Embed Size (px)
Citation preview
T. C.
ĐSTANBUL ÜNĐVERSĐTESĐ
SOSYAL BĐLĐMLER ENSTĐTÜSÜ
ĐŞLETME ANABĐLĐM DALI
SAYISAL YÖNTEMLER BĐLĐM DALI
DOKTORA TEZĐ
TOPLAM KALĐTE YÖNETĐMĐ
UYGULAMALARININ
YAPISAL EŞĐTLĐK MODELĐ ĐLE ANALĐZĐ
ERGÜN EROĞLU
2502980173
TEZ DANIŞMANI:
PROF. DR. YILMAZ TULUNAY
ĐSTANBUL, NĐSAN 2003
ii
T. C.
ĐSTANBUL ÜNĐVERSĐTESĐ
SOSYAL BĐLĐMLER ENSTĐTÜSÜ
ĐŞLETME ANABĐLĐM DALI
SAYISAL YÖNTEMLER BĐLĐM DALI
DOKTORA TEZĐ
TOPLAM KALĐTE YÖNETĐMĐ
UYGULAMALARININ
YAPISAL EŞĐTLĐK MODELĐ ĐLE ANALĐZĐ
ERGÜN EROĞLU
2502980173
Bu tez 28 / 04 / 2003 tarihinde aşağıdaki jüri tarafından oybirliği / oyçokluğu ile
kabul edilmiştir.
Prof. Dr. Yılmaz Tulunay Prof. Dr. Öner ESEN Prof. Dr. M. Erdal Balaban
Jüri Başkanı Jüri Üyesi Jüri Üyesi
Prof. Dr. Neyran Orhunbilge Prof. Dr. Đbrahim Doğan
Jüri Üyesi Jüri Üyesi
iii
ÖZET
Bu tez çalışmasında, Toplam Kalite Yönetiminin (TKY) tanımı ve TKY sisteminin
kurulması, Genel Đşletme Performansı (GĐP) ve Türkiye imalat sektöründeki
işletmelerde uygulanan TKY uygulamaları incelenmiştir. Tezin amacı kritik TKY ve
GĐP öğelerinin belirlenmesi, TKY uygulamalarının Türkiye imalat sektöründeki
işletmelerin performansı üzerine etkilerini araştırmaktır. Bu amaç için bir model
önerilmiş, model doğrultusunda bir anket hazırlanmış ve üretici firmalardaki kalite
yöneticilerine uygulanmıştır. Kullanılan veriler 270 ISO belgeli üretim firmalarından
toplanmıştır. Geliştirilen modelde 10 TKY, 4 GĐP öğesi bulunmaktadır. Model
değişkenleri arasındaki ilişkileri analiz etmek için Yapısal Eşitlik Modeli (YEM)
kullanılmıştır. YEM analizlerinden sonra çıkan sonuçlar raporlanmıştır. Analiz
sonuçları; TKY uygulamalarının, üretim firmalarının performansı üzerine pozitif
etkilerinin olduğunu göstermiştir.
ABSTRACT
In this dissertation, definition of the Total Quality Management (TQM), the
implementation of the TQM system, General Business Performance (GBP) and TQM
practices in the Turkish manufacturing companies are explored. The aim of the thesis
is to determine the critical factors of TQM and GBP, to investigate the effects of
TQM practices on the performance of the Turkish manufacturing companies. For this
aim, a model was proposed, in the direction of model a survey was prepared and
applied to quality managers in the manufacturing companies. Using data collected
from a sample of 270 ISO certified companies. In the improved model, there are 10
TQM and 4 GBP factors. Structural Equation Modeling (SEM) was used to analyze
the relationships between these variables in the model. After the SEM analysis, the
results were reported. The results of the analysis show that TQM practices have
positive effects on the performance of the manufacturing companies.
iv
ÖNSÖZ
Bu çalışmanın amacı, Türkiye imalat sektöründe faaliyet gösteren üretim
firmalarında uygulanmakta olan Toplam Kalite Yönetimi (TKY) uygulamalarının
genel işletme performansını etkileyip etkilemediğinin incelenmesidir. Diğer bir ifade
ile bu çalışmada, TKY öğeleri ile Genel Đşletme Performansı (GĐP) öğeleri arasında
bir pozitif ilişkinin olup olmadığı araştırılmakta ve bulunan analiz sonuçlar
yorumlanmaktadır.
Son yıllarda bilim çevrelerinde, kalite konusunda bir çok çalışma yapılmıştır. Ancak,
TKY’nin işletme performansı üzerine etkilerini ortaya koyan modellerle ilgili olarak
ülkemizde yapılan çalışmaların sayısı yok denecek kadar azdır. Özellikle bu
çalışmada kullanılan Yapısal Eşitlik Modeli (YEM) konusu ülkemizde yeni yeni
uygulama alanları bulmaya başlamıştır.
Tezin uygulama ve araştırma bölümünde bir anket çalışması yapılmış ve bu anket
ISO 9000 belgeli üretim firmalarında uygulanmıştır. Anketlerin gönderilmesi ve geri
alınması internet tabanlı elektronik posta aracılığı ile sağlanmıştır. Analiz için gerekli
örnek sayısının büyük olması ve modelde bulunan değişken sayısının fazla olması bu
çalışmanın zaman açısından uzun sürmesine neden olmuştur.
Bu çalışma sırasında her zaman yanımda olan, beni maddi ve manevi olarak
destekleyen sevgili eşime, anneme, babama ve yakın arkadaşlarıma; anketlerin
doldurulmasında katkıda bulunan işletme sahip, yönetici ve çalışanlarına teşekkür
ederim.
Teşekkürlerin en büyüğü ise, benim bu konu üzerinde çalışmamı sağlayan, tezin
başlangıcından sonlandırılmasına kadar geçen sürede beni her konuda destekleyen
sayın hocalarım; Prof. Dr. Yılmaz Tulunay’a, Prof. Dr. Erdal Balaban’a, Doç. Dr.
Erhan Özdemir’e, Anabilim Dalı’mızda bulunan diğer hocalarıma ve tüm Araştırma
Görevlisi arkadaşlarıma olacaktır.
v
ĐÇĐNDEKĐLER
ÖZET ...................................................................................................................... ĐĐĐ
ABSTRACT ........................................................................................................... ĐĐĐ
ÖNSÖZ ................................................................................................................... ĐV
ĐÇĐNDEKĐLER ........................................................................................................ V
TABLOLAR LĐSTESĐ ........................................................................................... XĐ
ŞEKĐLLER LĐSTESĐ ........................................................................................... XĐĐĐ
KISALTMALAR ................................................................................................. XVĐ
GĐRĐŞ ................................................................................................................ 1
ÇALIŞMANIN AMACI ........................................................................................... 5
ÇALIŞMANIN ÖNEMĐ ........................................................................................... 6
ÇALIŞMANIN ĐÇERĐĞĐ ......................................................................................... 7
BÖLÜM 1. KALĐTE VE KALĐTE GELĐŞĐM SÜRECĐ ........................ 9
1.1. GĐRĐŞ ................................................................................................................. 9
1.2. KALĐTENĐN TANIMI .................................................................................... 10
1.3. KALĐTENĐN BOYUTLARI ............................................................................ 13
1.3.1. TASARIM KALĐTESĐ ........................................................................................ 16
1.3.2. UYGUNLUK KALĐTESĐ .................................................................................... 18
1.3.3. PERFORMANS KALĐTESĐ ................................................................................ 18
1.4. KABUL EDĐLEBĐLĐR KALĐTE DÜZEYĐ (KKD) ......................................... 19
1.5. KALĐTEYĐ ETKĐLEYEN FAKTÖRLER ....................................................... 22
1.6. KALĐTEDE SĐSTEM YAKLAŞIMI ............................................................... 23
1.7. KALĐTENĐN TARĐHÇESĐ .............................................................................. 24
1.7.1. MUAYENE ......................................................................................................... 26
1.7.2. ĐSTATĐSTĐKSEL KALĐTE KONTROL (ĐKK) .................................................. 28
1.7.3. KALĐTE KONTROL (KK) ................................................................................. 29
1.7.4. TOPLAM KALĐTE KONTROL (TKK) ............................................................. 30
BÖLÜM 2. TOPLAM KALĐTE YÖNETĐMĐ ....................................... 34
2.1. GĐRĐŞ ............................................................................................................... 34

vi
2.2. TOPLAM KALĐTE YÖNETĐMĐ’NĐN TANIMI ............................................. 37
2.3. TÜRKĐYE’DE TOPLAM KALĐTE YÖNETĐMĐ ........................................... 43
2.4. TKY’DE SÜREKLĐ ĐYĐLEŞTĐRME (KAIZEN) ............................................ 44
2.4.1. DEMING YAKLAŞIMI ...................................................................................... 51
2.4.2. JURAN YAKLAŞIMI ......................................................................................... 54
2.4.3. FEIGENBAUM YAKLAŞIMI ............................................................................ 56
2.4.4. CROSBY YAKLAŞIMI ...................................................................................... 57
2.4.5. ISHIKAWA YAKLAŞIMI .................................................................................. 59
2.4.6. TAGUCHI YAKLAŞIMI .................................................................................... 59
2.4.7. IMAI YAKLAŞIMI ............................................................................................. 60
2.4.8. HANDY YAKLAŞIMI ....................................................................................... 61
2.4.9. HUNT YAKLAŞIMI ........................................................................................... 62
2.4.10. PETERS YAKLAŞIMI ..................................................................................... 63
2.4.11. HOYLE YAKLAŞIMI ...................................................................................... 63
2.4.12. TOPLAM KALĐTE SĐSTEMĐNĐN YÖNETĐLMESĐ ........................................ 64
2.5. KALĐTE GELĐŞTĐRME TEKNĐKLERĐ VE ARAÇLARI ............................. 66
2.5.1. KIYASLAMA (BENCHMARKING) ................................................................. 67
2.5.1.1. Kıyaslama Türleri ......................................................................................... 70
2.5.2. KALĐTE FONKSĐYONU YAYILIMI - KALĐTE EVĐ ....................................... 71
2.5.3. HATA MODU VE ETKĐ ANALĐZĐ ................................................................... 73
2.5.4. KALĐTE ĐÇĐN DENEY TASARIMI ................................................................... 74
2.5.4.1. Ürün Tasarım Aşaması ................................................................................. 76
2.5.4.2. Süreç Tasarımı Aşaması ............................................................................... 77
2.5.5. TAGUCHI KALĐTE KAYBI FONKSĐYONU VE KALĐTE SEVĐYESĐ ........... 78
2.5.5.1. Kalite Kaybı Fonksiyonu ............................................................................. 79
2.5.6. ÜRETĐM VE MONTAJ ĐÇĐN TASARIM .......................................................... 81
2.5.6.1. Üretim ve Montaj Đçin Tasarımda Temel Đlkeler: ......................................... 82
2.5.7. HOSHĐN KANRĐ (HOSHIN PLANLAMA) ....................................................... 82
2.5.7.1. Hoshin Planlama Süreci ............................................................................... 83
2.5.7.2. Stratejik Planlama ve Hoshin ....................................................................... 84
2.5.8. POKA-YOKE ...................................................................................................... 86
2.6. ĐSTATĐSTĐKSEL SÜREÇ KONTROL TEKNĐKLERĐ .................................. 87
2.6.1. AKIŞ DĐYAGRAMI ............................................................................................ 89
2.6.2. ĐŞARET ÇĐZELGESĐ .......................................................................................... 90
vii
2.6.3. PARETO DĐYAGRAMI ..................................................................................... 91
2.6.4. NEDEN – SONUÇ DĐYAGRAMI ...................................................................... 93
2.6.5. HĐSTOGRAM ..................................................................................................... 94
2.6.6. DAĞILMA DĐYAGRAMI .................................................................................. 95
2.6.7. KONTROL GRAFĐKLERĐ ................................................................................. 96
2.6.8. DĐĞER YARDIMCI TEKNĐKLER .................................................................... 98
2.6.8.1. Beyin Fırtınası .............................................................................................. 98
2.6.8.2. Nominal Grup Çalışması .............................................................................. 99
2.6.9. YEDĐ YENĐ KALĐTE KONTROL ARACI ........................................................ 99
2.6.9.1. Đlişki Diyagramı (Relations Diagram) ........................................................ 100
2.6.9.2. Yakınlık Diyagramı (Affinity Diagram) .................................................... 101
2.6.9.3. Sistematik Diyagram (Systematic Diagram) .............................................. 102
2.6.9.4. Matris Diyagramı (Matrix Diagram) .......................................................... 103
2.6.9.5. Matris Veri Analiz Diyagramı (Matrix Data-Analysis) ............................. 103
2.6.9.6. Süreç Karar Program Kartları (Process Decision Program Chart) ............. 104
2.6.9.7. Ok Diyagramı (Arrow Diagram) ................................................................ 105
2.6.10. KALĐTE ÇEMBERLERĐ (QUALITY CIRCLES) .......................................... 106
2.7. ISO 9000 KALĐTE GÜVENCE SĐSTEM STANDARDI ............................. 108
2.7.1. ISO 9001 ............................................................................................................ 111
2.7.2. ISO 9002 ............................................................................................................ 111
2.7.3. ISO 9003, ISO 9004 VE ISO 9005 .................................................................... 112
2.7.4. ISO 9000: 2000 KALĐTE YÖNETĐM SĐSTEMĐ ............................................. 112
2.7.5. ISO 9000 STANDARTLARININ ÖNE SÜRDÜĞÜ KOŞULLAR ................. 113
2.8. TKY’DE KALĐTE ĐYĐLEŞTĐRME MODELLERĐ ....................................... 115
2.8.1. BALDRĐGE KALĐTE MÜKEMMELLĐK MODELĐ ........................................ 115
2.8.2. AVRUPA ĐŞ MÜKEMMELLĐK MODELĐ ..................................................... 117
2.8.3. TÜSĐAD-KALDER KALĐTE ÖDÜLÜ (MÜKEMMELLĐK MODELĐ) .......... 121
2.9. TOPLAM KALĐTE YÖNETĐMĐNĐN TEMEL ÖĞELERĐ ........................... 123
2.9.1. VĐZYON SAHĐBĐ VE PLANLI OLMA ........................................................... 123
2.9.2. KALĐTE SĐSTEM GELĐŞTĐRME ..................................................................... 123
2.9.3. TEDARĐKÇĐ KALĐTE YÖNETĐMĐ .................................................................. 125
2.9.4. SÜREÇ KONTROL VE GELĐŞTĐRME ........................................................... 125
2.9.5. ÜRÜN DĐZAYNI .............................................................................................. 126
2.9.6. LĐDERLĐK ......................................................................................................... 127

viii
2.9.7. ÇALIŞANLARIN KATILIMI........................................................................... 130
2.9.8. ÇALIŞANLARI FARK ETME VE ÖDÜLLENDĐRME .................................. 130
2.9.9. EĞĐTĐM VE ÖĞRETĐM .................................................................................... 131
2.9.10. MÜŞTERĐ ODAKLILIK ................................................................................. 132
2.10. KALĐTE MALĐYETLERĐ ........................................................................... 134
2.10.1. YATIRIM MALĐYETLERĐ ............................................................................ 137
2.10.2. FAALĐYET MALĐYETLERĐ .......................................................................... 137
BÖLÜM 3. GENEL ĐŞLETME PERFORMANSI .............................. 141
3.1. GĐRĐŞ ............................................................................................................. 141
3.2. PERFORMANSIN TANIMI ......................................................................... 142
3.3. TKY ÇERÇEVESĐNDE PERFORMANSIN BOYUTLARI ........................ 143
3.4. GENEL ĐŞLETME PERFORMANSI ÖĞELERĐ ......................................... 145
3.4.1. ÜRÜN KALĐTESĐ ............................................................................................. 145
3.4.2. ÇALIŞANLARIN TATMĐNĐ ............................................................................ 145
3.4.3. MÜŞTERĐ TATMĐNĐ ........................................................................................ 147
3.4.4. STRATEJĐK ĐŞLETME PERFORMANSI ........................................................ 148
BÖLÜM 4. YAPISAL EŞĐTLĐK MODELĐ ......................................... 149
4.1. GĐRĐŞ ............................................................................................................. 149
4.2. YAPISAL EŞĐTLĐK MODELĐ GELĐŞĐM SÜRECĐ ..................................... 150
4.3. GENEL ĐSTATĐSTĐK BĐLGĐLER ................................................................ 151
4.4. FAKTÖR ANALĐZĐ ...................................................................................... 153
4.4.1. FAKTÖR ANALĐZĐNE ĐLĐŞKĐN TEMEL KAVRAMLAR ............................ 155
4.5. TEMEL BĐLEŞENLER ANALĐZĐ ................................................................ 156
4.5.1. ROTA DĐYAGRAMI ....................................................................................... 161
4.5.2. YAPISAL EŞĐTLĐK MODELĐ (YEM) ............................................................. 163
4.5.3. MODEL BELĐRLEME (MODEL SPEDIFICATION) .................................... 164
4.5.4. MODEL TANIMLAMA (MODEL IDENTIFICATION) ............................... 166
4.5.5. ÖRNEK UYGULAMA ..................................................................................... 168
4.5.6. MODEL TAHMĐNĐ VE MODEL TESTĐ ......................................................... 177
4.5.7. ÇIKARIM TEKNĐKLERĐ ................................................................................. 179
4.5.8. ÖRNEK HACMĐ ............................................................................................... 180
4.5.9. YEM VE DFA’NIN FARKLARI ..................................................................... 181
ix
4.5.10. MODELĐN ĐSTATĐSTĐKSEL UYGUNLUĞU ............................................... 182
BÖLÜM 5. ARAŞTIRMA MODELĐ VE METODOLOJĐSĐ ............ 187
5.1. ARAŞTIRMANIN AMACI .......................................................................... 187
5.2. ARAŞTIRMA MODELĐ VE MODEL DEĞĐŞKENLERĐ ............................ 187
5.2.1. ARAŞTIRMA MODELĐ ................................................................................... 187
5.2.2. MODEL DEĞĐŞKENLERĐ ............................................................................... 191
5.3. ARAŞTIRMA MODELĐ VE HĐPOTEZLER ................................................ 192
5.4. ARAŞTIRMA METODOLOJĐSĐ .................................................................. 200
5.4.1. ARAŞTIRMA VE ANKET TÜRÜ ................................................................... 200
5.4.2. ANKET TASARIMI ......................................................................................... 201
5.4.3. HEDEF KĐTLE VE ÖRNEKLEME .................................................................. 202
5.4.4. ÖRNEKLEME VE ÖRNEK HACMĐ ............................................................... 203
5.4.5. ARAŞTIRMANIN DEĞĐŞKENLERĐ ............................................................... 204
5.4.6. ARAŞTIRMANIN KAPSAMI VE KISITLARI ............................................... 205
BÖLÜM 6. UYGULAMA VE VERĐLERĐN ANALĐZĐ ..................... 206
6.1. GĐRĐŞ ............................................................................................................. 206
6.2. DEMOGRAFĐK ÖZELLĐKLER ................................................................... 206
6.3. VERĐLERE AĐT GÜVENĐLĐRLĐK VE GEÇERLĐLĐK ANALĐZĐ ............... 209
6.4. GĐRDĐ MATRĐSĐNĐN SEÇĐMĐ ..................................................................... 227
6.5. YAPISAL EŞĐTLĐK MODELĐ ANALĐZLERĐ ............................................. 229
6.6. ANALĐZ SONUÇLARI ................................................................................ 234
6.6.1. MODEL A’YA ĐLĐŞKĐN ANALĐZ SONUÇLARI ........................................... 234
6.6.2. MODEL B’YE ĐLĐŞKĐN ANALĐZ SONUÇLARI ............................................ 239
6.6.3. MODEL C’YE ĐLĐŞKĐN ANALĐZ SONUÇLARI ............................................ 241
6.6.4. MODEL D’YE ĐLĐŞKĐN ANALĐZ SONUÇLARI ........................................... 242
6.6.5. DENEME UYGULAMASI ............................................................................... 243
SONUÇ VE ÖNERĐLER ............................................................................. 245
KAYNAKLAR.............................................................................................. 247
EKLER .......................................................................................................... 266
EK-1: ARAŞTIRMA ANKETĐ ............................................................................ 266
x
EK-2: ANKET VERĐLERĐNE ĐLĐŞKĐN FREKANS TABLOSU ....................... 273
EK-3: VERĐLERE ĐLĐŞKĐN TANIMLAYICI ĐSTATĐSTĐK DEĞERLERĐ ....... 276
ÖZGEÇMĐŞ .................................................................................................. 280
xi
TABLOLAR LĐSTESĐ
Tablo 1. Đşletme Fonksiyonları ve Bazı Görevleri ---------------------------------------- 33
Tablo 2. Klasik Yönetim Anlayışı ile TKY Anlayışının Karşılaştırılması ------------ 42
Tablo 3. Yönetim Fonksiyonları, ürün fazı, yapılacak girişim -------------------------- 66
Tablo 4. Đstatistiksel Süreç Kontrolü Tekniklerinin Kullanım Alanları ---------------- 88
Tablo 5. Đşaret Çizelgesi Tablosu ------------------------------------------------------------ 91
Tablo 6. Pareto Diyagramı Đçin Veri Tablosu ---------------------------------------------- 92
Tablo 7. TKY Ölçeklerine Đlişkin Güvenilirlik Analizleri ----------------------------- 212
Tablo 8. GĐP Ölçeklerine Đlişkin Güvenilirlik Analizleri ------------------------------- 213
Tablo 9. Değişken Çıkartıldıktan Sonra, Müşteri Tatmini ve Stratejik Đşletme
Performansı Ölçeklerine Ait Güvenilirlik Analizleri ----------------------------- 213
Tablo 10. Ölçek 1: Vizyon sahibi ve planlı olma ölçeği ile ilgili faktör analizi ---- 214
Tablo 11. Ölçek 1: Vizyon Sahibi ve Planlı Olma Ölçeğine Ait Yeni Faktör Analizi
-------------------------------------------------------------------------------------------- 215
Tablo 12. Ölçek 2: Kalite Sistem Geliştirme Ölçeğine Đlişkin Faktör Analizi ------ 215
Tablo 13. Ölçek 3: Tedarikçi Kalite Yönetimi Ölçeğine Đlişkin Faktör Analizi ---- 216
Tablo 14. Ölçek 3: Tedarikçi Kalite Yönetimi Ölçeğine Đlişkin Yeni Faktör Analizi
-------------------------------------------------------------------------------------------- 217
Tablo 15. Ölçek 4: Süreç Kontrol ve Geliştirme Ölçeğine Đlişkin Faktör Analizi -- 217
Tablo 16. Ölçek 5: Ürün Dizaynı Ölçeğine Đlişkin Faktör Analizi -------------------- 218
Tablo 17. Ölçek 5: Ürün Dizaynı Ölçeğine Đlişkin Yeni Faktör Analizi ------------- 218
Tablo 18. Ölçek 6: Müşteri Odaklılık Ölçeğine Đlişkin Faktör Analizi -------------- 219
Tablo 19. Ölçek 6: Müşteri Odaklılık Ölçeğine Đlişkin Yeni Faktör Analizi -------- 219
xii
Tablo 20. Ölçek 7: Liderlik Ölçeğine Đlişkin Faktör Analizi -------------------------- 220
Tablo 21. Ölçek 8: Çalışanların Katılımı Ölçeğine Đlişkin Faktör Analizi ----------- 220
Tablo 22. Ölçek 9: Eğitim ve Öğretim Ölçeğine Đlişkin Faktör Analizi ------------- 221
Tablo 23. Ölçek 10: Çalışanları Fark Etme ve Ödüllendirme Ölçeğine Đlişkin Faktör
Analizi ----------------------------------------------------------------------------------- 221
Tablo 24. Ölçek 10: Çalışanları Fark Etme ve Ödüllendirme Ölçeğine Đlişkin Yeni
Faktör Analizi -------------------------------------------------------------------------- 222
Tablo 25. Ölçek 11: Çalışanların Tatmini Ölçeğine Đlişkin Faktör Analizi ---------- 222
Tablo 26. Ölçek 11: Çalışanların Tatmini Ölçeğine Đlişkin Yeni Faktör Analizi --- 223
Tablo 27. Ölçek 12: Ürün Kalitesi Ölçeğine Đlişkin Faktör Analizi ------------------ 223
Tablo 28. Ölçek 12: Ürün Kalitesi Ölçeğine Đlişkin Yeni Faktör Analizi------------ 224
Tablo 29. Ölçek 13: Müşteri Tatmini Ölçeğine Đlişkin Faktör Analizi --------------- 224
Tablo 30. Ölçek 13: Müşteri Tatmini Ölçeğine Đlişkin Yeni Faktör Analizi -------- 225
Tablo 31. Ölçek 14: Stratejik Đşletme Performansı Ölçeğine Đlişkin Faktör Analizi 225
Tablo 32. Ölçek 14: Stratejik Đşletme Performansı Ölçeğine Đlişkin Yeni Faktör
Analizi ----------------------------------------------------------------------------------- 226
Tablo 33. Geçerlilik Analizi Sonucu Değişken Çıkarımı Đşlemlerinin Yapılmasından
Sonra Ölçeğe Đlişkin Elde Edilen Güvenilirlik Analizi Sonuçları --------------- 226
xiii
ŞEKĐLLER LĐSTESĐ
Şekil 1. Kalitenin Bileşenleri ----------------------------------------------------------------- 17
Şekil 2. Kalitenin sağlanmasında geçen aşamalar ----------------------------------------- 21
Şekil 3. Shewhart’ın “Đnsan-Sistem” ayrımı ----------------------------------------------- 23
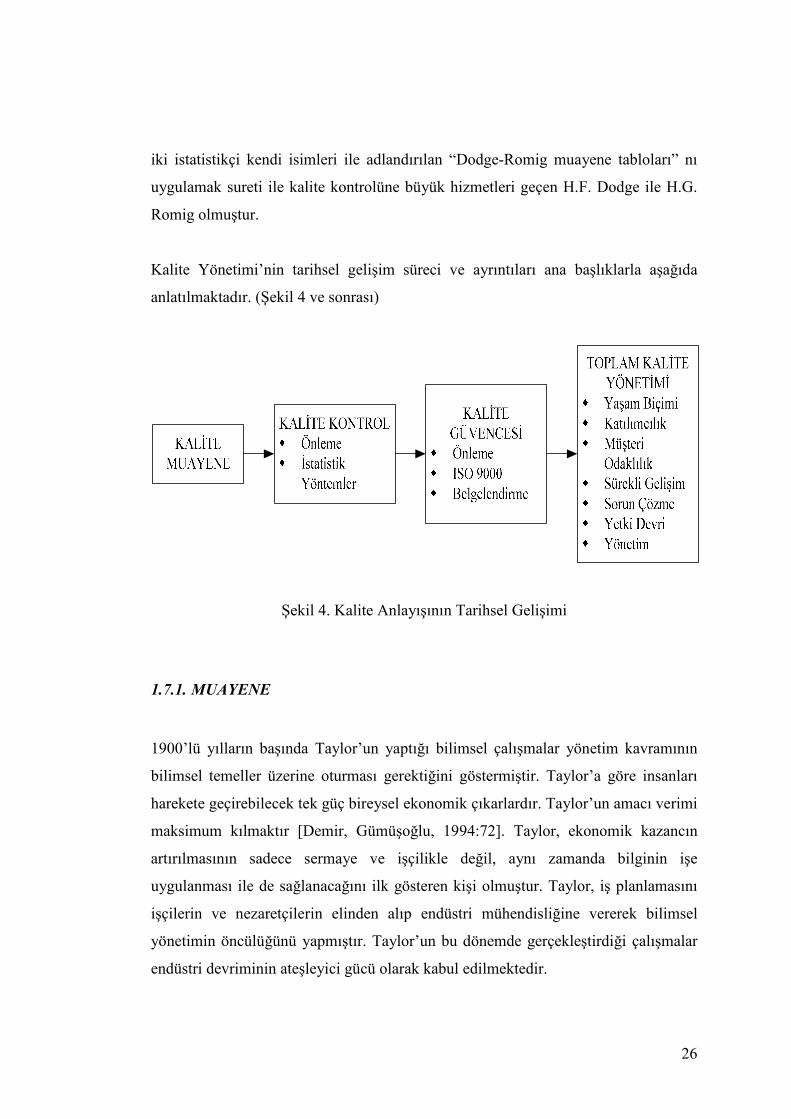
Şekil 4. Kalite Anlayışının Tarihsel Gelişimi ---------------------------------------------- 26
Şekil 5. Kalite Kontrol Organizasyonunda Temel Fonksiyonların Geri Besleme
Sistemi Đçinde Düşünülmesi ------------------------------------------------------------ 32
Şekil 6. Toplam Kalite Süreci ---------------------------------------------------------------- 35
Şekil 7. Toplam Kalite Yönetimi’ne Ulaşmak Đçin Gerekli Olan Faaliyetler ve
Olgulara Đlişkin Akış Diyagramı ------------------------------------------------------- 36
Şekil 8. Buluş yaklaşımı ve Gelişme, Kaizen Yaklaşımı ve Sürekli Gelişme --------- 45
Şekil 9. Deming’in POKÖ (PDCA) Çevrimi ---------------------------------------------- 47
Şekil 10. Sürekli Đyileştirme Piramidi ------------------------------------------------------- 50
Şekil 11. Deming’in POKÖ (PDCA) Döngüsü -------------------------------------------- 53
Şekil 12. Kalite iyileştirmede Kaizen adımları -------------------------------------------- 60
Şekil 13. KAIZEN Şemsiyesi ---------------------------------------------------------------- 61
Şekil 14. Kıyaslama Aşamaları -------------------------------------------------------------- 69
Şekil 15. Kalite Evi – KFY Bileşenleri ----------------------------------------------------- 72
Şekil 16. Renk konsantrasyon dağılımı ----------------------------------------------------- 79
Şekil 17. Kalite kaybı ile hedeflenen kalite arasındaki ilişki ---------------------------- 81
Şekil 18. TV'de kaliteli görüntü elde etmek için izlenen akış diyagramı -------------- 90
Şekil 19. Pareto Diyagramı ------------------------------------------------------------------- 93
Şekil 20. Örnek Neden Sonuç Diyagramı -------------------------------------------------- 94
xiv
Şekil 21. Örnek Histogram Diyagramı ------------------------------------------------------ 95
Şekil 22. Dağılma Diyagramı ---------------------------------------------------------------- 96
Şekil 23. Kontrol Diyagramı, Kontrol Kartı------------------------------------------------ 97
Şekil 24. Đlişki Diyagramı ------------------------------------------------------------------- 100
Şekil 25. ISO 9000 ve Toplam Kalite Yönetimi Đlişkisi -------------------------------- 111
Şekil 26. Malcolm Baldrige Ulusal Kalite Ödülü Kriterleri --------------------------- 117
Şekil 27. EFQM Avrupa Mükemmellik Modeli ----------------------------------------- 120
Şekil 28. RADAR Mantığı ------------------------------------------------------------------ 120
Şekil 29. TÜSĐAD-KalDer Ulusal Kalite Ödülü Modeli ------------------------------- 122
Şekil 30. Kalite Maliyetleri ----------------------------------------------------------------- 137
Şekil 31. TÜSĐAD-KalDer Kalite Modeli Kriterleri (Sonuçlar Bölümü) ------------ 144
Şekil 32. Açıklayıcı ve Doğrulayıcı Faktör Analizlerine Đlişkin Grafik Gösterim-- 155
Şekil 33. Asal Bileşenlerde Eksen Döndürme ------------------------------------------- 157
Şekil 34. Rota Analizinde Değişken Tipleri ve Değişkenler Arası Đlişkilere Ait
Gösterimler ------------------------------------------------------------------------------ 162
Şekil 35. Yapısal Eşitlik Modelinin Aşamaları ------------------------------------------ 164
Şekil 36. Örnek Yapısal Eşitlik Modeli (Grafik Gösterim) ---------------------------- 169
Şekil 37. Yapısal Model --------------------------------------------------------------------- 170
Şekil 38. ξ1 Değişkenine Ait Ölçüm Modeli (Faktör Modeli). ------------------------ 170
Şekil 39. Gözlenen değişkenlerle oluşturulmuş örnek model ------------------------- 172
Şekil 40. Model -1: TKY'nin GĐP Üzerine Etkisi --------------------------------------- 193
Şekil 41. Model - 2: Toplam Kalite Yönetimi’nin Genel Đşletme Performansı Öğeleri
Üzerine Etkileri ve GĐP Öğelerinin Kendi Aralarındaki Etkileşimleri --------- 194
xv
Şekil 42. Model -3: Toplam Kalite Yönetimi Unsurlarının Genel Đşletme Performansı
Üzerine Etkileri ve Genel Đşletme Performansı Unsurlarının Kendi Aralarındaki
Etkileşimleri ---------------------------------------------------------------------------- 197
Şekil 43. TKY Öğelerinin, GĐP Öğeleri Üzerine Etkileri ve GĐP Öğelerinin Kendi
Aralarındaki Etkileşimlerini Gösteren Model (Yapısal Eşitlik Modeli) ------- 230
Şekil 44. TKY Öğelerinin, GĐP Öğeleri Üzerine Etkileri ve GĐP Öğelerinin Kendi
Aralarındaki Etkileşimlerini Gösteren Model (Yapısal Model) ----------------- 231
Şekil 45. Toplam Kalite Yönetimi Öğelerinin, Genel Đşletme Performansı Öğeleri
Üzerine Etkileri ve Genel Đşletme Performansı Öğelerinin Kendi Aralarındaki
Etkileşimleri [Rota Analizi – Rota Diyagramı] ------------------------------------ 233
Şekil 46. TKY’nin GĐP Öğeleri Üzerine Etkileri ve GĐP Öğelerinin Kendi
Aralarındaki Etkileşimleri ------------------------------------------------------------ 233
Şekil 47. Toplam Kalite Yönetimi’nin (TKY), Genel Đşletme Performansı (GĐP)
Üzerine Etkisi --------------------------------------------------------------------------- 233
Şekil 48. TKY Öğelerinin, GĐP Öğeleri Üzerine Etkileri ve GĐP Öğelerinin Kendi
Aralarındaki Etkileşimlerini Gösteren Analiz Sonuçları ------------------------- 235
Şekil 49. Toplam Kalite Yönetimi Öğelerinin, Genel Đşletme Performansı Öğeleri
Üzerine Etkileri ve Genel Đşletme Performansı Öğelerinin Kendi Aralarındaki
Etkileşimleri (Analiz Sonuçları) ----------------------------------------------------- 240
Şekil 50. TKY’nin GĐP Öğeleri Üzerine Etkileri ve GĐP Öğelerinin Kendi
Aralarındaki Etkileşimleri (Analiz Sonuçları) ------------------------------------- 242
Şekil 51. Toplam Kalite Yönetimi’nin (TKY), Genel Đşletme Performansı (GĐP)
Üzerine Etkisi (Analiz Sonuçları) --------------------------------------------------- 243
xvi
KISALTMALAR
ABD Amerika Birleşik Devletleri
ASA Amerikan Đstatistik Kurumu
ASQC Amerikan Kalite Kontrol Kurumu
EOQC Avrupa Kalite Kontrol Kurumu
MIS Yönetim Bilişim Sistemi
QIS Kalite Enformasyon Sistemi
KK Kalite Kontrol
QC Quality Control
TKY Toplam Kalite Yönetimi
TQM Total Quality Management
ISO Uluslararası Standardlar Organizasyonu
Kalder Kalite Derneği
KÇ Kalite Çemberi
SKĐ Sürekli Kalite Đyileştirme
KG Kalite Güvencesi
KGS Kalite Güvence Sistemi
EFQM Avrupa Kalite Modeli
QS Kalite Sistemi
CFA Confirmatory Factor Analysis
DFA Doğrulayıcı Faktör Analizi
SEM Structural Equation Modeling
YEM Yapısal Eşitlik Modeli
EFA Exploratory Factor Analysis
AFA Açıklayıcı Faktör Analizi
LISREL Linear Structural Relations
v.d. Ve diğerleri
Burada yazılmayan diğer kısaltmalar tez bölümleri içerisinde parantezle
verilmektedir.

GĐRĐŞ
Dünya nüfusunun gün geçtikçe artması ve yerküre kaynaklarının sınırlı olması;
kaynakların etkin ve verimli kullanılması, yönetilmesi ve israfın önlenmesi
gereksinimini doğurmuştur. Ülkemiz nüfusu için de benzer durum söz konusudur.
Nüfus artış hızı üst düzeyde seyreden ülkemiz, kaynakların etkin ve verimli
kullanılması, değerlendirilmesi ve yönetilmesi konusunda aynı başarıyı
yakalayamamakta ve bunun sonucu olarak, kaynak israfının yüksek olduğu ülkeler
arasında yer almaktadır.
Küreselleşme olgusunun hızla yayıldığı; bilim, teknoloji ve iletişimde baş döndürücü
gelişmelerin kaydedildiği 2000’li yıllarda, kaynak kullanımı ve yönetimi konusunda,
Dünya’da köklü yapısal değişikliklerin meydana geldiği görülmektedir.
Ülkelerin coğrafi ve siyasi sınırlarının değişmemesine karşın, ticari sınırların giderek
ortadan kalkması ve her isteyenin istediği ülkede veya istediği ülke ile iş yapabilir
duruma gelmesi, işletmelerin bu değişim ve gelişmelerden kendisini soyutlamasını
imkansız hale getirmiştir.
Đş hayatı ile ilgili alıştığımız her sürecin sorgulandığı, iş yapma biçimlerinin kökten
değişmeye başladığı ve giderek tek pazar olma özelliği taşımaya başlayan böylesi bir
Dünya’da, kurumlar olarak ayakta kalabilmek ve öncü olabilmek eskisinden çok
daha zor olmaktadır ve işletmelerin bu konuda çok daha farklı, yeni bakış açıları
geliştirmeleri gerekmektedir.
Kaynakların kıt oluşu, işletmeler tarafından da sürekli olarak değerlendirilmekte,
yeni kaynak arayışının yanında, eski kaynakların da daha verimli ve etkin
kullanımını amaçlayan ve sürekliliğini sağlayan bir anlayış ortaya koyma çabaları
devam etmektedir.
2
Yoğun rekabet ortamında ve giderek daralan pazarda; işletmeler, başarılı
olabilmeleri, yaşamlarını sürdürebilmeleri, kendilerini diğerlerine göre bir adım öne
çıkarabilecek yeni rekabet stratejileri geliştirme ve firmanın daha kurumsal kimlik
kazanması üzerinde sürekli bir çalışmaya girmişlerdir. Đşletmeler için artık önemli
olan rekabet gücünü elinde tutmaktır. Sürekli değişkenlik gösteren rekabet
ortamında; geleceği görebilmek, buna göre yenilik yapabilmek ve yaratıcılığını en
üst seviyede tutabilmek işletmelerimiz için çok büyük önem taşımaktadır. Değişen
düzene kısa sürede ayak uydurabilen, bilgiyi elinde tutabilen ve en önemlisi
kullanabilen işletmeler, gelecekte en iyi yerlerde olacaklardır [Yenersoy, 1997].
Đşletmelerin daha önceleri çok fazla ciddiye almadıkları, işletme ile ilgili kararları
verirken göz önünde bulundurmadıkları müşteri kitlesinin; bireyselliğini keşfetmesi,
haklarını çok ciddi olarak savunmaya başlaması, alacakları ürün veya hizmetteki
beklentilerinin gün geçtikçe artması, işletmelerin bu konuda yeni stratejiler
belirlemesini ve bu stratejileri doğru biçimde uygulamasını gerektirmiştir.
70’li yılların sonlarına doğru yukarıda saydığımız gereksinimler doğrultusunda,
işletme için rekabet gücü kazandıracak, Amerika ve Japonya’da daha önceden
temelleri atılmış olan yeni yönetim anlayışının farkına varmaya başlamışlardır. Bu
yönetim anlayışı işletmelerde Toplam Kalite Yönetimi anlayışının ta kendisidir.
Çok fazla değil, bundan 15-20 yıl öncesinde; bilgisayar teknolojisinin evlerin
içerisine kadar girmediği, Dünya’nın Internet ile global bir duruma getirilemediği
zamanlarda; üretici firmaların kaliteli ve ucuz mamul üretme, pazar kapma, ürün
pazarlama, kendini yenileme ve kaynaklarını verimli kullanma gibi bir sıkıntısı
bulunmamaktaydı. Tüketicilerin çok fazla seçim hakkı ve özgürlüğü yoktu. Tüketici
hakları yeterince korunamıyordu ve tüketicilik bilinci yerleşmemişti. 21. Yüzyıl'a
girilen şu sıralarda ise durum çok farklı. Tüketici, hangi seviyede olursa olsun, daha
bilinçli hareket etmektedir. Tüketiciler artık, en iyi malı, en uygun fiyata almayı ve
sürekli servis garantisini tercih etmektedirler. Bunu karşılayabilecek kurum ya da
kuruluşların da pazara arz ettiği malı, en kaliteli, en çabuk ve en ucuz bir biçimde
üretmesi gerektiği gibi, belirli bir süreç içerisinde ürettiği malın arkasında durabilme
3
zamanı gelmiştir. Ürün ya da hizmet üreten bir kuruluş; yönetiminden, işletmesinden,
felsefesinden tutun da, ürün işlem basamaklarına, makinelerine ve hatta işçisinin
motivasyonuna değin tüm organizasyonunun kalitesini artırmak zorunda ise; bu
ancak top yekun bir sistemin o organizasyona yerleştirilebilmesiyle mümkün
olmaktadır.
Toplam Kalite Yönetimi (TKY)’nin Đngilizce karşılığı, Total Quality Management
(TQM) olarak geçmektedir. Bununla birlikte Türkçe çevirinin tam anlamıyla
Đngilizce’deki karşılığı verip veremediği zaman zaman tartışılmaktadır. Đfadeyi ilk
kullanan, kalite olgusunun Türkiye’ye yerleşmesinde büyük emeği olan Prof. Dr.
Đbrahim Kavrakoğlu olmuştur. TQM ifadesindeki “Total” sözcüğü, aslında herkesin
katılımını, süreçlerin kalitesini ve bütünlüğünü çağrıştırmaktadır. Bu nedenle, nadir
de olsa “Bütünsel Kalite Yönetimi” [Atay, 1999: s.12] deyimini de kullananlar
bulunmaktadır. Bununla birlikte TKY açılımı içerisinde asıl altı çizilmesi gereken
kelime Yönetim’dir. Elbette ürün ve hizmet kalitesi elde edemeyen hiçbir kuruluş ya
da organizasyonun yaşaması mümkün değildir. Bunları elde edebilmek ise yönetim
mükemmelliği ile mümkün olabilir. Bu nedenle öne çıkan kalite arayışı “Yönetim”
anlayışında odaklanmaktadır. TKY’nin hedefi; üründe, hizmette, üretimde, fikirde,
iletişimde ve bunları kuşatan yönetimde mükemmelliği aramaktır. TKY’nin başarısı
Toplam Yönetim Kalitesi ile doğru orantılıdır.
TKY, uzun vadede; müşterinin tatmin olmasını, başarmayı, kendi personeli ve
toplum için avantajlar elde etmeyi amaçlayan, kalite üzerine yoğunlaşmış ve tüm
personelin katılımına dayanan çağdaş bir yönetim modelidir. TKY’nin özünü
oluşturan “Kalite”, sözcüğü günümüzde işletmelerin vazgeçilmez reklam
araçlarından biri olup temel kalite politikalarının oluşturulmasında başlıca kavramdır.
Kalite, günümüzde TKY anlayışı içerisinde ele alınmaktadır. TKY anlayışı; her
alanda, her düzeyde, her süreçte sürekli iyileştirmeyi ve sürekli eğitimi,
sorumlulukların paylaşılmasını, tüm işgücünün kalite geliştirme faaliyetlerine
katılmasını ve benzeri gibi çok sayıda faaliyetler zincirini kapsamaktadır. Zincirin en
zayıf noktası, en zayıf halkasıdır. Bu nedenle, TKY zincirinin her bir halkasının çok
4
iyi öğrenilmesi ve uygulanması gerekmektedir. Başarı için bu şarttır. Çünkü TKY,
adı üstünde “Bütünsel” bir yaklaşımdır.
Toplam Kalite Yönetimi stratejisi her kurum ve kuruluşta, her düzeyde kalite yolu ile
verimliliğin artırılması ve tasarruf sağlanması için kullanılabilir ve uygulanabilir.
Uygulamada karşılaşılan en önemli darboğaz, kurum kültürünün ve her düzeyde
çalışanların kafa yapılarının değişime karşı gösterdikleri dirençtir. Bunu aşmak için,
en üst yönetimin kesin ve mutlak desteği sağlanmalı, çalışanların katılımı ve
güçlendirilmesi teşvik edilip desteklenmeli, eğitim faaliyetlerine ağırlık verilmeli ve
başarıya ulaşmanın daha kolay olduğu alanlardan başlanıp, en küçük başarılar bile
ödüllendirilmelidir. Günümüzün evrensel rekabet kuralı, müşteri memnuniyetinin,
bunun da ötesinde müşteri bağlılığının sağlanmasıdır.
Toplam Kalite Yönetimi (TKY); işletmelerde kaliteyi artırmayı, maliyetleri
düşürmeyi ve sürekli gelişim ile müşteri tatminini amaçlayan bir sistemdir. Toplam
Kalite Yönetimi’nde; bilgi teknolojileri kullanılarak ve sürekli öğrenme ortamı
sağlanarak; müşteri tatmini, kalite ve müşteri odaklı olma temel amaçtır. Toplam
Kalite Yönetimi; girdi, süreç ve çıktıların kontrol edilebilir duruma getirilmesini,
doğru üretimi ilk defasında yapmayı ve bunu her defasında tekrarlamayı, işletmenin
bir bütün olarak etkinliğini sağlamayı, esnekliğe ulaşmasını ve rekabet gücünü
artırmayı amaçlayan bir yönetimdir. [ Peker, 1993: s.49]
TKY bir düşünce tarzı ve bir yönetim felsefesidir. TKY’nde önemli olan belli bir
takım teknikleri ele alıp peş peşe uygulamak değil, her şeyden önce tutum ve
inançlarda bir değişiklik oluşturarak müşteriyi ön plana almaktır. Bunun için de
işletmede çalışanların bir kısmı değil, hepsi bu amacın içine çekilmelidir. TKY,
tutum ve davranışlarda değişiklik gerektiren bir yaklaşımdır.
TKY, yalnızca bir kalite geliştirme programı olarak ele alınmamalıdır. Kalite
geliştirme uygulamalarının temelinde istatistiksel ve matematiksel yöntemler,
sorunların çözümünde ağırlık kazanmasına rağmen, TKY’nin sosyal ve psikolojik
yönü de işletmeler için çok önemlidir.
5
Buraya kadar yapılan genel tanımlardan görülüyor ki; TKY, bir sistem olarak
işletmenin teknik, sosyal ve finansal yönünü dikkate alıp, müşteri memnuniyetini ön
plana çıkaran ve değişimlere göre esnek bir yapıyı öngören bir yönetim tarzı olarak
karşımıza çıkmaktadır. TKY için, kalite anlayışındaki gelişmelere paralel olarak
işletmelerde insan ve yönetim konusundaki gelişmeleri dikkate alıp, bunları
birleştiren bir sistemdir, denilebilir. [Paksoy, 2002: s.3]
ÇALIŞMANIN AMACI
Yukarıda Toplam Kalite Yönetimi anlayışı hakkında genel bir giriş yapılmıştır. Bu
çalışmanın asıl amacı; sadece Toplam Kalite Yönetimi felsefesini tanıtmak değil,
işletmelerde yapılan Toplam Kalite Yönetimi çalışmaları çerçevesinde bulunan
öğelerin, ülkemiz işletmelerinin performansına (iş sonuçlarına) etkilerinin ortaya
çıkarılması üzerine çeşitli istatistik araç ve programlar kullanılarak analiz edilmesi,
işletmelerin bu konudaki uygulamakta olduğu çalışmalara ilişkin farklı bir bakış
açısı geliştirebilmeleri ve bu konuda yeni stratejileri belirlerken önem verilmesi
gereken hususların ortaya çıkarılmasıdır.
Araştırmada,
• Toplam Kalite Yönetimi çerçevesindeki temel öğeler nelerdir?
• Ülkemiz işletmelerinde hangi Toplam Kalite Yönetimi öğeleri ön plana
çıkmaktadır?
• TKY çerçevesindeki Genel Đşletme Performansına ilişkin öğeler nelerdir?
• Ülkemiz işletmelerinde söz konusu Toplam Kalite Yönetimi (TKY)
Uygulamaları ile Genel Đşletme Performansı (GĐP) arasında bir ilişki (direkt
etki) var mıdır?
gibi sorulara yapılacak analiz sonuçlarına dayanarak cevap aranacaktır. Bu amaçlara
ulaşabilmek için ülkemizde Toplam Kalite Yönetimi anlayışına yönelmiş ve
başlangıç olarak bir kalite Standardına sahip firmalarda anket çalışması yapılacak,
6
elde edilecek verilerle, çeşitli istatistik yöntemler kullanılarak bu veriler analize tabi
tutulacaktır.
ÇALIŞMANIN ÖNEMĐ
Bize göre, hiçbir Standard mükemmel değildir. Kalite kavramının hiçbir Standardı
yeterli görmeyen, Toplam Kalite Yönetimi (TKY) anlayışı içerisinde ele alınması ve
kalitenin bir yaşam tarzı haline getirilmesi gereklidir. Çünkü, Toplam Kalite,
yaşamın ta kendisidir ve arkasında kalitesizliğin saklanabileceği bir perde değildir.
Kalite ülkemiz için iyi bir gelişme aracı olarak, söylem olarak kalmaktan
çıkarılmalıdır [Kavrakoğlu, 1996].
Son yıllarda bilim çevrelerinde de kalite konusunda bir çok çalışma yapılmıştır.
Sonuçta gelinen noktayı yeniden gözden geçirmenin faydalı olacağına inanıyoruz.
Bugün fabrikatöründen işçisine, mühendisinden siyasetçisine değin herkesin
üzerinde yorum yaptığı, “kalite” konusunda ne kadar yol alınabilmiştir, neler
değişmiştir? Artan kalite rüzgarlarıyla, duvarına bir kalite belgesi asan kuruluşlar
karlarını artırmışlar mıdır? Ya da bu şirketlerde çalışanların memnuniyetleri
artırılmış mıdır? Müşteriler aldıkları ürünlerden tatmin olmuşlar mıdır? Bunlar
ölçülebilmiş midir?
Bu tez çalışmasından, Toplam Kalite Yönetimi ve Đstatistik analiz konularında bilgi
toplumuna ve işletmelere aşağıda sayılan katkıların sağlanacağı beklenmektedir.
• Toplam Kalite Yönetimi anlayışının açıklanması ve ülkemizdeki
uygulamaları hakkında bilgi verilmesi,
• Ülkemiz işletmelerinin performans göstergeleri üzerine farklı bir bakış açısı
getirmesi,
7
• Toplam Kalite Yönetimi anlayışı ile ilgili olarak çok sayıda çalışma olmasına
rağmen, bu anlayışın ülkemiz işletmelerinde rekabet gücü kazandırması
açısından çıkan sonuçlarla yeni stratejilerin belirlenmesi,
• Ülkemizde henüz yeni yeni uygulanmakta olan, Đstatistikte henüz yeni
kullanıma sahip olan Yapısal Eşitlik Modeli teknikler dizisi hakkında sosyal
bilimcilere kaynak oluşturacak yeni bir çalışmanın ortaya çıkarılması.
ÇALIŞMANIN ĐÇERĐĞĐ
Bu tez çalışması giriş bölümü hariç yedi bölümden oluşmaktadır. Giriş bölümünde
kısaca Toplam Kalite Yönetimi anlayışı tanıtılmış, tez çalışması hakkında genel
bilgiler verilmiş, tez çalışmasının amacı, önemi, kapsamı, araştırma problemi ve tez
çalışmasının genel yapısı ve tez bölümlerinin içeriği sunulmuştur.
Giriş bölümünden sonraki birinci bölümde; kalite, kalitenin ayrıntıları ve kalite
gelişim süreci anlatılacak, Toplam Kalite Yönetimi felsefesinin yerleşmeye
başlamasına kadar geçen kalite süreçleri hakkında genel bilgiler verilmektedir.
Đkinci bölümde, Toplam Kalite Yönetimi felsefesinin tanımı ve tarihsel gelişimi
anlatılacak, Toplam Kalite Yönetiminde sürekli gelişimi sağlayacak araç ve
yöntemler anlatılmaktadır. Dünya da uygulanan çeşitli kalite yönetimi modelleri
hakkında bilgi verilemektedir. Ayrıca Toplam Kalite Yönetimi öğeleri
açıklanmaktadır.
Üçüncü bölümde, ülkemiz işletmelerinde oluşan uygulamalar doğrultusunda genel
işletme performansı hakkında bilgiler verilmekte ve genel işletme performansı
öğeleri ile ilgili açıklamalar yapılmaktadır.
Dördüncü bölümde, tez çalışmasının araştırma metodolojisi bölümündeki
araştırmada bulunan modellerin analizinde kullanılacak olan istatistik yöntemler
8
hakkında bilgi verilmektedir. Tez çalışmasının Sayısal Yöntemler Bilim Dalı’nda
yapılması dolayısı ile sosyal bilimcilere kaynak oluşturması açısından yararlı
olacağını düşündüğüm bu bölümde araştırma sırasında kullanılacak matematik ve
istatistik teknikler hakkında teorik bilgi verilmekte, özellikle ülkemizde henüz
uygulaması yeni olan “Yapısal Eşitlik Modeli – YEM” ( Structural Equation
Modeling – SEM ) adlı istatistik metodlar dizisi tanıtılmaktadır.
Beşinci bölümde; araştırma modeli, araştırma metodolojisi, araştırma problemi ve
araştırma modeli çerçevesinde oluşturulacak temel ve alt hipotezler ortaya
konmaktadır. Ayrıca, araştırma modelinde bulunan değişkenler açıklanmakta,
araştırmanın türü, ölçme, anket tasarımı, anketin yapısı, anketin hazırlanması, hedef
kitle, örnekleme, örnek hacmi, veri toplama yöntemi ve verilerin düzenlenmesi
anlatılmaktadır.
Altıncı bölümde ise saha çalışmasında elde edilen verilerin analizi yapılmaktadır.
Analiz için SPSS 11.0 istatistik paket programı ve SPSS paketinin içerisinde çok
değişkenli analizleri modelleyebilmekte kullanılan AMOS 4.0 istatistik modülü
kullanılmaktadır. Analiz bölümünde, araştırma modeli olarak ortaya konan birbiri ile
ilgili olan üç farklı model değerlendirilmekte, ortaya konan hipotezler teker teker test
edilmektedir.
Sonuçlar ve öneriler bölümünde, analiz sonuçları raporlanmakta ve daha sonra
yorumlanmaktadır. Bu sonuçların işletme açısından önemleri açıklanmakta ve
işletmelerin bu sonuçlardan ne şekilde yeni stratejiler ortaya koymaları gerektiği
hakkında öneriler verilmektedir.
En son bölümde ise tez çalışmasında kullanılan kaynaklar (kitap, makale, dergi,
süreli yayın, internet dokümanları) bulunmaktadır. Arkasından da tez çalışması ile
ilgili olarak bazı tablo ve dokümanlar ekler başlığı ile verilmektedir.
9
BÖLÜM 1. KALĐTE VE KALĐTE GELĐŞĐM SÜRECĐ
1.1. GĐRĐŞ
Bu bölümde; kalite, kalitenin gelişimi ve Toplam Kalite Yönetimi anlayışı etkinlik
kazanıncaya kadar geçen kalite aşamaları hakkında bilgi verilmektedir.
Kalite, bir işletmenin kendi varlığını sürdürmede, tepe yönetimin sağlam liderliği
altında yüksek rekabet gücünü, çalışanların güvenliğini ve müşteri memnuniyetini
sağlamaya, sosyal sorumluluk görevlerini yerine getirmeye yönelik faaliyetlerin
tümüdür.
Müşterilere sunulan donanım, yazılım ve insan davranışının gerçek kalitesi,
müşterilerin algıladığı “kalite” dir. Bir başka deyişle, müşterilerin tam memnuniyeti
ile onların ihtiyaçlarını karşılayarak uygulamaya geçirilmeyen her türlü Kalite
Yönetimi kavramı, müşterilere değer verme kavramının atlanması veya göz ardı
edilmesi nedeniyle müşterilerin gözünde değer taşımayacak ve kabul görmeyecek,
böylece bir yana bırakılacak veya başarısızlıkla noktalanacaktır. Bu tür kalite
yönetimi uygulama planları, çıkmazın nedenlerine ilişkin kapsamlı bir analize
başvurmadan düşük verimli ve zaman tüketici olmakla suçlanacak ve sadece bir
geçici heves sayılacaktır. [Atay, 1999: s.1]
Gelişen teknoloji; modern endüstriyel sistemlerin doğmasına sebep olmuş,
karmaşıklaşan üretim ve yönetim süreçleri. bir çok zorluğu da beraberinde
getirmiştir. 20. yüzyılın başlarından günümüze kadar bu gidişe ayak uydurma ve
gelişimin getirdiği zorlukları aşma adına çok sayıda çalışmalar yapılmış ve çok
sayıda yeni kuramlar geliştirilmiştir. Đş planlamasını, işçi ve nezaretçilerden alıp,
endüstri mühendisliğine vererek bilimsel yönetimin temellerini atan Frederic Taylor
tarafından ortaya konan, uzmanlığa önem veren katı bir yönetim anlayışıyla üretimin

10
artırılmasını amaçlayan süreç, ileriki evrede yerini verimliliğin artırılması çabalarına
bırakmış ve daha sonraki yıllar ise kalitenin hedeflenmesi ile geçirilmiştir. II. Dünya
savaşı kalite teknolojisinin gelişmesini hızlandırmıştır. Ürün kalitesinin
iyileştirilmesi gerekliliği kalite kontrol konusundaki çalışmaların artmasına ve
bilginin daha çok paylaşılmasına yol açmıştır. Özellikle II. Dünya savaşı ve
sonrasında artan kalite bilinci ve arayışı Toplam Kalite Yönetimi (TKY) felsefesini
doğurmuştur. Toplam Kalite Yönetimi’nin (TKY) gelişmesinde en önemli rolü
üstlenen kişi olan Deming, kalitenin sadece sayısal teknik ve testlerin kullanıldığı bir
kontrol işlevi olmadığını vurgulamış, kalitenin yönetsel yönüne de eğilmiştir [Çetin,
Akın ve Erol, 2001].
1.2. KALĐTENĐN TANIMI
Kalite kavramı, son yıllarda sıkça kullanılıyor olmasına karşın, çok eski zamanlardan
beri önem verilen bir değerdir. Bu kavrama süreç içerisinde yüklenilmiş olan değişik
anlamlar ve spesifikasyonlar sayesinde kalite ile ilgili kullanılan birçok tanım ortaya
çıkmıştır. Her insanın farklı bir kalite anlayışı olmasına rağmen; kalite, kavramının
tanımında kalite anlayışına paralel olarak gelişen teknoloji ve günümüzün büyük
ölçüde rekabete dayanan ekonomik sistemi içerisinde bazı değişiklikler meydana
gelmiştir.
Kapsamlı bir tanımını oluşturmadan önce, kalitenin kesinlikle ne olmadığını,
belirtmek yerinde olacaktır. Kalite, pek çok kişinin bildiği gibi veyahut tanımlamaya
çalıştığı gibi “mutlak anlamda en iyi” demek değildir.
Kalite, konusunun önde gelen uzmanları ve çeşitli kalite organizasyonları tarafından
aşağıdaki gibi tanımlanmaktadır.
En genel anlamı ile kalite, koşulların yerine getirilmesidir. Basit anlamda bir ürün
veya hizmetin istenen özelliklere uygunluğudur.
11
Kalite, bir ürünün veya hizmetin tüketici gereksinmelerini mümkün olan en
ekonomik düzeyde karşılamayı amaçlayan pazarlama, mühendislik, imalat ve
kalitenin devamı özelliklerinin bileşkesidir [Feigenbaum, 1991: s.7].
Kalite, gereksinimleri tatmin edebilme kapasitesidir. [Deming, 1968].
Kalite, insan ihtiyaçlarının karşılanması ve hatta aşılmasıdır. [Kano, 1993]
Kalite, kalite yaratmadır, müşterinin gerçek gereksinimini müşteriden de iyi bilip
karşılamaktır. [Kavrakoğlu, 1990]
Kalite, bir ürün veya hizmetin belirlenen veya olabilecek ihtiyaçları karşılama
kabiliyetine dayanan, özelliklerin toplamıdır. (DIN ISO 8402/04,1989) Bu
özelliklerin bazıları, boyut, biçim, kimyasal-fiziksel özellikler, ömür ve
güvenilirliktir [Ercan, 1987: s.7].
Kalite, bir mal ya da hizmetin belirli bir gerekliliği karşılayabilme yeteneklerini
ortaya koyan karakteristiklerin tümüdür. (ASQC-Amerikan Kalite Kontrol Derneği)
Kalite, bir malın ya da hizmetin tüketicinin isteklerine uygunluk derecesidir.
(EOQC- Avrupa Kalite Kontrol Organizasyonu)
Kalite, kullanıma uygunluktur. (J. M. Juran)
Kalite, bir ürünün gerekliliklere uygunluk derecesidir. (P.Crosby)
Kalite, ürünün sevkiyattan sonra toplumda neden olduğu en küçük zarardır. (G.
Taguchi) [Bozkurt v.d., 1996: s.4]
Kalite, ürün tatmini sağlamak amacıyla bir ürünün müşteri gereksinimlerine uyum
koşullarını tanımlayan özelliklerdir. (Juran)
12
Kalite, kusur barındırmamaktır. (Juran)
Bir ülkenin ekonomik yapısını oluşturan bir çok faktörden en önemlisi, üretimdir.
Üretimde verimlilik ve kalitenin, ekonomik yapının oluşmasında çok önemli bir yeri
vardır [Bozkurt v.d., 1996: s.5].
Kalite, verilen koşullara uygunluk demektir.
Kalite, yapılan işin ilk defasında doğru yapılması ve bununda zamanında yapılması
gerekir.
Yukarıda görüldüğü gibi kalitenin bir çok tanımı yapılabilmektedir. Tanımların bu
kadar fazla olmasının nedeni kalite kavramının çok boyutlu olmasından dolayıdır. Bu
çok boyutluluğun nedeni ise kalite kavramının sektörlere göre, kalite kavramına
bakış açısına göre değişmesidir. Ancak genel olarak incelendiğinde kaynaklarda
bulunan bu kavramlar aşağıdaki gibi birkaç temel üstüne oturtulabilir.
Kalite,
• Uygunluktur,
• Đhtiyaçları karşılama becerisidir,
• Ekonomikliktir,
• Kusur barındırmamaktır.
1988 yılında Garvin, yapılmış olan kalite tanımlarını beş değişik yaklaşıma göre
kategorilere ayırmıştır. Garvin’in kalite yaklaşımları aşağıda verilmektedir.
Üstünlük yaklaşımı: Kalite, mümkün olabilecek en yüksek standartta oluştuğundan,
beraberinde üstünlüğü de getirmiş olacaktır.

13
Ürün bazlı yaklaşım: Kalitenin, kesin ve ölçülebilir bir değişken olarak ele
alınmasıdır. Kalitede farklılıklar, ürünün sahip olduğu bazı niteliklerin miktarındaki
farklılığı yansıtır.
Kullanıcı bazlı yaklaşım: kullanıcının gözünde, verilen sözlerin kaliteyle ne şekilde
ilişkilendirildiğinin belirtilmesidir.
Üretim bazlı yaklaşım: kalitenin üretim faaliyetleri ve mühendislikle
ilişkilendirilmesidir.
Değer bazlı yaklaşım: Kalite; performans, fiyat ve kalite arasındaki karşılıklı
alışveriş göz önünde tutularak yaratılan bir üstünlük olarak ele alınmasıdır.
Yönetim bazlı yaklaşım: Kalite yöneticilerinin algılamalarına ve beklentilerine
uyum sağlayacak ve yönetim sürecinin etkinliğini ve verimliliğini artıracak ürün
özellikleri veya nitelikleri olarak tanımlanmaktadır [Rao, Carr, Dambolena, Kopp
v.d., 1996: s. 26-29].
1.3. KALĐTENĐN BOYUTLARI
Kalitenin çeşitli açılardan incelenmesinde en kapsamlı çalışmalardan birini yapan
Garvin, 1984 Yılında tüketicinin algıladığı kalitenin sekiz boyutunu aşağıdaki gibi
tanımlamıştır [Garvin, 1988: s.217], [Garvin, 1996: s.15-23]:
Performans: Üründe bulunan birincil özelliklerdir. Bir ürünün temel işlevsel
özellikleri anlamına gelen performans, örneğin bir otomobil için hız, konfor; bir
televizyon için renk, ses, görüntü vb. özellikler olabilmektedir. Hizmet işletmelerinde
ise performans servis hızı ve bekleme zamanının azlığı ile ölçülebilir.
Ürünün performans özellikleri genellikle ölçülebilen özellikleri içerdiği için benzer
ürünler arasında performans açısından nesnel bir sınıflandırma yapılabilmektedir.
14
Đşlevsellik (Fonksiyonellik): Bir mamulün kendisinden beklenen fonksiyonları
eksiksiz ve aksaksız olarak yerine getirebilme kaabiliyeti, kalitenin işlevsellik
boyutunu göstermektedir.
Özellikler: “Özellik” kelimesi, bir ürünün temel fonksiyonunu tamamlayan kavram
olarak nitelendirilebilir. Kalitenin bu boyutu için, havayolu şirketinin uçuşlarda
verdiği ücretsiz ikramlar; çamaşır makinesinin pamuklu ya da yünlü programı örnek
olarak sayılabilir.
Güvenilirlik: Ürünün kullanım ömrü içinde performans özelliklerinin sürekliliği.
Önceden saptanan süre içinde mamulün arıza yapmadan çalışması.Ürünün kullanım
ömrü içersinde kendisinden beklenen tüm fonksiyonları tam olarak yerine getirip
getirmediğinin ölçütüdür. Ölçülebilen bir özellik olan güvenilirlik, ortalama ilk
bozulma zamanı, bozulma süreleri arasındaki dönem vb. olabilir. Kalitenin
güvenilirlik boyutu, bozulma sürecinde geçen zaman önem kazandıkça ve
bakım/onarım maliyetleri arttıkça daha belirleyici bir faktör olmaktadır.
Uygunluk: Spesifikasyonlara, belgelere ve Standardlara uygunluk. Uygunluk ürünün
tasarımının ve işleyiş özelliklerinin önceden belirlenmiş standartlara uyup uymama
derecesidir. Uygunluk, kalitenin teknik boyutu hakkında tüketici veya kullanıcıya
fikir vermektedir. Aynı zamanda uygunluk, istatistiksel kalite kontrolde ürünle ilgili
özelliklerin nominal değerden sapma oranıdır. Bu oran hedeflenen nominal değere ne
kadar yakın olursa ürün tasarım spesifikasyonlarını o derece iyi karşılar ve uygunluk
açısından kaliteli bir ürün olarak algılanır.
Dayanıklılık: Ürünün kullanılabilirlik özelliğidir. Mamulün şok, vibrasyon, sıcak,
soğuk,..vb. beklenmeyen koşullar altında kendisinden beklenen işlevi ne ölçüde
gerçekleştirdiğidir. Mamulün özellikleri dayanıklılığı etkilemektedir.
Bir ürün veya hizmetin kullanım ömrünün uzunluğu dayanıklılığını gösterir.
Genellikle alıcılar ürün dayanıklılığının belli koşullarda test edilmesini yazılı olarak
onaylanmasını istemektedirler. Teknolojik açıdan dayanıklılık, bir ürünün
15
deformasyona uğrayıncaya kadar olan kullanım süresini ifade etmektedir. Örneğin,
bir elektrik ampulünün lityum teli yandığında değiştirilmesi gerekmektedir. Tamiri
olanaksızdır.
Hizmet Görme Yeteneği: Kalitenin altıncı boyutu hizmet görme yeteneği, yani hız,
çabukluk, nezaket, yeterlilik, ehliyet ve tamir edebilme kolaylığı olarak ifade
edilmektedir. Tüketiciler ürünün bozulma olasılığı ile birlikte, ürünün serviste kaldığı
süreyi, servisin randevularına ne kadar sürede cevap verdiği, servis personelinin
ilgisi ve servisin sorunlara doğru çözümler bulabilme özelliklerine de önem
vermektedirler. Ürünle ilgili problemlere doğru cevaplar ve çözümler bulunamaması,
şirketin şikayetleri ele alma süreci, tüketicilerin ürün ve hizmet kalitesini
değerlendirmelerini etkilemektedir.
Estetik: Ürünün albenisi ve duyulara seslenebilme yeteneğidir. Ürünün görünüşü ile
ilgili özellikleri, yüzey düzgünlüğü, simetri, parlaklık, renk, koku,..vb. özellikler, bir
mamulün estetiğini (görünüm kalitesini) belirlemektedir. Estetik, tüketicilerin beş
duyusuna hitap eden ürün özellikleridir. Başka bir deyişle, ürünün kullanıcının
beklentilerine uygun bir estetik yapıyı sağlayabilmesidir. Renk, ambalaj, biçim gibi
özellikler ürünün performansını doğrudan etkilememekle beraber, tüketici
beğenilerine yönelik estetik özellikler olarak nitelendirilebilir.
Algılanan Kalite: Tüketiciler her zaman ürünün tüm özellikleri ile ilgili ayrıntılı
bilgi sahibi değildirler ve böyle durumlarda dolaylı bir takım ölçütler karar
vermelerinde önemli rol oynamaktadır. Reklam faaliyetlerinde yaratılan ürün imajı,
marka imajı gibi faktörler ürün kalitesinin tüketici tarafından olumlu veya olumsuz
algılanmasında oldukça önemlidir. Örneğin; televizyon üretimi konusunda uzun
yıllar önderlik yapmış bir firmanın yeni çıkartacağı bir ürünün de, bu markaya
güvenen tüketicilerin büyük bir bölümü tarafından kaliteli olarak algılanması
kaçınılmaz bir gerçektir.
Đtibar: Ürünün ya da diğer üretim kalemlerinin geçmiş performansı [Gözlü, 1990:
s.2] , [Bozkurt v.d., 1995].
16
Güvenlik: Mamulü kullanan kimsenin güvenliğini tehdit edici bir durumun
bulunmamasıdır.
Kalitenin temel olarak üç ana unsuru bulunmaktadır; tasarım, uygunluk ve
performans. Tasarım, müşteri istek, arzu ve ihtiyaçlarının tatmin edecek şekilde ürün
ya da hizmetin planlanması ile ilgilidir. Tasarım kalitesi genellikle hedeflenen kalite
olarak algılanır. Tasarlanan ürün ya da hizmetin;
• Standartlara,
• Kullanıma,
• Ekonomik konjonktüre,
• Ve diğer belirli ya da henüz açığa çıkmamış gereksinimlere
göre uygunluğu önemli bir unsur olarak karşımıza çıkar [Duffin, 1995: ss:35-41]
Genişletilmiş süreçte kaliteyi iyileştirmek arzusunda olan yöneticilerin, kalitenin
aşağıdaki üç unsurunu göz önüne almaları gerekir.
• Tasarım kalitesi,
• Uygunluk kalitesi,
• Performans kalitesi (Şekil 1)
1.3.1. TASARIM KALĐTESĐ
Tasarım kalitesi, müşteri araştırmaları ve hizmet/satış ziyaretleri ile başlar ve
müşteriyi tatmin edecek bir ürün (hizmet) kavramının belirlenmesi ile sürdürülür.
Ürün (hizmet) kavramı için spesifikasyonlar hazırlanır. Bir kuruluşta müşteri ve
tedarikçileri dış ve iç olarak iki grupta değerlendirmek gerekir.

17
KALĐTE
TASARIM
KALĐTESĐ
Üretim Öncesi
Faaliyetler
UYGUNLUK
KALĐTESĐ
Üretim Sürecindeki
Faaliyetler
PERFORMANS
KALĐTESĐ
Üretim Sonrası
Faaliyetler
Şekil 1. Kalitenin Bileşenleri
Bir ürün (hizmet) kavramının geliştirilmesi süreci; pazarlama, satış sonrası hizmetler,
tasarım mühendisliği ve üretimden sorumlu personel arasında tam bir işbirliğinin
bulunmasını gerektirir.
Bir işletmenin ürün veya hizmet politikası sürekli iyileştirme ise müşteri
araştırmalarına, satış sorası servis kalitesine ve analizlerine de özel bir önem
verilmesi gerekecektir.
Müşteri araştırması şimdi ve gelecekte müşteri gereksinimlerinin açıklığa
kavuşturulması için uygulanan çalışmalardır. Müşteri araştırmaları işletme içindeki iç
müşteriler içinde gerçekleştirilmelidir.
Satış analizleri, satış sırasında müşterilerden toplanan ve müşterinin bugünkü ve
yarınki gereksinimlerini içeren bilginin sistematik olarak toplanması ve
değerlendirilmesidir.
Satış sonrası hizmet analizleri, müşteri/kullanıcıların ürün/hizmet performansı ile
ilgili olarak sahip oldukları sorunların sistematik olarak araştırılmasıdır.
18
1.3.2. UYGUNLUK KALĐTESĐ
Yukarıdaki konularımızda da değinmiş olduğumuz gibi “Kalite nedir?” sorusuna
verilen yanıtların hepsinin özünde “uygunluk” kavramı bulunmaktadır. “Neye
uygunluk?” sorusuna verilen yanıt ise kalite sağlama yaklaşım ve yöntemlerinde
tarihsel süreç içinde yaşanan gelişmelere paralel olarak değişmiştir. Uygunluk
kavramının tarihsel gelişim sürecinde aşağıdaki dört boyut içinde karşımıza
çıkmıştır.
• Standardlara uygunluk,
• Kullanıma uygunluk,
• Maliyetin uygunluğu ve
• Açığa çıkmamış gereksinimlere uygunluk [Bozkurt v.d., 1995: s.7].
1.3.3. PERFORMANS KALĐTESĐ
Performans kalitesi, bir organizasyon tarafından üretilen ya da sunulan ürün veya
hizmetlerin, pazardaki performans düzeylerinin müşteri araştırmaları gibi metodlar
ile belirlenmesidir Bu çalışmalar, satış sonrası hizmet, bakım, güvenirlik ve lojistik
destek analizi ile müşterilerin neden işletmenin ürün ya da hizmetlerini satın
almadıklarının araştırılmasını içerir.
Performans kalitesi, işletmenin ürün veya hizmetlerinin pazardaki performans
düzeylerinin müşteri araştırmaları, satış ve analizleri ile belirlenmesidir. Bu
çalışmalar, satış sonrası hizmet, bakım, güvenirlik ve lojistik destek analizi ile
müşterilerin neden işletmenin ürününü/hizmetlerini satın almadıklarının
araştırılmasını içerir.
Performans kalitesi çalışmalarında kalite kaybı, iki kaynakta aranmalıdır. Birinci
olarak kalite kaybı ürünlerin veya hizmetlerin karakteristiklerinin pazarın
gereksinimlerinden farklı bir şekilde üretildiği; süreçlerde olur. Bu kayıp, pazar
19
bölümü sayısının artırılması ve ürünün müşteri gereklerini karşılayacak şekilde
düzeltilmesi ile önlenebilir. Đkinci olarak kalite kaybı, kalite karakteristikleri
değişiminin çok fazla olduğu ürün veya hizmet üreten süreçlerde ortaya çıkar. Bu iki
kalite kaybı genişletilmiş sürecin performans aşamasında aranmalıdır.
Ekip çalışması genişletilmiş sürecin sürekli iyileştirilmesinde bir önkoşuldur. Bundan
dolayı daha olumlu bir çalışma ortamının yaratılması için aşağıdaki hususlara dikkat
edilmelidir:
• Ekip çalışmasının önemi vurgulanmalıdır.
• Hatalı ürünlerin tespit edilmesi yerine, hatalı ürüne engel olma felsefesi
yerleştirilmelidir.
• Tüm çalışanlar için sürekli eğitim uygulanmalıdır.
• Çalışanlar, sürecin sürekli geliştirilmesi felsefesine katkıda bulunmak için
teşvik edilmelidir.
• Đşi yapan kişilere işin gerektirdiği yetki ve sorumluluk verilmelidir.
• Tüm çalışanlar için sağlıklı ve emniyetli bir iş ortamı temin edilmelidir.
• Đşletme amaç ve politikası çalışanlara düzenli olarak aktarılmalı, çalışanların
da sürekli katkıda bulunabilmeleri yönünde motive edilmelidir [Garvin,
1996].
1.4. KABUL EDĐLEBĐLĐR KALĐTE DÜZEYĐ (KKD)
Bir üretim ünitesinde yapım işlemleri belirli özelliklere sahip bir mamulün üretimi
amacına yöneltilmiş ve üretim programı buna göre düzenlenmiştir. Ancak üretilen
mamullerin istenilen kalitede olup olmadıklarının bilinmesi, hem kalite taleplerinin
karşılanma oranı ve hem de üretimin başarısını saptama veya hangi noktalarda
aksadığını aydınlatma bakımından gerekli olacaktır.
Mamullerin çeşitli özelliklerini saptamak üzere çok gelişmiş ölçme araç ve metodları
vardır. Eğer bu özelliklerden birinin ölçümünde güvenilir veya yeterince gelişmiş
araç ve metodları yoksa, büyük firmalar bizzat araç ve metodları geliştirmeye
20
çalışırlar. O halde kaliteyi ölçmek için ölçüm sonuçları ile istenilen standart değer
arasındaki farkların bulunarak önemlilik derecesinin saptanması gerekecektir.
Belirli bir özelliğin ölçülmesinde elde edilen değerlerle standart değer arasındaki fark
göz önüne alındığında şu problemler ortaya çıkmaktadır:
1. Fark çok küçükse, ölçme metod veya aracımız bu farkı saptayacak kadar
duyarlı mıdır?
2. Fark büyükse, ölçme metod veya aracımız bu farkı tespit edebilecek kadar
duyarlı ise, bu fark tesadüfen mi ortaya çıkmıştır, yoksa bu fark gerçek bir
fark mıdır?
Ölçme metodunun duyarlılığını saptarken, ölçme tekrar edildiğinde, aynı farkın
bulunup bulunmadığını araştırmak gerekir. Farkın rasgele bir fark olup olmadığını
ise, mamulün tek ünite iken çeşitli ölçme noktalarında veya birimler halinde ise
birden fazla ünite üzerinde yapacağımız ölçmelerde aynı farkın bulunup
bulunmadığını kontrolle anlayabiliriz [Tulunay, 1978: s.207-217].
Üretim, satış ve kontrol faaliyetleri içinde oldukça sık geçen bir ifade “Kabul
edilebilir Kalite Düzeyi (KKD)” dir. (AQL:Acceptible Quality Level). Günümüzde
bile geçerli fakat hızla geçerliliğini yitirmekte olan bu kavram ürünlerin yüzde
kaçının uygun olmasının müşterice tatminkar olacağı ile ilgilidir.
Rekabetin yoğunlaşması ve “Toplam Kalite” felsefesinin uygulamaya geçirilmesi ile
“Kabul edilebilir Kalite” anlayışı yerine “% 100 Kalite”, ya da “Sıfır Hata”
anlayışına terk etmektedir.
Müşteriler geçmişte % 1, % 2 hatta % 5 hatalı ürünleri kabul ederken, günümüzde
ppm (part per million-milyonda hata), ppb (part per billion -milyarda hata), ve “Sıfır
Hata” düzeyinde üretim yapan şirketlerle karşılaşmaktadırlar.
KKD kavramına dönük faaliyet gösteren şirketlerin de sıfır hatayı
benimsemelerinden başka bir seçenek kalmamış gibidir. Kaldı ki, Toplam Kalite
21
uygulamalarının kanıtlamış olduğu gibi, aslında sıfır hata üretimi, % X hatalı
üretime kıyasla üretilen ürüne bağlı olarak daha ekonomik de olabilmektedir. Bir
başka etkisi ise sıfır hata, süreçlerde zaman tasarrufunu, yeniden çalışmayı ve işletme
içi maliyetlerde sağlamaktadır. [Cartin, 1993: s.116].
Sıfır hatayı hedef seçmenin temelinde başka nedenler de vardır. Bunlardan biri,
özellikle düşük hata seviyelerinde (binde bir ve altı) istatistiksel analiz yapma
güçlüğüdür.
Đstatistiksel olarak anlamlı olabilecek örnek sayısı on binleri bulunca, bu yöntemler
ekonomik olmaktan çıkmaktadır. Çünkü çoğu sektörde ürüne hasar vermeden örnek
almak ya da test yapmak olanaksızdır.
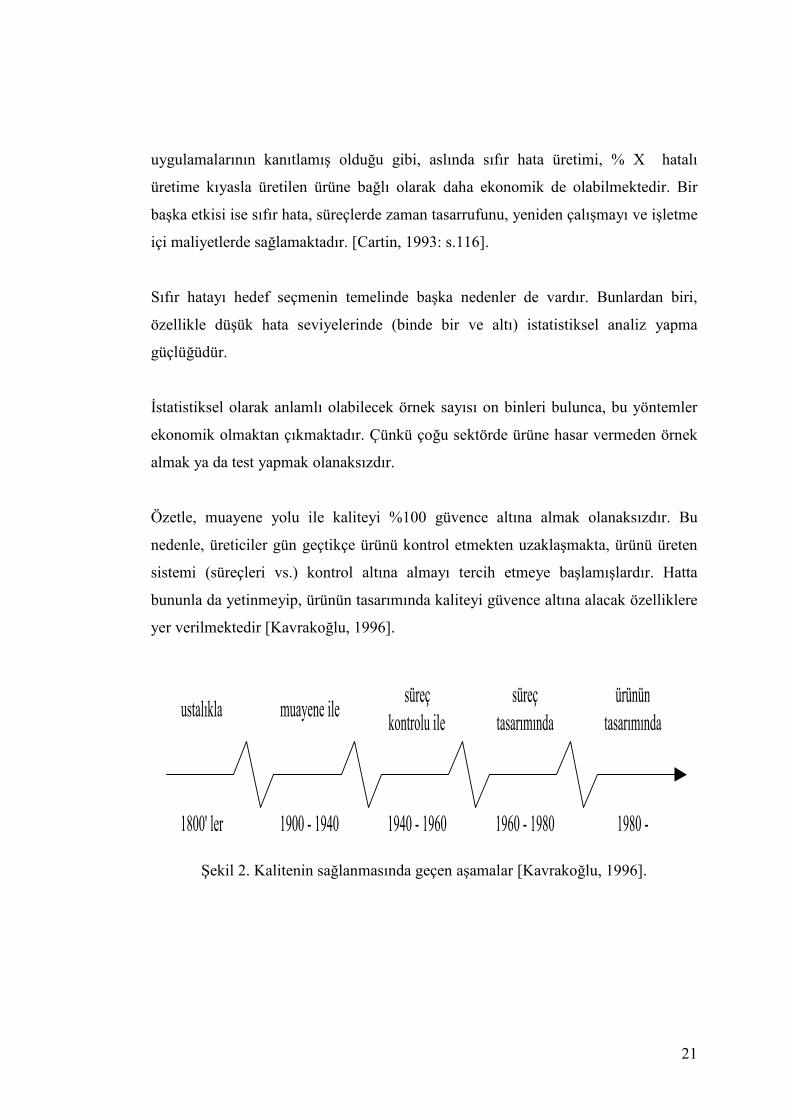
Özetle, muayene yolu ile kaliteyi %100 güvence altına almak olanaksızdır. Bu
nedenle, üreticiler gün geçtikçe ürünü kontrol etmekten uzaklaşmakta, ürünü üreten
sistemi (süreçleri vs.) kontrol altına almayı tercih etmeye başlamışlardır. Hatta
bununla da yetinmeyip, ürünün tasarımında kaliteyi güvence altına alacak özelliklere
yer verilmektedir [Kavrakoğlu, 1996].
ustalıkla muayene ilesüreç
kontrolu ilesüreç
tasarımındaürünün
tasarımında
1800' ler 1900 - 1940 1940 - 1960 1960 - 1980 1980 -
Şekil 2. Kalitenin sağlanmasında geçen aşamalar [Kavrakoğlu, 1996].
22
1.5. KALĐTEYĐ ETKĐLEYEN FAKTÖRLER
Dün yalnızca “muayene” olarak anlaşılan kalite kontrolü, kaliteyi etkileyen
etmenlerin sistemli araştırılması ile çok geniş kapsamlı olan çağdaş anlayışına
erişmiştir. Bu faktörler şunlardır:
Kalite, alıcının beklediği, ödemeye hazır olduğu üründe olması gerekenin, pazar
araştırmacıları aracılığıyla belirlenen düzeyinden etkilenmektedir.
Kalite; araştırma, geliştirme, mühendislik girişimleri ve pazar araştırması ile ortaya
konan özelliklerin teknik resimlere dönüştürülme tekniklerinin uygulamalarından
etkilenmektedir.
• Kalite, satın almada seçilen, anlaşılmaya varılan, teslim alınan malzeme ve
dışarıda imal ettirilen parçalardan (girdi) etkilenmektedir.
• Kalite, teknik resimlerin imalata hazırlanış yöntemlerinden etkilenmektedir.
• Kalite, üretim içi ve üretim sonu muayene ve kontrollerin, işlevsel deneylerin
yapılış biçiminden, bu amaçla kullanılan ölçme ve denetim aygıtlarının
kalibrasyon durumlarından, kişilerin bilgi ve yeteneklerinden, kullanılan
yöntemlerden önemli oranda etkilenmektedir.
• Kalite, ambalajlama, depolama ve gönderme biçim ve yeteneklerinden
etkilenmektedir.
• Kalite, servis olanakları, ilgili servis elemanlarının davranışları, ürünün
yerine takılışı ve/veya kullanışının doğru biçimde gösterilişinden
etkilenmektedir.
• Kalite, ürünün kullanım yerinde karşılaştığı koşulların ölçülmesi,
kestirilmesi, bu koşullar içinde kullanılması süreci içindeki güvenilirliğin
araştırılmasından elde edilen verilerin ürün tasarım, üretim ve denetim
yöntem, planlama ve uygulamalarına yansıtılması biçiminden de
etkilenmektedir [Özevren, 1997: s.51].
23
1.6. KALĐTEDE SĐSTEM YAKLAŞIMI
Shewhart’tan Ishikawa’ya tüm kalite uzmanlarının sistem öğesi üzerinde
durmalarının çok önemli nedenleri vardır. Bunların başında; ölçülebilirlik,
izlenebilirlik, tutarlılık, kararlılık, geliştirme ve iyileştirme özelliklerinin
sağlanabilmesi gelir. Ancak sistemi oluşturan bir şeyi bilinçli bir şekilde geliştirmek
mümkündür. “Kalite Güvence Sistemi” kısmında ele alınacağı gibi, günümüzün
kalite anlayışında “sistem” yaklaşımı yatmaktadır.
Neden “sistem”? sorusunu yanıtlamak için herhangi bir işte başarının nasıl
sağlandığının düşünmemiz yeterli olacaktır. Bir sistemin başarılı olması için hemen
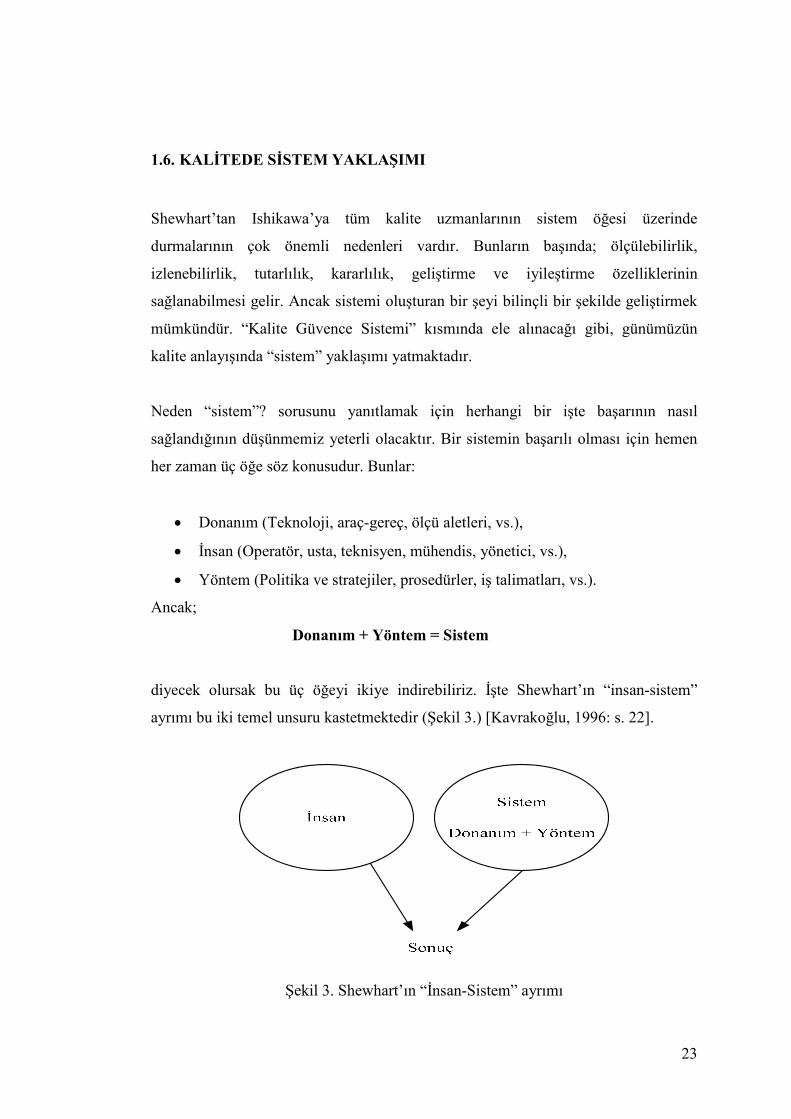
her zaman üç öğe söz konusudur. Bunlar:
• Donanım (Teknoloji, araç-gereç, ölçü aletleri, vs.),
• Đnsan (Operatör, usta, teknisyen, mühendis, yönetici, vs.),
• Yöntem (Politika ve stratejiler, prosedürler, iş talimatları, vs.).
Ancak;
Donanım + Yöntem = Sistem
diyecek olursak bu üç öğeyi ikiye indirebiliriz. Đşte Shewhart’ın “insan-sistem”
ayrımı bu iki temel unsuru kastetmektedir (Şekil 3.) [Kavrakoğlu, 1996: s. 22].
Şekil 3. Shewhart’ın “Đnsan-Sistem” ayrımı
24
1.7. KALĐTENĐN TARĐHÇESĐ
Kalite kavramının insanlık tarihi kadar eski olmasına karşın, bir mamulün kalitesine
karşı gösterilen ilgi imalat endüstrisinin ortaya çıkması ile başlar. Elde edilen
mamulün kalitesinin ölçülmesi ve ihtiyaca daha iyi cevap verecek bir hale
getirilmesine çalışılması doğaldır. Orta çağda esnaf loncalarının yaygın bulunduğu
dönemlerde kalite ile ilgili birçok kısıtlamaların uygulandığını görüyoruz. O
dönemde her sanat dalı için eğitim süresi oldukça uzun tutulmaktaydı. Her sanat
dalında yüksek derecede başarı gösteremeyen bir kimseye “usta” unvanı verilmez ve
kendi başına çalışmasına müsaade edilmezdi. Bu kısıtlamalarla kalitenin
muhafazasına ve ehliyetsiz kimseler tarafından düşük kaliteli malların pazara
sürülmesinin önlenmesine çalışılmaktaydı. Ayrıca belli başlı sanat dallarında kendi
hesabına çalışma izni almış bulunan sanatkarlar, ilgili meslek kuruluşu tarafından
sürekli bir kontrole tabi tutulmaktaydılar.
Pazara sunulan mamuller sık sık muayene edilerek, düşük kaliteli mallar imha
edilmekte ve bunları üretenler hakkında çeşitli cezalar uygulanmaktaydı. Bunlar orta
çağda bile kalitenin teminat altına alınması hususunda harcanan çabanın bir
işaretidir.
Kaliteye karşı gösterilen ilgi ile kalite kontrolü çok eski olmakla beraber, özellikle
orta çağda, imalat faaliyeti katı kurallara tabi tutulmuş olmasına rağmen istatistiksel
kalite kontrol metodlarının uygulanması oldukça yenidir [Tulunay, 1973].
Kalite 1700-1900’lerde daha çok zanaatkarların kişisel çabalarıyla belirlenmekteydi.
1875 yılında Frederick W. Taylor işleri daha küçük ve daha kolay yapılabilir
parçalara ayırarak, daha karmaşık ürünlerin ve proseslerin uygulanmasında ilk
denemeyi gerçekleştirmiştir. Daha sonra hedefleri üretkenlik olan Gilbreth ve Gannt
Taylor’un çalışmalarına katkıda bulunmuşlardır. 1900-1930 yılları arasında Henry
Ford - montaj fabrikası - üretkenlik ve kaliteyi geliştirmek için daha az karmaşık
çalışma metodları uygulayarak hatasız montaj, kendi kendini kontrol ve proses
25
muayenesi kavramlarını geliştirmiştir. Đlk Standardlar Laboratuarı 1901’de
Đngiltere’de kurulmuştur. AT&T ise 1907 ve 1908’de sistematik muayeneye ve
ürünlerle, malzemelerin testlerine başlamıştır. W.S. Gosset; (1908) Guiness
Biraları’ndaki çalışmasında “t-dağılımını” tanıtmıştır. 1915 - 1919 yıllarına
gelindiğinde Đngiliz hükümeti de “Tedarikçi Sertifika Programı”’na başlamıştır.
1919’da Teknik Muayene Kurumu (Bu kurum daha sonra adını Kalite Güvence
Enstitüsü olarak değiştirmiştir) Đngiltere’de kurulmuştur.
1920’lerde AT&T Bell Laboratuarları’nda, kalite kontrol testleri ile ürün
güvenilirliğini kanıtlamak için, kalite departmanları kuruldu. B.P. Dudding ise
General Elektrik (Đngiltere) de; elektrik ampullerinin kalite kontrolü için istatistiksel
metodlar kullandı. 1922-1923 yıllarında R.A. Fisher deneysel tasarım ve ziraat bilimi
uygulamaları üzerine bir seri temel yazılar yayınladı [Tulunay, 1973].
Đstatistiksel kalite kontrol metodu ilk defa bir Amerikalı istatistikçi tarafından ortaya
atılmıştır. Bir telefon şirketinde çalışmakta olan Dr. Walter A. Shewhart istatistiksel
kalite kontrolü ile ilgilenmeye başlamış ve 1924 yılında Bell Laboratuarları teknik
notlarında “Kontrol Diyagramları” kavramını tanıtmıştır. Bu nedenle kalite kontrol
diyagramlarına “Shewhart Grafiği” de denilmektedir [Tulunay, 1973]. H.F. Dodge ve
H.C. Romig tarafından 1928 yılında kabul edilir örnekleme metodolojisi, Bell
Laboratuarlarında geliştirilmiş ve hassaslaştırılmıştır [Montgomery, 1996].
Dr. W.A. Shewhart bu alandaki verimli çalışmalarına devam ederek 1931 yılında
yayınladığı “Economic Control of Quality of Manufactured” (Đmal edilmiş ürünlerin
ekonomik kalite kontrolü) adlı eseri ile üretim sürecinin sürekli olarak kontrol altına
alınmasını sağlayan istatistiksel metodların ilk modellerini vermiştir. Shewhart’ın
üretim faaliyetinin sürekli kontrol altında tutulmasını sağlayan metodu formüle
etmesi, kalite kontrol alanında çok önemli bir gelişme olmuştur.
Dr. W.A. Shewhart tarafından temelleri atılan ve geliştirilen istatistiksel kalite
kontrol metodu yine Amerika’da bir telefon şirketinde çalışan iki Amerikalı
istatistikçinin önderliğinde geniş ölçüde uygulanabilirliğe kavuşmuştur. Söz konusu
26
iki istatistikçi kendi isimleri ile adlandırılan “Dodge-Romig muayene tabloları” nı
uygulamak sureti ile kalite kontrolüne büyük hizmetleri geçen H.F. Dodge ile H.G.
Romig olmuştur.
Kalite Yönetimi’nin tarihsel gelişim süreci ve ayrıntıları ana başlıklarla aşağıda
anlatılmaktadır. (Şekil 4 ve sonrası)
Şekil 4. Kalite Anlayışının Tarihsel Gelişimi
1.7.1. MUAYENE
1900’lü yılların başında Taylor’un yaptığı bilimsel çalışmalar yönetim kavramının
bilimsel temeller üzerine oturması gerektiğini göstermiştir. Taylor’a göre insanları
harekete geçirebilecek tek güç bireysel ekonomik çıkarlardır. Taylor’un amacı verimi
maksimum kılmaktır [Demir, Gümüşoğlu, 1994:72]. Taylor, ekonomik kazancın
artırılmasının sadece sermaye ve işçilikle değil, aynı zamanda bilginin işe
uygulanması ile de sağlanacağını ilk gösteren kişi olmuştur. Taylor, iş planlamasını
işçilerin ve nezaretçilerin elinden alıp endüstri mühendisliğine vererek bilimsel
yönetimin öncülüğünü yapmıştır. Taylor’un bu dönemde gerçekleştirdiği çalışmalar
endüstri devriminin ateşleyici gücü olarak kabul edilmektedir.

