скорости сварки и сокращения вносимой тепловой энергии.
Надо отметить, что реализация процесса «Тандем» возможна только на роботизированных системах сварки и в установках ав-томатической сварки. Многие компаний разработчики и произво-дители установок автоматической сварки по достоинству оценили все преимущества разработки компании «Клоос» и с успехом ис-пользуют её сварочное оборудование.
В настоящее время компания «Клоос» реализовала возмож-ность сварки в режиме «Тандем» на поколении сварочных источ-ников QINEO PULSE. Такое решение было обусловлено желанием ещё больше оптимизировать стоимость процесса и обеспечить все характеристики процесса реализованного на поколении источников QUINTO II.
Такие компании как ЗАО «Тверской экскаватор» (группа TEREX), ОАО «БЕЛАЗ», ЗАО «Кранмаш», ООО «Балсити» уже ис-пользуют роботизированные комплексы сварки фирмы «Клоос» и автоматические установки сварки с интегрированным сварочным оборудованием «Клоос» для процесса «Тендем».
На территории Российской Федерации уже много лет работа-ет дочерняя фирма немецкого производителя - ООО «КЛООС ВОС-ТОК. Благодаря штату квалифицированных специалистов ООО «Клоос Восток» обеспечивает на территории России весь спектр услуг по продаже, поставке и запуску в эксплуатацию оборудова-ния, снабжению запасными и расходными частями, технической поддержке, гарантийному и после гарантийному обслуживанию, обучению персонала Заказчиков. Надёжные региональные диле-ры осуществляют продажи и техническую поддержку на местах.
На базе демонстрационно-технологического центра «КЛООС ВОСТОК» в г. Москве проводятся семинары и демонстрация обо-рудования КЛООС, отрабатываются технические задания и вы-полняются опытные сварки.
Мы приглашаем всех посетить наш технический центр в г. Москва и будем рады предоставить больше информации об оборудовании и технологиях «КЛООС», предложить решение ваших задач.
OOO «КЛООС ВОСТОК»Валдайский проезд 16, строение 6,125445, г. МоскваТел/Факс +7 (499) 767-24-70E-mail: [email protected] www.cloos.ru / www.cloos-shop.ru
Дополнительная информация:Carl Cloos Schweisstechnik GmbHIndustriestraße, 35708 HaigerТел. +49 2773 85 0Mail: [email protected]

48 3-2014

493-2014 3-2014 программное обеспечение
Осенью 2013 года компания Renishaw ввела высокоскоростную систему контактного сканирования SPRINT для станков с числовым программным управлением. Данная система включает новое поколение технологии скани-рования на станке, ту черту, которая вводит ступенчатое изменение в число преимуществ управления технологическими процессами. Подход позволяет быстро и точно собирать дан-ные о форме и профиле как призматических, так и более сложных трехмерных компонентов.
Партнерство Renishaw с крупными пред-приятиями, работающими в ключевых отрас-лях промышленности, позволило компании разработать систему сканирования станочного инструмента SPRINT и таким образом обеспе-чить возможность изменения правил игры для дорогостоящих производственных процессов с числовым программным управлением. В области производства лезвий система SPRINT обеспечивает беспрецедентные возможности реконструкции режущих кромок. Высокоско-ростное измерение секций лезвий в сочетании с высокой степенью неразрывности данных как о передних, так и о задних кромках обеспечи-вает индикацию истинного состояния детали. А
это прямой путь к адаптивной обработке. Такие автоматизированные процедуры, как установ-ка, выравнивание лезвия, сканирование лез-вия и сбор данных, в своей совокупности дают результат в виде значительных повышения точности и сокращения цикла по сравнению с сенсорно-триггерными системами.
В области многоцелевой обработки систе-ма сканирования SPRINT предлагает пользова-телям совершенно новые возможности управ-ления процессом, в том числе исключительную повторяемость циклов измерения диаметра. Используя сравнение с шаблоном детали, си-стема SPRINT активно контролирует процесс измерения резания, что обеспечивает его ав-томатизацию при получении точных диаметров больших деталей.
Эта возможность позволяет автоматизиро-вать получение диаметров микронных допу-сков. Такие измерительные функции, как фик-сация конца детали, контроль центроосности и округлости, также позволяют значительно повысить технологические возможности мно-гозадачных станков. Дополнительная функ-циональность системы SPRINT обеспечивает быструю проверку состояния функций осевого
перемещения станка, как линейных, так и вра-щательных, что делает возможным ежеднев-ный мониторинг станка практически без уча-стия оператора.
Каждое приложение SPRINT поддержива-ется программным пакетом, предназначенным для решения определенной промышленной задачи. Например, это может быть инструмен-тарий, относящийся к лезвию. Инструмента-рий включает инструменты анализа станочных данных, которые запускаются автоматически, работают циклически и обеспечивают обрат-ную связь измерений в процессе обработки с числовым программным управлением.
Основой системы SPRINT является рево-люционный сканирующий зонд OSP60. Этот зонд имеет аналоговый датчик с разрешением 0,1 микрона в трех измерениях, обеспечиваю-щий исключительную точность и максималь-ное понимание формы заготовки. Технология аналогового датчика в зонде обеспечивает непрерывный вывод отклонений. В сочетании с настоящим положением инструмента станка это позволяет сделать вывод об истинном со-стоянии поверхности детали.
Система контактного сканирования Renishaw SPRINT открывает новые возможности числового программного управления
Теперь производители инструментов могут автоматически создавать размерные чертежи станков и инструментов с указанием их точ-ной геометрии, используя новую версию для известного под названием NUMROTO шлифо-вального программного обеспечения от NUM, сказал пресс-секретарь компании NUM. Строя поперечные сечения инструмента в любом ме-сте вдоль его длины, новая функция NUMROTO Draw может эффективно автоматизировать тех-нический контроль.
Чертежи эти могут также включать изо-бражения, полученные непосредственно из продуктов трехмерного моделирования ин-струмента, что позволяет изображать даже сложные детали шлифовки графически и не-двусмысленно. NUMROTO Draw разработана для производителей инструмента, ищущих воз-можность показать клиентам точные детали ин-струментов до их физического производства. А также для подтверждения геометрии достав-ленного инструмента, каковое подтверждение выступает как часть процесса доставки. Кроме того, данное программное обеспечение может оказаться популярным у компаний, осущест-вляющих заточку и переточку инструмента, так как это дает им возможность предостав-лять клиентам документальное подтверждение факта производства работы либо утверждать программу действий до выполнения работы. Большинство программ многоосной шлифовки инструмента, в настоящее время предлагае-мых на рынке, представляет собой относитель-
но простые чертежные генераторы.Они, как правило, ограничиваются одним
типом инструмента, например, сверлом, и представляют информацию как параметри-зованные чертежи. Хотя этого достаточно для документирования внешней геометрии ин-струмента, все же такой софт не подходит для показа точных поперечных сечений деталей сложной геометрии.
NUMROTO Draw преодолевает эти ограни-чения благодаря тесной интеграции с основ-ным программным обеспечением NUMROTO, что обеспечивает богатство источников дан-ных. Вычерчивание генерируется непосред-ственно из того же источника данных, что и программа числового программного управле-ния, и это обеспечивает отсутствие какой-либо двусмысленности в этом процессе.
Используя данные, определяющий про-странственный ход режущей кромки инструмен-та, программа автоматически рассчитывает все размеры, которые требуют представления, а за-тем генерирует соответствующий чертеж. Если какие-то из размеров не отвечают требованиям клиента, они могут быть легко изменены.
При условии, что программа NUMROTO также включает данные о шлифовальном кру-ге, NUMROTO Draw может обрабатывать эту ин-формацию для создания трехмерной детали и интегрировать их в чертеж. Трехмерные детали могут быть представлены в виде цветных изо-бражений или в качестве моделей по типу про-волочного каркаса и обеспечивают чрезвычай-
но точное изображение профиля инструмента или геометрии поперечного сечения в любой точке вдоль его длины.
Чертежи, созданные NUMROTO Draw, пол-ностью доступны для редактирования. Инфор-мация заголовков может быть структурирована пользователем в соответствии с требованиями заказчика, а обозначения инструментов могут быть взяты непосредственно из базы данных NUMROTO. Отдельная таблица, показывающая основные параметры инструмента, может быть создана пользователем или взята из одного из шаблонов, поставляемых NUM, и может быть вновь заполнена с использованием значений из базы данных NUMROTO, чтобы помочь сэ-кономить время. Документация также может включать графическое представление о пакете шлифовальных кругов, вместе с таблицей, со-держащей информацию о каждом круге, его диаметре, толщине и угле шлифовки.
Новое программное обеспечение NUMROTO Draw может также помочь сократить процесс отбора проб, сказал пресс-секретарь. Клиенты, давая заказы по шлифовке инстру-мента, часто излагают свои требования устно, на пальцах, в лучшем случае с помощью набро-сков. После создания программы числового программного управления шлифовкой ста-ночного инструмента компания-исполнитель шлифует инструмент-образец. Все необходи-мые конструктивные изменения становятся очевидными, и процесс этот зачастую весьма итеративен.
NUM представляет новое программное обеспечение для шлифовки инструмента