27
Endüstri devrimi öncesi, üretimin atölyelerde yapıldığı yıllarda kalite o malı üreten
ustanın sorumluluğunun altındaydı. Endüstri devrimi sırasında, ilk takım
tezgahlarının ortaya çıkması ile üretim sistemi ve ürün yapısı karmaşık hale
gelmiştir. Đşletmelerin büyümesi ve çok sayıda ustanın istihdam edilmesi ürün
kalitesi sorumluluğunu ürünü üreten kişiye yüklemiştir.
20. yüzyıl, önemli teknolojik gelişmelerin yaşandığı ve bunun yarattığı zenginlik ve
refahın geniş toplum kesimlerine yayıldığı bir dönemi de başlatmıştır. Bu yüzyılın
başında, endüstriyel sistemlere önemli yenilikler getirmiş olan Henry Ford 1905
yılında Ford Motor şirketinde ilk kez montaj hattı uygulamasını başlatmış ve imalat
ortamındaki karmaşık süreçleri niteliksiz işgücü tarafından yapılabilecek basit
montaj işlemlerine ayırmıştır.
Ford’un modelinde kalite görevi montaj hattı sonunda mamullerin iyiler ve kötüler
biçiminde ayrımını sağlayan muayene elemanlarına devredilmiştir. Bu uygulamanın
miktar ve üretim terminlerine uygunluğu ön plana çıkartarak kaliteyi göz ardı
etmesinin yarattığı kalite kayıplarının önlenmesi amacı ile ürün kalitesinden üretim
nezaretçilerinin sorumlu olması uygulamasına geçilmiştir. Nezaretçiler kalitesiz
üretime neden olan işçilere yaptırım uygulayarak firma güvencesi sağlamaya
çalışmışlardır.
Bu uygulama I. Dünya Savaşı ile son bulmuştur. Savaş döneminde bozuk olan
ürünün maliyeti yaşamsal önem taşımaktaydı. Patlamayan bombalar, sık bozulan
araçlar savaşın kaybedilmesine neden oluyordu. Böylece son kontrol uygulaması
getirilerek, ürünler üretildikten sonra bir muayeneden geçirilerek kusurlular
ayıklanmaya başlanmıştır [Doğan, 1991: s.13].
Son ya da nihai muayene yönteminde üretilen ürünlerin tek tek veya örnekleme yolu
ile kontrol edilmesi amaçlanmaktadır. Kontrol sonucunda “iyiler” ile “kötüler”
birbirinden ayıklanarak, belirli bir kabul edilebilir kalite düzeyine ulaşılmaya
çalışılmıştır. Üretilen ya da sevk edilen parti içersindeki kabul edilebilir hatalı
ürünlerin sayısı yüzde, binde veya milyonda ifadeleri ile açıklanmaktadır. Üretilen

28
partilerden belli tekniklere göre örnekler alınır ve bu örnekler test edilerek tüm parti
hakkında genel bir fikir yürütülmeye çalışılmaktadır. Bu uygulama ile yüzde yüz
kalite sağlanması mümkün olmamaktadır.
1.7.2. ĐSTATĐSTĐKSEL KALĐTE KONTROL (ĐKK)
1924 yılında matematikçi olan Walter Shewhart, seri üretim ortamında kalitenin
ekonomik olarak kontrolü için bir yöntem olan Đstatistiksel Kalite Kontrolü
kavramını gündeme getirip ilk defa kontrol kartlarını uygulayan kişi olmuştur
[Bozkurt, Odaman, 1996: s.2]. Shewhart, imalatın her aşamasında sapmaların ve
değişikliklerin var olduğunu, bu değişikliklerin yapı ve nedenlerinin araştırılması için
sürecin izlenmesi ve farklılıklarının kontrol edilmesi gerekliliğini gündeme
getirmiştir. Đlk olarak Shewhart tarafından geliştirilerek kullanılmaya başlayan
kontrol kartları, bugün çoğu işletmede üretimlerinin izlenmesi amacıyla yaygın
olarak kullanılmaktadır.
Đstatistiksel süreç kontrol uygulamalarının kalite kontrol alanındaki yenilikçi özelliği
II. Dünya Savaşı sonrasına kadar gelişerek devam etmiştir. Savaş sonrası yıllarda
Endüstri Mühendisliği ve üretim yönetimi tekniklerinin gelişmesi kalite sağlama
çalışmalarına da yeni bir boyut kazandırmıştır. Bu dönemde toplumların kaliteli
ürünlere olan talebinin artmaya başlaması, bilgi paylaşımına dayalı kalite sağlama
uygulamalarının gelişmesine yol açmıştır. 1949 yılında ABD’de kurulan Amerikan
Kalite Kontrol Derneği (ASQC), izleyen yıllarda Dünya’nın çeşitli ülkelerinde
benzer amaçla kurulan ulusal organizasyonların ilk örneği olmuştur.
Bilgi paylaşımına dayalı kalite sağlama uygulamalarının yaygınlaştırılması amacı ile
kurulmuş olan bu dernek, yaptığı yayınlarda kalitenin maliyet, fiyat ve rekabet
üzerindeki önemli etkilerine dikkat çekmiştir. Kalite kontrol uzmanlığının giderek
geliştiği bu dönemde tedarikçi değerlendirme programları, hata analizi ve sorun
çözme teknikleri yardımı ile girdi temini, tasarım, üretim, sevkiyat ve satış sonrası
29
alanlara doğru bir kalite kontrol anlayışı ve buna bağlı uzmanlaşma gelişmeye
başlamıştır [Peşkircioğlu, 1997: s.4].
1949 yılında Japon Bilim adamları ve Mühendisleri Derneği (JUSE) kurularak kalite
kontrol konusunda faaliyetlere başlamış ve bu dönemde Japonya’da bulunan Dr.
Deming Đstatistiksel Kalite Kontrol konusunda seminerler vermiştir. Deming’in
verdiği seminerlerden derlenen notlar “Deming’in Đstatistiksel Kalite Kontrolü
Dersleri” olarak JUSE tarafından yayınlanmıştır. Deming’in seminerlerinin ardından
1954 yılında bir diğer kalite kontrol uzmanı Dr. Joseph M. JURAN, JUSE tarafından
seminerler vermek üzere Japonya’ya davet edilmiştir. Juran, kalitenin esas olarak
yönetimin sorumluluğu olduğu konusunda Japonları yönlendirmeye çalışmış ve
gerçekleştirdiği istatistiksel çalışmalara yönetsel bir kalite kontrol boyutu
kazandırmıştır. Juran’ın 1951’de yayınladığı “Kalite Kontrol El Kitabı” kalite
kontrol hareketinin önemli kaynağı olarak kabul edilmiştir [Garvin, 1988: s.101].
1956 yılında JUSE ve Japon Standartları Birliği tarafından Japonya’da kalite
bilincinin yaygınlaştırılması amacıyla 17 seminer radyodan yayınlanmaya başlamış
ve günde 15 dakika olmak üzere 1962 yılına kadar bu yayınlar devam etmiştir
[Lemak, Reed, Satish, 1997: s.67-86].
1.7.3. KALĐTE KONTROL (KK)
Kalite Kontrol (KK), 1920’lerde endüstri alanında uygulanmaya başlamıştır. Kalite
anlayışının işletmelerde yerleştirilebilmesi için, kalitenin o işletme için ulaşılabilir
bir amaç olması ve dolayısıyla onun üzerinde yoğunlaşması, iyi bir kalite kontrol
sisteminin kurulmasını gerektirmektedir. Ancak burada bahsettiğimiz kalite kontrol
faaliyeti, üretim sonrası kusurlu ürünü veya prosesi ortaya çıkaran bir kontrol
faaliyeti olmamalı, daha geniş kapsamlı olmalı, işletme çapında ele alınmalı ve kalite
özelliklerinin hedeflenen şekilde başarılmasına kısaca kalite güvenliğine yönelik
olmalıdır [Pekdemir, 1992: s.6]. Çünkü kalite kontrol, herkesin aynı kuralları ve
prensipleri izlediği demokratik bir süreçtir [Mizuno, 1992: s.62].
30
1.7.4. TOPLAM KALĐTE KONTROL (TKK)
Toplam Kalite Kontrolü (TKK), Deming, Juran, Feigenbaum ve Japonya’da kalite
uygulamalarına katılan diğer kalite öncüleri tarafından 1950’li yıllarda geliştirilen bir
sistemdir.
Feigenbaum’a göre Toplam Kalite Kontrol, “bir organizasyondaki değişik grupların
kalite geliştirme, kaliteyi koruma ve kalite iyileştirme çabalarını müşteri tatminini de
göz önünde tutarak üretim ve hizmeti en ekonomik düzeyde gerçekleştirebilmek için
birleştiren etkili bir sistem” olarak tanımlanmaktadır. Toplam Kalite Kontrolü;
pazarlama, tasarım, üretim, kontrol ve sevkiyat bölümleri de dahil olmak üzere bütün
bölümlerin katılımını gerektirmektedir [Ishikawa, 1995: s.92].
Toplam Kalite Kontrolü çeşitli düzeylerdeki yöneticilere yol gösteren, daha doğru ve
etkin karar vermelerine yardımcı olan bir araçtır. Bu aracın işe yarayacak biçimde
tasarımlanması ve etkin uygulanabilmesi için, tüketici isteklerinin saptanması ve
değerlendirilmesi, gerekli teknolojik olanakların sağlanması, işletme içinde olumlu
beşeri ilişkilerin sürdürülmesi ve kalite ile ilgili kavramların tüm işgören tarafından
eksiksiz ve doğru anlaşılması gerekmektedir [Kobu, 1999: s.478-481].
Toplam Kalite Kontrolü’nün temel ilkelerini kısaca açıklarsak:
Önce kalite bilinci: Önce kaliteye önem veren bir işletmenin karları uzun vadede
artacaktır. Müşteri güveninin yavaş yavaş kazanılması hem şirket satışlarını artıracak
hem de işletmenin pazar payını koruyarak varlığını korumasını sağlayacaktır. Eğer
işletme kısa süreli kar elde etme amacını güderse, uluslararası piyasada rekabet
gücünü kaybedecek ve uzun vadede karı azalacaktır.
Tüketiciye yönelik kalite kontrolü: Toplam kalite kontrolde temel amaç müşteri
isteklerini karşılamak ve bunları aşmak için tüm işletme çalışanlarının istekli ve
kararlı olmalarını sağlamaktır. Müşteri isteklerine göre kalite kontrol dış müşteriye
31
yönelik olduğu kadar iç müşteriyi (çalışanları) de kapsamalıdır. Unutulmamalıdır ki
bir sonraki süreç müşterimizdir.
Đstatistiksel yöntemlerin kullanılması: Toplam kalite uygulamaları sırasında bir
çok istatistiksel yöntem uygulanarak işlemlerin akışı hakkında genel bir fikre sahip
olunabilir. Yedi temel araç, yedi yeni araç gibi yöntemler uygulamalarda yardımcı
araçlardır.
Yönetim felsefesi olarak insana saygı: Başarılı yönetimin temel ilkesi astların
bütün yeteneklerini kullanmalarına izin veren bir anlayışın benimsenmesidir.
Çalışanların kalite uygulamalarına gönüllü olarak katılımlarının sağlanması
isteniyorsa, çalışanlara bir araç ya da makine gibi davranılması düşünülemez.
Toplam Kalite Kontrol anlayışı da sürekli değişim ve iyileşme anlayışını
benimsemektedir. Toplam kalitenin önce kalite, tüketiciye yönelik kalite çalışmaları,
istatistiksel yöntemlerin kullanılması , insana saygı gibi son derece önemli yönetim
konularıyla ilgilenmesi, yönetimin, Toplam Kalite Kontrolü’nü işletmenin tümünün
performansını iyileştirmek üzere bir araç olarak görmesinden kaynaklanmaktadır.
Toplam Kalite Kontrolü’nün ortak amaçları ise şunlardır:
• Firmanın dinamizmini ve yapısını geliştirmek,
• Bütün çalışanların çabalarını birleştirmek, herkesin katılımını sağlamak ve
işbirliğine dayanan bir sistem kurmak,
• Kalite güvenliği sistemini kurmak ve müşterilerle tüketicilerin güvenini
kazanmak,
• Rakiplerine göre en yüksek kaliteye ulaşmayı arzu etme ve bu amaçla yeni
ürünler geliştirme,
• Yavaş kalkınma dönemlerinde karı güvence altına alabilecek ve çeşitli soru
ve sorunlara tatmin edici cevaplar verebilecek bir sistemi yerleştirmek,
• Çalışanlara güvenli bir çalışma ortamı yaratmak,
• Kalite kontrol tekniklerinden yararlanmaktır.
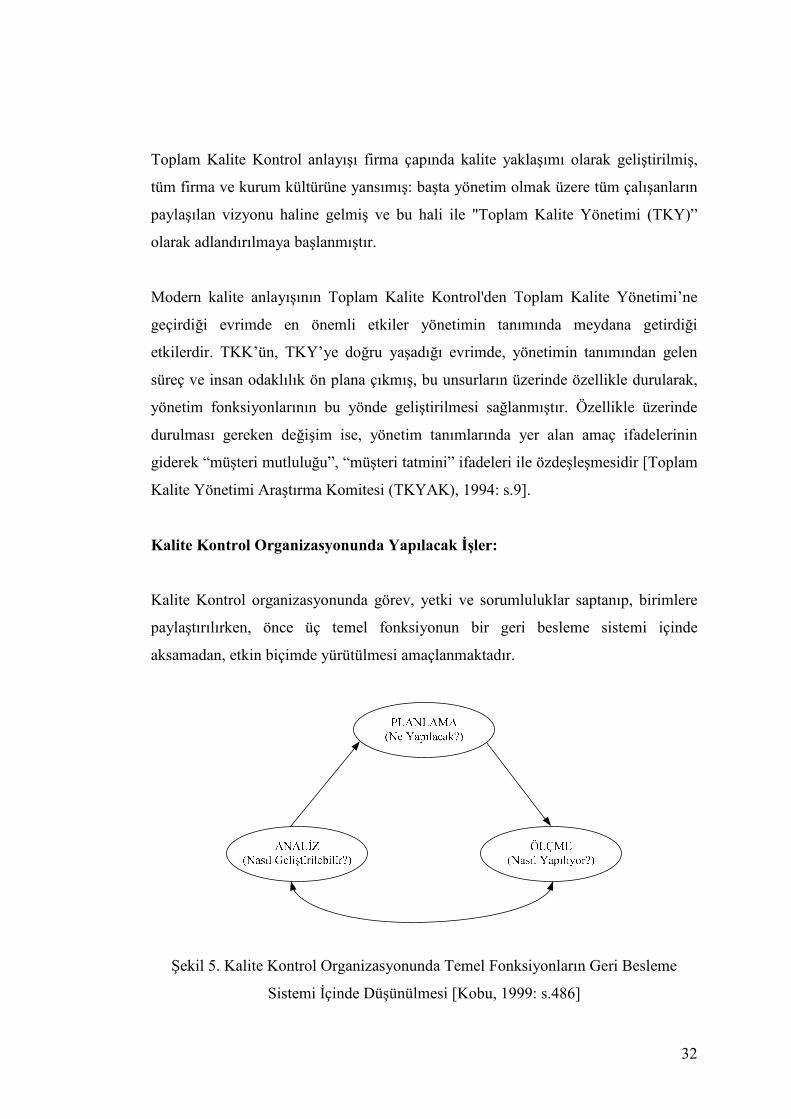
32
Toplam Kalite Kontrol anlayışı firma çapında kalite yaklaşımı olarak geliştirilmiş,
tüm firma ve kurum kültürüne yansımış: başta yönetim olmak üzere tüm çalışanların
paylaşılan vizyonu haline gelmiş ve bu hali ile "Toplam Kalite Yönetimi (TKY)”
olarak adlandırılmaya başlanmıştır.
Modern kalite anlayışının Toplam Kalite Kontrol'den Toplam Kalite Yönetimi’ne
geçirdiği evrimde en önemli etkiler yönetimin tanımında meydana getirdiği
etkilerdir. TKK’ün, TKY’ye doğru yaşadığı evrimde, yönetimin tanımından gelen
süreç ve insan odaklılık ön plana çıkmış, bu unsurların üzerinde özellikle durularak,
yönetim fonksiyonlarının bu yönde geliştirilmesi sağlanmıştır. Özellikle üzerinde
durulması gereken değişim ise, yönetim tanımlarında yer alan amaç ifadelerinin
giderek “müşteri mutluluğu”, “müşteri tatmini” ifadeleri ile özdeşleşmesidir [Toplam
Kalite Yönetimi Araştırma Komitesi (TKYAK), 1994: s.9].
Kalite Kontrol Organizasyonunda Yapılacak Đşler:
Kalite Kontrol organizasyonunda görev, yetki ve sorumluluklar saptanıp, birimlere
paylaştırılırken, önce üç temel fonksiyonun bir geri besleme sistemi içinde
aksamadan, etkin biçimde yürütülmesi amaçlanmaktadır.
Şekil 5. Kalite Kontrol Organizasyonunda Temel Fonksiyonların Geri Besleme
Sistemi Đçinde Düşünülmesi [Kobu, 1999: s.486]
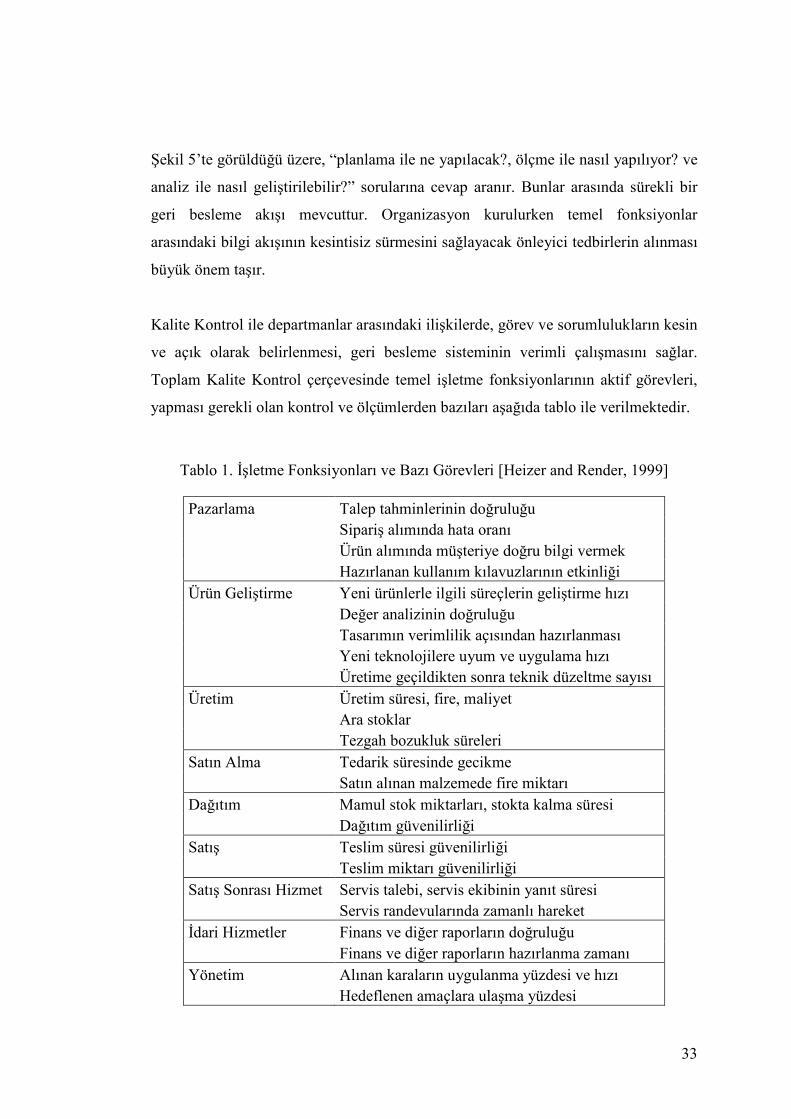
33
Şekil 5’te görüldüğü üzere, “planlama ile ne yapılacak?, ölçme ile nasıl yapılıyor? ve
analiz ile nasıl geliştirilebilir?” sorularına cevap aranır. Bunlar arasında sürekli bir
geri besleme akışı mevcuttur. Organizasyon kurulurken temel fonksiyonlar
arasındaki bilgi akışının kesintisiz sürmesini sağlayacak önleyici tedbirlerin alınması
büyük önem taşır.
Kalite Kontrol ile departmanlar arasındaki ilişkilerde, görev ve sorumlulukların kesin
ve açık olarak belirlenmesi, geri besleme sisteminin verimli çalışmasını sağlar.
Toplam Kalite Kontrol çerçevesinde temel işletme fonksiyonlarının aktif görevleri,
yapması gerekli olan kontrol ve ölçümlerden bazıları aşağıda tablo ile verilmektedir.
Tablo 1. Đşletme Fonksiyonları ve Bazı Görevleri [Heizer and Render, 1999]
Pazarlama Talep tahminlerinin doğruluğu Sipariş alımında hata oranı Ürün alımında müşteriye doğru bilgi vermek Hazırlanan kullanım kılavuzlarının etkinliği
Ürün Geliştirme Yeni ürünlerle ilgili süreçlerin geliştirme hızı Değer analizinin doğruluğu Tasarımın verimlilik açısından hazırlanması Yeni teknolojilere uyum ve uygulama hızı Üretime geçildikten sonra teknik düzeltme sayısı
Üretim Üretim süresi, fire, maliyet Ara stoklar Tezgah bozukluk süreleri
Satın Alma Tedarik süresinde gecikme Satın alınan malzemede fire miktarı
Dağıtım Mamul stok miktarları, stokta kalma süresi Dağıtım güvenilirliği
Satış Teslim süresi güvenilirliği Teslim miktarı güvenilirliği
Satış Sonrası Hizmet Servis talebi, servis ekibinin yanıt süresi Servis randevularında zamanlı hareket
Đdari Hizmetler Finans ve diğer raporların doğruluğu Finans ve diğer raporların hazırlanma zamanı
Yönetim Alınan karaların uygulanma yüzdesi ve hızı Hedeflenen amaçlara ulaşma yüzdesi
34
BÖLÜM 2. TOPLAM KALĐTE YÖNETĐMĐ
Bu bölümde, Toplam Kalite Yönetimi anlayışı tanıtılmakta, TKY içerisindeki konu
başlıkları hakkında genel bilgiler verilmektedir. Ayrıca Toplam Kalite anlayışının
Türkiye’deki uygulamalarından, Dünya’da uygulanmakta olan kalite modellerinden
ve kalite ödüllerinden bahsedilmekte, son olarak da Toplam Kalite Yönetimi
Uygulamalarında kullanılan araç ve teknikler ile Toplam Kalite Yönetiminin temel
öğeleri açıklanmaktadır.
2.1. GĐRĐŞ
Đşletmelerin başarılı olabilmeleri için temel unsur kardır. Bunun için de yeterli sayıda
müşterileri bulunmalıdır. Đşletmeler hem mevcut müşterilerini ellerinde tutmak, hem
de yeni müşteriler bulabilmek için gayret göstermektedirler.
Đşletmeler müşterilerini belirledikten sonra, onların gereksinim ve beklentilerini de
belirlemeli ve süreçlerini bu gereksinim ve beklentileri doğru ve tam zamanında
karşılayacak şekilde düzenlemelidirler.
Bir işletme karını maksimum yapabilmek için, verimliliğe ve etkinliğe önem
vermelidir. Ancak bu şekilde müşteriyi tatmin edecek mal veya hizmeti en düşük
maliyetle üretmek mümkün olabilir.
Maliyet etkinliği ve istenilen kalite düzeyinin belirlenebilmesi için, müşteri
gereksinimleri tasarım aşamasından itibaren göz önüne alınmalıdır. Ürün veya
hizmet üretirken hata, fire ve ıskartaları önleyerek, verimsizliği en az indirmeleri
gerekir [Özevren, 1997: s.4].
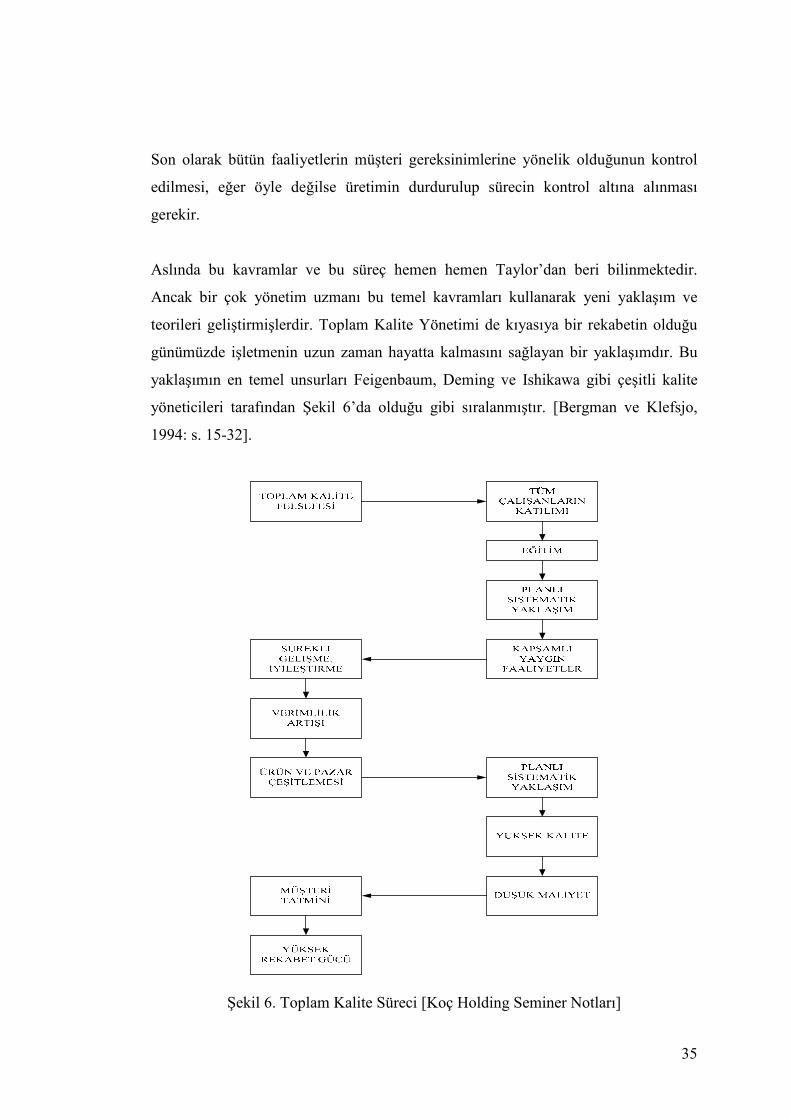
35
Son olarak bütün faaliyetlerin müşteri gereksinimlerine yönelik olduğunun kontrol
edilmesi, eğer öyle değilse üretimin durdurulup sürecin kontrol altına alınması
gerekir.
Aslında bu kavramlar ve bu süreç hemen hemen Taylor’dan beri bilinmektedir.
Ancak bir çok yönetim uzmanı bu temel kavramları kullanarak yeni yaklaşım ve
teorileri geliştirmişlerdir. Toplam Kalite Yönetimi de kıyasıya bir rekabetin olduğu
günümüzde işletmenin uzun zaman hayatta kalmasını sağlayan bir yaklaşımdır. Bu
yaklaşımın en temel unsurları Feigenbaum, Deming ve Ishikawa gibi çeşitli kalite
yöneticileri tarafından Şekil 6’da olduğu gibi sıralanmıştır. [Bergman ve Klefsjo,
1994: s. 15-32].
Şekil 6. Toplam Kalite Süreci [Koç Holding Seminer Notları]
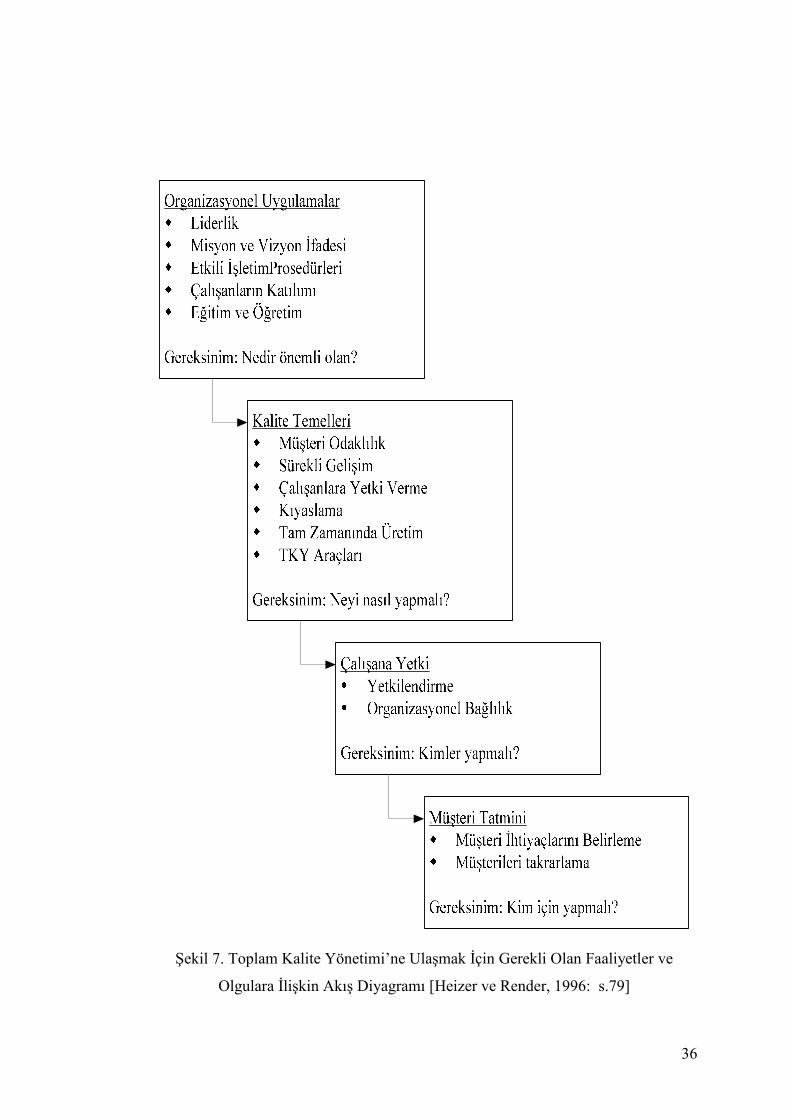
36
Şekil 7. Toplam Kalite Yönetimi’ne Ulaşmak Đçin Gerekli Olan Faaliyetler ve
Olgulara Đlişkin Akış Diyagramı [Heizer ve Render, 1996: s.79]

37
Toplam Kalite Yönetimi; sürekli gelişim ile müşteri mutluluğunu ve tatminini temel
alan bir yaşam tarzıdır. Mükemmelliğe uzanan bir yolculuktur [Çetin, Akın ve Erol,
2001]. Bir ürün veya hizmetin üretilmesi ve sunulmasında kaliteden bahsedebilmek
için bu sürece doğrudan veya dolaylı olarak etki eden tüm faktörlerin kaliteli olması
gereğini savunan ve bunun bir organizasyon sayesinde yönetsel bir işlev olmasını
öngören TKY yaklaşımı bazı prensipler üzerine oturmuştur. TKY’nin temellerini
oluşturan bu prensipler şunlardır;
• Üst yönetimin tam desteği,
• Müşteri odaklılık,
• Uzun dönem stratejik planlama (Vizyon ve misyon doğrultusunda),
• Çalışanların tam katılımı,
• Çalışanların okul ve işbaşı eğitimi (Eğitim ve öğretim),
• Çalışanları fark etme ve ödüllendirme,
• Çalışanlar yetki devri ve takım çalışması,
• Üretim sürecinde ölçme ve analizler yapma,
• Kalite odaklı olma (Kalite güvence sistemi - ISO, QS veya diğer),
• Sürekli gelişim,
• Hızlı ve sürekli bilgi akışı [Cartin, 1993].
2.2. TOPLAM KALĐTE YÖNETĐMĐ’NĐN TANIMI
Bazı kalite uzmanlarının Toplam Kalite Kontrolü (TKK) olarak da ifade ettiği
Toplam Kalite Yönetimi’nin (TKY); T'si, toplamı, tüm çalışanların katılımını,
yapılan işlerin tüm yönlerini, müşterileri ve üretilen ürün ve hizmetlerin tümünü
kapsar. K'sı, kaliteyi, yani müşterilerin bugünkü beklenti ve ihtiyaçlarını tam
zamanında karşılayıp, onlara gelecekteki beklentilerini aşan ürün ve servisler sunmak
demektir. Y'si ise, yönetimin her konuda çalışanlara liderlik yapması, çalışanlara
örnek model oluşturması ve şirket çapında katılımcı yönetimin sağlanmasıdır.
38
Katılımcı yönetim, her seviyedeki çalışanların önerilerini rahatça sunma imkanının
ve şirket içinde verilecek kararlarda söz söyleme hakkının bulunmasıdır.
Toplam: Herkesin katılımı,
Kalite: Müşteri gereksinim ve beklentilerinin tamamen karşılanması,
Yönetim: Kaliteli ürün ve hizmet için bütün koşulların sağlanmasıdır.
Kaynaklarda konu ile ilgili yazarlar tarafından Toplam Kalite Yönetimi’nin çeşitli
tanımları yapılmıştır. Şaşırtıcı olmakla beraber, Đngiliz Standardları Enstitüsü kendi
Standardlarında bile iki farklı tanım yapmıştır.
Đlk tanımda [British Standards 4778, 1991] TKY; toplumun ve müşterilerin
gereksinimlerini, beklentilerini karşılayan ve işletme çalışanlarının tüm
potansiyellerini en üst düzeyde tutarak işletme hedeflerini, en az maliyetle en
verimli şekilde sağlayan tüm faaliyetleri içeren yönetim felsefesi olarak
tanımlanmaktadır.
Đkinci tanımda [British Standards 7850, 1992] ise, TKY bir işletmenin insan ve
malzeme kaynaklarını, hedeflerine ulaşmak için en verimli şekilde kullanmayı
amaçlayan yönetim felsefesi ve uygulamaları olarak tanımlanmıştır.
UMIST kalite yönetimi merkezi tarafından kullanılan TKY tanımı ise şöyledir:
TKY, müşterilerin ihtiyaç ve beklentilerini karşılayacak ürün ve hizmet kalitesinin
sağlanması için, bir işletme içindeki tüm bireylerin ortak çalışmasıdır [Dale ve
Plunkett, 1995: s.11].
Bir firmanın minimum maliyetle üretmeyi düşündüğü kalite düzeyini imkanlar
çerçevesinde en ekonomik şekilde karşılayacak çıktı üretimini amaçlayan kalite
güvencesinden günümüze kadar çok yol alınmıştır [Eriş, 1998]. Bu denli önemli olan
bir kavramın kuşkusuz yönetimi gerekmektedir. 1990’larla birlikte Toplam Kalite
Yönetimi (TKY) olarak ele alınan bu kavram, iç ve dış müşterilerin tatmin
39
edilmesinde işletmelerde bölüm bazında değil, bir bütün içerisinde uygulanan bir
felsefe olarak karşımıza çıkmaktadır. [Madu, Kuei, Lin, 1995: s.121-131]
Toplam Kalite Yönetimi, tüketici isteklerini en ekonomik düzeyde karşılamak amacı
ile işletme içindeki pazarlama, mühendislik, imalat ve müşteri hizmetleri gibi çeşitli
birimlerin; kalitenin yaratılması, yaşatılması ve geliştirilmesi yolundaki çabalarını
birleştirip, bu çabalar arasında eşgüdüm sağlayan etkili sistemdir [Feigenbaum, 1991:
s.6.].
Klasik yönetim anlayışında amaç, hedeflenen karı elde etmektir. Belli bir düzeyin
üzerindeki kaliteyi gerçekleştirmek, maliyetlerin yükselmesine neden olur. Yani
kalite yükseldikçe, maliyet de buna bağlı olarak yükselir. Çünkü kalite, kontrol
edilerek sağlanır. Dolayısıyla hataları önlemeye dönük yaklaşıma sahip değildir.
Hataların ölçülebilen maliyetleri (hurda, fire, KK maliyetleri) yanında, ölçülemeyen
maliyetler (pazar kaybı, müşteri kaybı, prestij kaybı,..) de söz konusudur. Bu
ölçülemeyen maliyetler, ölçülebilenlerden daha büyüktür ve etkisi uzun zamanda
ortaya çıkar. Bu nedenle kalitesizlik maliyeti belirlenirken mutlaka hataların, yani
kalitesizliğin ölçülemeyen maliyetleri de ele alınmalıdır.
TKY ise klasik yönetimin aksine hataları önlemeye dönük bir yaklaşıma sahiptir. Bu
da hataların daha ortaya çıkmadan önlenmesini sağlamaktadır. Bunun sonucunda da
hata maliyeti ile hataların değerlendirilmesine yönelik test ve muayene maliyeti de
azalmaktadır. Hata maliyetleri belirlenirken, hataların ölçülemeyen maliyetleri de ele
alınmıştır. TKY’de amaç hedeflenen karı sağlayacak ölçülebilen ve sürekli
geliştirilen bir kalite sistemine sahip olmaktır. Sonuçta TKY ile klasik yönetim
modeli karşılaştırıldığında; TKY, kalite maliyet ve hız üstünlüğü ile kuruluşlara daha
fazla rekabet olanağı sağlamaktadır
Toplam Kalite Yönetimi, hataların nedenlerini ortadan kaldırmaya ve hatalar
oluşmadan önlem almaya yöneliktir. Hatalı ürünlerin üretilmesi önlendiğinde,
maliyetlerde azalmaya başlayacaktır [Bozkurt ve Asil, 1995: s. 32-33.].

40
Uzun vade de müşterinin tatmin olması ve başarıyı elde etmesi için, toplum için elde
etmeyi amaçlayan kalite üzerinde yoğunlaştırılmış tüm personelin katılımına
dayanan bir yönetim modelidir. Yalnız üründe değil hizmette, iletişimde fikir
alanında toplam kalite yönetimi uygulanmalıdır. Müşteri beklentisini her şeyin
üstünde tutan müşteri tarafından tanımlanan kaliteyi tüm faaliyetlerin yürütülmesi
sırasında ürün ve hizmet bünyesinde oluşturulan bir yönetim biçimidir.
Toplam kalite yönetimi kaliteyi artırarak rekabet gücünü geliştirmenin çağdaş
yönetim biçimidir. Toplam kalite yönetimi biçimi aynı zamanda yaşam biçimidir.
Çağdaş yaşamın her aşamasında sürekli gelişmeyi ve birlikteliği ön görür Toplam
Kalite Yönetimi, sürekli gelişme, müşterinin tatmini, ilk defada ve her zaman
doğruyu yapma temeline dayanır. Maliyetler düşürülürken üretimin kalitesinin
artırılması ve müşterinin memnuniyet seviyelerinin yükseltilmesi hedeflenmektedir.
Bu anlayışa göre üretimin kalitesi ürün üretilirken sağlanır Toplam Kalite
Yönetimi’nin ana felsefesi her hangi bir kurumda çalışan herkesin katılımı ile
sürecin sürekli olarak iyileştirilmesi ve geliştirilmesi esasına dayanır.
Dr. Feigenbaum Toplam Kalite Kontrolü, “Müşterilerin ihtiyaçlarını en ekonomik
düzeyde karşılamak amacı ile işletmenin değişik bölümlerinin; kalitenin yaratılması,
yaşatılması ve geliştirilmesi yolundaki çabalarını birleştirip koordinasyonunu
sağlayan eden etkili bir yöntemdir” şeklinde tanımlamıştır [Akao, 1991: s.3].
Toplam Kalite Yönetimi değişim için dizayn edilmiştir. TKY kurallardan ve
araçlardan oluşan statik bir sistem değil, işin yapılması ile ilgili bir düşünce şekli ve
yönetim felsefesidir [Dobbins, 1995: s.31]
Toplam kalite yönetimi, iç ve dış müşteri beklentilerinin aşılmasını temel amaç
olarak alan, çalışanların bilgilendirilip yetkilendirilmesini ve takım çalışmalarıyla
tüm süreçlerin sürekli iyileştirilmesini hedefleyen bir yönetim felsefesi olarak
tanımlanmaktadır. Bu tanım içerisinde kalite, müşteri beklentilerinin karşılanması,
kalitesizlik ise topluma verilen toplam zararı ifade eder. Müşteri, işletmedeki
41
süreçlerin ürettiği ürün ya da servisi kullanan kimsedir. Bunlardan organizasyon
içinde yer alanlara iç müşteri, dışında olanlara ise dış müşteri diyoruz.
Uzun dönemde bir işin ilk defada doğru yapılarak sıfır hataya ulaşılması için
çalışanların gerekli eğitimlerden geçmesi, ihtiyaç duyulan araç ve gerecin sağlanması
Toplam Kalite Yönetimi’nin etkinliğini artırır. Bunu sağlamanın temel yolu müşteri
beklentisinin sağlıklı olarak belirlenmesidir. TS - ISO 9005 kalite sözlüğü
standardında kalite bir ürün ya da hizmetin belirlenen veya olabilecek ihtiyaçları
karşılama kabiliyetine dayanan özelliklerin toplamı şeklinde tanımlanabilir Toplam
Kalite Yönetimi’nin doğum yeri Amerika’dır. Đkinci Dünya savaşı sonunda
Amerikan endüstrisi hızla gelişti. Ancak kar anlayışları sistemin Amerika’da
başarısını engellemiştir. Japonlarda II. Dünya Savaşı yenilgisinden sonra Amerika’lı
Deming ülkeye davet edilmiş, onun yolundan gidilmiş, başarılı olunmuştur.
Başta Japon kuruluşları olmak üzere birçok Dünya kuruluşunun başarılarında temel
faktör olan Toplam Kalite Yönetimi, günümüzde en genel haliyle, bir kuruluştaki
tüm faaliyetlerin sürekli olarak iyileştirilmesi ve organizasyondaki tüm çalışanların
kesin aktif katılımıyla çalışanlar, müşteriler ve toplum memnun edilerek karlılığa
ulaşılması şeklinde ifade edilmektedir. Bu tanımdan da anlaşılacağı gibi Toplam
Kalite anlayışında, klasik yaklaşımdan farklı olarak çalışanlar ve yöneticilerden
beklenen rolde önemli bir değişim yaşanmaktadır. Yeni anlayışta, sorumluluklarını
eksiksiz olarak yerine getiren ancak bunun yanında yaptığı işin daha verimli
yapılması, iş süreçlerinin geliştirilmesi konusunda sürekli düşünen ve belirlenmiş
çeşitli sistematik katılım yöntemleri ile bu düşüncelerini ve becerilerini sisteme katan
yeni bir çalışan davranışı sergilenmesi gerekirken, yöneticilerin de çalışanları teşvik
edici, katılımı sağlayıcı, inisiyatif kullanmayı sorumluluk almayı ve yenilikler
yaratmayı teşvik eden bir insan kaynakları planlama sistemi kurması önemli bir
ihtiyaç haline gelmiştir.
Aşağıda, TKY felsefesi ile klasik yönetim anlayışının arasındaki farklılıklara ilişkin
bazı örnekler tablo şeklinde sunulmuştur [Kavrakoğlu, 1994: s.61-63].
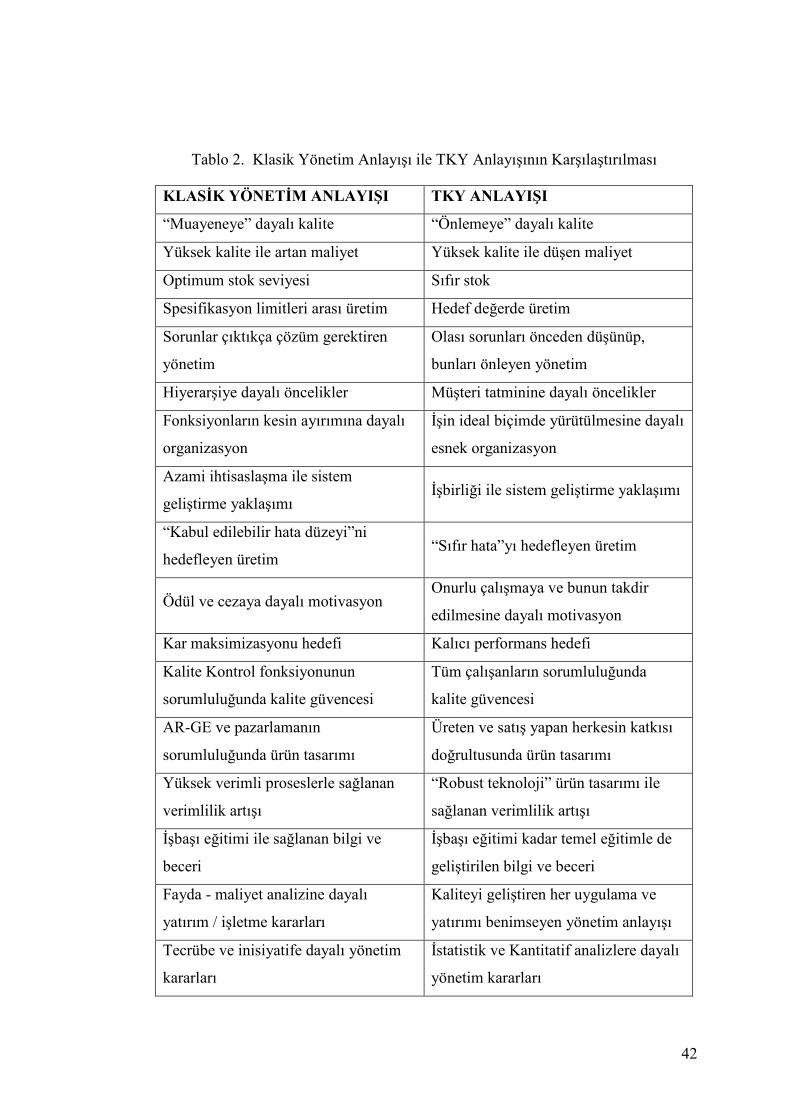
42
Tablo 2. Klasik Yönetim Anlayışı ile TKY Anlayışının Karşılaştırılması
KLASĐK YÖNETĐM ANLAYIŞI TKY ANLAYIŞI
“Muayeneye” dayalı kalite “Önlemeye” dayalı kalite
Yüksek kalite ile artan maliyet Yüksek kalite ile düşen maliyet
Optimum stok seviyesi Sıfır stok
Spesifikasyon limitleri arası üretim Hedef değerde üretim
Sorunlar çıktıkça çözüm gerektiren
yönetim
Olası sorunları önceden düşünüp,
bunları önleyen yönetim
Hiyerarşiye dayalı öncelikler Müşteri tatminine dayalı öncelikler
Fonksiyonların kesin ayırımına dayalı
organizasyon
Đşin ideal biçimde yürütülmesine dayalı
esnek organizasyon
Azami ihtisaslaşma ile sistem
geliştirme yaklaşımı Đşbirliği ile sistem geliştirme yaklaşımı
“Kabul edilebilir hata düzeyi”ni
hedefleyen üretim “Sıfır hata”yı hedefleyen üretim
Ödül ve cezaya dayalı motivasyon Onurlu çalışmaya ve bunun takdir
edilmesine dayalı motivasyon
Kar maksimizasyonu hedefi Kalıcı performans hedefi
Kalite Kontrol fonksiyonunun
sorumluluğunda kalite güvencesi
Tüm çalışanların sorumluluğunda
kalite güvencesi
AR-GE ve pazarlamanın
sorumluluğunda ürün tasarımı
Üreten ve satış yapan herkesin katkısı
doğrultusunda ürün tasarımı
Yüksek verimli proseslerle sağlanan
verimlilik artışı
“Robust teknoloji” ürün tasarımı ile
sağlanan verimlilik artışı
Đşbaşı eğitimi ile sağlanan bilgi ve
beceri
Đşbaşı eğitimi kadar temel eğitimle de
geliştirilen bilgi ve beceri
Fayda - maliyet analizine dayalı
yatırım / işletme kararları
Kaliteyi geliştiren her uygulama ve
yatırımı benimseyen yönetim anlayışı
Tecrübe ve inisiyatife dayalı yönetim
kararları
Đstatistik ve Kantitatif analizlere dayalı
yönetim kararları
43
2.3. TÜRKĐYE’DE TOPLAM KALĐTE YÖNETĐMĐ
Daha birkaç yıl önce ülkemizin çoğu işletmesinde kalite ile ilgili insanlar ya yoktu,
veya birkaç kişilik gruplarla sınırlı idi. Ülkemizi düşündüğümüzde kalite ile ilgili
olarak, birkaç akademisyen, birkaç yönetici ve birkaç kamu görevlisi vardı. Kalite
konusu genellikle ürün kalitesine odaklanmış, yönetim kalitesinden bahsetmek
düşünülmeyen bir olguydu. Kalite denince akla genellikle ürün kalitesi gelmekteydi.
Ürünün dayanıklılığı dışındaki diğer özelliklerine önem verilmemekteydi.
Türkiye’de son yıllarda meydana gelen sosyal, ekonomik ve kültürel gelişmeler;
ilgiyi, mamuller ve hizmetler üzerindeki kaliteye çekti. Son 20-30 yılda Dünya
kaynaklarının tüketilmesi konusundaki verimsizlik ve hızlı nüfus artışı, Dünya da ve
ülkemizde çeşitli krizlerin yaşanmasına neden olmuştu. Artan rekabet karşısında
işletmeler ürünü kaliteli üretmenin yeterli olmadığını, müşterilerin her şekilde
memnun edilmesi gerektiği olgusunu keşfetmeye başladılar. Özellikle ülkemiz dış
piyasaya mal satabilmek, ya da dış piyasadan satın alınan mallar karşısında rekabet
oluşturabilmek amacı ile kalite bilincinin, verimliliğin, Standardlaşmanın ve müşteri
gereksinimlerine önem vermenin gerekliliğini daha fazla hissetmeye başladılar.
Ülkemizde, iç piyasayı oluşturan ulusal şirketler, genellikle birleşme kartelleşme
yoluna giderken, bazıları ise ayakta kalma savaşı vermekteydiler. Gümrük duvarının
neredeyse kaldırıldığı son yıllarda iç müşteriler, alternatif mallar, ürünler tanıdılar.
Artık müşteri yıllar öncesinde olduğu gibi değildi. Soran, öğrenen, kıyaslayan ve
kaliteyi tercik eden müşteri kitlesinin hacmi gün geçtikçe artmaktaydı. Bazı
pazarlama araştırmaları yine de fiyat-kalite açmazına düşen müşterilerin üzerinde
dururken, kalitesizlik tuzağına düşen insanlar fiyatı ikinci plana atmaya başladılar,
Tüketicinin bilinçlenmesi; devleti, onların haklarını aramaları için yeni yatırımlar
uygulamaya, kanunlar çıkarmaya zorladı. Bütün bu gelişmeler tüketiciyi koruma
adına çeşitli kanunların çıkmasına ve tüketici mağduriyetini önleme amacı ile çeşitli
sivil toplum kuruluşlarının oluşmasına neden oldu. Örneğin doksanlı yıllarda çıkan
yeni yasa tasarısının getirdiği en önemli yenilik, “Hatalı maldan ve onun neden
44
olacağı zarardan sadece üretici ve ithalatçının değil, satıcının da ortak sorumluluk
taşıdığının benimsenmesi” idi [Polater, 1993: s.37]. Bilinçlenen tüketiciler organize
olmaya başlamışlardı.
Ortam böyle iken, TSE, TÜSĐAD ve akademisyenlerin öncülüğünde bazı faaliyetler
başlatıldı. Türk Standardları Enstitüsü (TSE) de 132 sayılı kuruluş yasası ile
kendisine verilen “Standardlara uygun ve kaliteli üretimi teşvik edecek her türlü
çalışmayı yapmak ve bunlarla ilgili belgeler düzenlemek” görevini yerine getirirken
Standardların yanı sıra kalite konusuna da eğilmiş ve bu alanda yürüttüğü çalışmalar
son yıllarda özel bir önem ve yoğunluk kazanmıştır. Avrupa Kalite Örgütü (EOQ)
üyesi olarak, kalite alanındaki uluslar arası gelişmeleri yakından izlemekte,
ülkemizin çağdaş kalite anlayışı açısından geri kalmaması için olanaklar dahilinde
her türlü çalışmayı göstermektedir [Peker, 1993: s.113].
2.4. TKY’DE SÜREKLĐ ĐYĐLEŞTĐRME (KAIZEN)
Japonca, Kai = değişim, Zen = iyi, daha iyi anlamına gelmektedir. Bu iki sözcüğün
bileşiminden oluşan Kaizen sözcüğü geliştirme, iyileştirme ve özellikle “sürekli
gelişme “ anlamlarında kullanılmaktadır. Bu sözcüğe esas önemini kazandıran
özellik, onun aynı zamanda bir felsefeyi, bir yaşam biçimini ifade etmesidir.
Tepe yönetimden en alt düzeydeki çalışana kadar herkesin katılımı ile, sürekli
gelişim felsefesi olan Kaizen, Japonya’nın rekabetteki başarısının en önemli
elemanlarından birisidir. Kaizen örgüt hiyerarşisi içinde tüm çalışanların fikirlerini
açıkça ortaya koyabildiği ve çalışanlar arasındaki iletişimin daha rahat sağlanabildiği
bir sistemdir. Ayrıca, yeni fikirlerin ortaya çıkartılması ve çalışanları araştırmaya
yönelmeleri konusunda özendirmektedir. [Keen, Knap, 1996: s.49]. Kaizen
yaklaşımının daha iyi anlaşılabilmesi için batılı ülkelerdeki gelişmeyi simgeleyen
“Buluş yaklaşımı” ile “Kaizen yaklaşımı”’nı karşılaştırmak gerekmektedir.
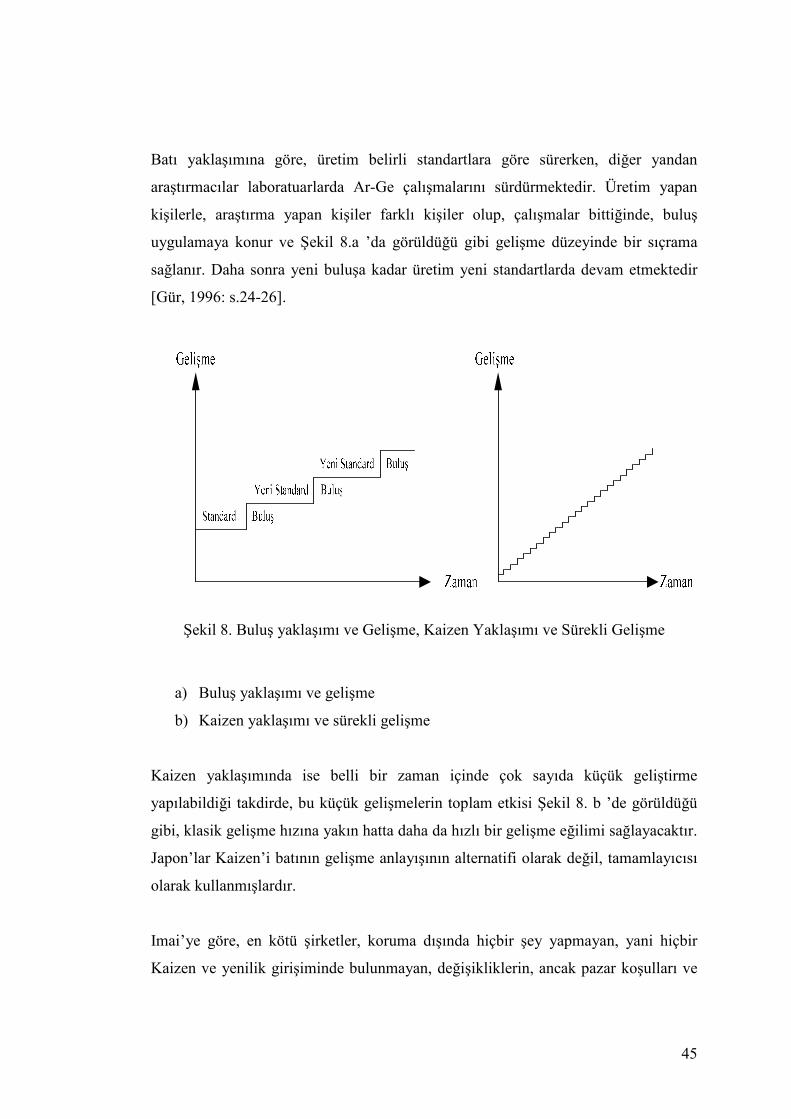
45
Batı yaklaşımına göre, üretim belirli standartlara göre sürerken, diğer yandan
araştırmacılar laboratuarlarda Ar-Ge çalışmalarını sürdürmektedir. Üretim yapan
kişilerle, araştırma yapan kişiler farklı kişiler olup, çalışmalar bittiğinde, buluş
uygulamaya konur ve Şekil 8.a ’da görüldüğü gibi gelişme düzeyinde bir sıçrama
sağlanır. Daha sonra yeni buluşa kadar üretim yeni standartlarda devam etmektedir
[Gür, 1996: s.24-26].
Şekil 8. Buluş yaklaşımı ve Gelişme, Kaizen Yaklaşımı ve Sürekli Gelişme
a) Buluş yaklaşımı ve gelişme
b) Kaizen yaklaşımı ve sürekli gelişme
Kaizen yaklaşımında ise belli bir zaman içinde çok sayıda küçük geliştirme
yapılabildiği takdirde, bu küçük gelişmelerin toplam etkisi Şekil 8. b ’de görüldüğü
gibi, klasik gelişme hızına yakın hatta daha da hızlı bir gelişme eğilimi sağlayacaktır.
Japon’lar Kaizen’i batının gelişme anlayışının alternatifi olarak değil, tamamlayıcısı
olarak kullanmışlardır.
Imai’ye göre, en kötü şirketler, koruma dışında hiçbir şey yapmayan, yani hiçbir
Kaizen ve yenilik girişiminde bulunmayan, değişikliklerin, ancak pazar koşulları ve
46
rekabet ile yönetimin zorlandığı zaman ele alındığı, yönetimin nereye gittiğini
bilmediği şirketlerdir.
Kaizeni gerçekleştirmek için üç temel koşulun sağlanması gerekmektedir:
Var olan durumu yetersiz bulmak: Đyileştirme için başlangıç noktası, iyileştirmeye
olan gereksinim, yani bir problemin varlığının fark edilmesidir. Mevcut durumla
yetinmek Kaizen’in baş düşmanıdır [Imai, 1994: s.8-9].
Đnsan unsurunu geliştirmek: Đnsan kaynakları bir işletmenin en değerli varlığıdır.
Geleneksel yönetim anlayışında , insan kaynaklarının ancak küçük bir bölümünden
yaralanılmaktadır. Oysa her çalışanın fiziksel ve zihinsel gücü yanında yaratıcılık
yeteneğinden de yararlanılmalıdır. Her çalışan geliştirme faaliyetlerinin bir üyesi
haline getirilmelidir.
Problem çözme tekniklerini yaygın biçimde kullanmak: Đşletmelerde problem
çözümlerinde kontrol çizelgeleri, histogramlar, neden-sonuç analizi, Pareto analizi,
gruplandırma, grafik ve kontrol çizelgeleri ve dağılım diyagramı gibi teknikler
kullanılmalıdır.
Dr. Deming 1950’de Đstatistiksel Kalite Kontrolün temellerini öğretirken, nasıl
çalışmaları gerektiğini de “Deming Döngüsü” denilen bir çevrimle açıklamıştır. Şekil
9’da görüldüğü gibi döngü devam ettikçe sürekli gelişme sağlanacaktır.
Deming döngüsü’nün kullanımı aşağıdaki biçimdedir :
• Sorunun teşhisi ve tanıtımı
• Sorunun incelenmesi, (PLANLA)
• Nedenlerin bulunması,
• Önlemlerin planlanması,
• Önlemlerin uygulanması, (UYGULA)

47
Şekil 9. Deming’in POKÖ (PDCA) Çevrimi [Rao, Carr, Dambolena ve Kopp, 1996]
• Önlemlerin sonuçlarının izlenmesi, (KONTROL ET, DENETLE)
• Sonuçlar olumsuz: Düzeltici önlem,
• Sonuçlar olumlu: Standart hale getir. (ÖNLEM AL, HAREKETE GEÇ)
Kalite bir işletme için nihai bir amaç değil, sadece yüksek rekabet gücünü sağlamaya
olanak veren bir araçtır. Çok yüksek, hatta herkesten yüksek bir kalite düzeyine
çıkmak işletmeler için yeterli olmayıp, amaç sürekli olarak rakiplerden ileri olmaktır.
Bunu sağlayan yöntem de sürekli gelişme sürecidir.
Uygulamada Kaizen programı üç bölüme ayrılmaktadır:
Yönetim Öncelikli Kaizen: Japon yönetim anlayışı, genel olarak bir yöneticinin
zamanının en az yarısını iyileştirmeye ayırması gerektiğine inanmaktadır. Yönetimin
üzerinde çalıştığı Kaizen konuları, meslek ve mühendislik bilgilerini, karmaşık
problem çözme yeteneği gerektirmekle birlikte, bazen basit istatistiksel araçlar (Yedi
48
araç) yardımıyla da çözümlenebilir. Burada Kaizen takımları, proje takımları ve
çalışma takımları gibi grup yaklaşımları kullanılmaktadır. Bununla birlikte bu
gruplar kalite kontrol çemberlerinden farklıdır: çünkü bunlar yönetim ve destek
personelinden oluşmaktadır ve faaliyetleri yönetim görevinin rutin bir parçası olarak
kabul edilmektedir [Imai, 1994: s.82-84].
Sürekli iyileştirme ancak, gerçek problemleri belirlemede, çözmede ve hataların
yinelenmesini önleyen uygun örgüt ile ilgili koşulları öngörebilen bir yönetim
kapasitesi mevcutsa olanaklı olmaktadır [Đpekgil, 1996: s.12].
Grup Öncelikli Kaizen: Grup çalışmasında Kaizen, kalıcı bir yaklaşım olarak,
kalite kontrol çemberleri (KKÇ) , gönüllü yönetim grupları ve problemleri çözmek
için çeşitli istatistiksel araçları kullanan küçük grup faaliyetleri ile geçekleştirilir. Bu
yaklaşım tam bir planla-yap-denetle-harekete geç döngüsünü gerektirmektedir.
Ekipteki üyelerce, sorun belirlemenin yanı sıra, nedenlerin belirlenip analiz edilmesi,
karşı önlemlerin alınması, geliştirilmesi ve yeni standartların oluşturulmasına ilişkin
çalışmalar gerçekleştirilmektedir.
Birey Öncelikli Kaizen: Birey öncelikli Kaizeni, destekleyici sistem öneri
sistemidir. Öneri sistemi, birey öncelikli Kaizenin gerçekleştirilmesine ve kişinin
daha çok değil, daha akıllıca çalışmasını sağlamaya yönelik bir araçtır.
Đkinci Dünya Savaşından sonra ABD’ne giden Japon yöneticiler öneri sistemini
öğrenip, kendi işletmelerinde uygulamaya başlamışlardır. Amerika’da uygulanan
öneri sistemi, ekonomik yararlar üzerinde odaklanarak, önemli teşvikler
sağlamaktadır. Japon sistemi ise, çalışanların olumlu katılımları ve moral kazandırıcı
yönü üzerinde durmaktadır.
Tüm bu uygulamaları ile Kaizen; topluluğun aynı amaç ve hedef doğrultusunda
çalışmasını sağlaması, karşılıklı ilişki içinde olan bölümler arasındaki sorunlara en
kısa zamanda ve kalıcı olarak çözümler getirmesi, çalışanların bilgi ve beceri
düzeyini yükselterek, motivasyonu artırması ve kuruluşun tüm faaliyetlerine canlılık
49
getirerek, işletmenin rekabet gücünün artmasına yardımcı olması gibi bir çok yararlar
sağlamaktadır.
Toplam Kalite Yönetimi’nde sürekli iyileştirme kavramı, her kademedeki yönetici ve
diğer çalışanları kapsayan bütün faaliyetleri içermektedir. Bu kavram Japonya’da
başlı başına bir kavramdır ve KAĐZEN olarak bilinir. KAĐZEN, sürekli iyileştirme
demektir. Sürekli iyileştirme; ev, özel ve sosyal yaşamı da kapsayan bir felsefedir.
Bu felsefe, mevcut durumla yetinmeyip, küçük küçük de olsa sürekli iyileştirme ile
daha iyisini yapmak ve “yeterince iyi yeterli değildir” yaklaşımından hareketle her
faaliyetin sürekli olarak iyileştirilmeye ihtiyacı olduğunu vurgulamaktır.
En genel anlamda kalitede sürekli iyileştirme ise; “standart kaliteden daha iyi
yapmanın yollarını bulmak, hataları minimumdan sıfır hataya götürebilecek
iyileştirme çalışmasının sürekli olarak yapılması” şeklinde tanımlanabilir. Kalite
iyileştirme veya kalite geliştirme ifadeleri zaten devam eden bir olgudur. Kalite
iyileştirme; maliyetlerin düşmesi, verimliliğin artması, kullanılan yöntemlerin
basitleştirilmesi, üründe standardizasyon ve ilk kademedeki çalışanların yaptığı işten
gurur duyması gibi olumlu sonuçlar doğurmaktadır [Akın, 1989: s.9].
Toplam Kalite Yönetimi’nin içerisindeki araçlardan bir olan hedeflerle yönetimin
gayesi de sürekli gelişim modelidir. Đşletmenin vizyonu doğrultusunda ortaya konan
amaçlara ulaşabilmek için her an var olan hedeflerin elde edilmesi ve sürekli yeni
hedeflerin konulması sürekli iyileştirmenin temelini oluşturmaktadır.
Sürekli iyileştirme, ruhunun yaşayabilmesi için yönetim, sürekli ve bilinçli çabalarla
bunu desteklemelidir. Bu destek, yönetimin başarılı kişileri gösterişli bir şekilde
ödüllendirmesinden daha fazlasını gerektirir. Çünkü sürekli iyileştirme, sonuçlardan
çok süreçlerle ilgilidir. Bu nedenle yönetim amaçları olduğu kadar, amaçlara
ulaşmayı sağlayan araçları da dikkate almalıdır. Oysa pek çok işletmede
uygulanmakta olan klasik yönetim anlayışında, çalışanların performansı ulaştıkları
sonuçlara göre değerlendirilmektedir.
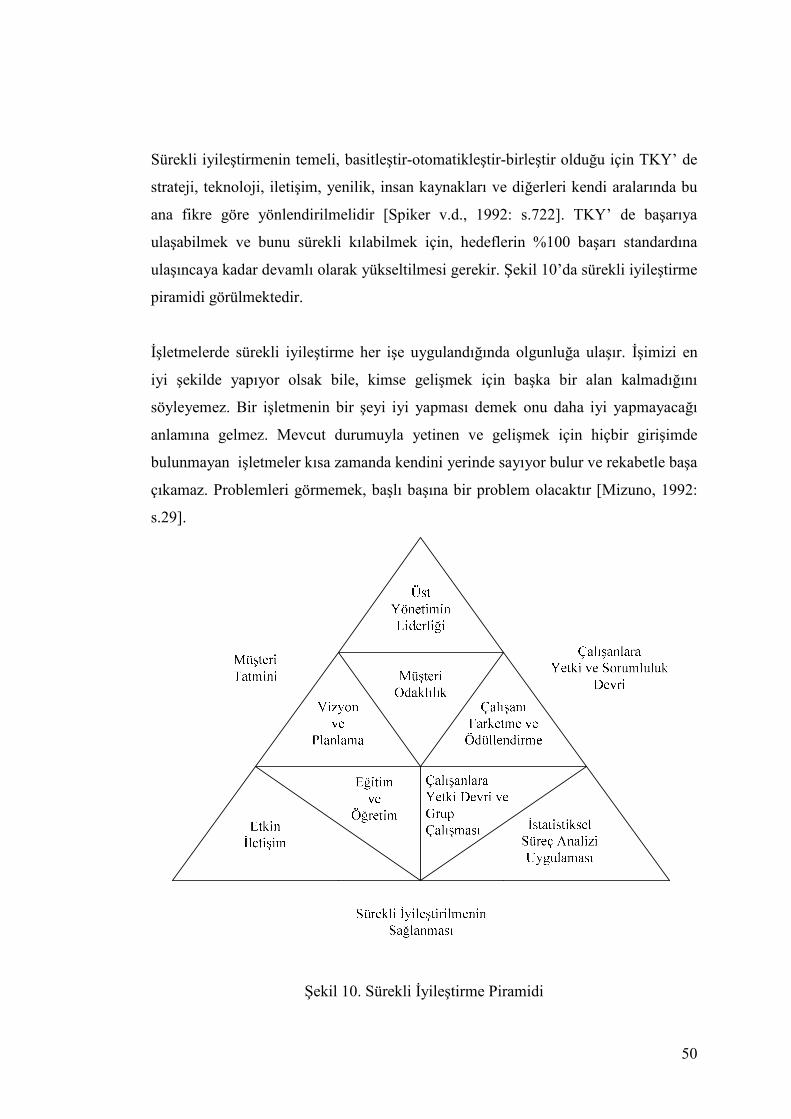
50
Sürekli iyileştirmenin temeli, basitleştir-otomatikleştir-birleştir olduğu için TKY’ de
strateji, teknoloji, iletişim, yenilik, insan kaynakları ve diğerleri kendi aralarında bu
ana fikre göre yönlendirilmelidir [Spiker v.d., 1992: s.722]. TKY’ de başarıya
ulaşabilmek ve bunu sürekli kılabilmek için, hedeflerin %100 başarı standardına
ulaşıncaya kadar devamlı olarak yükseltilmesi gerekir. Şekil 10’da sürekli iyileştirme
piramidi görülmektedir.
Đşletmelerde sürekli iyileştirme her işe uygulandığında olgunluğa ulaşır. Đşimizi en
iyi şekilde yapıyor olsak bile, kimse gelişmek için başka bir alan kalmadığını
söyleyemez. Bir işletmenin bir şeyi iyi yapması demek onu daha iyi yapmayacağı
anlamına gelmez. Mevcut durumuyla yetinen ve gelişmek için hiçbir girişimde
bulunmayan işletmeler kısa zamanda kendini yerinde sayıyor bulur ve rekabetle başa
çıkamaz. Problemleri görmemek, başlı başına bir problem olacaktır [Mizuno, 1992:
s.29].
Şekil 10. Sürekli Đyileştirme Piramidi
51
Kalite gelişimi süreci çerisinde, kalite yönetimi uzmanları tarafından kalite
iyileştirme ile ilgili çok sayıda yaklaşım geliştirilmiştir. Yapılan bu yaklaşımlar artık
kendi isimleri ile anılmaktadır. Yapılan bu yaklaşımlar kalitenin bir yönetim felsefesi
durumuna gelmesinde etkili olmuştur.
Kalite guruları olarak da tanıdığımız Deming, Juran, Feigenbaum, Crosby, Ishikawa,
Taguchi, Imai ve diğer birkaç kalite uzmanının kalite geliştirme yaklaşımları aşağıda
anlatılmaktadır.
2.4.1. DEMING YAKLAŞIMI
Dr. Edwards Deming kalite kontrol üzerine çalışmaları ile tanınan bir istatistikçidir.
Đkinci Dünya Savaşı’ndan sonra Japon hükümetinin isteği üzerine Japonya’ya
gitmiş, burada verimlilik ve kaliteyi artırıcı çalışmalarda bulunmuştur. Deming daha
yüksek kalitenin, daha yüksek verimlilik ve daha düşük maliyet demek olduğunu
savunmuştur. Kendi adıyla anılan Gelişim Đçin Deming Döngüsü’nü( planla, yap,
kontrol et, gerçekleştir) geliştirmiştir. Deming döngüsü boyunca problem tanımlanır,
veriler toplanarak analiz edilir, gelişim planı ortaya konur. Gelişim planının
uygulanması neticesinde ortaya çıkan prototipte oluşacak hatalar giderilir. Son
olarak da planın olduğu gibi veya değişiklikler ile kabulüne karar verilir [Monks,
1996: s.13].
W. Edward Deming tartışmasız kalitenin gurusu ve öncüsüdür. Üretimde
verimliliğin, insanların katı kurallar içerisinde miktar kaygısına bağlı olarak değil,
hedef pazarı ve müşteri taleplerini dikkate alan, sürekli iyileştirme anlayışına bağlı,
akılcı çalışma ortamında sağlanabileceğini savunmuştur. Başta ABD ile diğer batılı
sanayileşmiş ülkeler olmak üzere Deming’in kalite alanına getirmiş olduğu yenilikler
büyük ilgi görmüştür [Deming, 1986].
Deming, işletmede çalışanları yönetsel ve teknik kişiler olarak ikiye ayırmıştır.
Sistemden sorumlu kişileri yönetsel kişiler, sistemin içinde çalışanları da teknik
52
faaliyet yönetiminde çalışan kişiler olarak tanımlamıştır. Bu tanımlamalar ile
Deming, işletmede iki ayrı, fakat birbirleriyle sürekli alışverişte olan, sorumluluk
alanları ve bu alanların gerektirdiği nitelikteki kişiler ile değişime dikkat çekmiştir.
Yönetimin asıl işinin, genel ve özel değişim nedenlerini anlamak ve bunlar
arasındaki farkları belirlemek olduğunu vurgulamıştır. Sistemin süreçlerinde yer alan
değişkenler veya faktörlerden kaynaklanan nedenler; genel değişim nedenleridir. Đşi
yapanın fiziksel ve duygusal değişimleri, ortamın nemlilik yüzdesi, makine duruşları,
vb. genel değişim nedenlerine örneklerdir. Belirlenen spesifikasyonların dışındaki
hammaddeler, deneyimsiz işçi, kırık takım, vb. örnekler özel değişim nedenleri olup,
bunlar mevcut sistemdeki yapıdan değil, makine, malzeme, insan vb. faktörlerinden
kaynaklanır.Bunların ne zaman ortaya çıkacağı tahmin edilemese de sistemdeki
çalışan kişiler tarafından belirlenebilir ve giderilebilir. Oysa genel değişim nedenleri
sistemde kalırlar.
Deming sorunların belirlenmesinde, düzeltici faaliyetlerin ortaya konulmasında ve
kalitenin iyileştirilmesinde en önemli katkıyı; tüm yöneticilerin yani yönetimin
sağlayabileceğini ifade etmektedir [Çetin, 2001: s.186].
Deming bir şirketin yaşayabilmesi için hedeflerin devamlılığının şart olduğunu ileri
sürmüştür. Deming’e göre yönetim kademesince dikkatle incelenmesi gereken 14
ilke vardır [James, 1996: s.65-70].
Juran’a göre, sorunların çoğu sistemden gelir ve bunun sorumluluğu ise üst kademe
yönetime aittir. Deming’e göre ise, istatistiksel metodlar hataların fark edilmesini ve
ait oldukları yere göre sistemde, üretim hattında, ekipte, kişide hatanın teşhis
edilmesini mümkün kılar.
Deming’in Toplam Kalite Gelişimi için oluşturduğu 14 nokta:
1. Bir plan yaparak amacın tutarlılığını sağlayın.
2. Yeni kalite felsefesini benimseyin.
3. Kitle denetimine bağlı kalmayın.
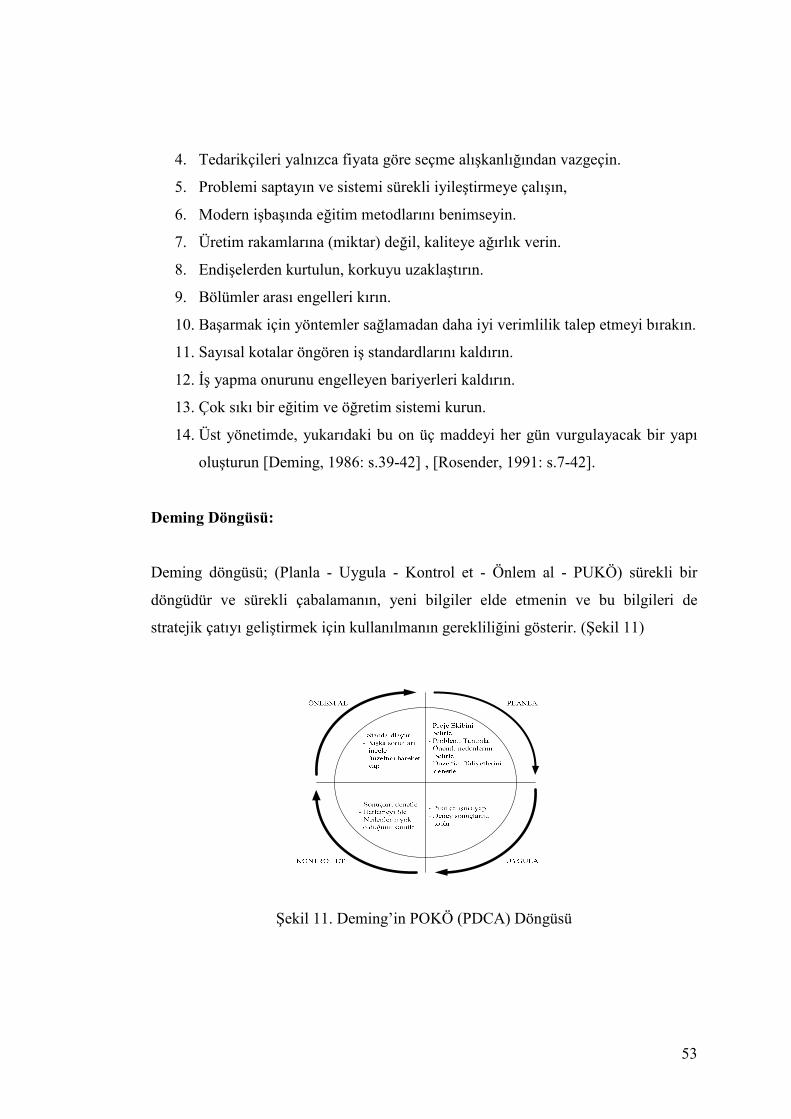
53
4. Tedarikçileri yalnızca fiyata göre seçme alışkanlığından vazgeçin.
5. Problemi saptayın ve sistemi sürekli iyileştirmeye çalışın,
6. Modern işbaşında eğitim metodlarını benimseyin.
7. Üretim rakamlarına (miktar) değil, kaliteye ağırlık verin.
8. Endişelerden kurtulun, korkuyu uzaklaştırın.
9. Bölümler arası engelleri kırın.
10. Başarmak için yöntemler sağlamadan daha iyi verimlilik talep etmeyi bırakın.
11. Sayısal kotalar öngören iş standardlarını kaldırın.
12. Đş yapma onurunu engelleyen bariyerleri kaldırın.
13. Çok sıkı bir eğitim ve öğretim sistemi kurun.
14. Üst yönetimde, yukarıdaki bu on üç maddeyi her gün vurgulayacak bir yapı
oluşturun [Deming, 1986: s.39-42] , [Rosender, 1991: s.7-42].
Deming Döngüsü:
Deming döngüsü; (Planla - Uygula - Kontrol et - Önlem al - PUKÖ) sürekli bir
döngüdür ve sürekli çabalamanın, yeni bilgiler elde etmenin ve bu bilgileri de
stratejik çatıyı geliştirmek için kullanılmanın gerekliliğini gösterir. (Şekil 11)
Şekil 11. Deming’in POKÖ (PDCA) Döngüsü
54
2.4.2. JURAN YAKLAŞIMI
Joseph M. Juran , Deming gibi Japon üreticilere verimliliği artırma konusunda
yardımcı olmuştur. 1974 yılında Kalite Kontrol el kitabı’nda üst düzey yönetimin
projeyi desteklemesinin ve sürekli gelişimin önemini vurgulamıştır. Kaliteyi müşteri
gözüyle kalite ve üretici gözüyle kalite olarak ikiye ayırmış, kalite yönetiminde
Juran üçlüsü olarak bilinen kalite geliştirme, kalite planlama ve kalite kontrol
kavramlarını geliştirmiştir. Son olarak Juran kalite geliştirme için on adımdan oluşan
bir gelişim süreci önermiştir.
Joseph M. Juran, kalitenin öncülerinden bir tanesidir. Kalite Yönetimi felsefesinin
evrensel bir süreçten ibaret olduğunu ve bunun da kalite planlama, kontrol ve
iyileştirme olarak üç aşamadan oluştuğunu belirtmiştir [Tozluyurt ve Şenel, 1994].
Bir başka anlatımla, kaliteye ulaşmak için politikalarla ve hedeflerle beraber işletme
için vizyonu tespit etmek gerekmekte olduğu vurgulandı. Bu bağlamda hedeflerin
sonuçlara dönüşebilmesi ancak planlama, kontrol ve iyileştirme gibi yönetsel işlerin
kapsamlı kullanımından geçer.
Bir kalite planlaması;
• Kalite amaçlarının oluşturulmasını,
• Müşteri ihtiyaçlarının belirlenmesini,
• Müşteri ihtiyaçlarına cevap verecek ürün özelliklerinin geliştirilmesini,
• Tedarikçi ihtiyaçlarını karşılayan kalite hedeflerinin oluşturulması ve
bunların minimum maliyetle sağlanmasına özen gösterilmesini,
• Süreçteki yeterliliğin ispat edilmesi, yeni sürecin işletim koşulları altında
kalite hedeflerini karşılayabilmesinin onaylanmasını,
Bir kalite kontrolün ise;
• Gerçek performansın ölçülmesini,
55
• Kalite hedefleriyle gerçekleşen arasındaki farkın belirlenip, sapmaların
yorumlanmasını,
• Sapmalardaki farkla ilgili düzeltici önlemlerin alınmasını,
• Nelerin kontrol edileceğinin belirlenmesini,
• Ölçüm birimlerinin seçimini,
• Ölçütlerin oluşturulmasını,
• Performans standartlarının belirlenmesini,
Bir kalite iyileştirmenin;
• Kalite iyileştirme ile ilgili olarak ihtiyaçların belirlenmesini ve
karşılanmasını,
• Kalite iyileştirme ile ilgili özel projelerin tanımlanmasını,
• Kalite iyileştirme ile ilgili proje ekiplerinin oluşturulmasını,
• Kalite iyileştirme sebeplerinin belirlenmesini,
• Sebepleri bulmak için teşhis hareketinin gerçekleştirilmesini,
• Đyileştirme ile ilgili tedavilerin gerçekleştirilmesi ve etkinliğinin onaylanması,
• Kalitenin iyileştirilmesi ile ilgili faydanın tespiti için gerekli kontrollerin
sağlanmasını kapsar [Juran, 1986: s.19-24].
Juran aşağıdaki 10 madde ile ifade edilen TKY Prensiplerinin Đşletmenin her bir
bölümünde oluşan görev grupları yardımıyla gerçekleştirebileceğini savunur. Daha
iyiye ulaşmak ve aşağıda belirtilen hedeflerin gerçekleştirilmesi için kalite
komitesinin kurulması gereklidir.
1. Đhtiyaçların belirlenmesi ve kalitenin geliştirilmesi için gerekli ortamın
oluşturulması,
2. Sürekli gelişim için hedeflerin belirlenmesi,
3. Kalite komitesinin belirlediği amaçlara ulaşabilmesi için görevlerin,
sorumlulukların, görev gruplarının uygun araç ve gereçlerin belirlenmesi ve
buna uygun olan bir organizasyonun oluşturulması,
56
4. Eğitim faaliyetlerinden işletmedeki tepeden tırnağa tüm çalışanların
yararlandırılması,
5. Sorunlara çözüm getirecek projelerin uygulanması,
6. Bütün faaliyetlerin raporlanması,
7. Onay alınması,
8. Sonuçlardan ilgililerin haberdar edilmesi,
9. Başarı kaydının tutulması,
10. Đyileştirmenin yıllık olarak dikkate alınması ve bunun işletmenin iyi
çalışmakta olan sistem ve süreçlerine uygulanabilmesi.
2.4.3. FEIGENBAUM YAKLAŞIMI
Feigenbaum Toplam Kalite Kontrol kavramının öncüsüdür. 1957’de yazdığı
makalesinde ilk defa bu terimi kullanmıştır. 1962’de Toplam Kalite Kontrol kitabı
yayınlanmıştır. Modern kalite yönetiminin önemli kavramlarından biri olan Toplam
Kalite Yönetimi ise 1983 yılında Feigenbaum tarafından geliştirilmiştir.
Kalite ve üretkenlik konusunda çalışmaları ile ünlenen Feigenbaum, kalite ve
üretkenliğe uluslar arası katkılarından dolayı Edwards Medal and Lancaster Award
ödülü almıştır. Harward Business Review ve International Management dergilerinde
yayınlanmış çok sayıda eseri vardır [Özevren, 1997: s.14].
Feigenbaum Kalite Kontrolünün, organizasyondaki bütün birimler arasında karşılıklı
olarak işbirliğinin sağlanmasıyla başarabileceğini ifade ederken, kalitenin önemli 9
kavramını şu şekilde sıralamıştır. Piyasa, para, yönetim, insan, motivasyon,
malzeme, makine, modern bilgi ve metodlar, artan ürün ve kurallar [Cafoğlu, 1996:
s.6]
Feigenbaum bütün yaklaşımların sinerjik olduğunu, bu nedenle kalite isteniyorsa
operasyonun her zincirinin kalite koşullarını sağlaması gerektiğini vurgulamıştır.
57
Feigenbaum kalite geliştirmede aşağıdaki yöntemlerin izlenmesi üzerinde önemle
durmuştur [Cafoğlu, 1996: s.8-9].
1. Đnsan ilişkilerinin geliştirilmesi,
2. Đstatistiksel veri toplama,
3. Bilgilendirme için istatistiksel gösterim ve tekniklerinin kullanılması,
4. Dalgalanmaları azaltmak için istatistiksel süreç kontrol ve ölçümlerin
kullanılması,
5. Đdeal yapının şekillendirilip gösterilmesi,
6. Gelişmeyi sağlamak için işin organize edilmesi.
2.4.4. CROSBY YAKLAŞIMI
Philip B. Crosby, kaliteye 40 yıl hizmeti geçmiş kalite öncülerindendir. Uluslar arası
kalite konusunda eğitim ve danışmanlık faaliyetlerinde bulunmuştur. En önemli
eserleri “Quality is Free - Kalite Bedavadır” ve “Quality without Fears - Korkusuz
Kalite” dir [Crosby, 1979: s.1].
Philip B. Crosby, kalite liderlerinin izinden giderek Amerikan firmalarında “Önce
Kalite” eğitimlerini başlatmıştır.
Kalitenin üretim maliyetini artırdığını değil, azalttığı fikrinden hareketle “Kalite
bedavadır” isimli kitabında en iyi girdilerin kullanımıyla en üstün karın sağlanacağı
fikrini savunmuştur.
Crosby, “Sıfır Hata” yaklaşımını ilk defa uygulamaya geçirmesiyle tanınmış ve
gözden geçirme, test etme ile yapılan kalite kontrol yerine, önlemeye dayalı
yaklaşımı ön plana çıkarmıştır [Şimşek, 1996: s.2]. Organizasyonların sıfır hata için
çabaladıklarını, düşük kalitenin maliyetleri olağanüstü artırdığını vurgulamış,
organizasyonların bu şekilde oluşan maliyetleri kalite geliştirici faaliyetlere
harcamalarını önermiştir. Sıfır hata başlangıçta Amerika’da motivasyon aracı olarak
58
tanıtılmış, başarısız olmuştur. Ancak 1980’lerin ortalarında Motorola şirketi “Six
Sigma-Altı Sigma mekanik tasarım tolerans” başlığı altında bir teknik doküman
şeklinde mükemmelliğe yakınlık kavramını tekrar gündeme getirmiştir. Sıfır hata
ölçümünde 6 Sigma kullanımı imalat endüstrisinde başlamıştır.
Ana hatları ile 6 Sigma, bir firmanın herhangi ürün veya hizmeti sıfır hata ile üretme
ihtimalini ölçmede kullanılmaktadır. 6 Sigma sınıfında en iyiyi işaret eden bir
sıralamayı gösterir. Burada en iyi olma kriteri olarak milyon parçada 3-4 hataya
imkan verir [Behara v.d., 1995: s.9].
Crosby, kaliteye ihtiyaçlara uygunluk olarak tanımlamaktadır. Bunu anlamı ise
müşterinin tüm beklentilerini anlama, karşılama ve beklentilerinden daha iyi
olduğuna inanmasıdır. Crosby’ye göre müşterilerin ihtiyaçlarını karşılamaya çalışan
tedarikçilerin kalite sistemi “ilk defada doğru yapmak” üzerine kurulmalı, kontrol ve
tasnif edici değil, önleyici olmalıdır [Crosby, 1979: s.3].
Üretimde yapılan hatalar, kaybedilen zaman, kar, müşteri, öğrenme ve büyüme
fırsatları ile birlikte değerlendirildiğinde çok daha masraflı iken, üretimin en
başından doğru olanı yapmak üzere yönlendirilmesi daha ucuzdu [Özevren, 1997:
s.15].
Crosby kaliteyi artırmak için 14 basamaktan oluşan bir süreç geliştirmiştir.
1. Yönetimin kendini adaması,
2. Kalite iyileştirme ekibinin oluşturulması,
3. Kalite ölçütlerinin geliştirilmesi ve ölçümlerin yapılması,
4. Kalite maliyetlerinin belirlenmesi,
5. Kalite bilinci fikrinin uyandırılması,
6. Düzeltici önlemlerin alınması,
7. Sıfır hat programının uygulanabilirliği ve başarıya ulaşması için bir
komitenin oluşturulması,
8. Yönetici eğitimi,