50 3-2014

513-2014 3-2014

52 3-2014программное обеспечение
Британская компания Delcam объявила о выходе второго планового релиза 2014-й версии CAM-системы FeatureCAM. Данный программный продукт предназначен для разработки эффективных управляющих программ для токарной, фрезерной, токар-но-фрезерной обработки и проволочной электроэрозионной резки. Его главной от-личительной особенностью является край-не высокая степень автоматизации разра-ботки надежных управляющих программ, обеспечивающих стабильно высокое каче-ство обработки на современных многоосе-вых станках с ЧПУ.
CAM-система FeatureCAM появилась на рынке еще в 1995 году, и именно в ней тог-да была впервые реализована концепция обработки типовых конструктивно-техно-логических элементов. В процессе работы FeatureCAM автоматически выбирает режу-щий инструмент (из имеющегося в наличии), назначает рациональную стратегию и режи-мы обработки, разбивает припуск на прохо-ды, рассчитывает режимы резания и готовит управляющую программу. Программисту-тех-нологу необходимо лишь импортировать CAD-модель, автоматически или вручную идентифицировать элементы детали (отвер-стия, пазы, карманы и т.п.) и нажать кнопку расчета программ и симуляции обработки. После этого готовая управляющая програм-ма может быть отправлена на станок с ЧПУ. Встроенная база данных режущих инстру-ментов и режимов резания типовых конструк-тивно-технологических элементов позволяет даже неопытным программистам-технологам стабильно получать хороший результат обра-ботки с первого раза.
Основным новшеством FeatureCAM 2014 R2 стала поддержка угловых головок (right-angle heads) для фрезерных обрабатываю-щих центров. Угловые головки могут быть установлены в виде дополнительной опции на четырехосевые фрезерные станки с ЧПУ и токарно-фрезерные обрабатывающие центры, что позволяет осуществлять фре-зерование и сверление в труднодоступных зонах, которые невозможно обработать при помощи инструмента, закрепленного в обычные прямые оправки. Кроме того, при использовании обычных прямых оправок может потребоваться дополнительная пере-установка заготовки. По сути, применение угловых головок обеспечивает станку допол-нительную степень свободы. Например, че-тырехосевой станок становится станком типа «4+1» (четыре непрерывные оси плюс одна позиционная), что значительно расширяет его возможности. Особо отметим, что в но-вом релизе реализована возможность про-граммирования и визуализации обработки при помощи угловых головок для операций не только сверления, но и фрезерования. Новые стратегии обработки позволяют реа-лизовать все преимущества использования угловых головок.
В первый релиз 2014-й версии FeatureCAM, вышедший в прошлом году, раз-работчики добавили новые стратегии для вы-сокоскоростной и высокопроизводительной черновой обработки. Например, новейшая запатентованная компанией Delcam страте-гия высокоскоростной черновой обработки Vortex позволяет существенно сократить вре-мя обработки деталей, содержащих карманы и полости. Эта стратегия основана на под-держании постоянного предельно допусти-мого значения угла перекрытия поверхности (постоянной площади контакта инструмента с обрабатываемой поверхностью) даже при обработке внутренних углов и дает возмож-ность получить максимальные преимущества от применения цельного твердосплавного ин-струмента, способного обеспечить фрезеро-вание всей высотой режущей кромки фрезы. Стратегия Vortex обеспечивает стабильную нагрузку на инструмент, что позволяет выпол-нять более глубокие проходы, чем традици-онно используемые при операциях черновой обработки. Несмотря на высокие фактиче-ские скорости подачи, стратегия Vortex под-держивает нагрузку на инструмент в строго допустимых производителем пределах, тем самым позволяя добиться заявленного срока службы инструмента. Применение стратегии Vortex дает возможность обеспечить непре-рывную работу станка с ЧПУ на максимально возможных фактических скоростях подачи, за счет чего повышается производительность обработки.
Достигаемые при помощи стратегии Vortex преимущества зависят от целого ряда факторов, в том числе от формы детали, свойств материала, характеристик исполь-зуемого инструмента, а также возможностей станка с ЧПУ. Проведенные компанией Delcam на различных станках тесты свидетельствуют о том, что сокращение времени обработки деталей с карманами может составлять 40% и более. Максимальная производительность была достигнута при обработке тестовой дета-ли из инструментальной стали на станке Huron с использованием инструмента SGS Z-Carb MD, при этом время изготовления снизилось со 121 до 34 мин, что эквивалентно 71% эконо-мии времени! В других тестах при обработке деталей с несколькими карманами экономия времени составила 67% для заготовки из не-
CAM-система FeatureCAM 2014 R2 компании Delcam. Возможности новой версииА. Г. Дементьевстарший инженер технической поддержки
ООО «Делкам-Урал»Россия, Екатеринбург
К. Г. ЕвченкоPR-менеджер
ООО «ДЕЛКАМ» Россия, Москва
Компания Delcam — один из крупнейших в мире специализированных разработчиков CAM-систем. Она имеет порядка 300 представительств в 80 странах мира, девять из которых работает в России, Украине и Беларусии. Компания разрабатывает целое семейство CAM-систем, ориентированных на различные сектора рынка. Отличительная особенность FeatureCAM — исключительно высокая степень автоматизации разработки управляющих программ.
Ключевые словаFeatureCAM, Delcam, ЧПУ, обработка, фрезерование, точение, станок Vortex, стратегия
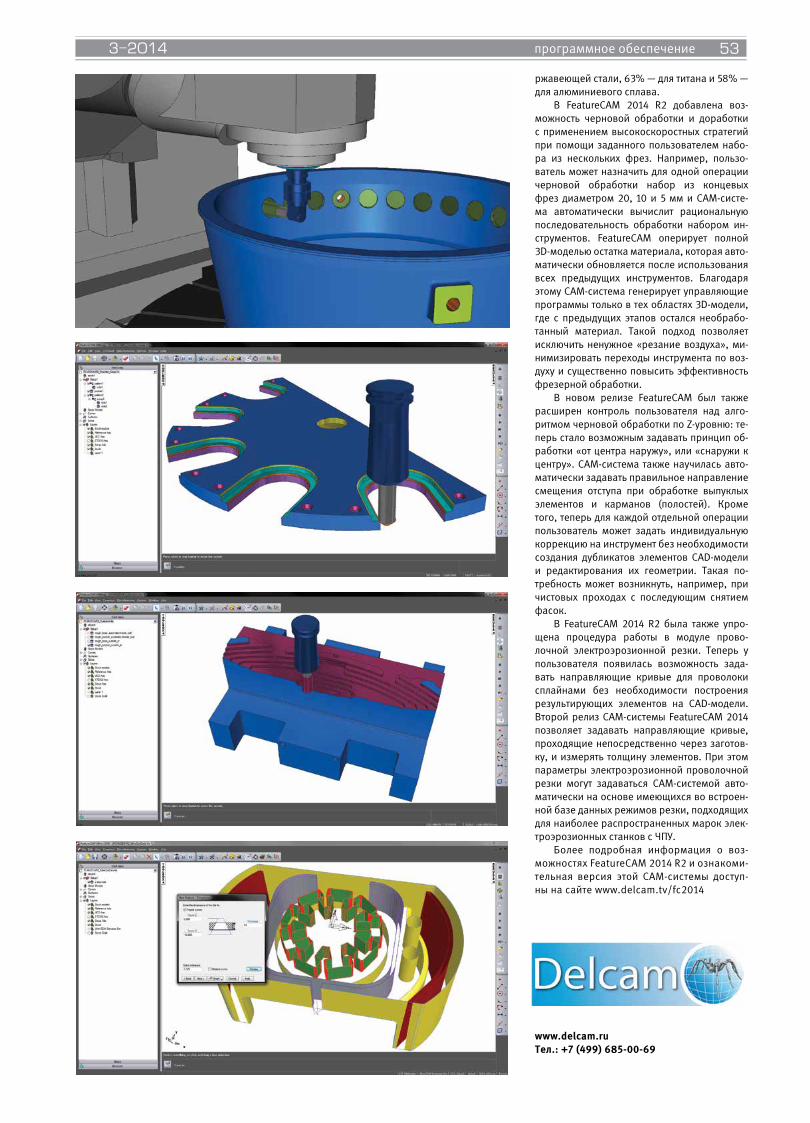
533-2014 3-2014
ржавеющей стали, 63% — для титана и 58% — для алюминиевого сплава.
В FeatureCAM 2014 R2 добавлена воз-можность черновой обработки и доработки с применением высокоскоростных стратегий при помощи заданного пользователем набо-ра из нескольких фрез. Например, пользо-ватель может назначить для одной операции черновой обработки набор из концевых фрез диаметром 20, 10 и 5 мм и CAM-систе-ма автоматически вычислит рациональную последовательность обработки набором ин-струментов. FeatureCAM оперирует полной 3D-моделью остатка материала, которая авто-матически обновляется после использования всех предыдущих инструментов. Благодаря этому CAM-система генерирует управляющие программы только в тех областях 3D-модели, где с предыдущих этапов остался необрабо-танный материал. Такой подход позволяет исключить ненужное «резание воздуха», ми-нимизировать переходы инструмента по воз-духу и существенно повысить эффективность фрезерной обработки.
В новом релизе FeatureCAM был также расширен контроль пользователя над алго-ритмом черновой обработки по Z-уровню: те-перь стало возможным задавать принцип об-работки «от центра наружу», или «снаружи к центру». CAM-система также научилась авто-матически задавать правильное направление смещения отступа при обработке выпуклых элементов и карманов (полостей). Кроме того, теперь для каждой отдельной операции пользователь может задать индивидуальную коррекцию на инструмент без необходимости создания дубликатов элементов CAD-модели и редактирования их геометрии. Такая по-требность может возникнуть, например, при чистовых проходах с последующим снятием фасок.
В FeatureCAM 2014 R2 была также упро-щена процедура работы в модуле прово-лочной электроэрозионной резки. Теперь у пользователя появилась возможность зада-вать направляющие кривые для проволоки сплайнами без необходимости построения результирующих элементов на CAD-модели. Второй релиз CAM-системы FeatureCAM 2014 позволяет задавать направляющие кривые, проходящие непосредственно через заготов-ку, и измерять толщину элементов. При этом параметры электроэрозионной проволочной резки могут задаваться CAM-системой авто-матически на основе имеющихся во встроен-ной базе данных режимов резки, подходящих для наиболее распространенных марок элек-троэрозионных станков с ЧПУ.
Более подробная информация о воз-можностях FeatureCAM 2014 R2 и ознакоми-тельная версия этой CAM-системы доступ-ны на сайте www.delcam.tv/fc2014
www.delcam.ruТел.: +7 (499) 685-00-69
программное обеспечение

54 3-2014программное обеспечение
«Применение CAM-системы FeatureCAM (www.featurecam.com) и двух современных пятиосевых станков с ЧПУ позволило на-шей фирме сократить сроки выполнения типичных по сложности проектов для за-казчиков из аэрокосмической отрасли приблизительно на 60%», — утвержда-ет президент фирмы Bob Lewis Machine Джефф Льюис (Jeff Lewis).
Фирма Bob Lewis Machine (www.boblewismachine.com) была основана Бо-бом Льюисом в 1975 году и находилась поначалу в его гараже, расположенном в пригороде Лос-Анджелеса. В то время она обладала всего лишь одним универсальным фрезерным и тремя сверлильными станка-ми. Тем не менее, с годами фирма смогла приобрести новое станочное оборудование и переехать в находящийся в Гардине (тоже пригород Лос-Анджелеса, штат Калифор-ния, США) современный производственный участок площадью 930 кв.м. К тому време-ни, как в 2001 году Боб Льюис ушел на пен-сию и передал бразды правления фирмой Джеффу Льюису, фирма уже имела свой отдел программистов-технологов, которые занимались разработкой управляющих программ для всего парка имеющихся стан-ков с ЧПУ.
Джефф Льюис уверяет, что главный принцип работы фирмы Bob Lewis Machine звучит очень просто: «Браться за выполне-ние тех заказов, от которых откажутся кон-куренты». На деле такой подход требует по-стоянного совершенствования технологий механообработки, поэтому несколько лет назад фирма приобрела сразу два совре-менных пятиосевых станка с ЧПУ. К сожале-нию, используемая в то время на предпри-ятии CAM-система оказалась недостаточно совершенной и оказалась не в состоянии реализовать все возможности нового мно-гоосевого оборудования.
«Я поговорил со своими другом, кото-рый также работает в этом бизнесе и вла-деет несколькими пятиосевыми станками», — вспоминает Джефф Льюис, — «Он насто-ятельно рекомендовал мне FeatureCAM, так как эта CAM-система позволяет автоматизи-ровать многие аспекты процесса разработ-ки управляющих программ, благодаря чему программировать станки с ЧПУ становится намного проще и быстрее. Также мой друг утверждал, что разработчики FeatureCAM из компании Delcam оказывают превосходную техническую поддержку».
После столь убедительных рекомен-даций коллеги выбор новой CAM-системы для г-на Льюиса был полностью предрешен. Очень быстро стало понятно, что FeatureCAM
делает программирование многоосевой обработки намного проще, даже для изде-лий сложной формы. Преимущества новой CAM-системы отмечались не только при раз-работке УП для современного пятиосевого оборудования, но и для программирования уже давно работающих в цеху трехкоорди-натных станков с ЧПУ.
Применение пятиосевого оборудова-ния позволило фирме Bob Lewis Machine резко снизить количество необходимых в процессе обработки технологических уста-новов детали на станке с ЧПУ. В некоторых случаях количество установов сложных деталей аэрокосмического назначения со-кратилось с десяти-двадцати до двух! Это не только избавило предприятие от необходи-мости изготовления уникальных комплек-тов вспомогательной крепежной оснастки, но и повысило точность обработки. Кроме того, уменьшилась вероятность появления брака по вине оператора и снизились по-тери времени на переустанов и повторное базирование детали на станке. Программи-сты-технологи из Bob Lewis Machine также очень высоко оценили в FeatureCAM воз-можность программирования позиционно-го пятиосевого сверления, которое позво-ляет за один установ точно обрабатывать отверстия с произвольной ориентацией в пространстве.
В настоящее время в Bob Lewis Machine эксплуатируется шесть рабочих мест с CAM-системой FeatureCAM, на которых раз-рабатываются управляющие программы для всех принадлежащих фирме 16-ти стан-ков с ЧПУ.
Как показывает опыт компании Delcam, являющейся крупнейшим в мире специали-зированным разработчиком CAM-систем, переход на позиционное (так называемое «3+2») пятиосевое фрезерование являет-ся одним из самых быстрых, надежных и экономически оправданных методов повы-шения эффективности механообработки. Delcam разрабатывает целое семейство CAM-систем, ориентированных на различ-ные сектора рынка. Отличительная особен-ность FeatureCAM во всей линейке пред-лагаемых CAM-систем — исключительно высокая степень автоматизации разработки управляющих программ для фрезерной об-работки. Наличие редактируемой встроен-ной базы знаний рекомендуемых режимов обработки и возможность автоматического распознавания типовых обрабатываемых конструктивно-технологических элементов позволяют даже неопытным технологам с первого раза без зарезов и поломок каче-ственно обработать деталь на станке с ЧПУ. Поэтому FeatureCAM является идеальным выбором для тех предприятий, которые только приступают к освоению сложных ви-дов фрезерной и токарно-фрезерной обра-ботки на современных станках с ЧПУ.
«Освоение пятиосевой обработки и переход на CAM-систему FeatureCAM значи-тельно увеличило производственные воз-можности нашего предприятия», — говорит
Джефф Льюис. «Сокращение количества необходимых технологических установов для наших типовых изделий аэрокосмиче-ского назначения кардинально снижает затраты времени на изготовление продук-ции. CAM-система FeatureCAM также вносит существенный вклад в повышение эффек-тивности производства, позволяя нам пол-ностью раскрыть возможности наших мно-гоосевых станков с ЧПУ и сокращая затраты времени на разработку управляющих про-грамм», — добавил он, — «Кроме того, раз-работчик FeatureCAM — компания Delcam — оперативно реагирует на все наши запросы и помогает нашим программистам-техно-логам находить решение сложных техниче-ских проблем. Мы очень довольны нашим сотрудничеством и качеством предоставля-емой нам технической поддержки».
www.delcam.ruТел.: +7 (499) 685-00-69
Опыт использования CAM-системы FeatureCAM в фирме Bob Lewis Machine

553-2014 3-2014

56 3-2014оснастка
При гибке металлического листа часто возникают задачи, которые не решить с по-мощью обычного гибочного инструмента. Такими задачами могут быть, например, отгибка минимальной кромки, гибка листа без повреждения поверхности или обработ-ка листа с отверстиями, располагающимися рядом с линией гиба. Предприятия, которые нашли решения данных проблем, как прави-ло, получают существенное преимущество перед своими конкурентами, это дает им возможность производить продукцию луч-шего качества, недоступную по технологиче-ским возможностям для конкурентов.
WING BEND Матрицы с вращающимися полусферами уже давно используются на листобрабатывающих производствах в Ев-ропы, США и Японии , но среди российских предприятий эта технология только сейчас начала получать распространение.
Принцип работы и преимущества WING BEND матриц:
WING Bend матрица имеет две подвижные полусферы, установленные поверх тела ма-трицы. В процессе гибки лист устанавливается на плоской поверхности полусфер и при опу-скание пуансона полусферы поворачиваются следуя за движением заготовки. Такой прин-цип гибки существенно уменьшает требуемое усилие гиба от 10 до 30%, что позволяет ис-пользовать листогибочный пресс для работы с толщинами, которые раньше не могли быть использованы из-за недостатка усилия пресса.
Вращающиеся полусферы матриц WING BEND в процессе гибки поддерживают лист на большой плоскости соприкосновения, в отли-чии от традиционных V-матриц, когда заготов-ка при гибке касается двух точек на краях пле-ча матрицы. Это дает ряд преимуществ: • отсутствиецарапиннаповерхности материала, что является всегда недопустимым при работе с окрашенными
металлами, зеркальным нержавеющим листом и полированным алюминием.;
• пригибкеперфорированноголиста отверстия не деформируются, даже если они находятся рядом с линией гиба;
• возможностьполученияминимальной полки листа, в то время как на стандартных V-матрицах размер минимальной полки ограничен значением равным половине ширины ручья матрицы. Серия WING BEND матриц представле-
на несколькими моделями, позволяющими работать с толщинами листа от 0,2 до 9,5мм, при этом каждая матрица может быть исполь-зована для широкого диапазона толщин, что снижает время переналадки и потребность в использования нескольких типоразмеров тра-диционных V-матриц. Матрицы WING BEND подходят для использования на всех типах ли-стогибочных прессов.Автор: Степунин С.А.www.sparkspb.ru
Новое поколение матриц для листогибочных прессов