59
9. Sıfır hata günü,
10. Hedefleri belirleme,
11. Neden-sonuç çözüm programı,
12. Ödüllendirme,
13. Kalite konseyinin oluşturulması,
14. Programın sürekliliği [Çetin v.d.; 2001: s.194-198].
2.4.5. ISHIKAWA YAKLAŞIMI
Kaoru Ishikawa 1972 yılında yayınladığı “Kalite Kontrol Rehberi” isimli eseri ile
tanınmaktadır. Kalite çemberleri kavramını geliştirmiş ve balık kılçığı
diyagramlarının kullanılmasına öncülük etmiştir. Kalite çemberleri, sekiz ila on
çalışandan oluşan, iş veya kalite ile ilgili problemleri tanımlamak, analiz etmek ve
çözmek amacıyla gönüllü olarak bir araya gelmiş küçük gruplardır [Monks, 1996:
s.13]. Bir çok işletme kalite çemberlerini kullanarak katılımı artırmış, böylelikle de
verimlilik ve iş tatmininde gelişmeler sağlamıştır. Balık kılçığı diyagramları ise,
kalite konusundaki şikayetlerden yola çıkılarak problemin hangi nedenden
kaynaklandığının tespit edilmeye çalışıldığı diyagramlardır. Ishikawa çalışmaları
neticesinde Japon firmalarında yönetici ve çalışanların tümünün kaliteden sorumlu
olduklarını, ancak Amerikan şirketlerinde kalitenin sadece birkaç çalışanın
denetiminde olduğunu, aradaki kalite farkının da buradan kaynaklandığını
vurgulamıştır.
2.4.6. TAGUCHI YAKLAŞIMI
Genichi Taguchi ise mühendislikte araştırma süreçlerini optimize eden Taguchi
metodunu geliştirmiştir. Taguchi metodu ürün bileşenlerini en iyi biçimde temsil
edecek ürün ve süreç değişkenlerinin kombinasyonunu istatistiksel teknikler
yardımıyla elde eder.
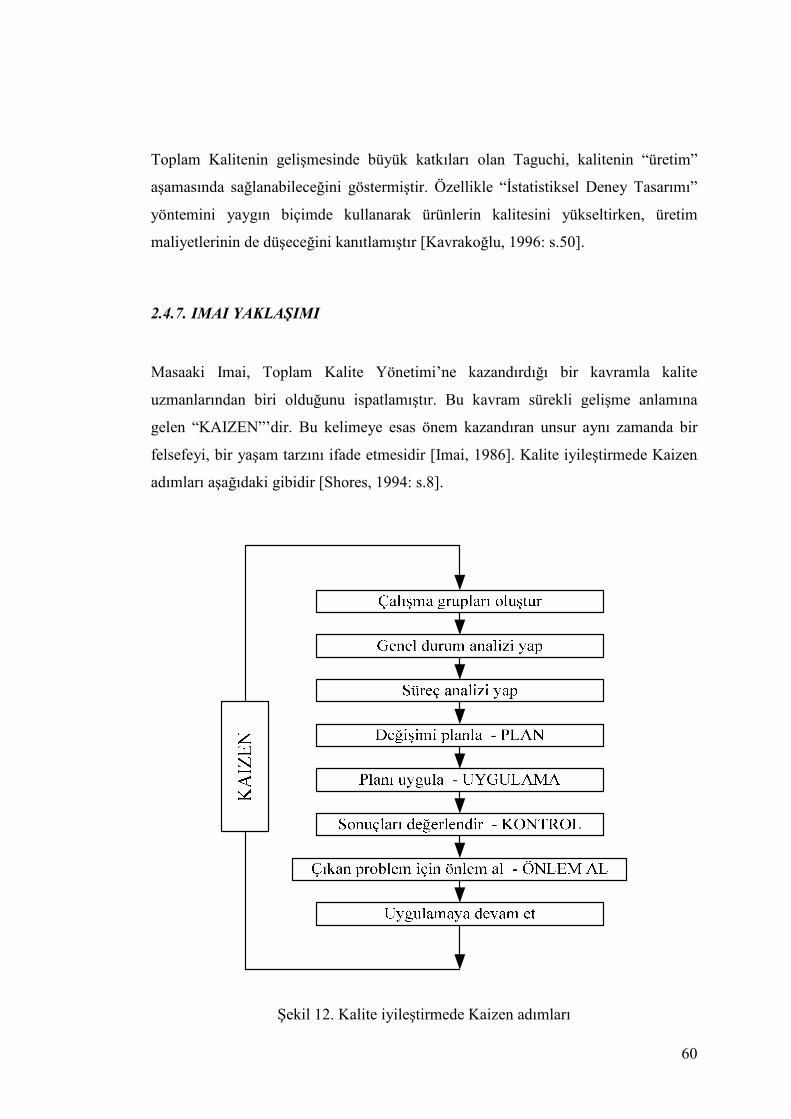
60
Toplam Kalitenin gelişmesinde büyük katkıları olan Taguchi, kalitenin “üretim”
aşamasında sağlanabileceğini göstermiştir. Özellikle “Đstatistiksel Deney Tasarımı”
yöntemini yaygın biçimde kullanarak ürünlerin kalitesini yükseltirken, üretim
maliyetlerinin de düşeceğini kanıtlamıştır [Kavrakoğlu, 1996: s.50].
2.4.7. IMAI YAKLAŞIMI
Masaaki Imai, Toplam Kalite Yönetimi’ne kazandırdığı bir kavramla kalite
uzmanlarından biri olduğunu ispatlamıştır. Bu kavram sürekli gelişme anlamına
gelen “KAIZEN”’dir. Bu kelimeye esas önem kazandıran unsur aynı zamanda bir
felsefeyi, bir yaşam tarzını ifade etmesidir [Imai, 1986]. Kalite iyileştirmede Kaizen
adımları aşağıdaki gibidir [Shores, 1994: s.8].
Şekil 12. Kalite iyileştirmede Kaizen adımları
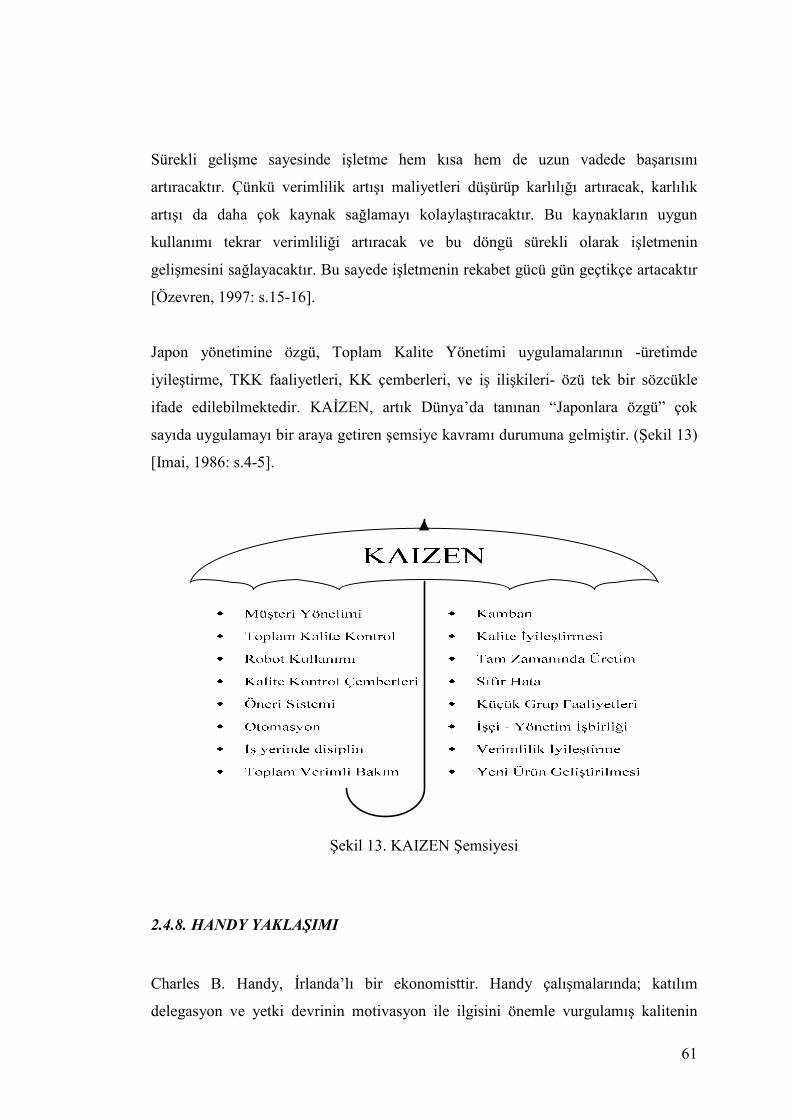
61
Sürekli gelişme sayesinde işletme hem kısa hem de uzun vadede başarısını
artıracaktır. Çünkü verimlilik artışı maliyetleri düşürüp karlılığı artıracak, karlılık
artışı da daha çok kaynak sağlamayı kolaylaştıracaktır. Bu kaynakların uygun
kullanımı tekrar verimliliği artıracak ve bu döngü sürekli olarak işletmenin
gelişmesini sağlayacaktır. Bu sayede işletmenin rekabet gücü gün geçtikçe artacaktır
[Özevren, 1997: s.15-16].
Japon yönetimine özgü, Toplam Kalite Yönetimi uygulamalarının -üretimde
iyileştirme, TKK faaliyetleri, KK çemberleri, ve iş ilişkileri- özü tek bir sözcükle
ifade edilebilmektedir. KAĐZEN, artık Dünya’da tanınan “Japonlara özgü” çok
sayıda uygulamayı bir araya getiren şemsiye kavramı durumuna gelmiştir. (Şekil 13)
[Imai, 1986: s.4-5].
Şekil 13. KAIZEN Şemsiyesi
2.4.8. HANDY YAKLAŞIMI
Charles B. Handy, Đrlanda’lı bir ekonomisttir. Handy çalışmalarında; katılım
delegasyon ve yetki devrinin motivasyon ile ilgisini önemle vurgulamış kalitenin
62
sosyal yönünü ortaya çıkarmaya çalışmıştır. Handy, kalite çalışmaları ve
organizasyondaki problemler çözüm bulmada da tüm çalışanların katılımı olması
gerekliliği üzerinde durmuştur [Handy, 1976: s.34-35].
Đşletmelerde ve hayatın içindeki bir çok organizasyonda uygulanan statükocu
yaklaşımın, ilerisi için iyi bir yol olmayacağını, sürekli gelişim içerisinde olmayan
işletmelerin uzun vadede pazar paylarını kaybedeceklerini belirtmiştir.
Müşteri odaklı olma konusunda işletmede herkesin sorumluluk alması gerektiğini
vurgulamış, bunun sonucunda organizasyonda olgun kültür felsefesinin oluşacağını
belirtmiştir. Yoğun olarak, kalite ekonomisi için, ilk seferde doğru olanın yapılması
her zaman tutarlı olunması, fireleri azaltarak firesiz çalışmanın hedef alınması ve
kuruma sürekli yeni değerler kazandırılması gereği üzerinde durmuştur [Gatis, 1996:
s.8].
2.4.9. HUNT YAKLAŞIMI
V. Daniel Hunt, Toplam Kalite Yönetimi uygulamalarında; kalite planlamasının
oluşturulmasıyla, kalite felsefesini yaşama geçiren, sonuçları değerlendiren ve analiz
eden, hedeflenen başarıya ulaşmak için sürekli iyileştirmenin gerekli olduğuna
inanan yedi aşamalı bir yaklaşım ortaya koymuştur [Hunt, 1998: s.268].
Bu yaklaşım, aşağıda gösterilen adımlarından oluşmaktadır:
1. Kalitenin planlanması,
2. Kalite felsefesinin uygulamaya geçirilmesi,
3. Ürün ve hizmet üretiminde ürün dizaynının önemsenmesi,
4. Süreçlerde, sürekli iyileştirmenin uygulanması,
5. Sonuçların değerlendirilmesi, analizi ve başarının belirlenmesi,
6. Kalite sürecinin gözden geçirilmesi,
7. Kalite iyileştirmenin devamlılığı

63
2.4.10. PETERS YAKLAŞIMI
Tom Peters, başarılı firmaların sadece sürekli gelişme ve sürekli değişmeye inanan
firmalar olacağını savunmuştur. Organizasyonların hiyerarşik yönetim piramidinden
kurtulup; yatay, hızlı, çapraz işlevli organizasyonlara dönmesi gerektiği kavramı
üzerinde durmuştur.
Kalite konusunda Tom Peters’in ortaya koymuş olduğu yaklaşım;
• Aktif olarak kalite devrimini yap,
• Yaptığın her işte müşteriyi ilk sıraya koy,
• Đnsanlara, eğitime ve öğretime yatırım yap,
• Üretkenlikle yenilikleri destekle,
• Her türlü kalite olayına tüm çalışanları dahil et,
• Basit ve anlaşılabilir ölçüler oluştur,
• Bürokrasiyi ortadan kaldır,
• Đşletmeye dışarıdan bir gözle bak,
• Kişiler arası ilişkileri artır,
• Takım çalışması yap ve çalışanlara güven ver,
• Gelişime destek veren çalışanları destekle,
• Tüm alanlarda sürekli çalışmaya önem ver [Gatis, 1996: s.11].
2.4.11. HOYLE YAKLAŞIMI
David Hoyle, kalite iyileştirmede başarının sağlanması için; amaçların belirlenmesi,
bu amaçlar doğrultusunda politikaların oluşturulması, planlanması, ortaya çıkan
problemlerin çözümlerinin ortaya konması, değişim ve gelişimi hedefleyen on
aşamalı bir yaklaşım sunmuştur [Hoyle, 1994: s.14].
1. Kalite iyileştirilmesi konusunda amaçların belirlenmesi,

64
2. Politikaların belirlenmesi,
3. Belirlenen amaçlar üzerinde olabilirlik çalışmalarının yapılması,
4. Plan yapılması,
5. Plana bağlı olarak kaynakların sağlanması,
6. Problemlerin çözümünde araştırma ve analizlerin kullanımı,
7. Optimum çözümün bulunması,
8. Değişme ve yeniliklere karşı oluşan engellerin ortadan kaldırılması,
9. Değişim programının oluşturulması,
10. Oluşturulan değişim programlarının sonuçlarının kontrol edilmesi.
2.4.12. TOPLAM KALĐTE SĐSTEMĐNĐN YÖNETĐLMESĐ
Toplam Kalite Sisteminin yönetilmesi, planlama, organize etme, yönetme ve kontrol
faaliyetleri vasıtasıyla gerçekleştirilir. Ana amacı; bir firmadaki tüm prosesleri ve
fonksiyonel amaçlarını karşılamak için birleştirmek, ürün veya hizmet için mümkün
olan en düşük faaliyetleri tasarlamak ve devamını sağlamaktır. Bu arada müşterilerin
tüm gereksinimlerinin karşılanması da söz konusudur.
Planla: Firmanın kalite misyonu ve amaçlarının dikkate alınması gerekir. Tüketici
tarafından kabul edilen temel kalitelerin bilinmesi, piyasaya verilen sözler, mevcut
insan kaynakları ve üretim vasıtaları, finansal kısıtlamalarda göz önüne alınır.
Planlama prosesinde formüle edilmiş amaçlara dayanan belirli amaçlar geliştirmiştir.
Organizasyon bir seviyesinde belirlenmiş amaçlar, daha düşük seviyedeki amaçlar
için sınırları oluştururlar. Üst yönetim tarafından geliştirilen stratejik planların, orta
kademe yönetimi tarafından taktik planlara dönüştürülmesi gerekir. Bu planlar, kalite
güvence sistemi tasarımını içerir. Orta kademe yönetiminin amaçlarının yönetimin
tüm seviyeleri tarafından kullanılması gereken operasyonel planlara çevrilmesi
gerekir.
Organize Et: Bir organizasyonel yapı yaratmanın sebepleri otorite yollarının ve
sorumluluklarının tespit edilmesi, iletişimin iyileştirilmesi ve prodüktivitenin
65
artırılmasıdır. Kalite organizasyonunda ilgili temel faaliyetler, kalite ile ilgili
faaliyetlerin tanımlanması ve bunlar arasındaki iç ilişkilerin belirlenmesi, her görev
için sorumluluğun verilmesi ve görevlerin işçi seviyesine kadar alt bölümlere
ayrılmasından ibarettir. Organizasyonel yapının spesifik şekli birçok faktör
tarafından etkilenir. Firmaya uymak için bir organizasyonel yapı yaratılır ve onun
için en iyi olan bir yapı başka biri için en iyi olmayabilir.
Eleman: Firma bazında bir kalite kontrolün başarısı kalite felsefesine inanmış tüm
personele bağlıdır. Herkesin kaliteli mamul üretiminde ilgilenme duygusuna sahip
olması veya geliştirilmesi gerekir. Kilit pozisyonlardaki personelin istatistiksel kalite
kontrol tekniklerinde uygun eğitimi almış olmaları kalite programının uygulanmasını
kolaylaştırır.
Yönetme: Kalite bir kere ürünün dizaynına dahil edildiğinde üretim fazı malın
tasarlanmış Spesifikasyonlara uyacak şekilde üretileceğini garanti edecek
tedbirlerden oluşur. Firmalar, satıcılardan istatistiksel kalite kontrol prosedürlerinin
kullanıldığının belgelerini isteyebilirler. Böyle bir kanıt ortaya koyamayan satıcılar
siparişlerini kaybedebilirler.
Kontrol: Üretim ve üretim sonrası aşamasında meydana gelir. Amaç, kontrol dışı
proses koşullarını belirlemek ve ürün uyuşmama durumlarını mümkün olduğu kadar
üretimin ilk safhalarında belirlemektir. Bunu gerçekleştirmek için, ilgili proses
bilgilerini zamana dayalı şekilde elde edecek proseslerin teşkil edilmesi gerekir.
Proses bilgilerine zamanında ulaşma imkanı proses problemlerinin tanımlanmasını
çabuklaştırır. Daha sonra muhtemel düzeltici girişimlerin setleri tanımlanır, eğer
proses kontrol dışında ise tanımlanan düzeltici faaliyetlerin uygulanması gerekir.
Tablo 3’de çeşitli yönetim fonksiyonlarındaki , ürün aşaması ve yapılacak girişimler
belirtilmektedir:
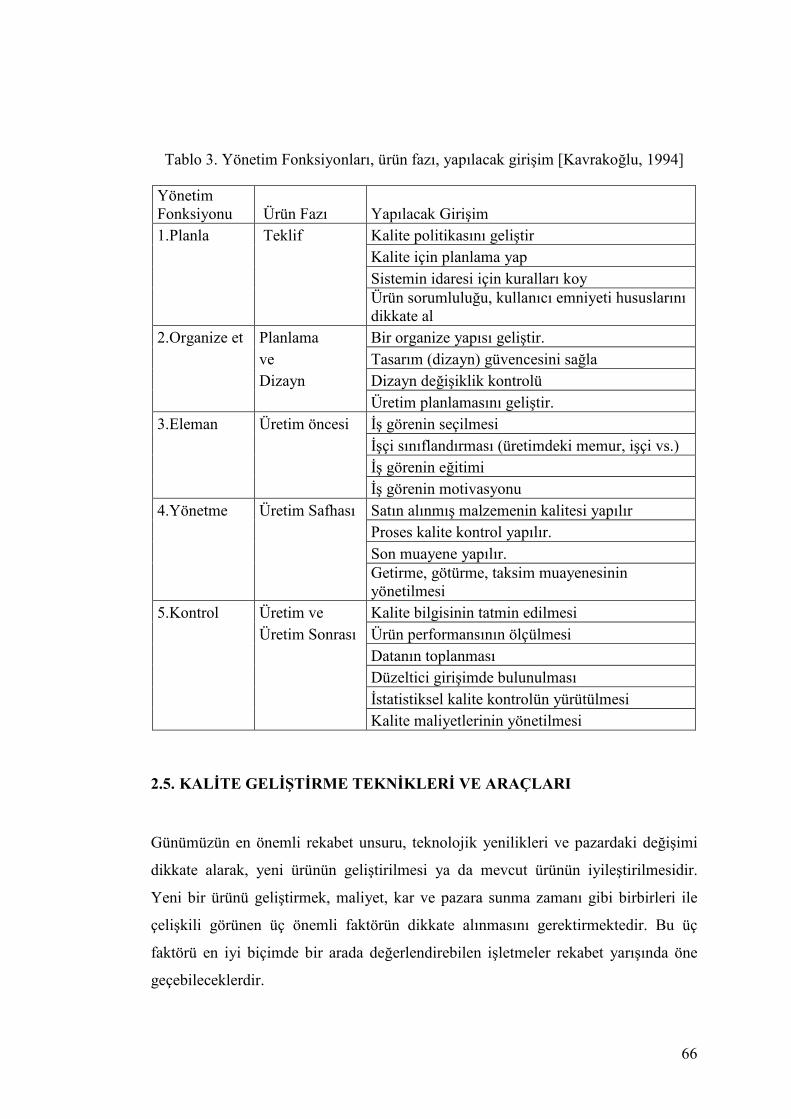
66
Tablo 3. Yönetim Fonksiyonları, ürün fazı, yapılacak girişim [Kavrakoğlu, 1994]
Yönetim Fonksiyonu Ürün Fazı Yapılacak Girişim
1.Planla Teklif Kalite politikasını geliştir
Kalite için planlama yap
Sistemin idaresi için kuralları koy
Ürün sorumluluğu, kullanıcı emniyeti hususlarını dikkate al
2.Organize et Planlama Bir organize yapısı geliştir.
ve Tasarım (dizayn) güvencesini sağla
Dizayn Dizayn değişiklik kontrolü
Üretim planlamasını geliştir.
3.Eleman Üretim öncesi Đş görenin seçilmesi
Đşçi sınıflandırması (üretimdeki memur, işçi vs.)
Đş görenin eğitimi
Đş görenin motivasyonu
4.Yönetme Üretim Safhası Satın alınmış malzemenin kalitesi yapılır
Proses kalite kontrol yapılır.
Son muayene yapılır.
Getirme, götürme, taksim muayenesinin yönetilmesi
5.Kontrol Üretim ve Kalite bilgisinin tatmin edilmesi
Üretim Sonrası Ürün performansının ölçülmesi
Datanın toplanması
Düzeltici girişimde bulunulması
Đstatistiksel kalite kontrolün yürütülmesi
Kalite maliyetlerinin yönetilmesi
2.5. KALĐTE GELĐŞTĐRME TEKNĐKLERĐ VE ARAÇLARI
Günümüzün en önemli rekabet unsuru, teknolojik yenilikleri ve pazardaki değişimi
dikkate alarak, yeni ürünün geliştirilmesi ya da mevcut ürünün iyileştirilmesidir.
Yeni bir ürünü geliştirmek, maliyet, kar ve pazara sunma zamanı gibi birbirleri ile
çelişkili görünen üç önemli faktörün dikkate alınmasını gerektirmektedir. Bu üç
faktörü en iyi biçimde bir arada değerlendirebilen işletmeler rekabet yarışında öne
geçebileceklerdir.
67
Yeni bir ürün ya da hizmet tasarımı ile ilgili temel çalışma konuları 3 ana başlık
altında toplanabilir [Moen, Nolan, Provost, 1991: s.284]:
1. Müşterilerin gereksinimlerini önceden saptama,
2. Bu gereksinimleri karşılayacak ürün ve hizmetleri tasarlama,
3. Ürün ya da hizmetlerin, üretim sürecinin tasarlanması.
Đşletmelerde kullanımı çok güncel olan kalite geliştirme teknikleri aşağıdakilerdir:
4. Kıyaslama
5. Kalite Fonksiyonu Yayılımı
6. Yeniden Yapılanma
7. Hata Modu Etki Analizi
8. Deneysel Tasarımı
9. Taguchi Kalite Kayıp Fonksiyonu
10. Üretim ve Montaj için Tasarım
11. Kalite Çemberleri
yöntemleridir.
2.5.1. KIYASLAMA (BENCHMARKING)
Kıyaslama (Benchmarking), kalite geliştirme sürecine katkıda bulunan kullanışlı
tekniklerden biridir. 1979 yılında, Xerox firmasının üretmekte olduğu fotokopi
makinelerinin özelliklerini ve üretim maliyetlerini rakiplerinin ürünleri ile
karşılaştırmaya karar vermesiyle ortaya çıkmış bir yönetim aracıdır.
Kıyaslama; yasal ve ahlaki yollardan ayrılmadan, başkalarının bazı işleri nasıl olup
da sizden daha iyi yaptığını bulma sanatıdır. Asıl amaç, onların kullandığı teknikleri
kullanmak, hatta bu teknikleri daha da geliştirmektir.
68
Kıyaslama, işletmenin ürünleri, hizmetleri uygulamalarının, rakipleri ya da içinde
bulunduğu endüstrinin liderleri olarak bilinen şirketlerin ürünleri, hizmetleri ve
uygulamalarıyla sürekli karşılaştırılıp ölçümlenmesidir [Scheving, 1993: s.38].
Daha geniş bir tanımla kıyaslama; örgütü geliştirmek amacıyla, en iyi uygulamalar
olarak kabul edilen organizasyonların; ürünlerinin ,hizmetlerinin ve iş süreçlerinin
değerlendirilmesine yönelik sürekli, sistematik bir yaklaşımdır [Spendolini, 1992:
s.9].
Xerox yönetimi, 1992 yılında Avrupa kalite ödülüne layık görülen ilk kuruluş
olmalarında kıyaslamanın rol oynadığını her fırsatta vurgulamaktadır. Kuruluş 1989
yılında 75 sektördeki müşterilerinin 9 tanesi tarafından en iyi tedarikçi seçilirken,
1992 yılında da tam 62 sektörde en iyi tedarikçi seçilmiştir. Aynı süre içinde, müşteri
tatmini %71'den %97'ye yükselmiştir [Xerox,1988; Onay,1993].
Ürünle ilgili özelliklerin ortaya çıkarılması aşamasında Kalite Fonksiyonu Yayılımı
ve Kıyaslama yöntemlerinin kullanılması müşteri tatminini sağlamak için çok
önemlidir. Proje aşamasında Hata Modu ve Etki Analizi, Deney Tasarımı ve Üretim
ve Montaj Đçin Tasarım yöntemleri kalite, maliyet, zaman açısından en uygun
çözümlerin bulunmasında yardımcı olmaktadır. Bu aşamada önemli olan bir konu
ise, eski ürünlerden yeni ürünlere aktarılan parçalarla ilgili kalite sorunlarının
bilinmesi ve bunların yeni ürünlere aktarılmasını önlemeye çalışmaktır.
Ürünün kullanımı sırasında ortaya çıkabilecek sorunların ürün geliştirme sürecinde
belirlenip hızla çözümlenmesi, ürünün piyasaya girişinden üretiminin
durduruluncaya kadar geçen sürede ürünün kalite eğrisini yüksek tutacaktır.
Kıyaslama yöntemi genelde dört aşamada gerçekleştirilir [Brown, 1997: s.18]:
Planlama ve tasarım: Đnceleme için gereken temel süreçler tanımlanır ve
düzenlenir, bilgi gereksinimleri saptanır, veri toplama yöntemi oluşturulur ve kuruluş
içinden bilgi toplanır.

69
Toplama: Đkincil bilgiler toplanır, alan ziyaretleri yapılır, toplanan bilgiler bir araya
getirilir.
Analiz: Đç ve dış kaynaklardan toplanan bilgiler karşılaştırılır, farklılıklar ortaya
çıkarılır, kuruluşu başarıya götürecek olan gelişmelere öncelik verilir, kısa ve uzun
vadeli hedefler saptanır.
Uygulama ve geliştirme: Gelişme için çizilen yol izlenir, kaydedilen gelişmeler
gözden geçirilir ve yeni süreçler tanımlanır.
Kıyaslamayı gerçekleştirirken dört önemli soruya cevap bulunması gerekmektedir.
Neleri karşılaştıralım?, Biz nasıl yapıyoruz?, En iyi kim?, Onlar nasıl yapıyorlar?
[Xerox,1988; Onay,1993]. Aşağıda verilen şekilde, bir A işletmesinde uygulanmakta
olan kıyaslama süreci hakkında bilgi verilmektedir. (Şekil 14).
Şekil 14. Kıyaslama Aşamaları
70
2.5.1.1. Kıyaslama Türleri
Kıyaslama uygulamaları, genellikle süreç, performans ve stratejik kıyaslama
biçimindedir.
Süreç Kıyaslama: Bu tür kıyaslama birbirinden ayrı iş süreçleri veya işlemler
üzerine odaklanmayı ifade eder. Müşteri şikayet süreci, muhasebedeki faturalama
süreci, satın alma süreci ve insan kaynakları bölümünün eleman seçimi süreci gibi
farklı iş süreçleri ve işlem sistemleri konusunda odaklanmıştır.
Performans Kıyaslama: Yöneticilerin kendi ürün ve hizmetlerinin rekabet içindeki
durumunu belirlemek anlamına gelir. Genellikle bu tür kıyaslama, fiyat, teknik
özellikler, yan hizmetler ve diğer performans özellikleri üzerinde yoğunlaşmaktadır.
Doğrudan ürünlerin veya hizmetlerin karşılaştırılması performans kıyaslamanın
temelini oluşturmaktadır.
Stratejik Kıyaslama: Bu kıyaslama daha çok işletmelerin nasıl rekabet ettiğini
inceler. Çok farklı pazarlarda lider işletmelerin başarılarının incelenmesi üzerinde
odaklanmaktadır.
Kıyaslamanın yararları ise;
1. Mükemmele ulaşmak amacıyla sürekli iyileştirmeye önem veren bir kültür
yaratılması,
2. Yaratıcılığın geliştirilmesi,
3. Dış çevredeki değişikliklere duyarlılığın artırılması,
4. Mevcut olanla yetinmek yerine sürekli iyileştirmek yönünde sabırsızlık
ortamı yaratılması,
5. Üzerinde çalışılacak alanların önceliklerinin belirlenmesi,
6. Đşletmeler arasında en iyi uygulamaların paylaşılması olarak sıralanabilir.
71
2.5.2. KALĐTE FONKSĐYONU YAYILIMI - KALĐTE EVĐ
Kalite Fonksiyonu Yayılımı - KFY (Quality Function Deployment - QFD),
tüketicinin satın almak istediği ürün ve hizmetlerin tasarımı, üretimi ve pazarlanması
amacıyla, organizasyon içindeki beceriler üzerinde yoğunlaşarak gerekli eşgüdümü
sağlayan bir dizi planlama ve iletişim süreçlerinden oluşan sistematik bir yaklaşımdır
[Acar, 1995: s.117].
KFY, yalnızca pazara ürün sunma süresini kısaltan bir teknik değil, aynı zamanda
müşteri beklentilerinin daha tasarım aşamasında ürün veya hizmetlere yansıtılmasını
sağlayan bir yöntemdir. KFY uygulaması süresince tasarım grubu müşterinin ne
istediğini tahmin ederek, daha sonra bunu başarmak için gerekli yöntemleri
saptamaya çalışmaktadır. KFY çalışmasında dört temel aşama vardır: tasarım, detay,
uygulama ve ürün. Bu aşamalar, tasarım bölümlerini müşteri tatminini
gerçekleştirmeye yönelik faaliyetlere yönlendirmektedir [Crowe ve Cheng, 1996:
s.37-38].
Kalite Fonksiyonu Yayılımı - KFY (Quality Function Deployment - QFD) ilk olarak
1972 yılında Mitsubishi'nin Kobe tesislerinde, bir yönetim yaklaşımı aracı olarak
geliştirilmiştir. Digital Equipment, Hewlett Packard, AT&T ve ITT gibi firmalar bu
uygulamayı firmalarında başlatmışlar, Ford ve General Motors ise 50'den fazla
başarılı uygulama gerçekleştirmiştir. "Kalite Evi" (The House of Quality) ise bu yeni
yönetim yaklaşımının temel tasarım aracı olarak kullanılan sistematik bir
algoritmadır. Toyota, kalite evini çeşitli biçimlerde geliştirerek, yoğun bir biçimde
kullanmıştır [Hauser, Clausing, 1996: s.24].
Şekil 15’tekine benzer bir kalite evi matrisini oluşturabilmek için öncelikle müşteri
ve rakipler saptanmalıdır. Daha sonra müşteri ve rakipler arasındaki öncelikler
belirlenerek, işletme ve rakipler karşılaştırılmaktadır.
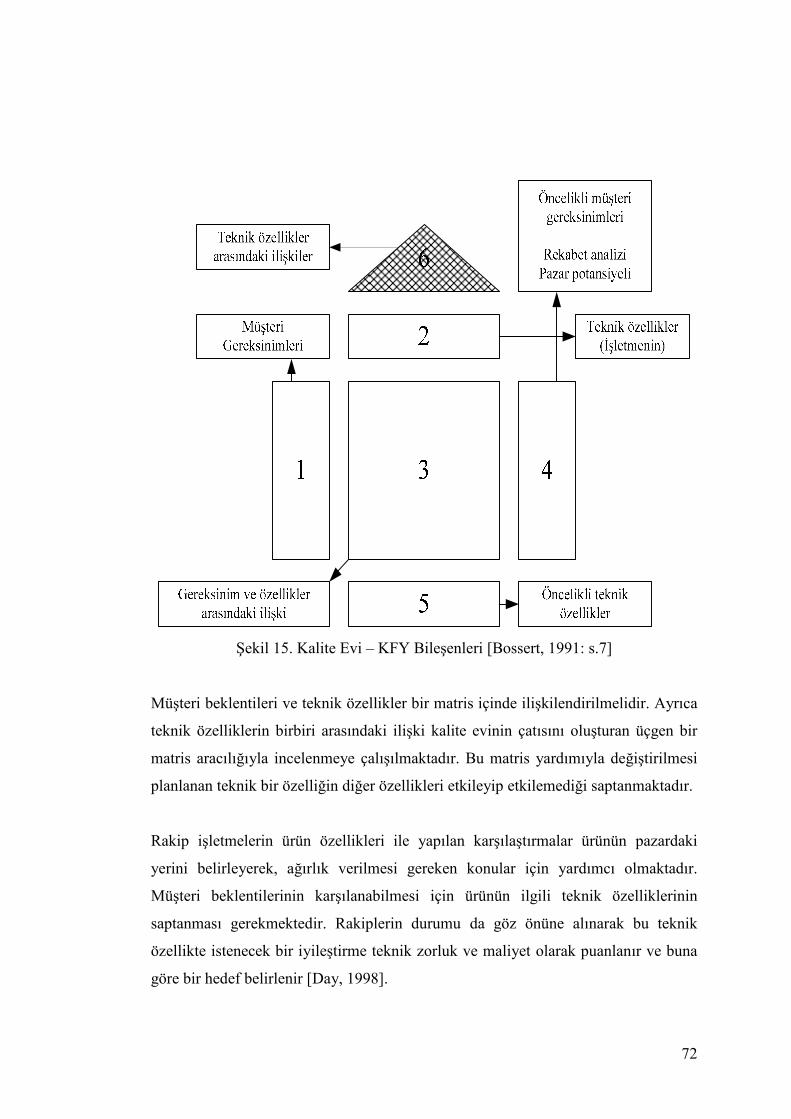
72
Şekil 15. Kalite Evi – KFY Bileşenleri [Bossert, 1991: s.7]
Müşteri beklentileri ve teknik özellikler bir matris içinde ilişkilendirilmelidir. Ayrıca
teknik özelliklerin birbiri arasındaki ilişki kalite evinin çatısını oluşturan üçgen bir
matris aracılığıyla incelenmeye çalışılmaktadır. Bu matris yardımıyla değiştirilmesi
planlanan teknik bir özelliğin diğer özellikleri etkileyip etkilemediği saptanmaktadır.
Rakip işletmelerin ürün özellikleri ile yapılan karşılaştırmalar ürünün pazardaki
yerini belirleyerek, ağırlık verilmesi gereken konular için yardımcı olmaktadır.
Müşteri beklentilerinin karşılanabilmesi için ürünün ilgili teknik özelliklerinin
saptanması gerekmektedir. Rakiplerin durumu da göz önüne alınarak bu teknik
özellikte istenecek bir iyileştirme teknik zorluk ve maliyet olarak puanlanır ve buna
göre bir hedef belirlenir [Day, 1998].
73
Kalite fonksiyon yayılımının;
• Gerekli tasarım değişikliklerinin sayısını azaltma,
• Yeni ürünlerin pazara giriş zamanlarını azaltma,
• Daha düşük ite başlama maliyeti,
• Daha fazla müşteri tatmini,
• Bölümler ve bireyler arası grup çalışması ve işbirliğini artırması,
• Müşteri istekleri ile ilgili sistematik bir veri tabanı oluşturması,
gibi bir çok yarar sağladığı uygulayan işletmeler tarafından belirtilmiştir [Gevirtz,
1994: s.101-103].
2.5.3. HATA MODU VE ETKĐ ANALĐZĐ
Hata Modu ve Etki Analizi-HMEA (Failure Mode and Effect Analysis-FMEA),
müşteri gereksinimlerinin sürekli karşılanması amacıyla hem tasarım hem de üretim
kalitesini güvence altına alan ürün ve süreçlerin tasarımında kullanılan önleyici bir
yaklaşımdır. HMEA, tasarlanan ürünün kullanımı sırasında ortaya çıkabilecek
hataların önceden saptanmasını ve bu hatalardan müşteriye etkisi önemli olanların
tasarım aşamasında ortadan kaldırılmasını hedeflemektedir. Ürün HMEA, ürün
tasarımında, üretim HMEA ise, üretim sürecinin tasarımında kullanılan yöntemlerdir.
Ürün tasarımında ve üretim sürecinde HMEA uygulaması, müşterilerin potansiyel
hata modlarını tanımlamaya yardımcı bir grup yaklaşımdan yararlanmayı
gerektirmektedir.
HMEA tasarımı, müşteri şikayetleri ve geçmiş dönem hata durumlarını yeniden
gözden geçirip, potansiyel tasarım problemlerini tanımlayarak, önleyici faaliyetlerin
geliştirilmesini amaçlamaktadır. HMEA sistemi, sistemin her bir parçası, hata
modları ve sistemdeki insan, araç-gereç ve çevrenin hataya neden olan etkilerini
toplayan bir sistemdir. Hata modu, basitçe hatanın kaynağını ve doğasını
74
tanımlarken, etki ise, hataya karşı sistemin bir yanıtı veya bu hataların bir sonucudur
[Kolarik, 1995: s.244].
Ürün HMEA yönteminde, ürünün işlevleri sorgulanır ve bu işlevlerin yerine
getirilmemesi durumunda müşteriye ne gibi bir hata olarak ulaşacağı, hatanın ortaya
çıkma olasılığı, hatanın farkına varılma olasılığı ve yaratacağı hasarın önemi
araştırılır. Tasarımı, negatif etkileyecek bileşenlerin öncelikle listesi hazırlanmalıdır.
Hata modu, uygunsuz kullanım koşullarından çıkabilecek hataları da öngörmelidir.
Örneğin, iç müşteri olan üretim mühendisi tarafından tasarım çizimlerinde kullandığı
araç ve gereçler tozlanabilir, yağlanabilir vb. sistemin çalışmasını engelleyebilir ve
bir takım problemlere neden olabilir. Hata modları, ürünün garanti bilgileri, kalite
problem raporları ve test sonuçlarının değerlendirilmesi ile tanımlanabilmektedir.
Tanımlanan hata modlarından sonra, hataların etkileri belirlenmelidir [Gevirtz, 1994:
s.120-121]. Tüm etkenler 1'den 5'e kadar puanlanır, puanların çarpımı bir puanlama
sistemi içinde değerlendirilir ve bu puan yüksekse puanın düşürülmesi için
alınabilecek önlemler araştırılır. Böylece önemli hatalar ortaya çıkmadan tasarım
aşamasında önlenmiş olmaktadır. Günümüzde HMEA, otomobil üreticileri olmak
üzere bir çok üretim işletmesinde, hatta hizmet işletmelerinde de başarılı olarak
uygulanmaktadır [Noori, Radford, 1995: s.169]
2.5.4. KALĐTE ĐÇĐN DENEY TASARIMI
Kalite için deney tasarımı (Design of Experiment) veya Taguchi yöntemi adıyla
bilinen bu yöntem, bir sürece etkisi olabilecek parametrelerin süreçteki göreceli
etkilerinin ağırlıklarını istatistiksel yollarla geliştirilmiş kontrollü denemeler
sonucunda saptamaktadır.
Japon mühendisleri hedeflenen kalitedeki ürünü üretebilmek için geleneksel süreç
kontrolünden başka yöntemler aramışlardır. Üretim süreci değişikliklerinden ve
çevre faktörlerinden etkilenmeden, hedeflenen kaliteyi sağlayabilmek için kalitenin
ürün ve süreç ile tasarımlanması gerektiğini savunmuşlardır. 1980 yılında
75
Amerika’da Dr.Genichi Taguchi tarafından önerilen tasarım yöntemleri kalite
mühendisliği, kalite kontrol ve istatistiki alanda en çok konuşulan konulardan biri
olmuştur [Barker, 1990: s.1-13]. Kalite kontrol yöntemleri online ve offline olarak
ikiye ayrılmaktadır. Online yöntemler, üretim sürecinde kullanılır ve istatistiksel
süreç kontrolü, kontrol şemaları gibi yöntemleri içermektedir. Offline yöntemler ise,
üretim süreci dışında kullanılmaktadırlar. Deney tasarımı ve güvenilirlik testleri gibi
yöntemleri kapsarlar. Kalite kontrolde ağırlık online yöntemlerde olmasına karşın,
son yıllarda offline yöntemler özellikle de deney tasarımı önem kazanmıştır.
Online kalite kontrol yöntemleri ile ancak üretim sırasında oluşacak kayıplar
önlenebilmektedir. Örneğin, üretim tekniğinden kaynaklanan kayıplar giderilemez.
Bunun için süreçte değişiklik yapmak gerekmektedir. Offline yöntemlerde ise, önce
ürün, sonra bu ürünün üretilebileceği, süreç tasarımlanmaktadır. Böylece bu gibi
kayıplar en başta önlenmiş olmaktadır. Taguchi’nin de kalite kontrolüne yaklaşımı
kayba neden olabilecek durumların baştan yok edilmesidir.
Offline yöntemler:
• Müşteri gereksinim ve beklentilerini tamamen tanımlama,
• Müşteri beklentilerini karşılayacak bir ürünü tasarımlama,
• Sürekli ve ekonomik olarak üretilebilir bir ürünü tasarımlama,
• Donanım, prosedürler, standartlar ve uygun özelliklerin açık bir biçimde
geliştirilmesini kapsamaktadır.
Offline kalite kontrol işlevlerinin amacı, üretilebilir ve güvenilir ürün geliştirmek ve
ayrıca ürün geliştirme ve ürün yaşam maliyetlerini azaltmaktır. Offline kalite
kontrolün iki aşaması üzerinde durulmaktadır: ürün tasarım aşaması ve süreç tasarım
aşaması.
76
2.5.4.1. Ürün Tasarım Aşaması
Ürün tasarım süreci aşamasında ya yeni bir ürün geliştirilmektedir, ya da mevcut
ürün üzerinde değişiklikler uygulanmaktadır. Burada amaç, müşteri beklentilerini
karşılayabilecek ya da üretilebilecek bir ürünün tasarımlanmasıdır. Süreç tasarım
aşamasında ise, üretim ve süreç mühendisleri, ürün tasarım süreci aşamasında
geliştirilen özelliklere uygun üretim sürecini geliştirirler. Yukarıda sıralanan a, b ve c
şıkları ürün tasarımı sırasında, d faaliyeti ise süreç tasarım aşamasında
gerçekleştirilmektedir. Taguchi, offline kalite kontrolünün her bir aşamasında kalite
güvencesini sağlamak için üç adım yaklaşımından bahsetmektedir: sistem tasarımı,
parametrik tasarım ve tolerans tasarımı.
Giriş kalite kontrol, süreç tasarımı sırasında geliştirilen süreçler, bu süreçlerde
kullanılan ürün tasarımları ve tasarıma uygun ürünlerin üretilmesi ile ilgilidir.
Taguchi, giriş kalite kontrolünü de iki aşamada tanımlamıştır: üretim kalite kontrol
ve müşteri ilişkileri [Logothetis, Wynn, 1989: s.241-249].
Sistem Tasarımı: Müşteri gereksinimlerini karşılayacak ilk ürün tasarımını
geliştirmek için bilgi ve mühendisliğin bir arada uygulanmasıdır. Başlangıçta,
parçaların, materyallerin ve üretim teknolojisinin seçimi ile işe başlanmaktadır.
Amaç, en düşük maliyetle müşteri gereksinimlerine cevap verebilen ürünün
üretilebilmesi için en uygun teknolojinin kullanılmasıdır. Taguchi yaklaşımındaki bu
adımla, batılı firmaların Ar-Ge bölümlerinin ilk ürün tasarımı adımı arasındaki
önemli fark, Taguchi yaklaşımının pahalı girdiler, en son teknolojiyi kullanmak
yerine, daha çok müşteri gereksinimleri, düşük maliyet ve gerekli teknoloji üzerinde
yoğunlaşmasıdır [Dehnad, 1989: s.22].
Parametrik Tasarım: Ürün parametreleri için optimal durumları tanımlamaktadır.
Amaç, performans değişikliklerini minimize ederek, üretim ve ürünle ilgili tüm
maliyetleri de minimuma indirmektir. Ayrıca, kalite için gerekli olan ve maliyeti
düşürme açısından da olası en geniş toleransları kullanmaktadır. Ürün üzerinde
77
sapmaya neden olan faktörler genelde kontrol edilebilir faktörler ve kontrol
edilemeyen faktörler olmak üzere iki’ye ayrılmaktadır. Örneğin bir bilgisayar
monitörünün tasarımında kontrol edilebilir faktörler, ekranın boyutları, biçimi ve
ağırlığıdır. Kontrol edilemeyen faktörler ise, ürünün performansını etkileyen
tasarımcının kontrolünde olmayan faktörlerdir. Müşterinin bilgisayar monitörünü
evinde kullanırken yaşanan titreşimler, uygunsuz ışıklandırma, voltaj düşmeleri gibi
durumlar ise kontrol edilemeyen faktörlere örnektir [Sarin, 1997: s.103].
Taguchi, ürünün gerçek performansında değişikliğe neden olan faktörlerin gücünü
azaltma konusunda yoğunlaşmıştır. Bu güçlü faktörler:
• Dışsal faktörler: ürünün kullanıldığı ya da dağıtımının gerçekleştiği çevre
• Đçsel faktörler: ürünün kullanılması ile değerindeki azalma
• Birebir faktörler: üretim sürecinde gerçekleten sapmalar
Ürünün performansında değişikliğe neden olan bu faktörler, ürünün tasarım aşaması
sırasında göz önüne alınmalıdır [Moen, Nolan, Provost, 1991: s.294-295].
Tolerans tasarımı: Parametrik tasarım sırasında gerçekleşen hedef ölçütleri için
toleranslar oluşturulmalıdır. Amaç, ürünün temel özelliklerini kaybetmeden
maliyetlerin azaltılması için geniş çaplı toleransların sağlanmasıdır.
2.5.4.2. Süreç Tasarımı Aşaması
Sistem tasarımı: Eş zamanlı mühendislik ve ürün özelliklerine dayalı olarak üretim
sürecinin tasarımlanmasıdır.
Parametrik tasarım: Kontrol edilebilir üretim süreç parametreleri için uygun
durumların tanımlanmasıdır. Amaç, ürün sürecini kontrol edilemeyen durumların
oluşumuna ilişkin güçlendirmektir.
78
Tolerans tasarımı: Süreç parametrik tasarımı sırasında, kritik olan durumlar için
toleranslar oluşturmaktır [Lochner, Mator, 1990].
2.5.5. TAGUCHI KALĐTE KAYBI FONKSĐYONU VE KALĐTE SEVĐYESĐ
Kalite seviyesinin ölçülmesinde kusurlu mamul yüzdesi uzun yıllar bir ölçüm aracı
olarak kullanılmıştır. Tüketici veya alıcıya yüklenen malların içerisindeki kusurlu
oranı genellikle düşük olmakla birlikte, üretim sistemi içerisindeki kalitenin
sağlanması açısından herhangi bir ek katkı sağlamamakta, kalite probleminden
ziyade bir maliyet problemi olarak karşımıza çıkmaktadır. Hedeflenen kaliteyi
karşılayamayan ürünler, siparişi veren firma tarafından kabul edilmemekte, bu ise
yeniden çalışma ve reklam giderlerinin ortaya çıkmasına sebep olmaktadır. Esas
olarak üzerinde durulması gereken nokta ise ürünlerin, siparişi veren firmaya
yüklenmeden üretimin her safhasında kalitenin denetlenmesidir.
Geçmişte yüklenen mamullerin kalite seviyesinin belirlenmesinde kusurlu oranı, Cp
indeksi (toleransın altı standart sapmaya oranlanması ile elde edilen süreç yeterliliği
indeksi) ve garanti maliyetleri yaygın olarak kullanılmaktaydı. Örneğin Japon ve
Amerikan firmaları uzun yıllar 1.00’ın üzerinde süreç yeterliliği indeksleri ile
yüklemelerini gerçekleştirmişlerdir. Ancak bu indeksin herhangi bir optimum
değerinin olmaması, toleransın veya kalite seviyesinin belirlenmesinde büyük
sıkıntılara yol açmıştır. Aynı zamanda indeksteki değişimlerin kalitede meydana
getirdiği gerçek değişimlerin yönetim ve mühendis kadrosu tarafından tam olarak
kavranamaması, Cp indeksini kalite seviyesinin ölçülmesinde zayıf bir araç olarak
tanımlamıştır. Bunun yanında parasal ölçülere dayandıklarından dolayı kusurlu oranı
ve garanti maliyetleri daha geniş kullanım alanı bulmuşlardır. Ancak pazar payındaki
kayıpları ölçememeleri ve zaman değişkeninden etkilenmeleri zayıf taraflarıdır.
Kalite kaybı fonksiyonu bu noktada uygun bir araç olarak karşımıza çıkmaktadır
[Taguchi, Elsayed, ve Hsiang, 1989].
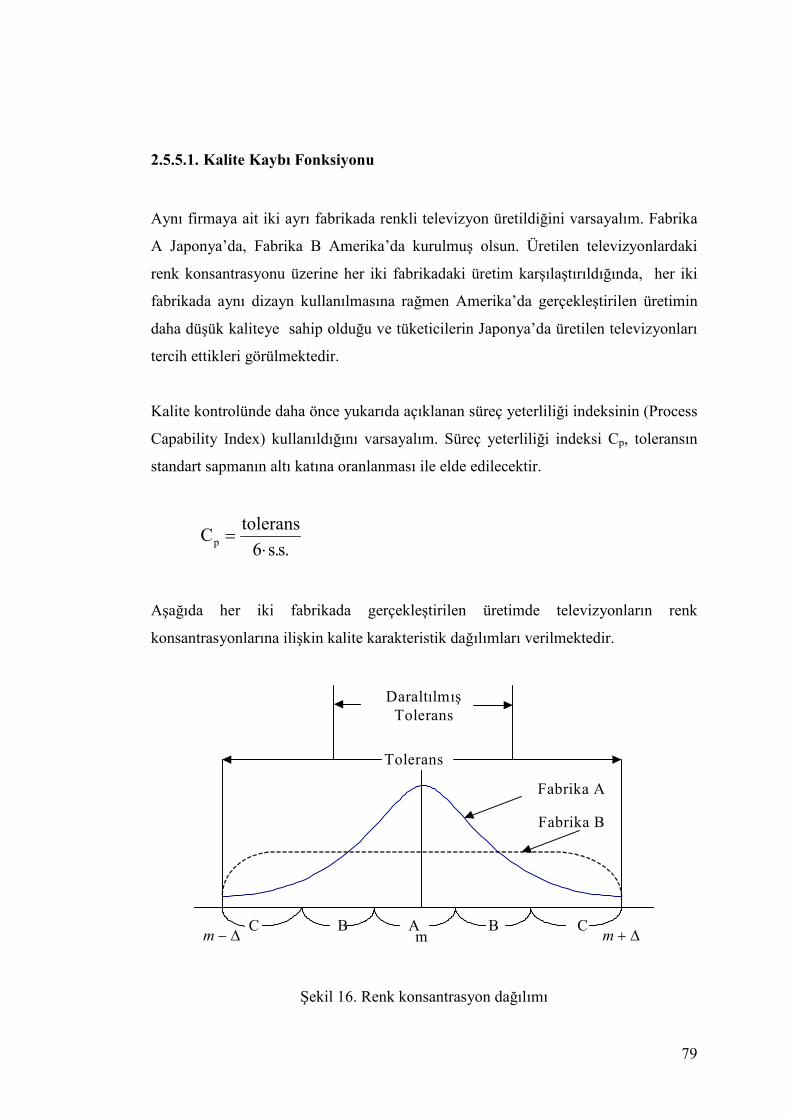
79
2.5.5.1. Kalite Kaybı Fonksiyonu
Aynı firmaya ait iki ayrı fabrikada renkli televizyon üretildiğini varsayalım. Fabrika
A Japonya’da, Fabrika B Amerika’da kurulmuş olsun. Üretilen televizyonlardaki
renk konsantrasyonu üzerine her iki fabrikadaki üretim karşılaştırıldığında, her iki
fabrikada aynı dizayn kullanılmasına rağmen Amerika’da gerçekleştirilen üretimin
daha düşük kaliteye sahip olduğu ve tüketicilerin Japonya’da üretilen televizyonları
tercih ettikleri görülmektedir.
Kalite kontrolünde daha önce yukarıda açıklanan süreç yeterliliği indeksinin (Process
Capability Index) kullanıldığını varsayalım. Süreç yeterliliği indeksi Cp, toleransın
standart sapmanın altı katına oranlanması ile elde edilecektir.
.s.s6
toleransCp ⋅
=
Aşağıda her iki fabrikada gerçekleştirilen üretimde televizyonların renk
konsantrasyonlarına ilişkin kalite karakteristik dağılımları verilmektedir.
Tolerans
DaraltılmışTolerans
Fabrika A
Fabrika B
∆−m ∆+mmC CB A B
Şekil 16. Renk konsantrasyon dağılımı

80
Kesiksiz çizgi ile temsil edilen Fabrika A, Japonya’da gerçekleştirilen üretimi temsil
etmekte olup merkezde (m) ile gösterilen hedef değer etrafında normal dağılım
göstermektedir. Grafikte de görüldüğü üzere tolerans 2∆ olmakla birlikte standart
sapma toleransın 1/6’sı ve tolerans 10 olarak tanımlanmaktadır. Bu durumda Cp
indeksi,
00.1
6
106
10
..6=
⋅=
⋅=
ss
toleransC p
Diğer taraftan Amerika’da gerçekleştirilen üretim kesikli çizgi ile üretilmekte olup
daha az sayıda spesifikasyon dışı ürün üretilmektedir. Fabrika B’ de gerçekleştirilen
üretim Uniform dağılıma benzerliği ile dikkat çekmektedir. Standart sapmanın
tolerans.12
1 olması halinde Cp indeksi,
577.0
12
106
10
..6=
⋅=
⋅=
ss
toleransC p
ki bu değer Amerika’da üretilen televizyonların Japonya’ya göre daha düşük kalitede
olduklarını göstermektedir. Kalite kaybı mamulün kalite karakteristiğinin (y)
hedeflenen kaliteden (m) farkı (y-m) olarak tanımlanacaktır. Hedeflenen kalitenin
mamul karakteristiklerine eşit olması durumunda (y = m) kalite kaybı sıfır olacak,
aksi takdirde kalite kaybı her iki yönde de artacaktır. Kalite kaybı ile hedeflenen
kalite arasındaki ilişki aşağıda verilmektedir [Taguchi, Elsayed, ve Hsiang, 1989].

81
∆−m ∆+m
Sapmadankaynaklanankalite kaybı
y
ASpesifikasyon dışıürünün tamirinin
birim maliyeti
m
KaliteKaybı
FonksiyonelKarakteristikler
Şekil 17. Kalite kaybı ile hedeflenen kalite arasındaki ilişki [Rao, Carr, Dambolena,
Kopp v.d., 1995]
2.5.6. ÜRETĐM VE MONTAJ ĐÇĐN TASARIM
Eş zamanlı mühendislik çalışmalarının bir araya getirdiği önemli bölümler, tasarım
mühendisliği ve üretim mühendisliğidir. Geleneksel yöntemleri benimseyen bir
tasarımcı, tasarlanan bir ürünün işlevini yerine getirmesi için en uygun malzeme,
ölçü, görünüm ve çalışma biçimini bulmaya çalışırken genellikle üretim biçimini
değerlendirme dışı tutmaktadır. Eş zamanlı mühendislikle birlikte çalışan tasarım ve
üretim uzmanları, tasarım aşamasında üretim ve montaj süreçlerini de göz önüne
alarak en uygun çözümleri araştırmalıdır [Syan, Swift, 1994: s.118-137].
Üretim ve Montaj için Tasarım -ÜMT (Design for Manufacture and Assembly)
sistemi içinde yer alan değer analizi tekniği ürünün, parçalarının ve montajının
işlevlerini belirlemek ve bu işlevlerin maliyetini hesaplamak için kullanılmaktadır.
Değer analizi, tasarım aşamasında uygulandığında geriye dönüşü çok zor olan pahalı
hataların ortaya çıkması önlenebilmektedir.
82
2.5.6.1. Üretim ve Montaj Đçin Tasarımda Temel Đlkeler:
Minimum parça sayısı: Montaj maliyetlerinin düşürülmesi ve parça sayısının
azaltılmasıdır. Örneğin, Cadillac, Seville modelinin arka çamurluktaki parçalarını
azaltarak %57 zaman tasarrufu, 450.000$ maliyet tasarrufu sağlamıştır [Noori,
Radford, 1995: s.144].
Modüler tasarım: Değişik biçimlerde birleştirilebilecek parçalar ile minimum parça
sayısına ve geniş bir ürün yelpazesine ulaşmaktır. Hewlett- Packard yazıcılarında bu
yöntemi kullanarak, üstün performanslı, düşük maliyetli, rekabet gücü çok yüksek
yazıcılar üretmiştir.
ÜMT, ürünün ekonomik ve kolay üretiminin ve hataya meydan bırakmayan kolay
montajının tasarımla birlikte gerçekleşmesini hedeflemektedir. Douglas Aircraft
firmasında yapılan bir çalışma ile şu sonuçlar elde edilmiştir. ÜMT yaklaşımı ile 300
kişilik yolcu uçağı MD-11’de kullanılacak klima sistemi hava giriş kanalı bir eş
zamanlı mühendislik takımı tarafından tasarlanmıştır. Đki haftalık bir çalışma ile,
uzun yıllar DC-10 uçağında kullanılan hava kanalı tasarımı gözden geçirilmiş ve
toplam 2172 parça 4038 montaj işleminden oluşan tasarım, 1383 parça 2649 işleme
indirilmiştir. Ayrıca toplam ağırlık yaklaşık 40 kg. azaltılmış, güvenilirlik, bakım
kolaylığı ve işlevsellikte bu sayede artmıştır [Noori, Radford, 1995: s.145].
2.5.7. HOSHĐN KANRĐ (HOSHIN PLANLAMA)
Toplam kalite yönetimi, her yönetici ve çalışan tarafından süreç, örgüt ve araçlar
yardımıyla Planla-Uygula-Kontrol et-Önlem al (PUKÖ) döngüsünün uygulanması ve
firma çapında sürekli iyileştirmeye dayalı olarak, müşteri gereksinimi ve
beklentilerinin karşılandığı bir sistemdir. Hoshin planlama da bir sistem olup,
stratejik örgütsel hedeflerin yerine getirilmesi ve örgütsel planların gerçekleşmesini
sağlayan, Toplam Kalite sisteminin alt bileşenidir.
83
“Hoshin”, parlayan metal, sınırlar ya da yönlendirme noktası, “Kanri” ise, yönetim
ve kontrol anlamına gelmektedir [Akao, 1991]. Hoshin Kanri, gerçeklere doğru,
firmayı taşıma araçlarını geliştirmek ve gelecek hakkında en doğru stratejik amaçları
sabitleştirme ve yakalamak için tasarlanmış bir yöntemdir. Hoshin Kanri plana göre
işi yönetmek için örgütün her birimini ve tepe yönetimden çalışanlara kadar, ortak
yönetim yaklaşımlarıyla ortak amaçlara ulaşmayı yaymaktır. Hoshin Kanrinin en
büyük özelliği, örgütün vizyon ve amaçlarını, ölçülebilir ve uygulanabilir stratejilere
doğru dönüştürmesidir [Eureka, Ryan, 1990]. Ürünün kalitesi, onu üreten işletmenin
kalitesinin bir fonksiyonudur. Hoshin Kanri, örgütün kalite tasarımı için gerekli bir
araçtır ve kalite tasarımı da rekabet avantajı için oldukça önemlidir.
2.5.7.1. Hoshin Planlama Süreci
Đlk adım, örgütün uzun dönemli vizyonunu izleyen planlar ve gerçekleştirilebilir
amaçların değerlendirilmesini kapsamaktadır. 3-5 yıllık planlar ise vizyonun
gerçekleştirilmesi için belirlenen yöntemlerin bir analizine dayanmaktadır. Bir yıllık
planlar ise, planlanan yıl içersinde gerçekleştirilmesi gereken temel amaçların yer
aldığı tüm ayrıntılı faaliyetleri kapsamaktadır. Bir yıllık planların yapılması ile tüm
bölümler yıllık planların gerçekleştirilmesine yönelik araçları (Pareto analizi ,neden-
sonuç diyagramları vb.) belirlemelidir. Araçlar belirlendikten sonra aylık ya da üç
aylık performans değerlendirmeleri yapılmalıdır.
Hoshin Kanri’nin temel elemanları ise:
• Yıl içinde sürekli geliştirilen sürecin (Planla- Uygula-Kontrol et-Önlem al)
planlanması ve uygulanması,
• Yılık hedeflerin, planlanması, gelişimi ve gerçekleştirilmesi için, örgüt
içindeki tüm birimlerin ve çalışanların katılımının sağlanması,
• Gerçek verilere dayalı planlamalar ve bunların uygulanması,
• Đşletmenin gerçek kapasitesinin göz önüne alındığı faaliyet planların ve
amaçların oluşturulması.
84
Uygulama sonunda hedeflere ulaşılmışsa, yapılan Hoshin planlaması beklenen
sonucu vermiş olacaktır. Elde edilen hedef değerleri yüksek ya da düşük olabilir. Her
iki durumda da önemli olan hedeflerin nasıl ve niçin başarıldığını anlamaktır [Costin,
1994: s.287-289].
2.5.7.2. Stratejik Planlama ve Hoshin
Kalite Planlaması: Kalite planlaması sistemi şu safhaları izlemektedir;
1. Misyonun belirlenmesi
2. Müşterilerin ve müşteri ihtiyaçlarının belirlenmesi
3. Vizyonun oluşturulması
4. Amaç ve hedeflerin ve belirlenmesi
5. Kritik süreçlerin ve ölçüm kriterlerinin belirlenmesi
6. Stratejik planlama sürecinin geliştirilmesi
7. Yıllık planların hazırlanması
8. Değişim stratejilerinin belirlenmesi
9. Yıllık gözden geçirme ve değerlendirme sisteminin kurulması.
Hoshin, stratejik planlama olarak sık sık tanımlanmasına karşın, Toplam Kalite
alanında daha farklı algılanmaktadır. Stratejik planlama, bir işletmenin vizyonu,
misyonu ve uzun dönemli planlamasını, Hoshin ise stratejik planlamaya göre daha
kısa dönemli (bir yıllık) ve ayrıntılı planları kapsamaktadır [Nakui, 1995].
Vizyon: Bir örgütün başarmak istedikleri konusundaki ortak ifadesidir. Bir vizyon şu
özellikleri taşımalıdır:
• Örgütün isteklerinin neler olduğunun ya da olmadığının anlatılması,
• Gelecekteki ürün ya da hizmetler,
• Gelecekteki pazar payı,
• Kısa bir açıklama,
85
• Tepe yönetimden hat yöneticilerine, tedarikçiden müşteriye herkesin
anlayabileceği biçimde olması.
Misyon: Ortak bir misyon, bir vizyonun nasıl başarılabileceğini açıklayan
ifadelerdir.Bazen misyon örgütün varoluş sebebini anlatan ifadeleri de içeren
değerler olabilir. Misyon işletmenin iç ve dış müşteri beklentileri ile işletmenin
eğilimini de kapsamaktadır.
Bir misyon şu ifadeleri içermektedir;
• Belirli bir zaman diliminde ortak bir vizyonun nasıl başarılabileceği,
• Ortak bir vizyonu başarmak için gerekli faaliyetler,
• Basit bir tanıtım,
• Üst yönetimden çalışanlarına, tedarikçiden müşteriye herkesin anlayabileceği
biçimde ifadelerin kullanılması.
Kalite devrimine yönelen birçok işletme, misyonlarını kaliteye öncelik verecek
biçimde değiştirmişlerdir [Kavrakoğlu, 1993: s.24].
Hoshin Planlamanın Sağladığı Yararlar
• Yıllık hedefleri geliştirme konusunda yardımcı olabilecek bir süreç oluşturur,
• Uygulama yöntemlerinin belirlenmesinde çalışanların katılımını sağlar,
• Bölümler arası eşgüdümü artırır,
• Aylık ya da üç aylık uygulamaların gözden geçirilmesi ile, Planla-Uygula-
Kontrol et-Önlem al döngüsünün düzenli olarak gerçekleşmesini sağlar,
• Esnek, sürekli gözden geçirilen bir planlama ve uygulama sistemi yaratır,
• Đşletmenin temel problemlerinin kolay anlaşılması konusunda yol gösterir,
• Hızlı ve hatasız geri bildirim döngüsünün geçekleşmesine yardımcı olur,
• Örgütün ortak amaçlar üzerinde odaklanmasını sağlar.
86
2.5.8. POKA-YOKE
Poka-Yoke, Japonca'da “hata önleyici” anlamına gelmektedir. 1970'li yıllarının
başında Shigeo SHINGO adlı mühendis tarafından geliştirilen Poka-Yoke yöntemi,
üretim bandında kalitenin sağlanmasında devrim yaratan buluşlardandır. Hata
önleyiciler genelde üretimin hata olma olasılığı yüksek olan süreçlerinde kullanılan
ölçüm cihaz veya aletleridir [Kavrakoğlu, 1993: s.99]. Đçeriği oldukça basittir.
Hataların üretim hattında gerçekleşmesine izin verilmediği takdirde, ürünler üzerinde
yeniden işlem yapma oranı düşük olacak ve böylece üretim kalitesi yükselecektir. Bu
durum beraberinde yüksek müşteri tatmini ve düşük üretim maliyetlerinin
gerçekleşmesini sağlamaktadır. Poka-Yoke'nin içeriği kadar uygulanması da oldukça
basittir [Shimbun, 1988].
Bir Poka-Yoke uygulaması, oluşmuş bir hatayı düzeltme ya da gerçekleşmesi olası
bir hatanın önlenmesine yönelik bir mekanizmadır. Kısa bir inceleme hataların
bulunmasına neden olacaktır. Kusurlu ürünlerin büyük bir çoğunluğu çalışanların
hatalarından kaynaklanmaktadır. Bu durum neden-sonuç ilişkisiyle süreklilik
kazanmaktadır. Eğer çalışanlardan kaynaklanan hatalar saptanıp elimine edilirse,
hatalar kusurlu ürünlerle sonuçlanmayacaktır [Shingo, 1986: s.50].
Poka-Yoke uygulamasına ilişkin basit bir örnek, hataların başta önlenmesinin
kusurlu ürünlerin oluşmamasına nasıl yadım edeceğini göstermektedir. Montaj
hattında çalışan bir işçinin altı düğmeli bir aletin montajını yaptığı varsayılsın. Her
bir düğmenin altına yay koyulması gerekmektedir. Bazen bu işçi yayları düğmelerin
altına yerleştirmeyi unutarak montajı tamamlayabilmektedir. Bu durum ise kusurlu
ürünlerin oluşmasına neden olacaktır. Bu problemi ortadan kaldırmak için basit bir
Poka-Yoke yöntemi geliştirilmiştir. Đşçi kasadan altı adet yayı sayarak alır ve küçük
bir tabağın içine yerleştirir. Montaj işlemi bittikten sonra tabakta hala yay mevcutsa,
yapılan son montaj işleminde bir hatanın olduğu ortaya çıkacaktır. Sadece tabağa
bakarak hatanın ortaya çıkartılmasının maliyeti oldukça düşüktür. Bu uygulama etkin
bir uygulama olup, yeniden işleme maliyetlerini minimum düzeye indirmektedir.

87
Hizmet işletmelerinde de bu tür uygulamalarla, örneğin, bir süper marketde barkod
ve optik okuyucular ile kasa kayıtlarında hata yapma olasılığı minimum düzeye
indirilmeye çalışılmaktadır.
Üretimden hemen sonra kalite problemlerine yol açan nedenleri belirlemek yeteri
kadar yarar sağlamayabilir, ancak gelecekteki hataların önlenmesini sağlayacaktır.
Bir sonraki süreçteki işçi bir önceki süreçteki işçinin gözlemcisi olursa kalite
konusundaki geri bildirimler çok önceden sağlanmış olacaktır. Böylece her çalışan
hem üretimi hem de kontrolü gerçekleştirebilir. Etkili bir Poka-Yoke uygulaması ile
muayene maliyetlerini ve zamanını sıfıra yaklaştıracak bir sistemin gerçekleştirilmesi
olasıdır. Eğer ara stoklar düşük tutulursa süreci geliştirmek için sağlanan kalite geri
bildirimleri daha hızlı sağlanabilecektir. Bu anlayışla Poka-Yoke, aynı zamanda tam
zamanında üretim (JIT) felsefesinin de bir parçasıdır [Shingo, 1986: s.57].
2.6. ĐSTATĐSTĐKSEL SÜREÇ KONTROL TEKNĐKLERĐ
Đstatistiksel yöntemler, üretim sürecinin iyileştirilmesi ve kusurlu üretimin
azaltılması için kullanılan oldukça etkili bir araçtır. Ancak istatistiksel yöntemlerin
yalnızca “araç” oldukları ve uygun biçimde kullanılmadıklarında amaca hizmet
etmeyecekleri unutulmamalıdır.
Đstatistiksel yöntemler Japonya'da 1949 yılında yoğun bir biçimde kullanılmaya
başlamıştır. Aynı yıl Japon Bilim adamları ve Mühendisleri Birliği (JUSE) bir kalite
kontrol araştırma grubu kurarak, istatistiksel kalite kontrol ve istatistiksel
yöntemlerin endüstride kullanımını araştırmaya başlamışlardır. Japonya'da kalite
çemberleri ve kalite yönetimi teknikleri konularında önemli çalışmalar yapan
Ishikawa'ya göre işletmede karşılaşılan sorunların %95'i basit istatistiksel teknikler
kullanılarak çözülebilmektedir. Đstatistiksel yöntemlerin, sağlayacağı yararlardan
bazıları şunlardır:
• Daha üst düzeyde kalite,
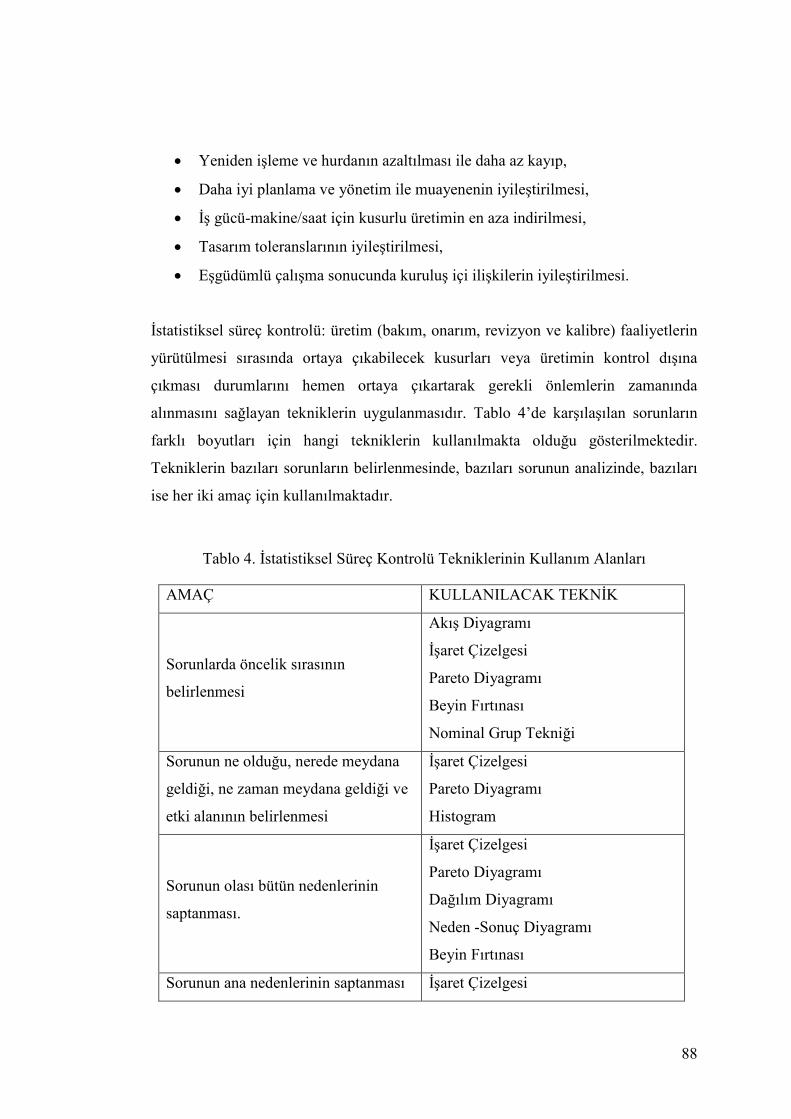
88
• Yeniden işleme ve hurdanın azaltılması ile daha az kayıp,
• Daha iyi planlama ve yönetim ile muayenenin iyileştirilmesi,
• Đş gücü-makine/saat için kusurlu üretimin en aza indirilmesi,
• Tasarım toleranslarının iyileştirilmesi,
• Eşgüdümlü çalışma sonucunda kuruluş içi ilişkilerin iyileştirilmesi.
Đstatistiksel süreç kontrolü: üretim (bakım, onarım, revizyon ve kalibre) faaliyetlerin
yürütülmesi sırasında ortaya çıkabilecek kusurları veya üretimin kontrol dışına
çıkması durumlarını hemen ortaya çıkartarak gerekli önlemlerin zamanında
alınmasını sağlayan tekniklerin uygulanmasıdır. Tablo 4’de karşılaşılan sorunların
farklı boyutları için hangi tekniklerin kullanılmakta olduğu gösterilmektedir.
Tekniklerin bazıları sorunların belirlenmesinde, bazıları sorunun analizinde, bazıları
ise her iki amaç için kullanılmaktadır.
Tablo 4. Đstatistiksel Süreç Kontrolü Tekniklerinin Kullanım Alanları
AMAÇ KULLANILACAK TEKNĐK
Sorunlarda öncelik sırasının
belirlenmesi
Akış Diyagramı
Đşaret Çizelgesi
Pareto Diyagramı
Beyin Fırtınası
Nominal Grup Tekniği
Sorunun ne olduğu, nerede meydana
geldiği, ne zaman meydana geldiği ve
etki alanının belirlenmesi
Đşaret Çizelgesi
Pareto Diyagramı
Histogram
Sorunun olası bütün nedenlerinin
saptanması.
Đşaret Çizelgesi
Pareto Diyagramı
Dağılım Diyagramı
Neden -Sonuç Diyagramı
Beyin Fırtınası
Sorunun ana nedenlerinin saptanması Đşaret Çizelgesi
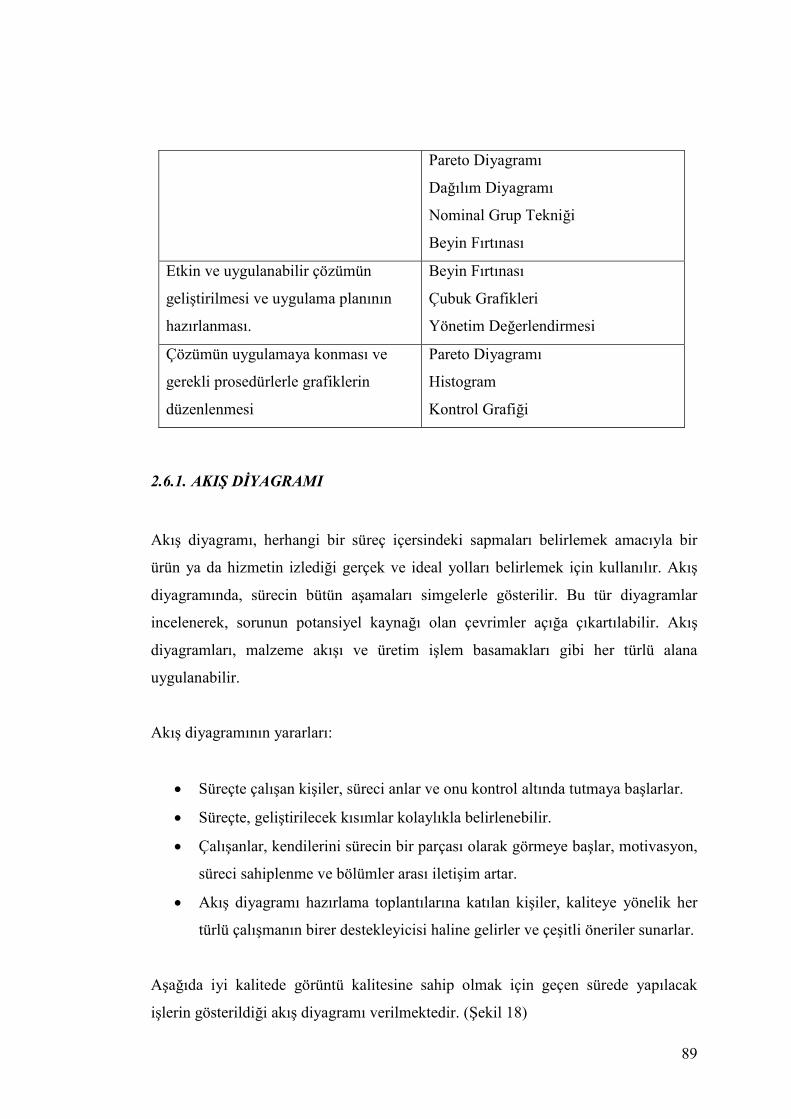
89
Pareto Diyagramı
Dağılım Diyagramı
Nominal Grup Tekniği
Beyin Fırtınası
Etkin ve uygulanabilir çözümün
geliştirilmesi ve uygulama planının
hazırlanması.
Beyin Fırtınası
Çubuk Grafikleri
Yönetim Değerlendirmesi
Çözümün uygulamaya konması ve
gerekli prosedürlerle grafiklerin
düzenlenmesi
Pareto Diyagramı
Histogram
Kontrol Grafiği
2.6.1. AKIŞ DĐYAGRAMI
Akış diyagramı, herhangi bir süreç içersindeki sapmaları belirlemek amacıyla bir
ürün ya da hizmetin izlediği gerçek ve ideal yolları belirlemek için kullanılır. Akış
diyagramında, sürecin bütün aşamaları simgelerle gösterilir. Bu tür diyagramlar
incelenerek, sorunun potansiyel kaynağı olan çevrimler açığa çıkartılabilir. Akış
diyagramları, malzeme akışı ve üretim işlem basamakları gibi her türlü alana
uygulanabilir.
Akış diyagramının yararları:
• Süreçte çalışan kişiler, süreci anlar ve onu kontrol altında tutmaya başlarlar.
• Süreçte, geliştirilecek kısımlar kolaylıkla belirlenebilir.
• Çalışanlar, kendilerini sürecin bir parçası olarak görmeye başlar, motivasyon,
süreci sahiplenme ve bölümler arası iletişim artar.
• Akış diyagramı hazırlama toplantılarına katılan kişiler, kaliteye yönelik her
türlü çalışmanın birer destekleyicisi haline gelirler ve çeşitli öneriler sunarlar.
Aşağıda iyi kalitede görüntü kalitesine sahip olmak için geçen sürede yapılacak
işlerin gösterildiği akış diyagramı verilmektedir. (Şekil 18)
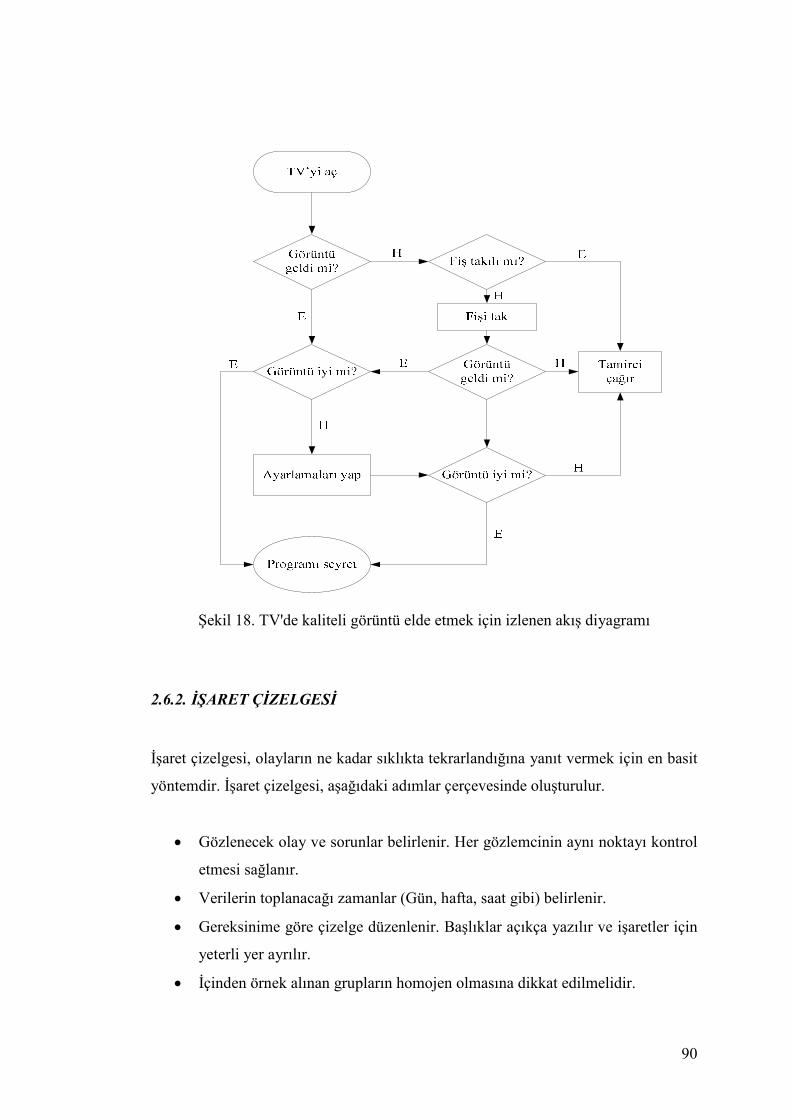
90
Şekil 18. TV'de kaliteli görüntü elde etmek için izlenen akış diyagramı
2.6.2. ĐŞARET ÇĐZELGESĐ
Đşaret çizelgesi, olayların ne kadar sıklıkta tekrarlandığına yanıt vermek için en basit
yöntemdir. Đşaret çizelgesi, aşağıdaki adımlar çerçevesinde oluşturulur.
• Gözlenecek olay ve sorunlar belirlenir. Her gözlemcinin aynı noktayı kontrol
etmesi sağlanır.
• Verilerin toplanacağı zamanlar (Gün, hafta, saat gibi) belirlenir.
• Gereksinime göre çizelge düzenlenir. Başlıklar açıkça yazılır ve işaretler için
yeterli yer ayrılır.
• Đçinden örnek alınan grupların homojen olmasına dikkat edilmelidir.
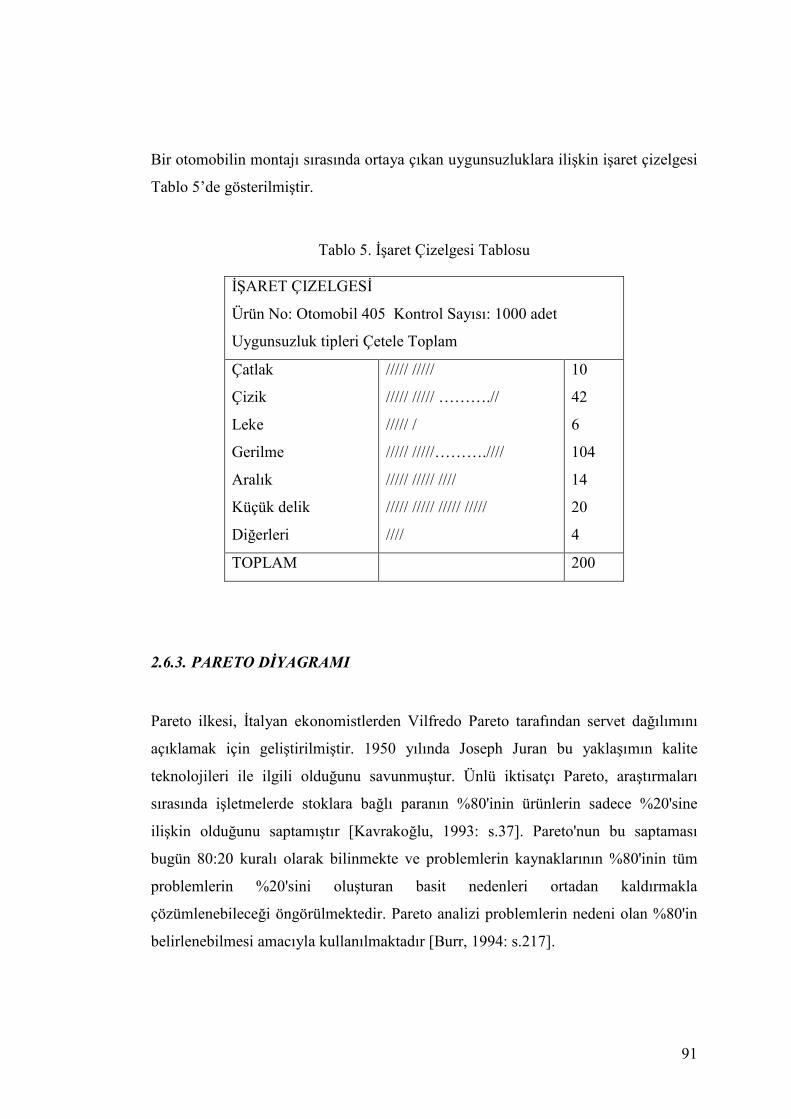
91
Bir otomobilin montajı sırasında ortaya çıkan uygunsuzluklara ilişkin işaret çizelgesi
Tablo 5’de gösterilmiştir.
Tablo 5. Đşaret Çizelgesi Tablosu
ĐŞARET ÇIZELGESĐ
Ürün No: Otomobil 405 Kontrol Sayısı: 1000 adet
Uygunsuzluk tipleri Çetele Toplam
Çatlak
Çizik
Leke
Gerilme
Aralık
Küçük delik
Diğerleri
///// /////
///// ///// ……….//
///// /
///// /////……….////
///// ///// ////
///// ///// ///// /////
////
10
42
6
104
14
20
4
TOPLAM 200
2.6.3. PARETO DĐYAGRAMI
Pareto ilkesi, Đtalyan ekonomistlerden Vilfredo Pareto tarafından servet dağılımını
açıklamak için geliştirilmiştir. 1950 yılında Joseph Juran bu yaklaşımın kalite
teknolojileri ile ilgili olduğunu savunmuştur. Ünlü iktisatçı Pareto, araştırmaları
sırasında işletmelerde stoklara bağlı paranın %80'inin ürünlerin sadece %20'sine
ilişkin olduğunu saptamıştır [Kavrakoğlu, 1993: s.37]. Pareto'nun bu saptaması
bugün 80:20 kuralı olarak bilinmekte ve problemlerin kaynaklarının %80'inin tüm
problemlerin %20'sini oluşturan basit nedenleri ortadan kaldırmakla
çözümlenebileceği öngörülmektedir. Pareto analizi problemlerin nedeni olan %80'in
belirlenebilmesi amacıyla kullanılmaktadır [Burr, 1994: s.217].

92
Đncelemeye alınan tüm olaylar, sonuca etkisi bakımından aynı şiddette değildir.
Olayların ve bulguların önemini göstermek için pareto diyagramı çizilmektedir.
Pareto diyagramı, az sayıdaki önemli sorunu, çok sayıdaki önemsiz sorundan ayırma
tekniğidir. Pareto diyagramını oluşturmanın adımları:
• Adım 1 :Hangi sorunların araştırılacağına ve verilerin toplanacağına karar
verilmelidir.
• Adım 2 :Bir veri toplama çizelgesi geliştirilmelidir.
• Adım 3 :Pareto diyagramı için veri çizelgesi hazırlanır.
• Adım 4 : Birimler miktarlarına göre sıralanır ve veri kağıdı doldurulur.
Büyüklüğüne bakılmaksızın, “diğerleri” en son sıraya yerleştirilir. Çünkü
diğerleri, bir çok az sayıdaki kusur nedenlerinden oluşmaktadır.
• Adım 5 : Pareto diyagramı verilere göre çizilir.
• Adım 6 : Diyagrama, gerekli olan bilgiler yazılmalıdır.
Tablo 6. Pareto Diyagramı Đçin Veri Tablosu
Aylar Defolu Ürün
Sayısı
Kümülatif
Toplam Yüzde ( % )
Kümülatif
Yüzde ( %)
Ocak
Şubat
Mart
Nisan
Mayıs
Haziran
8
5
3
2
1
1
8
13
16
18
19
20
8*100/20=40
5*100/20=25
3*100/20=15
2*100/20=10
1*100/20=5
1*100/20=5
40
65
80
90
95
100
TOPLAM 20 _ 100 _
Kusurlara ilişkin Pareto diyagramı aşağıda verilmektedir. (Şekil 19)

93
Şekil 19. Pareto Diyagramı
2.6.4. NEDEN – SONUÇ DĐYAGRAMI
Neden-sonuç diyagramları, ilk defa 1943 yılında Tokyo üniversitesinden Ishikawa
tarafından geliştirilmiştir. Belirli bir sorun veya sonucun nedenini araştırmak,
belirlemek ve göstermek için bu teknik kullanılmaktadır. Neden-sonuç diyagramı bir
sonuç ile sonuca etki eden bütün nedenleri bir arada göstermek için yapılmaktadır.
Sonuç veya sorun diyagramın sağ tarafına, bütün olası nedenler diyagramın sol
tarafına işaretlenir [Sarazen, 1994: s.177]. Diyagram bir balığın omurgasını andırdığı
için "Balık Kılçığı Diyagramı" da denilmektedir. Uygulaması oldukça basit olan bu
yöntem, sorunun nedenlerini sistemli bir biçimde araştırmaya yöneliktir.
Diyagramın çizimi için bir çalışma grubu oluşturulur. Grubun oluşturulmasında
işletmedeki tüm kişilerin katılımları istenmektedir. Dağılım analizinde, önce
geliştirilmesi amaçlanan sorun belirlenmelidir. Daha sonra hataya neden olan ana
nedenler ve ana nedenleri ortaya çıkaran alt nedenler beyin fırtınası yöntemi ile
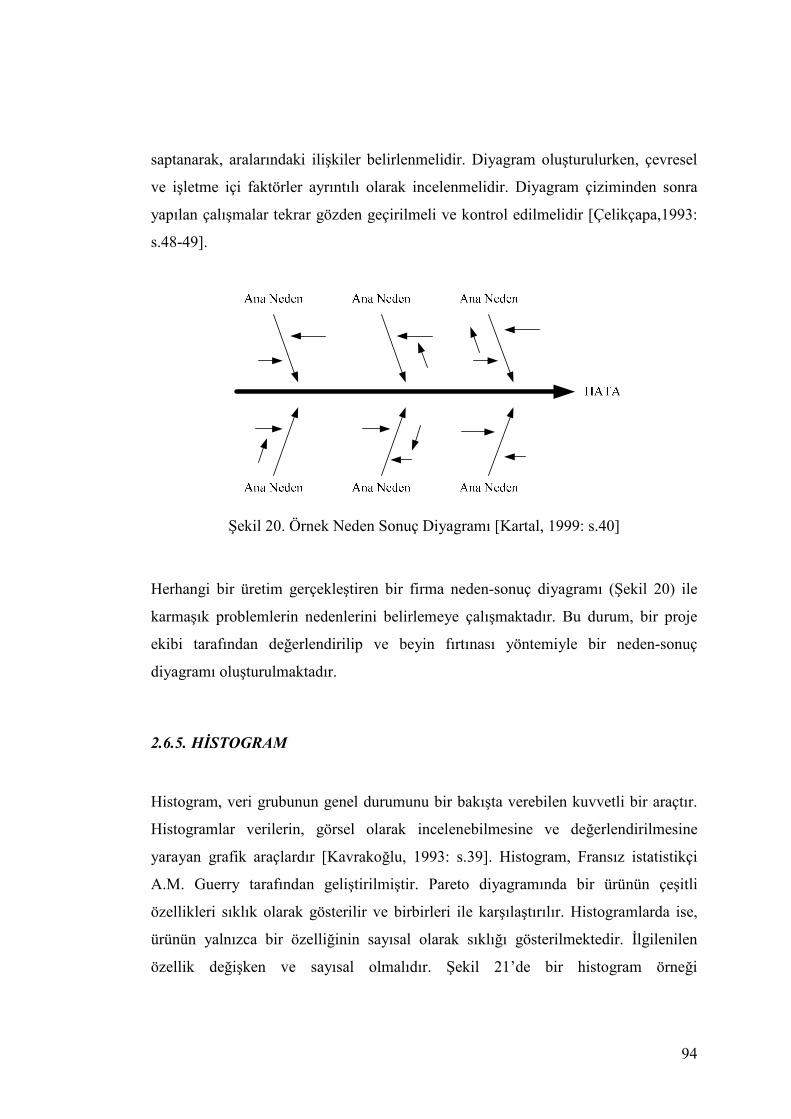
94
saptanarak, aralarındaki ilişkiler belirlenmelidir. Diyagram oluşturulurken, çevresel
ve işletme içi faktörler ayrıntılı olarak incelenmelidir. Diyagram çiziminden sonra
yapılan çalışmalar tekrar gözden geçirilmeli ve kontrol edilmelidir [Çelikçapa,1993:
s.48-49].
Şekil 20. Örnek Neden Sonuç Diyagramı [Kartal, 1999: s.40]
Herhangi bir üretim gerçekleştiren bir firma neden-sonuç diyagramı (Şekil 20) ile
karmaşık problemlerin nedenlerini belirlemeye çalışmaktadır. Bu durum, bir proje
ekibi tarafından değerlendirilip ve beyin fırtınası yöntemiyle bir neden-sonuç
diyagramı oluşturulmaktadır.
2.6.5. HĐSTOGRAM
Histogram, veri grubunun genel durumunu bir bakışta verebilen kuvvetli bir araçtır.
Histogramlar verilerin, görsel olarak incelenebilmesine ve değerlendirilmesine
yarayan grafik araçlardır [Kavrakoğlu, 1993: s.39]. Histogram, Fransız istatistikçi
A.M. Guerry tarafından geliştirilmiştir. Pareto diyagramında bir ürünün çeşitli
özellikleri sıklık olarak gösterilir ve birbirleri ile karşılaştırılır. Histogramlarda ise,
ürünün yalnızca bir özelliğinin sayısal olarak sıklığı gösterilmektedir. Đlgilenilen
özellik değişken ve sayısal olmalıdır. Şekil 21’de bir histogram örneği
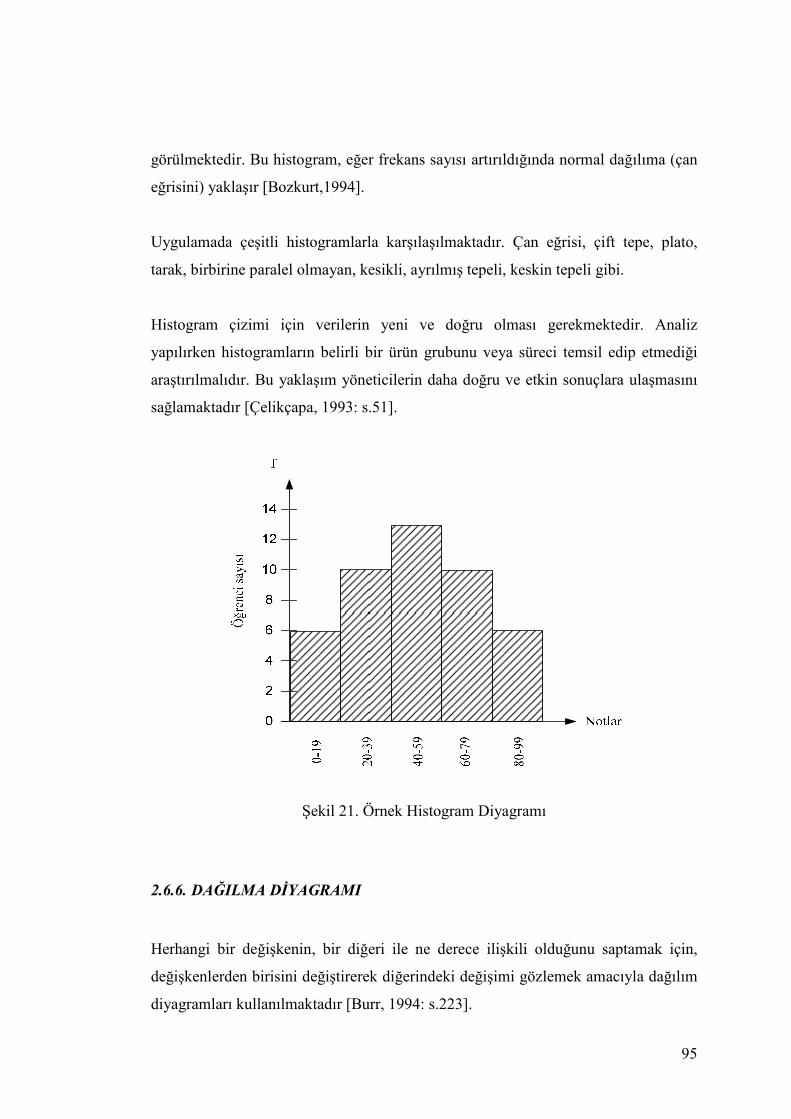
95
görülmektedir. Bu histogram, eğer frekans sayısı artırıldığında normal dağılıma (çan
eğrisini) yaklaşır [Bozkurt,1994].
Uygulamada çeşitli histogramlarla karşılaşılmaktadır. Çan eğrisi, çift tepe, plato,
tarak, birbirine paralel olmayan, kesikli, ayrılmış tepeli, keskin tepeli gibi.
Histogram çizimi için verilerin yeni ve doğru olması gerekmektedir. Analiz
yapılırken histogramların belirli bir ürün grubunu veya süreci temsil edip etmediği
araştırılmalıdır. Bu yaklaşım yöneticilerin daha doğru ve etkin sonuçlara ulaşmasını
sağlamaktadır [Çelikçapa, 1993: s.51].
Şekil 21. Örnek Histogram Diyagramı
2.6.6. DAĞILMA DĐYAGRAMI
Herhangi bir değişkenin, bir diğeri ile ne derece ilişkili olduğunu saptamak için,
değişkenlerden birisini değiştirerek diğerindeki değişimi gözlemek amacıyla dağılım
diyagramları kullanılmaktadır [Burr, 1994: s.223].
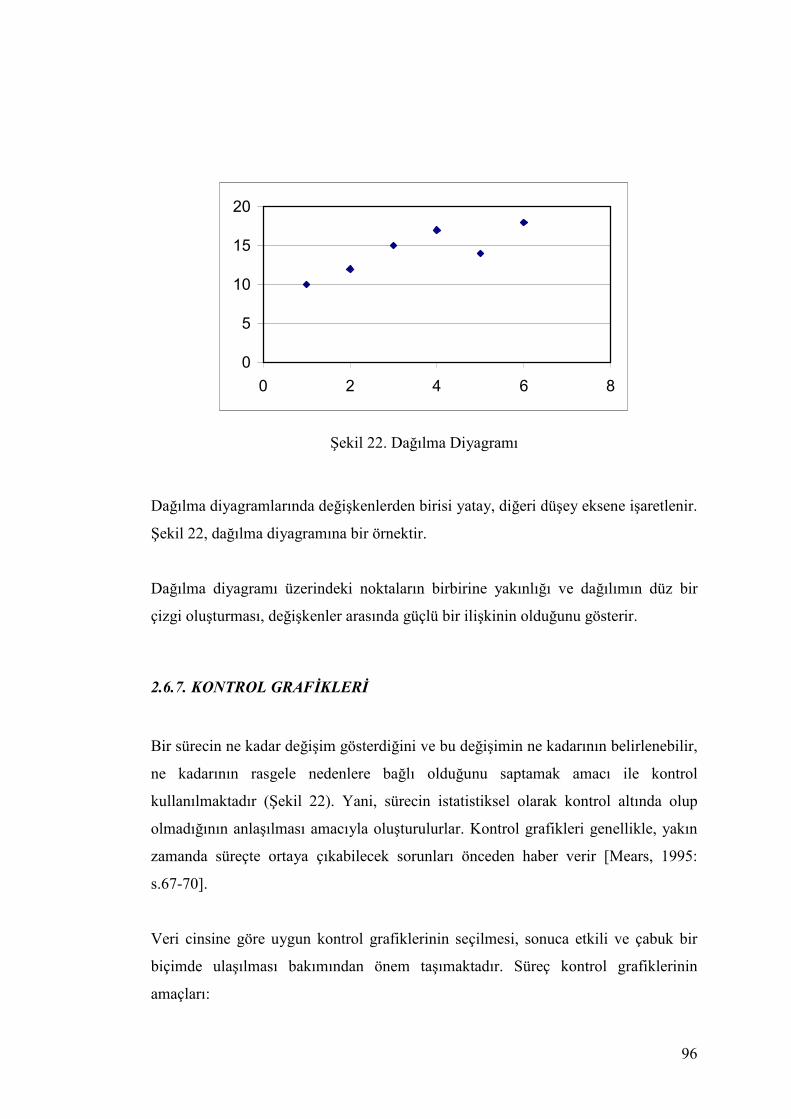
96
0
5
10
15
20
0 2 4 6 8
Şekil 22. Dağılma Diyagramı
Dağılma diyagramlarında değişkenlerden birisi yatay, diğeri düşey eksene işaretlenir.
Şekil 22, dağılma diyagramına bir örnektir.
Dağılma diyagramı üzerindeki noktaların birbirine yakınlığı ve dağılımın düz bir
çizgi oluşturması, değişkenler arasında güçlü bir ilişkinin olduğunu gösterir.
2.6.7. KONTROL GRAFĐKLERĐ
Bir sürecin ne kadar değişim gösterdiğini ve bu değişimin ne kadarının belirlenebilir,
ne kadarının rasgele nedenlere bağlı olduğunu saptamak amacı ile kontrol
kullanılmaktadır (Şekil 22). Yani, sürecin istatistiksel olarak kontrol altında olup
olmadığının anlaşılması amacıyla oluşturulurlar. Kontrol grafikleri genellikle, yakın
zamanda süreçte ortaya çıkabilecek sorunları önceden haber verir [Mears, 1995:
s.67-70].
Veri cinsine göre uygun kontrol grafiklerinin seçilmesi, sonuca etkili ve çabuk bir
biçimde ulaşılması bakımından önem taşımaktadır. Süreç kontrol grafiklerinin
amaçları:
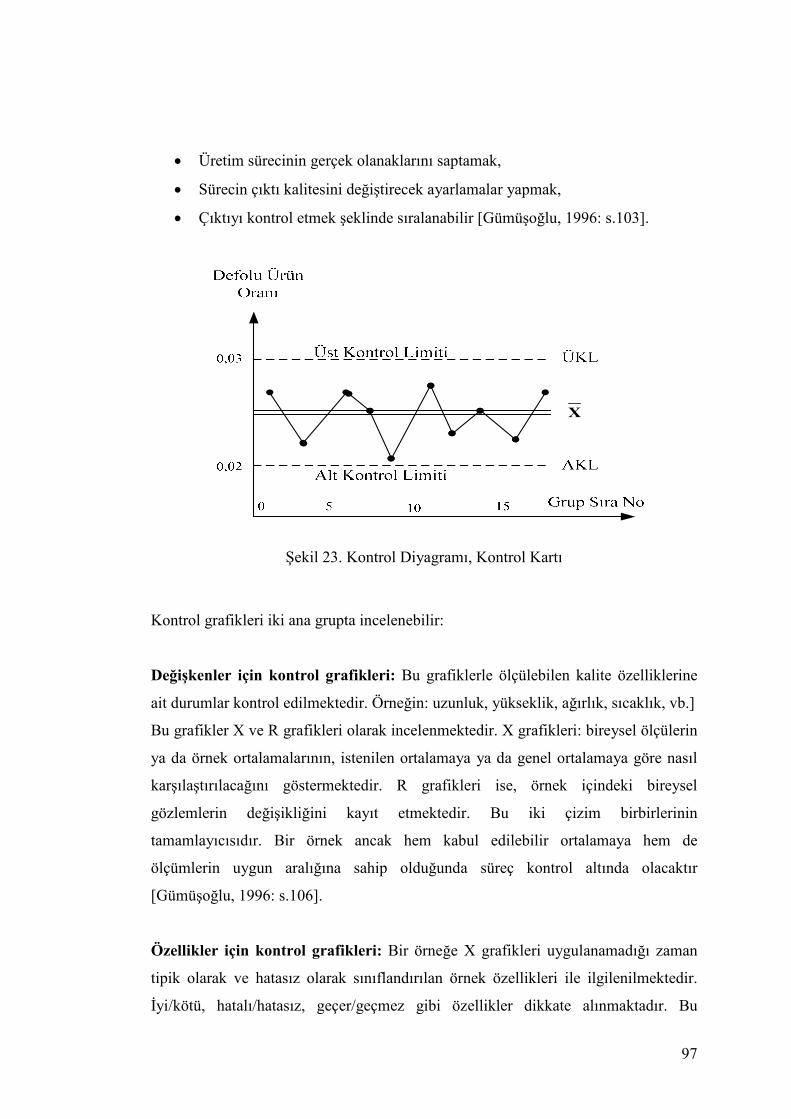
97
• Üretim sürecinin gerçek olanaklarını saptamak,
• Sürecin çıktı kalitesini değiştirecek ayarlamalar yapmak,
• Çıktıyı kontrol etmek şeklinde sıralanabilir [Gümüşoğlu, 1996: s.103].
X
Şekil 23. Kontrol Diyagramı, Kontrol Kartı
Kontrol grafikleri iki ana grupta incelenebilir:
Değişkenler için kontrol grafikleri: Bu grafiklerle ölçülebilen kalite özelliklerine
ait durumlar kontrol edilmektedir. Örneğin: uzunluk, yükseklik, ağırlık, sıcaklık, vb.]
Bu grafikler X ve R grafikleri olarak incelenmektedir. X grafikleri: bireysel ölçülerin
ya da örnek ortalamalarının, istenilen ortalamaya ya da genel ortalamaya göre nasıl
karşılaştırılacağını göstermektedir. R grafikleri ise, örnek içindeki bireysel
gözlemlerin değişikliğini kayıt etmektedir. Bu iki çizim birbirlerinin
tamamlayıcısıdır. Bir örnek ancak hem kabul edilebilir ortalamaya hem de
ölçümlerin uygun aralığına sahip olduğunda süreç kontrol altında olacaktır
[Gümüşoğlu, 1996: s.106].
Özellikler için kontrol grafikleri: Bir örneğe X grafikleri uygulanamadığı zaman
tipik olarak ve hatasız olarak sınıflandırılan örnek özellikleri ile ilgilenilmektedir.
Đyi/kötü, hatalı/hatasız, geçer/geçmez gibi özellikler dikkate alınmaktadır. Bu
98
grafikler: np, c, u, p grafikleri olarak incelenmektedir. Özellikler için kontrol
grafiklerinden şu bilgiler izlenmektedir;
• np grafiği ………. Toplam örnekteki kusurlu sayısı
• c grafiği………… Ünite başına kusur sayısı
• p grafiği………. .. Kusurlu oranı
• u grafiği…………. Ünite başına kusur oranı
2.6.8. DĐĞER YARDIMCI TEKNĐKLER
2.6.8.1. Beyin Fırtınası
Buraya kadar açıklanan analiz tekniklerinin hepsi sorunları ortaya koyarak
düşünmeyi gerektirmektedir. Beyin fırtınası oturumlarında bir grup çalışanın,
sorunun veya çözümün seçilen boyutları hakkında kısa zamanda çok fikir
üretebilmeleri sağlanmaktadır.
Beyin fırtınası oturum çeşitleri:
Düzenli oturum: Düzenli oturumda sıra ile fikirler bildirilir. Sırası gelen kişi
düşüncesini söyler veya farklı bir düşüncesi yoksa sıra diğer kişiye geçer. Bu tür
beyin fırtınasında amaç, en içine kapanık kişinin dahi konuşmasının sağlanmasıdır.
Düzensiz oturum: Bu tür oturumda grup üyeleri fikirlerini akıllarına geldiği gibi sıra
beklemeden söyler. Rahat bir ortam sağlamasına karşın, konuşmaların belli kişilerde
toplanması gibi bir riski vardır.
Her iki yöntemde de takip edilen yol aynıdır. Genellikle kabul edilen kurallar:
• Hiç bir fikir eleştirilmemelidir.
99
• Her söylenen fikir, herkesin görebileceği bir biçimde ve aynı ortamda kayda
alınmalıdır.
• Kayıtlar yorumlanmadan konuşmacının ifade ettiği biçimde tutulmalıdır.
• Tartışılan konu hakkında genel görüş sağlanmalıdır.
2.6.8.2. Nominal Grup Çalışması
Nominal grup çalışması herkesin eşit olarak görüşlerine yer verilen bir tekniktir.
Grup üyesi olan herkesten yazılı veya sözlü olarak kendilerince ”en önemli” olan
düşünceyi belirtmeleri istenmektedir. Belirtilen görüşler listelenerek herkesin
görebileceği bir yere asılır. Grup üyelerinden en önemli olanların sıralanması istenir.
En önemli soruna en yüksek puan, diğerlerine önem derecelerine göre daha düşük
puanlar verilmesi söylenir. Puanların değerlendirilmesine göre en önemli sorunlar
genel görüşler sonunda belirlenmiş olur.
2.6.9. YEDĐ YENĐ KALĐTE KONTROL ARACI
Yeni ürün geliştirmenin en ideal yolu müşteri taleplerini belirlemek, bu istekleri
mühendislik tanımlarına ve daha sonra bu mühendislik tanımlarını da üretim
tanımlarına çevirebilmektir. Her iki durumda da mevcut veriler yeterli olmayabilir.
Bazı mevcut veriler ise sadece yargısal değerleri kapsayabilir. Böyle yargısal
verilerin mantıklı bir karara esas oluşturulabilmesi için anlamlı bir formda yeniden
biçimlendirilmesi gerekmektedir.
Yönetimde problemlerin çözümü değişik bölümlerde çalışan insanların işbirliğini
gerektirmektedir. Burada kullanılan bilgiler ise objektif olmaktan çok sübjektif
bilgiler niteliğindedir. Kararların daha sağlıklı olması için problem çözme ile ilgili
bir tasarım yaklaşımı yolunu kullanmak gerekmektedir. Bu biçimde bir tasarım
yaklaşımında kullanılan yedi yeni kalite kontrol aracı, ürün kalitesinin
iyileştirilmesinde, maliyet azaltmada, yeni ürün geliştirilmesinde, fayda
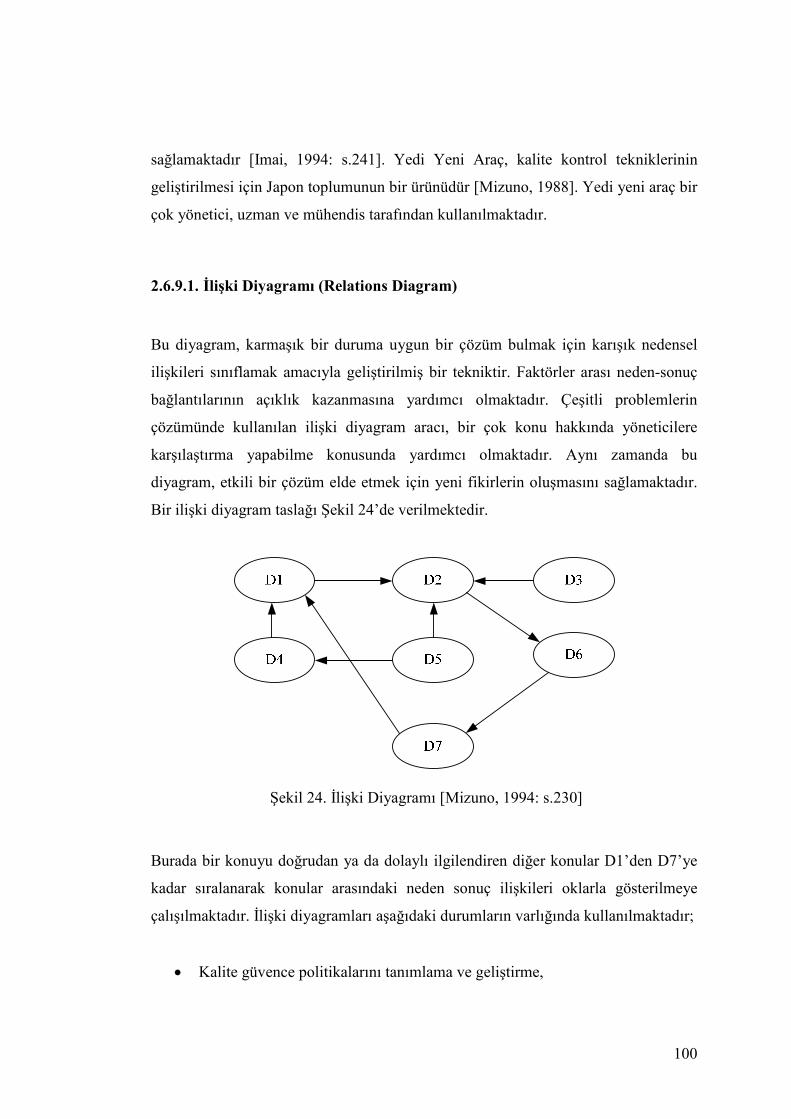
100
sağlamaktadır [Imai, 1994: s.241]. Yedi Yeni Araç, kalite kontrol tekniklerinin
geliştirilmesi için Japon toplumunun bir ürünüdür [Mizuno, 1988]. Yedi yeni araç bir
çok yönetici, uzman ve mühendis tarafından kullanılmaktadır.
2.6.9.1. Đlişki Diyagramı (Relations Diagram)
Bu diyagram, karmaşık bir duruma uygun bir çözüm bulmak için karışık nedensel
ilişkileri sınıflamak amacıyla geliştirilmiş bir tekniktir. Faktörler arası neden-sonuç
bağlantılarının açıklık kazanmasına yardımcı olmaktadır. Çeşitli problemlerin
çözümünde kullanılan ilişki diyagram aracı, bir çok konu hakkında yöneticilere
karşılaştırma yapabilme konusunda yardımcı olmaktadır. Aynı zamanda bu
diyagram, etkili bir çözüm elde etmek için yeni fikirlerin oluşmasını sağlamaktadır.
Bir ilişki diyagram taslağı Şekil 24’de verilmektedir.
Şekil 24. Đlişki Diyagramı [Mizuno, 1994: s.230]
Burada bir konuyu doğrudan ya da dolaylı ilgilendiren diğer konular D1’den D7’ye
kadar sıralanarak konular arasındaki neden sonuç ilişkileri oklarla gösterilmeye
çalışılmaktadır. Đlişki diyagramları aşağıdaki durumların varlığında kullanılmaktadır;
• Kalite güvence politikalarını tanımlama ve geliştirme,
101
• Toplam Kalite Kontrolü’nün oluşturulması için destekleyici planların
oluşturulması,
• Müşteri şikayetlerini önlemeye ilişkin yöntemlerin sıralanması,
• Üretim süreci kalitesinin geliştirilmesi,
• Alınan ya da sipariş edilen girdilerin kalite kontrolünün kolaylaştırılması,
• Süreç kontrol zorluklarına karşı önlemlerin alınması,
• Küçük grup faaliyetlerinin etkin olarak çalışmasını özendirmesi,
• Đdari bölümlerin yeniden düzenlenmesi, gibi konularda kullanılabilmektedir.
2.6.9.2. Yakınlık Diyagramı (Affinity Diagram)
Esas itibariyle bu bir beyin fırtınası yöntemidir. Her katılımcının kendi düşüncesini
yazdığı ve sonra bu düşüncelerin konu ile ilişkili olarak gruplandırıldığı ve yeniden
sıraya konduğu grup çalışması esasına dayanmaktadır. Yakınlık diyagramının
istatistiksel tekniklerden farkı ise:
• Hipotezleri test etmeye odaklı,
• Bir olayı sayısal verilerle nicelleştirir,
• Nedenlerle anlaşılabilir,
• Batı yaklaşımıyla düşünmeyi tercih eder.
Yakınlık Diyagramı
• Problemleri keşfetmeye odaklı,
• Nicel olmayan sembol ve basit bir dille verileri açıklar.
• Hissedilerek anlaşılabilir.
• Japon yaklaşımı ile düşünmeyi tercih eder.
• Yakınlık diyagramı;
• Yeni kurulmuş bir işletme için kalite kontrol politikalarının oluşturulması ve
planların uygulanması,

102
• Yeni ürün, yeni bir proje veya yeni tekniklerle ilgili kalite kontrol
politikalarını oluşturmak ve planların uygulanması,
• Yeni ürün ya da proje uygulamalarında kalite güvence pazar araştırmalarının
idare edilmesi,
• Çeşitli gruplar içinde proje takımlarının yaratılmasını sağlamak gibi
konuların gerçekleştirilmesinde yardımcı olmaktadır.
2.6.9.3. Sistematik Diyagram (Systematic Diagram)
Belirli amaçların başarılmasında etkili araçları inceleme yöntemidir. Sistematik
diyagramı iki boyutta incelemek mümkündür:
Bileşen analizi diyagramı: Amaçlara ulaşmak için gerekli araçları ve amaçlarla
araçlar arasındaki temel konuları listeler.
Plan geliştirme diyagramı: Belirli bir planı başarılı olarak uygulamak için gerekli
prosedürler ve araçları sistematik olarak göstermektedir [Mizuno, 1988].
Sistematik diyagram yöntemi;
• Yeni bir ürün geliştirmede bir tasarım-kalite planının yapılması,
• Doğru kalite güvence faaliyetlerini oluşturmak için, yaratılmış kalite düzeyini
onaylanması ve bir kalite kontrol üretim süreci kartı arasındaki ilişkinin
tanımlanması,
Bir neden-sonuç diyagramının oluşturulması,
• Yeni kurulan işletmelerde, kalite maliyet ve dağıtım ile ilgili ortaya çıkan
problemleri çözmek için fikirlerin geliştirilmesi,
• Amaçlar, politikalar ve uygulama adımlarının geliştirilmesi, konularında
yönetime yardımcı olmak amacıyla kullanılabilmektedir.
103
2.6.9.4. Matris Diyagramı (Matrix Diagram)
Mizuno’ya göre , matris diyagramı yöntemi, çok boyutlu düşünme yoluyla problem
yaratabilecek noktaların sınıflandırılmasıdır. Bu yöntem, problemli bir durum ya da
olay karşısında benzer elementlerin tanımlanmasıdır. Bu elementler, toplanan benzer
elementler arasındaki mevcut ya da olmayan ilişkinin gösterildiği bir kart üzerinde
sütun ve kolonlar yardımıyla sıralanmaktadır. Matris diyagramı, beş grup altında
gerçekleştirilebilmektedir: L-tipi matris, T-tipi matris, Y-tipi matris, X-tipi matris, C-
tipi matris.
Matris Diyagramı;
• Sistemin iyileştirilmesi ve gelitimi için fikirlerin oluşumunu sağlaması,
• Ürüne ilişkin kalite yayılımının başarılması,
• Çeşitli kontrol fonksiyonları ile kalite güvence sistemini kalitenin onaylandığı
seviyede kurulması ve sürekliliğinin sağlanması,
• Kalite değerleme sisteminin etkinliğinin geliştirilmesi ve güçlendirilmesi,
• Üretim sürecindeki uygunsuzluk nedenlerinin saptanması,
• Ürünler ve pazar durumları arasındaki ilişkileri değerlendirerek, ürün
karmasının pazarlanması konusunda stratejilerin geliştirilmesi ile ilgili
konularda kullanılmaktadır.
2.6.9.5. Matris Veri Analiz Diyagramı (Matrix Data-Analysis)
Bu diyagram, matris diyagramının yeterli ayrıntılı bilgi veremediği durumlarda
kullanılmaktadır ve yedi yeni araç içersinde veri analizine dayanan ve sayısal
sonuçlar veren tek yöntemdir [Imai, 1994: s.242].
Matris Veri Analiz Diyagramı;

104
• Faktörlerin çok karışık olduğu yerlerde üretim süreçlerinin analiz edilmesi,
• Verilerde karşılaşılan uygunsuzluk nedenlerinin analiz edilmesi,
• Pazar araştırması sonuçlarına dayanarak algılanan kalite düzeyinin
anlaşılması,
• Karmaşık kalite değerlemelerini gerçekleştirme konularında kullanılmaktadır.
2.6.9.6. Süreç Karar Program Kartları (Process Decision Program Chart)
Yöneylem araştırmalarında kullanılan süreç karar programının uygulanmasıdır.
Amaçlara ulaşmak için yapılan planlarla gerçekleşen durumlar her zaman istenen
sonucu vermeyebilir.
Süreç Karar Program Kartları-SKPK yöntemi çeşitli problemler karşısında, uygun
sonuçları önceden öngörerek, en iyi olası çözümleri sağlayabilecek karşıt önlemler
hazırlamaktır. SKPK yöntemi belirlenen amaçlara ulaşmak için yardımcı bir yöntem
olmakla kalmayıp, karşılaşılabilecek çeşitli sürprizlerin de ortaya çıkmasını
engellemektedir. Örneğin, bir kargo firmasının bir paketin adresine ulaştırılması
konusunda karşılaşabileceği sorunları (adresin doğru kaydedilmemiş olması, adresi
taşıma elemanın doğru algılamaması, taşıma görevlisinin yabancı dil bilmemesi,
paketin üzerindeki çeşitli işaretlerin ne anlama geldiğini bilmediği için taşıyıcının
paketin içindeki maddeye zarar vermesi gibi) önceden öngörerek , doğabilecek
sonuçlara ilişkin önlemleri önceden almaya çalışarak, olaylar ve ortaya çıkabilecek
sonuçları konusunda bir SKPK hazırlayabilir.
SKPK yöntemi;
• Amaçlarla yönetim için bir uygulama planının oluşturulması,
• Teknoloji geliştirmeye ilişkin bir uygulama planının kurulması,
• Öngörü politikasının oluşturulması,
• Üretim sürecindeki uygunsuzlukların minimizasyonuna yönelik önlemlerin
uygulanması, konularında kullanılmaktadır.
105
2.6.9.7. Ok Diyagramı (Arrow Diagram)
Uygun günlük planların oluşturulması ve planların izlenmesi yöntemidir. Günlük
planların kontrolü kalite kontrol faaliyetlerinin uygulanmasını özendirmesi açısından
önem taşımaktadır. Ok diyagramı özellikle hat yöneticilerinin faaliyetleri izlemesi
konusunda oldukça yardımcı olmaktadır. Bu yöntem genellikle Program
Değerlendirme ve Gözden Geçirme Tekniğinde (PERT) ve Kritik Yol Metodunda
(CPM) kullanılmaktadır.
Ok diyagramı yöntemi;
• Yeni ürünün geliştirilmesi için planların uygulanması ve devamlılığının
sağlanması,
• Ürün geliştirme planlarının oluşturulması,
• Deney tasarımı için günlük planların kurulması ve sürekliliğinin sağlanması,
• Üretimdeki artışlar için günlük planların düzenlenmesi,
• Kalite kontrol faaliyetleri için planların hazırlanması,
• Periyodik bakım faaliyetleri için planların oluşturulması,
• Bir üretim süreci analizinin yapılması, alanlarında kullanılmaktadır.
Yedi Yeni Kalite Kontrol araçlarının pek çok uygulama alanı mevcuttur; Ar-Ge
faaliyetleri, yeni teknoloji geliştirme, yeni ürün geliştirme, kalite yayılımı, analiz ve
teşhis becerilerinin geliştirilmesi, üretim planlama, üretim yönetimi, verimliliğin
iyileştirilmesi, otomasyon, kalite iyileştirme, maliyeti azaltma ve enerji tasarrufu, iş
güvenliğinin iyileştirilmesi, rekabet analizi, şikayet analizi, kalite güvenliği sistemi
iyileştirilmesi, kirliliği önleme, satış yönetimi, pazar analizi, ikmal yönetimi, politika
yayılımı [Imai, 1994: s.243].
106
2.6.10. KALĐTE ÇEMBERLERĐ (QUALITY CIRCLES)
Kalite Çemberleri (Quality Circles) veya bir başka deyişle Kalite Kontrol Çemberleri
(Quality Control Circles) kavramı, ilk olarak 1945 yılında ABD ordusunda tartışılmış
olmasına rağmen, benimsenmesi ve uygulanması 1960’lı yıllarda Japonya’da
gerçekleştirilmiştir.
Kalite çemberleri, bir işletmenin verimlilik, etkinlik, kalite gibi çok çeşitli
problemlerini görüşmek, tartışmak ve çözümlemek amacı ile sayıları 4-15 [Evans ve
Lindsay, 1989: s.125] arasında değişen gönüllü kişilerin oluşturduğu küçük çalışma
gruplarıdır.
Toplam Kalite Yönetimi’nde uygulanması gereken önemli bir adım sürekli gelişimin
sağlanabilmesi açısından Kalite Çemberleri (Quality Circles), başka bir deyişle kalite
grupları çalışmaları önem taşır.
Çalışma gruplarının en önemli özelliği, grup çabalarının ürünü olan önerilerin
bilimsel verilere, istatistik ve analizlere dayanılarak hazırlanması ve uygulama
sonuçları bakımından yönetime somut kanıtlar getirmesidir. Bu özellik ve üst
yönetimin desteği, grup önerilerinin uygulanma oranının çok yüksek olmasını da
sağlamaktadır [Dicle, 1989: s.151].
1960’lı yıllarda Japon işletmeleri, üretim yapan ve dolayısıyla ürünle doğrudan
ilişkili olan atölye işçileri ve ustaları için , kalite anlayışı ve kalite kontrolü
kavramının yerleştirilmesi çalışmaları üzerinde yoğunlaşmıştır. Bu gelişme kalite
kontrol çemberlerinin oluşturulmasında önemli rol oynamış, ilk kalite çemberi 1962
yılında Prof. Kaoru Ishikawa önderliğinde oluşturulmuştur. Japon Bilim Adamları ve
Mühendisleri Derneği (JUSE) bu ilk uygulamanın bir telefon ve telgraf şirketinde
yapıldığından bahsetmektedir [Düren, 1990: s.40].
107
Batı Dünyası, Japonya’da yüksek verimliliğin ve rekabet gücünün kaynağı olarak
otomasyon ve robotlaşmanın dışında kalite çemberlerini de benimseyerek buradaki
yöntemleri uygulamaya başlamıştır. 1970’lerin sonlarından itibaren Batı ülkelerince
de rağbet gören çember kurma faaliyetleri işletme yönetimleriyle bütünleşik olarak
yönetilmediğinden her zaman başarıyla sürdürülememiştir [Juran, 1987]. Kalite
çemberlerinin başarıyla yürütülebilmesi için tüm tarafların sorumluluk alması
gerekmekte, yönetimin ilgi ve desteği olmadan çalışmaların başarıya ulaşması
mümkün olmamaktadır. Bu nedenle yöneticilerin açık fikirli olmaları ve
çemberlerden gelen her öneriyi değerlendirmeleri gerekmektedir.
Japon Bilim Adamları ve Mühendisleri Birliği, kalite çemberlerinin amaçlarını şöyle
sıralamaktadır [JUSE, 1980: s.19]:
• Kuruluşun gelişmesine katkıda bulunmak,
• Đşyerini yaşanmaya değer, anlamlı bir ortam haline getirmek,
• Đnsana saygıyı artırmak ve işgücünün sonsuz yeteneklerinden tam olarak
yararlanmayı sağlamak,
• Ustabaşının önderlik ve atölye yönetimindeki yeteneklerini geliştirmek,
• Üretim sürecinin çeşitli aşamalarında görev alan tüm çalışanların
motivasyonunu yükseltmek ve sorunlara daha duyarlı hale getirmek,
• Tepe yönetimden, en alt düzeydeki çalışana kadar tüm örgütte kalite bilincini
yaygınlaştırmak.
JUSE’ye göre bir kalite çemberinin üyeleri faal olmalı, işletmenin genel kalite
yönetimi stratejisinde kendilerine düşen görevleri sürekli olarak yerine getirmeli,
üyelerini kişisel gelişimini ve işlerindeki performanslarının yükselmesini
hedeflemelidir. Grup, sorun çözme tekniklerinden pareto diyagramı, neden-sonuç
analizi, kontrol tabloları, beyin fırtınası vs. teknikleri öğrenip uygulayarak katkıda
bulunur [Charlene, 1991: s.67-69].
108
Japonya’da “Jishu Kanri” olarak adlandırılan, ve “kendini yöneten ve denetleyen”
anlamına gelen bu çalışma gruplarında tartışılan ve çözüm aranan sorunların sadece
%25 kadarı kaliteyle ilgilidir. Bunun dışında güvenilirlik, maliyet, verimlilik, iş
güvenliği, standardizasyon, iş basitleştirme eğitim, ücretler ve çevre gibi diğer
konularda da çözüm aranmaya çalışılmaktadır [Serarslan, 1983: s.83].
Bu çalışma gruplarından istenen ve beklenen başarıların sağlanabilmesi işletmelerde
ömür boyu istihdamın yönetim felsefesi olarak benimsenmesine, grup üyelerinin
eğitim ve kültür düzeylerinin yeterliliğine bağlıdır [Gözlü, 1987: s.17].
Kalite çemberlerinin, yönetimin desteği ve ilgisi olmadan çalışmaları mümkün
değildir. Bir çemberi yok etmenin en kolay yolu, çemberden gelen bir teklife önem
vermemektir. Eğer lider uygun eğitilmiş ise uygun çözümler önerilir ve bunlar
mümkün olduğunca çabuk uygulanır. Bu yöneticilerin açık fikirli olmasını gerektirir
[Doğan, 1991: s.37].
Japonya ve Amerika’daki uygulamalarından sonra, 1980 yıllarından itibaren
ülkemizdeki çeşitli firmalarda bu tür faaliyetlere rastlanmaktadır. Kalite çemberleri,
verimlilik ve kalite problemi konularına yeni yeni önem vermeye başlayan ülkemiz
işletmeleri için yararlı bir araç olmaktadır. Arzulanan durum, bu yaklaşımın birkaç
kalite çemberiyle sınırlı kalmaması ve zaman içinde kuruluşun diğer tüm
çalışanlarına yayılmasıdır. Bunun sonucunda kuruluşun toplam performansında
önemli değişikliklerin gerçekleşmesi mümkün olacaktır.
2.7. ISO 9000 KALĐTE GÜVENCE SĐSTEM STANDARDI
ISO 9000 Kalite Yönetimi ve Kalite Güvencesi Sistem Standardları (KGSS) ailesi,
bir ürün ya da hizmet üreten ve müşterilerine sunan sistemlere ilişkin kalite üzerine
doğrudan etkisi olan faaliyetlerin sistematik bir biçimde düzenlenerek
yapılandırılmasını ve etkin olarak da uygulanmasını amaçlayan Standardlar dizisidir
[Atilla, 2000: s.1].
109
ISO 9000 Standardları, işletmenin koşullarına uygun bir Kalite Güvence Sistemi
(KGS) geliştirilmesinde veya kurulmuş bir sistemin değerlendirilmesinde esas olarak
kullanılabilecek, Toplam Kalite Yönetimi felsefesine giden yolda, asgariden
uyulması gereken kuralların içerisinde bulunduğu bir standardlar kümesi, bir
modeldir.
Standardların ortaya koyduğu modeller, sözleşmeli koşullarda alıcıya kalite
güvencesi verirken, diğer yandan maliyet, etkililik ve performans gibi konularda
avantaj sağlanmasında ve alıcı firma için en uygun kalite yönetim modelinin
kurulmasında ve geliştirilmesinde yarımsı olmaktadır. Toplam Kalite Yönetimi
anlayışına giden yolda ilk ve büyük bir adımdır [Hung v.d., 1998].
ISO 9000, bir firmanın kalite sistemini geliştirmesini, belgelemesini ve
çalıştırılmasını ister. Yani firma içinde yönetimin kalite tetkik uygulamaları için
sahip olduğu sorumluluktan, satın alma politikalarından eğitime kadar uzanan kalite
yönetim uygulamalarının tümünü kapsar.
ISO 9000 Kalite Yönetimi ve Kalite Güvencesi Standardları’nın temeli 1963 yılında,
Amerika Birleşik Devletleri’nde savunma teknolojisindeki yüksek kalite isteği ile
hazırlanan MIL-Q-9858’e dayanır [Bozkurt, 1993: s.7-46] Nedeni, bitmiş ürünün
muayeneye tabii tutulması yerine üretim sisteminin muayeneye gerek bırakmayacak
şekilde güvenceye alınması esasına dayanır. 1968 yılında MIL-Q-9858’in yerini
ABD’nde NATO için hazırlanan ve tüm NATO üyesi ülkelerde askeri kalite güvence
standardı olarak kabul edilip yürürlüğe giren AQAP (Allied Quality Assurance
Publication – Müttefikler Kalite Güvencesi Yayınları) Standardları almıştır.
Savunma sanayinden sonra kalitede sistem yaklaşımı, enerji sektöründe de kendisini
göstermiştir.
Globalleşmenin etkisi ile uluslar arası ticari ilişkilerin gün geçtikçe artması ve daha
da karmaşıklaşması, ISO tarafından 1987 yılında ISO 9000 Kalite Yönetimi ve
Kalite Güvencesi Standardları’nın yayınlanmasına yol açmıştır. ISO 9000 serisi, ISO
üyesi ülkelerin katılımı ile oluşturulan teknik komite (ISO/TC 176) tarafından
110
geliştirilmiştir. Bu teknik komiteye beş ISO üyesi ülke temsilcileri aktif olarak
katılmış ve diğer üye ülkelerin görüşleri alınmak suretiyle standard hazırlama
sürecine katılmaları sağlanmıştır. Günümüzde Avrupa, ABD ve Japonya dahil
Dünya’nın hemen tüm ülkelerinde geçerli genel amaçlı kalite güvencesi standardı
olan ISO 9000’i değişik kodlar ile, ilgili ülkeler kendi dillerine çevirerek, Đngilizcesi
ile birlikte yayınlamışlardır (Almanya’da DIN ISO 9000, Fransa’da NF-X50 131-
133, Türkiye’de TS ISO 9000 ve diğerleri).
Bu standardlar, ISO tarafından belirlenen kabullere göre saptanan süreçler içerisinde
gözden geçirilerek güncelleştirilir, iptal edilir ya da aynı şekliyle kabul edilerek
sürdürülmesine karar verilir.
Đlk güncelleştirme işlemi 1994 yılında yapılmıştır. Aynı yıl ülkemizde (TSE-Aralık
1994) yürürlüğe girmiş ve hemen ardından da ikinci güncelleme çalışmalarına
başlamıştır. 1997 yılında 1 ve 1998 yılında 2 olmak üzere toplam 3 çalışma taslağı
(WD), 1998 ve 1999 yıllarında birer komite taslağı (CD1 ve CD2) ve 1999 yılının
son üç aylık döneminde de 1 taslak standard (DIS) hazırlanarak 2000 yılına
gelinmiştir.
Bu aşamalardan sonra 2000 yılının üçüncü ayında, ülke üyelerin görüşleri alınarak
son taslak standard (FDIS) ve son üç ayında da Uluslararası Standard (IS) olarak
yayınlanmıştır.
ISO Standardları, kolay anlaşılması ve kararsız durumlara düşülmesini önlemek
amaçlarına ulaşması için 3 farklı temel standard olarak güncelleştirilmiştir. [Atilla,
2000].
ISO 9000 Kalite Güvence Sistem Standardı, Toplam Kalite yönetimi anlayışına
doğru gidilen yolda, bir başlangıç, asgariden uyulması gereken şartların belirlendiği
prosedürler ve talimatlardan ibarettir. (Şekil 25)

111
Şekil 25. ISO 9000 ve Toplam Kalite Yönetimi Đlişkisi
2.7.1. ISO 9001
Bir işletmenin tasarım / geliştirme, imalat veya tesis kurma ile ilgili Standard’dır.
Ürünün geliştirilmesi ve tasarımından, ürünün kurulup çalıştırılması (tesisi) ve servis
işlemlerine kadar imalatın tüm hususları ile ilgili firmalar için geliştirilmiş kalite
güvence standardıdır. Đçerisinde ürün dizaynı yapan üretici firmalar bu firmalara
örnektir. Firmanın büyüklüğü, üretim miktarı veya çalışan sayısı ile ISO 9001
standardının ilişkisi yoktur.
Bu standard, tasarım/geliştirme, satış, üretim planlama, satın alma, üretim, montaj,
son muayene ve servis gibi bölümleri içeren şirketlerin yerine getirmesi gereken
koşulları vermektedir.
2.7.2. ISO 9002
Bir ürünün üretimi veya kurulması ile ilgilenen, özellikle uzun tek bir sürece uygun
Standard’dır.
Bu standart, içinde tasarım/geliştirme bölümü olmayan, fakat satış, üretim planlama,
satın alma, üretim, montaj, son muayene ve servis gibi bölümleri bulunan şirketlerin
yerine getirmesi gereken koşulları vermektedir.
112
2.7.3. ISO 9003, ISO 9004 VE ISO 9005
ISO 9003 Standardı, içinde son muayene ve deneyleri içeren işletmelerin yerine
getirmesi gereken koşulları vermektedir. ISO 9004 Standardı, kalite yönetimi ve
sitem elemanlarını içeren bir kılavuzdur. ISO 9005 Standardı ise, kalite sözlüğüdür.
Bunun dışında ISO 9000 serisi içerisinde birçok Standard bulunmaktadır. Örneğin
ISO 14001 Standard’ı, her büyüklükte kuruluş için oluşturulmuş bir çevre yönetim
Standard’ıdır.
2.7.4. ISO 9000: 2000 KALĐTE YÖNETĐM SĐSTEMĐ
Yeni Standard’ın başlığı “Kalite Yönetim Sistemi”dir. Kalite güvenceyi içeren
mevcut başlık değişmiştir. Bu değişikliğin ana nedeni müşteri memnuniyeti
kavramına büyük ölçüde yer verilmesidir. Kalite güvencenin ifade ettiği, ürün
kalitesinin devamının sağlanması artık yeterli olmamaktadır. Bu geniş kapsam,
Standard’ın ilk şart maddesinde açıklanmıştır.
Bu yeni Standard mevcut ISO 9001:1994’ün tüm ana başlıklarını içermektedir. ISO
9001, 9002 ve 9003’ü tek bir Standard’da toplar. Bu Standard genel koşulları
kapsamakta ve tüm organizasyonlara; çeşit, ölçek ve sağlanılan ürün düşünülmeden
uygulanabilirliği amaçlanmaktadır.1.2. Uygulama maddesinde, Standard’ın tüm
maddelerin organizasyonlara uygulanamadığı durumda, 7.maddenin kapsamında
uygulanamayan maddelerin kapsam dışı tutulabileceği açıklanmaktadır.
Bu uluslar arası Standard’ın metni içinde, “ürün” teriminin geçtiği yerlerde, “ürün”
aynı zamanda “hizmet” anlamına gelebilir. Ayrıca daha önceki “taşeron” kelimesi,
yeni Standard’da “tedarikçi” olarak yerini almıştır.
Kalite yönetim sistemi dokümantasyonu,
a) kalite politikası ve kalite hedeflerinin dokümante edilmiş beyanlarını,
113
b) kalite el kitabını,
c) bu uluslararası Standard’ın gerektirdiği dokümante edilmiş
prosedürleri,
d) organizasyonun proseslerinin etkin planlanmasının, operasyonun ve
kontrolünün güvence altına alınması için organizasyon tarafından,
ihtiyaç duyulan dokümanları,
e) bu uluslararası Standard’ın gerektirdiği kayıtları içermelidir [TSE-
ISO 9000:2000, 2000].
Daha önceden belge almış olan geçerlilik süresi 14 Aralık 2003 tarihine kadardır. Bu
firmaların yeni Standard’a geçiş sürecinde dikkate almaları gereken hususlar
şunlardır:
• Đç tetkikçilerin eski ve yeni Standard arasındaki farklar konusunda eğitimi,
• Yönetimin bilinçli olması,
• Genel personel bilinçlendirme programı,
• Proses yönetiminin anlaşılması,
• ISO 9001 : 2000 Standard’ının tüm gereklerinin organizasyona
uygulanamadığı durumlarda, kapsam dışı tutma konusunun ve gerekçelerinin
tam olarak anlaşılması.
ISO 9004:2000 Standard’ının ekinde EFQM iş mükemmelliği modelini referans alan
öz değerlendirme modelinin verilmesi dikkate alınırsa ISO 9000:2000 Standard
serisinin kalite yönetim prensiplerinin uygulanması konusunda 2000 yılı revizyonda
olduğu gibi gelecekteki revizyonlarda da temel unsur olacağı kesinlik kazanmıştır
[TSE-ISO 9000:2000, 2000].
2.7.5. ISO 9000 STANDARTLARININ ÖNE SÜRDÜĞÜ KOŞULLAR
• Kalite yönetim sistemi: Kalite yönetim siteminin sağlanması için ISO 9001'
in şu maddeleri kullanılmaktadır.
114
Madde 4.1: Yönetim Sorumluluğu
Madde 4.2: Kalite Sistemi
Madde 4.5: Kalite Dokümantasyonu ve Kayıtları
Madde 4.14: Düzeltici Faaliyetler
Madde 4.17: Kalite Sisteminin Tetkiki (Audit)
• Müşteri isteklerinin sağlanması: Müşteri isteklerini denetlemek amacı ile ISO
9001' in şu maddesi kullanılmaktadır.
Madde 4.3: Sözleşmenin Gözden Geçirilmesi
• Đç Faktörlerin Kontrolü: Đç Faktörlerin Kontrolünü denetlemek amacı ile ISO
9001' in şu maddeleri kullanılmaktadır.
Madde 4.4: Tasarım Kontrolü
Madde 4.8: Malzeme Kontrolü ve Đzlenebilirlik
Madde 4.9: Proses Kontrolü
Madde 4.13: Uygunsuzluk
Madde 4.18: Personel
• Dış Faktörlerin Kontrolü: Dış Faktörlerin Kontrolünü denetlemek amacı ile
ISO 9001' in şu maddeleri kullanılmaktadır.
Madde 4.6: Satın Almada Kalite
Madde 4.7: Alıcının Temin Ettiği Ürünler
• Uygunluğun Gösterilmesi: Uygunluğun Gösterilmesi için ISO 9001' in şu
maddeleri kullanılmaktadır.
Madde 4.10: Ürünün doğrulanması
Madde 4.11: Ölçme ve Deney Teçhizatının Kontrolü
115
Madde 4.12: Doğruluğun Kontrolü
Madde 4.16: Kalite Kayıtları
Madde 4.20: Đstatistik Teknikleri
• Mamul ve Servis Kalitesinin Korunması: Mamul ve Servis Kalitesinin
Korunması için ISO 9001' in şu maddesi kullanılmaktadır.
Madde 4.15: Taşıma, Depolama,Ambalajlama ve Dağıtım
• Satış sonrası hizmet: Satış sonrası hizmet için ISO 9001' in şu maddesi
kullanılmaktadır.
Madde 4.19: Servis
2.8. TKY’DE KALĐTE ĐYĐLEŞTĐRME MODELLERĐ
(MÜKEMMELLĐK MODELLERĐ)
2.8.1. BALDRĐGE KALĐTE MÜKEMMELLĐK MODELĐ
20 Ağustos 1987’de Başkan Reagan tarafından (Public Low) Kamu Kanunu 100-107
ile her yıl düzenlenecek olan Malcolm Baldrige Ulusal Kalite Ödülü kuruldu. Ödülün
amacı, şirketlere kalite faaliyetlerini tanıtmak ve başarılı kalite stratejilerini
duyurmaktır. Ödülün geliştirilmesi, birlikte idaresi ve özel sektörden finansal destek
sağlanması sorumluluğu Ticaret Sekreterliği ve Ulusal Standardlar ve Teknoloji
Enstitüsüne verildi. 1988’den günümüze kadar her yıl verilmekte olan Malcolm
Baldrige Kalite Ödülleri üç kategoride verilmektedir.
• Üretim işletmeleri,
• Hizmet işletmeleri,
• Küçük işletmeler (kobiler).
116
Bir kategoride birden fazla işletmeye ödül verilebildiği gibi Standardlara
ulaşılmadığı takdirde o kategori de hiç ödül verilmez [Wachniak, 1992: s.79].
TKY uygulamalarını ölçmek ve işletmeler arasında değerlendirmelerde
bulunabilmek amacıyla, bazı kriterlerin geliştirilmesi gerekmektedir. TKY kavramı
ile ilgili kesin bir tanım birliğine varılamadığı için, değerlendirme kriterleri
konusunda da farklı ölçütlere rastlamak mümkündür. Bu ölçütlerden başlıcaları
Malcolm Baldrige Ödülü, Deming Ödülü ve ISO 9000 standardı olarak sayılabilir.
Çalışmamızın modeline esas oluşturduğundan, Malcolm Baldrige Ödülü hakkında
kısaca bilgi vermek istiyoruz.
Malcolm Baldrige Ödülü (MBÖ); Amerika Birleşik Devletleri'nde kalitenin önemini
vurgulamak, kalite bilincini artırmak ve kalite konusunda başarılar elde etmiş
Amerikan işletmelerini ödüllendirmek amacıyla, 1987 yılında bir yasa ile
oluşturulmuştur.
Ödül sadece belirli bir ürün ya da hizmet için verilmemektedir. Her yıl iki ödül
verilmekte ve ödüller üç ana kategoride dağıtılmaktadır. Bunlar üretim, hizmet ve
küçük işletme kategorileri olarak belirlenmiştir.
MBÖ temel yedi kritere göre verilmektedir. Bu kriterler sırasıyla;
1. Liderlik
2. Bilgi ve Analiz
3. Stratejik Planlama
4. Đnsan Kaynakları Geliştirme ve Yönetimi
5. Süreç Yönetimi
6. Faaliyet Sonuçları
7. Müşteri Odaklılığı ve Tatmini
Kriterler her yıl için yeniden belirlenmekte ve ilan edilmektedir. Her kriterin ölçümü
ile ilgili olarak da 24 adet ölçümleme yargısı geliştirilmiştir. Araştırmayı yaptığımız
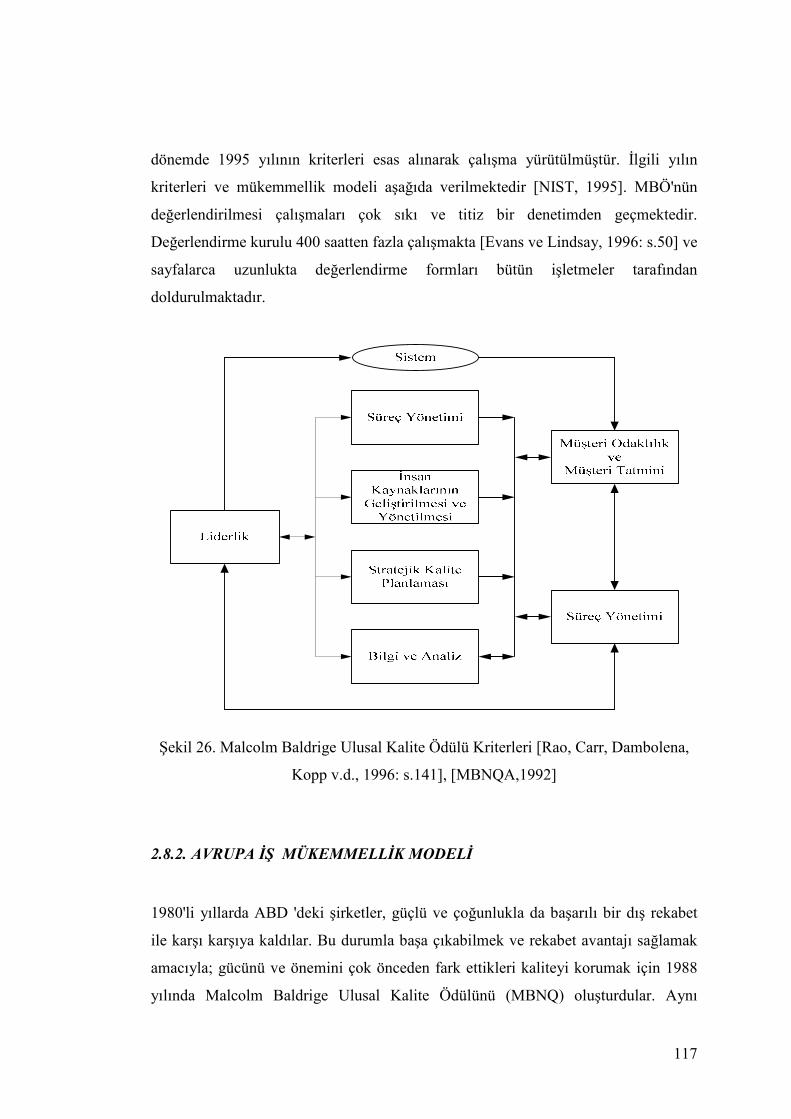
117
dönemde 1995 yılının kriterleri esas alınarak çalışma yürütülmüştür. Đlgili yılın
kriterleri ve mükemmellik modeli aşağıda verilmektedir [NIST, 1995]. MBÖ'nün
değerlendirilmesi çalışmaları çok sıkı ve titiz bir denetimden geçmektedir.
Değerlendirme kurulu 400 saatten fazla çalışmakta [Evans ve Lindsay, 1996: s.50] ve
sayfalarca uzunlukta değerlendirme formları bütün işletmeler tarafından
doldurulmaktadır.
Şekil 26. Malcolm Baldrige Ulusal Kalite Ödülü Kriterleri [Rao, Carr, Dambolena,
Kopp v.d., 1996: s.141], [MBNQA,1992]
2.8.2. AVRUPA ĐŞ MÜKEMMELLĐK MODELĐ
1980'li yıllarda ABD 'deki şirketler, güçlü ve çoğunlukla da başarılı bir dış rekabet
ile karşı karşıya kaldılar. Bu durumla başa çıkabilmek ve rekabet avantajı sağlamak
amacıyla; gücünü ve önemini çok önceden fark ettikleri kaliteyi korumak için 1988
yılında Malcolm Baldrige Ulusal Kalite Ödülünü (MBNQ) oluşturdular. Aynı
118
yıllarda, Avrupa'da, eski yıllarınkilerin aksine artık oldukça düşük fiyatlarla en üstün
kaliteli malları sunan, çoğu Asyalı rakiplerin yarattığı baskıyı hissedilmeye başladı.
Bu güç durum karşısında toplam kalite kavramının rekabet avantajlarını tekrar elde
etmeleri açısından taşıdığı potansiyeli fark eden önde gelen 14 Avrupalı şirket, 1988
yılında Avrupa Kalite Yönetimi Vakfı (EFQM) 'in kurulmasıyla başı çektiler [Conti,
1988].
EFQM, "Avrupa'da sürdürülebilir iş mükemmelliğinin itici gücü olma" misyonu ve
"Avrupalı kuruluşların iş mükemmelliğine eriştikleri bir Dünya" vizyonu ile
kurulmuş, üyelik sistemine dayanan ve kar amacı gütmeyen bir kuruluştur. EFQM,
kuruluşlara performanslarını iyileştirme konusunda yardımcı olmak üzere 1991
yılında EFQM iş mükemmelliği modelini oluşturmuştur. Temel kavramların
yapılandırılmış bir yönetim sistemi biçiminde yaşama geçirilmesinin bir ifadesi olan
bu model bugünlerde Avrupa çapında ve başka ülkelerde on binlerce kuruluş
tarafından kullanılmaktadır. Şirketler, okullar, sağlık kuruluşları, polis örgütleri,
kamu hizmetleri kuruluşları ve devlet kuruluşları bu modeli kullanmaktadır. Model
ayrıca bu kuruluşlara ortak bir yönetim dili ve aracı da sunmakta olduğundan Avrupa
çapında farklı sektörlerdeki "iyi uygulamaların" paylaşılmasına olanak tanımaktadır.
EFQM, Avrupa ve dışındaki binlerce kuruluştan gelen geri bildirimler ve en iyi
uygulamalar doğrultusunda modelin sürekli geliştirilmesi ve güncellemesi konusunda
yoğun çalışmalar yapmaktadır. Bu yolla modelin dinamik ve güncel yönetim anlayışı
ile uyum içinde olması sağlanmaktadır [KalDer, 1999].
Ülkemizde 1993 yılından bu yana verilen ve kalite ödülleri süreci ile yoğunlaşan Đş
mükemmelliği uygulamaları, kuruluşlarımızda hızlı bir şekilde etkili olmaktadır.
Uygulamaların temelinde yer alan Avrupa Đş mükemmelliği Modeli doğrultusunda
yapılan özdeğerlendirme çalışmaları yapan kuruluşların, sistematik bir iyileştirme
sürecine girmiş olacakları açıktır.
Öz değerlendirmenin yararlarını şöyle sıralanabilir:
119
• Kuruluşun faaliyetlerinin iyileştirilmesi ve gelişmesine yönelik yapısal ve
kapsamlı yaklaşım,
• Bireysel algılamaları değil, gerçekleri göz önünde bulunduran bir
değerlendirme,
• Tutarlı bir yaklaşım ve uzlaşı sonucu, yapılması gerekenleri saptayan bir araç,
• Toplam Kalite Yönetimi’nin nasıl uygulamaları gerektiği konusunda
çalışanları eğitmek için bir araç,
• Çeşitli kalite girişimlerini günlük işlevlere entegre etmekte yol gösterici bir
araç,
• Güçlü bir teşhis aracı,
• Batı toplumlarında üzerinde uzlaşı sağlanmış birtakım kriterleri göz önünde
tutan objektif bir değerlendirme,
• Periyodik özdeğerlendirme uygulamaları sonucu zamana bağlı olarak
ilerlemeyi ölçen bir araç,
• Đyileştirmeye açık alanları saptayıp, iyileştirme çalışmalarını başlatan bir
süreç,
• Kuruluşun bütününde veya sadece bir biriminde ve her seviyede uygulamayı
öngören sistematik bir yaklaşım,
• Đşte mükemmelliğe ulaşmak için kuruluşa kan pompalayan bir araç,
• Kuruluş içindeki farklı bölümlerde veya daha geniş anlamda diğer
kuruluşlarda erişilen mükemmelliği paylaşmak ve yakalamak için yaratılan
fırsat,
• Đç ödüllendirmeler ile ilerleme sağlama ve elde edilen başarıların tanınması,
• Kuruluş içinde veya dışında kıyaslama için bir araç.
Özdeğerlendirme, bir kuruluşun faaliyetlerini ve iş sonuçlarını; iş mükemmelliğini
esas alan bir modelle kıyaslayarak, kapsamlı, sistematik ve düzenli olarak gözden
geçirilmesidir. Ülkemizde bu model, TÜSĐAD- KalDer Ulusal Kalite Ödülü (Toplam
Kalite Mükemmellik Modeli) olarak benimsenmiştir. Özdeğerlendirme süreci
uygulaması ile kuruluşlar kuvvetli yönlerini ve iyileştirmeye açık alanlarını belirler,
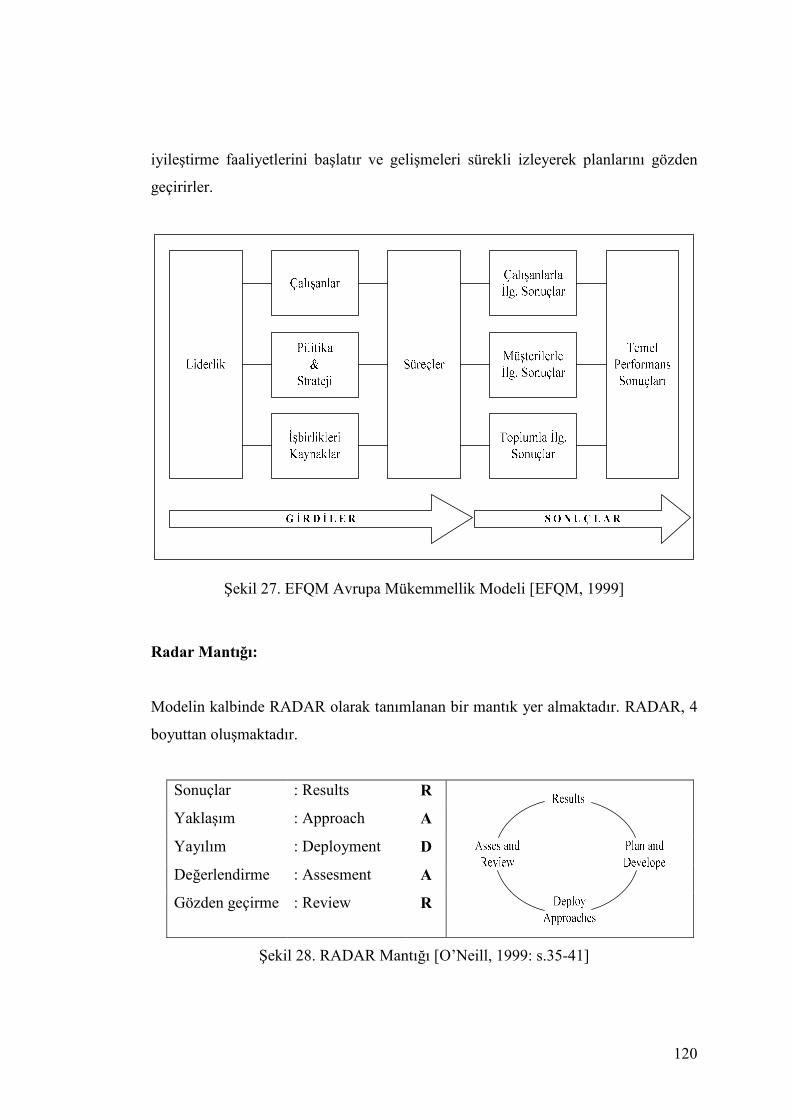
120
iyileştirme faaliyetlerini başlatır ve gelişmeleri sürekli izleyerek planlarını gözden
geçirirler.
Şekil 27. EFQM Avrupa Mükemmellik Modeli [EFQM, 1999]
Radar Mantığı:
Modelin kalbinde RADAR olarak tanımlanan bir mantık yer almaktadır. RADAR, 4
boyuttan oluşmaktadır.
Sonuçlar : Results R
Yaklaşım : Approach A
Yayılım : Deployment D
Değerlendirme : Assesment A
Gözden geçirme : Review R
Şekil 28. RADAR Mantığı [O’Neill, 1999: s.35-41]
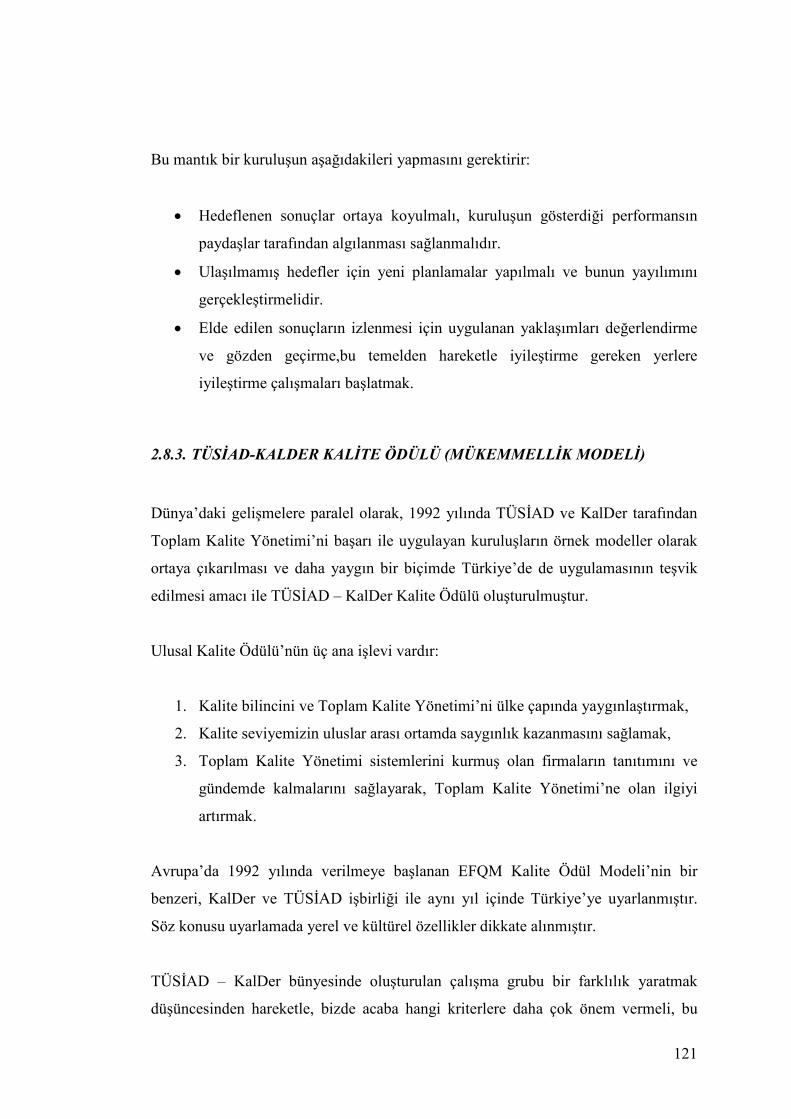
121
Bu mantık bir kuruluşun aşağıdakileri yapmasını gerektirir:
• Hedeflenen sonuçlar ortaya koyulmalı, kuruluşun gösterdiği performansın
paydaşlar tarafından algılanması sağlanmalıdır.
• Ulaşılmamış hedefler için yeni planlamalar yapılmalı ve bunun yayılımını
gerçekleştirmelidir.
• Elde edilen sonuçların izlenmesi için uygulanan yaklaşımları değerlendirme
ve gözden geçirme,bu temelden hareketle iyileştirme gereken yerlere
iyileştirme çalışmaları başlatmak.
2.8.3. TÜSĐAD-KALDER KALĐTE ÖDÜLÜ (MÜKEMMELLĐK MODELĐ)
Dünya’daki gelişmelere paralel olarak, 1992 yılında TÜSĐAD ve KalDer tarafından
Toplam Kalite Yönetimi’ni başarı ile uygulayan kuruluşların örnek modeller olarak
ortaya çıkarılması ve daha yaygın bir biçimde Türkiye’de de uygulamasının teşvik
edilmesi amacı ile TÜSĐAD – KalDer Kalite Ödülü oluşturulmuştur.
Ulusal Kalite Ödülü’nün üç ana işlevi vardır:
1. Kalite bilincini ve Toplam Kalite Yönetimi’ni ülke çapında yaygınlaştırmak,
2. Kalite seviyemizin uluslar arası ortamda saygınlık kazanmasını sağlamak,
3. Toplam Kalite Yönetimi sistemlerini kurmuş olan firmaların tanıtımını ve
gündemde kalmalarını sağlayarak, Toplam Kalite Yönetimi’ne olan ilgiyi
artırmak.
Avrupa’da 1992 yılında verilmeye başlanan EFQM Kalite Ödül Modeli’nin bir
benzeri, KalDer ve TÜSĐAD işbirliği ile aynı yıl içinde Türkiye’ye uyarlanmıştır.
Söz konusu uyarlamada yerel ve kültürel özellikler dikkate alınmıştır.
TÜSĐAD – KalDer bünyesinde oluşturulan çalışma grubu bir farklılık yaratmak
düşüncesinden hareketle, bizde acaba hangi kriterlere daha çok önem vermeli, bu
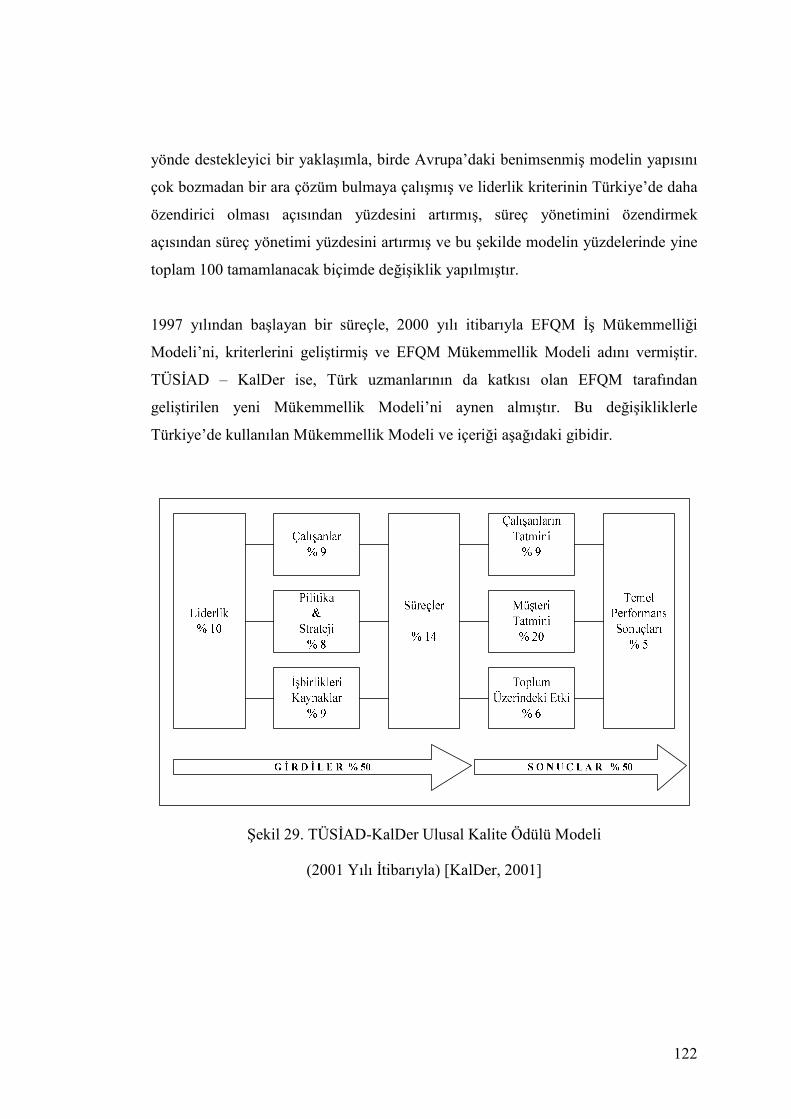
122
yönde destekleyici bir yaklaşımla, birde Avrupa’daki benimsenmiş modelin yapısını
çok bozmadan bir ara çözüm bulmaya çalışmış ve liderlik kriterinin Türkiye’de daha
özendirici olması açısından yüzdesini artırmış, süreç yönetimini özendirmek
açısından süreç yönetimi yüzdesini artırmış ve bu şekilde modelin yüzdelerinde yine
toplam 100 tamamlanacak biçimde değişiklik yapılmıştır.
1997 yılından başlayan bir süreçle, 2000 yılı itibarıyla EFQM Đş Mükemmelliği
Modeli’ni, kriterlerini geliştirmiş ve EFQM Mükemmellik Modeli adını vermiştir.
TÜSĐAD – KalDer ise, Türk uzmanlarının da katkısı olan EFQM tarafından
geliştirilen yeni Mükemmellik Modeli’ni aynen almıştır. Bu değişikliklerle
Türkiye’de kullanılan Mükemmellik Modeli ve içeriği aşağıdaki gibidir.
Şekil 29. TÜSĐAD-KalDer Ulusal Kalite Ödülü Modeli
(2001 Yılı Đtibarıyla) [KalDer, 2001]

123
2.9. TOPLAM KALĐTE YÖNETĐMĐNĐN TEMEL ÖĞELERĐ
2.9.1. VĐZYON SAHĐBĐ VE PLANLI OLMA
Vizyon, bir işletmenin gelecekte olmak istediği konumdur, yani bir anlamda, hak
sahiplerinin (patron, çalışanlar ve müşteriler) işletmenin kendisini ufukta görmek
istediği yerdir [Sinclair, Zairi, 2001: s.535-550]. Đşletmeler kendilerine belirledikleri
vizyon ve misyon doğrultusunda politika ve planlamalarını oluşturmaktadırlar.
Toplam Kalite Yönetimi felsefesi çerçevesinde; vizyon, çalışanların kalite geliştirme
faaliyetlerine katılımı için cesaret verir. Đşletme vizyonunu iyi değerlendiren
çalışanların etkinliği ve verimliliği olumlu olmaktadır. Vizyon doğrultusunda
oluşturulan kalite politikaları ve bu politikalarla ulaşılması istenen hedeflere doğru
sürekli bir ilerleme söz konusudur. Hedef koyma ve bu hedeflere ulaşma yönünde
gerekli planların oluşturulması ve bu planların işleyişinin sürekli kontrol edilmesi,
çalışanların motivasyonunu ve her işin açık ve net olmasını sağlar [Locke, Latham,
1990]. Yine bu vizyon doğrultusunda oluşturulmuş kalite geliştirme planları, ürün
kalitesini olumlu yönde etkilediği muhakkaktır.
Vizyonun ne olacağı, nasıl geliştirileceğinden daha önemlidir. Çünkü vizyon bir kez
oluşturuldu mu, bütün organizasyonel kaynaklar ve yönetim biçimi bu vizyon
doğrultusunda hazırlanacaktır. Vizyonu geliştirmenin ve paylaştırmanın en ideal
yolu, vizyonu çalışanlarla birlikte oluşturmaktır [Arat, 1998: s.122].
2.9.2. KALĐTE SĐSTEM GELĐŞTĐRME
Günümüzde en yüksek rekabet gücüne sahip kuruluşlarda kalite yönetiminin temeli
"sürekli gelişme"ye dayalıdır. Hedef belli bir standardı tutturmak değil, seviyeyi,
hedeflenen seviyeye ne olursa olsun sürekli ve hızlı bir tempoda geliştirmektir.
Orijinal fikirler ve yaratıcılık özendirilmeli ve desteklenmelidir.
124
Sürekli gelişme TKY’nin en temel faaliyetidir. Üst yönetimin liderliğinde eğitilmiş
personel takımlar halinde organize olacak ve 'müşteri odaklılık' sonucu belirlenen
hedefler doğrultusunda sürekli gelişme çalışmaları yapacaktır. Sürekli gelişme
uygulamasında "Deming Çemberi" adıyla anılan Planla, Yap, Doğrula, Karar Ver.
"PUKÖ (PDCA) Çemberi" genel çalışma çerçevesi olarak kullanılır. TKY'nde
kararlar kişilerin inanç düşünce ve varsayımlarına göre değil sağlıklı verilerden elde
edilen gerçeklere göre verilir [Şirvancı, 1992: s.14].
Sürekli gelişme bir dinamizm ve sürekli daha iyiyi aramayı ifade eder. Daha iyiyi
arama yolunda yapılan çabalar örgütü geliştirecektir. Gelişmelere ve yeniliklere
uyum hızlanacak rekabet avantajı elde edilecektir.
TKY uygulamalarının itici gücü olan sürekli iyileştirme durağanlığın karşısındadır.
Süreçlerin sürekli iyileştirilmesi, iyinin daha iyisini arama örgüte yeni bir dinamizm
katacaktır. Bu hızlı gelişimde elde edilecek yenilenme örgütü sürekli yeniliklere ve
gelişmelere açık tutacaktır. Çevre koşullarının değişmesi ve teknolojideki
gelişmelere karşı örgüt sürekli hazır olacak böylece rakiplerinden geri kalmayacaktır.
Yeniliklere uyum uzun dönemli aralar sonucu birden gerçekleşmeyecek zaman
içinde sürekli küçük adımlarla tekrarlayacaktır. Böylece çalışanların yeniliklere
adaptasyonu daha hızlı ve kolay olabilecektir.
Đşletmelerde sürekli gelişme ve daha iyiye doğru ilerlemek için bilgi ön koşuldur.
Her şeyden önce mevcut durumun ölçülmesi ve daha önce belirlenmiş hedeflerle
karşılaştırılması firma başarısını yansıtacaktır. Performans göstergeleri; verilen plan,
standart ve hedefler doğrultusunda, sistemi tümünün veya bir parçasının etkinliğini,
verimliliğini gösteren değişkenlerdir.
Kalite geliştirme programları her şeyden önce eğitimle başlar. En üst düzeyde, kalite
geliştirme gereksinimi üzerinde bilinçlenme sağlanır. Bu bilinçlenme yukarıdan
aşağıya doğru yayılarak teknik eğitimle desteklenir. Hedeflenen performans
standardına ulaşmak için takım çalışmalarına ağırlık verilir.