573-2014 3-2014
Среди большого количества зубофрезерных станков нахо-дящихся на сегодняшний день в эксплуатации лишь единичные экземпляры по своим техническим характеристикам соответ-ствуют реалиям современного производства. Помимо произво-дительности, все большее внимание уделяется простоте экс-плуатации и оперативности переналадки такого оборудования. При этом востребованность зубофрезерных станков на пред-приятиях машиностроительной отрасли из года в год остает-ся на стабильно высоком уровне, что делает актуальным поиск решения по их модернизации.
Такое свойство зубофрезерных станков, как крутильная жесткость (суммарный угол поворота оси инструмента отно-сительно оси нарезаемой заготовки) является определяющим фактором, влияющим на его точностные характеристики и про-изводительность. Кроме того, в процессе эксплуатации регуляр-но возникает необходимость устранения ряда существенных де-фектов кинематических цепей станков, связанных с циклической погрешностью червячной делительной передачи станка, дефек-тами на зубьях делительного колеса, циклической погрешностью инструментального шпинделя, геометрическими погрешностями пальцев и сменных колес гитары деления.
Одним из наиболее эффективных путей решения этих про-блем, является способ модернизации станка, предусматрива-ющий исключение механических элементов кинематической схемы и их замены, так называемыми, виртуальными кинемати-ческими связями. Именно на станке с развязанной кинематикой количество кинематических элементов, участвующих в передаче вращения от инструмента к детали, минимальное, что позволяет добиться точности обработки, зависящей исключительно от воз-можностей инструмента. Поэтому развитие производства и мо-дернизация оборудования в направлении станков развязанной кинематикой, позволяет добиться качества изготовления зубча-тых колес в среднем на 2 квалитета выше.
Большинство компаний для своих решений по модерниза-ции зубофрезерного оборудования используют функционально насыщенные системы ЧПУ, демонстрирующие избыточность в отношении таких специальных задач, как создание станка с раз-вязанной кинематикой. В результате заказчик вынужден платить за дополнительные функции, необходимость в которых зачастую отсутствует.
В свою очередь мы разработали более рациональное реше-ние на базе программируемого логического контроллера L-серии производства Mitsubishi Electric (motion контроллер), позволяю-щее не только восстановить рабочие характеристики, но и рас-ширить технические возможности станков, установленных за по-следние 25 лет на предприятиях машиностроения.
Главным достоинством motion контроллера являются его функциональные возможности создания виртуальной кинематической схемы стан-ка, благодаря чему исключается необхо-димость сложного программирования вза-имосвязанного движения осей. Эмулируя зубчатые зацепления, motion контроллер позволяет сократить до минимума коли-чество промежуточных элементов кинема-тической цепи станка, обеспечивая повы-шенную жесткость несущей системы при любых режимах резания, а также возмож-ность выбора оптимального способа и цик-ла обработки, что непосредственно влияет на производительность оборудования.
Как основной компонент системы управления, motion контроллер корректи-рует параметры скорости и вращающего момента, а также обеспечивает полную синхронизацию работы всех осей. Моде-лирование кинематической схемы станка выполняется в специализированном про-граммном обеспечении, применяемом
на стадии разработки управляющей программы. Полноценная библиотека механических узлов и механизмов позволяет описы-вать любые кинематические связи и содержит такие элементы как программируемые редукторы, муфты, кулачки и т.п.
Для обеспечения работы motion контроллера достаточно использовать процессорный модуль начального уровня, что благоприятно сказывается на цене решения. Разрешающая спо-собность и динамические характеристики сервоприводов позво-ляют достигать высокой точности синхронизации движения осей и производительности станка. Плавность вращения инструмента обеспечивается за счет функций подавления вибраций и автона-стройки контуров регулирования.
Специально разработанные экраны панели оператора по-зволяют программировать рабочие циклы станка посредством простого параметрирования режимов сверления и ввода необхо-димых размеров непосредственно с чертежа, а также автомати-ческой перестройкой станка при выборе определенного изделия. В системе управления предусмотрены рабочие циклы для обра-
Модернизация зубофрезерного оборудования: станок с развязанной кинематикой
модернизация и сервис
Контроллер L-серии производства Mitsubishi Electric (Motion-контроллер)
Виртуальная кинематическая схема зубофрезерного станка

58 3-2014модернизация и сервис
ботки цилиндрических зубчатых колес с косым, прямым и бочкообразным зубом. Разработанный в рамках СУ, графический интерфейс позволяет параметрировать работу станка, предоставляя возможность специалисту, не обладающему квалифика-цией оператора станка с ЧПУ, выполнять все операции свойственные данному обо-рудованию.
Впервые применив motion контрол-лер, мы добились значительных результа-тов в части упрощения управления станка-ми со сложной кинематикой и повышения качества обработки зубчатых колес. При этом использование в системе управле-ния зубофрезерным станком компонентов Mitsubishi гарантирует высокую надеж-ность и прогрессивность решения.
На сегодняшний день зубофрезер-ные станки, оснащаемые нашей системой управления, успешно внедрены в серий-ное производство крупных предприятий автомобилестроения, таких как МАЗ и Бе-лАЗ. В результате:• быладостигнутаточностьнарезаниязубьев на уровне 4 квалитета благодаря существенному повышению жесткости станка;
• реализованавозможностьобработкицилиндрических, зубчатых колес с косым и бочкообразным зубом без перепрограммирования станка;
• благодарямодернизации производительность станка стала ограничиваться только возможностями инструмента;
• времяпереналадкиснизилось примерно на 10 часов по сравнению со станком с механическими связями;
• существенногоснизилисьтребованиякквалификации оператора станка;На сегодняшний день целесообраз-
ность модернизации данного класса оборудования обусловлена его высокой стоимостью. Наш проект доказывает, что эффективная модернизация - это самый короткий путь к получению оборудования, отвечающего современным требованиям.
По материалам Mitsubishi Electric Europe B.V.Филиал г. Москва, Россия, 115054, Космодамианская наб., 52, стр. 3Тел. +7 (495) 721-20-70
Эран наладки Экран задания параметров
Широкий ассортимент решений для сверления отверстий от компании Kennametal подразумевает впечатляю-щий выбор стандартных и специальных сверл для обработки отверстия любого диаметра и формы на разных режимах резания. Первое микросверло GOdrill™ от Kennametal – это яркий пример универ-сального инструмента, который подходит для самых разнообразных материалов и областей применения.
Сверла GOdrill предназначены для сверления отверстий в диапазоне диаме-тров 1–12,7 мм. Уникальная конструкция инструмента GOdrill увеличивает преиму-щества модульных сверл в диапазоне ма-лых диаметров. Высококлассные сплавы с покрытиями, упрощающими индикацию износа, и новые запатентованные геоме-трии позволяют полностью использовать ресурс стойкости этого инструмента.
Кроме того, сверло GOdrill позициони-руется как очень дешевый неперетачива-емый инструмент в данном диапазоне ди-аметров. Универсальное твердосплавное микросверло GOdrill идеально подходит для клиентов, которым требуется получить отверстия небольшого и среднего диаме-тра по разумной цене.
Особенности геометрии сверл GOdrill
обеспечивают универсальность их приме-нения в широком спектре материалов и типов отверстий. Безленточная конструк-ция сверла снижает трение и уменьшает количество выделяемого при резании теп-ла. Режущие кромки с защитной фаской предотвращают износ вершины сверла и дисбаланс сил резания. Минимальное выкрашивание на режущих кромках обе-спечивает продолжительный период стой-кости инструмента.
Сверла GOdrill изготавливают из твер-дого сплава KC7325™ от Kennametal и имеют многослойное покрытие на основе TiAlN с повышенной красностойкостью. Благодаря этому сверло может работать на высоких скоростях с обеспечением высокого качества отверстий даже при использовании минимального количества СОЖ. Верхний слой из TiN служит индика-тором износа и упрощает его контроль.
Сверла GOdrill представлены в испол-нениях с наружным и внутренним подво-дом СОЖ. Они идеально подходят для при-менения в широком спектре материалов и областей применения, включая топливные системы и точные детали медицинской отрасли. Сверла GOdrill являются высоко-классным и рентабельным инструментом для выполнения большинства операций
сверления отверстий малого диаметра.Микросверла Kennametal GOdrill™
представлены в исполнениях с внутренним и наружным подводом СОЖ.
www.kennametal.com
Универсальные и рентабельные инструменты для сверления микроотверстий

593-2014 3-2014

60 3-2014металлообрабатывающее оборудование
Скутеры, бесспорно, являются наи-более популярным видом транспорта в бурлящей столице Тайваня, г. Тайбэй. Marus Performance и Artitek – это две ком-пании, которые сотрудничают в сфере производства деталей для мотоциклов по заказу клиентов, в частности для вла-дельцев итальянских мотоциклов. Кроме этого, владельцев этих компаний, Мару Шена (Maru Shen) и Джеффри Чена (Jeffrey Chen), объединяет любовь к станкам Haas.
Для западных потребителей надпись «Произведено в Тайване» когда-то означа-ла сомнительное качество, невзирая на то, что «азиатский тигр» построил абсолютно новую экономику, в основу которой легло производство.
Сегодня узкие задворки столицы, г. Тай-бэя, стали местом расположения произво-дителей нового поколения. В качестве при-мера можно привести друзей Мару Шена и Джеффри Чена, которые в давние времена перестали общаться, а позднее обнаружили, что зарабатывают на жизнь, используя стан-ки Haas с ЧПУ.
Сегодня, в свободное от езды на сияю-щих мотоциклах марок Ducati, MV Agusta и Vespa время, они занимаются разработкой и производством поступающих на вторичный рынок деталей для растущей группы едино-мышленников «appassionati».
Жители Тайбэя помешаны на мото-циклах. Результаты последних статистиче-ских исследований (2010 г.) демонстрируют, что в городе и его окрестностях было зареги-стрировано 13,4 миллиона мотоциклов, а это самая высокая в мире плотность мотоциклов на одного жителя. Существует множество причин для такой любви к двухколесному транспорту. Во-первых, загруженность узких городских улиц автомобилями, бесплатная парковка для мотоциклов и резкое увеличе-ние цен на топливо. Все это обусловило лю-бовь жителей города к мотоциклам.
Компания Marus Performance, распо-ложенная в районе Санчун города Тайбэя, который является основным местом распо-
ложения субподрядных производственных компаний, изначально представляла собой обычную мастерскую для мотоциклов, в ко-торой осуществлялся ремонт, техническое обслуживание и продажа скутеров.
«С начала учебы в университете я всегда проявлял интерес к мотоциклам и годами за-нимался доработкой своих собственных мо-тоциклов, – говорит Мару. – Конечно, когда производишь деталь для своего собствен-ного мотоцикла, ты хочешь, чтобы она была уникальна и отличалась от предлагаемых на рынке деталей массового производства».
Вскоре г-н Шен обнаружил, что его страсть к изготовленным по индивидуаль-ному заказу деталям разделяют и другие люди. До того как он узнал это, деятель-ность компании Marus Performance пере-водилась в сферу, которая позволила бы ему и его супруге Гоми Хо (Gomi Ho) обре-сти смысл жизни и обеспечить очень хоро-ший уровень жизни.
«У нас никогда не было длинных спи-сков разработанных под заказ деталей, для производства которых требовалась бы обработка на станках. Сначала мы отдава-ли работу на субподряд, что обеспечивало значительную экономию времени и энер-гии. Затем мы осознали, что вполне могли бы производить детали самостоятельно, но намного лучше, поэтому мы решили обра-титься к представителям компаний, кото-рые занимались сбытом станков с ЧПУ».
Кроме того, что со слов г-на Шена, в первую очередь его привлекла цена на станок Haas Super Mini Mill, он также пояс-няет, что управление таким станком мог с легкостью осуществлять любой неопытный человек, что является основополагающим фактором при принятии решения челове-ком, решающим сделать первый шаг в мир обработки на станках с ЧПУ.
«Когда я решил приобрести станок Haas, я нашел в Интернете множество ссы-лок, размещенных другими пользователя-ми оборудования Haas, которые позволяли ознакомиться с принципами работы на этих станках, – поясняет г-н Шен. – Мы просмо-
трели эти учебные руководства и обнару-жили, что все было намного проще, чем мы себе это представляли».
После монтажа Haas Super Mini Mill го-довые обороты продаж компании Marus Performance возросли до впечатляющих 1,5 миллионов новых тайваньских долларов (50 000 долларов США).
«В начале 2014 г. мы также хотели на-чать экспорт продукции, и нам удалось до-стичь некоторого прогресса, – говорит г-н Шен. – Главное, что станок Haas очень на-дежен, поэтому мы не волнуемся о том, что он выйдет из строя. Это позволяет нам с уве-ренностью принимать заказы и не бояться того, что мы подведем новых заказчиков».
В качестве примера он приводит крыш-ку горловины топливного бака для ита-льянского мотоцикла марки MV Agusta, ко-торый был недавно представлен в Тайване. Она изготовлена из используемого в авиа-ционной и космической промышленности алюминия 7075 с высокой плотностью.
«Поскольку мы используем станок Haas с высокой степенью надежности и ка-чественное ПО CAM, наши цены довольно конкурентные. Недавно мы начали экспор-тировать эту деталь, которая служит заме-ной для крышки горловины топливного бака мотоцикла MV Augusta. На сегодняш-ний день мы произвели 50 позиций. Произ-водство одной единицы продукции занима-ет примерно один час и пятнадцать минут и требует деликатной обработки».
Конечно, список потенциальных смен-ных деталей практически бесконечен, од-нако, в число производимых г-ном Шеном элементов входят наборы амортизаторов рулевого механизма, колпаки колесных ступиц, поворотные рычаги, переходники суппортов, карбюраторные крышки, тор-мозные рычаги, металлические рули, крыш-ки двигателя и корпусы термостатов. Ком-пания также занимается производством 12” дисков для скутеров Vespa 946/GTS/GTV. Произведенные из горячей штамповки, эти диски требуют тщательного фрезерования, профилирования и обработки контура.
Тайбэй и дольче вита