125
2.9.3. TEDARĐKÇĐ KALĐTE YÖNETĐMĐ
Tedarikçi kalite yönetimi; tedarikçinin ürün ve hizmet kalitesini geliştirmek için,
tedarikçi ile ilgili kalite yönetimi uygulamalarından oluşur [Zhang, 2000: s.129-137].
Değer zincirimiz tedarikçilerimizle başlar. Ürün ve hizmetlerimizin kalite ve
maliyetleri onlara da bağlıdır. Ürün ve hizmetlerimizin kalite ve maliyetlerinde
tedarikçinin çok büyük miktarda etkisi bulunmaktadır. Đşletme çıktılarının kalitesinin
iyi olması, girdilerin kalitesinin de mutlak kaliteli olmasını gerektirir. Tedarikçilerle
güvene dayalı bir işbirliği içinde, rekabet gücünü artıracak girdileri en kaliteli en
ekonomik ve en hızlı şekilde temin etmek amaç olmalıdır.
Tedarik zinciri üzerinde bulunan firmaların Toplam Kalite anlayışına sahip olmaları
işletmenin kaliteli üretim yapmasını kolaylaştırmaktadır. Tedarikçi kalite yönetimi,
performans öğelerinden özellikle ürün kalitesi üzerinde etkilidir.
2.9.4. SÜREÇ KONTROL VE GELĐŞTĐRME
Süreç, üretimde insan, makine, malzeme, araç ve metodların bir kombinasyonudur.
Süreç kontrol ve geliştirme, bazı kaynaklarda süreç yönetimi olarak da ifade
edilmektedir. Süreç kontrol ve geliştirme ise, ürün ve hizmetleri üretimini
geliştirmek ve kontrol etmek için ortay konan metodolojik ve davranışsal
uygulamalar kümesidir [Juran, Gryna, 1993].
Günümüzde en yüksek rekabet gücüne sahip şirketlerde kalite yönetiminin temeli
sürekli gelişmeye dayalıdır. En alt düzeydeki prosesten, tüm şirketi içine alan
hedeflerle yönetim sistemine kadar bütün ileriye dönük planlama ve uygulama
çalışmaları bu anlayışa göre düzenlenmiştir. Hedef belli bir standardı tutturmak
değil, sürekli ve hızlı bir tempoda geliştirmektir.
Bütün faaliyetler sistematik olarak süreçlerle yönetilmektedir. Süreçler anlaşılmış ve
sahipleri belirlenmiş olmalıdır. Önlemeye yönelik iyileştirme faaliyetleri ile ölçüm
126
ve istatistik tüm çalışanların günlük yaşamına entegre olmalıdır. Yönetim sisteminin
temelini veriler, ölçüm ve bilgi sistemi oluşturmaktadır.
Deming, üretim sırasında kaliteli üretim için kaliteli bir ortama sahip olunması
gerektiğini ve ortamın düzenli ve temiz olmasının, süreç kontrolü ve geliştirme
üzerine etkisi büyük olduğunu vurgulamıştır [Deming, 1986].
2.9.5. ÜRÜN DĐZAYNI
Ürün dizaynı, pazar araştırması ile başlar. Ürün dizaynı, kalite geliştirme
faaliyetlerinin başında gelen süreçtir. Ürün daha tasarım aşamasında iken müşteri
ihtiyaçları, müşteri talepleri, pazarlama verileri, tüm girdiler (makine, insan,
hammadde, üretim prosedürleri) gibi her süreç düşünülerek tasarım gerçekleştirilir.
Tasarımda, ürünün kullanışlılığı en önemli etkendir. Dayanıklılık, performans gibi
etkileri de önemlidir.
Ürün dizaynı Toplam Kalite Yönetimi çerçevesi içerisinde önemli bir yer
tutmaktadır. Ürün dizaynı konusunda TKY aracı geliştirilmiştir. Kalite Fonksiyonu
Yayılımı - KFY denen bu yaklaşım, tüketicinin satın almak istediği ürün ve
hizmetlerin tasarımı, üretimi ve pazarlanması amacıyla, organizasyon içindeki
beceriler üzerinde yoğunlaşarak gerekli eşgüdümü sağlayan bir dizi planlama ve
iletişim süreçlerinden oluşan sistematiktir [Juran, Gryna, 1993].
Ürün dizaynı sırasında, seri üretim başlamadan önce, üretim sırasında çıkabilecek
sorunların hepsi gözden geçirilmeli ve gerekirse laboratuar çalışmaları yapılmalı ve
daha sonra üretim başlatılmalıdır [ISO 8402, 1994].
Ürün dizaynı yapılırken hedef müşteri kitlesinin alım gücü de özellikle dikkate
alınmalı, marka imajı gözden geçirilmeli ve üretilen ürünün hayat eğrisi büyük
ölçüde belirlenmelidir. Çünkü global pazarda rekabet avantajını kazanmanın en
önemli yollarından biri ürüne biçilen fiyat olmaktadır.

127
Ürün dizaynının mükemmel olması ürün kalitesinde, dolayısıyla müşteri tatmini ve
işletme performansı üzerine etkileri bulunmaktadır.
2.9.6. LĐDERLĐK
Kurum kültürünü liderler geliştirmektedir. Her düzeyde yönetim fonksiyonunda
liderlik davranışları sergilenmektedir. Şirketin politika ve stratejileri sistematik ve
yapısal araçlarla bütün organizasyonda yaygınlaştırılmalı ve tüm faaliyetlerle uyum
sağlamalıdır.
Sürekli başarının sağlanması paydaşların tatminine ve menfaatlerin dengelenmesine
bağlıdır. Bu paydaşlar kuruluştan menfaat sağlayan müşteriler, tedarikçiler ve
hissedarların yanısıra toplumu da kapsar. Kuruluş ve çalışanları topluma karşı,
düzenleyici ve yasal gereklerin de ötesine geçecek örnek bir sorumluluk bilinci ve iyi
bir ahlaki yaklaşım sergilemelidirler.
Olumsuz şekilde söylenirse, "liderliğin amacı, kişilerin hatalarını bulmak ve onları
kaybetmek değil hatalarının nedenlerini ortadan kaldırmaktır; insanların daha az çaba
sarf ederek daha iyi iş yapmalarını sağlamaktır" diyebiliriz. Bir liderde bulunması
gereken özellikleri şu şekilde sıralamak mümkündür.
• Girişimci olur,
• Azimli olur,
• Vizyon sahibidir,
• Đnsanların yaşamının bir parçası olmaya açıktır,
• Gelişim içindedir,
• Hizmet etmeye önem verir,
• Đnsanların yapabileceğine inanır,
• Riske girmekten çekinmez (sorumluluk alır),
• Özgündür, gerçekçidir [George, 1994: s.27-28], [Cüceloğlu, 1997: s.221]
128
TKY'nin başarı ulaşması üst yönetimin liderliği ile mümkün olabilmektedir. Üst
yönetimin kararlılığı ve önderliği çalışanları olumlu motive edebilecektir. Mesleki
eğitimde de liderliğin önemi büyüktür eğitimciler öğrencilerini notla yada diğer
disiplin cezaları ile eğitmeye çalışmaz; bunun yerine onlara daha insancıl davranarak
kendi örnek tavırlarıyla gelişimlerinde kılavuz görevi görerek gelişimlerine yardımcı
olur.
Liderlik, organizasyon içerisinde özellikle insan ilişkileri ile ilgilidir. Lider, bir grup
insanı belirli amaçlar etrafında toplayabilen, bu amaçlar için onları etkileme,
harekete geçirme yetenek ve bilgilerine sahip kişidir. Bu açıklamadan da
anlaşılabileceği gibi liderliğin esasını başkalarını etkileyebilme ve onları davranışa
yönlendirebilme oluşturmaktadır. Kısacası lider, başkalarını etkileyebilen, nereye,
nasıl gidileceğini gösteren, hedef ve misyon koyan yani yol gösteren bir kişidir.
Yönetici ise, başkaları tarafından o pozisyona getirilmiş, başkaları adına çalışan,
önceden belirlenmiş hedeflere ulaşmak için çaba gösteren, işleri planlayan, uygulatan
ve denetleyen kişidir. Ödül ve cezaya dayalı yasal gücü vardır.
Đşletmelerde 5 türlü yönetim tarzı görülmektedir:
• Otokratik Yönetici
• Koruyucu Yönetici
• Birlikçi Yönetici
• Destekçi Yönetici
• Başıboş Yönetici
Lider ile yönetici eş anlamlı değildir. Her yöneticinin liderlik özelliklerine sahip
olması beklenmezken, her liderin yöneticilik özelliklerine sahip olması
eklenmektedir. Çünkü lider; iyi plan yapabilmeli, işleri yürütebilmeli ve kontrol
edebilmelidir. Bu durum ona güç kazandırır [Eren, 1998]. Lider,

129
• Takım üyelerinin eğitiminden sorumludur,
• Takım faaliyetlerinin düzgün ve etkin bir şekilde yürümesini sağlar,
• Takımın yaratıcı gücünü harekete geçirir,
• Takımın güvenini sağlamalıdır,
• Takımın yaratıcı gücünü, aynı yöne hareket ettirir,
• Takım üyelerinin bilgi ve becerilerine göre görevler dağıtır,
• Yönetime sunuşta aktif görev alır,
• Takım üyelerinin ilgi ve katılımını artırmak için çalışır,
• Diğer iyileştirme liderleri ile bilgi alışverişinde bulunur,
• Đyileştirme takımı ile; rehber, bölüm yöneticisi, toplam kalite sorumlusu
arasındaki iletişimi sağlar,
• Gerekli kayıtların tutulmasını sağlar,
• Toplantı süresini aşmamaya özen gösterir,
• Toplantıda fikir birliğini hedefler,
• Takım rehberine, takım çalışmaları ile ilgili bilgi verir,
• “Bir elin nesi var iki elin sesi var” yaklaşımı,
• Bir takım, tek kişiden daha fazla bilgi sahibidir,
• Çözümleri daha iyi görür,
• Đş bölümü ve görev dağılımı sayesinde sorumluluk bilinci gelişir,
• Bölümler ya da kişiler arası yaklaşımı sağlar,
• Herkesin katkıda bulunmasını,
• Kişisel gelişim ve dayanışmayı sağlar,
• Karşılıklı etkileşim ve bilgi alışverişini,
• Çalışmayı başarıyla tamamlama mücadelesini,
• Aynı amaç ve hedefler doğrultusunda çalışmasını,
• Ekip dinamizmi ve motivasyonu sağlar.
130
2.9.7. ÇALIŞANLARIN KATILIMI
Çalışanların potansiyeli, “kuruluşun değerleri” ve “güven ve yetkilendirmeye dayalı
kurum kültürü” ile ortaya çıkarılır. “Bir işi, en iyi, o işi yapan bilir” temel prensibini
esas alan bu anlayışta iş süreçlerinin iyileştirilmesi ve geliştirilmesinde bizzat o işi
yapan personelin katılımı çok önemlidir. Katılım ve iletişimi yaygın hale
getirebilmek amacıyla öğrenme ve beceri geliştirmeye yönelik olanaklar seferber
edilmelidir.
Günümüzde çalışanlar kendilerini ilgilendiren her türlü kararın görüşülmesine ve
sonuçlandırılmasına aktif olarak katılıp, düşüncelerin ifade etmek, bu konularda
fikirlerinin alınmasını talep etmektedir. Yönetilenlerin bu tutum değişikliğinin
başlıca sebebi kültür düzeyi ve bilgi seviyesi yükselen fertlerin “başkaları tarafından
yönetilen bir araç” durumda olmak istemeleridir.
Çalışanların TKY faaliyetlerin katılımı çalışma gruplarına girerek, sorumluluk alarak
veya problemlerin belirlenmesi ve çözümünde teklifler sunarak gerçekleştirilir. Tam
katılım için sorumluluk paylaşımının sağlanması şarttır. Tam katılım kesinlikle
yetkili kılınma ile karıştırılmamalıdır. Tam katılım bir istemi, gönüllülüğü ifade eder.
Tam katılım sorumluluğu ve katkıyı kapsar. Yönetimden ve yönetilenlerden “ben bu
örgüte nasıl katkıda bulunabilirim, bu organizasyonu nasıl geliştirebilirim” sorusunu
sormasını bekler. Toplam Kalite Yönetimi’nde tam katılımın hedefi, üstün düşünüp
astın bu düşüncelere katkıda bulunarak uygulaması değildir. Hedef örgütteki her
birey için hem “düşünmenin” hem de “uygulamanın” birleştirilmesidir [Juran, Gryna,
1993].
2.9.8. ÇALIŞANLARI FARK ETME VE ÖDÜLLENDĐRME
Toplam Kalite Yönetimi’nin önemli öğelerinden biri olan ödüllendirme, çalışanların
memnuniyeti açısından oldukça önemlidir [Naumann, Giel, 1995]. Bu ödüllendirme
maddi anlamda da olabilir, ancak maddi olmayan ödüllendirme şekilleri, örneğin
131
kariyer geliştirme, eğitim vb., genellikle daha etkili olduğu görülmektedir.
Çalışanların kalite konusundaki dikkati, etkinliği ve verimliliği işletme yöneticileri
tarafından fark edildiğinde, çalışanlar bundan büyük tatmin hissetmektedirler.
Başarılar zamanında ödüllendirilmelidir. Ödüllendirme stratejileri, müşteri
duyarlılığını ödüllendirecek şekilde olmalıdır. Çünkü personeli işletmeye çekmek,
seçmek, geliştirmek ve elde tutmak en önemli sorunlardan biridir. Bir şirket en
kaliteli insanları aramaz, eğitmez ve geliştirmezse, o zaman uzun dönemde başarılı
olması imkansız hale gelir. Güçlü bir şirket kültürünün yaratılmasındaki en önemli
engellerden biri, genellikle becerili çalışanlar sahip olmaktır.
Đşletmede çalışanların memnuniyetinin yüksek olması; ürün kalitesinde, müşteri
memnuniyetinde ve işletme performansının yükselmesinde etkisi görülmektedir.
2.9.9. EĞĐTĐM VE ÖĞRETĐM
Japon kalite uzmanı Ishikawa "kalite eğitimle başlar eğitimle biter" der. TKY’ de
eğitimin üst yönetimden alt düzeye kadar firmadaki bütün bireyleri kapsaması
gerekir. Kendilerini yenileyebilmeleri için çalışanları kendi isteği ile ilgili olarak
eğitmek gerekir. Bilgi bireyin kendilerine güvenmesi ve firmanın ilerlemesine
yönelik katkı potansiyellerini artıracaktır. Firmada TKY uygulamasının başlamasıyla
mevcut yönetim sisteminden çok farklı olarak başka bir yönetim sistemine
geçilecektir. TKY sistemine geçilebilmesi için firma mensuplarının davranışlarının
değişmesi gerekir [Efil, 1996: s.160-161]
Eğitimin amacı değişimi sağlamaktır. TKY’ ye ilişkin eğitim kişileri farkına varma
anlama tavır değiştirme sürecinden geçirecektir. [Şirvancı, 1992: s.13]
Çalışanları yaratıcı ve yapıcı kimseler haline getirebilmek için TKY’ de devamlı bir
eğitim programının bulunması gerekmektedir. Eğitim programlarının yanında sorun
132
çözme bilgi, beceri ve deneyime sahip bir danışmanlık organına da ihtiyaç vardır.
[Çoruh, 1997: s.6]
TKY’ de başarının sırrı eğitilmiş personelde yatmaktadır. Bir kurum kültürü yaratma
ve yeni bilgileri ve davranış değişimini sağlama eğitimle olmaktadır. Eğitiminde
sürekli yapılması ve iyileştirilmesi gerekir.
Eğitimde amaç, iş görenlere istenilen kalitenin en ekonomik şekilde üretebilmesine
sağlayacak bilinç, bilgi ve becerinin kazandırılmasıdır. Eğitim programları farklı
seviyelerdeki iş görenlerin kendi rollerini öğrenmelerini ve bu roller çerçevesinde
faaliyetlerini planlayabilmelerine imkan sağlar. Eğitim ihtiyaçları endüstri kollarına,
firmalara, görev ve sorumluluklara göre değişiklikler gösterdiği için eğitim
programlarının içeriği değişen ihtiyaçlara uygun olarak ortaya konmalıdır. Đhtiyaç
duyulan eğitimin kapsamı, mevcut bilgi ve yetenek dikkate alınarak yapılan görevin
özelliklerine göre belirlenebilmelidir.
Eğitim insanları nasıl öğreneceklerini öğrenmeleri ile başlamalıdır. Öğrenilen
konular tabi ki önemlidir ama kişinin öğrenmeye devam etme kapasitesini ve
motivasyonun önemi çok daha fazladır. Modern kuruluşlar eğitim için harcama
yaparlar, iş çevresini daha hoş hale getirmek için masraftan kaçınmazlar. Ancak
bunların karşılığında elemanlarından yalnız akıl ve mantık değil sezgi ve hayal
güçlerini de kullanmalarını beklerler.
2.9.10. MÜŞTERĐ ODAKLILIK
Müşteriler, bilançoda gösterilmese de bir işletmenin sahip olduğu en değerli
varlıklardır [Berry, 1991: s.6]. Müşteri, işin oluş nedenidir. Müşteri kavramı sadece
ürün satın alanları değil, işletmenin ürettiği mal ve hizmetlerden etkilenen herkesi
kapsamaktadır. Dolayısıyla; işletmenin bir bölümünün çıktılarını kullanan veya bu
çıktıların etkilediği insanlar, organizasyonlar, sistemler veya süreçler de birer
müşteridir. Bu durum dikkatlice düşünüldüğünde; çoğu işletme bölümlerinin, sadece
133
iç müşterilerinin olduğu görülecektir. TKY liderleri tüm çalışanlara iç müşterilerin
varlığını ve önemini vurgulamaya çaba göstermelidirler. Pek çok işletmede iç
müşteri kavramı ile ilgili kalite iyileştirme programlarının yürütülmesinde bazı
problemlerle karşılaşılır. Çoğu zaman nereden başlanacağı ve neye gereksinim
duyulduğunu belirlemek zordur. “Müşteri kimdir ve ürün nedir?” sorusuna her
zaman kolayca yanıt bulunamamaktadır [Sprague, Gopalakrishnan, ve Mcltyre,
1992: s.57].
Günümüzde yönetim anlayışı devrim niteliğinde sayılabilecek önemli bir değişim
yaşıyor. Klasik Yönetim Anlayışı'nda tepe yönetimin görüş ve düşünceleri
doğrultusunda tepeden aşağıya doğru inen hiyerarşi yapısı içinde şirketler
yönetilmekte, astlar amirlerinden aldıkları talimatlara göre işlerini görmektedirler.
Doğal olarak burada amaç amirlerin memnun edilmesidir.
Halbuki yeni anlayışta amaç; müşteri talepleri doğrultusunda şirketin tüm
birimlerinin yönlendirilmesi, desteklenmesi ve müşteri beklentilerini karşılayarak
müşteri tatminine ulaşılması, hatta beklentilerin de ötesine geçip, tam olarak müşteri
memnuniyetinin sağlanmasıdır. Kısacası müşteri artık "Kral" dır, ve tüm
organizasyonlar artık müşteri odaklı hale gelmek zorundadır.
Rekabetin karşısında fiyat avantajı kadar müşterinin isteğini karşılayacak, farklılığı
yaratacak stratejiler önem kazanmıştır. Toplumun refahı arttıkça belli bir mala sahip
olma isteğinin ötesinde, farklı bir mala sahip olma arzusu gelişir. Bu farklılık
arayışları renkte, tasarımda, kalitede, satış sonrası serviste, işletme giderlerindeki
avantajlarda, kullanım kolaylığında, hızlı teslim sürelerinde kendini gösterir.
Dinamik bir yapıya sahiptir. Hatta, yoğun rekabette şirket, müşterinin henüz talep
etmediği, fakat ihtiyacını duyduğu veya duyması gerekli farklılıkları bile
yakalayabilmelidir. Rekabetin ana hedefi müşteridir. Müşteriyi ele geçiren, tatmin
eden ve elinde tutan kuruluş piyasada kalıcıdır.
134
Toplam Kalite Yönetimi felsefesine göre, yapılacak her işte bütün çabalar müşteriye
odaklanmalıdır. Bu da müşteri ihtiyaçlarını bilmeyi ve bunları ilk defasında ve
izleyen her defada başarı ile karşılayabilmeyi gerektirmektedir.
Çalışmalar göstermiştir ki, bir müşteri kazanmanın maliyeti, kazanılmış bir müşteriyi
elde tutma maliyetinden dört ya da beş kat daha fazladır [Berry, 1991: s.9].
Müşterilerin memnuniyetini ürün ve hizmetlerin kalitesi belirlemektedir.
Müşterilerin en üst düzeyde memnuniyetini sağlamak amacı ile ihtiyaçlarını tespit
etmek ve olası beklentilerini karşılamak, müşteri memnuniyetini müşteri kalıcılığına
dönüştürmek gereklidir.
Müşteri tatmini için çeşitli öncü yaklaşımlar geliştirilmelidir. Müşteri şikayetleri ele
alınmalı, bunlar düzenli zaman aralıklarında gözden geçirilerek sürekli iyileştirmeler
sağlanması gereklidir. Yıllık planlı teknik ve ticari müşteri ziyaretleri yapılarak
müşterilerin beklenti ve istekleri alınmalıdır. Müşterilerle ortak tasarım, iyileştirme
etkinlikleri gerçekleştirilmeli, TKY uygulamalarına müşterilerin doğrudan katkısı
sağlanmalıdır. Üretim ve hizmet gerçekleşmeden yapılacak bu çalışmalar müşteri
beklenti ve isteklerinin daha iyi tespitine yardımcı olabilecektir.
Mesleki eğitimde müşteri odaklılıkta en önemli unsur "öğrenci "olmalıdır. Her şey
öğrencinin severek öğrenim görebileceği ortamı sağlamak olmalıdır. Öğrenciyi odak
noktası almayan bir eğitim sisteminin başarılı olması mümkün değildir. Eğitimde
hedefin öğrenci odaklı olması çabaların boşa gitmesini de önleyecektir.
2.10. KALĐTE MALĐYETLERĐ
Hızla gelişen teknoloji, uluslar arası ticaret, finansman sorunları vb. faktörler
günümüz işletmelerinin rekabet kavramını sürekli gündemde tutması gerekliliğini
şart kılmıştır. Đşletmelerin amacı tüketicilerin satın alma gücünden daha fazla pay
135
almaktır. Bu da, daha iyi kalite düşük maliyet ve sürekli güvenilirliğin sağlanması ile
mümkündür.
Genel olarak kalite, kalite maliyetleri ile dengelenmelidir. Bugün için kalite
maliyetlerinin bilinmesi ve kalite maliyet verilerinin doğru toplanması gerekir.
Günümüz şirketlerinde, kalite maliyet verilerini doğru olarak toplamak güçtür.
Veriler çeşitli bölümlerde dağınıktır ve kolay tanımlanamaz. Bunun yanında,
Dünya’daki mevcut muhasebe sistemleri kalite maliyetlerini değerlendirmeye
yetecek kadar gelişmiş değildir.
Genelde kalite faaliyetlerinde ve kalite maliyet analizlerinde temel prensip, “bir işi
en ucuz yapmanın yolu, onu daha başlangıçta doğru yapmaktır” olduğudur.
Toplam Kalite anlayışına paralel bir düşünceyle, temel kalite problemlerinin %80-
90’ının kalite bölümünün ötesinde aranması düşünülmelidir. Kalitenin, tasarımından
satış sonrası hizmetlere kadar tüm bölümlerin katılımı ile oluştuğu unutulmamalıdır.
Đşletme yöneticilerinin temel amaçları arasında üretilen ürünün maliyetlerini
düşürerek karlılığı artırmak yer almaktadır. Kalite uygulamaları veya kalite
iyileştirme çabalarının temel hedeflerinden biri de bu maliyetleri en aza indirmeye
çalışmaktır. Müşterinin gereksinim duyduğu kaliteyi en ucuza sunan firmalar rekabet
yarışında avantajlı bir konuma gireceklerdir. Bu nedenle kalite ile ilgili maliyetlerin
iyi bilinmesi bu maliyetlerin engellenmesi için atılması gereken ilk adımdır.
Kalite ile ilgili maliyetlerin incelenmesinde göz önünde bulundurulması gereken
konu, maliyetlere materyalist açıdan sadece parasal kayıplar olarak bakılmaması;
zaman, işçilik, ve imaj zedelenmesi ve sosyal kayıpların da değerlendirmede göz
önünde bulundurulması gerekliliğidir.
Kalite maliyet verilerinin bir kısmı muhasebe kayıtlarından, personel devam
cetvellerinden, kusurlu ve yeniden işlenen ürün raporlarından, garanti ve servis
maliyetleri raporlarından somut olarak elde edilebileceği gibi, bazı kalite maliyetleri
136
öngörülere dayanmaktadır. Bununla birlikte, müşteri anketleri, şikayetleri, müşterinin
başka firmaya yönelmesi, işgücü anketleri, mühendislik öngörüleri ve pazar
araştırmasına ilişkin soyut ölçülemeyen kalite maliyetleri de göz önüne alınmalıdır.
Đşletmeler genellikle ıskarta ve garanti giderleri gibi gözle görülür maliyetleri
ölçerken müşteri tatminsizliği nedeniyle kaybedilen karları göz ardı etmektedirler
[Doğan ve Đpekgil, 1997: s.136].
Kalite maliyetleri hemen hemen diğer maliyetlerdeki sınıflamaya benzer olarak
aşağıdaki gibi gruplandırılır:
1. Yatırım Maliyetleri:
Kalite için oluşturulmuş; laboratuar, ölçme ve kontrol ekipmanları, bina ve ilgili
tesisata yapılan harcamaların faiz, amortisman ve fırsat maliyetleri yatırım
maliyetleridir.
2. Faaliyet Maliyetleri:
• Önleme maliyetleri,
• Değerlendirme maliyetleri,
• Kusurlu ürün maliyeti,
i. Đşletme içi kusurlu ürün (iç başarısızlık),
ii. Đşletme dışı kusurlu ürün (dış başarısızlık),
şeklinde sınıflandırılır [Özenci ve Cunbul, 1998: s.2-19].
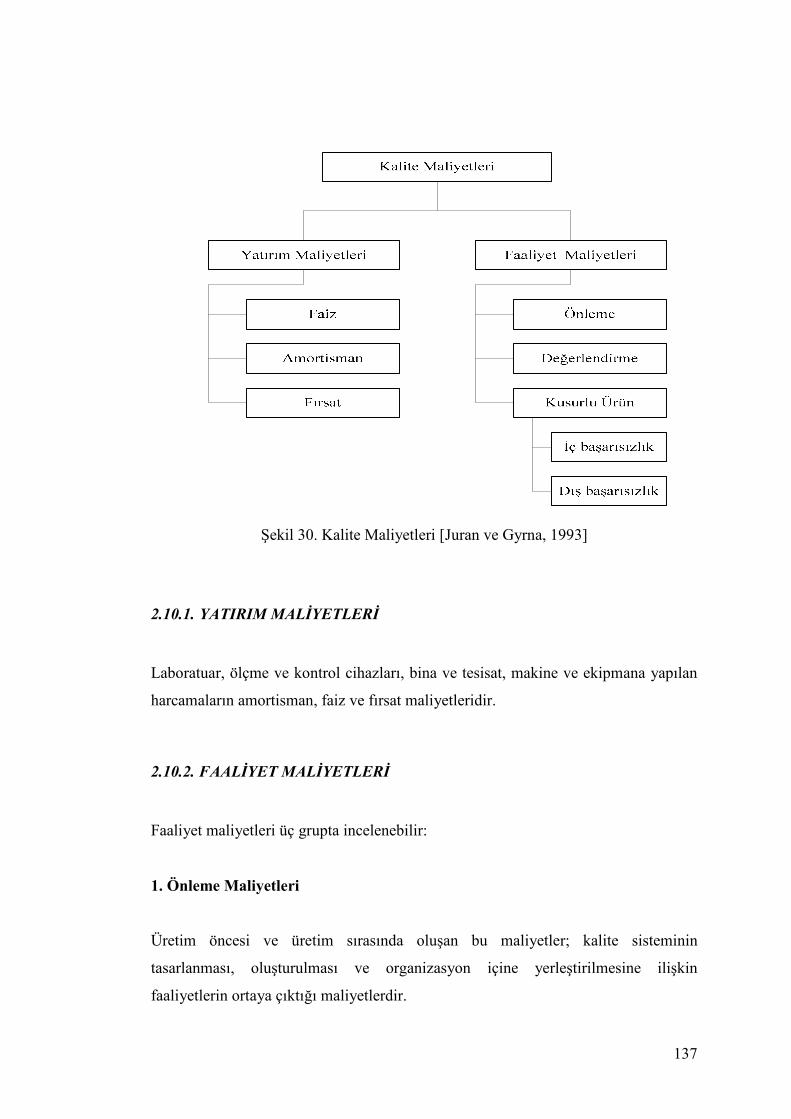
137
Şekil 30. Kalite Maliyetleri [Juran ve Gyrna, 1993]
2.10.1. YATIRIM MALĐYETLERĐ
Laboratuar, ölçme ve kontrol cihazları, bina ve tesisat, makine ve ekipmana yapılan
harcamaların amortisman, faiz ve fırsat maliyetleridir.
2.10.2. FAALĐYET MALĐYETLERĐ
Faaliyet maliyetleri üç grupta incelenebilir:
1. Önleme Maliyetleri
Üretim öncesi ve üretim sırasında oluşan bu maliyetler; kalite sisteminin
tasarlanması, oluşturulması ve organizasyon içine yerleştirilmesine ilişkin
faaliyetlerin ortaya çıktığı maliyetlerdir.
138
Kalite sistemindeki başarısızlık nedeni ile ortaya çıkan içsel ve dışsal kalite
maliyetlerini yaratan faaliyetlerin tekrarını önlemek amacı ile teknik bilgi ve
beceriye dayanan önleyici faaliyetlerin maliyetleri de bir önleme maliyeti olarak
belirtilmektedir [Yükçü, 1999: s.94].
Ürünlerin tasarımlanması, geliştirilmesi, tedarik, üretim, planlama, yürütme ve
yönlendirme, satış ve satış sonrası servisler gibi üretim sisteminin tüm birimlerinde
kalitenin iyileştirilmesi için yapılan maliyetler önleme maliyetlerini oluşturmaktadır.
Önleme maliyetleri işletme içinde aşağıdaki faaliyetlerde farklı biçimlerde oluşur
[Özenci, Cunbul, 1993: s.3-4]:
1.1. Pazarlama Maliyetleri: Müşterinin kalite gereksinim ve algılarının, şirketin
ürün ve hizmetlerinden elde ettiği tatmini etkileyen faktörlerin toplanması,
değerlendirilmesi ve sürdürülmesi amacı ile yürütülen faaliyet maliyetleridir.
1.2. Tasarım Maliyetleri: Yeni ürün ve hizmet geliştirme çalışmalarının kalitesinin
yönetimi için sürdürülen faaliyet maliyetleridir.
1.3. Satın alma Maliyetleri: Tedarikçilerden elde edilen parçaların, malzemelerin
veya işleme süreçlerinin uygunluğunu sağlamak ve piyasaya sunulan hizmet
veya ürünün kalitesi üzerinde tedarikçi uygunsuzluğunun etkisini en aza
indirmek için katlanılan maliyetlerdir.
1.4. Đşlemlerin Maliyetleri: Günlük işlemlerin gerçekleştirilmesi ile ilgili her türlü
planlama, yönlendirme, iletişim, test, ölçme ve değerlendirme faaliyetlerinden
kaynaklanan maliyetlerdir.
1.5. Kalite Yönetimi Maliyetleri: Yönetimle ilgili maaşlar, idari harcamalar,
kuruluş dışı yönetici geliştirme ve kaliteye ilişkin alınan eğitimler, yönetimin
kalite izleme ve denetleme faaliyetlerinden kaynaklanan maliyetlerdir.
139
2. Değerlendirme Maliyetleri
Değerlendirme maliyetleri, ürün veya hizmetlerin gereksinimlere uygunluğunun
belirlenmesi için yapılan ölçme, yürütme ve denetleme masraflarıdır.
Girdi muayeneleri ve testleri, ölçüm cihaz ve ekipmanına yapılan harcamalar,
yapılan standardizasyon çalışmalarının içerdiği yeniden düzenleme ve
dokümantasyon giderleri, dışarıdan alınabilecek danışmanlıkla ilgili ücretler
standardizasyon ve akreditasyon kuruluşuna yapılan ödemeler, tedarikçi ziyaretleri,
tedarikçi değerlendirme çalışmaları, değerlendirme maliyetleri içersinde yer
almaktadır.
3. Kusurlu Ürün Maliyetleri
Ürünlerin tasarımındaki veya üretimindeki aksaklıklardan kaynaklanan maliyetlerdir.
Đç başarısızlık ve dış başarısızlık maliyetleri olmak üzere iki grupta incelenmektedir.
Đç Başarısızlık Maliyetleri: Bu maliyetler, ürünün kalitesinde, ürün daha
müşteriye ulaşmadan, işletme içinde ortaya çıkan uygunsuzlukların neden olduğu
maliyetleri kapsamaktadır. Ürün ya da hizmetin tasarımlanması aşamasında ortaya
çıkan hatalar ve bunların düzeltilmesi için katlanılan maliyetleri, satın alınan malın
istenen niteliklere uymamasından kaynaklanan hataları düzeltme maliyetleri,
işlemsel aksaklıklardan kaynaklanan hata maliyetleri ve yönetimin yanlış karar veya
yönlendirmeleri gibi nedenlerden oluşan maliyetleri kapsamaktadır.
Dış Başarısızlık maliyetleri: Ürünlerin üretim sisteminden çıktıktan sonra
sevkiyat, teslimat, satış sonrası, hizmetler ve servislerde meydana gelen
aksaklıklardan kaynaklanan maliyetlerdir. Dış başarısızlık maliyetlerinin müşterinin
öznel değer yargılarını da içerdiği için ölçülebilmeleri güçtür. Şikayet araştırmaları,
iade edilen mallar, düzeltme maliyetleri, garanti talepleri, müşteri kaybı gibi
maliyetleri kapsamaktadır [Tatikonda, 1996].
140
Klasik anlayışta yüksek kalite düzeyine ulaşmak, yüksek kalite maliyetlerine
katlanmak ile mümkün olabilmektedir. Bu anlayışa göre kalite maliyetlerinin her
zaman için ölçümlenemeyen kısımları olmaktadır. Bu nedenle %100 kalitenin elde
edilmesi ya da sıfır hata ile üretim yapılması olanaksız görülmektedir. Çağdaş
yaklaşıma göre ise, kalite ile ilgili her türlü sorunun kontrol edilebilir maliyetler
kapsamına alınabileceğinden yola çıkılarak, sıfır hata ile üretim yapılabileceği
öngörülmektedir.
141
BÖLÜM 3. GENEL ĐŞLETME PERFORMANSI
Bu bölümde, işletme performansı hakkında genel bilgiler verilecek, performans
boyutları açıklanacak ve bu çalışmada ortaya konacak genel işletme performansı
hakkında bilgiler verilecektir.
3.1. GĐRĐŞ
Đşletmelerin birincil amacı kar etmek olmasına rağmen; topluma hizmet, ülkeye
katma değer ve istihdam yaratma, faaliyetlerini sürdürme, uzun dönemde karlılık,
bulunduğu sektörde pazar payını artırma gibi görevleri bulunmaktadır. Uzun
dönemde varlıklarını sürdürebilmeleri, başarılı olabilmelerinde kaynakların etkin
kullanımı, etkin bir performans değerlendirme ve ölçme sisteminin bulunmasının
önemi büyüktür. Böyle bir sistem sürekli iyileştirilmenin gerçekleştirilmesinde etkili
olmaktadır.
Rekabetin ön plana çıktığı, sınırların ortadan kalktığı günümüzün değişen
Dünyasında bütün işletmeler ürün ve servis kalitesinde sürekli daha iyiyi arama ve
bulma çabası içinde olmaktadırlar.
Müşterilerin seçenek imkanları ve teknolojik beklentileri artmakta, hatalara karşı
hoşgörü giderek zayıflamaktadır. Müşterilerin ürün ve hizmetleri temin ederken;
topluma, çevreye saygılı müşteri için en iyisini yapmaya hazır, satış sonrasında da
rahat diyalog içinde olabileceği ve kendi çalışanını tatmin eden, güler yüzlü
işletmeleri tercih etmektedirler. Bu durum Toplam Kalite Yönetimi felsefesini
beraberinde getirmektedir.
142
Günümüzün iş Dünyasında gümrük duvarları ve korumacılığın kalkması sonucu
müşterilerin alternatifleri çoğalmakta ve uluslar arası kuruluşlar Dünya’nın her
yerinde rakip olarak birbirlerinin karşısına çıkmaktadır.
Toplam Kalite Yönetimi’ni zorunlu kılan bir diğer unsur da maliyettir. Memnun
olmayan müşteriler yüzünden kaybedilen satışlar, garanti giderleri, hataların
sonradan giderilmesi için ayrılan fonlar, verimsiz ve uzun süreçlerin getirdiği
gecikme ve maliyet artışları, işi bizzat yapanın önerilerinin dikkate alınmaması
çözüm olarak Toplam Kaliteyi gerektirmektedir.
Bu amaçla üst yönetimin kararlılığı ve taahhüdü ile müşterilerin ihtiyaçlarını
karşılarken sürekli iyileştirme mantığı kullanılarak, bütün çalışanların ilgi ve katılımı
ile iş süreçlerinde mükemmel bir performansı verecek bir sistematiğin kurulması ve
işlenmesi gerekmektedir [Benson, Saraph ve Schroeder, 1991: s.1107-1124].
Bu amaçla bu bölümde, işletme performansı kavramı ele alınıp, performans boyutları
ve göstergeleri incelenmiş, performans yönetimi ve sürekli iyileştirmede performans
değerlendirme ve ölçmenin önemine değinilmiştir.
3.2. PERFORMANSIN TANIMI
Performans işletmelerin başarısıdır. Başarının sürekli olarak değer yaratabilme
şeklinde gerçekleşmesidir. Başarıya hem doğru işin yapılması (strateji), hem de işin
doğru yapılması (TKY) ile ulaşılabilmektedir. [Agus ve Sagır, 2002: s.1018-1024].
Performans, işletme amaçlarının gerçekleştirilmesi için gösterilen tüm çabaların
değerlendirilmesidir [Akal, 2002]. Genel Đşletme Performansı, işletmeyi oluşturan
sistemin tüm bileşenlerinin etkileşimi ve ortak çabaları ile oluşan toplam sonuçların
algılanmasıdır.
143
Başarı, sürekli olarak “değer yaratabilmektir.” Başarı, hem “doğru işin yapılması”
(strateji), hem de “işin doğru yapılması” (Toplam Kalite Yönetimi) ile yakalanabilir.
3.3. TKY ÇERÇEVESĐNDE PERFORMANSIN BOYUTLARI
Đşletme performansı işletmenin mevcut durumunu, daha iyi olup olamayacağının ve
işletmenin nerede olması gerektiğinin belirlenmesinde her zaman yol gösterici
olmaktadır. Literatür incelendiğinde performans kavramının tek bir boyut altında
incelenmesinin işletme performansını yansıtmada yetersiz kaldığı görülmektedir
[Flynn ve Schroeder, 1995].
Performans analizi ile işletmede alınan kararların ve faaliyetlerin sonuçlarını
nedenleriyle birlikte görebilmek mümkün olmaktadır. Bu da işletmenin gelecekte
varmak istediği noktanın belirlenmesinde ve bu noktaya ulaşmada yapılması gereken
faaliyetler ve gerekli planların neler olacağı noktasında yönetime yol gösterici rol
oynayacaktır [Samson ve Terziovski, 1999: s.393-409].
Đşletme performansı dendiğinde genellikle finansal performans algılanmakta ve
finansal göstergeler öne çıkmaktadır. Ancak yoğun rekabetin yaşandığı ve Pazar
dinamiklerinin hızla değiştiği günümüz iş dünyasında finansal göstergelerin işletme
performansını yansıtmada yeterli olmamaktadır [Agus ve Sagır, 2002: s.1018-1024],
[Kim, Shim ve Kim, 2001: s.643-655]. Finansal performans göstergeleri yanında,
pazar odaklı göstergelerinde işletme performansının değerlendirilmesinde
kullanılması gerekliliği söz konusudur.
Bu çalışmada işletme performansı genelleştirilerek, Genel Đşletme Performansı (GĐP)
adı altında dört grupta toplanmıştır. Bunlardan birincisi kalite ile ilgili olarak çıktı
kalitesi düzeyi, yani ürün veya hizmet kalitesi, ikincisi ise işletmede çalışanların bu
işleri yapmaktan elde ettikleri memnuniyet, yani çalışanların tatmini; üçüncüsü,
müşterilerin bu işletme çıktılarından elde ettikleri memnuniyet düzeyi, yani müşteri
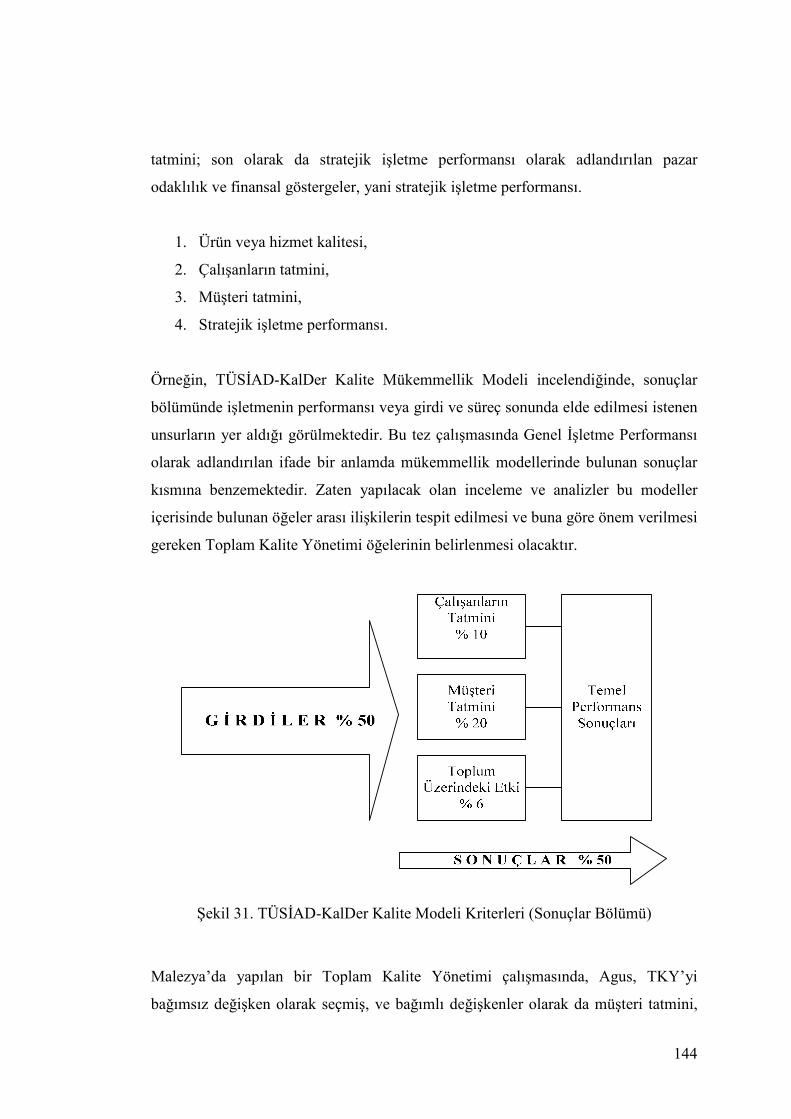
144
tatmini; son olarak da stratejik işletme performansı olarak adlandırılan pazar
odaklılık ve finansal göstergeler, yani stratejik işletme performansı.
1. Ürün veya hizmet kalitesi,
2. Çalışanların tatmini,
3. Müşteri tatmini,
4. Stratejik işletme performansı.
Örneğin, TÜSĐAD-KalDer Kalite Mükemmellik Modeli incelendiğinde, sonuçlar
bölümünde işletmenin performansı veya girdi ve süreç sonunda elde edilmesi istenen
unsurların yer aldığı görülmektedir. Bu tez çalışmasında Genel Đşletme Performansı
olarak adlandırılan ifade bir anlamda mükemmellik modellerinde bulunan sonuçlar
kısmına benzemektedir. Zaten yapılacak olan inceleme ve analizler bu modeller
içerisinde bulunan öğeler arası ilişkilerin tespit edilmesi ve buna göre önem verilmesi
gereken Toplam Kalite Yönetimi öğelerinin belirlenmesi olacaktır.
Şekil 31. TÜSĐAD-KalDer Kalite Modeli Kriterleri (Sonuçlar Bölümü)
Malezya’da yapılan bir Toplam Kalite Yönetimi çalışmasında, Agus, TKY’yi
bağımsız değişken olarak seçmiş, ve bağımlı değişkenler olarak da müşteri tatmini,
145
rekabet gücü ve işletme performansını belirleyerek bir model oluşturmuştur [Agus,
2001: s.561-573]. Yani Genel Đşletme Performansını bu üç bağımlı değişkenle
oluşturmuştur.
3.4. GENEL ĐŞLETME PERFORMANSI ÖĞELERĐ
3.4.1. ÜRÜN KALĐTESĐ
Ürün kalitesi de işletme performans göstergelerinden bir tanesidir. Ürün kalitesi,
özellikle üretim firmalarında global pazarda başarılı olmak için gerekli olan en
önemli faktörlerden biridir. Kalitenin yüksek olması rakiplere karşı en önemli
rekabet unsurunu kazandırmaktadır. Dikkat edilirse firmalar rekabet ederken
genellikle ürün veya hizmet kalitelerini reklam olarak ortaya koymaktadırlar. Ortaya
koydukları kalite düzeyi ile uzun dönemde firma imajını sağlamlaştırmaktadırlar
[Pfau, 1989].
3.4.2. ÇALIŞANLARIN TATMĐNĐ
Đşletmelerin, bir rekabet unsuru olan insan kaynağını en verimli şekilde
değerlendirebilmek amacıyla yaptığı çalışmalardan biri, çalışanlarının memnuniyet
düzeylerini belirleme ve iyileştirmedir. Bu çalışma doğrultusunda, çalışanlara bir
anket uygulaması düzenlenmektedir. Çalışan memnuniyeti araştırmaları ile
amaçlanan bazı konular şunlardır:
• Çalışanların motivasyon düzeylerini belirlemek,
• Đnsan Kaynakları uygulamalarının etkinliğini ölçmek,
• Çalışanların kurum kültürüne olan bağlılığını tespit etmek,
• Çalışanların çalışma koşulları, yönetim tarzı konularındaki görüşlerini elde
etmek,
146
• Gerek duyulan iyileştirme fırsatlarını belirlemek,
• Çalışanların değişime olan bakışlarını belirlemek,
• Daha önce yapılmış araştırma sonuçlarını karşılaştırmak,
Çalışan Memnuniyeti araştırmalarında, işletmenin istekleri doğrultusunda elde
edilmek istenen asıl amaçlar belirlendikten sonra araştırmanın kapsamı yani ankete
kimlerin katılacağı belirlenir. Bu belirleme; işe giriş tarihi, statü ya da lokasyon vs.
baz alınarak yapılabilir.
Ankete katılması beklenen toplam çalışan sayısı tespit edildikten sonra, bu
çalışanların anket uygulaması hakkında bilgilendirilmesi gerekmektedir. Bu amaçla,
işletme genelinde bir duyuru mektubu yayınlanabilir. Bu duyuru mektubunda anketin
amacı, uygulanacağı zaman ve uygulanacak yöntem ve sonuçların gizlilik içerisinde
değerlendirileceği açıkça belirtilmelidir. Böylelikle ankete katılacak tüm çalışanlar
anket hakkında bilgi sahibi olacaklardır.
Anket soru formları hazırlanırken, araştırmanın amaçlarına göre konu başlıkları
oluşturulmalıdır. Soru formu;
• Çalışma ortamı,
• Đşletme kültürü,
• Takım çalışması,
• Görev ve sorumluluklar,
• Đletişim,
• Ücrete ve diğer imkanlar,
• Đnsan Kaynakları sistemleri,
• Değişime uyum sağlama,
• Ödüllendirme ve takdir,
• Mesleki gelişim ve ilerleme,
• Bağlı olunan yönetici
147
gibi konu başlıklarını içeren sorulardan oluşmalıdır.
Đş ile ilgili memnuniyetin yanında, çalışanların genel memnuniyet düzeylerinin de
ölçülmesi yararlı olacaktır. Bu nedenle, ayrı bir bölümde, genel memnuniyet
düzeyini ölçen sorular da yer almalıdır. Yine, çalışanların anket uygulaması
hakkındaki görüşlerini almak amacıyla da ayrı bir bölüm oluşturulmalıdır. Son olarak
da çalışanların cinsiyeti, statüsü, çalışma yeri ve çalışma süresi gibi demografik
özelliklerinin yer aldığı sorular hazırlanmalıdır. Burada dikkat edilmesi gereken
nokta, bu demografik soruların çalışanlarının kimliklerini ortaya çıkarmayacak
şekilde hazırlanmasıdır.
Anket uygulaması, belirlenen zamanda ve belirlenen yöntemlerle tamamlandıktan
sonra elde edilen veriler, bilgisayara girilir, gerekli tablo ve grafikler çıkarılır ve
değerlendirilmesi yapılır.
Çalışanların tatmin olması, herhangi bir işletmenin anahtar performans
değerlendirme kriterlerinden biridir [Naumann ve Giel, 1995]. Çünkü işletmenin
fonksiyonlarının neredeyse tamamı çalışanlar tarafından yürütülmektedir.
Çalışanların işini yüksek moral ve yüksek tatmin duyguları ile gerçekleştirdiğinde
ortaya konacak çıktı kalitesi genellikle yüksek olmaktadır. Bu nedenledir ki, Toplam
Kalite Yönetimi’nde ve özellikle Deming Ödülü, Malcolm Baldrige Kalite Ödülü ve
Avrupa Temelli Kalite ödüllerinin tümünde çalışanların tatmini önemli bir unsur
olarak karşımıza çıkmaktadır.
3.4.3. MÜŞTERĐ TATMĐNĐ
Geçmişten günümüze kadar, Toplam Kalite Yönetimi anlayışının oluşumunun temel
alt yapısını oluşturan müşterinin memnun edilme olgusu genel işletme
performansının ve Toplam Kalite anlayışının en önemli göstergelerinden biridir.
148
Müşteri memnuniyeti, müşteri beklentilerinin karşılanması amacıyla ihtiyaçları
anlama, yönetme ve etki etmedir. Projeden beklenenlerin sağlanması ve son
kullanıcının ürün kullanımında problemler yaşamaması ana hedeftir.
Rekabetin gün geçtikçe artması nedeniyle, müşteri tatmininin önemi, önceki yıllara
göre her geçen artmaktadır. Artık işletmeler müşterisini tanımak ve onların
isteklerine göre üretimini yönlendirebilmek için sürekli olarak müşteri bilgileri
toplamaya ve onları değerlendirmeye başlamışlardır. Hatta çoğu işletmelerimiz her
yıl müşterilerinin ne oranda tatmin olduklarını belirleyebilmek için tüketici anketleri
yapmaktadır. Bu anlamda, işletmenin başarısı yani performansı müşterilerin tatmin
olup olmamasına da bağlıdır. Müşterilerin tatmin olması, herhangi bir işletmenin
anahtar performans değerlendirme kriterlerinden biri durumuna gelmiştir [Naumann
ve Giel, 1995]. Fornell v.d.’e göre müşteri tatmini, işletmelerin pazar tabanlı
performans ölçülerinden en önemlisi olmaya başlamıştır [Fornell, Johnson,
Anderson, Cha, Bryant, :1996: s.7-18.].
3.4.4. STRATEJĐK ĐŞLETME PERFORMANSI
Stratejik işletme performansı, çalışan bir işletmenin sonuçlarının ta kendisidir.
“Đşletmelerin amaçları nedir?” diye sorulduğunda hepimiz biliriz ki bu sorunun
yanıtlarından ilki “kar etmek, varlığını sürdürmektir”. Đşletmenin bu başarısı pazar
paylarının hesaplanmasında önemli rol oynamaktadır. Đşletmenin yaptığı satışlar
sayesinde elde ettiği gelir, buna bağlı olarak oluşan kar işletmenin finansal başarısını
göstermektedir. Hisse senedi piyasasında da üretimden satışlar ve net kar önem
kazanmaktadır. Bu nedenlerden dolayı işletme performansı dendiğinde, genellikle
finansal performans algılanmaktadır. Noumann ve Giel’e göre işletmenin stratejik
performansı, pazar payına, satışlardaki büyümeye, yıllık satışlara (satışlardan elde
edilen gelire), ihracat oranındaki artışa ve en önemlisi işletmenin karlılığındaki artışa
bağlıdır [Naumann ve Giel, 1995]. Lee’ye göre ise stratejik işletme performansı,
pazar payına, gelirdeki artışa ve işletmenin karındaki yükselişe bağlıdır [Lee, Kwak,
Han, 1995: s.343-357].
149
BÖLÜM 4. YAPISAL EŞĐTLĐK MODELĐ
4.1. GĐRĐŞ
Çalışmamızın sosyal bilimcilere de kaynak oluşturması açısından yararlı olacağını
umduğumuz bu bölümde, tez çalışmasındaki hipotezler doğrultusunda ortaya konan
modellerin analiz edilmesinde kullanılacak olan matematik ve istatistik teknikler
(faktör, rota ve regresyon analizleri) hakkında teorik bilgiler verilmekte, özellikle
ülkemizde henüz uygulaması yeni olan Yapısal Eşitlik Modeli – YEM” ( Structural
Equation Modeling – SEM ) bir örnek üzerinde tanıtılmaktadır.
Kaynaklarda Yapısal Eşitlik Modeli birkaç farklı isimle görülebilmektedir.
1. Yapısal Eşitlik Modeli (Structural Equation Modeling) [Anderson, Gerbing,
1988: s.411-423],
2. Gizli Değişken Analizi (Latent Variable Analysis) [Loehlin, 1992],
3. Doğrulayıcı Faktör Analizi (DFA) (Confirmatory Factor Analysis)(CFA),
4. Kovaryans Yapı Analizi (Covariance Structure Analysis) gibi terimler daha
sıklıkla görülmeye başlanmıştır [Long, 1983].
5. LISREL∗ [Jöreskog, 1973]
Yapısal Eşitlik Modelleri (YEM), özellikle kuramsal bir temeli olan, nedensel
ilişkilerden oluşan modellerin test edilmesinde yaygın olarak kullanılmaktadır.
(YEM) ve Doğrulayıcı Faktör Analizi (DFA), LISREL dışında başta EQS, MPLUS,
PROC CALIS ve AMOS olmak üzere çok sayıda istatistik programıyla da
yapılabilmektedir.
∗ Çoğunluğun “LISREL” analizi olarak ifade ettiği bu analiz (LISREL, aslında bir istatistik tekniği değil, ticari bir istatistik paket programının adı, “LInear Structural RELations”’ın kısaltmasıdır, http://www.lisrel.com
150
4.2. YAPISAL EŞĐTLĐK MODELĐ GELĐŞĐM SÜRECĐ
Geçen yüzyıl boyunca, sosyal bilimciler ele aldıkları değişkenleri çok sayıda sayısal
ve istatistik tekniği kullanarak, oldukça karmaşık hesaplamalar yaparak incelemeye
çalışmışlardır. Ancak son 20 yılda, çok değişkenli veriler, güçlü bilgisayar
programlarıyla, daha az sayıda hesaplama yapılarak, daha basit tekniklerle ve sosyal
bilimcilerin asıl ilgilendikleri “herhangi bir olgunun kökeninde yatan süreçleri”
anlamaya yönelik istatistikler kullanarak analiz etmeye başlamışlardır.
Yaklaşık 30 yıl önce başta Jöreskog [Jöreskog, 1973] olmak üzere bir çok araştırmacı
tarafından sosyal bilim alanına uyarlanan Gizli Değişken analizi (GDA) (Latent
Variable Anlysis), çok sayıda gözlenen ya da ölçülen değişken tarafından temsil
edilen “gizli” yapıları içeren, çok değişkenli istatistik analizlerini tanımlamak için
kullanılmıştır. Yapısal Eşitlik Modeli (YEM) ve Doğrulayıcı Faktör Analizi (DFA),
bu tür analizlerin özel uygulama alanlarına karşılık gelir. Gizli Değişken Analizinin,
en eski ve en yaygın uygulama alanı, faktör analizleridir (Factor Analysis - FA).
Ancak, model test etme geleneği daha çok değişkenler arasında öngörülen nedensel
ve yönlü ilişkilerin incelendiği ve “Rota Analizi (Path Analysis)” olarak bilinen
regresyon kökenli analizlere kadar uzanır. Rota analizi, modelde öngörülen tüm
ilişkileri temsil edecek sayıda regresyon eşitliğini hesaplamaya dayanan geleneksel
model test etme yaklaşımı, gelişmiş bilgisayar programlarıyla yapılan YEM
analizlerinin öncüsü kabul edilir. Bu anlamda YEM, regresyon modelindeki
değişkenler arasındaki nedensel yapısal ilişkiyle, faktör analizindeki gizli faktör
yapılarını kapsamlı tek bir analizde birleştirmektedir. Diğer bir deyişle “LISREL”
YEM, ortaya konan ilişkisel modellerin, faktör analizi ve regresyonun bir arada
kullanılarak test edilebilmesini kolaylaştıran bir metodlar dizisidir. Çok değişkenli
istatistik analizleri için geçerli olan temel varsayımlar bu teknikler için de geçerlidir.

151
4.3. GENEL ĐSTATĐSTĐK BĐLGĐLER
Eğer x herhangi bir rasgele değişken ve dağılımı kesikli ise, beklenen değer ve
toplam olasılık
∑ ⋅=x
)x(px)x(E
0.1)x(px
∑ =
olur. Eğer x, reel sayılar kümesinde sürekli bir fonksiyonsa, bu durumda beklenen
değer;
∫∞
∞−
⋅⋅= dx)x(fx)x(E
olur. Burada
0.1dx)x(f =⋅∫∞
∞−
dır. a bir sabit reel sayı ise;
a)a(E =
a bir sabit reel sayı, X bir rasgele değişken ise;
)X(Ea)aX(E ⋅=
∑=x
)ax(axp)aX(E
∑ ∑ ⋅===x x
)X(Ea)x(pa)x(axp)aX(E

152
a)X(E)aX(E +=+
∑ ∑ ∑ +++=++=+x x x
)ax(pa)ax(xp)ax(p)ax()aX(E
)X(p)aX(p =+
∑ +=+=+x
a)X(E)x(pa)X(E)aX(E
X, Y ve Z rasgele değişken, a ve b sabit sayılar olmak üzere;
Ortalama:
)X(Ortalamaba)Xba(Ortalama
)X(Ortalamab)Xb(Ortalama
)X(Ortalamaa)Xa(Ortalama
⋅+=⋅+⋅=⋅+=+
Varyans:
)Y,X(Covba2)Y(Varb)X(Vara)YbXa(Var
)Y,X(Cov2)Y(Var)X(Var)YX(Var
)Y,X(Cov2)Y(Var)X(Var)YX(Var
)X(Vara)Xa(Var
)X(Var)Xa(Var
22
2
⋅⋅+⋅+⋅=⋅+⋅
⋅−+=−⋅++=+
⋅=⋅
=+
X ve Y bağımsız değişkenler ise, varyans:
)Y(Var)X(Var)YX(Var
)Y(Var)X(Var)YX(Var
+=−+=+
Kovaryans:
153
)Z,x(Cov)Y,X(Cov)ZY,X(Cov
)Y,X(Covba)bY,aX(Cov
0)X,a(Cov
+=+⋅⋅=
=
Basit doğrusal regresyon denklemi,
eXbaY +⋅+=
olduğuna göre,
)X(Varb)X,Y(Cov
)X,E(Cov)X,Xb(Cov)X,a(Cov)X,eXba(Cov)X,Y(Cov
)e(Vara)eXba(Var)Y(Var
)X(Ortalamaa)Y(Ortalama2
⋅=+⋅+=+⋅+=
⋅=+⋅+=
+=
olacaktır [Dunn, Everitt ve Pickles, 1993: s.10-13].
4.4. FAKTÖR ANALĐZĐ
Đlk olarak 20. yüzyılın başlarında Spearman tarafından geliştirilen faktör analizinin
yaygın kullanımı, bilgisayar teknolojisinin 1970’li yıllardan sonra hızla gelişmesi ile
mümkün olabilmiştir [Kline, 1994].
Faktör Analizi (FA-Factor Analysis), başta sosyal bilimler olmak üzere pek çok
alanda sıkça kullanılan çok değişkenli istatistiksel analiz tekniklerinden biridir.
Analizin temel amacı birbiri ile ilişkili çok sayıda değişkenin bir araya getirilerek,
birbiri ile ilişkisiz daha az sayıda yeni ortak değişken (faktör, boyut) elde etmeyi,
keşfetmeyi amaçlayan çok değişkenli bir istatistik tekniktir. Faktör Analizi, temel
bileşenler analizi gibi bir boyut indirgeme ve bağımlılık yapısını yok etme
yöntemidir [Tatlıdil, 1996].
154
Daniel’e (1988) göre faktör analizi, bir grup değişkenin kovaryans yapısını
incelemek ve bu değişkenler arasındaki ilişkileri faktör olarak isimlendirilen çok az
sayıdaki gözlenemeyen gizli değişkenler bakımından açıklamayı sağlamak üzere
düzenlenmiş bir tekniktir [Stapleton, 1997]. Rennie’ye (1997) ise FA, maksimum
varyansı açıklayan az sayıda açıklayıcı faktöre (kavrama) ulaşmayı amaçlayan ve
gözlenen değişkenler arasındaki ilişkileri temel alan bir hesaplama mantığına sahip
analitik bir teknik olarak tanımlanmaktadır.
Faktör analizinin iki temel amacı bulunmaktadır:
1. Değişken sayısını azaltmak,
2. Değişkenler arası ilişkilerden yararlanarak bazı yeni yapılar ortaya
çıkarmaktır.
Bu son amaç değişkenleri sınıflayarak tek bir faktör adı altında birleştirmek ve yeni
açıklayıcı ortak faktör yapıları oluşturmaktır [Özdamar, 1999: s.233]
Faktör analizinin amacı dikkate alındığında açıklayıcı (keşfedici - exploratory) ve
doğrulayıcı (teyit edici - confirmatory) olmak üzere iki kısma ayrılmaktadır.
Açıklayıcı faktör analizinde, değişkenler arası ilişkilerden hareketle faktör bulmaya,
teori üretmeye yönelik bir işlem, doğrulayıcı faktör analizinde ise, değişkenler
arasındaki ilişkiye dair daha önce saptanan hipotezlerin test edilmesi söz konusudur
[Tabachnick ve Fidell, 2001].
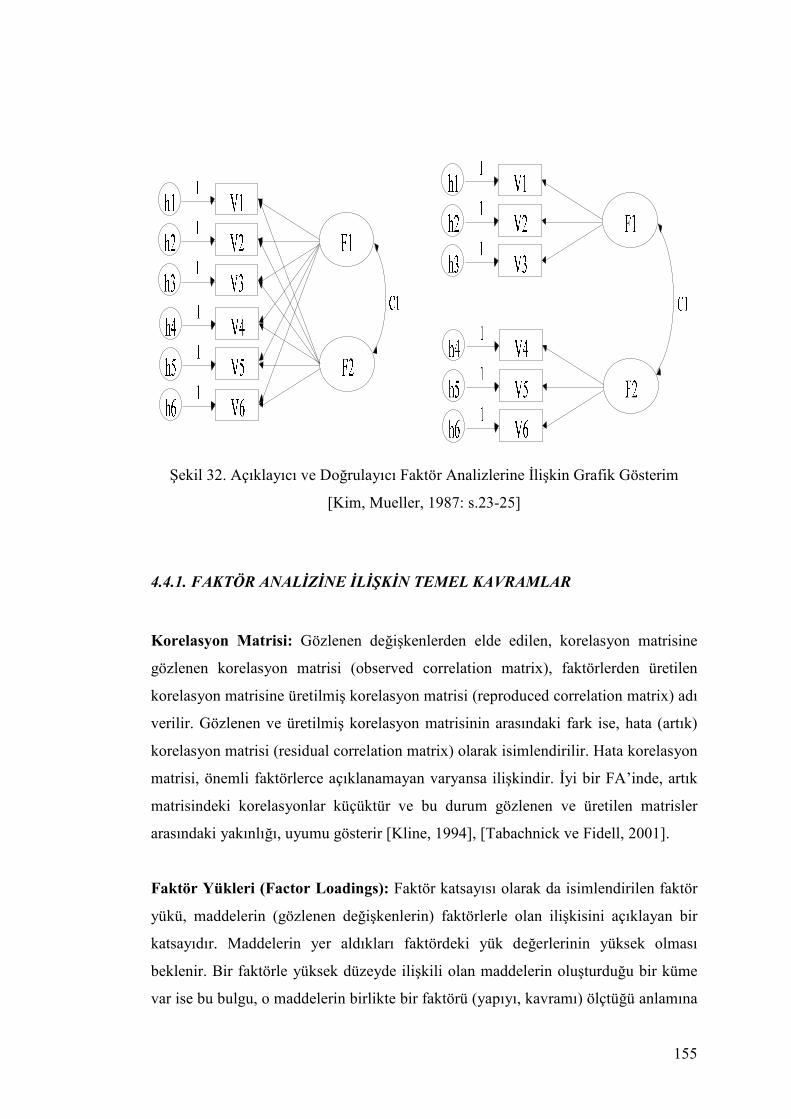
155
Şekil 32. Açıklayıcı ve Doğrulayıcı Faktör Analizlerine Đlişkin Grafik Gösterim
[Kim, Mueller, 1987: s.23-25]
4.4.1. FAKTÖR ANALĐZĐNE ĐLĐŞKĐN TEMEL KAVRAMLAR
Korelasyon Matrisi: Gözlenen değişkenlerden elde edilen, korelasyon matrisine
gözlenen korelasyon matrisi (observed correlation matrix), faktörlerden üretilen
korelasyon matrisine üretilmiş korelasyon matrisi (reproduced correlation matrix) adı
verilir. Gözlenen ve üretilmiş korelasyon matrisinin arasındaki fark ise, hata (artık)
korelasyon matrisi (residual correlation matrix) olarak isimlendirilir. Hata korelasyon
matrisi, önemli faktörlerce açıklanamayan varyansa ilişkindir. Đyi bir FA’inde, artık
matrisindeki korelasyonlar küçüktür ve bu durum gözlenen ve üretilen matrisler
arasındaki yakınlığı, uyumu gösterir [Kline, 1994], [Tabachnick ve Fidell, 2001].
Faktör Yükleri (Factor Loadings): Faktör katsayısı olarak da isimlendirilen faktör
yükü, maddelerin (gözlenen değişkenlerin) faktörlerle olan ilişkisini açıklayan bir
katsayıdır. Maddelerin yer aldıkları faktördeki yük değerlerinin yüksek olması
beklenir. Bir faktörle yüksek düzeyde ilişkili olan maddelerin oluşturduğu bir küme
var ise bu bulgu, o maddelerin birlikte bir faktörü (yapıyı, kavramı) ölçtüğü anlamına
156
gelir. Bir değişkenin 0.3’lük faktör yükü, faktör tarafından açıklanan varyansın %9
olduğunu gösterir. Đşaretine bakılmaksızın 0.6 ve üstü yük değeri yüksek, 0.3-0.59
arası yük değeri orta düzeyde büyüklükler anlamına gelir ve bu değerle değişken
çıkartmada önem taşır.
Özdeğer (Eigenvalue): Özdeğer, her bir faktörün faktör yüklerinin karelerinin
toplamı olup, her bir faktör tarafından açıklanan varyans oranının hesaplanmasında
ve önemli faktör sayısına karar vermede kullanılan bir katsayıdır. Özdeğer
yükseldikçe, açıklanan varyans oranı da yükselir [Tatlıdil, 1992].
Faktörleştirme (Factoring): Faktörleştirmede kullanılan bir çok teknik vardır. Bu
teknikler klasik faktör türetme teknikleri ve temel bileşenler analizi olarak ikiye
ayrılır. Temel eksenler (principal axis), maksimum olasılık (Maksimum Likelihood)
ve çoklu gruplandırma (multiple grouping) klasik faktör türetme yöntemlerinden
bazılarıdır [Hair, Anderson, Tatham, Black, 1998: s.365-389].
4.5. TEMEL BĐLEŞENLER ANALĐZĐ
Sosyal bilimlerde araştırmacı çoğu zaman çok sayıda değişken ile çalışmak
durumundadır. Ve bir çok durumda da bu değişkenler birbirleri ile ilişki
içerisindedir. Tanım kümesi içerisindeki bu karmaşıklığı gidermek ve kimi
özellikleri ön plana çıkarmak araştırmacının hedeflerinden biri olmaktadır. Bu
noktada asal bileşenler analizi n sayıda değişkeni, bu değişkenlerden türetilen, tanım
kümesindeki değişkenliğin büyük bir kısmını açıklayacak biçimde k adet bağımsız
(k<n) değişkene dönüştürmektir. Özellikle çok değişkenli regresyonda büyük bir
problem olarak karşımıza çıkan çoklu doğrusal bağlantı asal bileşenler analizi ile
giderilebilmekte, aynı zamanda başka istatistik teknikler için de bir veri hazırlama
aracı olarak kullanılabilmektedir.
Çok sayıda gözlem değeri (örneğin m) n adet özellik açısından incelendiğinde
karşımıza nxm boyutlu bir veri matrisi çıkmaktadır. Bu veri matrisini n boyutlu
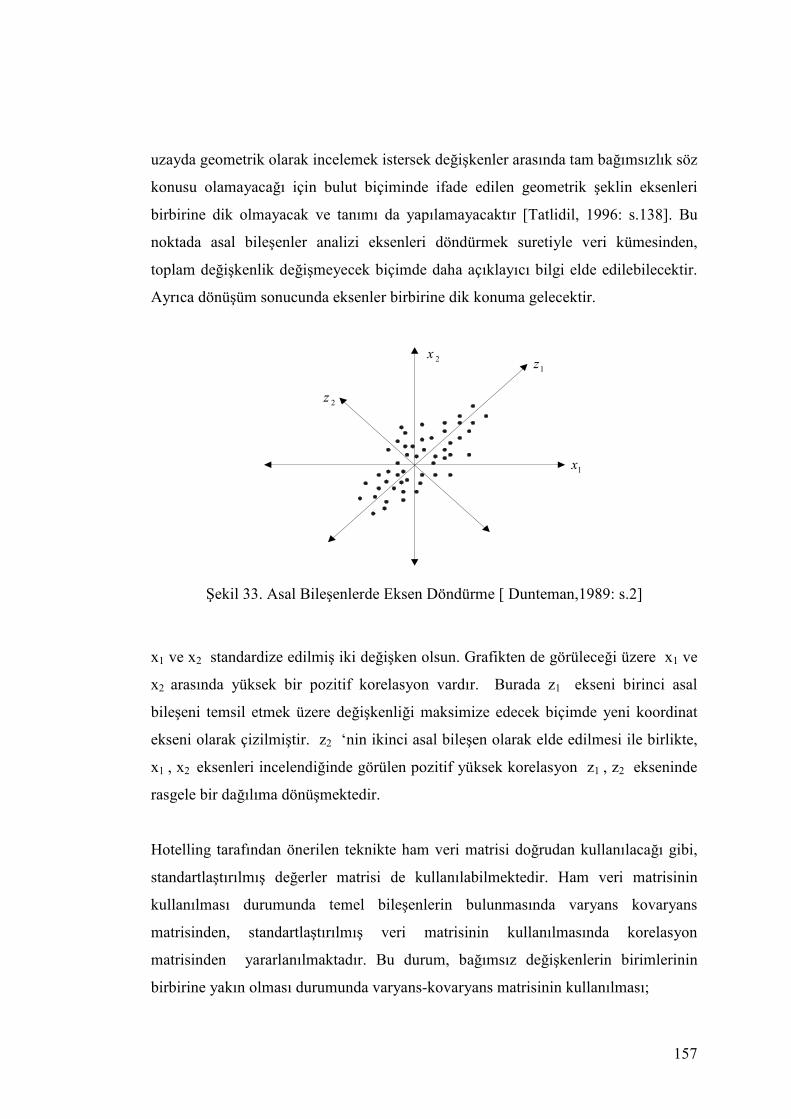
157
uzayda geometrik olarak incelemek istersek değişkenler arasında tam bağımsızlık söz
konusu olamayacağı için bulut biçiminde ifade edilen geometrik şeklin eksenleri
birbirine dik olmayacak ve tanımı da yapılamayacaktır [Tatlidil, 1996: s.138]. Bu
noktada asal bileşenler analizi eksenleri döndürmek suretiyle veri kümesinden,
toplam değişkenlik değişmeyecek biçimde daha açıklayıcı bilgi elde edilebilecektir.
Ayrıca dönüşüm sonucunda eksenler birbirine dik konuma gelecektir.
2x
1x
1z
2z
Şekil 33. Asal Bileşenlerde Eksen Döndürme [ Dunteman,1989: s.2]
x1 ve x2 standardize edilmiş iki değişken olsun. Grafikten de görüleceği üzere x1 ve
x2 arasında yüksek bir pozitif korelasyon vardır. Burada z1 ekseni birinci asal
bileşeni temsil etmek üzere değişkenliği maksimize edecek biçimde yeni koordinat
ekseni olarak çizilmiştir. z2 ‘nin ikinci asal bileşen olarak elde edilmesi ile birlikte,
x1 , x2 eksenleri incelendiğinde görülen pozitif yüksek korelasyon z1 , z2 ekseninde
rasgele bir dağılıma dönüşmektedir.
Hotelling tarafından önerilen teknikte ham veri matrisi doğrudan kullanılacağı gibi,
standartlaştırılmış değerler matrisi de kullanılabilmektedir. Ham veri matrisinin
kullanılması durumunda temel bileşenlerin bulunmasında varyans kovaryans
matrisinden, standartlaştırılmış veri matrisinin kullanılmasında korelasyon
matrisinden yararlanılmaktadır. Bu durum, bağımsız değişkenlerin birimlerinin
birbirine yakın olması durumunda varyans-kovaryans matrisinin kullanılması;

158
değişkenlerin birimlerinin farklı olması halinde standart hale dönüştürülerek
korelasyon matrisinin kullanılması biçiminde açıklanabilir.
Çok farklı notasyonlar kullanılabilmekle birlikte esas hedef y bağımlısını
açıklamakta kullanılan x1, x2, ... ,xn bağımsız değişkenleri arasında çoklu doğrusal
bağlantı varolması durumunda doğrusal dönüşüm aracılığıyla birbirleri ile ilişkisi
olmayan z1, z2, ... ,zn asal bileşenlerinin elde edilmesidir. Veri matrisi birbirinden
farklı ölçüde değişkenler içerdiğinden standart veri matrisinin kullanılması daha
mantıklıdır. Standartlaştırma aşağıda verilen biçimde gerçekleştirilir.
σµ−
=x
z
Bu durumda analizde korelasyon matrisi kullanılabilir. Amaç normalizasyon kısıtı
altında varyansı maksimize etmektir. Örneğin bu koşulu bir numaralı öz vektörün
sağladığını varsayalım.
0)IC(
02C2
)1(C
11
11
1
1
1T
11T
11
=αλ−
=λ−α=α∂θ∂
−ααλ−αα=θ
sonucu elde edilecektir. Bu bağıntıda λ1 değeri C korelasyon matrisinin özdeğeri;
α1 vektörü ise λ1 özdeğerine karşılık gelen öz vektör olarak adlandırılır.
Dikkat edilecek olursa özdeğer ve özvektörlerin elde edilmesi başlığı altında
anlatıldığı üzere benzer işlemler uygulanmaktadır. x1, x2, ... ,xn bağımsız
değişkenlerinin birbirleri ile karşılıklı ilişkilerinin oluşturduğu C korelasyon matrisi
αTα=1 normalizasyon koşulu göz önünde bulundurularak varyans maksimize
edilecek biçimde zi = αiTx biçiminde ifade edilen asal bileşenler elde edilir.
Burada αi ‘ler C ile temsil edilen korelasyon matrisinin özvektörleridir.