613-2014 3-2014
Компания Artitek CNC«История моих с Мару взаимоотноше-
ний довольна интересна, поскольку изна-чально зарождалась, как сотрудничество между владельцем компании клиентом, – поясняет основатель компании Artitek, Джеффри Чен. – На протяжении несколь-ких лет мы не общались до тех пор, пока я не основал свою компанию. Он нашел меня через социальную сеть Facebook. Он узнал, что я, как и он, использую станки Haas».
Сегодня компания Marus Performance занимается разработкой изготавливаемых под заказ деталей для мотоциклов и произ-водством прототипов и новинок на станке Haas Super Mini Mill. После этого владельцы обеих компаний обсуждают вопросы произ-водства больших объемов деталей, анали-зируют возможности усовершенствования и повышения эффективности производствен-ного процесса, а также вопросы ценообра-зования для готовой продукции.
В компании Artitek используется не-сколько станков Haas: два высокоскорост-ных вертикальных обрабатывающих цен-тра VF-2SS и сверлильный/резьбонарезной станок DT1. В июле 2013 г. был выполнен монтаж нового высокоскоростного верти-кального обрабатывающего центра VF-3SS. В компании также используется поворот-ный стол Haas HRT210SP, который исполь-зуется в качестве четвертой оси на одном из станков VF-2SS.
«Основными причинами, по которым я выбрал оборудование Haas, в первую оче-редь является то, что они произведены в США, а во вторую, что управлять ими очень легко, - говорит г-н Чен. – Я ничего не знал о станках с ЧПУ, когда приобретал первый станок Haas, однако за 12 недель приобрел весь необходимый опыт. Нам очень сильно помог дистрибьютор Haas, который всегда отвечал на любые вопросы и решал любые возникавшие проблемы».
Г-н Шен говорит, что многие его друзья спрашивают, почему он в 2010 г. решил сменить свою первую профессию музыкан-та и звукорежиссера и перейти на работу со станками с ЧПУ. Некоторые говорили, что производство представляло собой неперспективную отрасль, однако у него было другое мнение на этот счет.
«Инновации в сфере станков с ЧПУ
никогда не прекращаются, – говорит он. – Эта сфера постоянно двигается вперед. По этой причине обработка с помощью стан-ков с ЧПУ никогда не будет в упадке. За по-следние три года наша компания развилась неимоверными темпами. Мы удивили всех, кто в нас сомневался. Я испытываю полное удовлетворение в связи с тем, что тяжелая работа принесла свои результаты».
Без сомнений, любовь, целеустрем-ленность и стремление Мару и Джеффри к инвестированию средств в доступную технологию только укрепит их молодые компании.
«Помимо того, что мы обсуждаем во-просы обработки деталей для мотоциклов, мы также думаем об усовершенствовании их ходовых характеристик и производства деталей, которые понравятся заказчикам, - подытоживает г-н Чен. – Если эти детали будут хорошо продаваться в Тайване, не вижу причин, чтобы не предлагать их за рубежом. Важно, что они красиво изготов-лены, а наши станки с ЧПУ надежны и эф-фективны с экономической точки зрения».
металлообрабатывающее оборудование
62 3-2014
Новые предупреждающие знаки, признанные во всем мире
Международная организация по стандар-тизации добавила новые знаки в стандарт ISO 7010, продолжая создавать международный стандартизированный язык безопасности, мак-симально понятный во всем мире. Корпорация Брэйди, международный производитель зна-ков безопасности, ввела новые стандартные знаки, пополнив свой обширный ассортимент знаков безопасности.
Новые знаки для морских судовЧасть новых знаков ISO 7010 – это су-
ществующие морские знаки, которые были добавлены к стандарту. Эти знаки предупре-ждают об опасностях, которые обычно встре-чаются при работах в открытом море, или указывают на местоположение спасательных жилетов. При добавлении полного набора морских знаков, ISO 7010 входит в группу стандартов, отражающих наиболее широко признанные международные стандарты для предупреждающих знаков.
Брэйди поставляет все морские знаки ISO 7010 в соответствии с Директивой по судовому оборудованию, что обеспечивает качество готовой продукции. Брэйди изго-тавливает все новые знаки из фотолюминис-центных материалов, вследствие чего они хорошо заметны в темноте и не требуют ава-рийного электроснабжения.
Газоопасность и противопожарное оборудование
Следом за морскими знаками, к междуна-родному стандарту ISO 7010 было добавлено большое количество знаков газоопасности и знаков, указывающих на оборудование по-жаротушения. Теперь компании могут исполь-зовать общепризнанные предупреждающие знаки, указывающие на то, когда обязательно использование противогазов, или где сотруд-ники должны принять иные меры для защиты от газов.
Новые знаки ISO 7010 были созданы, чтобы более точно обозначить различные ин-струменты и оборудование пожаротушения. Помимо стандартного знака огнетушителя, который был уже включен в ISO 7010, в насто-ящее время существуют специальные между-народные символы для передвижных огнету-шителей на колесах и, например, различных видов шлангов.
Дистанционно управляемые аппаратыISO 7010 теперь также содержит универ-
сальный знак, который предупреждает про-хожих о наличии в данной зоне транспортных средств, управляемых дистанционно или авто-матически. Этот новый международный пре-дупреждающий знак был создан для использо-вания по всему миру на автоматизированных складах и в логистических центрах с большой степенью автоматизации.
Брэйди использует для всех новых пре-дупреждающих знаков ISO 7010 качествен-ные материалы, чернила, клеи и покрытия в различных комбинациях, которые обладают стойкостью к воздействию холода, влаги, сол-нечных лучей и/или химических веществ. Для создания самых долговечных предупрежда-ющих знаков для своей отрасли, напишите на [email protected] или запросите наш плакат, содержащий все предупреждаю-щие знаки ISO 7010.
www.bradycorp.com
Когда эффективность имеет наибольшее значение
промышленная безопасность

633-2014 3-2014
Как объективно подобрать лучший абразивный материал для струйной обработки?
Требования потребителей к качеству обработки поверхностей про-должают расти. Продукты струйной обработки должны быть не только чистыми, но и соответствовать стандартам гладкости поверхности (каче-ство). Степень блеска служит еще одним фактором успеха.
Как оператору системы струйной обработки определить наи-более эффективный и выгодный в качественном отношении абра-зивный материал?
Верный выбор абразивных материалов для струйной обработки яв-ляется делом первостепенной важности не только для литейных произ-водств. На рынке представлены разные производители. В качестве кри-терия оценки перед производственными испытаниями целесообразно использовать результаты апробированного испытания Ervin Test.
Этот метод контроля доступен практически каждому производителю абразивных материалов, но отношение к нему неоднозначно. На прак-тике сравнить результаты испытания Ervin Test, несмотря на стандартизи-рованную процедуру, зачастую очень сложно.
Вот несколько важных правил, которые нужно соблюдать при сопо-ставлении результатов испытаний ErvinTest.
Используя испытания ErvinTest, можно сравнивать два основных экономических параметра. Выявляются срок службы (прочность) и сте-пень ударного воздействия (качество чистки) абразивных материалов.
Срок службы определяется прочностью абразивных материалов, а интенсивность воздействия дает информацию об эффективности материала для данной обрабатываемой поверхности (сообщаемая ки-нетическая энергия). Чтобы дать научную оценку эффективности, необ-ходимо всегда определять оба параметра при максимально неизмен-ных прочих базовых условиях проведения испытания. В этом состоит преимущество проведения испытаний по лабораторным стандартам, поскольку оно позволяет исключить отклонения и изменения техники монтажа оборудования, часто встречающиеся на практике. Однако тут есть одно ограничение: из практического опыта известно, что измере-ния прочности можно сравнивать лишь в том случае, если они проводи-лись на одной и той же машине для испытаний Ervin.
Чтобы показать «подводные камни» испытаний Ervin Tests, сравнивались три образца абразивного материала с одинаковым классом крупности приблизительно 1,5 – 2,2 от разных хорошо известных производителей. Рынок абразивных материалов для струйной обработки делится на сегмент материалов с высоким содержанием углерода (High Carbon- HC) и его низким содержани-ем (LowCarbon- LC). Для сравнения использовался один образец HC-продукта и два образца LC-продукта. В табл. 1 приведены базо-вые характеристики образцов абразивных материалов:
Для сравнения класса крупности протокол испытаний ErvinTest должен включать точный калибр ячеек сита и средний класс зернистости. Сито сепаратора определяет размер зерен, когда они выпадают из системы струйной обработки.
На практике, это делается с помощью воздушного сепаратора; в ла-боратории мелкие зерна выпадают после 500 циклов струйной обработ-ки на каждый конкретный момент времени. При сравнительных измере-ниях сито сепаратора должно быть строго одним и тем же, поскольку в противном случае будут искажены результаты определения прочности.
По завершении испытания ErvinTest твердость абразивных ма-териалов должна быть указана и для рабочей смеси и для новых зерен. Это значение является первым показателем прочности и сте-пени ударного воздействия абразивных материалов. Как правило, при увеличении твердости срок их службы сокращается, а эффек-тивность чистки возрастает.
Как видно из таблицы, абразивные материалы с низким содер-жанием углерода при использовании – обладают более высокой механической прочностью, чем сравниваемые с ними абразивные материалы с высоким содержанием углерода.
Определение прочностиМашина для испытаний ErvinTester (рис. 1) состоит из одной каме-
ры с встроенным центробежным разбрасывателем и вентиляторами очистки, которые направленно бросают контрольный абразивный
Как объективно оценить разные абразивные материалы для струйной обработки? – Ervin Test
абразивные материалы

64 3-2014
материал (как правило, 100 г.) на обрабатываемую поверхность при заданной скорости.
В нижней части расположена емкость для сбора, с которой цен-тробежный разбрасыватель вновь осуществляет забор абразивного материала после завершения цикла. Так пишущий аппарат точно фиксирует сколько цикличных периодов приходится на испытуемое количество материала. После 500 цикличных периодов проводит-ся выборка. Часть материала под ситом сепаратора фильтруется и определяется количество потерь. После определения количества, недостающего до 100 грамм (100%) в начальное количество мате-риала добавляют новые зерна и запускают очередные 500 циклов работы струйной системы. Если сумма потерь превышает начальное количество 100 грамм, то проведенное количество циклов называ-ется «прочность на 100% потерь». На практике, это общепринятое выражение для обозначения прочности абразивных материалов в протоколах испытаний Ervin.
На диаграмме 1 показаны потери 3 выборок после проведения 500 циклов для каждой из них и полученная «прочность на 100% потерь».
Основной причиной возникновения ошибки в результатах изме-рения «Прочности на 100% потерь» является то, что сформирован-ная рабочая смесь на момент начала определения прочности еще не существует. На практике, абразивные материалы существуют в форме рабочей смеси, смеси новых и старых, а также частично из-ношенных зерен. При обычном определении прочности с помощью испытания ErvinTest, период приработки до момента образования рабочей смеси полностью включен в измерения, и поэтому реальные эксплуатационные показатели искажены. В реальности, наблюдают-ся существенные различия потерь абразивного материала в услови-ях приработки по сравнению с готовой рабочей смесью.
Стандарт DIN 50315 описывает подходящий процесс определения соответствующих практике показателей прочности для трех образцов. Это достигается путем измерения серий по 500 циклов до тех пор, пока значения по последним трем будут различаться не более чем на 0,5%. Таким образом можно определить действительную потерю в условиях рабочей смеси. Эти три значения усредняются и затем преобразуются в действительную прочность в циклах. Такой процесс дает более реа-листичные сравнительные показатели для рабочих смесей.
На диаграмме 1 показано, что есть отчетливое смещение более, чем на10% по образцам в пользу LC (C=0,16) и HC (C=0,9). Но проч-ность образца с высоким содержанием углерода все же ниже. Таким образом можно сделать вывод, что более низкая твердость не гаран-тирует более длительный срок службы рабочей смеси.
Однако из производственного опыта известно, что абразивные материалы ки с высоким содержанием углерода не могут достичь срока службы материалов с низким содержанием углерода. При про-ведении измерений с помощью машины Ervin для сравнения прочно-сти, следует обратить особое внимание на три последних показателя потерь, так как именно в этом промежутке формируется рабочая смесь.
Следует особо отметить, что этот метод измерений является стандартизированным процессом определения качества абразива. Однако в рабочей практике могут быть отклонения от лабораторных результатов в силу изменений техники монтажа оборудования, или, например, механического выноса абразивных материалов рабочи-ми деталями машины.
Тщательный документальный учет расхода абразивных материа-лов, например, тоннаж обработанных изделий или полная литейная производительность, а также учет получения продукции, требующей повторной обработки, является основой достижения и подтвержде-ния эффективной работы системы струйной обработки. Количество продукции, требующей является особенно важным показателем эффективности. Это ведет ко второму важному параметру, который можно определить с помощью испытания на машине Ervin.
Определение степени ударного воздействия (сообщаемая кине-тическая энергия)
Процесс определения степени интенсивности ударного воздей-ствия, а, следовательно, и эксплуатационной эффективности на по-верхности обрабатываемых изделий, измеряет кинетическую энер-гию, сообщаемую обрабатываемой продукции, с помощью прогиба стандартной полоски металла (полоски Almen). В начале, прогиб в полоске металла отсутствует
Она зажимается в держатели (рисунок 2), устанавливаемые в машину Ervin, и ее поверхность подвергается ударному воздействию определенного количества циклов струйной обработки.
В данном случае для определения использовалось 20 циклов.
После испытания пластину Almen достают и измеряют максимальный прогиб (в мм). Результаты представлены в диаграмме 2.
Несмотря на идентичную «Среднюю крупность» новых зерен, есть очевидная разница в проникающей способности трех испытываемых материалов. Прежде всего, есть очевидная зависимость твердости новых зерен абразивных материалов от интенсивности их ударного воздействия. Интенсивность ударного воздействия мягкого матери-ала LC (C=0.1) очевидно будет отставать от конкурирующих матери-алов. После 100 циклов соударения, высокоуглеродистый абразив (C=0.9),как и ожидалось, продемонстрировал гораздо более высо-кую степень ударного воздействия. Согласно DIN 50315 регулярное определение на этом могло бы быть закончено. Однако определение
абразивные материалы