159
0IC =λ−
polinomunun kökleri λ1, λ2,..., λn özdeğerlerini verecektir.
1... 2n
22
21
T =α++α+α=αα
normalizasyon şartının sağlanması ile her bir λi özdeğerine karşılık gelen αi
özvektörü elde edilir. Burada elde edilecek zi vektörleri aynı zamanda asal
bileşenlerimizi de oluşturacaktır.
n,...2,1i;xz Tii =α=
ifadesinin hesaplanması ile birlikte z asal bileşenler elde edilecektir. z asal
bileşenlerinin varyansları var(z) ile gösterilmekle birlikte ilgili özdeğere eşittir ve
aşağıdaki biçimde elde edilir.
n,...2,1i;x)zvar( iiT
ii =λ=αα=
Đşleme devam edildiği sürece n adet asal bileşen elde edilebilir. Ancak burada amaç,
daha az sayıda değişken ile orijinal veri kümesindeki değişkenliği açıklamak
olduğundan toplam değişkenlik k adet asal bileşen ile tatmin edici miktarda
açıklandığında işleme son verilebilecektir. [Kline,1994]
Toplam Değişkenlikte i. Asal Bileşen
∑=
λ
λ= n
1ii
i Tarafından Açıklanabilen Kısım

160
Bazı kaynaklarda önemli bileşen sayısının elde edilmesinde λi > 1 ve
3
2p
m
1i
i ≥λ∑=
(m önemli özdeğer sayısı) koşulları gösterilmektedir [Tatlıdil,
1996: s.141].
Ancak bunun yanında kimi kaynaklarda asal bileşenler ifadesi yerine asıl temel
bileşenler ifadesi kullanılmakta ve değişkenlik açıklama yüzdesi asıl temel
bileşenler üzerinden açıklanmaktadır. Asıl temel bileşenler αi yerine αλ i’nin
kullanılması ile elde edilmektedir. Bu durumda asıl temel bileşenler,
n,...2,1i;z iii =αλ=
olarak elde edilecektir. x1, x2, ... ,xn bağımsız değişkenlerinin z1, z2, ... ,zn asal
bileşenleri ile açıklanabilir hale gelmesi ile birlikte,
nnn2n21n1n
n3n2231133
n2n2221122
n1n2211111
x...xxz
x...xxz
x...xxz
x...xxz
α++α+α=
α++α+α=α++α+α=
α++α+α=
LLLLLLL
asal bileşenleri elde edilir. Dikkat edilecek olursa her bir satır α özvektörlerinden
oluşan dönüşüm matrisinin ilgili satırının transpozesidir. Aynı zamanda
normalizasyon kısıtının sağlandığı,
1... 21n
221
211 =α++α+α
olması ile kontrol edilebilir. Burada dikkat edilecek bir diğer nokta toplam varyans
değişmemek üzere birinci asal bileşenin değişkenliğin en büyük miktarını açıkladığı
161
ve ikinci asal bileşenin toplam değişkenlik içerisinde en büyük ikinci miktarı
açıkladığıdır. Bu durum aşağıdaki biçimde ifade edilebilir.
)zvar(...)zvar()zvar(
)xvar(...)xvar()xvar()zvar(...)zvar()zvar(
n21
n21n21
>>>+++=+++
Böylelikle birbirleri ile yüksek ilişkiye sahip olan x değişkenleri yerine aralarındaki
ilişki düşük olmasına rağmen aynı miktarda değişkenliği açıklayabilen z asal
bileşenleri elde edilmiş olur. Asal bileşenler analizinin özellikleri ve sağladığı
faydalar aşağıdaki biçimde özetlenebilir [Tatlıdil, 1996:s.144] [Morrison, 1997: 267-
278]
4.5.1. ROTA DĐYAGRAMI
Yapısal eşitlikler sistemi kurulmuş bir modelde, değişkenler arasındaki ilişkilerin
görsel şekilde sunulmasını sağlayan grafik gösterime rota diyagramı (path diagram)
denir. Modelde bulunan değişkenler iki farklı grupta toplanırlar. Birinci tip
değişkenler; gizli değişkenler dediğimiz doğrudan ölçülemeyen veya gözlenemeyen
değişkenlerdir (latent variable - gizli değişken (faktör)). Bu değişkenler, modelin rota
diyagramı çizilirken daire veya elipsle temsil edilirler. Đkinci tip değişkenler ise açık
(belirleyici – indikatör) değişkenlerdir (manifest variable). Bu değişkenler, gizli
değişkenlerin birinci faktör olarak belirlenmesine yardımcı olan veya gizli
değişkenlerin ölçeklenmesine katkıda bulunan gözlenebilir değişkenlerdir. Bu
değişkenler rota diyagramında dikdörtgenlerle temsil edilir.
• Dış değişken, bağımsız değişken, (exogenous variable, independent variable)
• Đç değişken, bağımlı değişken, (endogenous variable, dependent variable)
Đki değişken arasındaki korelasyon bu iki değişken arasındaki ilişki hakkında tatmin
edici bilgiler vermez. Bu iki değişken arasındaki korelasyon aşağıdaki durumların
birinden kaynaklanır;
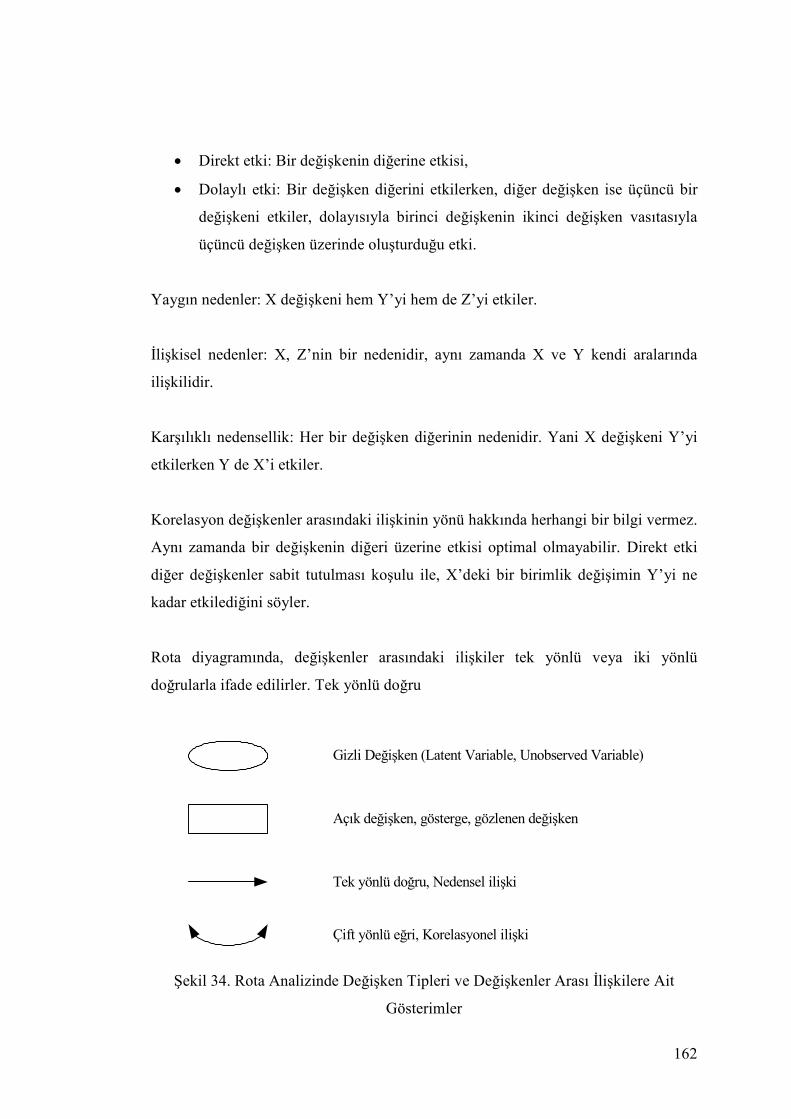
162
• Direkt etki: Bir değişkenin diğerine etkisi,
• Dolaylı etki: Bir değişken diğerini etkilerken, diğer değişken ise üçüncü bir
değişkeni etkiler, dolayısıyla birinci değişkenin ikinci değişken vasıtasıyla
üçüncü değişken üzerinde oluşturduğu etki.
Yaygın nedenler: X değişkeni hem Y’yi hem de Z’yi etkiler.
Đlişkisel nedenler: X, Z’nin bir nedenidir, aynı zamanda X ve Y kendi aralarında
ilişkilidir.
Karşılıklı nedensellik: Her bir değişken diğerinin nedenidir. Yani X değişkeni Y’yi
etkilerken Y de X’i etkiler.
Korelasyon değişkenler arasındaki ilişkinin yönü hakkında herhangi bir bilgi vermez.
Aynı zamanda bir değişkenin diğeri üzerine etkisi optimal olmayabilir. Direkt etki
diğer değişkenler sabit tutulması koşulu ile, X’deki bir birimlik değişimin Y’yi ne
kadar etkilediğini söyler.
Rota diyagramında, değişkenler arasındaki ilişkiler tek yönlü veya iki yönlü
doğrularla ifade edilirler. Tek yönlü doğru
Gizli Değişken (Latent Variable, Unobserved Variable)
Açık değişken, gösterge, gözlenen değişken
Tek yönlü doğru, Nedensel ilişki
Çift yönlü eğri, Korelasyonel ilişki
Şekil 34. Rota Analizinde Değişken Tipleri ve Değişkenler Arası Đlişkilere Ait
Gösterimler

163
4.5.2. YAPISAL EŞĐTLĐK MODELĐ (YEM)
Yapısal Eşitlik Modeli (YEM) (Structural Equation Modeling-SEM), açık (gözlenen,
ölçülen) ve gizli (gözlenemeyen, ölçülemeyen) değişkenler arasındaki nedensel
(causal) (tek yönlü okla gösterilir) ve korelasyonel ilişkilerin (çift yönlü okla
gösterilir) bir arada bulunduğu modellerin test edilmesi için kullanılan kapsamlı bir
istatistik yaklaşımdır [Hoyle, 1995: s.158-177].
YEM, bir konu ile ilgili yapısal teorinin çok değişkenli analizine hipotez testi
yaklaşımı getiren istatistik metodlar dizisidir. Bu yapısal teori, birçok değişken
üzerinde gözlemlenen nedensel süreçleri (causal process) gösterir [Bentler, 1988].
Çalışmadaki nedensel süreçler bir takım yapısal eşitlikler (regresyon denklemleri)
yardımıyla gösterilir. Bu yapısal ilişkiler teorinin daha açık halde
kavramsallaştırılması için resimlerle modellenebilir.
Yapısal Eşitlik Modeli (YEM); çok değişkenli analizlere hipotez testi yaklaşımı
yapan istatistik metodolojisidir. (Byrne, 1994). YEM; regresyon, faktör analizi ve
varyans (kovaryans) analizi gibi çok değişkenli analiz yöntemlerini etkin olarak
içerisinde barındıran bir modelleme zinciridir.
Yapısal Eşitlik Modelinin Aşamaları:
1. Đlk olarak bir teorik model geliştirmek
2. Geliştirilen model için nedensel ilişkileri gösteren rota diyagramını çizmek
3. Çizilen rota diyagramına ait yapısal ve ölçüm modellerine çevirmek
4. Önerilen modeli tahmin etmek
5. Yapısal Modelin ne olduğunu değerlendirmek
6. Modeli değerlendirmek
7. Yeni modeli tahmin etmek
8. Yapısal modelin uygunluk ölçülerini hesaplamak
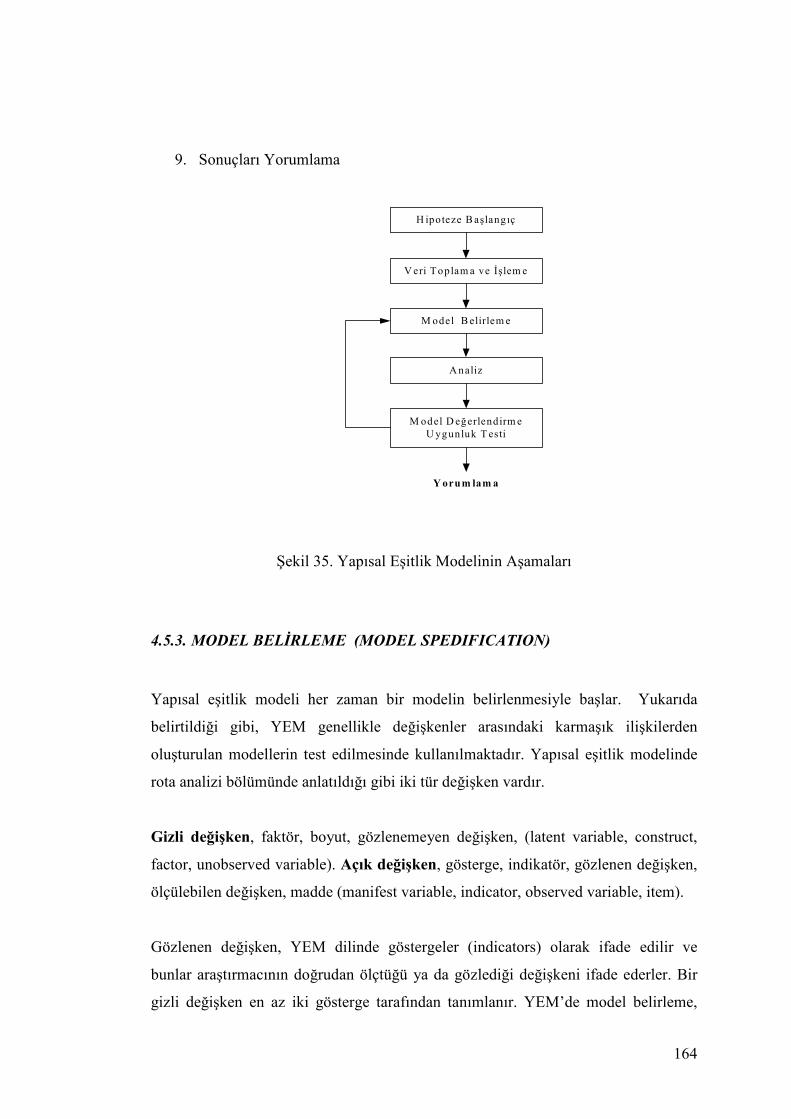
164
9. Sonuçları Yorumlama
H ipoteze B aşlangıç
V eri T oplam a ve Đşlem e
M odel B elirlem e
A naliz
M odel D eğerlendirm eU ygunluk T esti
Y orum lam a
Şekil 35. Yapısal Eşitlik Modelinin Aşamaları
4.5.3. MODEL BELĐRLEME (MODEL SPEDIFICATION)
Yapısal eşitlik modeli her zaman bir modelin belirlenmesiyle başlar. Yukarıda
belirtildiği gibi, YEM genellikle değişkenler arasındaki karmaşık ilişkilerden
oluşturulan modellerin test edilmesinde kullanılmaktadır. Yapısal eşitlik modelinde
rota analizi bölümünde anlatıldığı gibi iki tür değişken vardır.
Gizli değişken, faktör, boyut, gözlenemeyen değişken, (latent variable, construct,
factor, unobserved variable). Açık değişken, gösterge, indikatör, gözlenen değişken,
ölçülebilen değişken, madde (manifest variable, indicator, observed variable, item).
Gözlenen değişken, YEM dilinde göstergeler (indicators) olarak ifade edilir ve
bunlar araştırmacının doğrudan ölçtüğü ya da gözlediği değişkeni ifade ederler. Bir
gizli değişken en az iki gösterge tarafından tanımlanır. YEM’de model belirleme,
165
gizli değişkenler arasındaki ya da bir gizli değişkenin göstergesi olmayan gözlenen
değişkenlerle gizli değişkenler arasındaki ilişki ya da ilişkilerin açıklanması anlamına
gelir. Geleneksel YEM yaklaşımında modelde yer alan değişkenler arasındaki bütün
ilişkilerin doğrusal olduğu varsayılır. Bir modelde değişkenler arasında iki tür
doğrusal ilişki olabilir. Bunlar nedensel (causal) ilişkilerdir. Tek yönlü oklarla
gösterilen, bir değişkenin diğer değişken üzerindeki etkisini ifade eder (bu
regresyonel ilişki). Bu etki doğrudan ya da başka değişken(ler) aracılığıyla dolaylı
bir etki olabilir.
Đki yönlü oklarla gösterilen, nedensel olmayan yönsüz ilişkidir. Gizli değişkenler
arasısındaki korelasyonlara karşılık gelir ve bu durumda bir etkiden bahsedilemez
(korelasyonel ilişki). YEM’de egzojen değişkenler arasında, nedensel olmayan bu
türden bir ilişki olduğu varsayılır. Bir modelde yönü belirlenmiş olan ve olmayan
bütün ilişkilerin sayısal bir değeri vardır.
Model kurma aşamasında, bağımsız değişkenler arasında yönü olmayan (korelasyon)
ilişki, bağımlı değişkenler arasında doğrudan veya dolaylı olarak yönü belirli bir
ilişki önerilmektedir. YEM’de ara değişkenler, bağımsız değişkenler temel
alındığında bağımlı değişken, bağımlı değişkenler temel alındığında ise bağımsız
değişken olarak tanımlanır. Bir anlamda YEM’de model kurma, modeldeki
değişkenler arasındaki ilişkilere ilişkin bütün parametrelerin ayrıntılı olarak
açıklanması anlamında gelir. Bu parametreler kabaca sabit (fixed) ve serbest (free)
parametreler olarak ikiye ayrılırlar. Sabit parametre veriden hesaplanmaz ve bu
parametrenin sayısal değeri genellikle sıfıra eşitlenir. Bazı durumlarda parametrelere
sıfır dışında belirli değerler de atanabilir. Model belirleme sürecinde bütün bu
değerlerin açıklanması gerekir [MacCallum, 1995]. Serbest parametre ise veriden
hesaplanan ve değerinin “sıfır” olmadığına inandığı parametredir. Modelde tek ve
çift yönlü oklarla gösterilen bütün ilişkiler serbest parametreleri gösterir. Sabit ve
serbest parametreler, YEM’in iki temel unsuru olan “ölçüm modeli” ve “yapısal
modeli” belirlemek için de kullanılır. Ölçüm modeli gizli değişkenlerin tanımlandığı
ve bütün değişkenler arsındaki yönü tanımlanmamış ilişkilerin (korelasyonların)
hesaplandığı modeldir ve bu modelde bütün parametreler serbest bırakılmıştır. Đyi bir
166
YEM analizinin ölçüm modeliyle başlaması gerekir [Anderson, Gerbing, 1988:
s.411-423]. Yapısal model ise gizli değişkenler ve bir gizli değişkenin göstergesi
olamayan değişkenler arsındaki ilişkilerin yönünün betimlendiği ve bazı
parametrelerin sabitlendiği modeldir.
Modelinin Şekil Gösterimi: Rota analizi bölümünde kısaca anlatıldığı gibi, YEM
modelinin betimlenmesinde gizli değişkenler arasındaki ilişkilere ait parametrelerin
yanı sıra modelde yer alan bütün gösterge değişkenlerin ve hata varyanslarının
belirlenmesi gerekir. Geleneksel olarak YEM’de gizli değişkenler elipslerle ya da
köşeleri ovalleştirilmiş dikdörtgenlerle gösterilir, göstergeler ise kare ya da
dikdörtgenlerle gösterilir. Gizli değişkenler arasında tek yönlü ve çift yönlü oklarla
gösterilmiş parametrelerin yanı sıra, gizli değişkenlerden onların göstergelerine
uzanan tek yönlü oklarla gösterilen parametrelerin de hesaplanması gerekir. Bunlar
faktör analizindeki faktör ağırlıklarına karşılık gelen değerlerdir. YEM
terminolojisinde göstergeler gizli değişkenleri etkilemez, aksine her bir gizli
değişken kendi göstergelerini etkiler. Göstergelere dışarıdan uzanan tek yönlü oklar
ise bunların hata varyansını betimlemektedir. Hata varyansı doğal olarak bir
göstergenin açıklamadığı varyansı gösterir. Yanı bir gösterge ağırlığının karesinin
alınıp bunun birden çıkarılması, o göstergenin hata varyansına karşılık gelir. Gizli
değişkenlere yukarıdan (boşluktan) uzanan tek yönlü oklar ise o gizli değişkenlerdeki
ondan önce gelen bağımsız gizli değişkenler tarafından etkilenmeyen hata varyansına
karşılık gelir.
4.5.4. MODEL TANIMLAMA (MODEL IDENTIFICATION)
Bir modeldeki bütün parametrelerin belirlenmesinin ardından ve istenilen kovaryans
matrisinin hesaplanması ve modelin test edilmesi ancak önerilen modelin
tanımlanması ile mümkündür. Modeldeki her bir parametre için tek bir sayısal çözüm
varsa ya da sayısal bir değer verilebiliyorsa model tanımlanmış olarak kabul edilir.
Model tanımlamada ilk aşama veri matrisindeki bütün sayısal değerleri ve ölçülecek
parametre sayısını tespit etmektir. Bu sayı toplam varyans ve kovaryans sayısına
167
eşittir. Bir model “tam tanımlanmış” (just identified), “fazla tanımlanmış” (over
identified), ya da yetersiz tanımlanmış (under identified) olabilir. Tam tanımlanmış
bir modelde hesaplanan eşitlik sayısı, modeldeki olası bütün parametrelerin sayısına
eşittir. Örneğin bütün olası doğrudan ve dolaylı, tek yönlü nedensel ilişkilerin
oluşturduğu modeller tam tanımlanmış modellerdir ve bu modellerde ölçülmemiş
hiçbir parametre yoktur. Tam tanımlanmış modellerde bütün parametreler
hesaplandığı için bu parametreler genellikle örneğin kovaryans matrisini mükemmel
olarak yansıtır. Fazla tanımlanmış model, parametre hesaplanması için gerekli
olandan daha fazla eşitlik kullanılan modellerdir. Diğer bir deyişle fazla tanımlanmış
modeller araştırmacıların bazı parametrelere sınırlılıklar koydukları modellerdir.
Sınırlama, bir modeli test etmek için bazı parametreleri (örneğin iki gizli değişken
arasındaki ilişkiyi) sıfıra ya da önceden belirlenen bir değere eşitleyebilir ya da bazı
parametreleri hiç eşitliğe katmayabilir. YEM, en çok fazla tanımlanmış modellerin
sınandığı analizlerde kullanılır. Yetersiz tanımlanmış modeller ise parametre
hesaplanması için yeterli bilgiye, veriye sahip olmayan modellerdir. Bu modellerde
hesaplanacak parametre sayısı veriden elde edilebilecek eşitlik sayısından fazla
olduğu için modeli test etmek ve bir çözüm elde etmek mümkün değildir.
Üç farklı model tanımlaması arasındaki farklılıklardan da anlaşılacağı gibi model
tanımlamada en önemli iki unsur, veri değerleri ve hesaplanacak parametre
sayılarıdır. Hesaplanacak parametre sayısındaki farklılık ne tür bir modelin
tanımlandığını da gösterir. YEM’de kullanılan veri değerleri, gerçekte, bir örnek için
bulunan bütün varyans ve kovaryanslara karşılık gelir [Tabachnick ve Fidell, 2000].
Bu sayı “p(p+1)/2” (p, gözlenen değişken sayısı) formülü ile basitçe hesaplanabilir.
Örneğin, Şekil 36’da 9 gösterge değişken bulunduğundan, toplam veri değeri
bulunmaktadır (9 varyans, 36 kovaryans). Parametre sayısı ise bir modelde kaç adet
bağlantının (path) hesaplanacağına karşılık gelir. Örneğin, Şekil 36’de sunulan tam
tanımlanmış modelde hesaplanacak toplam parametre sayısı 22’dir (9 varyans ve 12
regresyon katsayısı). Hesaplanacak olan parametre sayısını bulmanın bir başka pratik
yolu da modelde gösterilen ve hesaplanan varyans ve kovaryanslara karşılık gelen
bütün tek uçlu ve çift uçlu okları saymaktır. Şekil 36’deki oklar sayıldığında bunun
da 22’ye eşit olduğu görülecektir. Bu durumda, özetle, bir modelde kaç adet varyans,
168
kovaryans ve bağlantının hesaplanacağının belirlenmesi model tanımlanması olarak
ifade edilebilir.
Model tanımlama, aynı zamanda, sonraki bölümlerde anlatılacak olan, model
anlamlılık testinde (χ2) kullanılacak olan serbestlik derecesinin hesaplanmasını da
kapsar. YEM’le model testinde kullanılan serbestlik derecesi, bir modelde
hesaplanması öngörülen (tanımlanan) parametre sayısının modeldeki bütün varyans
ve kovaryansların toplamından çıkarılmasından elde edilir. Örneğin, Şekil 36’daki
model için bu değer 24’tür ver 45 varyans ve kovaryanstan 21 adet hesap edilmesi
gereken parametrenin çıkarılmasıyla kolayca hesaplanabilir.
Bazı araştırmacılara göre ölçüm ve yapısal modellerin tanımlanabilmesi belirli
koşulları taşıması gerekir. Örneğin Kenny’ye (1998) göre ölçüm modelinin
tanımlanmasında öncelikli kuralların başında her bir gizli değişkenin yeterli sayıda
gösterge değişkenle (en az üç) ölçülmesi, en az iki göstergenin hatalarının
birbirinden bağımsız olması ve gizli değişken göstergelerinden en az birinin bir
başka gizli değişken göstergesi hiçbir ortak hata kovaryansı olmaması gelir. Yapısal
modelde ise tanımlamanın minimum kuralı bir modeldeki bilinen değerlerin sayısı
serbest parametrelerin sayısına en azından eşit olmalı ya da ondan fazla olmalıdır.
4.5.5. ÖRNEK UYGULAMA
Aşağıda, şimdiye kadar açıklanan bilgilerin ve daha sonra yapacağımız çeşitli
matematik işlemlerin daha iyi anlaşılabilmesi için, bir örnek model kurulmuş ve
ardından da bu modelle ilgili olarak yapısal eşitlik modeli teknikler dizisinin diğer
aşamaları anlatılmıştır.

169
Yapısal Eşitlik Modeli Örnek Uygulama:
X2
ξ1
δ3
X3
X1
δ2δ1
λx21
λx31
λx11
y2
η1
ε3
y3
y1
ε2ε1
λy21
λy31
λy11
y5
η2
ε6
y6
y4
ε5ε4
λy52
λy62
λy42
γ11
β21
γ21
ζ1
ζ2
Yapısal Model
Ölçüm Modeli
Şekil 36. Örnek Yapısal Eşitlik Modeli (Grafik Gösterim) [Sharma, 1996: s.427]
Şekil 36’da gösterilen modelde; biri bağımsız (egzojen), ikisi bağımlı (endojen) üç
gizli değişken bulunmaktadır. Egzojen gizli değişkeni ξ (ksi) ile, endojen gizli
değişkenler ise η (eta) harfi ile gösterilmektedir. Egzojen değişkene ilişkin açık
değişkenler (gözlenen değişkenler, gösterge) x ile endojen değişkene ilişkin y ile
gösterilmektedir. YEM, hiçbir gösterge değişkenin mükemmel olarak
ölçülemeyeceğini kabul eder ve göstergelerin hata varyanslarını da hesaplamalara
dahil eder. Egzojen değişkenlere ilişkin ölçüm hataları δ (delta) ile, endojen
değişkenlere ilişkin ölçüm hataları ise ε (epsilon) ile gösterilmektedir. Gizli
değişkenlerle açık değişkenler arasında çizilen faktör yükleri ise λx ve λy (lambda x
ve lambda y) ile gösterilmektedir. Ayrıca bağımlı değişkenle bağımsız değişken
arasındaki regresyon katsayıları γ (gamma) ile, endojen değişkenler arasındaki
regresyon katsayıları ise β (beta) ile gösterilmektedir. Endojen değişkenler için
konulmuş olan, yukarıdan (boşluktan) uzanan tek yönlü oklar ise o gizli
değişkenlerdeki ondan önce gelen bağımsız gizli değişkenler tarafından
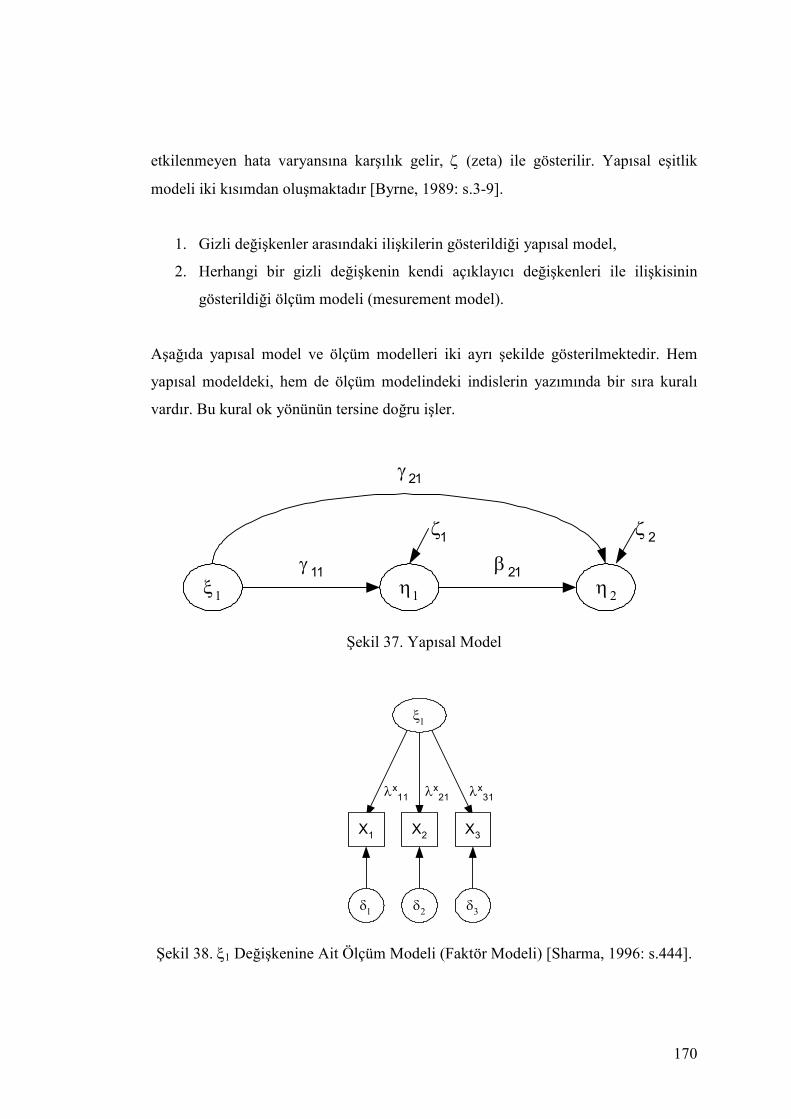
170
etkilenmeyen hata varyansına karşılık gelir, ζ (zeta) ile gösterilir. Yapısal eşitlik
modeli iki kısımdan oluşmaktadır [Byrne, 1989: s.3-9].
1. Gizli değişkenler arasındaki ilişkilerin gösterildiği yapısal model,
2. Herhangi bir gizli değişkenin kendi açıklayıcı değişkenleri ile ilişkisinin
gösterildiği ölçüm modeli (mesurement model).
Aşağıda yapısal model ve ölçüm modelleri iki ayrı şekilde gösterilmektedir. Hem
yapısal modeldeki, hem de ölçüm modelindeki indislerin yazımında bir sıra kuralı
vardır. Bu kural ok yönünün tersine doğru işler.
ξ 1 η 1 η 2γ 11
β 21
γ 21
ζ1
ζ 2
Şekil 37. Yapısal Model
X2
ξ1
δ3
X3
X1
δ2δ1
λx21
λx31
λx11
Şekil 38. ξ1 Değişkenine Ait Ölçüm Modeli (Faktör Modeli) [Sharma, 1996: s.444].

171
Yapısal Eşitlik Modelinin Matematik Altyapısı:
Egzojen (dış) değişkenler için oluşturulan doğrusal eşitlikler:
3131x
3
2121x
2
1111x
1
.x
.x
.x
δ+ξλ=
δ+ξλ=
δ+ξλ=
δδδ
+ξ⋅
λλλ
=
3
2
1
1
31x
21x
11x
3
2
1
x
x
x
δ+ξΛ= .x x (D.1)
Endojen değişkenler için oluşturulan doğrusal eşitlikler:
62626
52525
42424
31313
21212
11111
.
.
.
.
.
.
εηλ
εηλ
εηλ
εηλ
εηλ
εηλ
+=
+=
+=
+=
+=
+=
y
y
y
y
y
y
y
y
y
y
y
y
εεεεεε
+
ηη
λλλ
λλλ
=
6
5
4
3
2
1
2
1
62
52
42
31
21
11
6
5
4
3
2
1
0
0
00
0
0
y
y
yy
y
y
ε+η⋅Λ= yy (D.2)
Yapısal Model için oluşturulan doğrusal eşitlikler:
+
+
=
2
1
2
1
211
21
11
2
1
0
00
ςς
ηη
βξ
γγ
ηη
ζ+η⋅Β+ξ⋅Γ=η (D.3)

172
Yukarıda verilen model, açık değişkenlerden oluşturulursa, Şekil 39’daki model
ortaya çıkar. Bu yeni oluşturulan modele ait kovaryans matrisini hesaplamak için,
bölüm 4.3.’de verilmiş olan genel istatistik bilgiler doğrultusunda aşağıdaki varyans
ve kovaryansların bulunması gerekir [Maruyama, 1997: s.179-183].
γ 11
β 21
γ 21
ζ1
ζ 2
η 1ξ 1 η 2
Şekil 39. Gözlenen değişkenlerle oluşturulmuş örnek model
Bu modele ait yapısal eşitlikleri aşağıda gösterildiği gibi olur.
ς+ξγ=η 1111
ς+ηβ+ξγ=η 1121212
Bu eşitliklerde bulunan değişkenlere ait varyans ve değişkenler arası kovaryansların
bulunması gerekir.
η1’in varyansı:
11112
11
11112
11
11112
12
12
11
11112
12
12
11
21111
211
0
)(E2)(E)(E
)2(E
])[(E
)(E)(Var
ψ+φ⋅γ=
+ψ+φ⋅γ=
ζ⋅ξ⋅γ⋅+ζ+ξ⋅γ=
ζ⋅ξ⋅γ⋅+ζ+ξ⋅γ=
ζ+ξ⋅γ=
η=η

173
ξ1 ile η1 arasındaki kovaryans:
1111
1111
112
111
112
11111
0
)(E)(E
][E),(Cov
φ⋅γ=+φ⋅γ=
ξ⋅ζ+ξ⋅γ=
ξ⋅ζ+ξ⋅γ=ηξ
η2 ’nin varyansı:
22111121211111112
212
11212
112121221212
11212
212121211121212
22
12
212
1212
212121211121212
22
12
212
12
21
22121121
222
2)(
00)(Cov2)(V
)(E2)(2)(E2)(E)(E)(E
]222[E
])[(E
)(E)(Var
ψ+φγβγ+ψ+φγβ+φγ=
++ηξβγ+ψ+ηβ+φγ=
ζηβ+ζξγ+ηξβγ+ζ+ηβ+ξγ=
ζηβ+ζξγ+ηξβγ+ζ+ηβ+ξγ=
ζ+η⋅β+ξ⋅γ=
η=η
ξ1 ile η2 arasındaki kovaryans:
1111211121
2111212
121
2111212
12121
)(E)(E)(E
][E),(Cov
φγβ+φ⋅γ=ζξ+ηξβ+ξ⋅γ=
ζξ+ηξβ+ξγ=ηξ
η1 ile η2 arasındaki kovaryans:
)(
0)(V
)(E)(E)(E
][E),(Cov
11112
1121111121
121111121
122
1211121
122
121112121
ψ+φγβ+φγγ=
+ηβ+φγγ=ηζ+ηβ+ηξ⋅γ=
ηζ+ηβ+ηξγ=ηη

174
D.3. eşitliği üzerinde aşağıdaki gibi matematik işlemler yapılırsa,
ζ⋅−+ξ⋅Γ⋅−=η
ζ+ξ⋅Γ=η⋅−ζ+ξ⋅Γ=η⋅β−η
ζ+η⋅Β+ξ⋅Γ=η
−− 11 )BI()BI(
)BI(
olacaktır. Burada bulduğumuz son ifadeyi kullanarak endojen değişkenler arasındaki
kovaryans matrisi aşağıda yapılan matris işlemleri ile bulunabilir.
])BI][([)BI(
)BI()BI(])BI[()BI(
)BI)((E)BI(])BI[()(E)BI(
])BI()BI][()BI()BI[(E
)(E
11
1111
1111
1111
′−Ψ+Γ′ΓΦ−=
−Ψ−+′−Γ′ΓΦ−=
−ζ′ζ−+′−Γ′ξ′ξΓ−=
′ζ⋅−+ξ⋅Γ⋅−ζ⋅−+ξ⋅Γ⋅−=
η′η=Σ
−−
−−−−
−−−−
−−−−
η′η
Egzojen değişkenler arasındaki kovaryans matrisi:
Φ=
ξξ=Σξξ
)(E //
Egzojen değişkenlerle endojen değişkenler arasındaki kovaryans matrisi:
Φ⋅Γ⋅−=
+Φ⋅Γ⋅−=
ξ′ζ⋅−+ξ′ξ⋅Γ⋅−=
ξ′⋅ζ⋅−+ξ′ξ⋅Γ⋅−=
ηξ=Σ
−
−
−−
−−
ξ′η
1
1
11
11
)BI(
0)BI(
)(E)BI()(E)BI(
])BI()BI[(E
)(E

175
Yukarıda bulduğumuz kovaryans matrislerini genel matriste yerine koyduğumuzda,
Modele ilişkin tahmini kovaryans matrisi (implied covariance matrix) aşağıdaki gibi
olur:
ΦΦ⋅′−⋅Γ′Φ⋅Γ⋅−′−Ψ+Γ′ΓΦ−
=
ΣΣΣΣ
=Σ−
−−−
ξξηξ
ξηηη
])BI[(
)BI(])BI][([)BI(1
111
Eğer model Şekil 36’daki gibi gizli değişkenlerden oluşturulmuş ise, modele ilişkin
yapısal eşitlikler aşağıdaki gibi olacaktır.
ζ+η⋅Β+ξ⋅Γ=η
δ+ξΛ= .x x
ε+η⋅Λ= yy
Bu modele ait kovaryans matrisini hesaplamak için, önceki işlemlere benzer şekilde
değişkenlere ait varyans ve değişkenler arası kovaryansların hesaplanması gerekir.
δ
δ
Θ+′ΛΦΛ=Σ
Θ+++′ΛΦΛ=
δ′δΛ+δξΛ+δ′ξΛ+′Λξ′ξΛ=
′δ+ξΛδ+ξΛ=
′==Σ
)(
00)(
)(E)(E)(E))((E
]))([(E
)xx(E)xx(Cov
xxxx
xx
xxxxx
xx
xx
ε−−
εη′η
Θ+′Λ′−Ψ+Γ′ΓΦ−Λ=Σ
Θ+′ΛΣΛ=
ε′εΛ+εηΛ+ε′ηΛ+′Λη′ηΛ=
′ε+ηΛε+ηΛ=
′==Σ
)]())BI)((()BI[(
)(
)(E)(E)(E))((E
]))([(E
)yx(E)yy(Cov
y11yyy
yy
yyyyy
yy
yy
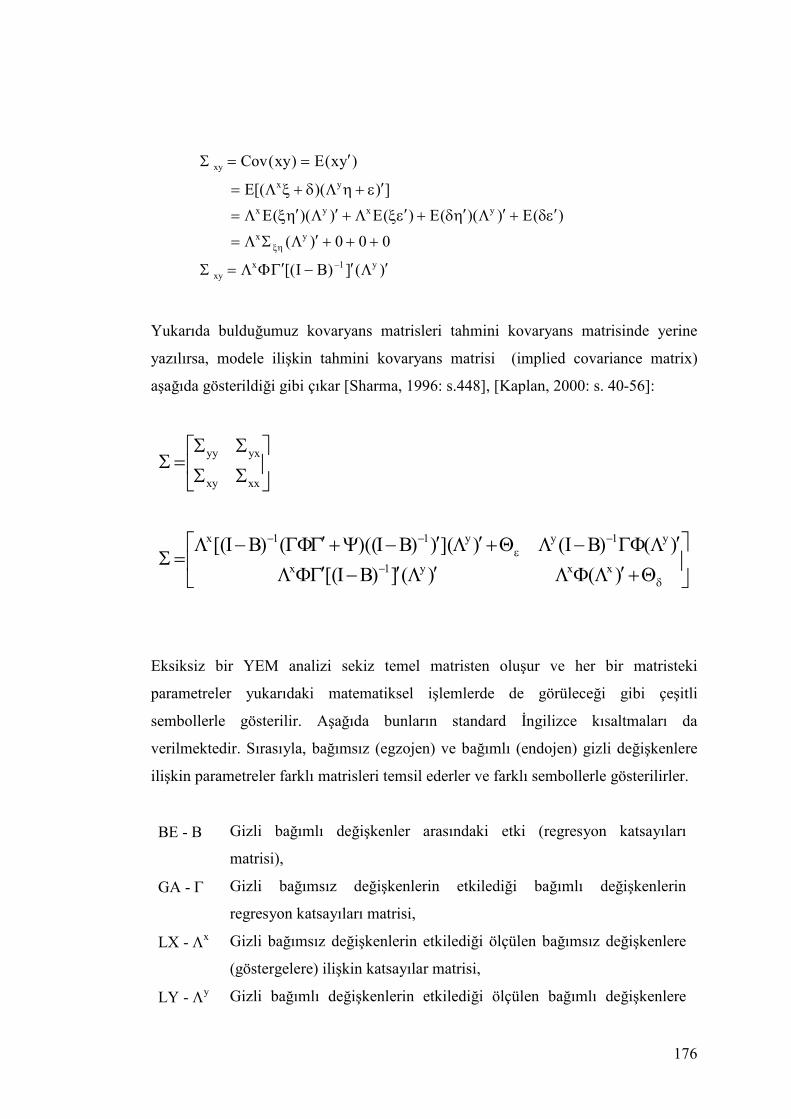
176
)(])BI[(
000)(
)(E))((E)(E))((E
]))([(E
)yx(E)xy(Cov
y1xxy
yx
yxyx
yx
xy
′Λ′−Γ′ΦΛ=Σ
+++′ΛΣΛ=
ε′δ+′Λη′δ+ε′ξΛ+′Λη′ξΛ=
′ε+ηΛδ+ξΛ=
′==Σ
−
ξη
Yukarıda bulduğumuz kovaryans matrisleri tahmini kovaryans matrisinde yerine
yazılırsa, modele ilişkin tahmini kovaryans matrisi (implied covariance matrix)
aşağıda gösterildiği gibi çıkar [Sharma, 1996: s.448], [Kaplan, 2000: s. 40-56]:
Θ+′ΛΦΛ′Λ′−Γ′ΦΛ
′ΛΓΦ−ΛΘ+′Λ′−Ψ+Γ′ΓΦ−Λ=Σ
ΣΣΣΣ
=Σ
δ−
−ε
−−
)()(])BI[(
)()BI()]())BI)((()BI[(xxy1x
y1yy11x
xxxy
yxyy
Eksiksiz bir YEM analizi sekiz temel matristen oluşur ve her bir matristeki
parametreler yukarıdaki matematiksel işlemlerde de görüleceği gibi çeşitli
sembollerle gösterilir. Aşağıda bunların standard Đngilizce kısaltmaları da
verilmektedir. Sırasıyla, bağımsız (egzojen) ve bağımlı (endojen) gizli değişkenlere
ilişkin parametreler farklı matrisleri temsil ederler ve farklı sembollerle gösterilirler.
BE - Β Gizli bağımlı değişkenler arasındaki etki (regresyon katsayıları
matrisi),
GA - Γ Gizli bağımsız değişkenlerin etkilediği bağımlı değişkenlerin
regresyon katsayıları matrisi,
LX - Λx Gizli bağımsız değişkenlerin etkilediği ölçülen bağımsız değişkenlere
(göstergelere) ilişkin katsayılar matrisi,
LY - Λy Gizli bağımlı değişkenlerin etkilediği ölçülen bağımlı değişkenlere

177
(göstergelere) ilişkin katsayılar matrisi,
PHI - Φ Gizli bağımsız değişkenler arasındaki kovaryans matrisi
PSI - ψ Bağımlı gizli değişkenlere ilişkin hataların kovaryans matris
TD - θδ Gizli bağımsız değişkenlerin etkilediği ölçülen bağımsız değişkenlerin
(göstergelerin) hatalarına ilişkin kovaryans matrisi
TE - θε Gizli bağımlı değişkenlerin etkilediği ölçülen bağımlı değişkenlerin
(göstergelerin) hatalarına ilişkin kovaryans matrisi [Mueller, 1996: s.3-
9], [Gefen, Straub, Boudreau, 2000: s.1-23]
4.5.6. MODEL TAHMĐNĐ VE MODEL TESTĐ
Modelin tanımlanmasının ardından eldeki veri üzerinden model parametreleri
hesaplanır. Bu hesaplama işleminde faktör analizlerine benzer şekilde yineleme
yöntemleri uygulanır. YEM’de veri ile model arasındaki fark “hata (residual)” olarak
tanımlanır.
Veri = Model + Hata
Veri, örnek olarak seçilmiş kişilerden alınan gözlenen değişkenlerle ilgili ölçüm
skorlarıdır. Model, gözlenen değişkenlerin gizli değişkenlerle bağlı olduğu varsayımı
yapılmış yapıyı gösterir. Bazı modellerde bir gizli değişken diğerine bağlanır. Hata,
gözlenen veri ile varsayımı yapılmış model arasındaki farkı (ayırımı) ifade eder
[Byrne, 1997: s.7].
YEM’de genellikle çıkarım tekniği maksimum olasılıktır (Maximum Likelihood-
ML). Ancak amaca göre en küçük kareler çıkarım tekniği de seçilebilir. Hangi
yöntem seçilirse seçilsin bakılan tek uyum ölçütü önerilen modelle eldeki verinin ne
oranda uyuştuğudur. Daha anlaşılır bir tanımla uyuşma, ölçülen değişkenler
arasındaki gözlenen kovaryans matrisi (S) ile modele ilişkin kovaryans (implied)
matrisinin (Σ) ne oranda benzeştiğine karşılık gelir. Burada modele ilişkin kovaryans
matrisi tanımlama sonucunda sabitlenen ve serbest bırakılan parametrelerin yapısal

178
eşitliğe sokularak model kovaryans matrisinin oluşturulması anlamına gelmektedir.
Faktör analizinde olduğu gibi her bir yinelemede gözlenen ve modele ilişkin
(implied) matris arasındaki fark hesap edilir. Bu farklardan oluşan matrise de kalan
(residual) kovaryans matrisi adı verilir. Kalan kovaryans matrisi maksimum düzeyde
küçülünceye kadar yineleme devam eder ve artık küçülmenin mümkün olmadığı
noktada çözüm elde edilir. Bu çözüm sonucunda elde edilen değer iki matrisin
(gözlenen ve modele ilişkin (implied)) ne oranda uyuştuğunu gösterir. Şayet tam bir
uyuşma söz konusu ise bu değerin “0” olması gerekir ve bu da mükemmel bir uyuma
işaret eder.
Modelin test edilmesi prosedüründeki birincil görev, model ile örnek veri arasındaki
uygunluk derecesinin belirlenmesidir. Buna bağlı olarak araştırmacı örnek veri
üzerinde varsayımı yapılmış modelin yapısını düzenler ve daha sonra gözlenen
verileri bu sınırlandırılmış yapı ile test eder. Model ile gözlenen veriler arasında
mükemmel uygunluk beklenemez.
Model tahmini araştırmacının elde ettiği verileri kullanarak örnek (sample)
kovaryans (korelasyon) matrisini bulması ile başlar. Bu matris aşağıda
gösterilmektedir.
ξξξηηξηη
=)(Cov)(Cov
)(Cov)(CovS
S = Örneğe ilişkin kovaryans matrisi (Verilere ilişkin kovaryans matrisi)
S =
Bağımlı değişkenler
arasındaki kovaryanslar
Bağımlı değişkenlerle
bağımsız değişkenler
arasındaki kovaryanslar
Bağımsız değişkenlerle
bağımlı değişkenler
arasındaki kovaryanslar
Bağımsız değişkenler
arasındaki kovaryanslar
179
4.5.7. ÇIKARIM TEKNĐKLERĐ
Yapısal katsayılar (Structural coefficients) bir çok yöntemle bulunabilmektedir.
YEM’de kullanılan çok sayıda çıkarım tekniği vardır. Bunla içerisin en fazla
kullanılan çıkarım tekniği Maksimum Olasılıktır.
Hangi çıkarım tekniğini kullanırsak kullanalım, YEM kapsamında hesaplama
genellikle birbirine benzer. AMOS, fark fonksiyonunu (discrepancy function)
minimize eder. Yani YEM’deki amaç, modele ilişkin tahmini kovaryans matrisi ile
gerçek verilere ilişkin kovaryans matrisi arasındaki farkın (fark matrisi) minimize
edilmesidir. Bu işlemler sırasında yineleme mantığı bulunmaktadır. Her yinelemede
bu fark küçülür. Ancak birkaç yineleme ardından bu fark daha da küçülmez. Program
yineleme işlemini durdurur bu aşamada çıkan sonuçlar raporlanır.
Aşağıda yapısal eşitlik modeli hesaplamalarında sıkça kullanılan çıkarım tekniklerine
ait fonksiyonlar verilmektedir. Bu fonksiyonlardaki bağımsız değişkenler yukarıda
belirtildiği gibi modele ilişkin tahmini kovaryans matrisi (implied) ve verilere ilişkin
elimizde bulunan kovaryans matrisidir ( Σ , S ).
Genelleştirilmiş En Küçük Kareler – Generalized Least Squares (GLS):
FGLS = ( S ; Σ* ) =(1/2) tr [ (S – Σ* ) S ] 2
Maksimum Olasılık – Maximum Likelihood (ML):
FML = ( S ; Σ* ) = tr [ ( Σ* )-1 S] + [ log Σ*– log S– (p + q)]
Ağırlıksız En Küçük Kareler – Unweighted Least Square (ULS):
FULS = ( S ; Σ* ) = tr [(S – Σ* )] 2
180
Burada,
F = Minimize edilmiş uygunluk fonksiyonu,
Σ*, Modele ilişkin tahmini kovaryans matrisi (implied covariance matrix),
S = Örneğe ait varyans - kovaryans matrisi,
log Σ*= Σ* matrisinin determinantının logaritması,
tr (trace) = Kare matriste, esas köşegen üzerinde bulunan elemanların toplamı,
(p + q) = Modelde bulunan bağımlı ve bağımsız gizli değişkenlere ait gözlenen
değişken sayısı yani araştırmadaki değişken sayısıdır [Long, 1983: s.43-46].
4.5.8. ÖRNEK HACMĐ
Merkezi limit teoremine göre, örnek hacmi büyüdükçe örnekleme dağılımı normal
dağılıma benzemekte ve değişkenlik azalmaktadır. YEM kullanılarak yapılan
analizlerde, anakütle için parametreleri için yapılan tahminlerin güvenilirliği,
geçerliliği ve model değerlendirme kriterlerinin uygun çıkabilmesi, örnek hacminin
büyüklüğüne önemli ölçüde bağlıdır. Bentler ve Chou’ya göre, analizde kullanılacak
model değişkenlerine ait verilerin normal dağılıma uyduğu ve kaybolan veri
olmadığı durumda, örnek hacmi, modelde hesaplanması gereken değişken sayısının
beş katı kadar olmalıdır [Bentler ve Chou, 1987: s.78-117]. Örnek hacmi için
söylenen diğer bir yargıya göre, yapısal eşitlik modeli kullanılarak yapılan çok
değişkenli analizlerde örnek hacmi 200-500 arasıda olmalıdır. Bu değer 500’e ne
kadar yakın ise modelin güvenilirliği o kadar iyi olmaktadır [Kline, 1995: s.111-
112], [Loehlin, 1992]. Bu değer 200’den 500’e doğru arttıkça, değerlendirme
kriterleri açısından uygunluğu ve modelin kabul edilme olasılığı yükselmektedir. Bir
diğer yargı da, Stevans “Applied Multivariate Statistics for Social Sciences, 1996”
adlı kitabında örnek hacminin araştırma modelinde bulunan değişken sayısının 8-15
katı olması gerektiğini belirtmiştir.
Yapısal eşitlik modeli için gerekli örnek hacmi, maksimum olasılık tahmini
kullanılacaksa en az 50 olmalıdır, ancak bu çok küçük bir değerdir. Bu değer
181
yükseldikçe maksimum olasılık veriler arasındaki farkın tespit edilebilmesi
duyarlılığı artmaktadır. Bu değer 500’e doğru artırıldıkça, maksimum olasılık tahmin
metodu çok duyarlı hale gelmektedir [Hair v.d., 1998: 637].
4.5.9. YEM VE DFA’NIN FARKLARI
YEM ve DFA temelde aynı mantığa ve hesaplama tekniğine dayanmasına karşın
kullanımda farklı kavramlar olarak ele alınmaktadır. YEM’le genellikle bir modelin
test edilmesi ya da bu bağlamda denemelerin (modele alternatif diğer modeller) test
edilmesi amaçlanmaktadır ve genellikle sonuçta birden fazla alternatif modelin
karşılaştırılması yoluyla veriyi en iyi tanımlayan modelin belirlenmesi amaçlanır. Bu
nedenle YEM, geleneksel regresyon modellerinin bir uzantısıdır. DFA ise sosyal
bilimlerde daha çok ölçek geliştirme ya da geçerlik analizlerinde kullanılmakta ve
önceden belirlenmiş ya da kurgulanmış bir yapının doğrulanması ya da teyit edilmesi
amacını taşımaktadır ve geleneksel kökeni genel faktör analizlerine dayanır.
Bilindiği gibi genel açıklayıcı (exploratory) faktör analizi çok sayıdaki değişkenin
altında yatan temel yapıları ya da boyutları (faktörleri) ortaya çıkarmak için yapılır.
Burada değişkenler arasındaki ilişkiye dayalı olarak bir değişken (ya da madde) her
hangi bir faktörle ilişkili olabilir ve ondan yük alabilir. Dolayısıyla geleneksel faktör
analizinde belirli bir ön beklenti ya da deneme olmaksızın faktör ağırlıkları temelinde
verinin faktör yapısı belirlenir. DFA ise, belirli değişkenlerin bir kuram temelinde
önceden belirlenmiş faktörler üzerinde ağırlıklı olarak yer alacağı şeklindeki bir ön
beklentinin test edilmesine dayanır. Bu nedenle, analizde yer alacak değişkenler
hipotezler doğrultusunda seçilir ve bu değişkenlerin istenilen faktörlerde ne oranda
yer aldıklarına bakılır. Genel faktör analizinde kaç adet faktörün beklendiği
bilinmezken, DFA’da faktör sayısı kesin olarak belirtilir ve bu test edilir. Bunun en
yaygın uygulama alanı, belirli maddelerin önceden belirlenmiş alt boyutlarda (gizli
değişkenlerde) yer alması beklenen ölçeklerin faktör yapısını incelemek ve
doğrulamaya çalışmaktır.
182
Geleneksel faktör analizi yöntemleriyle, başta SPSS olmak üzere bir çok istatistik
programında da farklı bir yöntem izlenerek DFA yapılabilir. Bu yaklaşımda faktör
çözümü beklenen faktör sayısına sınırlanarak, öngörülen değişkenlerin (maddelerin)
istenilen faktörlerde yüklenmesi beklenir. Ancak, bu yöntemde sadece faktör yapısı
ve ağırlıklar incelenebilir, model uygunluğunun test edilmesi mümkün değildir
[Sümer, 2000].
4.5.10. MODELĐN ĐSTATĐSTĐKSEL UYGUNLUĞU
En yaygın kullanılan ve bir anlamda başlangıç uyum değeri diyebileceğimiz
istatistik χ2 uyum testidir. YEM sınanmasında kullanılan farklı istatistik programları
farklı sayıda ve türde uyum istatistiği vermektedir. Bunlar üç grupta toplanabilir: Ki-
kare (χ2 ) uyum testi (Chi-square Goodness of Fit), iyilik uyum indeksi (Goodness of
fit) ve karşılaştırmalı uyum indeksidir (comparative fit indices).
Çoğu paket program başlangıçta en genel uyum istatistiği olan χ2 uyumu anlamlılık
testini verir. Bu test en basit anlamıyla örneğe ait kovaryans matrisi ile modele ilişkin
tahmini (implied) kovaryans matrisi arasındaki uyum değerinin, kullanılan veri sayısı
eksi bir ile çarpılmasından elde edilir. Elde edilen sonuç χ2 dağılımı olarak
hesaplanır. Bu hesaplamada verinin çok değişkenli istatistiklerin genel varsayımı
olan “çok değişkenli normallik” varsayımına uyup uymadığına bakılır [Chou ve
Bentler, 1995]. Eğer veri ile model arasında uyum mükemmel ise elde edilen değerin
“0”a yakın olması gerekir. Bu nedenle, elde edilen büyük χ2 değerleri elde edilen
uyumun ne kadar “kötü” olduğunu gösterir ve χ2 testine bir anlamda “kötülük uyumu
testi de” (badness-of-fit) denilebilir [Hoyle, 1995]. χ2 testi örneklem yeterince genişse
ve veri çok değişkenli istatistiğin temel varsayımlarını tam olarak karşılıyorsa doğru
bir ölçüm verir. Serbestlik derecesi de χ2 testinde önemli bir ölçüttür. SD’nin büyük
olduğu durumlarda da χ2 anlamlı sonuçlar verme eğilimdedir. Bu nedenle bazı
durumlarda, SD’nin χ2’ye oranı da uyum yeterliliği için bir ölçüt olarak kullanılabilir.
1/3 ve daha düşük oranlar iyi uyum, 1/5’e kadar olan oranlarda yeterli uyum olarak
kabul edilir [Marsh ve Hocevar, 1988: s.107-117].
183
Đkinci grup testler olarak adlandırılan çok sayıda uyum ve anlamlılık testi
geliştirilmiştir. Bunlara genel olarak iyilik uygunluk indeksi (Goodness of Fit Index;
GFI) ismi verilmiştir. Başta GFI olmak üzere, uyum indeksleri uluslararası
kaynaklarda Đngilizce kısaltmaları ile verilmektedir. Bu alandaki son çalışmalar
dikkate alınarak araştırmacılar uyum indekslerini amaçlarına göre üç grupta
toplamışlardır. Uyum indekslerini, mutlak ve artmalı (incremental) olmak üzere iki
genel kategoride toplamaktadır. Mutlak uyum indekslerinin başında LISREL
kullananlar için Jöreskog ve Sörbom’un [Jöreskog ve Sörbom, 1993] geliştirdiği GFI
ve AGFI (Adjusted Goodness-of-Fit Index) gelir.
GFI temelde uygunluğun örneklem genişliğinden bağımsız olarak
değerlendirilebilmesi için geliştirilmiştir. GFI modelin örneklemdeki varyans
kovaryans matrisini ne oranda ölçtüğünü gösterir ve modelin açıkladığı örneklem
varyansı olarak da kabul edilir. Bu nedenle regresyondaki R2 ‘ye benzer. GFI
değerleri 0 ile 1 arasında değişir ve örneklem genişliğine çok duyarlı olduğu için
büyük verilerde daha küçük değerler verir. GFI değeri 1.0’a ne kadar yakın olursa
uyum o kadar iyi demektir. AGFI ise örneklem genişliği dikkate alınarak düzeltilmiş
olan bir GFI değeridir. N’in özellikle büyük olduğu durumlarda AGFI daha temsili
bir uyum indeksidir. AGFI, SD ve GFI değerleri bilindiğinde kolayca hesaplanabilir.
Bunun için aşağıdaki formül kullanılabilir.
)GFI1(SD.2
)1k(k1AGFI −⋅
+⋅−=
burada, k = gösterge değişken sayısı, SD = serbestlik derecesi.
AGFI değerleri de doğal olarak 0 ve 1 arasında değişir ve bu değer “1” değerine ne
kadar yakınsa model uyumu o kadar iyi olur.
GIF ve AGFI dışında, gözlenen değişkenler arasındaki kovaryansla modelde önerilen
parametreler arasındaki kovaryans matrisi arasındaki farkın, diğer bir deyişle hatanın,
derecesi temelinde geliştirmiş olan mutlak uyum indeksleri de kullanılmaktadır.
184
Bunların başında ortalama hataların karekökü (Root Mean Square Residuals, RMS
Residuals) ve Yaklaşık Hataların Ortalama Karekökü (Root Mean Square Error of
Approximation, RMSEA) indeksleri gelir. Her iki değerin de GIF ve AGFI’nin
tersine “0” yakın değerler vermesi (gözlenen ve üretilen matrisler arasında minimum
hata olması) istenir. .05’e eşit ya da daha küçük olan değerler mükemmel bir uyuma
tekabül eder. .08 ve altındaki değerler de model karmaşıklığı dikkate alınarak kabul
edilir değerler olarak görülebilir.
Artmalı uyum indeksleri ise modelin uyumunu ya da yeterliğini genellikle,
bağımsızlık modeli ya da yokluk modeli (null) olarak adlandırılan ve değişkenler
arasında hiçbir ilişkinin olmadığını varsayan temel bir modelle karşılaştırarak verir.
Artmalı uyum indekslerinin başında Karşılaştırmalı Uyum Đndeksi (Comparative Fit
Index, CFI) gelir. CFI, bağımsızlık modelinin (gizli değişkenler arasında ilişkinin
olmadığını öngören model) ürettiği kovaryans matrisi ile önerilen YEM modelinin
ürettiği kovaryans matrisini karşılaştırır ve ikisi arasındaki oranı yansıtan “0” ile “1”
arasında bir değer verir. Değerler “1”değerine yaklaştıkça modelin daha iyi bir uyum
verdiği kabul edilir. 0,90 ve üzerindeki değerler iyi uyum olarak değerlendirilir.
Aynı anlayışa dayanarak Bentler tarafından Normlaştırılmış Uyum Đndeksi (Normed
Fit Index, NFI) ve Normlaştırılmamış Uyum Đndeksi (Non-normed Fit Index, NNFI)
geliştirilmiştir. CFI’a alternatif olarak geliştirilen NFI, karşılaştırdığı modeller
bakımından özünde CFI benzer, ancak Ki Kare dağılımının gerektirdiği varsayımlara
uyma zorunluluğu olmaksızın karşılaştırma yapar. NNFI (Tucker-Lewis Indeks, TLI
olarak da isimlendirilmiştir) ise NFI’ya benzer ancak model karmaşıklığını dikkate
alarak bir değer verir. Bunu da karşılaştırdığı modellerin (bağımsızlık ve önerilen
modeller) SD’lerini hesaba katarak yapar. Yine CFI benzer şeklide NFI ve NNFI
değerlerinin “0” ile “1” arasında değişir ve 0,95 ve üzeri mükemmel uyuma karşılık
gelir.
Yukarıda anlatılanların dışında genellikle raporlarda yer almayan ancak dikkate
alınmasında çok yarar olan başka indeksler de vardır. Bunların başında basitlik
(yalınlık) uyum indeksi (Parsimony Goodness of Fit Index, PGIF) gelir. PGIF bir
185
anlamda GFI’ yi, önerilen ve bağımsızlık modellerinin oranını dikkate alarak yeniden
yorumlar ve modelin ne ölçüde yalın bir model olduğu konusunda fikir verir. Burada
da değerler 1’e yaklaştıkça modelin yalın ve sade olduğu konusunda bir uygunluk
değeri verir.
Đyi bir YEM analizde Ki Kare değerine ek olarak mutlak ve artmalı uyum indeksleri
grubundan indekslerin verilmesi önerilmektedir (Hoyle ve Panter, 1995). YEM
analizinde kullanılan paket programlar farklı sayıda uyum indeksleri vermekte; bazen
de aynı indeks farklı bir isimle verilmektedir. LISREL kullanan araştırmacılar,
yayınlarında genellikle, Ki Kare değeri yanında sıklıkla GFI, AGFI, RMSEA, CFI ve
NNFI değerlerini de rapor etmektedirler.
YEM analizlerinde uyum indeksleri yanında en çok incelenen bir başka değerler
grubunu da Modifikasyon Đndeksleri (MI) oluşturur. MI, gösterge ve gizli
değişkenler arasındaki kovaryansa bakarak araştırmacıya modele ilişkin ayrıntılı
olarak modifikasyonlar önerir. Bu modifikasyonlar genellikle hata matrisleri
temelinde oluşturulur ve modelde orijinal olarak öngörülmeyen, ancak eklenmesi ya
da çıkarılması durumunda modelde kazanılacak Ki-kare miktarını gösterir.
Modifikasyonlar göstergeler ya da gizli değişkenler arasında önerilen yeni
bağlantılardan, bu değişkenler arasında eklenmesi önerilen hata kovaryanslarına
kadar bir çok parametreyi kapsar. MI’nın kullanılmasında çok dikkatli olunmalıdır.
MI tek başına modeli daha da geliştirmek ya da uyum indekslerini artırmak için bir
rehber olarak kullanıldığı durumlar YEM’in temel amaçlarına aykırıdır. MI
temelinde yapılacak her tür modifikasyon ya da revizyon mutlaka kuramsal bir
gerekçeye dayanmalıdır; aksi halde model test etmenin bir anlamı kalmaz. Özellikle,
MI tarafından önerilen bir değişiklik modelin χ2 değerinde çok büyük bir düşmeye
karşılık geliyorsa bu önerilen modifikasyonun model açısından çok kritik bir
değişiklik olduğunu gösterir [Sümer, 2000].
Jöreskog ve Sörbom (1993) model test etme sürecinde, uyumun ya da uyum
eksikliğinin kaynağını araştırmacılara açık bir şekilde gösterebilmek için analizin
aşağıdaki aşamalar izlenerek yapılmasını önermektedir.
186
Bir çok YEM araştırmacısına göre [Hoyle, 1995], [Jöreskog ve Sörbom, 1993] ölçüm
modelini test ederken izlenmesi gereken aşamalar aşağıda sıralanmaktadır.
Her bir gizli değişken ve onun göstergeleri için ayrı bir ölçüm modeli test edilir.
Gizli değişkenler ikili gruplar halinde test edilir. Bu kombinasyonlara yeni gizli
değişkenler eklenerek test edilir ve bu işlem modeldeki bütün gizli değişkenler
tamamlanıncaya kadar devam edilir. Her bir aşamada gerekiyorsa bir revizyon yapılır
ve bunun gerekçesi ayrıntılı olarak açıklanır.
Göstergelerin ağırlıkları ve gizli değişkenler arasındaki korelasyonların büyüklüğü
ve yönü incelenir. Yeterince ölçülemeyen (düşük gösterge ağırlıklarına sahip olan)
gizli değişkenler hakkında karar verilir. Gerekirse yeniden tanımlama yapılır.
• Bütün model, kovaryans matrisinde hiçbir sınırlama yapmadan, tam ölçüm
modeli olarak test edilir.
• Bütün gizli değişkenlerin yer aldığı önerilen yapısal model test edilir.
• Her bir aşamada modelin uyum indeksleri, özellikle başta χ2 olmak üzere
temel mutlak ve artmalı uyum indeksleri, χ2 in SD’ye oranı, anlamlılık için t
değerleri, standard hata değerleri ve modelde modifikasyon yapılmışsa, bu
değerlerin modifikasyondan önceki ve sonraki halleri ayrıntılı olarak
incelenir.
Önerilen model çok iyi bir uyum sağlamış olsa bile bunun en iyi model olduğu
anlamına gelmez. Đyi bir YEM analizinde kuramsal olarak “makul” olan alternatif
modeller de üretilmeli ve sınanmalıdır [Loehlin, 1992]. Araştırmacının öne sürdüğü
model bütün makul alternatiflerden daha iyi uyum değerlerine sahip olması
koşulunda veriyi en iyi açıklayan model olarak kabul edilebilir.

187
BÖLÜM 5. ARAŞTIRMA MODELĐ VE METODOLOJĐSĐ
Bu bölümde araştırmanın amacı, araştırma modelinin altyapısı, araştırma modeline
giren değişkenlerin (Toplam Kalite Yönetimi değişkenleri ve Genel Đşletme
Performansı (GĐP) değişkenleri) ve bu değişkenler arası ilişkilerin belirlenmesi,
araştırma modeli, araştırma hipotezleri, araştırma anketi, araştırma verileri, verilerin
dizaynı ve güvenilirliği hakkında genel bilgiler verilmektedir.
5.1. ARAŞTIRMANIN AMACI
Araştırmanın amacı, TKY anlayışı ve uygulamaları açısından Türkiye'nin imalat
sanayinde faaliyet gösteren ISO 9000 Kalite Güvence Sistem Standardı belgesine
sahip, Toplam Kalite Yönetimi anlayışına yönelik çalışmalarla yakından ilgili
işletmelerdeki TKY uygulamalarının, işletme performansına etkilerinin incelenmesi
ve bu ilişkilerden elde edilen sonuçlar doğrultusunda işletme stratejilerinin
belirlenmesinde yol gösterici olmak ve onları kalite ve kalite geliştirme detayları
konusunda bilgilendirmektir.
5.2. ARAŞTIRMA MODELĐ VE MODEL DEĞĐŞKENLERĐ
5.2.1. ARAŞTIRMA MODELĐ
Toplam Kalite Yönetimi; 1950'lerde Deming'in Japon işletmelerine verdiği
seminerler ile başlayan, Juran (1954), Feigenbaum (1956), Ishikawa (1962) ve
Crosby'nin (1961) geliştirmiş oldukları yenilikçi yaklaşımlar ile içeriğini
genişleterek, günümüzde işletmelerin uygulamaya çalıştığı bir yönetim anlayışıdır.

188
Toplam Kalite Yönetimi, tüketicinin mevcut ve gelecekteki beklentilerini tam ve
ekonomik biçimde karşılamak amacıyla tüm çalışanların katılımıyla işletmenin
sürekli gelişmeyi ve müşteri tatminini öngören, çevreye saygılı bir yönetim anlayışı
olarak ortaya çıkmaktadır.
Bu sistem müşterinin ihtiyaçları odak noktası alınarak, işletmenin performansını her
alanda ve her düzeyde tüm çalışanların bütünleşmiş katkılarıyla sürekli olarak
geliştirilmesini hedeflemektedir.
Toplam Kalite Yönetimi (TKY) felsefesinin temel öğeleri (unsurları) hakkında
Bölüm 2.9 da genel bilgiler verilmektedir.
Bütün bu çalışmalar, TKY'nin Dünya üzerindeki uygulamalarının daha iyi
anlaşılmasına yardımcı olmaktadır. TKY'nin sayısız tanımı olmasından dolayı,
uygulamalarını sağlıklı ölçebilmek ve karşılaştırmalar yapabilmek de
güçleşmektedir. Pannirselvam v.d. (1994), yapmış oldukları çalışma ile, Malcolm
Baldrige Ödülü'nün (MBÖ), TKY uygulamalarını ölçen en iyi kriterlere sahip
olduğunu belirlemişlerdir.
Kalite yönetimi ve TKY'nin önemi konusunda sayısız makale ve çalışmaya rastlamak
mümkündür. Ancak, TKY değişkenleri arasındaki ilişkilerin saptanması ve bu
değişkenler arası hipotezlerin belirlenip, test edilmesi konusunda genellikle referans
verilen üç çalışma göze çarpmaktadır. Bunlar; Benson, Saraph ve Schroeder (1989),
Flynn ve Schroeder (1994) ve Ahire, Golhar ve Waller (1996)’in yapmış olduğu
çalışmalardır.
Saraph, Benson ve Schroeder (1989)’in yapmış oldukları çalışmada oluşturulan
TKY çerçevesi içerisinde şu boyutlar bulunmaktadır:
1. Üst yönetimin rolü ve kalite politikası,
2. Kalite departmanının rolü,
3. Eğitim,
189
4. Ürün (servis) dizaynı,
5. Tedarikçi kalite yönetimi,
6. Süreç yönetimi ve işletimi,
7. Kaliteli veri toplama ve raporlama,
8. Çalışanların ilişkileri [Benson, Saraph, Schroeder, 1989: s.810-829].
Flynn ve Schroeder (1994)’in yapmış oldukları çalışmada oluşturulan TKY çerçevesi
içerisinde şu boyutlar bulunmaktadır:
1. Kalite liderliği,
2. Kalite geliştirme ödülleri,
3. Süreç kontrol,
4. Geri besleme,
5. Organizasyon,
6. Yeni ürün kalitesi,
7. Fonksiyonel dizayn süreci,
8. Çalışma takımlarının seçimi,
9. Takım çalışması,
10. Tedarikçi ilişkileri,
11. Müşterinin sisteme katılması [Flynn, Schroeder, 1994: s.339-366].
Ahire, Golhar ve Waller (1996)’in yapmış oldukları çalışmada oluşturulan TKY
çerçevesi içerisinde şu boyutlar bulunmaktadır:
1. Üst yönetimin bağlılığı,
2. Müşteri odaklılık,
3. Tedarikçi kalite yönetimi,
4. Dizayn kalite yönetimi,
5. Kıyaslama,
6. Đstatistiksel proses kontrolünün kullanımı,
7. Đşletme içi kalite bilgi akışı,
8. Çalışanlara yetki devri,
190
9. Çalışanların katılımı,
10. Çalışanların eğitimi,
11. Ürün kalitesi,
12. Tedarikçi performansı [Ahire, Golhar, Waller, 1996: s.23-56].
Toplam Kalite Yönetimi’nde mükemmellik modeli olarak özellikle Japonya’da
uygulaması çok yaygın olan Deming Kalite Ödülü (1996) içeriğinde şu boyutlar
bulunmaktadır.
1. Politikalar,
2. Organizasyon,
3. Bilgi,
4. Standardlaştırma,
5. Đnsan kaynakları,
6. Kalite güvence,
7. Bakım,
8. Gelişim,
9. Etkiler (Sonuçlar),
10. Gelecekteki planlar, vizyon.
Bu çalışmaların yanında günümüzde Toplam Kalite Yönetimi’nde mükemmellik
modeli olarak kullanılan Avrupa Kalite Ödülü (EFQM-1994) içeriğinde şu boyutlar
bulunmaktadır.
1. Liderlik,
2. Politika ve strateji,
3. Çalışanların yönetime katılımı,
4. Kaynaklar,
5. Süreçler,
6. Müşteri tatmini,
7. Çalışanların tatmini,
8. Sosyal etki,
191
9. Đş sonuçları.
Toplam Kalite Yönetimi’nde mükemmellik modeli olarak özellikle Amerika’da
uygulaması çok yaygın olan Malcolm Baldrige Kalite Ödülü (MBQA-1999)
içeriğinde şu boyutlar bulunmaktadır.
1. Liderlik,
2. Bilgi ve analiz,
3. Stratejik Planlama,
4. Müşteri odaklılık, pazar odaklılık ve müşteri tatmini,
5. Đnsan kaynakları geliştirme ve yönetimi,
6. Süreç yönetimi,
7. Đş sonuçları.
5.2.2. MODEL DEĞĐŞKENLERĐ
Daha önce yapılmış olan bu üç çalışma ve mükemmellik modelleri (kalite ödülleri)
dikkate alınarak; bu çalışmada incelenmek istenen Toplam Kalite Yönetimi ve
Toplam Kalite Yönetimi’nin Genel Đşletme Performansı üzerine etkilerini ortaya
çıkaracak araştırma modelinde aşağıdaki öğeler bulunacaktır. Bu öğeler hakkında
Bölüm 2.9.’da açıklamalar yapılmaktadır.
TKY Öğeleri:
1. Vizyon sahibi ve planlı olma (strateji odaklı),
2. Kalite sistem geliştirme,
3. Tedarikçi kalite yönetimi,
4. Süreç kontrol ve geliştirme,
5. Ürün dizaynı,
6. Liderlik,
7. Çalışanların katılımı,
192
8. Çalışanların eğitimi,
9. Çalışanların fark edilmesi ve ödüllendirilmesi,
10. Müşteri odaklılık.
Bu öğelerin dışında 4 öğe de performans öğeleri içerisinde tanıtılacaktır. Bu öğeler
hakkında bölüm 3.7.’de açıklamalar yapılmaktadır.
GĐP Öğeleri:
1. Çalışanların tatmini,
2. Ürün kalitesi,
3. Müşteri tatmini,
4. Đş sonuçları (Stratejik işletme performansı).
5.3. ARAŞTIRMA MODELĐ VE HĐPOTEZLER
Bu çalışmada toplam 14 boyut bulunmaktadır. Yapılmış olan çalışmalar ve yukarıda
bahsedilen mükemmellik modelleri doğrultusunda bu çalışmada aşağıdaki model
araştırma modeli olarak belirlenmiştir. Giriş bölümünde açıklandığı gibi, bu
çalışmada ülkemiz işletmelerinde uygulanmakta olan TKY’nin işletmelerimizin
performansı üzerine etkilerinin ortaya çıkarılması amaçlanmaktadır. Buna göre bu
amaç doğrultusunda en genel model ve hipotezimiz aşağıdaki gibi olmalıdır.
Şimdiye kadar yapılan çoğu araştırmada, Toplam Kalite Yönetimi Uygulamasının
işletme (organizasyon) performansı üzerine etkisinin olduğu görülmüştür. Bu etki;
sistem iyi kurulmadığı, üst yönetim desteğinin bulunmadığı veya tam katılımın
olmadığı vb. bazı durumlarda negatif yönde de olabileceği gelişebilir. Ancak bir çok
araştırmada bu etkinin pozitif etki yarattığı, hatta TKY sistemi için yapılan
yatırımların; maliyetlerin azalması, ürün kalitesinin artması, çalışanların
memnuniyetinin artması, müşteri memnuniyetinin pozitif yönde trend göstermesi ve
buna bağlı olarak iç ve dış pazarda pazar payının büyümesiyle oluşan stratejik
193
işletme performansındaki pozitif etkilerle geri döndüğü görülmüştür. Prof. Sohal ve
Prajogo, Avustralya’da 194 işletme ile yapmış oldukları araştırmalarında TKY’nin
kalite ve değişim gibi performans tiplerinin etkilediğini ortaya koymuşlardır [Sohal,
Prajogo, 2003: s.1-11].
Temel Hipotez:
H1G : TKY ile GĐP arasında α = 0,05 anlamlılık düzeyinde bir ilişki vardır. Toplam
Kalite Yönetimi (TKY) uygulamalarının, Genel Đşletme Performansı (GĐP) üzerine
pozitif etkisi vardır. ( γ11 ≠ 0 )
Şekil 40. Model -1: TKY'nin GĐP Üzerine Etkisi
Eğer modelde bulunan Genel Đşletme Performansını genişletecek olursak aşağıdaki
gibi bir model ortaya çıkacaktır. Acaba TKY uygulamaları, Genel Đşletme
Performansı çerçevesinde bulunan,
1. Çalışanların tatmini,
2. Ürün kalitesi,
3. Müşteri tatmini,
4. Stratejik işletme performans (pazardaki durum ve finansal performans),
öğeleri üzerinde ne kadar etkilidir. Aynı zamanda Genel Đşletme Performansı
değişkenlerinin birbirleri arasında etki söz konusu mudur?
Yine bir çok çalışmada TKY’nin çalışanların tatmini, ürün kalitesi, müşteri tatmini
ve stratejik işletme performansı üzerine pozitif etkisinin bulunduğunu
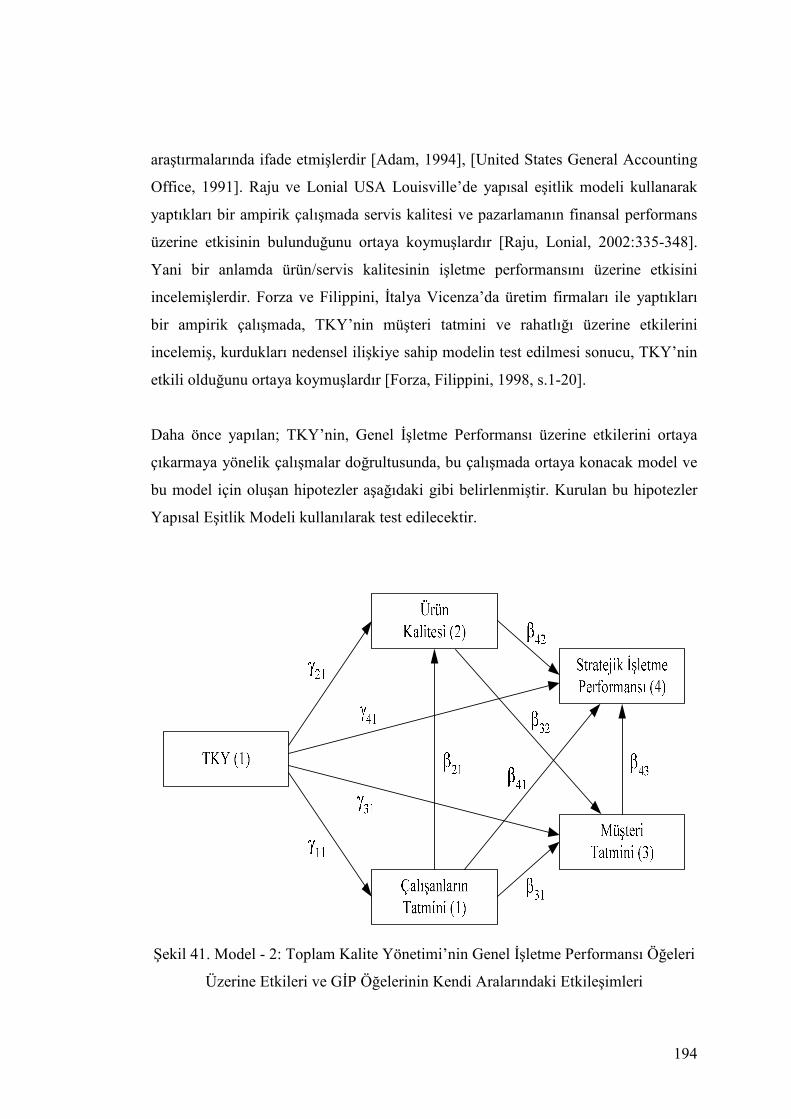
194
araştırmalarında ifade etmişlerdir [Adam, 1994], [United States General Accounting
Office, 1991]. Raju ve Lonial USA Louisville’de yapısal eşitlik modeli kullanarak
yaptıkları bir ampirik çalışmada servis kalitesi ve pazarlamanın finansal performans
üzerine etkisinin bulunduğunu ortaya koymuşlardır [Raju, Lonial, 2002:335-348].
Yani bir anlamda ürün/servis kalitesinin işletme performansını üzerine etkisini
incelemişlerdir. Forza ve Filippini, Đtalya Vicenza’da üretim firmaları ile yaptıkları
bir ampirik çalışmada, TKY’nin müşteri tatmini ve rahatlığı üzerine etkilerini
incelemiş, kurdukları nedensel ilişkiye sahip modelin test edilmesi sonucu, TKY’nin
etkili olduğunu ortaya koymuşlardır [Forza, Filippini, 1998, s.1-20].
Daha önce yapılan; TKY’nin, Genel Đşletme Performansı üzerine etkilerini ortaya
çıkarmaya yönelik çalışmalar doğrultusunda, bu çalışmada ortaya konacak model ve
bu model için oluşan hipotezler aşağıdaki gibi belirlenmiştir. Kurulan bu hipotezler
Yapısal Eşitlik Modeli kullanılarak test edilecektir.
Şekil 41. Model - 2: Toplam Kalite Yönetimi’nin Genel Đşletme Performansı Öğeleri
Üzerine Etkileri ve GĐP Öğelerinin Kendi Aralarındaki Etkileşimleri
195
H1-1 : TKY ile çalışanların tatmini arasında α = 0,05 anlamlılık düzeyinde bir ilişki
vardır. Toplam Kalite Yönetimi’nin (TKY), çalışanların tatminine üzerine pozitif
etkisi vardır. ( γ11 ≠ 0 )
H1-2: TKY ile ürün kalitesi arasında α = 0,05 anlamlılık düzeyinde bir ilişki vardır.
Toplam Kalite Yönetimi’nin (TKY), ürün kalitesi üzerine pozitif etkisi vardır.
( γ21 ≠ 0 )
H1-3 : TKY ile müşteri tatmini arasında α = 0,05 anlamlılık düzeyinde bir ilişki
vardır. Toplam Kalite Yönetimi’nin (TKY), müşteri tatmini üzerine pozitif etkisi
vardır. ( γ31 ≠ 0 )
H1-4 : TKY ile stratejik işletme performansı arasında α = 0,05 anlamlılık düzeyinde
bir ilişki vardır. Toplam Kalite Yönetimi’nin (TKY), stratejik işletme performansı
üzerine pozitif etkisi vardır. ( γ41 ≠ 0 )
H1-5 : Çalışanların tatmini ile ürün kalitesi arasında α = 0,05 anlamlılık düzeyinde bir
ilişki vardır.Çalışanların tatmin olmasının, ürün kalitesi üzerine pozitif etkisi
vardır. ( β21 ≠ 0 )
H1-6 : Çalışanların tatmini ile müşteri tatmini arasında α = 0,05 anlamlılık düzeyinde
bir ilişki vardır. Çalışanların tatmin olmasının, müşteri tatmini üzerine pozitif etkisi
vardır. ( β31 ≠ 0 )
H1-7 : Çalışanların tatmini ile stratejik işletme performansı arasında α = 0,05
anlamlılık düzeyinde bir ilişki vardır. Çalışanların tatmin olmasının, stratejik işletme
performansı üzerine pozitif etkisi vardır. ( β31 ≠ 0 )
H1-8 : Ürün kalitesi ile müşteri tatmini arasında α = 0,05 anlamlılık düzeyinde bir
ilişki vardır. Ürün kalitesinin, müşteri tatmini üzerine pozitif etkisi vardır. ( β32 ≠ 0 )
196
H1-9 : Ürün kalitesi ile stratejik işletme performansı arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Ürün kalitesinin, stratejik işletme performansı üzerine
pozitif etkisi vardır. ( β42 ≠ 0 )
H1-10 : Müşteri tatmini ile stratejik işletme performansı arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Müşteri tatmininin, stratejik işletme performansı üzerine
pozitif etkisi vardır. ( β43 ≠ 0 )
Modelde bulunan TKY ve GĐP öğeleri (değişkenleri) daha açık ifade edilerek
yukarıda oluşturulan model Şekil 42’deki gibi genişletilebilir.
Alt Hipotezler: (Şekil 42)
H1-1 : Vizyon sahibi ve planlı olma ile ürün kalitesi arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Vizyon sahibi ve planlı olmanın, ürün kalitesi üzerine
pozitif etkisi vardır. ( γ21 ≠ 0 )
H1-2 : Kalite sistem geliştirme ile ürün kalitesi arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Kalite sistem geliştirmenin, ürün kalitesi üzerine pozitif
etkisi vardır. ( γ22 ≠ 0 )
H1-3 : Tedarikçi kalite yönetimi ile ürün kalitesi arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Tedarikçi kalite yönetiminin, ürün kalitesi üzerine pozitif
etkisi vardır. ( γ23 ≠ 0 )
H1-4 : Süreç kontrol ve geliştirme ile ürün kalitesi arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Süreç kontrol ve geliştirmenin, ürün kalitesi üzerine
pozitif etkisi vardır. ( γ24 ≠ 0 )
H1-5 : Ürün dizaynı ile ürün kalitesi arasında α = 0,05 anlamlılık düzeyinde bir ilişki
vardır. Ürün dizaynının, ürün kalitesi üzerine pozitif etkisi vardır. ( γ25 ≠ 0 )
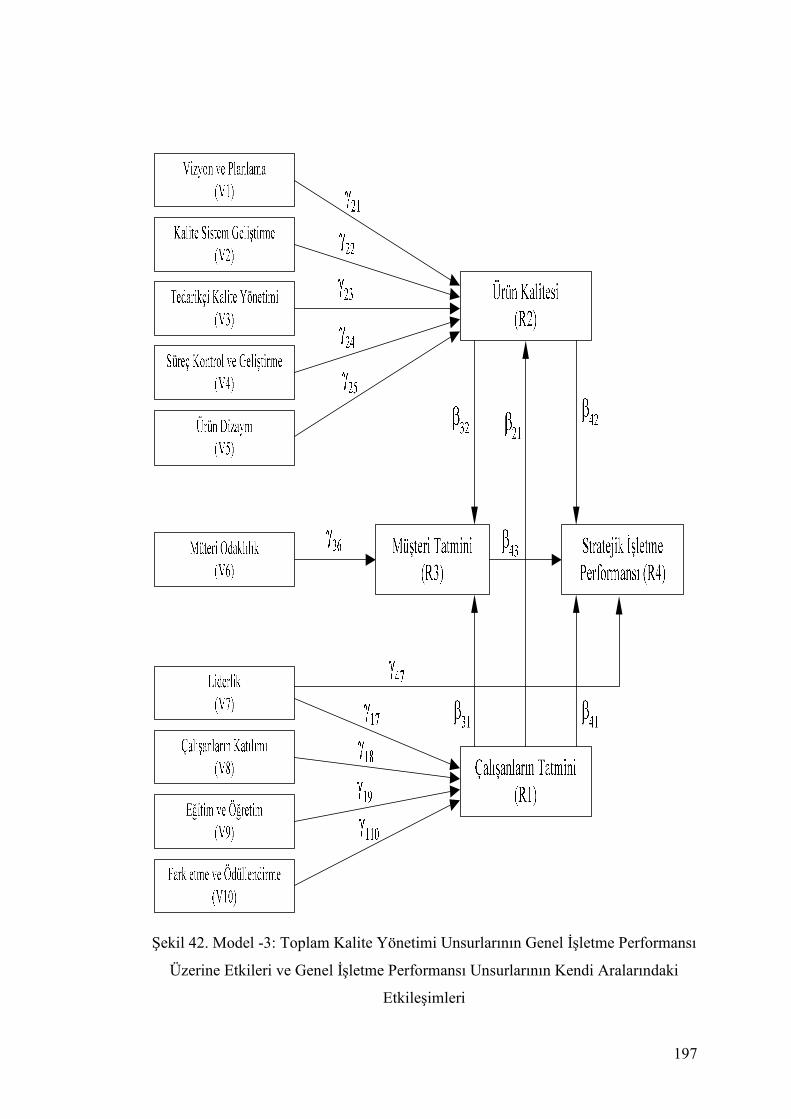
197
Şekil 42. Model -3: Toplam Kalite Yönetimi Unsurlarının Genel Đşletme Performansı
Üzerine Etkileri ve Genel Đşletme Performansı Unsurlarının Kendi Aralarındaki
Etkileşimleri