653-2014 3-2014
степени воздействия в готовой рабочей смеси, равно как и в случае с прочностью, является ключевым, так как отражает максимально при-ближенные к реальности показатели. По этой причине результаты, приведенные на диаграмме, крайне неожиданные. Степень ударного воздействия (прогиб пластины Almen) материала LC (C=0.16) увели-чилась на 0,5 мм в следствие дальнейшего механического упрочне-ния, в то время как интенсивность воздействия материала HC (C=0.9) существенно снизилась, несмотря на его все еще самую высокую твердость (499 HV1 в рабочей смеси). Почему так?
Определение среднего размера зерна в рабочей смеси дает под-сказку. Жесткий высокоуглеродистый материал ломается значитель-но быстрее, чем вязкий низкоуглеродистый абразив, по причине чего доля мелкозернистых включений растет, что приводит к уменьшению «среднего размера зерна» в рабочей смеси. Поскольку масса, а вме-сте с ней и диаметр зерен, в значительной степени взаимосвязаны с кинетической энергией (смотри формулы ниже), влияние твердости перекрывается снижением средней зернистости рабочей смеси.
При сравнении степени ударного воздействия можно провести оценку роста объема продукции, прошедшей повторную обработку или возможного сокращения времени струйной обработки путем замены абразивного материала. Однако при наличии продукции, требующей повторной обработки, необходимо определить, являет-ся ли причиной тому недостаточная степень ударного воздействия абразива или же форма обрабатываемых изделий (зубцы и борозды) препятствует нормальному использованию абразивного материала. Во втором случае успех от смены абразивного материала будет до-стигнут только частично.
С таким оборудованием возможна надежная сравнительная оценка результатов испытания Ervin, и она может служить вполне ве-ским основанием для принятия решения.
Автор: Тимо Винклер
абразивные материалы
Торговля между Россией и Швейцарией имеет давнюю традицию успешного развития. За последние двадцать лет товарооборот увеличил-ся почти в шесть раз. Объем сбыта швейцарской продукции в России в период с 1992 по 2012 года увеличивался в среднем на 12,8% в год. Этот показатель в три раза превышает средний рост швейцарского экспорта в мире! В 2013 году в Россию было ввезено почти 2% всего швейцар-скогоэкспортаМЭМ-отраслинасумму1‘085млн.швейцарскихфранков.Речь идет, прежде всего, о станкостроении и точном машиностроении. Выставка «Металлообработка» является наиболее важной платформой для швейцарской металлообрабатывающей промышленности в России, и поэтому неудивительно, что на данной выставке швейцарские про-изводители занимаютплощадьболее2‘000кв.м.В2013 годуРоссияприобрела швейцарские станки на сумму 125 миллионов швейцарских франков и заняла 6 место в статистике швейцарского экспорта станков. Темпы роста за последние два года составили 25% и 30%, благодаря чему удалось достигнуть докризисных объемов. Можно исходить из того, что и торговые отношения с Россией как важным стратегическим партне-ром будут и дальше активно развиваться и в ближайшем будущем пре-высят докризисные показатели. Достижения в области ивестиций обеих стран также значительны. Объем швейцарских прямых инвестиций в России составляет 12,5 миллиардов швейцарских франков.
Технологические продукты из Швейцарии могут в значительной мере способствовать промышленной модернизации России. Важным за-логом успеха является дальнейшее стабильное развитие экономических и деловых отношений между нашими странами. При этом особое место занимает развитие сотрудничества с динамичными и многообещающи-ми российскими регионами.
Это касается и МЭМ отрасли. Многие швейцарские производители на протяжении десятилетий поддерживают прочные отношения с рос-сийскими клиентами. Но потенциал взаимовыгодного сотрудничества
для обеих сторон еще не исчерпан. Швейцарские поставщики активно занимаются расширением своей деятельности в России и заинтересо-ваны в налаживании серьезных партнерских отношений. Одним из кон-кретных примеров может служить открытие «Российско-швейцарского центра компетенции в области микротехнологий» в МГТУ «СТАНКИН» 18 июня 2014 года. Большую роль в реализации данного проекта сыграли российские партнеры «СТАНКИН» и «СТАНКОПРОМ», а также фирмы GALIKA и GF Machining Solutions со швейцарской стороны.
Ассоциация швейцарской машиностроительной промышлен-ности Swissmem – это самая большая и влиятельная промышлен-ная ассоциация Швейцарии. Г-н Михаэль Хаузер, член правления Swissmem, президент комитета «Металлообрабатывающие станки и технологическое оборудование» Swissmem, СЕО известной компа-нии Tornos SA, и Посол Швейцарии в России г-н Пьер Хельг имеют честь пригласить Вас на встречу с прессой 17 июня 2014 года в 14 ча-сов на стенде ассоциации Swissmem в зале 8.1 Экспоцентра на Крас-ной Пресне. В рамках празднования 200-летнего юбилея установле-ния дипломатических отношений между Россией и Швейцарией они расскажут о значении российско-швейцарских торговых отношений, об истории успеха компании Tornos SA и ее планах на будущее, а также осветят экономические аспекты российско-швейцарского сотрудничества в будущем. Перед тем как начнется торжественный ужин, приуроченный к 200-летнему юбилею, г-н Хаузер, а также дру-гие официальные представители Swissmem и высокопоставленные представители ряда швейцарских компаний с удовольствием ответят на все Ваши вопросы.
Для получения более подробной иформации и оформления ак-кредитации на данное мероприятие обратитесь, пожалуйста, в Швей-царский центр содействия бизнесу по тел. +7 495 225 88 41 или [email protected]
200 лет дипломатических отношений между Россией и Швейцарией – важный юбилей для швейцарской машиностроительной

66 3-2014
Шпиндель – ключевой узел металлообрабатывающего станка, определяющий его мощь и производительность. Отказ этого рабочего механизма, по каким бы то ни было причинам, способен надолго остановить работу станоч-ного оборудования и сорвать производственный процесс. Как поддерживать бесперебойную работоспособность оборудования? Как максимально продлить срок службы шпиндельных агрегатов? На эти и другие актуальные вопросы металлообрабатывающих производств отвечают эксперты российско-швейцарского Центра по ремонту шпинделей «Фишер Шпиндель Технолоджи».
Каковы основные и наиболее частые причины выходов из строя шпинделей?«В нашей повседневной работе по диагностике выходов из строя шпинделей
мы сталкиваемся не только с повреждениями, вызванными аварийными ситуа-циями, но и с причинами поломок, которых пользователи оборудования с лег-костью могли бы избежать при условии проведения планового сервисного об-служивания и диагностики шпиндельных узлов», – делится опытом технический консультант «Фишер Шпиндель Технолоджи» Раффаэль Олистерно.
Как предупредить неполадки шпинделей?Отвечает руководитель сервисного участка «Фишер Шпиндель Техно-
лоджи» Роман Хамцов: «Прежде всего, мы рекомендуем проводить регулярную диагностику шпиндельных узлов, которая может производиться как собственными силами, так и с привлечением наших специалистов. С помощью специального мобильного оснащения мы проводим полный комплекс диагностических работ и выдаем подробное экспертное заключение о состоянии шпиндельного узла. Диагностика проводится непосредственно на станке и зани-мает не более 30 минут, после чего станок снова готов к работе. Не менее важно соблюдать правила эксплуатации и обслуживания, рекомендованные производителем шпинделей в технической документации, с которой мы всегда рекомендуем ознакомиться прежде, чем приступить к эксплуатации шпинделя. Обязательные ежедневные, ежене-дельные, ежемесячные и ежегодные регламентные мероприятия позволят избежать досадных неприятностей с доро-гостоящим агрегатом. Наш сервисный центр предлагает обучающие курсы для специалистов заказчиков и помощь в оснащении необходимым оборудованием, позволяющим предприятиям самостоятельно проводить оперативные работы по диагностике и обслуживанию. Помимо этого мы приглашаем специалистов ознакомиться с нашими обу-чающими видео-курсами на общедоступном специализированном Интернет-сайте www.techpomosh.ru и на канале «Фишер Шпиндель Технолоджи» на сайте Youtube.»
Как уменьшить время простоя станка в случаях, требующих длительного ре-монта шпинделей?
Специалист службы заказчика «Фишер Шпиндель Технолоджи» Антон Ре-шетников: «Наиболее оптимальное решение данной проблемы – шпиндели на замену, позволяющие обеспечить практически немедленный ввод простаи-вающего оборудования в эксплуатацию. Наш сервисный центр располагает соб-ственным фондом сменных шпинделей, доступных для поставки с нашего склада в России и из Европы. Информацию о наличии необходимой модели сменного шпинделя оперативно можно получить на сайте «Техпомощи», либо обратившись по телефону 8 800 555 95 92. Кроме того, в постоянном доступе на нашем складе находятся ремкомплекты для наиболее распространенных марок шпинделей, ко-торые можно зарезервировать специально под Вас».
Какие требования предъявляются к хранению шпинделей?Роман Хамцов: «Шпиндель как любой сложный прецизионный механизм тре-
бует специальных условий хранения, таких как температурный режим, влажность воздуха, регулярная прокрутка вала и т.д. Для своих клиентов мы предоставляем услугу хранения шпинделей. Данная услуга , как правило, наиболее востребова-на, когда отремонтированный у нас шпиндель по каким-либо причинам не может быть сразу задействован в производственном процессе. В данном случае шпин-дель может остаться на нашем складе на хранении на любое необходимое заказчику время . При этом мы обеспечим правильное хранение и проведение регламентных работ шпиндельного агрегата, а гарантийный срок будет начи-наться лишь с момента его фактической передачи заказчику».
Ответы на другие актуальные вопросы ремонта и эксплуатации шпиндельных узлов Вы также можете найти на специализированном Интернет-ресурсе: www.techpomosh.ru. Задавайте интересующие Вас вопросы на сайте в режиме он-лайн или обратитесь за консультациями по номеру: 8 800 555 95 92 ( Звонок по России бесплатный).
Высокоскоростные шпиндели. Как продлить им жизнь?

673-2014 3-2014

68 3-2014
В данной статье рассматривается ком-плекс вопросов связанных с принятием решения по автоматизации процессов формирования управляющих программ для станков с ЧПУ. Актуальность данной те-матики вызвана высокими требованиями, предъявляемыми текущими условиями ведения производств, требующими посто-янного улучшения качества продукции с одной стороны, но и постоянного увели-чения требований в части себестоимости продукции и скорости адаптации под но-вые продукты. Еще двадцать лет назад при проектировании производственных линий оснастка закладывалась на несколько де-сятков лет выпуска однотипной продукции. Сейчас многие предприятия оснащенные парком станков с ЧПУ, выпускают постоян-но меняющуюся линейку позиций и вынуж-дены ее постоянно перестраивать исходя из текущих бизнес условий. Становится все меньше предприятий полного цикла, выпуск большого числа комплектующих осуществляется на специализированных производствах, способных формировать конкурентную себестоимость продукции в условиях мелкосерийного производства. В этих условиях, основным активом совре-
менного обрабатывающего производства, помимо современного станочного парка, является соответствующее программное обеспечение, позволяющее производить разработку, тестирование и внедрение в производство управляющих микропро-грамм в кратчайшие сроки. На рынке
программного обеспечения уже сформи-рован сегмент, действуют множество от-ечественных и зарубежных поставщиков и компаний-интеграторов программного обеспечения, формирующего управляю-щие микропрограммы для станков ЧПУ. Однако, в каждом конкретном случае и на каждом конкретном производстве, не-обходимо проводить достаточно глубокие исследования с целью принятия наиболее взвешенного и обоснованного решения по выбору соответствующего программно-го обеспечения, так как его соответствие текущим и перспективным требовани-ям существенно повлияет на показатели автоматизируемого бизнеса. Неудачное внедрение может повлечь потери и упу-щенную выгоду, что в совокупности может в разы превзойти затраты на автоматиза-цию. Помимо непосредственно внедре-ния, на предприятии также должен быть внедрен цикл подготовки соответствую-щих специалистов, должны быть разрабо-таны и внедрены внутренние нормативные документы, описывающие измененный бизнес процесс, должны быть осуществле-ны соответствующие организационные ме-роприятия.
Автоматизация процессов управления предприятием является комплексным про-цессом, затрагивающим не только автома-тизацию производства, но также автома-тизацию таких типовых бизнес процессов, как управление персоналом, внедрение электронного документооборота, автома-
тизации управления нормативно – спра-вочной информацией, автоматизацией управления финансами и товарно-мате-риальными ценностями, управленческой отчетности и пр. Система управления про-изводством, должна гармонично интегри-роваться в информационный ландшафт предприятия, и, несмотря на то, что в за-дачи подобного ПО входит решение кон-кретных задач по управлению станочным парком, успешность внедрения во многом зависит от того, на сколько внедряемое ПО способно интегрироваться с вышеуказан-ными системами.
Развитие информационных систем предприятия как правило, ведется на основании утвержденной на предприя-тии ИТ стратегии, и любое программное внедряемое программное обеспечение и необходимое аппаратное обеспече-ние должно ей соответствовать. Соответ-ственно внедрение ПО должно начинать-ся с анализа существующей ИТ стратегии предприятия, пересмотра действующих бизнесс–процессов, определения целей внедрения и ожидаемых результатов, выраженных в конкретных единицах, к которым внедрение должно привести. Ав-
томатизация, с целью автоматизации не целесообразна. Соответственно выбор программного обеспечения необходимо начинать с определения целей и фор-мирования (корректировки) стратегии развития информационных технологий предприятия. Далее необходимо провести
Критерии выбора программного обеспечения формирования управляющих программам для станков с ЧПУ
программное обеспечение

693-2014 3-2014
анализ целевой модели развития. Модели-рование позволит сформировать обосно-вывающие показатели, которые в дальней-шем могут быть использованы, например, при обосновании проведения закупок в рамках проекта внедрения.
При формировании стратегии нуж-но сформулировать основные факторы (внешние, внутренние, целевые и пр.), по-ведение которых необходимо учитывать. Необходимо определить параметры взаи-мовлияния указанных факторов, постро-ить модель стратегии, и определить наибо-лее оптимальную конфигурацию целевой модели, определить приоритетные меро-приятия. Для решения подобной задачи обычно применяются методы аналитиче-ского моделирования и стратегического планирования, такие как SWOT анализ, метод парных сравнений и анализа иерар-хий, когнитивное моделирование и чис-ленные методы решения обратных задач на неметрических пространствах. Приме-няется метод анализа иерархий с целью систематизации критериев выбора целе-вой модели системы управления произ-водством, проводится работа по система-тизации основных критериев, влияющих на принятие решения о выборе программ-ного обеспечения для управления произ-водством основанным на парке станков с ЧПУ. Метод анализа иерархий выбран как наиболее подходящий с точки зрения специфики автоматизируемых подобным программным обеспечением процессов инструмент. Также, так как данный метод позволяет создавать универсальные моде-ли, способные абстрагировать задачу для производств различной направленности, путем проведения опросов и анкетирова-ния ключевых сотрудников соответствую-щих предприятий.
Возникает необходимость опреде-ления значимости критериев при оце-нивании различных блоков показателей программного обеспечения. Рейтинг от-дельного критерия определяет значимость его влияния и будет учитываться при выра-ботке решения.
Тестирование показывает, что веде-ние «Рейтинга критериев» может обеспе-чивать сбор, автоматизированную дина-мичную комплексную рейтинговую оценку программных продуктов при условии сбо-ра данных по следующим блокам показа-телей (критерии): 1. Функциональные возможности
программного продукта Go2cam; 2. Интерфейс и удобство использования; 3. Реселлеры и техническая поддержка; 4. Стоимость.
1. Функциональные возможности программного продукта Go2camЭтот критерий напрямую связан с ре-
шаемыми предприятием задачами. Пра-вильно выбранный функционал помогает автоматизировать производство и разра-ботать программы для станков с ЧПУ. Как правило, это комплексные решения, представляемые одним разработчиком и построенные по модульному принципу.. Выбор того или иного модуля зависит от выполнения определенных задач.
Функционал программного обеспе-чения имеет возможность организовать интуитивный режим для новичков в сфере создания управляющих программ путем выбора всего лишь трех составляющих (геометрия, инструмент, цикл обработки). Используя минимальный ввод данных (шаг по глубине, компенсация, направление) можно видеть полученный результат в предварительно созданной заготовке, ко-торая автоматически подстраивается под геометрию и так же легко редактируется.
Так же есть экспертный вариант, ко-торый дает углубленные настройки. Пре-имущество модуля дает полностью графи-ческий вид детали на любой стадии, без каких либо дополнительных настроек.
2. Интерфейс и удобство использования ПО Go2camИнтуитивный интерфейс позволяет с
первого входа в программу увидеть нуж-ную последовательность работы, а воз-можность настроить меню увеличивает удобства и оптимизирует организацию ра-бочего места пользователя. Полностью ру-сифицирована с двойными подсказками и справкой онлайн.
Трансляторы данных для IGES, Parasolid®, SAT (ACIS solids), AutoCAD ® (DXF, DWG, и InventorTM), SolidWorks ®, Solid Edge ®, STEP, EPS, CADL, STL, VDA, ASCII, 3DS и многие другие. Располагает всеми инструментами для создания черте-жа и так же с расставлением нужных допу-сков, таких как шероховатость поверхно-сти, единой системе стандарта «Допуски и посадки».
Создание твердотельного модели-рования и его редактирования. Так же
имеет встроенный модуль для создания отверстий. (для резьбы, развертывания, интерполяции) Встроенный модуль для специализированных пользовательских отверстий И это все способствует рас-познаванию и автоматическому созданию траекторий обработки уже с выбранным нужным инструментом.
Поддержка ассоциативности с SolidWorks и другими трансляторами дан-ных. Распознавание изменений. Возмож-ность установить прямую передачу всех данных и автоматическое изменение тра-екторий без дополнительного пере выбо-ра геометрии для обработки.
3. Реселлеры и техническая поддержка ООО «Аксонас» – авторизированный
дистрибьютор Go2cam в России и СНГ. Пря-мая связь с разработчиками системы и уча-стие в совместных разработках. Разработка постпроцессоров любой сложности, прямой выезд на обучение. Техническая поддерж-ка на высшем уровне. Первый год техниче-ское обслуживание и обновление модулей бесплатно.
4. Цена решения всегда играет существенную роль, хотя и напрямую зависит от предоставляемого разработчиком набора функций и сервиса. Поэтому любой выбор становится компромиссом между решением стоящих перед предприятием задач и финансовыми возможностями. ПО Go2cam только начинает вход в
российский рынок и уже имеет много от-зывов от пользователей. Поэтому у ком-пании авторизированного дистрибьютора есть возможность продавать программный продукт по цене ниже рыночной. История уже не раз показывает, что бренд часто теряет вес при плохой технической под-держке и не является критерием выбора программного обеспечения.
Автор: Логвинов М.А. Технический директор ООО «Аксонас»
программное обеспечение

70 3-2014
На сегодняшний день в металлообработ-ке широко распространена технология мойки деталей струями промывочной жидкости под давлением. Данная технология реализуется с применением современного промышленно-го оборудования и специализированных тех-нических моющих средств. В рамках данной статьи рассмотрены вопросы организации промышленной очистки деталей в условиях крупно- и мелкосерийных производств с при-менением технологии струйной очистки.
Струйная очистка (отмывка) производит-ся направлением на детали струй промывоч-ной жидкости под давлением (рис.1).
Для струйной очистки используются про-мывочные жидкости на водной/полуводной основе или углеводородные очистители. Различают струйную отмывку в воздушной среде и воздействие струй в объеме промы-вочной жидкости. На сегодняшний день в нашей стране наибольшее распространение получили системы, реализующие подачу струй под давлением в воздушной среде. В системах струйной отмывки происходит не-прерывная циркуляция промывочной жид-кости по замкнутому контуру со встроенной системой фильтрации жидкости и отделения масляных загрязнений, что обеспечивает длительный срок работы моющих средств и стабильное качество очистки поверхностей.Преимущества технологии струной очистки: •высокаяэффективностьудаления загрязнений с поверхности деталей;
•отсутствиепрямогоконтактаоператора с моющей средой в процессе отмывки; •возможностьочисткикрупногабаритныхдеталей и изделий;
•высокаяпроизводительностьпроцесса.
Недостатки технологии струной очистки: •низкаяэффективностьотмывки отверстий малого диаметра, скрытых полостей;
•сравнительнодлительноевремяочисткипри реализации полного цикла очистки.
Для решения основных задач по очистке деталей после металлообработки в установках струйной очистки реализованы два эффективных воздействия на загрязнения:
•химическое―этоэмульгированиеилирастворение загрязнений (в зависимости от типа промывочной жидкости);
•механическое―сбиваниеструейжидкости остатков механических частиц загрязнений, в том числе налипшей металлической стружки.Для полноценной реализации механиче-
ского воздействия необходимо обеспечить правильную ориентацию отмываемых дета-лей относительно струй жидкости в рабочей камере. Детали или изделия позиционируют-ся в рабочей камере моечной машины таким образом, чтобы не возникало теневых зон на соседних отмываемых деталях. В совре-менных установках струйной очистки подоб-ная проблема частично решена. В процессе отмывки платформа с изделиями или фор-сунки, подающие промывочную жидкость в
камеру, перемещаются в пределах рабочей зоны, «убирая», таким образом, теневые об-ласти. В связи с этим, выделяют несколько концепций систем струйной очистки:
•системыочисткикамерноготипас перемещением очищаемых деталей относительно стационарно зафиксированных форсунок;
•системыочисткикамерноготипасперемещением форсунок относительно стационарно зафиксированных в рабочей камере очищаемых деталей;
•комбинированныесистемыочистки камерного типа;
•системыочисткиконвейерноготипа, обладающие высокой производительностью;
•системыочисткипогружноготипа,применяемые для очистки труб и других длинномерных деталей.Рассмотрим каждую концепцию подробно. Системы очистки камерного типа с пе-
ремещением изделий относительно стацио-нарно зафиксированных форсунок (рис.2) представляют собой оборудование, в центре рабочей камеры которого установлена вра-щающаяся в процессе очистки платформа или корзина.
Вращение происходит в горизонтальной плоскости с небольшой скоростью 1-2 обо-рота в минуту, в зависимости от конструкции оборудования. В то время, как детали вра-щаются на платформе, с трех сторон рабочей камеры (снизу, сверху и сбоку) поступает жидкость под заданным давлением. Как пра-вило, система распыления представляет со-бой совокупность трех труб с отверстиями на каждой трубе, либо с установленными фор-сунками. Диаметр и шаг отверстий форсунок подбирается с учетом необходимого давле-ния и эффективного использования всего пространства рабочей камеры.
В системах с подобной концепцией, вви-ду больших объемов трубной распылитель-
ной системы, очень важно чтобы каждый тип используемой в процессе жидкости имел свой замкнутый контур, т.е. если использует-ся 3 бака разных промывочных жидкостей или воды для ополаскивания, то для каждого бака необходима своя система распыления и сбора жидкости, соответственно, свой на-сос и свои параметры распыления (давле-ние струи, диаметр и шаг форсунок и пр.) Довольно часто, для упрощения конструкции установок, производители струйных моечных машин отказываются от использования не-скольких баков и устанавливают только один контур с баком для промывочной жидкости. В результате, потребитель сталкивается с це-лым рядом проблем, таких как: 1) необходимость обеспечения потокового нагрева воды или подключения к системе горячего водоснабжения для осуществления эффективного ополаскивания;
2) увеличение расхода промывочной жидкости, т.к. объем жидкости, оставшийся в системе распыления после промывки, смывается водой для ополаскивания и уходит в систему водоотведения;
3) увеличение затрат на электроэнергию в случае с потоковым нагревом воды для ополаскивания, а также затрат на водоснабжение.Существуют и частные случаи подобных
систем, которые отличаются только лишь возможностью вращения или покачивания деталей в закрытой корзине, но в остальном принцип остается такой же.
Системы очистки камерного типа с пере-мещением форсунок относительно стацио-нарно зафиксированных изделий (рис.3).
Система представляет собой закрытую камеру, в которой на направляющих пол-ках-корзинах размещаются детали. Распы-лительная система имеет вращающиеся трубки-лопасти с форсунками, которые рас-положены снизу и сверху каждой полки. Обо-
Организация процесса мойки деталей в струйных системах. Особенности процесса
промышленное оборудование
Рис.1 Воздействие струй жидкости на очищаемую деталь

713-2014 3-2014
рудование подобного типа предназначено для прецизионной очистки мелких и простых деталей в водных растворах промывочных жидкостей, для отмывки печатных узлов от остатков флюса.
В отдельный класс можно выделить ком-бинированные системы очистки камерного типа.
Системы предназначены также для пре-цизионной очистки мелких деталей, но более сложной формы с труднодоступными поло-стями, например, гильзообразные втулки.
Оборудование данной системы имеет полки с фиксированными стержнями-фор-сунками, на которые позиционируются дета-ли с глухой полостью таким образом, чтобы открытый край детали был направлен вниз (рис.4). Вращающиеся форсунки расположе-ны вверху рабочей камеры. Таким образом, детали эффективно омываются жидкостью со всех сторон.
Во всех системах струйной очистки ка-мерноготипафинальнаястадияпроцесса―это сушка. Реализуется обычно нагнетанием очищенного теплого воздуха в рабочую ка-меру через общий патрубок или через фор-сунки, с предварительной откачкой паров из рабочей камеры.
Рассмотренные системы позволяют от-мывать детали по несколько партий, в тех слу-чаях, если требуется потоковая очистка боль-шого количества простых деталей, то имеет смысл использовать высокопроизводитель-ные системы конвейерного типа (рис.5).
Данные открытые системы реализуют все необходимые процессы по очистке и подго-товке поверхности деталей в необходимой последовательности. Детали последователь-но загружаются на движущуюся конвейер-ную линию, которая транспортирует детали в блок очистки и сушки. Реализовать эффек-тивную сушку деталей в системах струйной очистки конвейерного типа сложнее, чем в системах камерного типа, т.к. необходимо нагретый поток воздуха направлять на деталь со всех сторон, в том числе снизу.При выборе данной системы необходимо учитывать ряд немаловажных факторов, таких как:
•правильноерасположениефорсунок,воизбежание образования теневых и слепых зон, особенно с торцевых частей деталей;
•правильноепозиционированиедетали
на конвейере; •правильноподобраннаяскоростьдвижения конвейера и другие параметры процесса.Существенное влияние на качество
очистки поверхности изделий оказывает правильный подбор промывочной жидкости. Промывочная жидкость должна быть совме-стима с материалом отмываемых деталей и деталей оборудования очистки, не приводить к их деформации, разрушению, окислению, а также эффективно удалять требуемые загряз-нения с поверхности изделий. Выделяют два основных типа промывочных жидкостей для струйных систем очистки: •жидкостинаводнойоснове; •углеводородныеочистители.
Промывочные жидкости на водной ос-нове
Процессы очистки в водных растворах моющих средств с последующим ополаскива-нием в воде и сушкой широко применяются в промышленности по причине своей высо-кой эффективности, простоты реализации процесса и его экологичности. Большинство водных растворов, представленных на рын-ке, являются биоразлагаемыми, существуют четко прописанные в инструкциях методики их утилизации.
Промывочные жидкости на водной ос-нове в зависимости от химического состава делятся на группы: •щелочные(удалениемасел,жиров,СОЖ);
•кислотные(удалениеоксидов/ пассивация, фосфатировние);
•нейтральные.Промышленная очистка деталей и узлов с
применением струйных моечных машин при-меняется для решения различных задач, в том числе, для очистки деталей перед нанесе-нием покрытий, для очистки после операций механообработки перед межоперационным хранением. В обоих случаях недопустимо об-разование окислов и ржавчины на поверхно-сти изделий.
Так, для подготовки поверхности перед нанесением покрытий рекомендован следу-ющий процесс: •Очисткавщелочномводномрастворе(удаление масел, СОЖ);
•Ополаскиваниетеплойпроточнойводой; •Фосфатированиеслабокислотным водным раствором;
•Ополаскиваниетеплойпроточнойводой; •Сушкагорячимвоздухом.
Эффективная очистка деталей от окис-лов, ржавчины, окалины и сажи, реализуется в комбинации струйной агитации и химиче-ского воздействия кислотных водораствори-мых моющих жидкостей. Процесс выглядит следующим образом: •Очисткавкислотномводномрастворе; •Ополаскиваниетеплойпроточнойводой; •Сушкагорячимвоздухом.
Немаловажным требованием, предъяв-ляемым к оборудованию для реализации всех перечисленных процессов, является замкнутость каждого цикла, надежность всех компонентов системы (стойкость к химиче-ски активным средам) и наличие нескольких баков для каждого используемого типа жид-кости.
В связи с этим, к оборудованию для
струйной очистки предъявляются следую-щие требования: •Использованиетолько высококачественных материалов и комплектующих;
•Детали,контактирующиесмоющимижидкостями, должны быть выполнены из нержавеющей стали;
•Всеуплотненияиклапаныдолжныбытьпротестированы на совместимость с большинством представленных на рынке жидкостей;
•Сушкачистыхдеталейдолжна производиться очищенным нагретым воздухом;
•Простотаиудобствопрограммногообеспечения с целью отслеживания и регулировки параметров процессов очистки (регулировка режимов работы, времени и количества циклов отмывки и ополаскивания, температуры жидкости в рабочей камере);
•Наличиесистемыавтоматической подготовки жидкости в баке;
•Теплоизоляцияишумоизоляциябакаспромывочной жидкостью.
Углеводородные очистителиУглеводородные очистители приходят на
смену жидкостям на водной основе в тех слу-чаях, когда отсутствует возможность подклю-чения систем водоснабжения и отведения, а также, когда не предъявляются высокие тре-бования к чистоте поверхности деталей.
Струйные установки с использованием углеводородных очистителей хорошо зареко-мендовали себя в сервисных мастерских для решения широкого спектра задач: очистка подшипников, деталей двигателей внутрен-него сгорания (ДВС) и редукторов, тормоз-ных систем и др.
Некоторые очистители инертны к окра-шенным поверхностям, полимерам и гальва-ническим покрытиями, что значительно увеличивает номенклатуру деталей, отмыва-емых в струйных системах.
Как правило, для эффективной реализа-ции процесса с использованием углеводо-родных очистителей, оборудование должно быть укомплектовано двумя баками. Каж-дый бак относится к соответствующему кон-
промышленное оборудование
Рис.2 Система со стационарно-зафиксированными
форсунками и вращающейся платформой на примере установки BUPI CLEANER серии TL
Рис.3 Система очистки со стационарно зафиксированными корзинами и вра-щающимися форсунками производства
Riebesam, Германия