198
H1-6 : Müşteri odaklılık ile müşteri tatmini arasında α = 0,05 anlamlılık düzeyinde bir
ilişki vardır. Müşteri odaklı olmanın, müşteri tatmini üzerine pozitif etkisi vardır.
( γ36 ≠ 0 )
H1-7 : Liderlik ile çalışanların tatmini arasında α = 0,05 anlamlılık düzeyinde bir
ilişki vardır. Liderliğin, çalışanların tatmini üzerine pozitif etkisi vardır. ( γ17 ≠ 0 )
H1-8 : Çalışanların katılımı ile çalışanların tatmini arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Çalışanların katılımının, çalışanların tatmini üzerine
pozitif etkisi vardır. ( γ18 ≠ 0 )
H1-9 : Eğitim ve öğretim ile çalışanların tatmini arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Eğitim ve öğretimin, çalışanların tatmini üzerine pozitif
etkisi vardır. (γ19 ≠ 0)
H1-10 : Çalışanları fark etme ve ödüllendirme ile çalışanların tatmini arasında α =
0,05 anlamlılık düzeyinde bir ilişki vardır. Çalışanları fark etme ve ödüllendirmenin,
çalışanların tatmini üzerine pozitif etkisi vardır. ( γ110 ≠ 0 )
H1-11 : Liderlik ile stratejik işletme performansı arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Liderliğin, stratejik işletme performansı üzerine pozitif
etkisi vardır. (γ47 ≠ 0)
H1-12 : Çalışanların tatmini ile ürün kalitesi arasında α = 0,05 anlamlılık düzeyinde
bir ilişki vardır. Çalışanların tatmin olmasının, ürün kalitesi üzerine pozitif etkisi
vardır. ( β21 ≠ 0 )
199
H1-13 : Çalışanların tatmini ile müşteri tatmini arasında α = 0,05 anlamlılık düzeyinde
bir ilişki vardır. Çalışanların tatmin olmasının, müşteri tatmini üzerine pozitif etkisi
vardır. ( β31 ≠ 0 )
H1-14 : Çalışanların tatmini ile stratejik işletme performansı arasında α = 0,05
anlamlılık düzeyinde bir ilişki vardır. Çalışanların tatmin olmasının, stratejik işletme
performansı üzerine pozitif etkisi vardır. ( β41 ≠ 0 )
H1-15 : Ürün kalitesi ile müşteri tatmini arasında α = 0,05 anlamlılık düzeyinde bir
ilişki vardır. Ürün kalitesinin, müşteri tatmini üzerine pozitif etkisi vardır. ( β32 ≠ 0 )
H1-16 : Ürün kalitesi ile stratejik işletme performansı arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Ürün kalitesinin, stratejik işletme performansı üzerine
pozitif etkisi vardır. ( β42 ≠ 0 )
H1-17 : Müşteri tatmini ile stratejik işletme performansı arasında α = 0,05 anlamlılık
düzeyinde bir ilişki vardır. Müşteri tatmininin, stratejik işletme performansı üzerine
pozitif etkisi vardır. (β43 ≠ 0 )
200
5.4. ARAŞTIRMA METODOLOJĐSĐ
Bu çalışmada araştırma hipotezlerinin test edilmesinde yardımcı olacak bilgilerin
toplanması için anket uygulaması yoluna gidilmiştir. Bu çalışma, inceleme türü bir
çalışma olarak da değerlendirilebilir. Çalışmanın inceleme olmasının birkaç nedeni
bulunmaktadır. Bunlardan birincisi, yapmış olduğumuz araştırmalar sonucunda bu
çalışmaya benzer henüz Türkiye’de yapılmış çalışmaların sayısı yok denecek kadar
azdır. Đkinci olarak, ülkemizde aynı amaca yönelik çalışmalar olmuş olsa bile,
TKY’nin GĐP üzerine etkilerini inceleyen ve bu incelemeyi yapısal eşitlik modeli
kullanarak uygulayan bir çalışmaya rastlanmamıştır. Üçüncü olarak da, özellikle bu
çalışmada genel olarak tanıtılan yapısal eşitlik modeli istatistik analiz teknikler dizisi,
ülkemizde henüz yeni yeni uygulanmaya başlanan bir konu olmasıdır. Dolayısıyla bu
çalışmanın istatistik literatürüne de bir ölçüde katkıda bulunabileceği beklenebilir.
5.4.1. ARAŞTIRMA VE ANKET TÜRÜ
Sosyal bilimlerde genellikle uygulanan iki temel araştırma türü vardır. Bunlardan
birincisi deney düzeneklere dayanan laboratuar çalışmaları, diğeri ise, saha
çalışmasına dayanan araştırmalardır. Saha çalışmasına dayanan araştırmalar birkaç
farklı şekilde uygulanabilir. Yüz yüze görüşme veya anket uygulaması (mektup, faks
veya elektronik posta kullanımı, telefon kullanılarak vb.) ile yapılan araştırma
bunlardan bazılarıdır. Araştırma türünün seçiminde araştırıcının kontrol seviyesi
önemli bir etkendir.
Bu çalışma ülkemiz imalat sanayinde yapılması düşünüldüğünden saha çalışması
olarak bilgilerin toplanmasına karar verilmiştir. Anket uygulaması, işletmelere
elektronik posta ile ulaştırılmış ve cevaplar yine elektronik posta aracılığı ile geri
alınmıştır. Dolayısıyla yapılan araştırma Internet tabanlı bir anket çalışması olarak da
düşünülebilir.
201
5.4.2. ANKET TASARIMI
Bu çalışmada kullanılan anket MS Excel 8.0 programı kullanılarak hazırlanmış ve üç
sayfadan meydana gelmektedir. Birinci sayfada araştırma hakkında genel bilgiler
verilmiş ve işletmenin demografik yapısı hakkında genel bilgiler istenmiştir. Đkinci
sayfada Toplam Kalite Yönetimi öğelerine ilişkin 64 soru bulunmaktadır. Bu
soruların yanıtları için beş noktalı Likert ölçeği (1.Kesinlikle katılmıyorum,…,
5.Kesinlikle Katılıyorum) kullanılmıştır. Üçüncü sayfada ise Genel Đşletme
Performansı öğelerine ilişkin 19 soru bulunmaktadır. Bu soruların yanıtları için
Semantik farklar ölçeği (5.Çok Yüksek,…, 1.Çok Düşük) ve beş noktalı Likert ölçeği
(1.Kesinlikle katılmıyorum,…, 5.Kesinlikle Katılıyorum) kullanılmıştır.
Anket soruları mümkün olduğunca kısa ve öz tutulmaya çalışılmış, yazı tipi olarak
12 punto Times New Roman karakterleri kullanılmıştır. Anket hazırlanması sırasında
ve sonrasında anket sorularının açık, anlaşılır ve nitelikli olup olmadıkları bir grup
kişilerce teste tabi tutulmuş ve sorularda çeşitli düzeltmeler gerçekleştirilmiştir.
Anket çalışması firmalar gönderilmeden önce kalite kongresine katılmış olan bir
grup kalite yöneticisi ile pilot çalışması yapılmış ve anket soruları yeniden
değerlendirilerek ve yine çeşitli düzelmeler yapılarak son halini almıştır. Anket
formunun tasarımı sırasında soruların uyumluluğu ve araştırmanın amacına yönelik
olup olmadığına özellikle dikkat edilmiştir. Soruların sıralanması ve
anlaşılabilirliğinin sağlanması için imkan sınırları içerisinde konuyu spesifik olarak
anlatacak kelimelerin kullanılmasına özen gösterilmiştir. Bazı soruların daha iyi
anlaşılabilmesi için parantez içerisinde küçük açıklamalar yapılmıştır.
Ayrıca anketin amacı ve önemini vurgulayan ve söz konusu firmaların katılımını
sağlamaya yönelik cümleler yazılmış ve anket ciddiyetini vurgulamak amacı ile
anket ilk sayfasında Üniversite ve Fakülte logoları kullanılmıştır.
Anket saha çalışmasını uygulamaya geçirmeden önce akıcılık ve anlaşılırlık
açısından işletme doktora öğrencilerinden üç dört kişiye anket doldurtulmuş ve
202
anketin çeşitli açılardan değerlendirmesi alınmıştır ve bundan sonra belirlenen
işletmelere elektronik posta kanalı ile yollanmıştır.
Anketin Excel sayfasında ek dosya ile gönderilmesi sağlanmış, doldurulması istenen
hücreler dışındaki bütün hücreler herhangi bir değişime neden olacak işlemlere
kilitlenmiş ve geri dönen dosyalar çok kısa sürede yine diğer bir Excel sayfasına
otomatik olarak atılmıştır. Bazı maillerde zaman zaman sorunlar yaşanmış, ancak
Internet kullanımı aracılığı ile zaman açısından büyük tasarruf sağlanmıştır. Hatta
anket dolduran yöneticilerden bazıları bir iki soru için birkaç kez geri dönüş yapmış
ve bu yöneticinin soruları yanıtlandıktan sonra anket geri alınmıştır.
5.4.3. HEDEF KĐTLE VE ÖRNEKLEME
Bu çalışma bağlamında hedef anakütle olarak, ülkemizde faaliyet gösteren, Toplam
Kalite Yönetimi anlayışına, ISO veya bir başka kalite belgesi alarak adım atmış,
imalat sektöründe bulunan firmalar yer almaktadır. Ancak, konunun bir TKY
uygulaması olması, bu tanım kapsamında yer alan işletme sayısının çok sayıda
olması ve maddi olanakların sınırlı olması nedeni ile bu tanımın çerçevesini biraz
daha daraltarak hedef anakütle küçültülmeye çalışılmıştır. Ayrıca, saha çalışmasının
elektronik posta ile anket uygulaması olması nedeni ile yukarıda tanımlanan
Anakütlede bulunan bütün işletmelerin elektronik posta adresine ulaşılamayacağı
düşünüldüğünden anakütle tanımı aşağıdaki gibi yapılmıştır.
Ülkemizde 1991 yılından bu yana, TKY’nin etkinliğinin artırılması ve
yaygınlaştırılmasına yönelik çalışmalar yapan, TKY uygulamalarını destekleyen,
takip eden, yol gösteren ve ülkemizde kalite bilincinin yerleştirilmesini amaçlayan
bir kalite derneği bulunmaktadır. Bu derneğin ismi Kalite Derneğidir (KalDer). Bu
dernek 11 yıldır ulusal kalite kongreleri düzenlemekte, kalite seminerleri vermekte,
özellikle kendilerine bağlı üye işletmelerle sürekli işbirliği yapmaktadır. Türkiye’de
verilen kalite ödüllerinin bir ayağı TÜSĐAD, diğer ayağı ise KalDer’dir [KalDer,
2001].
203
Bu çalışmada hedef anakütle olarak, Türkiye’de faaliyetini sürdürmekte olan,
Toplam Kalite Yönetimi anlayışına gönül vermiş, bunu ISO veya diğer bir kalite
belgesi ile başlatmış, kalite felsefesi için çeşitli girişimler yapmış, KalDer’le
bağlantılı imalat sektöründe bulunan işletmeler seçilmişlerdir. Bu işletmelerin listesi
kalite derneğinin çeşitli dokümanlarında, internet sayfalarında ve birçok kalite ile
ilgili danışmanlık veren kuruluşlar ve Đstanbul Sanayi Odasında bulunmaktadır. Bu
listede bulunan firmaların sayısı da çok fazla olduğundan anakütle içerisinden
rasgele seçilen bir grup işletme ile bu saha çalışması gerçekleştirilmiştir. Bu
firmaların elektronik posta adreslerine Internet kanalı ve kalite kongrelerine katılımla
ve karşılıklı görüşmelerle elde edilmiştir. Bu çalışmada kullanılan örnek hacmi 270
işletmeden oluşmaktadır.
5.4.4. ÖRNEKLEME VE ÖRNEK HACMĐ
Örnek grubuna dahil olacak işletmelere anket formları hafta içi çalışma saatleri
içerisinde elektronik posta aracılığı ile gönderilmiştir. Örnek büyüklüğü e = 0,06 ve
α = 0,05 anlamlılık düzeyine göre;
n = ( p*q ) / ( e / z ) 2
n = ( 0,5 *0,5) / ( 0,06 / 1,96 ) 2
n ≅ 267 olacaktır [Green, Tool, Albaum, 1988: s.341].
Anakütlede incelenecek konu ve bu konular esas alındığında, anakütle homojen
olmaktan uzaksa, bu durumda anakütleyi bu nitelikleri esas alınarak kümelere veya
gruplara ayırarak incelemek örneğin güvenirliliğini arttıracaktır [Kurtuluş, 1996].
Yapısal eşitlik modeli bölümünün örnek hacmi kısmında örnek sayısının ne kadar
olması gerektiği hakkında gerekli açıklamalar yapılmıştır. Bu çalışmada güvenilir ve
geçerli olan 59 değişken bulunmaktadır. Bu değer 5’le çarpıldığında, örnek hacmi
295, 8’le çarpıldığında örnek hacmi 472 olarak bulunur. Bu araştırmanın verileri 270
üretim işletmesinden alınmıştır. Bu değerin analizin ilk bölümü (faktör modeli) için
204
yetersiz olduğu bir gerçektir. Ancak bu sayıyı artırabilmek için çok uzun zamana ve
maliyete katlanılması gerektiği muhakkaktır.
5.4.5. ARAŞTIRMANIN DEĞĐŞKENLERĐ
Toplam Kalite Yönetimi değişkenleri (boyutları): (Yargı şeklinde oluşturulmuş 5 li
Likert ölçeği)
1. Vizyon sahibi ve planlı olma (strateji odaklı) ( 7 Madde )
2. Kalite sistem geliştirme ( 5 Madde )
3. Tedarikçi kalite yönetimi ( 6 Madde )
4. Süreç kontrol ve geliştirme ( 7 Madde )
5. Ürün dizaynı ( 7 Madde )
6. Müşteri odaklılık ( 6 Madde )
7. Liderlik ( 7 Madde )
8. Çalışanların katılımı ( 7 Madde )
9. Eğitim ve Öğretim ( 6 Madde )
10. Çalışanları fark etme ve ödüllendirme ( 6 Madde )
Genel Đşletme Performansı değişkenleri (boyutları): (Semantik farklar ölçeği (5.Çok
Yüksek,…, 1.Çok Düşük) ve yargı şeklinde oluşturulmuş 5’li Likert ölçeği)
11. Çalışanların tatmini ( 4 Madde )
12. Ürün kalitesi ( 5 Madde )
13. Müşteri tatmini ( 5 Madde )
14. Stratejik işletme performansı ( 5 Madde )
205
5.4.6. ARAŞTIRMANIN KAPSAMI VE KISITLARI
Araştırmamızda anakütlenin tamamına ulaşabilmek teknik ve ekonomik açıdan olası
olamadığından, analiz ve yorumlarımız seçilecek örnek kütle içerisinde bulunacak
işletmelerle sınırlanacaktır. Çalışmada ortaya konan hipotezler %95 güven
seviyesinde test edilecekler, çıkan sonuçlarla hedef kitle ile ilgili olarak Toplam
Kalite uygulamalarının Genel Đşletme Performansı üzerine kurulan hipotezler
değerlendirilecektir.
Bu araştırma, örnekte bulunan işletmelerin genellikle kalite yöneticililerinden
toplanan bilgilerle yapıldı. Eğer kalite yöneticileri yanında diğer departman
yöneticilerinden, çalışanlarından, ve her işletmenin kendi müşterilerinden bilgi
toplanabilmiş olsa idi, işletmenin TKY uygulamaları ve performansa etkisi üzerinde
daha anlamlı sonuçlar ortaya konabilirdi.
Bunun yanında, örnek hacminin 270 işletme ile sınırlı olması, analiz sonuçlarının
güvenilirliği ve geçerliliğini düşürmektedir.
206
BÖLÜM 6. UYGULAMA VE VERĐLERĐN ANALĐZĐ
6.1. GĐRĐŞ
Bu bölümde, örnek içerisinde bulunan işletmelere ilişkin demografik özellikler,
toplanan verilerin düzenlenmesi, frekans dağılımları, güvenilirlik ve geçerlilik
analizleri, önceki bölümde ortaya konan modellerin yapısal eşitlik modeli
kullanılarak yapılan analizleri ve analiz sonuçları hakkında bilgiler verilmektedir.
6.2. DEMOGRAFĐK ÖZELLĐKLER
Đşletmelerin, soru formuna cevap verenlerin pozisyonlarına ilişkin dağılımı:
Mutlak Frekans Yüzdesi
Kalite Güvence Müdürü 182 67,4
Teknik Müdür 28 10,4
Üretim Müdürü 23 8,5
Muhasebe Finans Müdürü 17 6,3
Planlama Müdürü 14 5,2
Araştırma Geliştirme Md. 6 2,2
Toplam 270 100.0
Đşletmelerde soru formuna cevap verenlerin %67,4'ü Kalite Güvence Müdürü,
%10,4'ü Teknik Müdür, %8,5'i Üretim Müdürü, %6.3'ü Muhasebe Finans Müdürü,
%5,2'si Planlama Müdürü ve %2,2'si Araştırma Geliştirme Müdürü olduklarını
belirtmişlerdir.
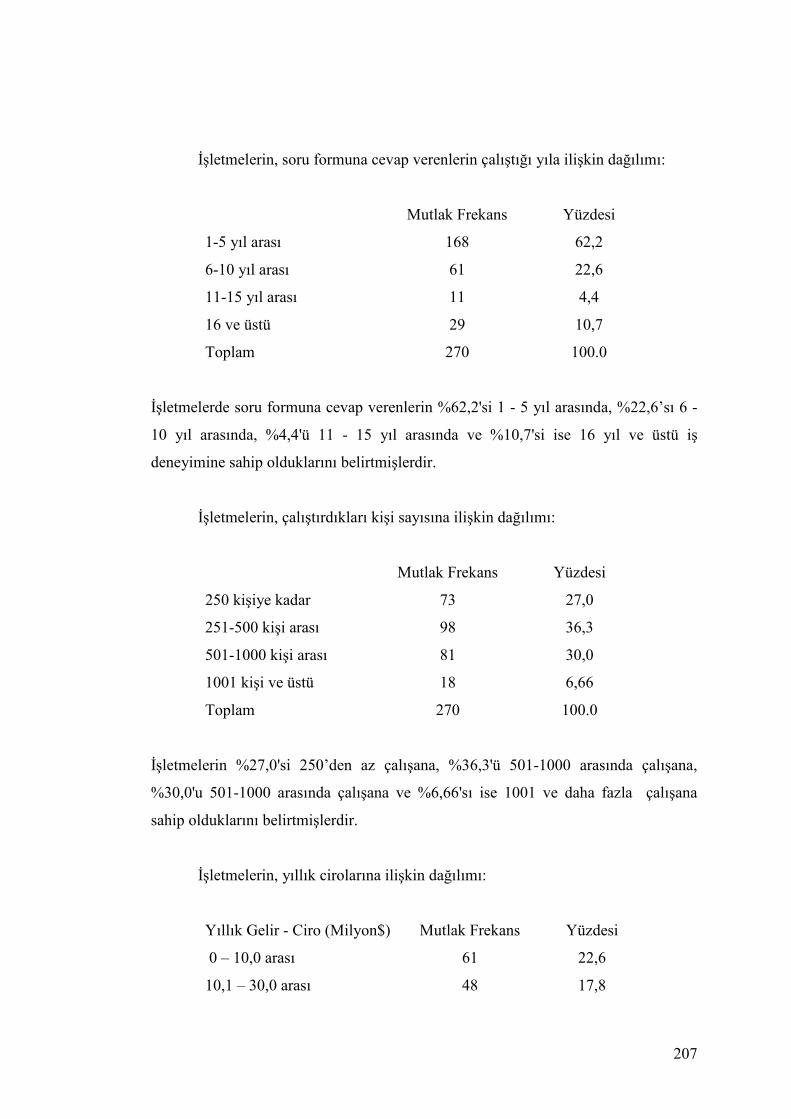
207
Đşletmelerin, soru formuna cevap verenlerin çalıştığı yıla ilişkin dağılımı:
Mutlak Frekans Yüzdesi
1-5 yıl arası 168 62,2
6-10 yıl arası 61 22,6
11-15 yıl arası 11 4,4
16 ve üstü 29 10,7
Toplam 270 100.0
Đşletmelerde soru formuna cevap verenlerin %62,2'si 1 - 5 yıl arasında, %22,6’sı 6 -
10 yıl arasında, %4,4'ü 11 - 15 yıl arasında ve %10,7'si ise 16 yıl ve üstü iş
deneyimine sahip olduklarını belirtmişlerdir.
Đşletmelerin, çalıştırdıkları kişi sayısına ilişkin dağılımı:
Mutlak Frekans Yüzdesi
250 kişiye kadar 73 27,0
251-500 kişi arası 98 36,3
501-1000 kişi arası 81 30,0
1001 kişi ve üstü 18 6,66
Toplam 270 100.0
Đşletmelerin %27,0'si 250’den az çalışana, %36,3'ü 501-1000 arasında çalışana,
%30,0'u 501-1000 arasında çalışana ve %6,66'sı ise 1001 ve daha fazla çalışana
sahip olduklarını belirtmişlerdir.
Đşletmelerin, yıllık cirolarına ilişkin dağılımı:
Yıllık Gelir - Ciro (Milyon$) Mutlak Frekans Yüzdesi
0 – 10,0 arası 61 22,6
10,1 – 30,0 arası 48 17,8
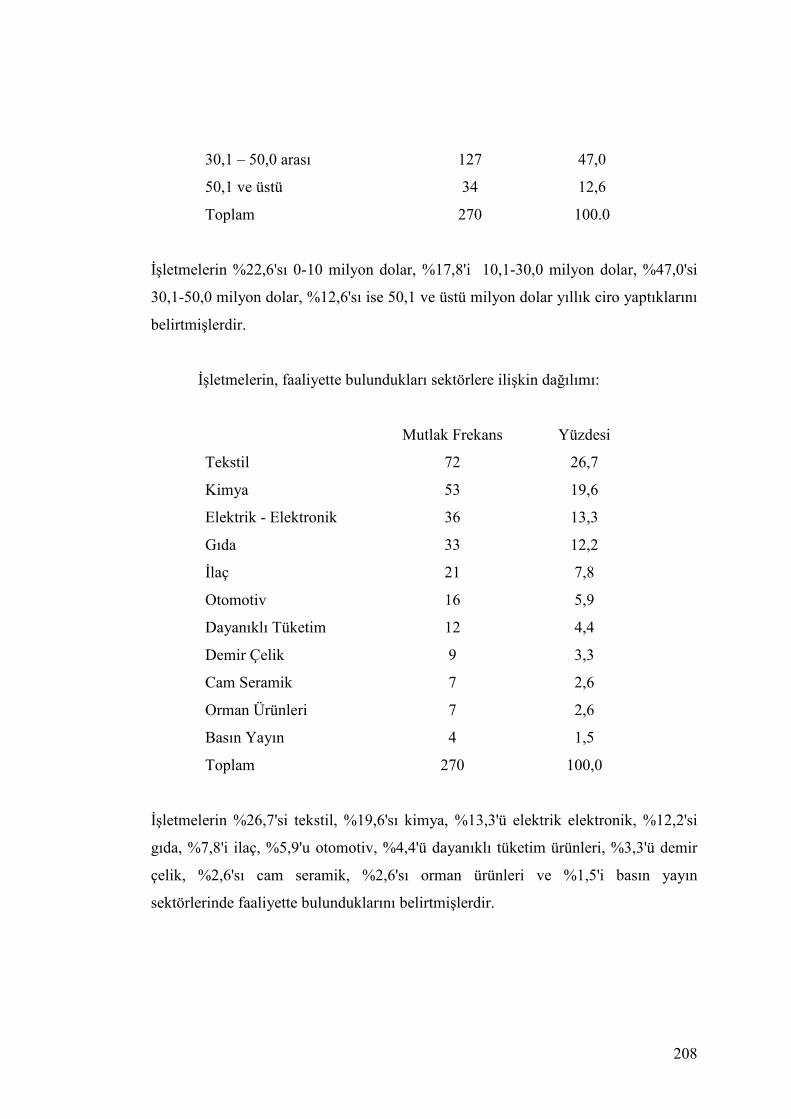
208
30,1 – 50,0 arası 127 47,0
50,1 ve üstü 34 12,6
Toplam 270 100.0
Đşletmelerin %22,6'sı 0-10 milyon dolar, %17,8'i 10,1-30,0 milyon dolar, %47,0'si
30,1-50,0 milyon dolar, %12,6'sı ise 50,1 ve üstü milyon dolar yıllık ciro yaptıklarını
belirtmişlerdir.
Đşletmelerin, faaliyette bulundukları sektörlere ilişkin dağılımı:
Mutlak Frekans Yüzdesi
Tekstil 72 26,7
Kimya 53 19,6
Elektrik - Elektronik 36 13,3
Gıda 33 12,2
Đlaç 21 7,8
Otomotiv 16 5,9
Dayanıklı Tüketim 12 4,4
Demir Çelik 9 3,3
Cam Seramik 7 2,6
Orman Ürünleri 7 2,6
Basın Yayın 4 1,5
Toplam 270 100,0
Đşletmelerin %26,7'si tekstil, %19,6'sı kimya, %13,3'ü elektrik elektronik, %12,2'si
gıda, %7,8'i ilaç, %5,9'u otomotiv, %4,4'ü dayanıklı tüketim ürünleri, %3,3'ü demir
çelik, %2,6'sı cam seramik, %2,6'sı orman ürünleri ve %1,5'i basın yayın
sektörlerinde faaliyette bulunduklarını belirtmişlerdir.
209
6.3. VERĐLERE AĐT GÜVENĐLĐRLĐK VE GEÇERLĐLĐK ANALĐZĐ
Çalışmada ortaya konan teorik modelde, Toplam Kalite Yönetimi öğelerine ilişkin
10, işletme performansı öğelerine ilişkin 4 ölçek bulunmaktadır. Bu ölçeklerin
güvenilirliği ve geçerliliği daha önce test edilmediği için, anket yardımı ile elde
edilen veriler kullanılarak, bu ölçeklerin güvenilir ve geçerli olup olmadıklarına
bakmamız gerekecektir. Çünkü teorik modelde bulunan bu ölçeklerin çoğu yeni
oluşturulmuştur.
Güvenilirlik : Güvenilirlik, bir ölçüm aracının, bir anketin neyi ölçüyorsa (örneğin iş
tatmini) bunu hep aynı şekilde ölçmesini belirtir. Anket geçici içsel koşullardan ve
dışsal koşullardan etkilenmeden tutarlı bir şekilde aynı tespitleri (iş tatmini
düzeyleri) yapabilmelidir.
Güvenilirlik testi, SPSS 11.0 istatistik paket programı kullanılarak yapılacaktır
(reliability test). Güvenilirlik analizi, herhangi bir olgunun ölçümünde kullanılan
anket sorusuna verilen cevapların birbirine yakın olup olmadığını test etmektedir.
Güvenilirlik testi yapabilmek için farklı metodlar vardır. Bunlar;
1. Test-tekrar test güvenilirliği, (test-retest method)
2. Yarıya bölüm güvenilirliği (split-half method)
3. Đç tutarlılık güvenilirliği (internal consistency method)
Bu çalışmada güvenilirlik analizleri yapılırken, iç tutarlılık metodu (the internal
consistency method) kullanılacaktır. Đç tutarlılık metodu, Cronbach Alpha katsayısı
denilen bir istatistikle ölçülmektedir. Bu istatistik ölçeğin homojenliğini
yansıtmaktadır. Cronbach alpha değeri, 0 ile 1 arasında değişen bir sayıdır ve bu sayı
1’e yaklaştıkça ölçeğin güvenilirliğinin yüksek olduğu düşünülmektedir. Bir ölçeğe
ilişkin iç tutarlılık katsayısı (Cronbach’s coefficient alpha) 0,70 ve üzerinde ise bu
ölçeğin iyi derecede güvenilirliğe sahip olduğunu gösterir [Nunnally, 1978]. Ölçeğe
ilişkin iç tutarlılık katsayısı 0,70 değerinin altında kaldığında ölçek maddeleri teker
210
teker incelenir. Güvenilirliğe en kötü etkisi olan herhangi bir ölçek maddesi (sorusu)
silindiğinde, ölçeğin alacağı iç tutarlılık katsayısı yükseliyor ve 0,70 değerinin
üzerine çıkılabiliyor ise bu madde ölçekten çıkartılarak, ölçek güvenilirliği yani iç
tutarlılık katsayısı artırılabilir. Modelde bulunan bütün ölçekler için bu analiz
yapılmaktadır.
Geçerlilik: Bir ölçüm aracının ya da ölçeğin geçerliliği, ölçmek istediği değişkeni ne
derece ölçtüğü anlamına gelir. Örneğin bir anketle iş tatmininin ölçüldüğü iddia
ediliyorsa, bunun bir yöntemle ispat edilmesi gerekir. Geçerlilik testinin, güvenilirlik
testinde olduğu gibi dayandığı bir sayı yoktur. Bu nedenle, geçerlilik testi daha çok
kuramsal analizlerle dört farklı yöntem kullanılarak yapılır. Bunlar;
1. Tahminsel geçerlilik
2. Eş zamanlı geçerlilik
3. Đçerik geçerliliği
4. Yapı geçerliliği
a) Faktör analizi
b) Madde analizi
Bu kuramsal analizlerden biri yapı geçerliliği (construct validity) olarak
adlandırılmakta ve bir değişkeni (construct) ölçmek üzere geliştirilen soruların, o
değişkeni ölçüp ölçmediğinin ya da o değişkenle ne derece ilişkili olduklarının
kuramsal analizini öngörmektedir. Bir ölçeğin kavramsal geçerliliğinin sınanmasında
en sık kullanılan yöntemlerden biri faktör analizidir [Carmines, Zeller, 1989: 62-63].
Faktör analizi, değişkenler arasındaki korelasyonların, gözlenemeyen ortak
faktörlerden kaynaklandığı varsayımına dayanmaktadır. Analiz, değişkenler
arasındaki sapmaların daha az sayıdaki ortak faktörler tarafından açıklanması
amacıyla geliştirilir. Analizde çoğunlukla korelasyon matrisi kullanılmakta,
değişkenler arasındaki korelasyonların yüksek olması durumunda, faktör sayısı az
olmakta ve toplam varyansın daha büyük bir ortak bölümü açıklanabilmektedir.
211
Bu çalışmada, ölçeklerin yapısal geçerliliğinin test edilmesinde Faktör Analizi (FA)
kullanılmaktadır. Ölçek maddelerinin aynı olguyu ölçüp ölçmedikleri, yani bu ölçeği
ne derecede temsil ettikleri faktör analizin bölümünde anlatılan teori doğrultusunda,
açıklanan varyansa göre yapılmaktadır. Bir ölçeğe ilişkin verilerle yapılan faktör
analizi sonucu, ölçeğin açıklanan varyansı %66,6 ve üzerinde ise, bu ölçeğin yapısal
geçerliliğinin (construct validity) iyi derecede olduğu söylenebilir. Eğer bu değer
% 66 değerinden çok küçük ise ölçek maddeleri, ölçeği iyi temsil etmiyor demektir.
Ayrıca AMOS analizi sonucu faktörlerle göstergeler arasında hesaplanan faktör
yüklerinin en az 0,50 olması gerekir [Kashyap, Bojanic, 2000: s.4]. Bu nedenle ölçek
varyansını kötü yönde en çok etkileyen madde yada maddeler (maddeler) ölçekten
çıkarılarak, açıklanan varyans ve faktör yük değerleri artırılır. Çıkarılacak olan bu
maddelerin ölçekle bağları zayıftır. SPSS programı dışında, AMOS programıyla,
yapısal eşitlik modeli kullanılarak analiz edilen bir ölçeğin herhangi bir maddesi ile
bağı 0,70 değerinden küçük ise bu madde ölçekten çıkarılabilir.
Hem güvenilirlik analizinde hem de faktör analizinde iç tutarlılık katsayısı ve
açıklanan varyans değerleri, örnek hacmi artırılarak yükseltilebilir. Bazı anket
sorularının çoğunluk tarafından doğru olarak algılanamaması veya doğru
değerlendirilememesi (bilgi eksikliği, soru yanlışlığı vb.) nedeni ile tutarlı cevaplar
alınamayabilmektedir. Bu nedenle bu maddeler ölçek güvenilirliği ve geçerliliğini
zayıflatmaktadır.
Bu uygulamaya ilişkin hazırlanmış ankette yer alan, Toplam Kalite Yönetimi’ne
ilişkin değişkenler (maddeler) toplam 69 adettir (10 ölçeğe ait). Vizyon sahibi ve
planlı olma: 7, kalite sistem geliştirme: 5, tedarikçi kalite yönetimi: 6, süreç kontrol
ve geliştirme: 7, ürün dizaynı: 7, müşteri odaklılık: 6, liderlik: 7, çalışanların
katılımı: 7, eğitim ve öğretim: 6, çalışanları fark etme ve ödüllendirme: 6
değişkenden oluşmaktadır. Genel işletme performansına ilişkin değişkenler toplam
19 adettir (4 ölçek). Ürün kalitesi: 5, çalışanların tatmini: 4, müşteri tatmini: 5,
işletme performansı: 5 değişkenden oluşmaktadır. Tüm bu değişken gruplarının
kendi içerisinde güvenilirlik analizi yapılacaktır. Cronbach alpha değerlerine
bakılarak ölçek güvenirliliği hakkında bilgi elde edilecektir.

212
Ölçeklere Đlişkin Güvenilirlik analizleri:
Araştırma kapsamında Toplam Kalite Yönetimi ve Genel Đşletme Performansı ile
ilgili olarak modelde bulunan 14 ölçeğe ilişkin güvenilirlik analizleri yapılmış ve
elde edilen iç tutarlılık katsayıları (Cronbach’s alpha değerleri) Tablo 7 ve Tablo
8’de gösterilmiştir.
Yapılan güvenilirlik analizi sonucu, müşteri tatmini ve stratejik işletme performansı
öğeleri (ölçekleri) dışında kalan bütün öğelere ilişkin iç tutarlılık katsayıları 0,70
değerinin üzerinde çıkmıştır. Bu nedenle bu ölçeklerin güvenilirliği iyi derecededir.
Ancak GĐP’e ait son iki ölçeğe ilişkin iç tutarlılık katsayıları, 0,6474 ve 0,4123
çıkmıştır. Müşteri tatmini için oluşturulan ölçekte bulunan R35 değişkeni, ölçekten
çıkarıldığında, iç tutarlılık katsayısı 0,8321’e yükselmektedir. Aynı şekilde stratejik
işletme performansı için oluşturulan R42 ve R45 değişkenleri, ölçekten
çıkarıldığında, iç tutarlılık katsayısı 0,6223’e yükselmektedir. Güvenilirlik analizi
sonucu üç değişken ölçeklerden çıkarılmıştır. Bu değişkenler R35, R42 ve R45
değişkenleridir.
Tablo 7. TKY Ölçeklerine Đlişkin Güvenilirlik Analizleri
TKY’ye Đlişkin Oluşturulmuş Ölçekler Orijinal
Madde Sayısı
Đç Tutarlılık Katsayıları
Cronbach Alpha
Ölçek 1. Vizyon Sahibi ve Planlı Olma 1 – 7 0,8093
Ölçek 2. Kalite Sistem Geliştirme 1 – 5 0,9183
Ölçek 3. Tedarikçi Kalite Yönetimi 1 – 6 0,8208
Ölçek 4. Süreç Kontrol ve Geliştirme 1 – 7 0,9213
Ölçek 5. Ürün Dizaynı 1 – 7 0,8582
Ölçek 6. Müşteri Odaklılık 1 – 6 0,8583
Ölçek 7. Liderlik 1 – 7 0,9185
Ölçek 8. Çalışanların Katılımı 1 – 7 0,9182
Ölçek 9. Eğitim ve Öğretim 1 – 6 0,8986
Ölçek 10. Çalışanları Fark Etme ve Ödüllendirme 1 – 6 0,7957
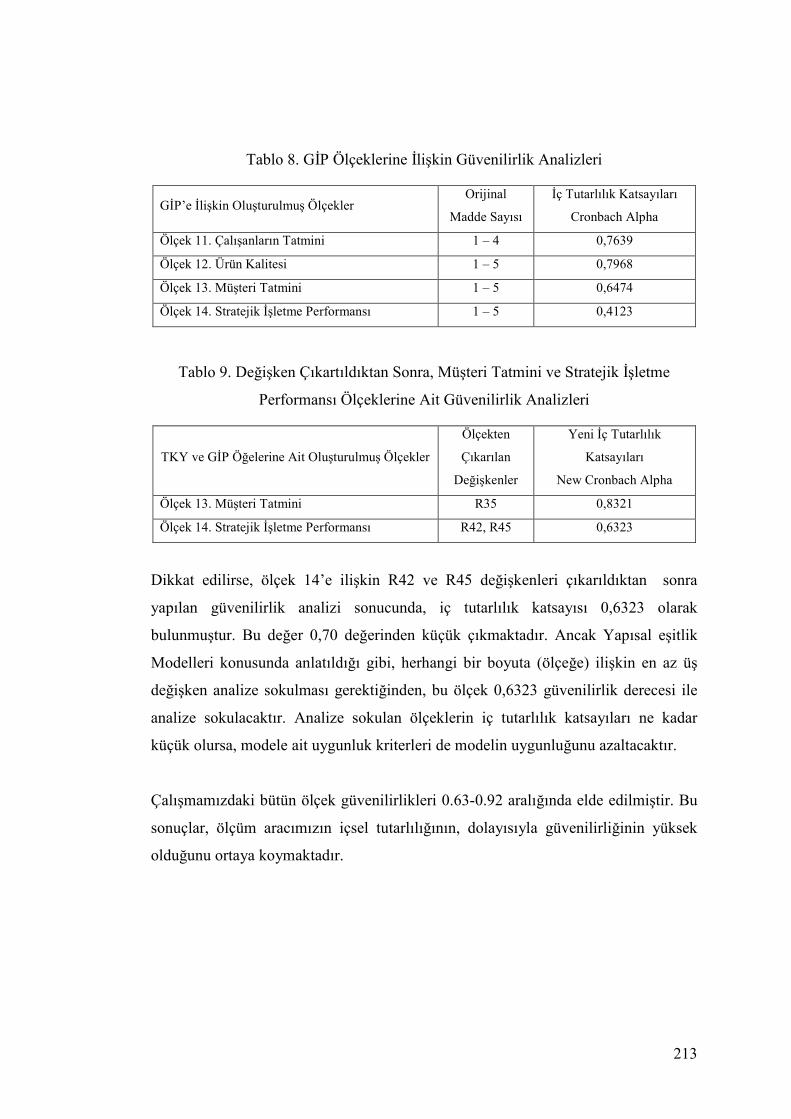
213
Tablo 8. GĐP Ölçeklerine Đlişkin Güvenilirlik Analizleri
GĐP’e Đlişkin Oluşturulmuş Ölçekler Orijinal
Madde Sayısı
Đç Tutarlılık Katsayıları
Cronbach Alpha
Ölçek 11. Çalışanların Tatmini 1 – 4 0,7639
Ölçek 12. Ürün Kalitesi 1 – 5 0,7968
Ölçek 13. Müşteri Tatmini 1 – 5 0,6474
Ölçek 14. Stratejik Đşletme Performansı 1 – 5 0,4123
Tablo 9. Değişken Çıkartıldıktan Sonra, Müşteri Tatmini ve Stratejik Đşletme
Performansı Ölçeklerine Ait Güvenilirlik Analizleri
TKY ve GĐP Öğelerine Ait Oluşturulmuş Ölçekler
Ölçekten
Çıkarılan
Değişkenler
Yeni Đç Tutarlılık
Katsayıları
New Cronbach Alpha
Ölçek 13. Müşteri Tatmini R35 0,8321
Ölçek 14. Stratejik Đşletme Performansı R42, R45 0,6323
Dikkat edilirse, ölçek 14’e ilişkin R42 ve R45 değişkenleri çıkarıldıktan sonra
yapılan güvenilirlik analizi sonucunda, iç tutarlılık katsayısı 0,6323 olarak
bulunmuştur. Bu değer 0,70 değerinden küçük çıkmaktadır. Ancak Yapısal eşitlik
Modelleri konusunda anlatıldığı gibi, herhangi bir boyuta (ölçeğe) ilişkin en az üş
değişken analize sokulması gerektiğinden, bu ölçek 0,6323 güvenilirlik derecesi ile
analize sokulacaktır. Analize sokulan ölçeklerin iç tutarlılık katsayıları ne kadar
küçük olursa, modele ait uygunluk kriterleri de modelin uygunluğunu azaltacaktır.
Çalışmamızdaki bütün ölçek güvenilirlikleri 0.63-0.92 aralığında elde edilmiştir. Bu
sonuçlar, ölçüm aracımızın içsel tutarlılığının, dolayısıyla güvenilirliğinin yüksek
olduğunu ortaya koymaktadır.
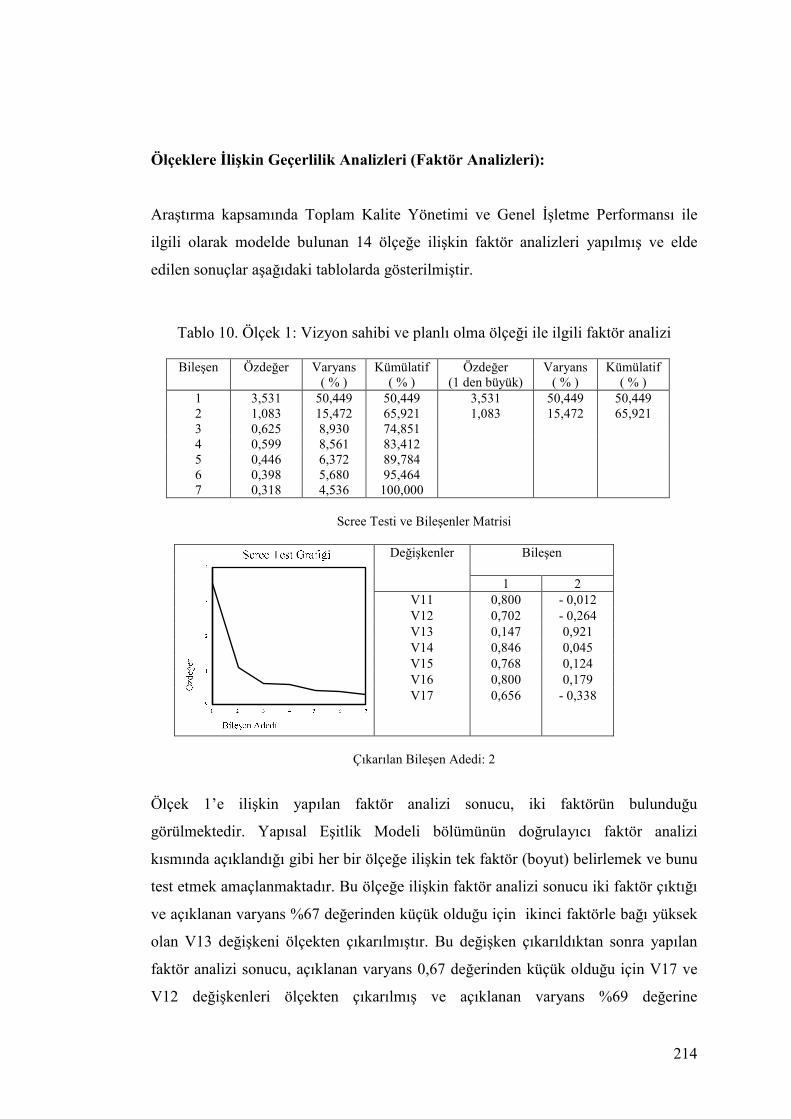
214
Ölçeklere Đlişkin Geçerlilik Analizleri (Faktör Analizleri):
Araştırma kapsamında Toplam Kalite Yönetimi ve Genel Đşletme Performansı ile
ilgili olarak modelde bulunan 14 ölçeğe ilişkin faktör analizleri yapılmış ve elde
edilen sonuçlar aşağıdaki tablolarda gösterilmiştir.
Tablo 10. Ölçek 1: Vizyon sahibi ve planlı olma ölçeği ile ilgili faktör analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 3,531 50,449 50,449 3,531 50,449 50,449 2 1,083 15,472 65,921 1,083 15,472 65,921 3 0,625 8,930 74,851 4 0,599 8,561 83,412 5 0,446 6,372 89,784 6 0,398 5,680 95,464 7 0,318 4,536 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 2 V11 0,800 - 0,012 V12 0,702 - 0,264 V13 0,147 0,921 V14 0,846 0,045 V15 0,768 0,124 V16 0,800 0,179 V17 0,656 - 0,338
Çıkarılan Bileşen Adedi: 2
Ölçek 1’e ilişkin yapılan faktör analizi sonucu, iki faktörün bulunduğu
görülmektedir. Yapısal Eşitlik Modeli bölümünün doğrulayıcı faktör analizi
kısmında açıklandığı gibi her bir ölçeğe ilişkin tek faktör (boyut) belirlemek ve bunu
test etmek amaçlanmaktadır. Bu ölçeğe ilişkin faktör analizi sonucu iki faktör çıktığı
ve açıklanan varyans %67 değerinden küçük olduğu için ikinci faktörle bağı yüksek
olan V13 değişkeni ölçekten çıkarılmıştır. Bu değişken çıkarıldıktan sonra yapılan
faktör analizi sonucu, açıklanan varyans 0,67 değerinden küçük olduğu için V17 ve
V12 değişkenleri ölçekten çıkarılmış ve açıklanan varyans %69 değerine
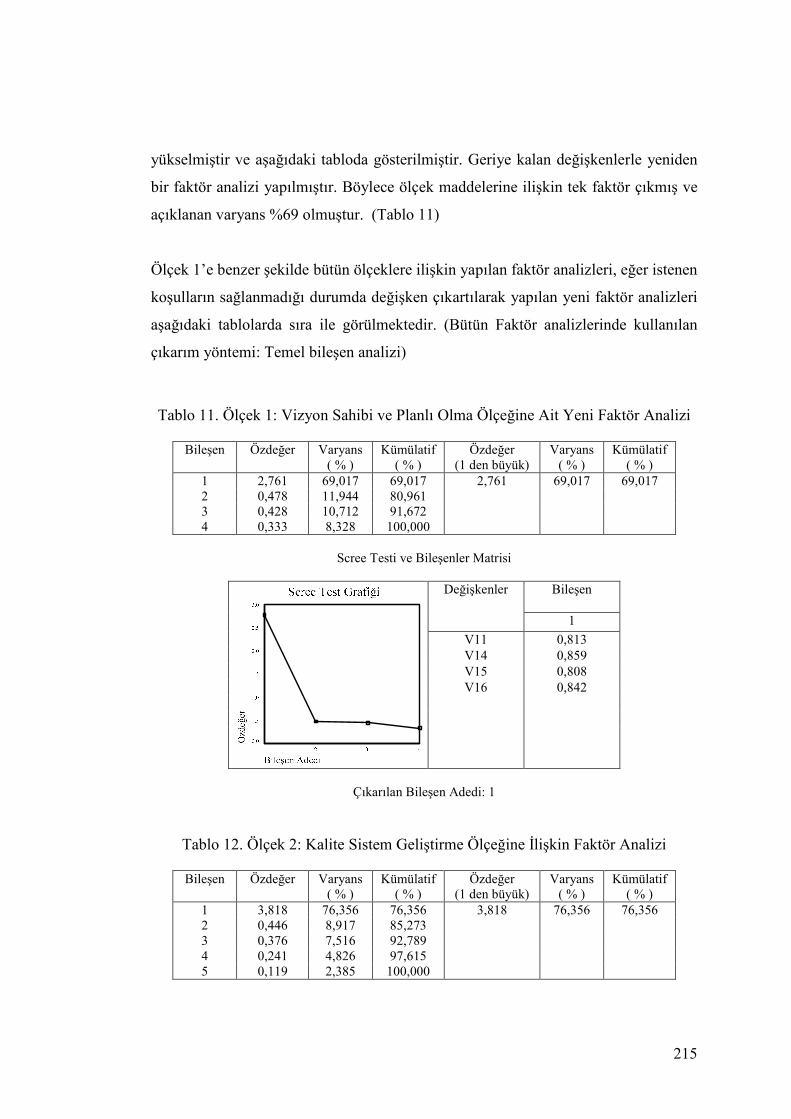
215
yükselmiştir ve aşağıdaki tabloda gösterilmiştir. Geriye kalan değişkenlerle yeniden
bir faktör analizi yapılmıştır. Böylece ölçek maddelerine ilişkin tek faktör çıkmış ve
açıklanan varyans %69 olmuştur. (Tablo 11)
Ölçek 1’e benzer şekilde bütün ölçeklere ilişkin yapılan faktör analizleri, eğer istenen
koşulların sağlanmadığı durumda değişken çıkartılarak yapılan yeni faktör analizleri
aşağıdaki tablolarda sıra ile görülmektedir. (Bütün Faktör analizlerinde kullanılan
çıkarım yöntemi: Temel bileşen analizi)
Tablo 11. Ölçek 1: Vizyon Sahibi ve Planlı Olma Ölçeğine Ait Yeni Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 2,761 69,017 69,017 2,761 69,017 69,017 2 0,478 11,944 80,961 3 0,428 10,712 91,672 4 0,333 8,328 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1
V11 0,813 V14 0,859 V15 0,808 V16 0,842
Çıkarılan Bileşen Adedi: 1
Tablo 12. Ölçek 2: Kalite Sistem Geliştirme Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 3,818 76,356 76,356 3,818 76,356 76,356 2 0,446 8,917 85,273 3 0,376 7,516 92,789 4 0,241 4,826 97,615 5 0,119 2,385 100,000
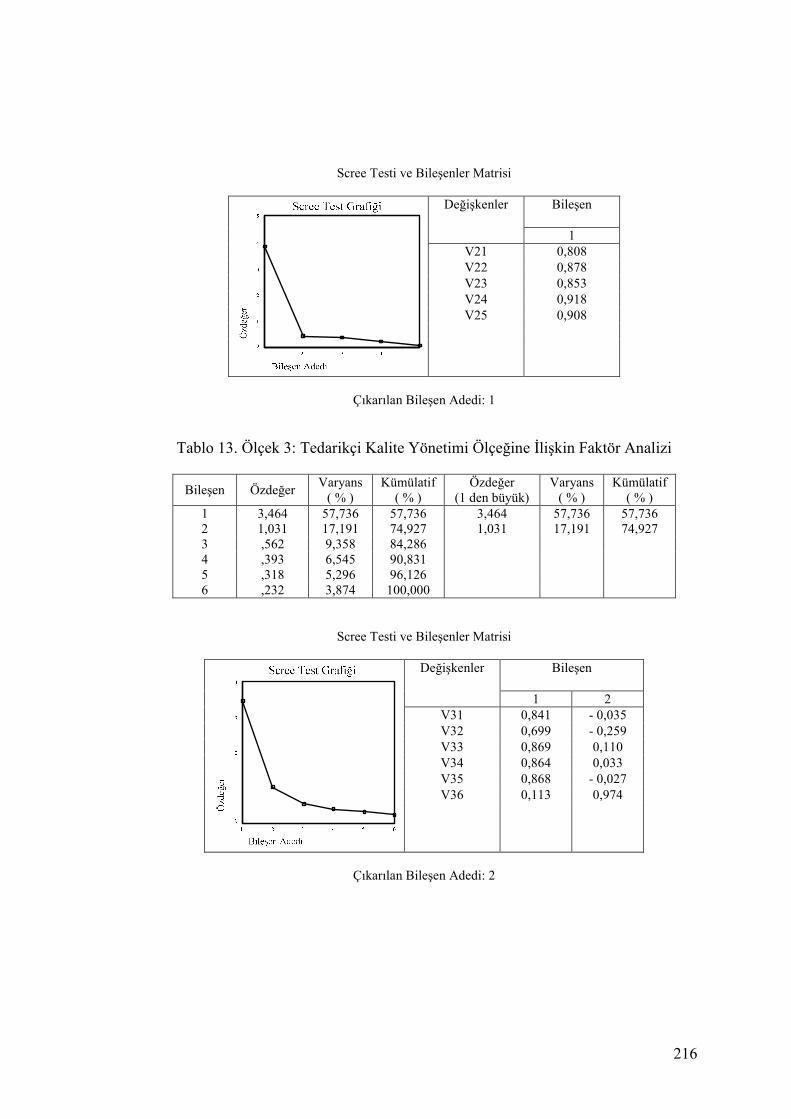
216
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 V21 0,808 V22 0,878 V23 0,853 V24 0,918 V25 0,908
Çıkarılan Bileşen Adedi: 1
Tablo 13. Ölçek 3: Tedarikçi Kalite Yönetimi Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans
( % ) Kümülatif
( % ) Özdeğer
(1 den büyük) Varyans
( % ) Kümülatif
( % ) 1 3,464 57,736 57,736 3,464 57,736 57,736 2 1,031 17,191 74,927 1,031 17,191 74,927 3 ,562 9,358 84,286 4 ,393 6,545 90,831 5 ,318 5,296 96,126 6 ,232 3,874 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 2 V31 0,841 - 0,035 V32 0,699 - 0,259 V33 0,869 0,110 V34 0,864 0,033 V35 0,868 - 0,027 V36 0,113 0,974
Çıkarılan Bileşen Adedi: 2
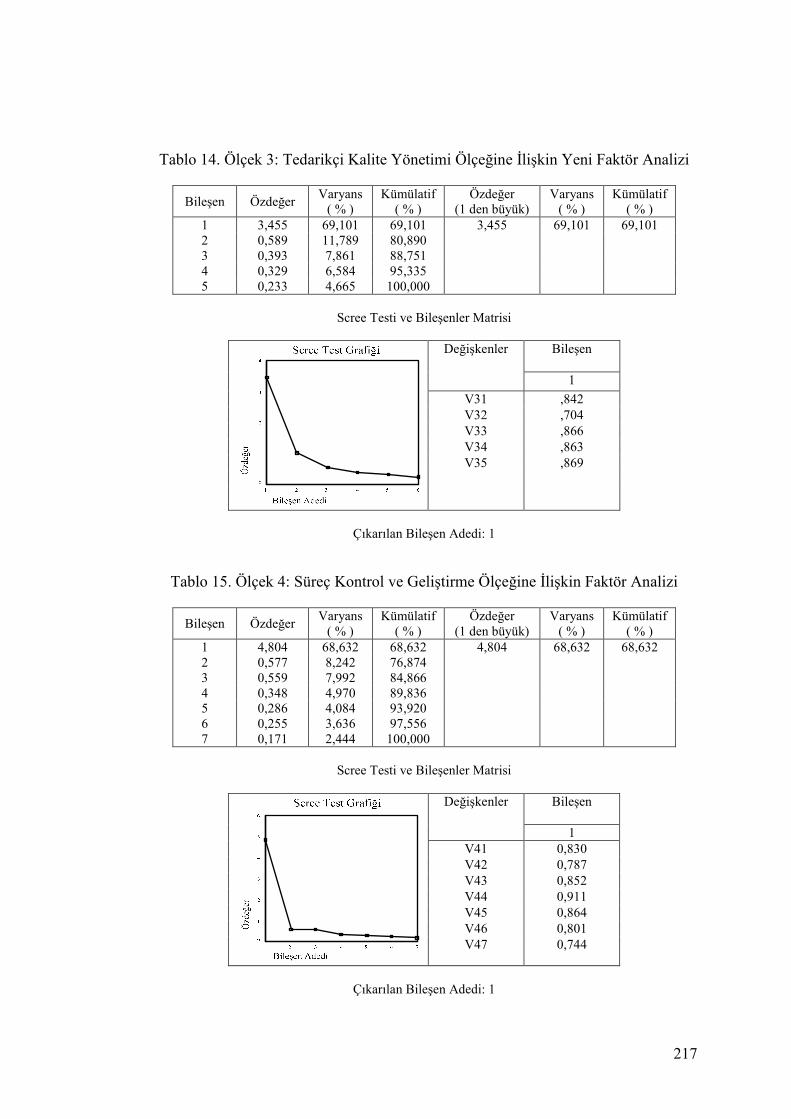
217
Tablo 14. Ölçek 3: Tedarikçi Kalite Yönetimi Ölçeğine Đlişkin Yeni Faktör Analizi
Bileşen Özdeğer Varyans
( % ) Kümülatif
( % ) Özdeğer
(1 den büyük) Varyans
( % ) Kümülatif
( % ) 1 3,455 69,101 69,101 3,455 69,101 69,101 2 0,589 11,789 80,890 3 0,393 7,861 88,751 4 0,329 6,584 95,335 5 0,233 4,665 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1
V31 ,842 V32 ,704 V33 ,866 V34 ,863 V35 ,869
Çıkarılan Bileşen Adedi: 1
Tablo 15. Ölçek 4: Süreç Kontrol ve Geliştirme Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans
( % ) Kümülatif
( % ) Özdeğer
(1 den büyük) Varyans
( % ) Kümülatif
( % ) 1 4,804 68,632 68,632 4,804 68,632 68,632 2 0,577 8,242 76,874 3 0,559 7,992 84,866 4 0,348 4,970 89,836 5 0,286 4,084 93,920 6 0,255 3,636 97,556 7 0,171 2,444 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 V41 0,830 V42 0,787 V43 0,852 V44 0,911 V45 0,864 V46 0,801 V47 0,744
Çıkarılan Bileşen Adedi: 1
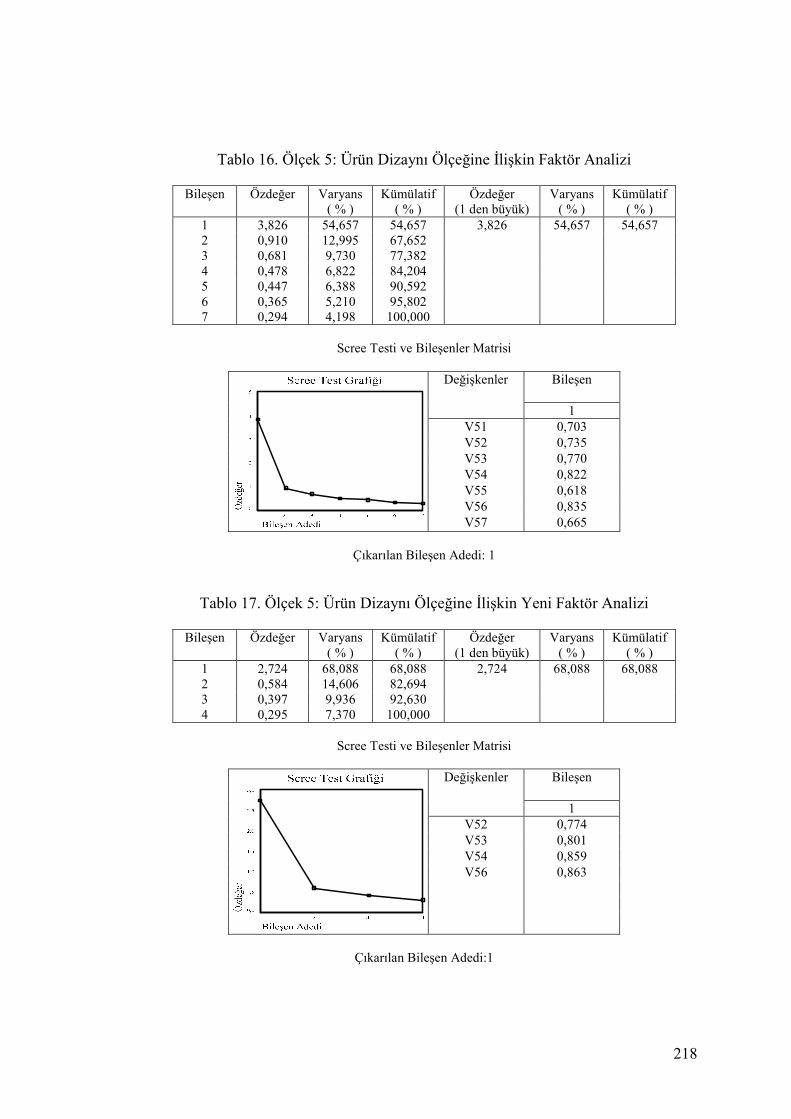
218
Tablo 16. Ölçek 5: Ürün Dizaynı Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 3,826 54,657 54,657 3,826 54,657 54,657 2 0,910 12,995 67,652 3 0,681 9,730 77,382 4 0,478 6,822 84,204 5 0,447 6,388 90,592 6 0,365 5,210 95,802 7 0,294 4,198 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 V51 0,703 V52 0,735 V53 0,770 V54 0,822 V55 0,618 V56 0,835 V57 0,665
Çıkarılan Bileşen Adedi: 1
Tablo 17. Ölçek 5: Ürün Dizaynı Ölçeğine Đlişkin Yeni Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 2,724 68,088 68,088 2,724 68,088 68,088 2 0,584 14,606 82,694 3 0,397 9,936 92,630 4 0,295 7,370 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 V52 0,774 V53 0,801 V54 0,859 V56 0,863
Çıkarılan Bileşen Adedi:1
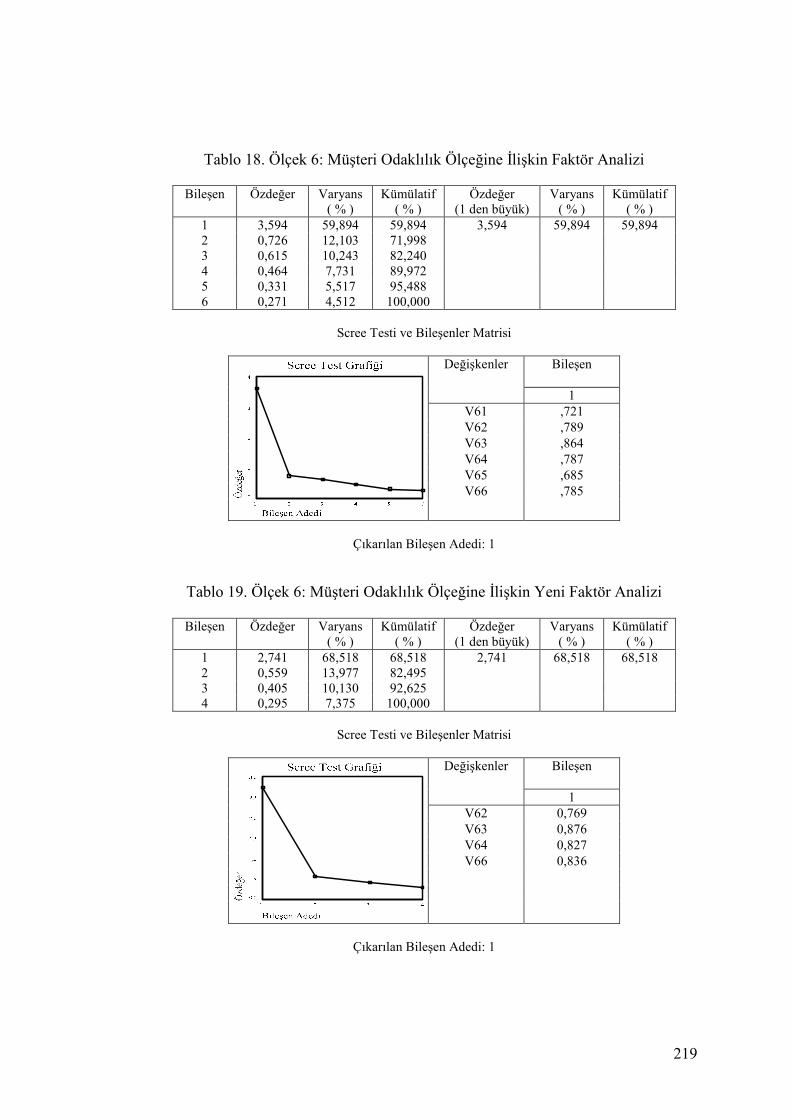
219
Tablo 18. Ölçek 6: Müşteri Odaklılık Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 3,594 59,894 59,894 3,594 59,894 59,894 2 0,726 12,103 71,998 3 0,615 10,243 82,240 4 0,464 7,731 89,972 5 0,331 5,517 95,488 6 0,271 4,512 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 V61 ,721 V62 ,789 V63 ,864 V64 ,787 V65 ,685 V66 ,785
Çıkarılan Bileşen Adedi: 1
Tablo 19. Ölçek 6: Müşteri Odaklılık Ölçeğine Đlişkin Yeni Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 2,741 68,518 68,518 2,741 68,518 68,518 2 0,559 13,977 82,495 3 0,405 10,130 92,625 4 0,295 7,375 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 V62 0,769 V63 0,876 V64 0,827 V66 0,836
Çıkarılan Bileşen Adedi: 1

220
Tablo 20. Ölçek 7: Liderlik Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 4,760 67,999 67,999 4,760 67,999 67,999 2 0,661 9,448 77,447 3 0,441 6,302 83,749 4 0,363 5,181 88,929 5 0,298 4,251 93,180 6 0,282 4,023 97,203 7 0,196 2,797 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 V71 0,874 V72 0,878 V73 0,859 V74 0,824 V75 0,795 V76 0,686 V77 0,840
Çıkarılan Bileşen Adedi: 1
Tablo 21. Ölçek 8: Çalışanların Katılımı Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 4,755 67,926 67,926 4,755 67,926 67,926 2 0,652 9,317 77,243 3 0,493 7,046 84,289 4 0,403 5,755 90,043 5 0,253 3,609 93,653 6 0,244 3,481 97,134 7 0,201 2,866 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 V81 ,815 V82 ,861 V83 ,682 V84 ,852 V85 ,864 V86 ,855 V87 ,824
Çıkarılan Bileşen Adedi: 1
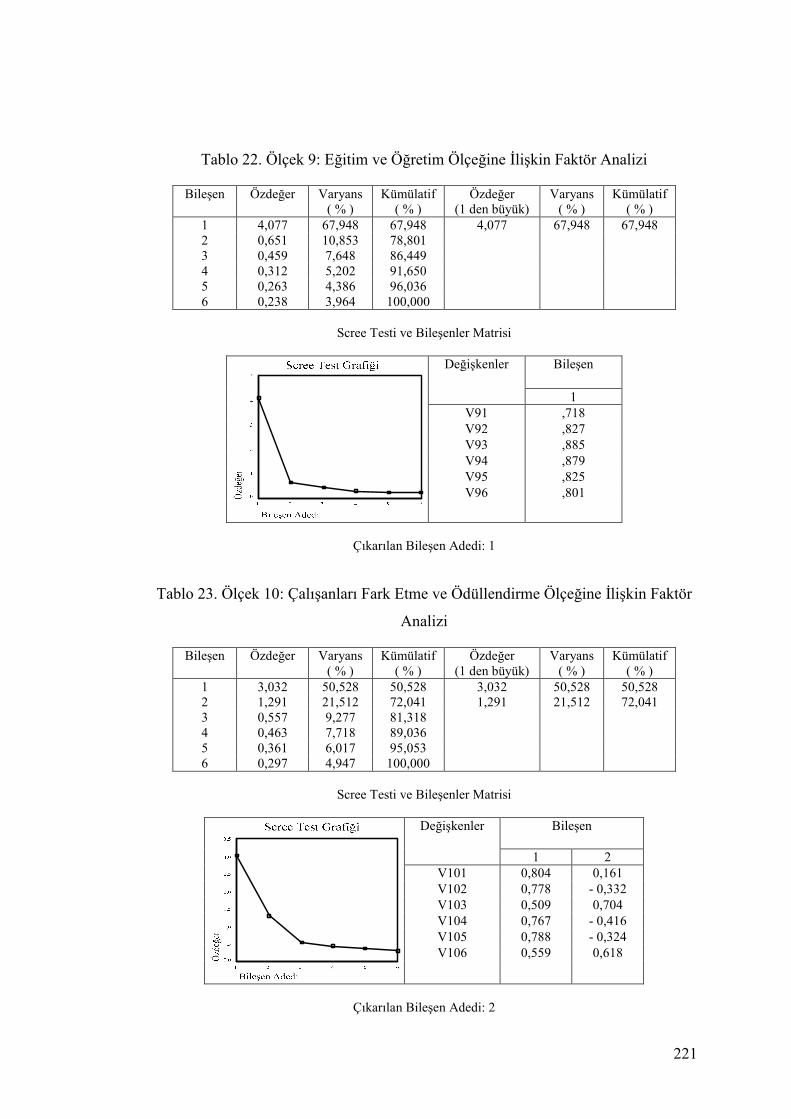
221
Tablo 22. Ölçek 9: Eğitim ve Öğretim Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 4,077 67,948 67,948 4,077 67,948 67,948 2 0,651 10,853 78,801 3 0,459 7,648 86,449 4 0,312 5,202 91,650 5 0,263 4,386 96,036 6 0,238 3,964 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 V91 ,718 V92 ,827 V93 ,885 V94 ,879 V95 ,825 V96 ,801
Çıkarılan Bileşen Adedi: 1
Tablo 23. Ölçek 10: Çalışanları Fark Etme ve Ödüllendirme Ölçeğine Đlişkin Faktör
Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 3,032 50,528 50,528 3,032 50,528 50,528 2 1,291 21,512 72,041 1,291 21,512 72,041 3 0,557 9,277 81,318 4 0,463 7,718 89,036 5 0,361 6,017 95,053 6 0,297 4,947 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 2 V101 0,804 0,161 V102 0,778 - 0,332 V103 0,509 0,704 V104 0,767 - 0,416 V105 0,788 - 0,324 V106 0,559 0,618
Çıkarılan Bileşen Adedi: 2
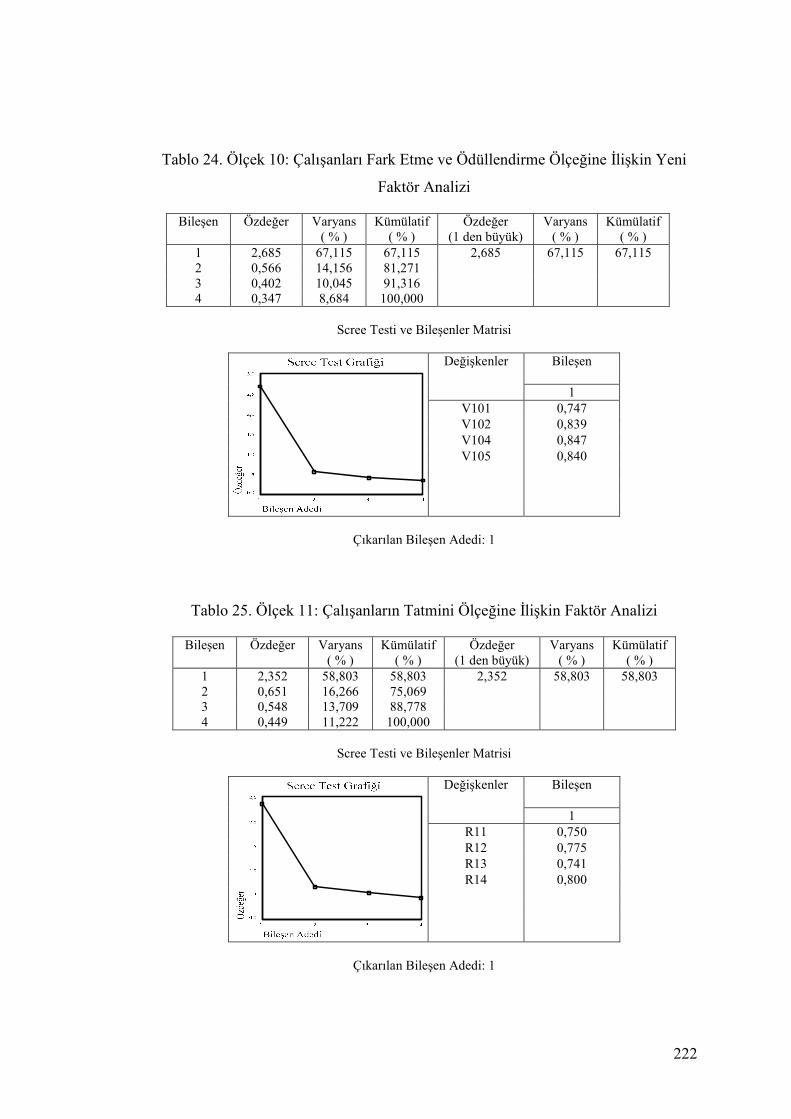
222
Tablo 24. Ölçek 10: Çalışanları Fark Etme ve Ödüllendirme Ölçeğine Đlişkin Yeni
Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 2,685 67,115 67,115 2,685 67,115 67,115 2 0,566 14,156 81,271 3 0,402 10,045 91,316 4 0,347 8,684 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 V101 0,747 V102 0,839 V104 0,847 V105 0,840
Çıkarılan Bileşen Adedi: 1
Tablo 25. Ölçek 11: Çalışanların Tatmini Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 2,352 58,803 58,803 2,352 58,803 58,803 2 0,651 16,266 75,069 3 0,548 13,709 88,778 4 0,449 11,222 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 R11 0,750 R12 0,775 R13 0,741 R14 0,800
Çıkarılan Bileşen Adedi: 1
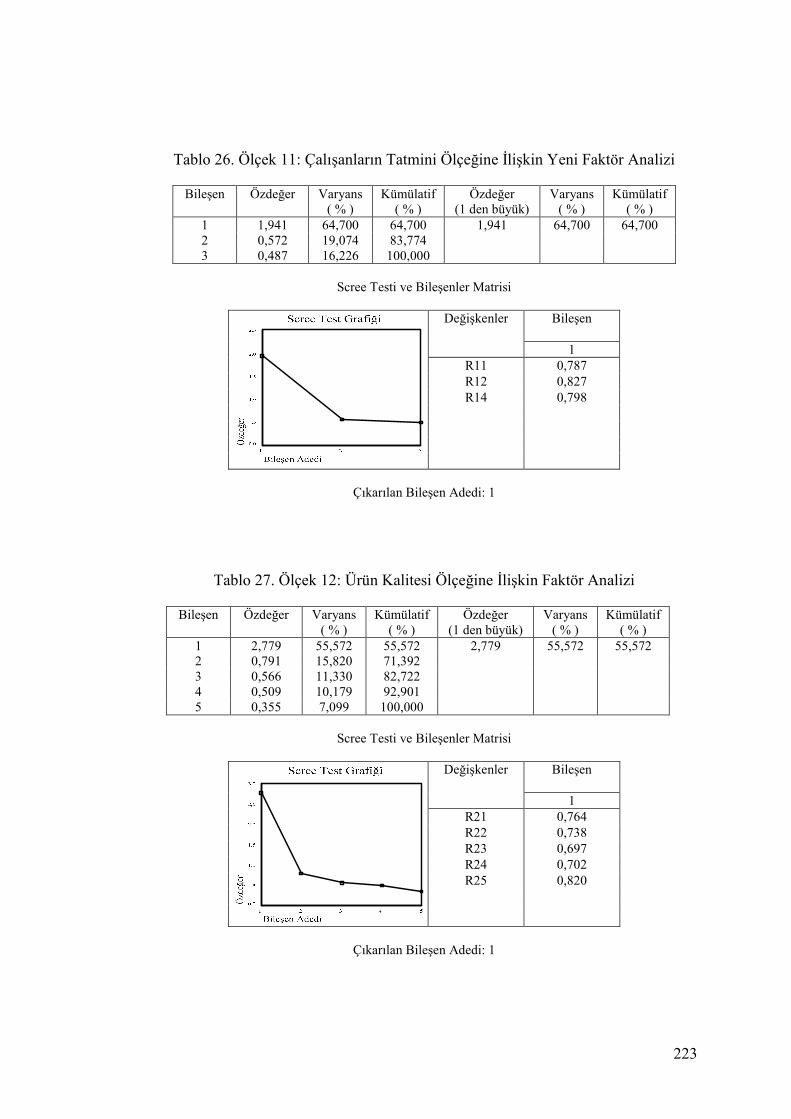
223
Tablo 26. Ölçek 11: Çalışanların Tatmini Ölçeğine Đlişkin Yeni Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 1,941 64,700 64,700 1,941 64,700 64,700 2 0,572 19,074 83,774 3 0,487 16,226 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 R11 0,787 R12 0,827 R14 0,798
Çıkarılan Bileşen Adedi: 1
Tablo 27. Ölçek 12: Ürün Kalitesi Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 2,779 55,572 55,572 2,779 55,572 55,572 2 0,791 15,820 71,392 3 0,566 11,330 82,722 4 0,509 10,179 92,901 5 0,355 7,099 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 R21 0,764 R22 0,738 R23 0,697 R24 0,702 R25 0,820
Çıkarılan Bileşen Adedi: 1
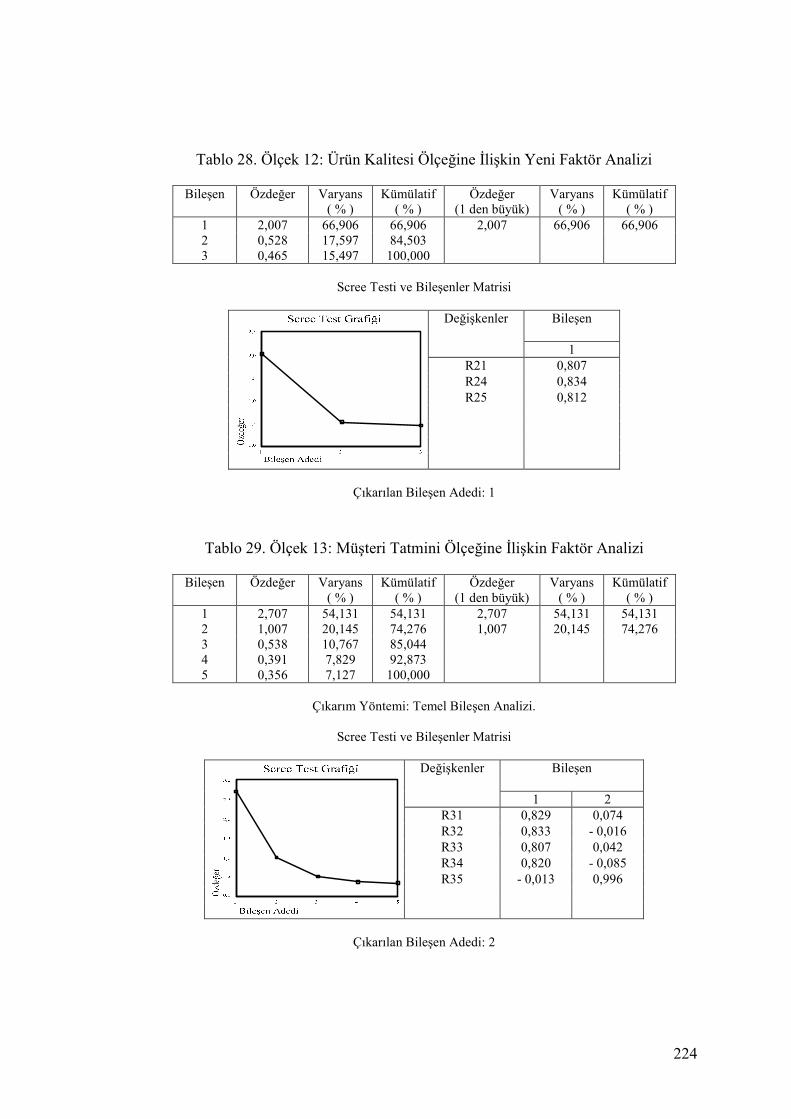
224
Tablo 28. Ölçek 12: Ürün Kalitesi Ölçeğine Đlişkin Yeni Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 2,007 66,906 66,906 2,007 66,906 66,906 2 0,528 17,597 84,503 3 0,465 15,497 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 R21 0,807 R24 0,834 R25 0,812
Çıkarılan Bileşen Adedi: 1
Tablo 29. Ölçek 13: Müşteri Tatmini Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 2,707 54,131 54,131 2,707 54,131 54,131 2 1,007 20,145 74,276 1,007 20,145 74,276 3 0,538 10,767 85,044 4 0,391 7,829 92,873 5 0,356 7,127 100,000
Çıkarım Yöntemi: Temel Bileşen Analizi.
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 2 R31 0,829 0,074 R32 0,833 - 0,016 R33 0,807 0,042 R34 0,820 - 0,085 R35 - 0,013 0,996
Çıkarılan Bileşen Adedi: 2
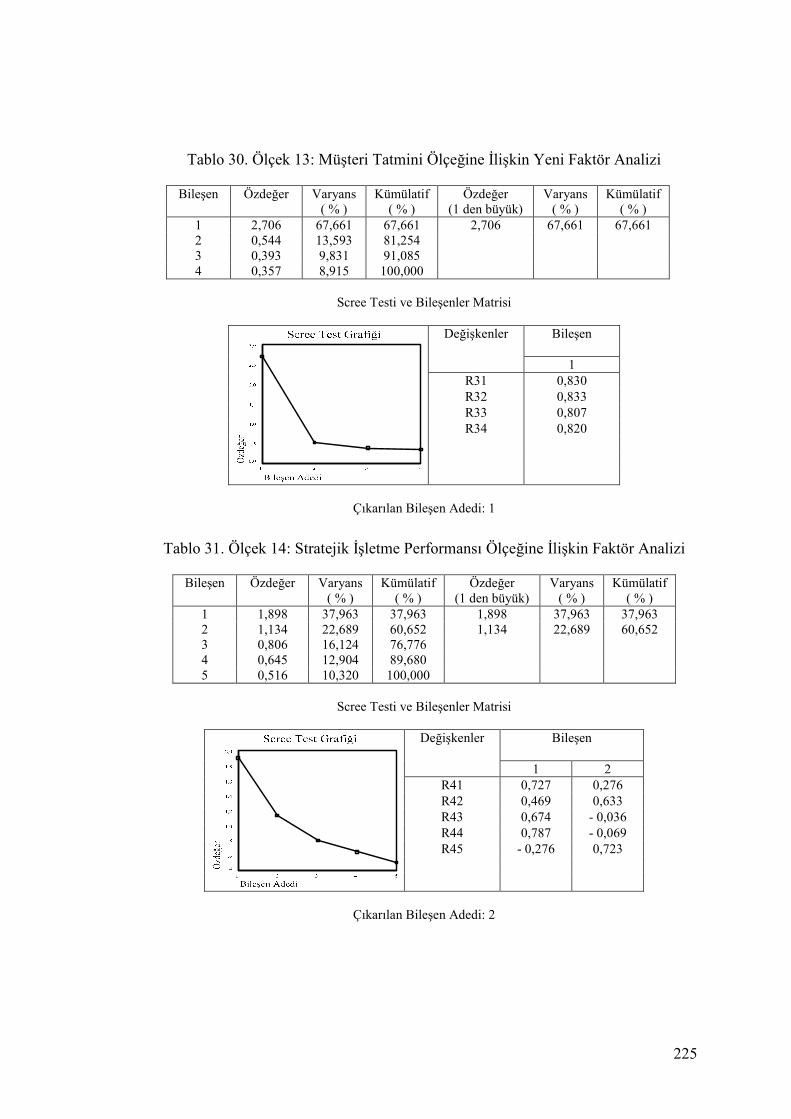
225
Tablo 30. Ölçek 13: Müşteri Tatmini Ölçeğine Đlişkin Yeni Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 2,706 67,661 67,661 2,706 67,661 67,661 2 0,544 13,593 81,254 3 0,393 9,831 91,085 4 0,357 8,915 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 R31 0,830 R32 0,833 R33 0,807 R34 0,820
Çıkarılan Bileşen Adedi: 1
Tablo 31. Ölçek 14: Stratejik Đşletme Performansı Ölçeğine Đlişkin Faktör Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 1,898 37,963 37,963 1,898 37,963 37,963 2 1,134 22,689 60,652 1,134 22,689 60,652 3 0,806 16,124 76,776 4 0,645 12,904 89,680 5 0,516 10,320 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 2 R41 0,727 0,276 R42 0,469 0,633 R43 0,674 - 0,036 R44 0,787 - 0,069 R45 - 0,276 0,723
Çıkarılan Bileşen Adedi: 2
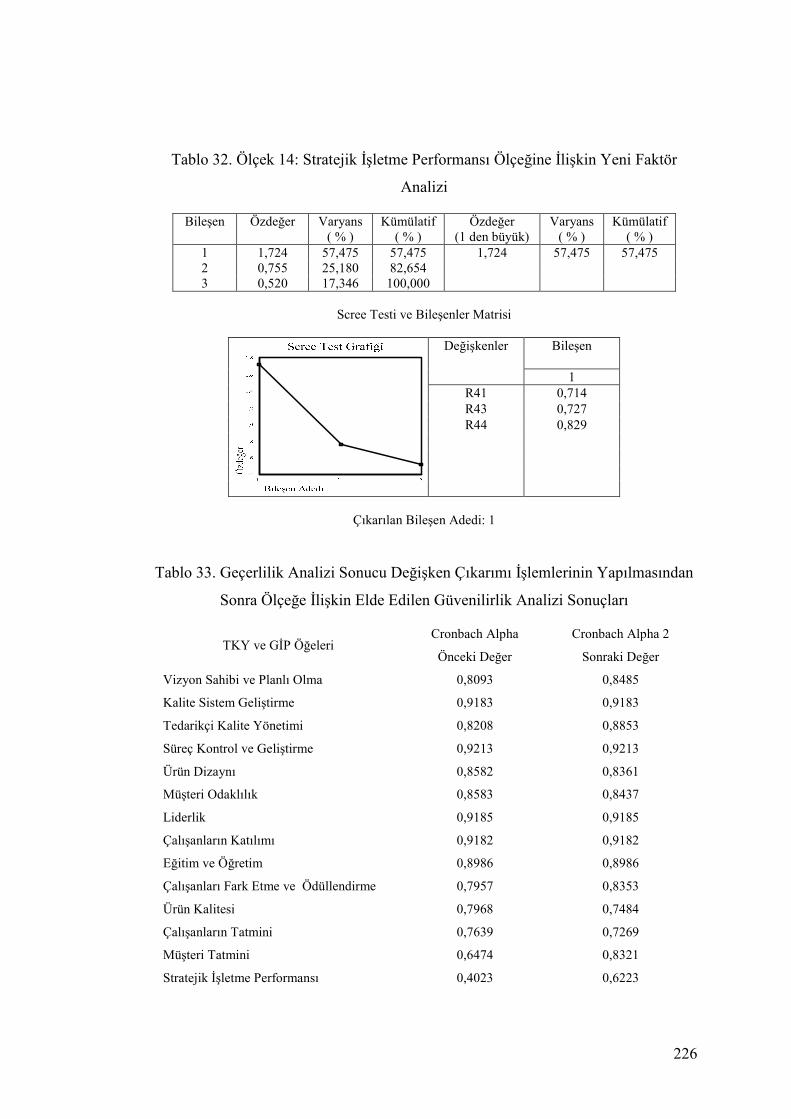
226
Tablo 32. Ölçek 14: Stratejik Đşletme Performansı Ölçeğine Đlişkin Yeni Faktör
Analizi
Bileşen Özdeğer Varyans ( % )
Kümülatif ( % )
Özdeğer (1 den büyük)
Varyans ( % )
Kümülatif ( % )
1 1,724 57,475 57,475 1,724 57,475 57,475 2 0,755 25,180 82,654 3 0,520 17,346 100,000
Scree Testi ve Bileşenler Matrisi
Değişkenler
Bileşen
1 R41 0,714 R43 0,727 R44 0,829
Çıkarılan Bileşen Adedi: 1
Tablo 33. Geçerlilik Analizi Sonucu Değişken Çıkarımı Đşlemlerinin Yapılmasından
Sonra Ölçeğe Đlişkin Elde Edilen Güvenilirlik Analizi Sonuçları
TKY ve GĐP Öğeleri Cronbach Alpha
Önceki Değer
Cronbach Alpha 2
Sonraki Değer
Vizyon Sahibi ve Planlı Olma 0,8093 0,8485
Kalite Sistem Geliştirme 0,9183 0,9183
Tedarikçi Kalite Yönetimi 0,8208 0,8853
Süreç Kontrol ve Geliştirme 0,9213 0,9213
Ürün Dizaynı 0,8582 0,8361
Müşteri Odaklılık 0,8583 0,8437
Liderlik 0,9185 0,9185
Çalışanların Katılımı 0,9182 0,9182
Eğitim ve Öğretim 0,8986 0,8986
Çalışanları Fark Etme ve Ödüllendirme 0,7957 0,8353
Ürün Kalitesi 0,7968 0,7484
Çalışanların Tatmini 0,7639 0,7269
Müşteri Tatmini 0,6474 0,8321
Stratejik Đşletme Performansı 0,4023 0,6223

227
Verilere ilişkin güvenilirlik ve geçerlilik analizleri tamamlandıktan sonra artık bu
veriler analizde kullanılabilir duruma gelmiştir.
6.4. GĐRDĐ MATRĐSĐNĐN SEÇĐMĐ
Faktör analizi, rota analizi ve yapısal eşitlik modeli ile kullanılarak yapılan bütün
analizler girdi matrisi (Input matrix) olarak kovaryans veya korelasyon matrisi
kullanır. Girdi matrisinin seçimi özellikle veri tipine bağlıdır. Jöreskog ve Sörbom’a
göre kademeli değişkenler mesafeli (sürekli) değişken olarak varsayılamazlar.
Kademeli değişkenler metrik değildir. Onlara ait ortalama, varyans ve kovaryans
anlamsızdır. Model değişkenlerimizin her ikisi birden (bağımsız ve bağımlı)
kademeli ölçekte ise, bu durumda LISREL programı içerisinde yapılan analizlerde
polikorik korelasyon kullanılmaktadır. Bu korelasyonlar program içersindeki bir
makro ile hesap edilmektedir. Jöreskog ve Sörbom, bu korelasyonun kullanılmasıyla
yapılan analizlerin (model testinin) iyi sonuçlar verebilmesi için örnek hacminin
2000 ve daha fazla olması gerektiğini belirtmişlerdir [Jöreskog, Sörbom, 1993].
Fakat burada bahsedilen polikorik korelasyon henüz herkes tarafından kullanılan,
genel kabul görmüş bir teknik değildir. Bu çalışmada örnek hacmi 270 işletme ile
sınırlı olduğundan polikorik korelasyonun kullanılması mümkün olmamaktadır.
Sosyal bilimlerde araştırma yapmak için sayısal veri toplamak çoğu zaman
olanaksızdır. Dolayısıyla bu çalışmalarda genellikle nominal ve kademeli ölçekler
sıkça karşımıza gelmektedir. Likert ölçeği bir kademeli ölçektir. Ölçek maddesi 5
veya 7 kategoriye sahip, iki uçlu (bipolar - 1.ucu en olumsuzu, 2. ucu en olumluyu ve
orta noktası da nötr olma durumunu ifade ediyor, iki kademe arası her durum için eşit
varsayılıyor) olduğu durumda, Likert ölçeği için mesafeli ölçek prosedürleri
uygulanabilmektedir. 3 kategoriye sahip Likert ölçeği az sayıdaki örnek hacmi ile
normal dağılım varsayımına genellikle uymadığından dolayı araştırmacılar tarafından
pek kullanılmaz [Çevrimiçi, 2]. D.C. Scott, 2000 yılında yapmış olduğu bir
araştırmada beş ve yedi kategorili kademeli ölçeklerine sürekli değişken
prosedürlerinin uygulanabildiğini belirtmiştir [Scott, 2000: s.15].
228
Gizli Sınıf Analizinde (Latent Class Analysis) ve LISREL analizinde, bir ölçek 15 ve
daha fazla değere sahip ise bu değişken mesafeli ölçek olarak değerlendirilebilir1. Bu
çalışmadaki 14 ölçeğin her birinde, güvenilirlik ve geçerlilik analizleri doğrultusunda
değişken çıkarma işlemleri yapıldıktan sonra, beş kategoriye sahip en az üç,
genellikle üçten fazla, madde bulunmaktadır. Dolayısıyla her bir ölçeğe ilişkin en az
15 farklı değer söz konusudur. Bu nedenle bu ölçek değerleri analizlerde kademeli
ölçek olarak değil, mesafeli ölçek olarak kullanılmaktadır.
Yine bir ölçeğe ilişkin iç tutarlılık katsayısı güvenilir ve yapısal geçerliliği uygun ise
yani açıklayıcı faktör analizi uygulandığında tek boyut ortaya çıkmış ve açıklanan
varyans istenen düzeyde ise, bu durumda maddelere (göstergelere) ilişkin değerler
toplanarak daha geniş bir dağılım elde edilebilir. Daha açık bir ifade ile, 5 kategoriye
sahip 4 maddeli bir ölçek, 5 ile 25 arasında 20 farklı değerin oluşumunu sağlamakta
ve daha geniş bir dağılım oluşmaktadır. Bu durumda ölçek puanları mesafeli ölçek
olarak değerlendirilebilmektedir.
Her bir maddeye ilişkin verilerin basıklık ve çarpıklık değerleri normal dağılıma ve
diğer temel varsayımlara (normallikten sapmalar, eşit varyanslılık, otokotelasyon
olmaması gibi) uyması şarttır [Orhunbilge, 1996: s.13-14].
Bu çalışmada, yukarıdaki açıklamalar doğrultusunda anket sonucu elde edilen veriler
kademeli olarak değil, mesafeli ölçek prosedürleri uygulanmaktadır. Yani ortalama
ve standart sapma yardımıyla analizler yapılmakta ve korelasyonlar tespit
edilmektedir. Bu nedenlerden dolayı girdi matrisi olarak Pearson korelasyon matrisi
hesaplanmıştır. Kademeli (ordinal) değişkenlerle çalışılan verilerin korelasyon
matrisi için genellikle Spearman korelasyonu kullanılabilir. Ancak burada
kullanılacak ortalama değil, mod veya medyan değeri olacaktır.
[1] 5 Mart 1999’da, LISREL uygulamacısı Boomsma, LISREL notlarında, müşteri tatmini ölçeğini
mesafeli ölçek olarak kullanarak, bir çok denemelerle modeli test etmiş ve alternatif modelleri
kıyaslamıştır.
229
6.5. YAPISAL EŞĐTLĐK MODELĐ ANALĐZLERĐ
Daha önce de ifade edilmiş olduğu gibi, araştırma kapsamında bulunan, birbirinden
türetilmiş dört model, AMOS 4.0 modülü kullanılarak analiz edilecek ve araştırma
hipotezleri test edilecektir. Model testlerinin tümünde Maksimum Olasılık çıkarım
tekniği uygulanmaktadır.
Araştırma kapsamında dört model bulunmaktadır. Bu modellere ilişkin analiz
sıralaması şu şekilde olacaktır:
1. MODEL A: Toplam Kalite Yönetimi öğelerinin, Genel Đşletme Performansı
öğeleri üzerine etkileri ve Genel Đşletme Performansı öğelerinin kendi
aralarındaki etkileşimlerinin analiz edildiği model (Yapısal Eşitlik Model).
(Şekil 43)
2. MODEL B: Toplam Kalite Yönetimi öğelerinin, Genel Đşletme Performansı
öğeleri üzerine etkileri ve Genel Đşletme Performansı öğelerinin kendi
aralarındaki etkileşimlerinin analiz edildiği model (Rota Analizi Modeli). Bu
model faktörlü modelin benzeridir. Burada faktör maddelerinin toplamları
(ortalamaları) alınarak, Bölüm 6.4.’de açıklanan bilgiler doğrultusunda, gizli
değişkenler, gösterge değişken (açık değişken) durumuna getirilmiştir. (Şekil
44-45)
3. MODEL C: Üçüncü modelimiz de TKY’nin (toplam olarak), Genel Đşletme
Performansı öğeleri üzerine etkileri ve Genel Đşletme Performansı öğelerinin
kendi aralarındaki etkileşimlerinin analiz edildiği model. (Şekil 46)
4. MODEL D: Son olarak da TKY’nin (toplam), GĐP (toplam) üzerine etkisinin
analiz edildiği model. (Şekil 47)
Aşağıda bu dört modele ilişkin analizler ve sonuçları verilmektedir. Model B, Model
C ve Model D oluşturulurken kullanılan veriler, bir ölçeğe ilişkin güvenilir ve geçerli
olan değişkenlere ait veriler toplanarak (ortalaması da olabilir) elde edilmiştir.