72 3-2014
Метод, предлагаемый в данной работе, позволяет получить решение целого ряда динамических задач теории упругости в более простой для расчёта форме. В каче-стве примера, приводится решение клас-сической краевой задачи, расчет частоты собственных изгибных колебаний стержня. Решение дифференциального уравнения представлено в виде геометрической мо-дели, состоящей из трёх двухмерных сфер, пересекающихся в одной точке А, см. рис.1. На сферах определено поле Якоби, кото-рое представляет динамические параме-тры процесса колебаний, и геодезические (кратчайшие), которые представляют раз-меры детали и волны [1]. В результате полу-чается однозначная зависимость тензоров, определяемых полем Якоби на сферах, от соотношения размеров детали и формы ко-лебаний.
Суть метода заключается в следующем. Найти или создать некоторое пространство, в котором в геометрической форме были бы представлены, как геометрические параме-тры процесса колебаний упругой сплошной среды, так и динамические параметры. Упругая сплошная среда представляет со-бой конкретную деталь. Геометрическими параметрами процесса колебаний явля-ются размеры детали. Представленными в геометрической форме динамическими па-раметрами являются: длина стоячей волны, величина прогиба детали, перемещения
Упрощённый метод решения динамических задач теории упругости
промышленное оборудование
Рис. 1
туру очистки или ополаскивания (финиш-ной очистки).
Для работы установки очистки необ-ходима первоначальная полная заправка бака оборудования и в дальнейшем частич-ная дозаправка очистителем. Каскадное соединение баков облегчает систему доза-правки и замены жидкости, во втором баке ополаскивания всегда жидкость будет чище чем в первом.
Благодаря физическим свойствам дан-ных жидкостей, очистка происходит при ком-натной температуре или с незначительным подогревом. Углеводородные очистители быстро и без следов испаряются при нор-мальных атмосферных условиях. В связи с
этим, отсутствует необходимость подключе-ния дополнительных модулей для конденса-ции паров и сушки, что приводит к снижению энергопотребления моечного оборудования.
Несмотря на все преимущества техноло-гии струйной очистки, не стоит забывать, что данная технология предназначена, преиму-щественно, для очистки поверхностей дета-лей простой формы. В случае, если требуется промывка глухих или сквозных отверстий ма-лого диаметра, технология струйной очистки не сможет обеспечить удаления загрязнений. Как и все имеющиеся технологии очистки, струйная очистка обладает своими плюсами и минусами, очевидность которых в полной мере проявляется при применении данной
технологии к решению конкретных производ-ственных задач.
Авторы: Смирнов А.М.Генеральный директор ООО «НТК Солтек», к.т.н[email protected]
Савельев А.В.Инженер ООО «НТК Солтек»[email protected]
Рис.5 Моечная машина конвейерного типа BUPI CLEANER серии PTRAРис.4 Корзина для систем очистки комбинированного типа
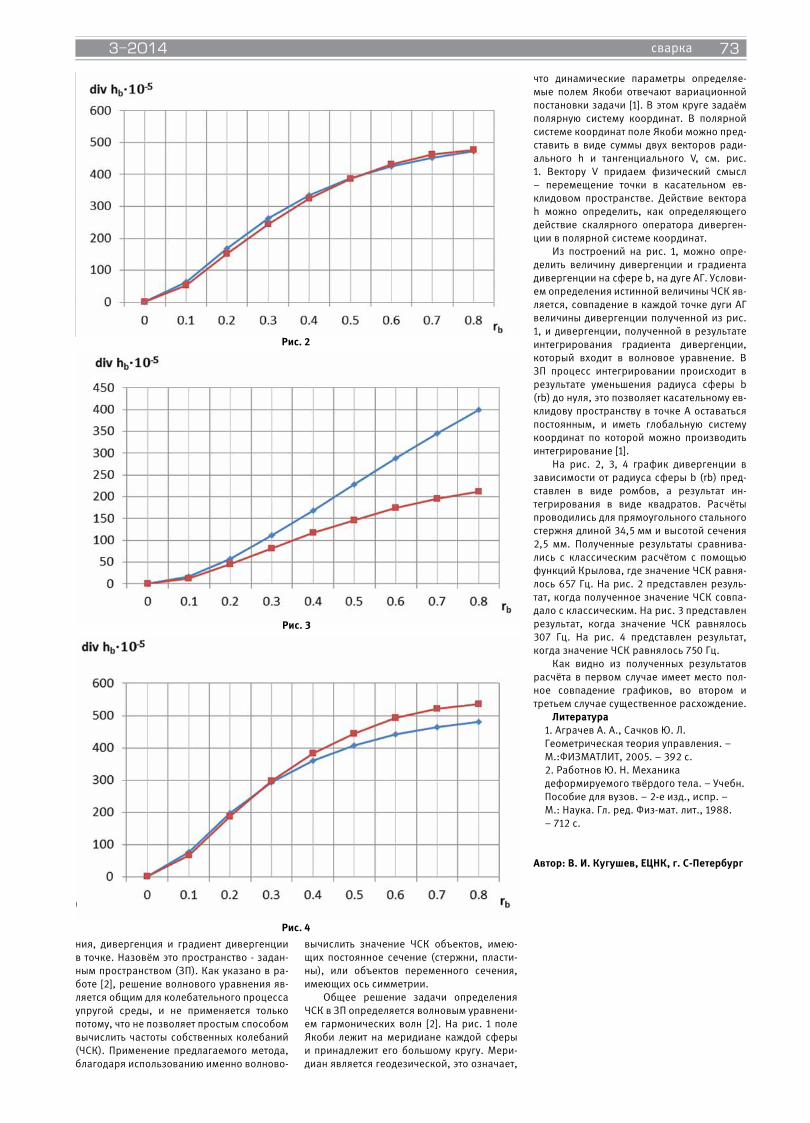
733-2014 3-2014
(смещения) точек, ротор (сдвиг) перемеще-
ния, дивергенция и градиент дивергенции в точке. Назовём это пространство - задан-ным пространством (ЗП). Как указано в ра-боте [2], решение волнового уравнения яв-ляется общим для колебательного процесса упругой среды, и не применяется только потому, что не позволяет простым способом вычислить частоты собственных колебаний (ЧСК). Применение предлагаемого метода, благодаря использованию именно волново-
го уравнения, позволяет довольно просто
вычислить значение ЧСК объектов, имею-щих постоянное сечение (стержни, пласти-ны), или объектов переменного сечения, имеющих ось симметрии.
Общее решение задачи определения ЧСК в ЗП определяется волновым уравнени-ем гармонических волн [2]. На рис. 1 поле Якоби лежит на меридиане каждой сферы и принадлежит его большому кругу. Мери-диан является геодезической, это означает,
что динамические параметры определяе-мые полем Якоби отвечают вариационной постановки задачи [1]. В этом круге задаём полярную систему координат. В полярной системе координат поле Якоби можно пред-ставить в виде суммы двух векторов ради-ального h и тангенциального V, см. рис. 1. Вектору V придаем физический смысл – перемещение точки в касательном ев-клидовом пространстве. Действие вектора h можно определить, как определяющего действие скалярного оператора диверген-ции в полярной системе координат.
Из построений на рис. 1, можно опре-делить величину дивергенции и градиента дивергенции на сфере b, на дуге АГ. Услови-ем определения истинной величины ЧСК яв-ляется, совпадение в каждой точке дуги АГ величины дивергенции полученной из рис. 1, и дивергенции, полученной в результате интегрирования градиента дивергенции, который входит в волновое уравнение. В ЗП процесс интегрировании происходит в результате уменьшения радиуса сферы b (rb) до нуля, это позволяет касательному ев-клидову пространству в точке А оставаться постоянным, и иметь глобальную систему координат по которой можно производить интегрирование [1].
На рис. 2, 3, 4 график дивергенции в зависимости от радиуса сферы b (rb) пред-ставлен в виде ромбов, а результат ин-тегрирования в виде квадратов. Расчёты проводились для прямоугольного стального стержня длиной 34,5 мм и высотой сечения 2,5 мм. Полученные результаты сравнива-лись с классическим расчётом с помощью функций Крылова, где значение ЧСК равня-лось 657 Гц. На рис. 2 представлен резуль-тат, когда полученное значение ЧСК совпа-дало с классическим. На рис. 3 представлен результат, когда значение ЧСК равнялось 307 Гц. На рис. 4 представлен результат, когда значение ЧСК равнялось 750 Гц.
Как видно из полученных результатов расчёта в первом случае имеет место пол-ное совпадение графиков, во втором и третьем случае существенное расхождение.
Литература 1. Аграчев А. А., Сачков Ю. Л. Геометрическая теория управления. – М.:ФИЗМАТЛИТ, 2005. – 392 с.
2. Работнов Ю. Н. Механика деформируемого твёрдого тела. – Учебн. Пособие для вузов. – 2-е изд., испр. – М.: Наука. Гл. ред. Физ-мат. лит., 1988. – 712 с.
Автор: В. И. Кугушев, ЕЦНК, г. С-Петербург
сварка
Рис. 2
Рис. 3
Рис. 4

74 3-2014
Реклама гласит: «СМТ (холодный пе-ренос металла) — это революционный, совершенно новый процесс в сварочных технологиях. Данный метод дает воз-можности открыть новые области его применения».
Сама аббревиатура СМТ (Cold Metal Transfer - холодный перенос металла) уже говорит об основном принципе процесса – о низком тепловложение (по сравнению с традиционным дуговым методом свар-ки). Вместе с тем все основные материалы, защитные газы, присадочные проволоки, используемые в традиционных процессах дуговой сварки, без ограничений можно использовать в процессе СМТ. С помощью данной технологии и соответствующего обо-рудования можно также получать все приме-няемые на практике геометрии шва, а также пространственные положения в сварке.
Метод СМТ в основном предназначен для дуговой сварки стали с алюминием, для сварки-пайки без разбрызгивания и для соединения тонких листов (алюминий, сталь, нержавеющая сталь).
К призывам выставочных проспектов редакция прилагает мнение специалиста, который опробовал данную технологию на практике.
Мнение эксперта по данной темеЭксперт Виктор Богословский, началь-
ник группы модернизации производства ЗАО «ЦеСИС НИКИРЭТ».
Корр.: CMT – это действительно на сегод-няшний день самая современная технология?
В.Б.: Точнее сказать это технология за-
втрашнего дня. В России такого оборудо-вания пока немного .
Наше предприятие установило в одном из производственных цехов полуавтома-тическое устройство для сварки методом CMT. Но мы на нём не варим сталь с алю-минием. Приобретение этого оборудо-вания было обусловлено другой задачей – найти технологию, при которой можно было бы, не нарушая цинкового покрытия, сваривать детали из оцинкованной стали, а также приваривать оцинкованную сталь к неоцинкованной (фото 1).
Корр.: В таком случае, почему CMT-тех-нология является более щадящей для по-крытий свариваемых изделий?
В.Б.: Можно, конечно, углубиться в подробности и тонкости данного метода – поведение капли припоя и т.п. Полагаю, что в этом нет надобности. Резюмируя, скажу только, что при использовании дан-ной технологии, в отличии от традицион-ной, сварной шов прогревается не выше температуры плавления цинка, поэтому цинковое покрытие не сгорает. Это даже скорее пайка, чем сварка.
Корр.: Насколько прочным получается сварной шов?
В.Б.: Экспериментируя, мы приварили к стальной опоре небольшой кусок оцин-кованной трубы. После чего, попытались отбить её кувалдой. Как мы не старались – отбить трубу не удалось (фото 2). На снимке чётко видна деформированная от ударов кувалды труба и абсолютно целый, словно нетронутый, шов.
В дальнейшем мы планируем прове-
сти сравнительные испытания прочности швов, полученных различными методами сварки.
Корр.: Изменилась ли скорость получе-ния сварного шва?
В.Б.: Нет, при использовании CMT-ме-тода скорость сварки по сравнению с тра-диционным способом не снижается. При этом за одну секунду сварочный аппарат совершает 60 действий.
Корр.: Какие ещё преимущества имеет CMT-технология перед традиционной?
В.Б.: В первую очередь, конечно, экономические факторы. Раньше нам приходилось варить изделия из чёрного металла, затем дробеструить, покрывать грунтом и только после этого красить. Сей-час мы варим изделия сразу из оцинкован-ной стали и, опуская процессы дробеструя и нанесения грунта, сразу красим.
И, что тоже немаловажно, соблюде-ния безопасности труда на производстве. Так как температура сварочного процесса ниже, то пары цинка не образуются. А при традиционной технологии цинк «летит» и негативно влияет на здоровье обслужива-ющего персонала.
СМТ-революция на марше
сварка

753-2014 3-2014
Многие судоремонтные компании не-сут дополнительные затраты из-за пыльных работ при подготовке корпуса судна к пе-рекраске. Пескоструйные и дробеструйные работы требуют большого количества тонн материала, дополнительного времени и тру-дозатрат на его транспортировку и утилиза-цию, а также на обеспыливание и обезжири-вание обработанной поверхности.
Sponge бластинг – единственная тех-нология, позволяющая подготавливать ме-талл без пыли и воды при степени очистки до Sa 3 и профиле до 200 микрон. Такой метод очистки и подготовки металла за один проход удаляет загрязнение, обе-зжиривает и обеспыливает поверхность, позволяя предприятиям экономить милли-оны на транспортировке абразива, време-
ни работ и зарплате операторов. В статье показаны отличия технологии Sponge от других технологий на конкретных приме-рах в кейсах.
Беспыльная технология Sponge бла-стинг удаляет коррозию и старую краску с конструкций морских буровых установок, нефтяных платформ, промышленных, во-енных и коммерческих кораблей, барж, танкеров.
Абразив Sponge Media представля-ет собой частички губки, внутри которых содержатся традиционные абразивные материалы. Губчатая структура снижает рикошет частиц так, что они падают на не-большом расстоянии от обрабатываемой поверхности в рабочей зоне, а традици-онные абразивные материалы снимают загрязнения и создают в зависимости от их
размера нужный профиль. В то же время, если использовать традиционные абрази-вы отдельно от губки, они разбиваются о поверхность, создают неровный профиль и пыль в рабочей зоне. Это негативно сказы-вается на скорости работ, качестве очист-ки поверхностей, здоровье рабочих и без-опасности окружающей среды. Применение: •Очисткиисозданияпрофиляна чугуне, углеродистой и нержавеющей стали, меди, бронзе, никеле, стекловолокне, цинке и алюминии;
•Точечнойочисткиповерхности корпуса кораблей, профилированной стали, сварных швов крепежа грузов, палуб по периметру, не допуская попадания абразива в вентиляционные шахты;
•Выборочногоснятияпокрытияс сосудов, поддонов картера, емкостей для чистой и загрязненной воды, баллеров, шпигатов, крыльев ходового мостика и обтекателей;
•Очисткитопливныхбаков; •Очисткихрупкихучастков, механического управления в помещениях, вентиляционных шахтах, выкачивания и поглощения в камерах давления. Беспыльная технология подготовки
поверхности Spongе бластинг обладает ря-дом неоспоримых преимуществ: •Универсальность–приобработкеповерхности создается профиль от 0,25 до 5 мил.
•Экономияденегнапотреблении материала, транспортировке, рабочих, т. к. абразив можно использовать до 10 раз.
Чистота и отсутствие влаги в зоне работ:
•Лучшаявидимость,т.к.абразивпослеудара о поверхность не разбивается;
•Подавлениепылеообразования до 93%;
•Снятиепокрытиябезсоздания жидкого потока, требующего уборки;
•Деликатность; •Очисткапроисходитсминимальнымвредом для основы;
Правильная подготовка корпуса судна к нанесению покрытий
промышленное оборудование

76 3-2014
•Минимальноевоздействиедля окружающей среды и оборудования из-за низкого пылеобразования и малого рикошета (3-4 метра);
•Контрольизлишнейобработки поверхности и потребности в перекрашивании.Таким образом, Sponge бластинг дей-
ствительно позволяет проводить ремонт-ные работы в разы быстрее и дешевле для заказчика.
Компания «Инновационные индустри-альные технологии» является официаль-ным дистрибъютором технологии Sponge бластинг в России и странах СНГ.
Sponge-бластинг экономит время строительства нефтяных танкеров
Системы Spongе бластинг при очистке и подготовке корпусов нефтяных танкеров.
Качество сварных швов на длитель-ность жизненного цикла покрытий было очевидно для компании-владельца одного из финских нефтяных танкеров. В резуль-тате компания заключила договор с япон-ской судостроительной верфью с целью постройки нефтяного танкера «Темпера», для которого были разработаны строгие требования к подготовке поверхности. Спецификация с требованием к очистке поверхности SA 2,5 и требованием к про-филю металла на менее чем 25 микрон на сварных швах балластовой цистерны и монтажных швах. После всех полевых испытаний абразив Sponge Media был выбран на замену традиционным матери-алам, основываясь на его несомненных преимуществах: •Созданиепостоянногопрофиляот25микрон – материал Silver Sponge Media + превысил требования к очистке поверхности уровня SSPC – SP 11, получив единую шероховатость размера 40 – 75 микрон. Песок при подготовке поверхности царапает поверхность, создавая неровный профиль, так как разные частички абразива создают различный профиль от 10 до 35 микрон, и проведенная работа не удовлетворяет требованиям спецификаций;
•Малыйрикошет–полиуретановый губчатый материал Sponge Media уменьшает рикошет и не наносит
ущерба смежным поверхностям, не нуждающимся в обработке. Такая
структура позволяет легко собирать и хранить материал; •Простойконтроль–уникальный механизм Sponge комбинируется с
отличной видимостью оператора, поэтому специалист может работать, не задевая другие поверхности.
Подготовка поверхности корпусов су-дов патруля береговой охраны США
Отряды американской береговой охра-ны постоянно используют сухую беспыльную технологию Sponge бластинг для снятия кра-ски и загрязнений с патрульных лодок.
Преимущества сухого, беспыльного метода очистки с возможностью повторно-го использования абразива сыграли клю-чевую роль в принятии решения о закупке оборудования для Sponge бластинга Отде-лением промышленной поддержки амери-канской береговой охраны. Традиционные абразивы были заменены на материал Sponge Media для очистки помещений и корпуса лодок длиной от 41 до 55 футов. Этот абразив используется для снятия око-ло 10 мил верхнего слоя эпоксидной смолы и грунтовки.
Преимущества и выгоды: •Простоеконтролированиерабочегопроцесса – требуемый высокий уровень контроля работы при использовании воды под высоким давлением для направления потока в нужную сторону требует чрезмерных затрат;
•Низкоепылеобразование.Бластингобычным абразивом слишком дорог из-за необходимости применения
специальной системы очистки воздуха; •Вторичноеиспользование отработанного абразива – повторное использование материала Sponge Media сокращает общие расходы на проект
из-за уменьшения покупаемого материала.После работ бригады патрульной служ-
бы США подтвердили успешность обра-ботки поверхности Sponge бластингом: отсутствие пыли, возможность работать без воды с малыми трудозатратами на транспортировку и утилизацию, с меньшим количеством рабочих. В настоящий момент
технология Sponge бластинг используется для ремонта корпусов и трюмов лодок бе-реговой охраны США.
Подготовка поверхности для транс-
портных и пассажирских паромовПортовое управление западного побе-
режья США использует технологию Sponge бластинга для снятия тяжелой нескользя-щей морской эпоксидной смолы с пасса-жирских судов с минимальными останов-ками транспорта.
Портовое управление западного побе-режья США занимается снятием старого покрытия и последующей окраской пасса-жирских паромов, используемых для пе-ревозки большого потока пассажиров. Пе-ред управленцами компании стоит задача найти возможности ремонта паромов без сокращения пассажирского потока. Не-большие помещения, коридоры, лестницы, ведущие к пассажирским и автомобиль-ным палубам необходимо чистить от ста-рой краски, подготавливать поверхность и наносить новую без нанесения вреда хруп-кому оборудованию, которое часто стоит поблизости.
Решение использовать технологию Sponge бластинг вместо традиционных си-стем было принято под влиянием следую-щих факторов: •Низкоепылеобразование,хрупкоеоборудование – двигатели, генераторы, воздухозаборники – часто стоит рядом и с местом проведения работ, и высокое пылеобразование мешает процессу подготовки поверхности. Абразив Sponge Media содержит в губчатой
основе традиционные абразивы, которые, при использовании их в
качестве порошка, превращаются в пыль.
•Быстраяочисткарабочейзоны– перед портовой службой США стояла
необходимость в минимизации времени на очистку, так как бластинг и покраска в США разрешены только с 2-х до 5-ти часов ночи. Губчатый абразив Sponge Media снижает рикошет частиц, так как поглощает энергию столкновения. Частицы Sponge Media падают в непосредственной близости от установки, облегчая уборку.
промышленное оборудование

773-2014 3-2014 промышленное оборудование
Были достигнуты отличные результаты в очистке поверхности от слоя эпоксидной смолы и противоскользящего покрытия толщиной от 10 до 30 мил. Эффективность работы увеличилась на 50%
Спустя 3 года после подготовки по-верхности, она все еще соответствует спецификациям.
Подготовка поверхности на навигаци-
онных глубоководных морских буях Канадская береговая охрана очища-
ет трехслойные загрязнения на глубоко-водных буях с помощью безопасной для окружающей среды технологии Sponge бластинга.
Канадская береговая охрана искала способ очистки глубоководных буев от ржавчины и морских загрязнений. В спец-ификациях на очистку поверхности стояла задача снять слой эпоксидного покрытия толщиной 15-20 мил и создать шерохова-тость поверхности глубиной 3-4 мил (75-100 микрон). Хотя традиционные абразивы могли бы быть использованы для заверше-ния работ, но тогда издержки бы вырос-ли, так как был бы нанесен больший вред для окружающей среды и работа операто-ров осложнилась. Материал Silver Sponge Media был выбран береговой охраной на основе неоспоримых преимуществ: •Низкоепылеобразование–очисткаобъекта была запрещена на открытом пространстве, поэтому возникла потребность в ограничении выбросов пыли в воздух. Абразивы Sponge Media имеют пористую структуру, поэтому его использование
сокращает выброс пыли в воздух до 93%;
•Возможностьповторного использования – ограничения по потреблению и последующей утилизации абразивного материала и остатков антифоулянтного покрытия требовали поиска способов переработки отходов. Абразив
Sponge Media можно использовать до 10 раз, таким образом, сокращается потребление материала, рабочей силы, времени на уборку;
•Экономиясредств–объект требовал простой уборки рабочей зоны и хорошего качества воздуха
окружающей среды. Пористый абразив Sponge Media поглощает энергию столкновения, поэтому снижается
амплитуда рикошета и пылеобразование. После работы с материалом Sponge Media из-за низкого пылеобразования и маленького рикошета системы очистки воздуха не требовались. Очистка поверхности буев размером
350 квадратных футов (116 кв. м) со скоро-стью 1,5 квадратных фута в минуту позво-лила сэкономить средства на демонтаже и завершении работ без приостановки.
Подготовка поверхности для маломер-
ных судов из стекловолокна Главный парк развлечений США ис-
пользовал систему очистки Sponge-Jet для снятия многослойного, морского эпоксид-ного покрытия с деликатных маломерных лодок из стекловолокна.
Парк развлечений нуждался в снятии старого покрытия и перекраски отдель-ных маломерных лодок из стекловолокна. Подверженные палящему солнцу и морско-му климату, маломерные суда были извле-чены из воды, очищены от старого покры-тия, перекрашены и быстро возвратились в эксплуатацию. Сотрудники парка решили протестировать технологию Sponge бла-стинга для снятия с лодок морского эпок-сидного покрытия толщиной от 20 до 40 мил, создавая профиль толщиной менее 1 мила без вреда для будущего хрупкого гелькоута.
Решение снять 40 квадратных футов (13 кв. метров) покрытия с маломерных судов с использованием абразива Sponge Media размеров 40-60 было принято, т. к. система соответствовала следующим требованиям: •Низкийрикошет–очистка происходила рядом с озером, поэтому при проведении работ
требовался маленький рикошет. Губчатая структура абразива Sponge Media поглощает энергию столкновения, снижая рикошет;
•Универсальность–очисткадостаточноагрессивна для снятия многослойного морского покрытия и достаточно деликатна, чтобы не нанести вреда гелькоуту и стекловолокну. Губчатая структура материала Sponge Media, абразивы внутри губчатого материала позволяет оператору снять покрытие на отдельных участках и контролировать создание профиля – в отличие от других абразивных материалов;
• Низкоепылеобразование– пылеобразование и маленький рикошет были наиболее важными факторами при выборе абразива, так как рыхлая структура снимаемого покрытия при большем рикошете нанесла бы вред окружающей среде. Абразивы Sponge Media снижают пылеобразование до 93 %, так как полиуретановая губка делает удары о поверхность более равномерными. Губчатая структура также поглощает энергию столкновения, значительно уменьшая деформацию частиц.Абразивы Sponge Media эффективно
используются для создания высокока-чественного профиля. Скорость работы бластеров достигает приблизительно 1,4 квадратного фута в минуту (28 квадратных метров в час), снимая морское эпоксидное покрытие и создавая профиль толщиной менее 1 мила на гелькоуте с низким пыле-бразованием и маленьким рикошетом.
Автор: Ирина Батуринаменеджер по маркетингуООО «Инновационные Индустриальные Технологии»+7 (495) 927 0223+7 (495) 663 7183www.ist-russia.ru

78 3-2014

793-2014 3-2014