230
Şekil 43. TKY Öğelerinin, GĐP Öğeleri Üzerine Etkileri ve GĐP Öğelerinin Kendi
Aralarındaki Etkileşimlerini Gösteren Model (Yapısal Eşitlik Modeli)
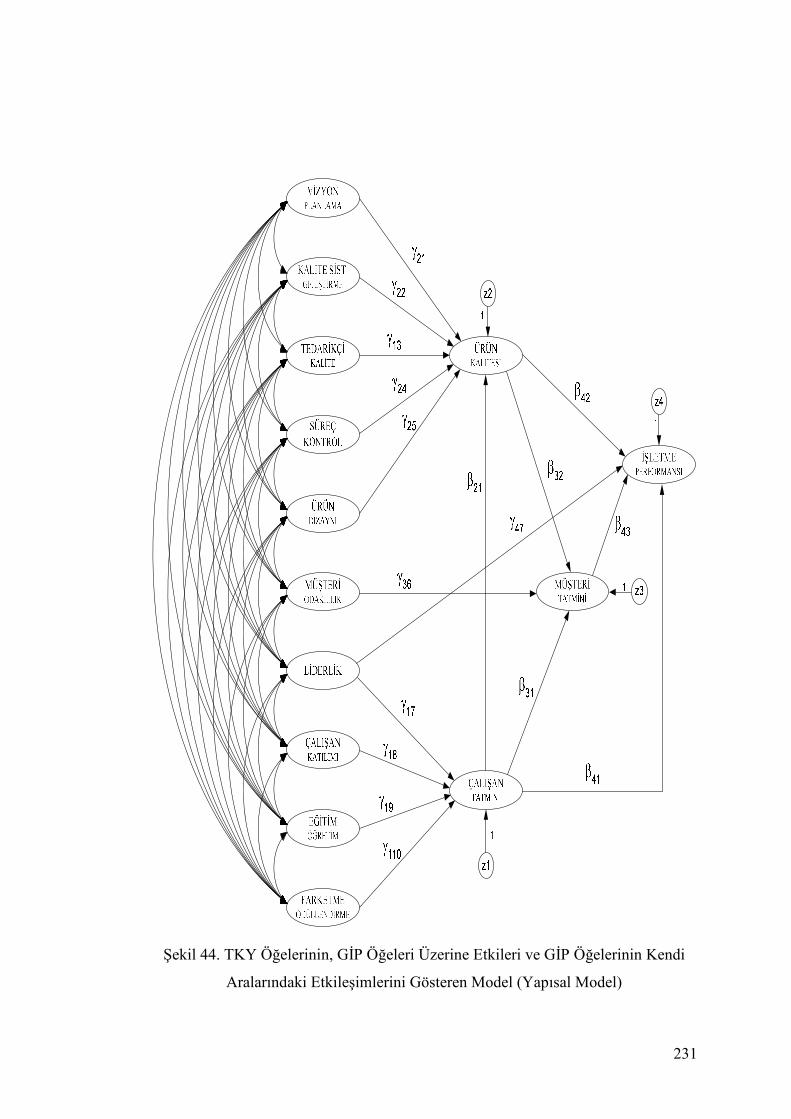
231
Şekil 44. TKY Öğelerinin, GĐP Öğeleri Üzerine Etkileri ve GĐP Öğelerinin Kendi
Aralarındaki Etkileşimlerini Gösteren Model (Yapısal Model)
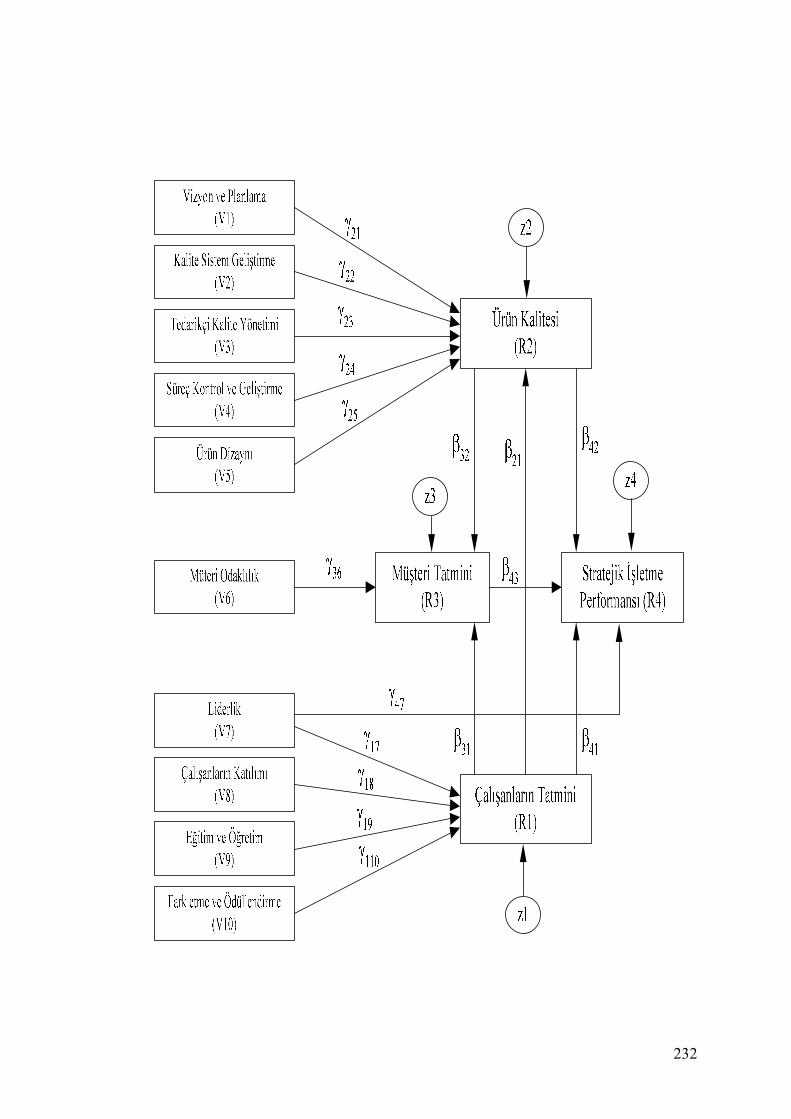
232
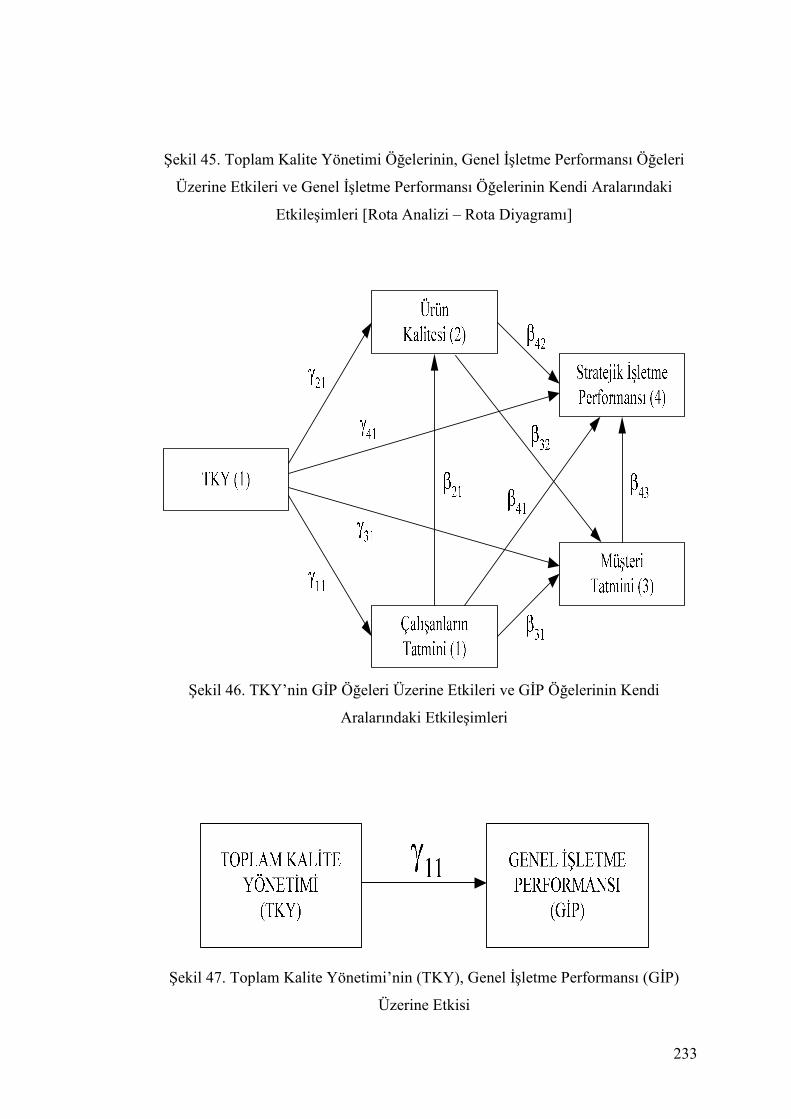
233
Şekil 45. Toplam Kalite Yönetimi Öğelerinin, Genel Đşletme Performansı Öğeleri
Üzerine Etkileri ve Genel Đşletme Performansı Öğelerinin Kendi Aralarındaki
Etkileşimleri [Rota Analizi – Rota Diyagramı]
Şekil 46. TKY’nin GĐP Öğeleri Üzerine Etkileri ve GĐP Öğelerinin Kendi
Aralarındaki Etkileşimleri
Şekil 47. Toplam Kalite Yönetimi’nin (TKY), Genel Đşletme Performansı (GĐP)
Üzerine Etkisi

234
6.6. ANALĐZ SONUÇLARI
6.6.1. MODEL A’YA ĐLĐŞKĐN ANALĐZ SONUÇLARI
Model Değerlendirme Kriterleri Uygunluk Đndeksi Modelimiz Bağımsız Model Kısaltma
χ2 değeri 5366 17085 CMIN Serbestlik Derecesi 1648 1770 DF Parametre Sayısı 182 60 NPAR χ2 / df 3,26 9,6528 CMINDF RMR 0,0588 0,3251 RMR GFI 0,6071 0,0861 GFI Adjusted GFI 0,5637 0,0551 AGFI Normed fit index 0,6859 0 NFI Relative fit index 0,6627 0 RFI Incremental fit index 0,7592 0 IFI Parsimony ratio 0,9311 1 PRATIO Parsimony-adjusted NFI 0,6387 0 PNFI Parsimony-adjusted CFI 0,705 0 PCFI RMSEA 0,0916 0,1794 RMSEA Hoelter .05 index 88 30 HFIVE Hoelter .01 index 90 31 HONE
Yukarıda çıkan analiz sonuçlarına göre, χ2 = 5336 çıkmıştır. Bu değerin küçük
olması modelin geçerliliğini ifade etmektedir. χ2 değerinin tek başına model
değerlendirmede etkinliği yoktur. χ2 / sd = 3,25 >3 (model geçerli) çıkmıştır. Model
değerlendirmede en çok kullanılan uygunluk indeksi olan GFI = 0,61 çıkmıştır.
Yapısal eşitlik modeli konusunda anlatıldığı gibi bu değer 1’e yakın olduğu zaman
modelin uygunluk derecesi mükemmele yaklaşır. Burada çıkan değere göre modelin
veri ile mükemmel bir uyum sağlamadığını, 0,61 derecesinde uyum gösterdiğini
söyleyebiliriz. Yine bir diğer değerlendirme kriteri olan RMSEA = 0,09 çıkmıştır. Bu
değerin de 0,05’ten küçük olması durumunda model uygunluğu mükemmel
denilebilir. Çıkan rakam da, yine modelimizin mükemmel bir uyum göstermediğini,
orta seviyede uyum gösterdiğini onaylamaktadır..
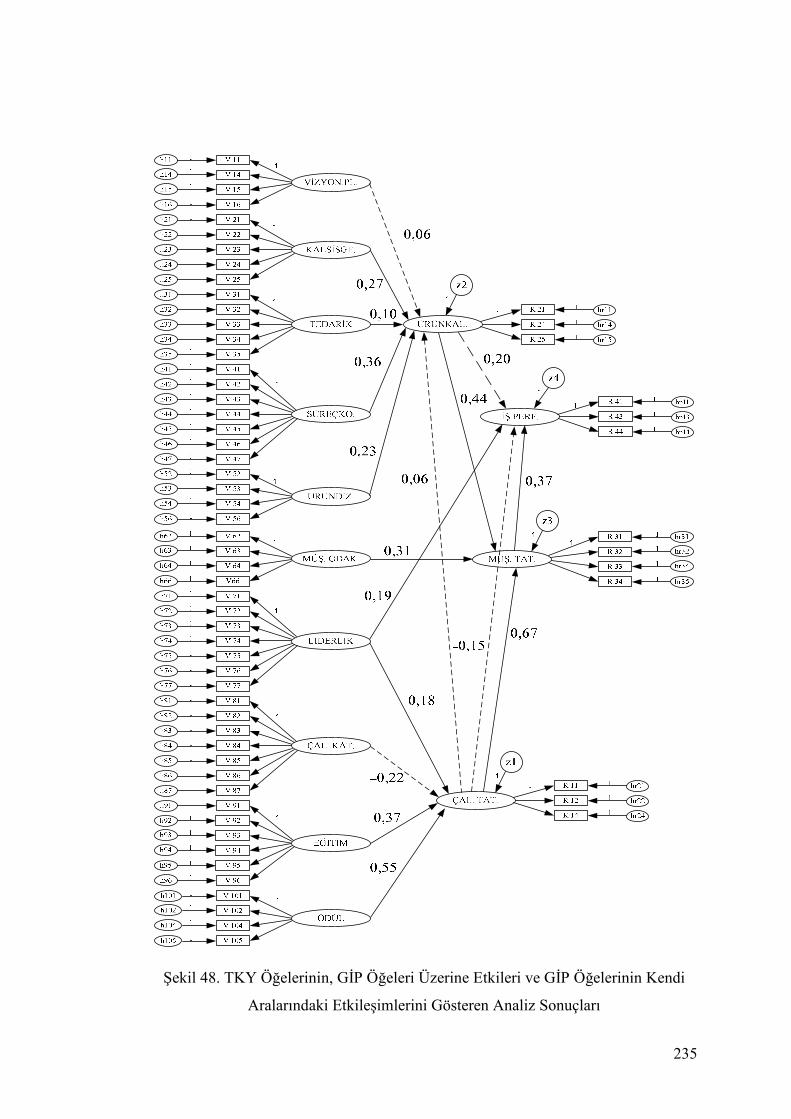
235
Şekil 48. TKY Öğelerinin, GĐP Öğeleri Üzerine Etkileri ve GĐP Öğelerinin Kendi
Aralarındaki Etkileşimlerini Gösteren Analiz Sonuçları
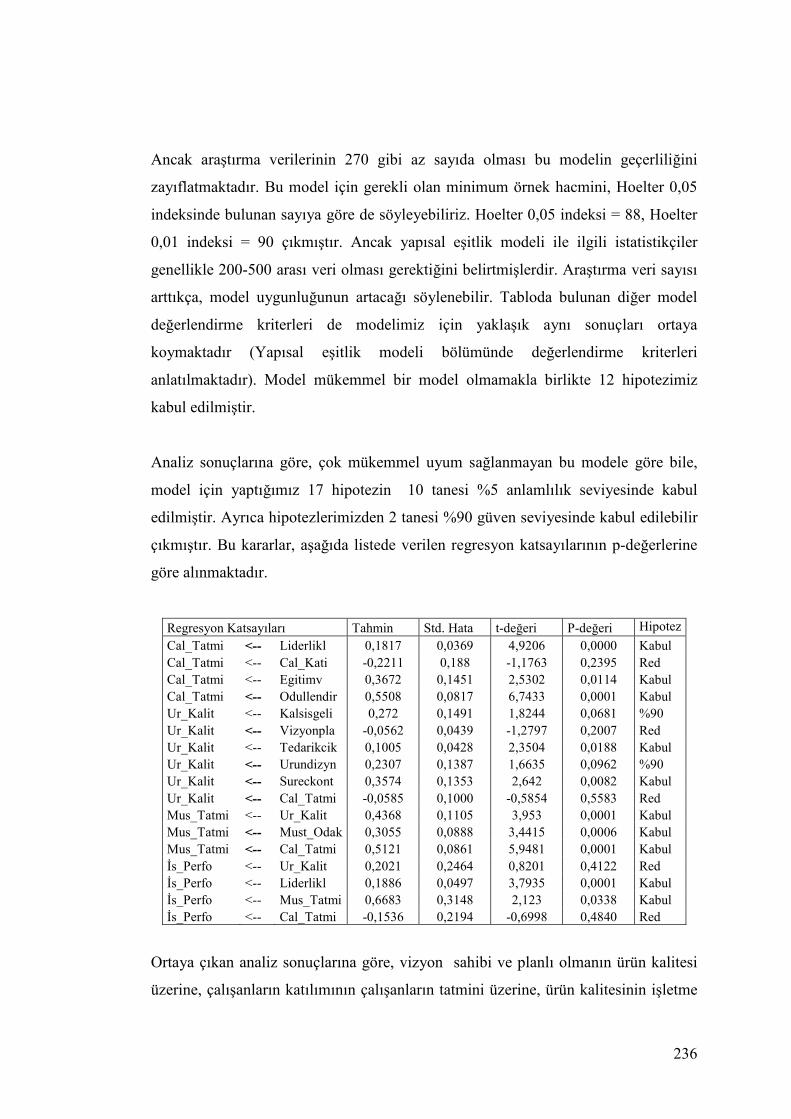
236
Ancak araştırma verilerinin 270 gibi az sayıda olması bu modelin geçerliliğini
zayıflatmaktadır. Bu model için gerekli olan minimum örnek hacmini, Hoelter 0,05
indeksinde bulunan sayıya göre de söyleyebiliriz. Hoelter 0,05 indeksi = 88, Hoelter
0,01 indeksi = 90 çıkmıştır. Ancak yapısal eşitlik modeli ile ilgili istatistikçiler
genellikle 200-500 arası veri olması gerektiğini belirtmişlerdir. Araştırma veri sayısı
arttıkça, model uygunluğunun artacağı söylenebilir. Tabloda bulunan diğer model
değerlendirme kriterleri de modelimiz için yaklaşık aynı sonuçları ortaya
koymaktadır (Yapısal eşitlik modeli bölümünde değerlendirme kriterleri
anlatılmaktadır). Model mükemmel bir model olmamakla birlikte 12 hipotezimiz
kabul edilmiştir.
Analiz sonuçlarına göre, çok mükemmel uyum sağlanmayan bu modele göre bile,
model için yaptığımız 17 hipotezin 10 tanesi %5 anlamlılık seviyesinde kabul
edilmiştir. Ayrıca hipotezlerimizden 2 tanesi %90 güven seviyesinde kabul edilebilir
çıkmıştır. Bu kararlar, aşağıda listede verilen regresyon katsayılarının p-değerlerine
göre alınmaktadır.
Regresyon Katsayıları Tahmin Std. Hata t-değeri P-değeri Hipotez
Cal_Tatmi <-- Liderlikl 0,1817 0,0369 4,9206 0,0000 Kabul Cal_Tatmi <-- Cal_Kati -0,2211 0,188 -1,1763 0,2395 Red Cal_Tatmi <-- Egitimv 0,3672 0,1451 2,5302 0,0114 Kabul Cal_Tatmi <-- Odullendir 0,5508 0,0817 6,7433 0,0001 Kabul Ur_Kalit <-- Kalsisgeli 0,272 0,1491 1,8244 0,0681 %90 Ur_Kalit <-- Vizyonpla -0,0562 0,0439 -1,2797 0,2007 Red Ur_Kalit <-- Tedarikcik 0,1005 0,0428 2,3504 0,0188 Kabul Ur_Kalit <-- Urundizyn 0,2307 0,1387 1,6635 0,0962 %90 Ur_Kalit <-- Sureckont 0,3574 0,1353 2,642 0,0082 Kabul Ur_Kalit <-- Cal_Tatmi -0,0585 0,1000 -0,5854 0,5583 Red Mus_Tatmi <-- Ur_Kalit 0,4368 0,1105 3,953 0,0001 Kabul Mus_Tatmi <-- Must_Odak 0,3055 0,0888 3,4415 0,0006 Kabul Mus_Tatmi <-- Cal_Tatmi 0,5121 0,0861 5,9481 0,0001 Kabul Đs_Perfo <-- Ur_Kalit 0,2021 0,2464 0,8201 0,4122 Red Đs_Perfo <-- Liderlikl 0,1886 0,0497 3,7935 0,0001 Kabul Đs_Perfo <-- Mus_Tatmi 0,6683 0,3148 2,123 0,0338 Kabul Đs_Perfo <-- Cal_Tatmi -0,1536 0,2194 -0,6998 0,4840 Red
Ortaya çıkan analiz sonuçlarına göre, vizyon sahibi ve planlı olmanın ürün kalitesi
üzerine, çalışanların katılımının çalışanların tatmini üzerine, ürün kalitesinin işletme
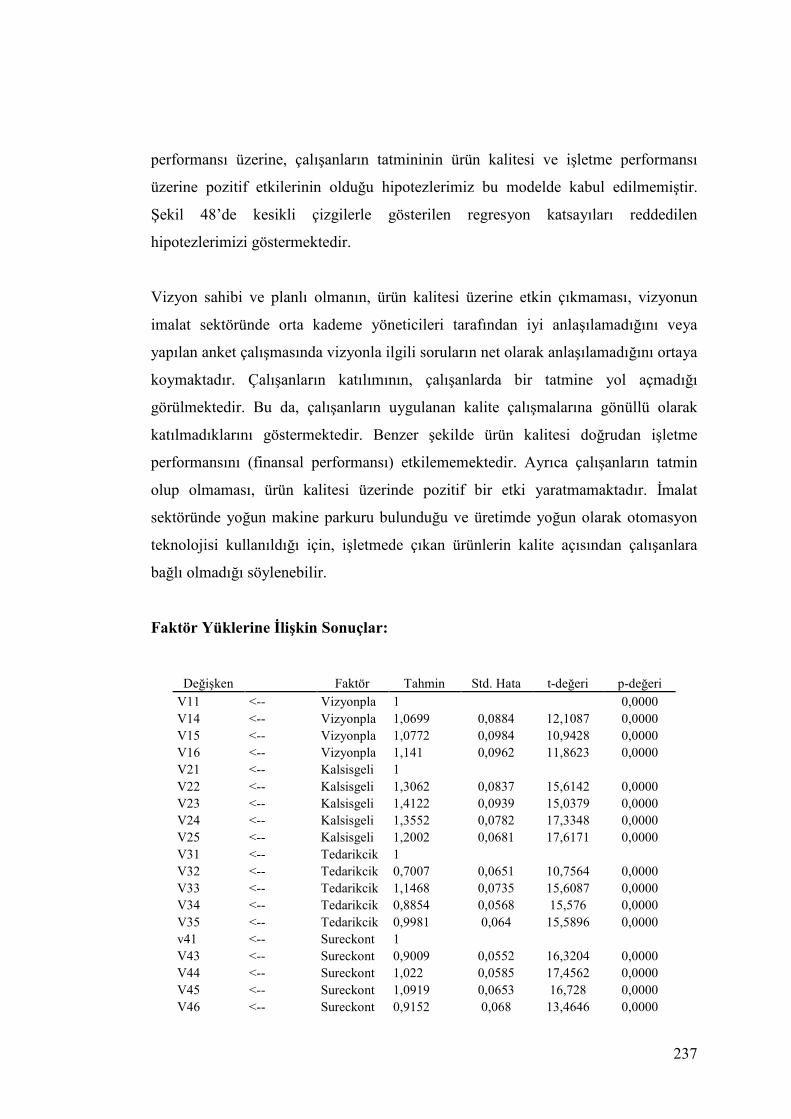
237
performansı üzerine, çalışanların tatmininin ürün kalitesi ve işletme performansı
üzerine pozitif etkilerinin olduğu hipotezlerimiz bu modelde kabul edilmemiştir.
Şekil 48’de kesikli çizgilerle gösterilen regresyon katsayıları reddedilen
hipotezlerimizi göstermektedir.
Vizyon sahibi ve planlı olmanın, ürün kalitesi üzerine etkin çıkmaması, vizyonun
imalat sektöründe orta kademe yöneticileri tarafından iyi anlaşılamadığını veya
yapılan anket çalışmasında vizyonla ilgili soruların net olarak anlaşılamadığını ortaya
koymaktadır. Çalışanların katılımının, çalışanlarda bir tatmine yol açmadığı
görülmektedir. Bu da, çalışanların uygulanan kalite çalışmalarına gönüllü olarak
katılmadıklarını göstermektedir. Benzer şekilde ürün kalitesi doğrudan işletme
performansını (finansal performansı) etkilememektedir. Ayrıca çalışanların tatmin
olup olmaması, ürün kalitesi üzerinde pozitif bir etki yaratmamaktadır. Đmalat
sektöründe yoğun makine parkuru bulunduğu ve üretimde yoğun olarak otomasyon
teknolojisi kullanıldığı için, işletmede çıkan ürünlerin kalite açısından çalışanlara
bağlı olmadığı söylenebilir.
Faktör Yüklerine Đlişkin Sonuçlar:
Değişken Faktör Tahmin Std. Hata t-değeri p-değeri
V11 <-- Vizyonpla 1 0,0000 V14 <-- Vizyonpla 1,0699 0,0884 12,1087 0,0000 V15 <-- Vizyonpla 1,0772 0,0984 10,9428 0,0000 V16 <-- Vizyonpla 1,141 0,0962 11,8623 0,0000 V21 <-- Kalsisgeli 1 V22 <-- Kalsisgeli 1,3062 0,0837 15,6142 0,0000 V23 <-- Kalsisgeli 1,4122 0,0939 15,0379 0,0000 V24 <-- Kalsisgeli 1,3552 0,0782 17,3348 0,0000 V25 <-- Kalsisgeli 1,2002 0,0681 17,6171 0,0000 V31 <-- Tedarikcik 1 V32 <-- Tedarikcik 0,7007 0,0651 10,7564 0,0000 V33 <-- Tedarikcik 1,1468 0,0735 15,6087 0,0000 V34 <-- Tedarikcik 0,8854 0,0568 15,576 0,0000 V35 <-- Tedarikcik 0,9981 0,064 15,5896 0,0000 v41 <-- Sureckont 1 V43 <-- Sureckont 0,9009 0,0552 16,3204 0,0000 V44 <-- Sureckont 1,022 0,0585 17,4562 0,0000 V45 <-- Sureckont 1,0919 0,0653 16,728 0,0000 V46 <-- Sureckont 0,9152 0,068 13,4646 0,0000
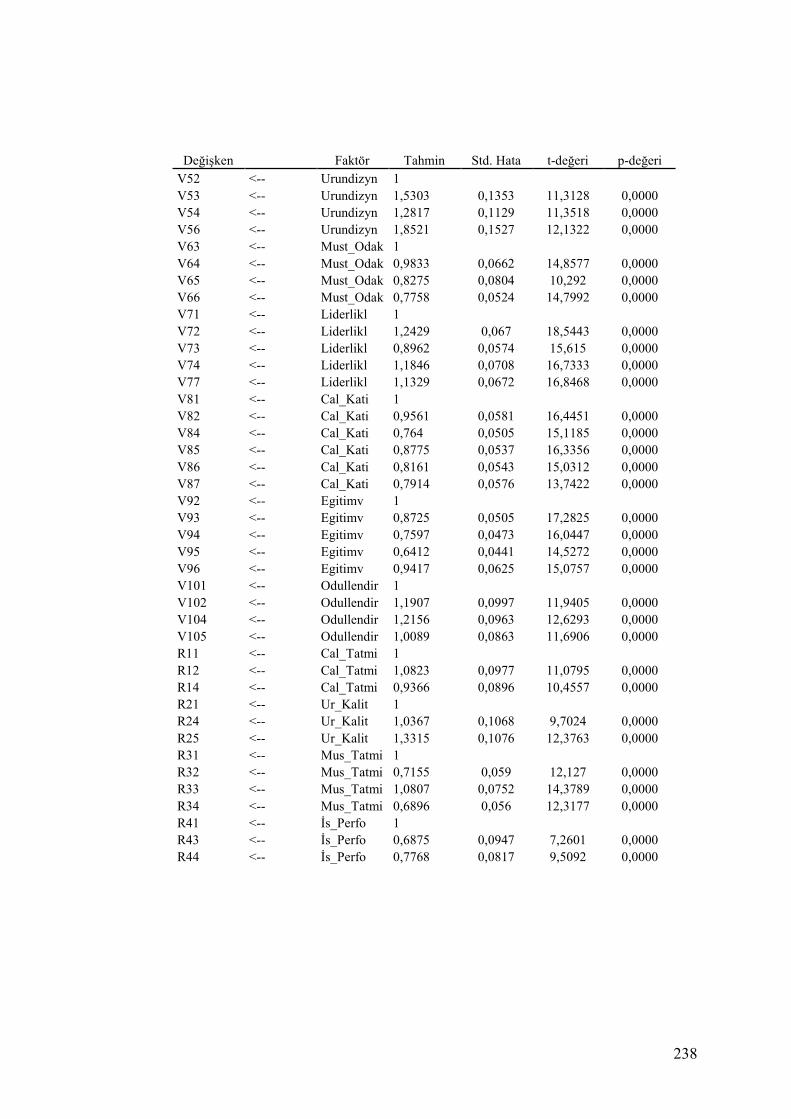
238
Değişken Faktör Tahmin Std. Hata t-değeri p-değeri
V52 <-- Urundizyn 1 V53 <-- Urundizyn 1,5303 0,1353 11,3128 0,0000 V54 <-- Urundizyn 1,2817 0,1129 11,3518 0,0000 V56 <-- Urundizyn 1,8521 0,1527 12,1322 0,0000 V63 <-- Must_Odak 1 V64 <-- Must_Odak 0,9833 0,0662 14,8577 0,0000 V65 <-- Must_Odak 0,8275 0,0804 10,292 0,0000 V66 <-- Must_Odak 0,7758 0,0524 14,7992 0,0000 V71 <-- Liderlikl 1 V72 <-- Liderlikl 1,2429 0,067 18,5443 0,0000 V73 <-- Liderlikl 0,8962 0,0574 15,615 0,0000 V74 <-- Liderlikl 1,1846 0,0708 16,7333 0,0000 V77 <-- Liderlikl 1,1329 0,0672 16,8468 0,0000 V81 <-- Cal_Kati 1 V82 <-- Cal_Kati 0,9561 0,0581 16,4451 0,0000 V84 <-- Cal_Kati 0,764 0,0505 15,1185 0,0000 V85 <-- Cal_Kati 0,8775 0,0537 16,3356 0,0000 V86 <-- Cal_Kati 0,8161 0,0543 15,0312 0,0000 V87 <-- Cal_Kati 0,7914 0,0576 13,7422 0,0000 V92 <-- Egitimv 1 V93 <-- Egitimv 0,8725 0,0505 17,2825 0,0000 V94 <-- Egitimv 0,7597 0,0473 16,0447 0,0000 V95 <-- Egitimv 0,6412 0,0441 14,5272 0,0000 V96 <-- Egitimv 0,9417 0,0625 15,0757 0,0000 V101 <-- Odullendir 1 V102 <-- Odullendir 1,1907 0,0997 11,9405 0,0000 V104 <-- Odullendir 1,2156 0,0963 12,6293 0,0000 V105 <-- Odullendir 1,0089 0,0863 11,6906 0,0000 R11 <-- Cal_Tatmi 1 R12 <-- Cal_Tatmi 1,0823 0,0977 11,0795 0,0000 R14 <-- Cal_Tatmi 0,9366 0,0896 10,4557 0,0000 R21 <-- Ur_Kalit 1 R24 <-- Ur_Kalit 1,0367 0,1068 9,7024 0,0000 R25 <-- Ur_Kalit 1,3315 0,1076 12,3763 0,0000 R31 <-- Mus_Tatmi 1 R32 <-- Mus_Tatmi 0,7155 0,059 12,127 0,0000 R33 <-- Mus_Tatmi 1,0807 0,0752 14,3789 0,0000 R34 <-- Mus_Tatmi 0,6896 0,056 12,3177 0,0000 R41 <-- Đs_Perfo 1 R43 <-- Đs_Perfo 0,6875 0,0947 7,2601 0,0000 R44 <-- Đs_Perfo 0,7768 0,0817 9,5092 0,0000
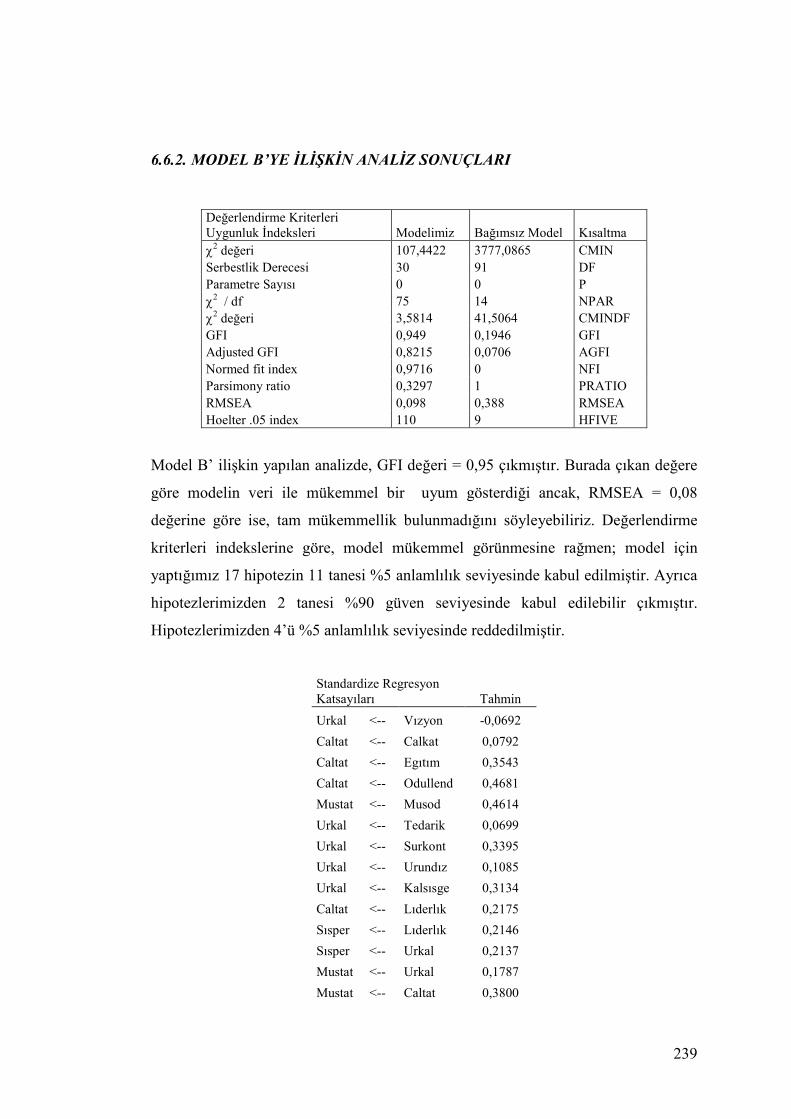
239
6.6.2. MODEL B’YE ĐLĐŞKĐN ANALĐZ SONUÇLARI
Değerlendirme Kriterleri Uygunluk Đndeksleri Modelimiz Bağımsız Model Kısaltma χ2 değeri 107,4422 3777,0865 CMIN Serbestlik Derecesi 30 91 DF Parametre Sayısı 0 0 P χ2 / df 75 14 NPAR χ2 değeri 3,5814 41,5064 CMINDF GFI 0,949 0,1946 GFI Adjusted GFI 0,8215 0,0706 AGFI Normed fit index 0,9716 0 NFI Parsimony ratio 0,3297 1 PRATIO RMSEA 0,098 0,388 RMSEA Hoelter .05 index 110 9 HFIVE
Model B’ ilişkin yapılan analizde, GFI değeri = 0,95 çıkmıştır. Burada çıkan değere
göre modelin veri ile mükemmel bir uyum gösterdiği ancak, RMSEA = 0,08
değerine göre ise, tam mükemmellik bulunmadığını söyleyebiliriz. Değerlendirme
kriterleri indekslerine göre, model mükemmel görünmesine rağmen; model için
yaptığımız 17 hipotezin 11 tanesi %5 anlamlılık seviyesinde kabul edilmiştir. Ayrıca
hipotezlerimizden 2 tanesi %90 güven seviyesinde kabul edilebilir çıkmıştır.
Hipotezlerimizden 4’ü %5 anlamlılık seviyesinde reddedilmiştir.
Standardize Regresyon Katsayıları Tahmin
Urkal <-- Vızyon -0,0692
Caltat <-- Calkat 0,0792
Caltat <-- Egıtım 0,3543
Caltat <-- Odullend 0,4681
Mustat <-- Musod 0,4614
Urkal <-- Tedarik 0,0699
Urkal <-- Surkont 0,3395
Urkal <-- Urundız 0,1085
Urkal <-- Kalsısge 0,3134
Caltat <-- Lıderlık 0,2175
Sısper <-- Lıderlık 0,2146
Sısper <-- Urkal 0,2137
Mustat <-- Urkal 0,1787
Mustat <-- Caltat 0,3800

240
Şekil 49. Toplam Kalite Yönetimi Öğelerinin, Genel Đşletme Performansı Öğeleri
Üzerine Etkileri ve Genel Đşletme Performansı Öğelerinin Kendi Aralarındaki
Etkileşimleri (Analiz Sonuçları)
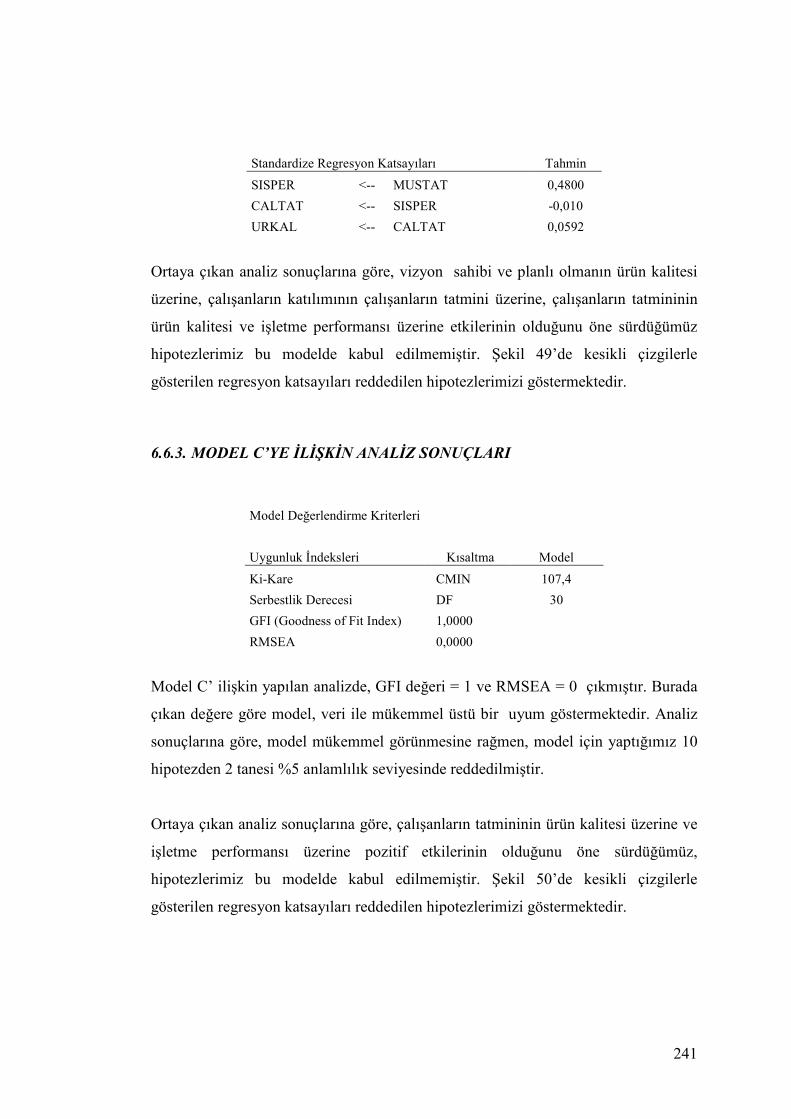
241
Standardize Regresyon Katsayıları Tahmin
SISPER <-- MUSTAT 0,4800
CALTAT <-- SISPER -0,010
URKAL <-- CALTAT 0,0592
Ortaya çıkan analiz sonuçlarına göre, vizyon sahibi ve planlı olmanın ürün kalitesi
üzerine, çalışanların katılımının çalışanların tatmini üzerine, çalışanların tatmininin
ürün kalitesi ve işletme performansı üzerine etkilerinin olduğunu öne sürdüğümüz
hipotezlerimiz bu modelde kabul edilmemiştir. Şekil 49’de kesikli çizgilerle
gösterilen regresyon katsayıları reddedilen hipotezlerimizi göstermektedir.
6.6.3. MODEL C’YE ĐLĐŞKĐN ANALĐZ SONUÇLARI
Model Değerlendirme Kriterleri
Uygunluk Đndeksleri Kısaltma Model
Ki-Kare CMIN 107,4
Serbestlik Derecesi DF 30
GFI (Goodness of Fit Index) 1,0000
RMSEA 0,0000
Model C’ ilişkin yapılan analizde, GFI değeri = 1 ve RMSEA = 0 çıkmıştır. Burada
çıkan değere göre model, veri ile mükemmel üstü bir uyum göstermektedir. Analiz
sonuçlarına göre, model mükemmel görünmesine rağmen, model için yaptığımız 10
hipotezden 2 tanesi %5 anlamlılık seviyesinde reddedilmiştir.
Ortaya çıkan analiz sonuçlarına göre, çalışanların tatmininin ürün kalitesi üzerine ve
işletme performansı üzerine pozitif etkilerinin olduğunu öne sürdüğümüz,
hipotezlerimiz bu modelde kabul edilmemiştir. Şekil 50’de kesikli çizgilerle
gösterilen regresyon katsayıları reddedilen hipotezlerimizi göstermektedir.
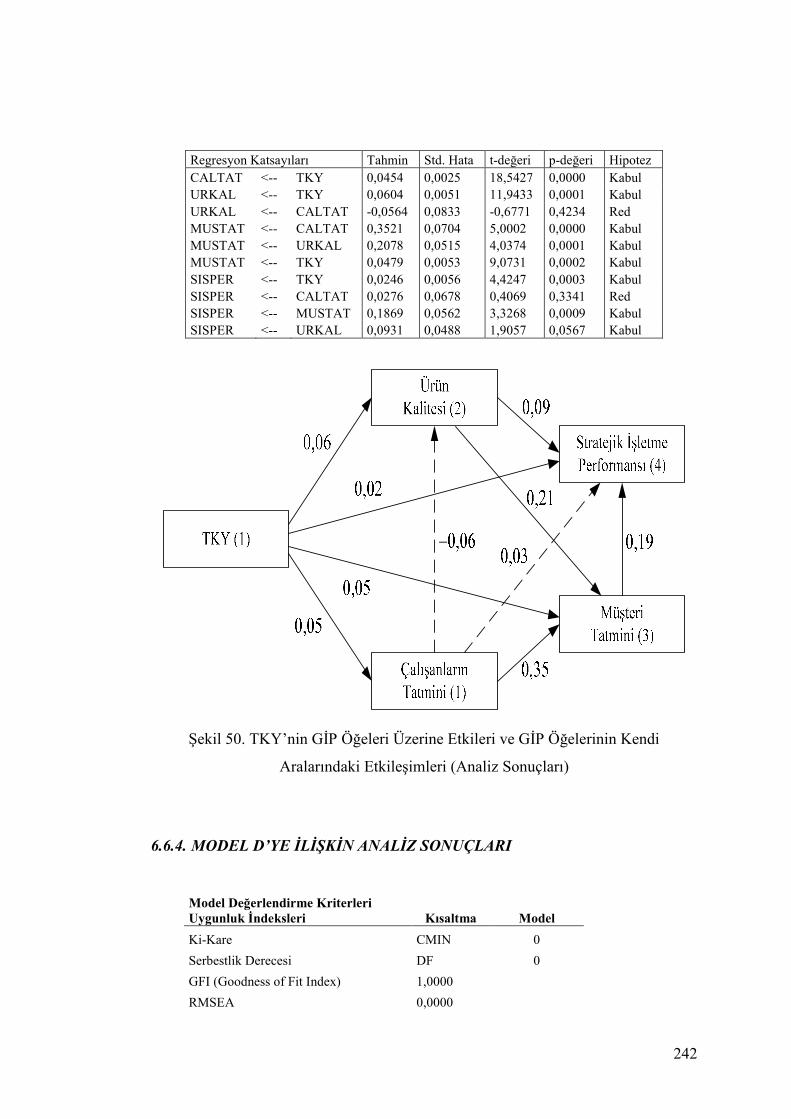
242
Regresyon Katsayıları Tahmin Std. Hata t-değeri p-değeri Hipotez CALTAT <-- TKY 0,0454 0,0025 18,5427 0,0000 Kabul URKAL <-- TKY 0,0604 0,0051 11,9433 0,0001 Kabul URKAL <-- CALTAT -0,0564 0,0833 -0,6771 0,4234 Red MUSTAT <-- CALTAT 0,3521 0,0704 5,0002 0,0000 Kabul MUSTAT <-- URKAL 0,2078 0,0515 4,0374 0,0001 Kabul MUSTAT <-- TKY 0,0479 0,0053 9,0731 0,0002 Kabul SISPER <-- TKY 0,0246 0,0056 4,4247 0,0003 Kabul SISPER <-- CALTAT 0,0276 0,0678 0,4069 0,3341 Red SISPER <-- MUSTAT 0,1869 0,0562 3,3268 0,0009 Kabul SISPER <-- URKAL 0,0931 0,0488 1,9057 0,0567 Kabul
Şekil 50. TKY’nin GĐP Öğeleri Üzerine Etkileri ve GĐP Öğelerinin Kendi
Aralarındaki Etkileşimleri (Analiz Sonuçları)
6.6.4. MODEL D’YE ĐLĐŞKĐN ANALĐZ SONUÇLARI
Model Değerlendirme Kriterleri Uygunluk Đndeksleri Kısaltma Model
Ki-Kare CMIN 0
Serbestlik Derecesi DF 0
GFI (Goodness of Fit Index) 1,0000
RMSEA 0,0000
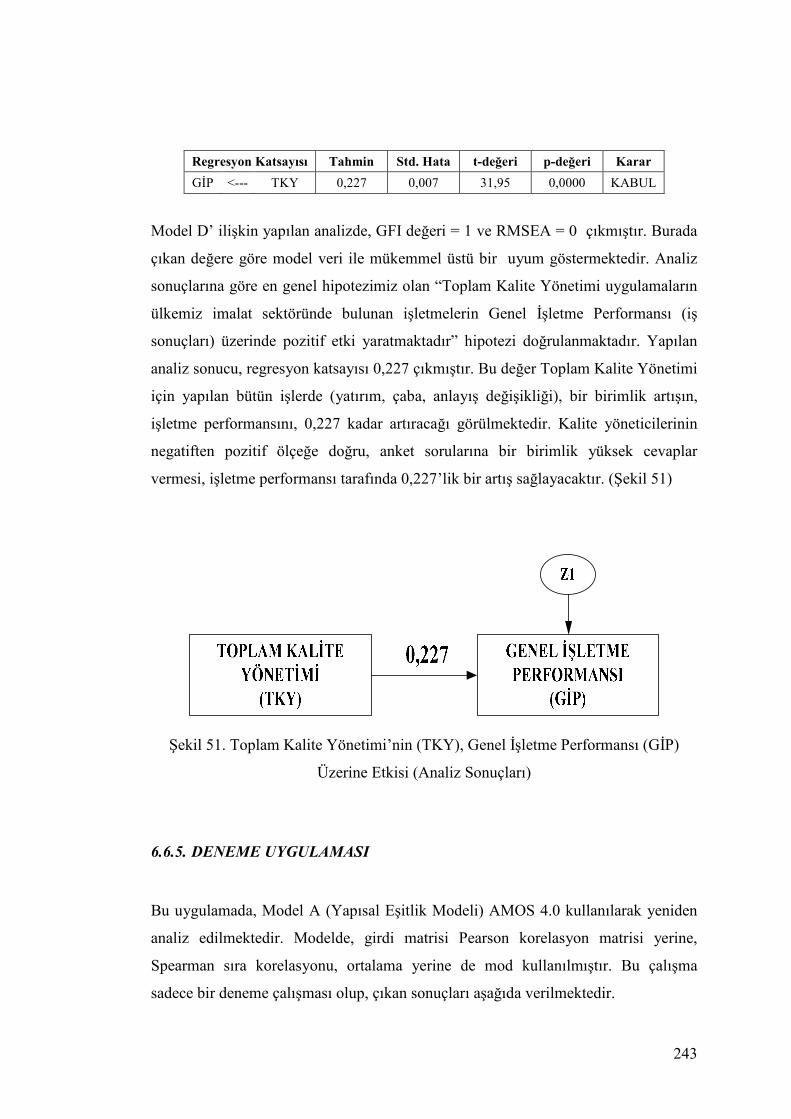
243
Regresyon Katsayısı Tahmin Std. Hata t-değeri p-değeri Karar
GĐP <--- TKY 0,227 0,007 31,95 0,0000 KABUL
Model D’ ilişkin yapılan analizde, GFI değeri = 1 ve RMSEA = 0 çıkmıştır. Burada
çıkan değere göre model veri ile mükemmel üstü bir uyum göstermektedir. Analiz
sonuçlarına göre en genel hipotezimiz olan “Toplam Kalite Yönetimi uygulamaların
ülkemiz imalat sektöründe bulunan işletmelerin Genel Đşletme Performansı (iş
sonuçları) üzerinde pozitif etki yaratmaktadır” hipotezi doğrulanmaktadır. Yapılan
analiz sonucu, regresyon katsayısı 0,227 çıkmıştır. Bu değer Toplam Kalite Yönetimi
için yapılan bütün işlerde (yatırım, çaba, anlayış değişikliği), bir birimlik artışın,
işletme performansını, 0,227 kadar artıracağı görülmektedir. Kalite yöneticilerinin
negatiften pozitif ölçeğe doğru, anket sorularına bir birimlik yüksek cevaplar
vermesi, işletme performansı tarafında 0,227’lik bir artış sağlayacaktır. (Şekil 51)
Şekil 51. Toplam Kalite Yönetimi’nin (TKY), Genel Đşletme Performansı (GĐP)
Üzerine Etkisi (Analiz Sonuçları)
6.6.5. DENEME UYGULAMASI
Bu uygulamada, Model A (Yapısal Eşitlik Modeli) AMOS 4.0 kullanılarak yeniden
analiz edilmektedir. Modelde, girdi matrisi Pearson korelasyon matrisi yerine,
Spearman sıra korelasyonu, ortalama yerine de mod kullanılmıştır. Bu çalışma
sadece bir deneme çalışması olup, çıkan sonuçları aşağıda verilmektedir.

244
Değerlendirme Kriterleri Uygunluk Đndeksleri Kısaltma Model
Ki-Kare CMIN 5468
Serbestlik Derecesi DF 1591
Parametre sayısı NPAR 179
Ki-Kare / df CMINDF 3,43
GFI GFI 0,612
Adjusted GFI AGFI 0,568
Normed fit index NFI 0,683
Parsimony ratio PRATIO 0,93
RMSEA RMSEA 0,09
Hoelter .05 index HFIVE 83
Hoelter .01 index HONE 85
Regresyon Katsayıları Tahmin Std. Hata Kritik Oran P-değeri
Cal_Tatmini <-- Liderlik 0,194 0,038 5,1029 0,0001
Cal_Tatmini <-- Cal_Katılımı -0,3044 0,224 -1,3586 0,1743
Cal_Tatmini <-- Egitim 0,3786 0,1585 2,3884 0,0169
Cal_Tatmini <-- Odullendirme 0,6067 0,0934 6,4955 0,0002
Ur_Kalite <-- Kal. Sist. Gel. -0,0074 0,1287 -0,0574 0,9542
Ur_Kalite <-- Vizyonpla -0,0614 0,0432 -1,422 0,1552
Ur_Kalite <-- Tedarikci 0,053 0,0423 1,253 0,2102
Ur_Kalite <-- Urundizyn 0,4907 0,1442 3,4038 0,0007
Ur_Kalite <-- Sureckont 0,4288 0,1267 3,3844 0,0007
Ur_Kalite <-- Cal_Tatmini 0,0491 0,0968 0,5077 0,6117
Mus_Tatmi <-- Ur_Kalite 0,4189 0,1672 2,5051 0,0122
Mus_Tatmi <-- Must_Odak 0,2248 0,1342 1,6747 0,0943
Mus_Tatmi <-- Cal_Tatmini 0,6122 0,1039 5,89 0,0001
Đs_Perform <-- Ur_Kalite 0,5064 0,141 3,5905 0,0003
Đs_Perform <-- Liderlik 0,199 0,0467 4,2568 0,0001
Đs_Perform <-- Mus_Tatmini 0,2596 0,1213 2,1402 0,0323
Analiz sonuçlarına bakılırsa, GFI ve RMSEA değeri, A Modelindeki GFI ve
RMSEA değerlerine çok yakın çıkmıştır. Modelin kalitesi, A modeli ile benzerlik
göstermektedir. Bu analizde, A modelinden farklı olarak, Kalite sistem geliştirmenin
ürün kalitesi üzerine etkinliği hipotezinin reddedilmesi olmuştur, ayrıca p-değerleri
bu modelde biraz daha yüksek çıkmıştır.
245
SONUÇ VE ÖNERĐLER
Analiz sonuçları dikkate alındığında, en genel hipotezimiz olan “Toplam Kalite
Yönetimi uygulamalarının, Genel Đşletme Performansı üzerine pozitif etkisi vardır”
hipotez %1 anlamlılık seviyesinde kabul edilmektedir. Bu da gösteriyor ki, ülkemiz
üretim işletmeleri TKY, iş sonuçlarını doğrudan etkilemektedir.
Đncelemiş olduğumuz ilk üç modele ilişkin analiz sonuçları birbirine benzer sonuçlar
vermektedir. Örneğin, birinci ve ikinci model sonuçları gözden geçirilirse, ürün
kalitesini en çok etkileyen TKY öğesinin süreç kontrol ve geliştirme öğesi olduğunu
görecektir. Zaten süreç kontrol işlemleri genellikle üretim için geliştirilen
mühendislik çalışmalarıdır. Ürün kalitesi üzerinde önemli etkisi olan diğer değişken
kalite sistem geliştirme faaliyetleridir. Kalite sistem geliştirme faaliyeti aslında
doğrudan ürün odaklı değildir, işletmenin bütün fonksiyonlarını kapsar. Ancak
yinede analiz sonuçları ürün kalitesinin kalite sistem geliştirme faaliyetlerinden
etkilendiğini vurgulamaktadır. Ürün kalitesi üzerinde, ürün dizaynının etkisi çok
yüksek olmamasına rağmen etkili çıkmıştır. Bu sonuç doğal bir sonuçtur. Ürün
kalitesi üzerinde tedarikçinin (hammadde, yarı mamul) önemi büyüktür. Ancak
burada anlamlı olmasına rağmen etki biraz zayıf çıkmaktadır. Üretim firmalarının
genellikle makine ve otomasyon ağının güçlü olduğu bir sektördür. Üretim
girdilerinin kontrol ediliyor olması ve yoğun teknoloji kullanılıyor olması bu
sonuçları doğurmuş olabilir. Ürün kalitesi üzerine, vizyon ve planlı olma öğesi
etkisiz çıkmış, hatta küçük de olsa negatif etki olduğu görülmüştür. Burada çıkan
sonuçlar tabiki yapılan araştırmanın ve bu araştırmaya katılan yöneticilerin verdiği
cevaplar doğrultusunda bu sonuçlar oluşmuştur. Vizyon ile ilgili sorular katılımcı
tarafından net algılanamamış veya bu konuda yeterli bilgiye sahip olmayabilir.
Müşteri tatmini üzerindeki en büyük etkiyi müşteri odaklı olma stratejisi
oluşturmaktadır. Bu da yine bilinen bir gerçektir ki, toplumumuzda “müşteri
velinimettir” ifadesi sıkça kullanılmaktadır. Bunun yanında çalışanların
246
memnuniyetinin yüksek olması da, müşteri memnuniyeti üzerine pozitif yönde
etkilemektedir. Müşterinin aldığı üründen kalite olarak memnun kalması da bir başka
faktör olarak karşımıza çıkmaktadır.
Çalışanların memnuniyetinin, fark edilme, ödüllendirilme ve eğitime bağlı olduğu
görülmüştür. Özellikle ödüllendirilme her iki analizde de yaklaşık olarak en yüksek
değerleri almaktadır. Reddedilmiş bir hipotezimize göre çalışanlar, TKY
faaliyetlerine katılmaktan çok da hoşnut değillerdir. Ancak anket katılımcıları
genellikle kalite yöneticileri olduğu için çalışanlar adına net bilgi verememiş
olabilirler.
Stratejik işletme performansı işletmenin (pazarlama, finansal performansı), büyük
oranda müşteri memnuniyetine bağlı çıkmıştır. Performansı etkileyen bir diğer
unsurlar da ürün kalitesi ve liderlik yaklaşımlarıdır.
Analiz sonuçları; ürün kalitesi üzerinde, çalışanların memnuniyetinin etkin
olmadığını göstermiş, bu durum istenmeyen bir sonuç doğurmuştur. Reddedilen
hipotezlerin çalışanlarla ilgili olması, düşünülmesi gereken bir konudur. Özellikle
son üç dört yıldır ülkemiz doğal felaketler ve ekonomik sarsıntılar yaşamıştır.
Çalışanların beklentilerini alamaması, ihtiyaçlarının tam olarak karşılayamaması bu
sonuçları doğurmuş olabilir.
Üçüncü model göstermiştir ki TKY bütün olarak ürün kalitesi müşteri tatmini ve
çalışanların tatmini üzerinde etkisi büyük olmaktadır. TKY’nin, finansal performansa
da etkisi anlamlı fakat bu etki diğerlerine göre biraz zayıf çıkmıştır.
TKY, işletme finansını doğrudan etkileyen bir yatırım değildir. Vizyonu geniş olan,
hedeflerine doğru emin adımlarla belirli bir sistem çerçevesinde ilerleyen kuruluşlar,
bu etkiyi uzun dönemde, ancak sürekli olarak hissetmeye başlayacaklardır. Bu
anlayışı içine sindiren, yönetim destekli, müşteriye ve aynı zamanda çalışanlarına
önem veren işletmeler için geleceğin işletmeleri olacak, TKY’yi, prosedürler zinciri
olarak uygulamaya çalışan işletmelerde, zincir koptuğunda çok geride kalacaklardır.
247
KAYNAKLAR
Acar, N. : “Kalite Fonksiyonu Yayılımı”, Milli Prodüktivite
Merkezi, Kalite Özel Sayısı, Ankara, 1995.
Adam, E.E. : “Alternative quality improvement practices and
organization performance”, Journal of Operations
Management, Vol. 12, 1994, s. 27-44.
Agus, A. : “A Linear Structural Modeling of Total Quality
Management Practices in Manufacturing Companies in
Malaysia”, Total Quality Management, Vol:12, No:5,
2001, s.561-573.
Agus, A., Sagır,
R.M.
: “The Structural Relations Between Total Quality
Management, Competitive Advantage and Bottom Line
Financial Performance: An Ampirical Study of Malaysian
Manufacturing Companies”, Journal of Total Quality
Management, Vol.12, No:7-8, 2001, s.1018-1024.
Ahire, S.L.,
Golhar, D.Y.
Waller, M.A.,
: “Development and Validation of TQM Implementation
Constructs”, Decision Sciences, Vol. 27 No. 1, 1996,
s.23-56.
Akal, Z. : “Đşletmelerde Performans Ölçüm ve Denetimi, Çok
Yönlü Performans Göstergeleri”, MPM Yayınları,
No:473, Ankara, 2002.
Akao, Y. : “Hoshin Kanri, Policy Deployment for Successful
TQM”, Productivity Press Inc., Cambridge, USA, 1991.
Akın, B.
: “Kalite Geliştirme ve Sürekli Gelişim”, Kalite, Sayı: 4,
Türkiye Şişecam Fabrikaları A.Ş., Đstanbul, Nisan 1989.
Alankuş, B.O.,
Bengisu, M.,
: “Yeni Üründe Kalite”, V. Ulusal Kalite Kongresi,
Tebliğler ve Özgeçmişler, KalDer, Đstanbul, 1996.
248
Anderson, J.C.,
Gerbing, D.W.
: “Structural equation modeling in practice: A review and
recommended two step Approach” Psychological
Bulletin, 103, 1988, s.411-423.
Arat, M. : “Şirketlerin Mıknatısı, VĐZYON”, Power Dergisi,
Đstanbul, Ocak 1998, s.121-123.
Arbuckle, J.L. : “AMOS User’s Guide:AMOS Graphics and AMOS
Basics”, SmallWaters, Chicago,1997.
Atilla, A. : “2000 Yılında ISO 9000, 9001-9004 Kalite Yönetim
Sistemi Standardları”, Türkiye Metal Sanayicileri
Sendikası Yayını, Yayın No: 331, Ablak Matbaası, Mayıs
2000.
Atay, S. : “Japonya’da Kalite Yönetimi”, Seminer Notları, Çeviri,
BZD Yayıncılık, Đstanbul, Haziran 1999.
Barker, T. B. : “Engineering Quality By Design-Interpreting The
Taguchi Approach”, ASQC Quality Press, 1990.
Behara, S.R.,
Fontenot, G.F.,
Gresham, A.C.
: “Customer Satisfaction Measurement and Analysis Using
Six Sigma”, International Jurnal of Quality and
Reliability Management, Vol: 12, No: 3, 1995, s.9-18.
Benson, P. G.,
Saraph, J. V.,
Schroeder, R. G.
: “The Effect of Organizational Contex on Quality
Management: An Ampirical Investigation”, Management
Science, 31, 1991, s.1107-1124.
Bentler, P.M., : “Multivariate Analysis with Latent Variables: Causal
Modeling”, Annual Review of Psychology, Sayı:31,
1980, s.419-456.
Bentler, PM, Chou,
C.P.
: “Practical Issues in Structural Equation Modeling”,
Sociological Methods and Research, 16(1), 1987, s.78-
117.
249
Bergman, B. ve
Klefsjo, B.
: “Quality, From Customer Needs to Customer
Satisfaction”, McGraw-Hill Inc., Book Company, 1994.
Bernard, H.R. : “Social Research Methods: Qualitative and
Quantitative Approaches”, SAGE Publications,
Thousand Oaks, 2000.
Berry, T.H. : “Managing The Total Quality Transformation”, Mc-
Graw Hill Inc., USA, 1991.
Besterfıeld, D.H.,
Besterfıeld, C.,
Besterfıeld, G., v.d.
: “Total Quality Management”, Prentice Hall Comapany
Inc., U.S.A, 1995.
Bozkurt, R. : “Kalite Đyileştirmede Kullanılan Teknikler”, MPM
Yayınları, Ankara, 1994.
Bozkurt, R., Asil,
N.
: “Kalite Politikasını Oluşturma Süreci”, Verimlilik
Dergisi, MPM Yayınları, 1995/3, s.32-33.
Bozkurt, R.
Odaman, A.
: “ISO 9000 Kalite Güvence Sistemleri”, MPM Yayınları,
No: 549, Ankara 1996.
Bozkurt, R. : “ISO 9000 ve Belgelendirme”, Verimlilik Dergisi, MPM
Yayınları, Özel Sayı, Ankara, 1993, s.7-46.
British Standards,
BS 4778.
: “International Terms”, British Standards Institution,
London, 1991.
British Standards,
BS 7850.
: “Total Quality Management (Guide to Management
Principles)”, Part 1, BSI, London, 1992.
Brown, S. : “Kıyaslama ve Kalite”, Executive Exellence Dergisi,
Rota Yayınları, Đstanbul, 1997.
Burr, J.T. : “Going with The Flow Chart, Total Quality
Management”, The Dryden Pres, 1994.
250
Byrne, B.M. : “A Primer of LISREL: Basic Applications and
Programming for Confirmatory Factor Analytic
Modes”, Springer Verlag Inc., NewYork, 1989.
Byrne, B.M. : “Structural Equation Models, Using The EQS
Program”, SAGE Publications, NewYork, 1997.
Cafoğlu, Z. : “Eğitimde Toplam Kalite Yönetimi”, Avni Akyol Ümit
Kültür ve Eğitim Vakfı, Đstanbul, 1996.
Carmines, E.G.,
Zeller, R.A.
“Reliability and Validity Assessment”, SAGE
Publications, Beverly Hills; California, 1989
Cartin, T.J. : “Principles and Practices of TQM”, ASQC Quality
Press, Milwaukee, Wisconsin, 1993.
Charlene, B. : “The Human Side of Just-In-Time. How to Make The
Techniques Really Work”, Rath and Strong Inc., Adair
Heeley, 1991.
Conti, T. : “Kurumsal Özdeğerlendirme”, KalDer Yayınları,
No:20, Đstanbul, Ekim 1988.
Costin, H. : “Total Quality Management”, The Dryden Press, 1994,
yy.
Crosby, P.B. : “Quality is Free”, McGraw-Hill Book Company Inc.,
NewYork, 1979.
Crowe, T.J., Cheng,
C.C.
: “Using Quality Function Deployment in Manufacturing
Strategic Planning”, International Journal of
Operations and Production Management, Vol.16,
No.4, 1996.
Çelikçapa, F. : “Toplam Kalite Kontrolü ve Bursa Bölgesindeki Kalite
Kontrol Uygulamalarına Đlişkin Bir Araştırma”,
BUSĐAD Yayınları, No:11, 1993.

251
Çetin, C., Akın, B.,
Erol, V.
: “Toplam Kalite Yönetimi ve Kalite Güvence Sistemi
ISO 9000 – 2000 Revizyonu”, 2.Baskı, Beta Basım
Yayın, Đstanbul, Şubat 2001.
Çevrimiçi, 1 : “Project Cost Management”, Project Management
Institute,“http://www.richlanza.com/infoarchive/articles
/projmgmt/ index.htm”, Internet, USA, 1996.
Çevrimiçi, 2 : “Data Levels and Measurement”, Structural Equation
Modeling, http://www.chas.ncsu.edu/garson/pa765/
datalevl.htm, Internet, USA.
Çoruh, M. : “Toplam Kalite Felsefesinin Yüksek Öğretimde
Uygulama Yaklaşımı”, Şahika Dergisi, Ankara Sanayici
ve Đş Adamları Der. Yay., Özel Sayı, Ankara, Ekim 1997,
s.6.
Dale B. G. ve
Plunkett, J. J.
: “Quality Costing”, Second Edition, Chapman and Hall,
London, 1995.
Day, R.G. : “Kalite Fonksiyon Yayılımı: Bir Şirketin Müşteri ile
Bütünleştirilmesi”, ASQC Quality Pres, Milwaukee,
Wisconsin, Çev: Enternasyonal Tercüme Hizm., Đstanbul,
Ocak 1998.
Dehnad, K. : “Quality Control, Robust Design and The Taguchi
Method”, AT&T Bell Laboratories, 1989.
Deming, W.E. : “Out of Crisis”, MIT Center for Advanced Engineering,
Cambridge, MA, 1986.
Deming, W.E. : “Quality and The Required Style of Management: The
Needs for Change”, Joel E. Ross, Total Quality 3.B, St.
Lucie Press, New York, 1986.
Dicle, Ü. : “Sorun Çözmede Grup Yaklaşımı”, QCC Semineri,
MPM Yayınları, Ankara, 1989.
252
Dinçer, Ö. : “Stratejik Yönetim ve Đşletme Politikası”, Beta Basım
Yayın Dağıtım, 5. Basım, 1998.
Dobbins, R.D. : “A Failure of Methods, Not Philosophy”, Quality
Progress, USA, July 1995.
Doğan, Ü. : “Kalite Yönetimi ve Kontrolü”, Đzmir, 1991.
Duffin, M. : “Guidelines to Total Quality Control”, The TQM
Magazine, Volume 7, Number 4, MCB University Press,
1995, s.35-41.
Dunn, G., Everitt,
W.B., Pickles, A.
: “Modelling Covariances and Latent Variables Using
EQS”, First Edition, Chapman and Hall, Cornwall,
1993.
Dunteman G.H. : “Principal Components Analysis”, SAGE Publications
Inc., 1989.
Düren, Z. : “Đşletmelerde Kalite Çemberleri”, Evrim Basın Yayın
Dağıtım, Đstanbul Matbaası, ĐÜ SBF Yayını, Bölüm 3, ty.
Efil, Đ. : “Toplam Kalite Yönetimi ve Toplam Kaliteye
Ulaşmada Önemli Bir Araç ISO 9000 Kalite Güvence
Sistemi”, Uludağ Üniversitesi Güçlendirme Vakfı Yay.,
No: 110, Bursa, 1996.
EFQM. : “The EFQM Excellence Model”, EFQM, Bruxelles,
1999.
Elizur, D., Shmuel,
S.
: “The Effects of Quality Management and Participation in
Decision-Making on Individual Performance”, Journal of
Quality Management, Elsevier Sciences, Vol:5, 2000,
s.53-65.
Eren, E. : “Örgütsel Davranış ve Yönetim Psikolojisi”, Beta
Yayınları, Đstanbul, 1998.
253
Eriş, E.D. : “Benchmarking”, D.E.Ü Đ.Đ.B.F Đşletme Bölümü Ders
Projesi, Đzmir, 1998.
Eureka, W.E.,
Ryan, N.E.
: “The Process Driven Business: Managerial
Perspectives On Policy Management”, ASI Press,
Dearborn MI, 1990.
Evans, J.R.,
Lindsay, W.
: “Management and Control of Quality”, Third Edition,
West Publishing Company, St. Paul, 1996.
Feigenbaum, A.V. : “Total Quality Control”, , McGraw-Hill Inc., 3rd
Edition, NewYork, 1983.
Feigenbaum, A.V. : “Total Quality Control”, Third Edition, McGraw-Hill
Inc., Second Edition, Singapore, 1991.
Flynn, B. B.,
Schroeder, R. G.
: “The Impact Quality Management Practices On
Performance and Competitive Advantage”, Decision
Sciences, 26, 1995, s.659-691.
Flynn, B.B.,
Schroeder, R.G.,
Sakakibara, S.
: “A Framework for Quality Management Research and An
Associated Measurement Instrument”, Journal of
Operations Management, Vol:11, No:4, 1994, s.339-
366.
Forza, C., Filippini,
R.
: “TQM impact on Quality Conformance and Customer
Satisifaction, A Causal Model”, International Journal of
Production Economics, No:55, 1998, s.1-20.
Gatis, G.F. : “Total Quality Management”, Oxford Press, Basil
Blackwell,1986.
Gefen, D., Straub,
D.W., Boudreau,
M.C.
: “Structural Equation Modeling and Regression:
Guidelines for Research Practice”, Comminication of
Association for Information Systems, Vol:4, Article:7,
August 2000, s.1-23.
254
George, S.,
Weimerskirch A.
: “Total Quality Management”, John Wiley and Sons,
Inc, New York, 1994.
Gevirtz C. : “Developing New Products With TQM”, McGraw-Hill
Company Inc., International Editions, 1994, yy.
Gözlü, S. : “Endüstriyel Kalite Kontrolü”, Đstanbul Teknik
Üniversitesi Matbaası, Đstanbul, 1990.
Gözlü, S. : “Kalite Kontrol Çemberleri, Japoya, ABD ve Türkiye”,
Türkiye Sanayi Mühendisliği Dergisi, Sayı: 20, Ekim
1987, s.17.
Green, P.E, Tull,
D.S., Albaum, G.
: “Research for Marketing Decision”, Prentice Hall,
Englewood Cliffs, NewJersey, 1988.
Gümüşoğlu, Ş. : “Đstatistiksel Kalite Kontrolü”, Beta Basım Yayım
Dağıtım, Đstanbul, 1996.
Gür, J. : “Kalite Maratonu”, Kültür Matbaası, Ankara, 1996.
Hair, J.F.,
Anderson, R.E.,
Tatham,R.L.,
Black, W.C.
: “Multivariate Data Analysis”, Prentice-Hall, Fifth
edition, Upper Saddle River, NewJersey, 1998.
Handy, C.B. : “Understanding Organization”, Redwood Boks
Company Inc., NewYork, 1976.
Hauser, J.R.,
Clausing, D.
: ”The House of Quality”, IEEE Engineering Management
Review, USA, 1996.
Heizer, J.H.,
Render, B.
: “Operations Management”, Fifth Edition, A Simon and
Schuster Company Inc., New Jersey, 1996.
Hoyle, D. : “ISO 9000 Quality System Handbook”, Balterworth,
London, 1994.
255
Hoyle, R.H. : “Structural Equation Modeling: Concepts, Issues, and
Application”, SAGE Publications, London, 1995.
Hung, C.T., Lin,
C.D.
: “The Analysis of Accredited Condtuction Companies in
ISO 9000”, Proceedings of Public Engineering Quality,
1998, s.27-34.
Hunt, V.D. : “Quality in America, How to Implement a Competitive
Quality Program”, Business One Irwin, Homewood,
Illinois, November 1991.
Imai, M. : “Kaizen: Japonya'nın Rekabetteki Başarısının
Anahtarı”, Brisa Yayınları, Đstanbul, 1994.
Imai, M. : “Kaizen, The Key to Japan’s Competitive Success”,
The Kaizen Institute Inc., Japan, 1986, s.4.
Đpekgil, Ö. : “Yönetimde Sürekli Đyileştirme : Kaizen”, Mizan
Dergisi, Sayı No: 31, 1996.
Jaccard, J.R., Wan,
C.K.
: “Measurement Error in the Analysis of Interaction Effects
Between Continuous Predictors Using Multiple
Regression: Multiple Indicator and Structural Equation
Approaches”, Psychological Bulletin, 117 (2), 1995,
s.348-357.
James, P. : “Total Quality Management”, Prentice Hall Company
Inc., London, 1996.
Jöreskog, K. G. : “A General Method for Estimating a Linear Structural
Equation System, in A. S. Goldberger & O. D. Duncan
(Eds.), Structural Equation Models in Social Sciences,
Academic, New York, 1973, s.85-112..
Jöreskog, K.G.,
Sörbom, D.
: “LISREL 8: Structural Equation Model with The
SIMPLIS Command Language”, Lawrence Erlbaum
Associates Publishers, Hillside, NewJersey, 1993.
256
Juran, J.M. : “Quality Control Cirscles in The West”, Tokyo, 1987.
Juran, J.M. : “The Quality Triology: A Universal Approach to
Managing for Quality”, Quality Progress, August 1986,
s.19-24.
Juran, J.M., Gryna,
F.M.
: “Quality Planning and Analysis”, Third Edition,
McGraw-Hill Inc., New York, 1993.
JUSE : “Quality Control Circules”, Koryo -Tokyo. 1980.
KalDer : “Kalitenin Seyir Defteri”, KalDer Yayınları, No:32,
Birinci Basım, Đstanbul, Kasım 2001.
Kaplan, D. : “Structural Equation Modeling: Foundations and
Extensions”, Advanced Quantitattive Techniques in The
Social Sciences, SAGE Publications, California, 2000.
Kartal, M. : “Đstatistiksel Kalite Kontrolü”, Şafak Yayınevi, Sivas,
Ocak 1999.
Kashyap, R.,
Bojanic, D.C.
: “A Structural Analysis of Value, Quality and Price
Perceptions of Business and Lisure Research”, Journal of
Travel Research, Vol:39, August 2000, s.45-51.
Kavrakoğlu, Đ. : “Kalite Güvencesi, ISO 9000 ve Toplam Kalite”, Dünya
Yayıncılık, Đstanbul, 1993.
Kavrakoğlu, Đ. : “Kalite, Kalite Güvencesi ve ISO 9000”, 2.Basım,
KalDer Yayınları, Ağustos 1996.
Kavrakoğlu, Đ. : “Toplam Kalite Yönetimi”, KalDer Yayınları, No:2,
2.Basım, Nisan 1994.
Keen, G.W., Knap,
E.M.
: “Every Manager’s Guide to Business Processes”,
U.S.A, 1996.
257
Kelloway, E. K. : “Using Lısrel for Structural Equation Modeling: A
Researcher's Guide”, SAGE Publications, Thousand
Oaks, 1998.
Kim, J., Mueller,
C.W.
: “Introduction to Factor Analysis, What is it and How
to do it”, SAGE Publications, Beverlu Hills, London,
1987.
Kim, B., Shim, J.,
ve Kim, J.
: “Manageres Quality and Performance Perdeptions: The
Case of The Corean Semiconductor Industry”, Total
Quality Management, Vol:12, No:5, 2001, s.643-655.
Kline, P. : “An Easy Guide to Factor Analysis”, Routlegde Press,
London, 1994.
Kobu, B. : “Üretim Yönetimi”, Onuncu Baskı, Avcıol Basım Yayın,
ĐÜ Đşletme Fak. Yayın no:04, Đstanbul, 1999.
Kolarik, W.J. : “Creating Quality, Concepts, Systems, Strategies and
Tools”, McGraw-Hill Company Inc.,1995, yy.
Kurtuluş, K. : “Pazarlama Araştırmaları”, Avcıol Basım Yayın, 6.
baskı, ĐÜ Đşletme Fak. Yayın No: 274, Đstanbul, 1998.
Lee, H., Kwak, W.,
Han, I.
: “Developing a business performance evaluation system:
An Analytic Hierarchical Model”, The Engineering
Economist, Vol.40, No.4, 1995, s. 343-357.
Lemak D.J., Reed
R., Satish, P. K.
: “Commitment to Total Quality Management: Is There a
Relationship with Firm Performance?”, Journal of
Quality Management, Vol. 2, No. 1., 1997, s. 67-86.
Lochner, R.H.,
Mator, J.E.
: “Desining for Quality”, ASQC Quality Press, Wisconsin,
1990.
Locke, E.A.,
Latham, G.P.
: “A theory of goal setting and task performance”,
Prentice-Hall Inc., Englewood Cliffs, NJ, 1990.
258
Loehlin, J.C. : “Latent Variable Analysis, An Introduction to Factor,
Path, and Structural Analysis”, Hillsdale, Lawrence
Erlbaum Associates, NewJersey, 1992.
Logothetıs, N.I.,
Wynn, H.P.
: “Quality Through Design-Experimental Design, offline
Quality Control and Taguchi’s Contributions”, Oxford
Series Publication, 1989.
Long, J.S. : “Covariance Structure Models, An Introduction to
LISREL”, SAGE Publications, California, 1983.
MacCallum, R.C.,
Roznowski, M.,
Necowitz, L. B.
: “Model Modification in Covariance Structure Analysis:
The Problem of Capitalization on Chance”, Psychological
Bulletin, 111, 1992, s.490-504.
Madu, C.N.,
Kuei,C., Lin.C.
: “A Comparative Analysis of Quality Practice in
Manufacturing Firms in The U.S. and Taiwan”, Decision
Science, Vol:26, No:5, 1995.
Madu, C., ChuHua,
K.
: “Introducing Strategic Quality Management”, Long
Range Planning, Vol. 26, No. 6, Great Britain, 1993,
s.121-131.
Marsh, H.W.,
Hocevar, D.
: “A New, More Powerful Approach to Multitrait-
Multimethod Analyses: Application Of Second-Order
Confirmatory Factor Analysis, Journal of Applied
Psychology, 73, 1988, s.107-117.
Maruyama, G.M. : “Basics of Structural Equation Modeling”, SAGE
Publications, California, 1997.
MBNQA : “Malcolm Baldrige National Quality Award”,
Application Gidelines, NIST, Gaithersburg, USA, 1992.
Mears, P. : “Quality Improvement Tools and Techniques”,
McGraw-Hill Inc., 1995.
259
Mizuno, S. : “Relationship Diagram, Total Quality Management”,
The Dryden Press, 1994.
Mizuno, S. : “Management for Quality Improvement: The 7 New
QC Tools”, Productivity Press, Inc., Cambridge, MA,
1988.
Mizuno, S. : “Company - Wide Total Quality Control”, Asian
Productivity Organization, Sixth Printing, 1992.
Moen, R.D., Nolan,
W.T., Provost, L.P.
: “Improving Quality Through Planned
Experimentation”, McGraw-Hill Inc., 1991.
Monks, J.G. : “Schaum’s Outline of Theory and Problems of
Operations Management”, McGraw-Hill Company Inc.,
1996, yy.
Montgomery, D. : “Introduction to Statistical Quality Control”, Third
Edition, John Wiley and Sons Inc., Canada, 1996.
Morrison, D.F. : “Multivariate Statistical Methods”, McGraw-Hill
Company Inc., Second Edition, NewYork, 1976.
Mueller, R.O. : “Basic Principles of Structural Equation Modeling, An
Introduction to LISREL and EQS”, Springer Verlag,
NewYork, 1996.
Nakui, S. : “Introducing Hoshin Management”, TQM Class
Material for Chambridge University, 1995.
NIST : “1995 Award Criteria, Malcolm Baldrige National
Quality Award”, NIST, 1995.
Naumann, E. and
Giel, K.
: “Customer Satisfaction Measurement and
Management”, Thomson Executive Press, Boise, Idaho,
1995.
Nemlioğlu, S. : “Benchmarking (Kıyaslama)”, Arçelik Çayırova Kalite
Güvence Müdürlüğü Yayını, 1996.
260
Noorı, H., Radford,
R.,
: “Production and Operations Management Total
Quality and Responsiveness”, McGraw-Hill Company
Inc., 1995.
Nunnally, J.C. : “Psychometric Theory”, McGraw-Hill Company Inc.,
Second Edition, NewYork, 1978.
Onay, Đ. : “Sürekli Đyileştirme için Kıyaslama Yöntemi
Benchmarking”, Önce Kalite Dergisi, KalDer Yayınları,
Đstanbul, 1993.
O’Neill, P. : “Integration of ICBE, EFQM and CQM Practices”,
Center for Quality Management Journal, Vol:8, No:1,
1999, s.35-41]
Orhunbilge, N. : “Uygulamalı Regresyon ve Korelasyon Analizi”,
Avcıol Basım Yayın, ĐÜ Đşletme Fak. Yayın No:267,
Đstanbul, 1996.
Özdamar, K. : “Paket Programlar Đle Đstatistiksel veri Analizi”,
2.Baskı, Kaan Yayınevi, Eskişehir, 1999, s.233.
Özenci, T.,
Cumbul, Ö.L.
: “Kalite Ekonomisi”, KalDer Yayınları, No: 2, Đstanbul,
Nisan 1990, s.2-19.
Özevren, M. : “Toplam Kalite Yönetimi, Temel Kavramlar ve
Uygulamalar”, Alfa Basım Yayım Dağıtım, Đstanbul,
Haziran 1997.
Paksoy, M.
“Çalışma Ortamında Đnsan ve Toplam Kalite
Yönetimi”, Çantay Kitabevi, Đstanbul, 2002.
Peker, Ö. : “TS-ISO 9000 Serisi Standardlarının Türkiye’deki
Uygulaması”, TS-ISO 9000 Uluslar Arası ISO 9000
Forum Sempozyumu Bildirisi, Đstanbul, 23-24 Haziran
1993.
261
Peker, Ö. : “Toplam Kalite Yönetimi ve TS-ISO 9000
Standardları”, MPM Özel Sayı, Đstanbul, 1993.
Pfau, L.D. : “Total Quality Management Gives Companies a Way to
Enhance Position in Global Marketplace”, Industrial
Engineering, Vol. 21, April 1989, s. 21-27.
Polater, S. : “Tüketiciyi Koruma Yasasına Bir Bagış”, Önce Kalite
Dergisi, KalDer Yayını, Yıl : 1, Sayı : 3, Nisan 1993,
s.37.
Punch, K.F. : “Developing Effective Research Proposals”, Sage
Publications, London, 2000.
Raju, P.S., Lonial,
S.C.
: The Impact of Service Quality and Marketing on
Financial Performance in the Hospital Industry”, Journal
of Retailing and Consumer Services, Vol:9, No:6,
2002, s.335-348.
Rao, A., Carr, P.L.,
Dambolena, I.,
Kopp, R.J., v.d.
: “Total Quality Management: A Cross Functional
Perspective”, John Wiley and Sons Inc., NewYork,
1996.
Rosender, A.C. : “Deming’s 14 Points Applied to Services”, ASQC
Quality Press, Milwaukee Marcel Dekker Inc., NewYork,
1991.
Samson, D.,
Terziovski, M.
: “The Relationship Between Total Quality Management
Practices and Operational Performance”, Journal of
Operations Management, Vol:17, No:4, 1999, s.393-
409.
Saraph, J.V.,
Benson, G.P.,
Schroeder, R.G.
: “An Instrument for Measuring The Critical Factors of
Quality Management”, Decision Sciences, Vol. 20, 1989,
s.810-829.
262
Sarazen, J.S. : “Cause-and-Effect Diagrams”, Total Quality
Management (TQM) ”, The Dryden Press, 1994.
Sarın, S. : “Teaching Taguchi’s Approach to Parameter
Design”,Quality Press, 1997.
Scott, D.C. : “Do Inmate Survey Data Reflect Prison Conditions? Using Surveys to Assess Prison Conditions of Confinement”, Ph.D., Doktora Tezi, Office of Research and Evaluation, Washington, August 2000, s.1-33
Schwalbe, K. : “Information Technology Project Management”,
Course Technology Thomson Learning, Canada, 2000.
Scheving, E.E. : “The Service Quality Handbook”, Amacom Ltd.,
NewYork, 1993.
Serarslan, N. : “TKY Eğitim Seminerleri”, MESS Eğitim Kitapları
Dizisi, No:11, Đstanbul, ty.
Sharma, S. : “Applied Multivariate Techniques”, John Wiley and
Sons Inc., Toronto, 1996.
Shetty, Y.K.,
Behler,V.M.
: “Quality, Productivity and Innovation”, Elsevier
Science Publishing, New York, 1987.
Shimbun, K.S. : “Poka-Yoke : Improving Product Quality By
Preventing Defects”, Productivity Press, Portland, 1988.
Shingo, S. : “Zero Quality Control: Source inspection and The
Poka-Yoke System”, Trans A.P. Dillon Portland,
Oregan: Productivity Pres, 1986.
Sinklair, D., Zairi,
M.
: “An Ampirical Study of Key Elements of Total Quality-
Based Performance Measurement Systems: A Case Study
Approach in The Service Industry Sector”, Total Quality
Management, Vol:12, No:4, 2001, s.535-550.
Sohal, A.S., : “The Multidimentionality of TQM practices in
263
Prajogo, D.I. Determining Quality and Innovation Performance”,
Journal Of Technovation, Elsevier Science, No:23,
2003, s.1-11.
Spendolini, M. : “The Benchmarking Book”, Amacom Ltd, NewYork,
1992.
Spiker, B.K. : “Creating and Implementing The Total Quality
Pipeline”, ASQC Quality Cogress Transactions,
Nashvile, 1992.
Sprague, J.C.,
Gopalakrishnan,
K.N., Mcltyre, B.E.
: “Implementing Internal Quality Improvement With
The House of Quality”, Quality Progress, September
1992.
Stanton, W.J. : “Fundamentals of Marketing”, University of Colorado,
Mc Graw-Hill Series in Marketing, 7. Edition, ty.
Sümer, N. : “Yapısal Eşitlik Modelleri: Temel Kavramlar ve Örnek
Uygulamalar”, Türk Psikoloji Yazıları, , 3 (6), 2000,
s.49-74.
Syan, C., Swift,
K.G.
: “Design for Assembly”, Concurrent Engineering,
England, 1994.
Syan, C.S. : “Introduction to Concurrent Engineering”, Concurrent
Engineering, England, 1994.
Şimşek, M. : “Kalite Yönetimi”, MÜ Eğitim Fak. Yayınları, No: 584,
Đstanbul, 1996.
Şirvancı, M. : “Toplam Kalite Yönetimi’nin Temel Öğeleri”, Önce
Kalite Dergisi, KalDer Yayını, Yıl 2, Sayı 5, Đstanbul,
Ekim 1992, s.14.
Tabachnick, B.G.,
Fidell, L.S.
: “Using Multivariate Statistics”, Allyn Bacon Inc, Fourth
Edition, NewYork, 2000.
Taguchi, G., : “Quality Engineering in Production Systems”,
264
Elsayed, E.A.,
Hsiang, T.
McGraw-Hill Company Inc., 1989, yy.
Taptık, Y., Keleş,
Ö.
: “Kalite Savaş Araçları”, KalDer Yayınları, No: 23,
Đstanbul, Ekim 1998.
Tatlıdil, H. : “Uygulamalı Çok Değişkenli Đstatistiksel Analiz”,
Akademi Matbaası, Ankara, Eylül 1996, s. 167.
Telek, A. B., Akın,
B.
: “QFD Uygulaması”, 5. Ulusal Kalite Kongresi Tebliğler
ve Özgeçmişler, KalDer, Đstanbul, 1996.
TKYAK : “Toplam Kalite Yönetimi’nde Türkiye Perspektifi”,
TKYAK, Đstanbul, Eylül 1994.
Tozluyurt, E.,
Şenel, G.
: “Toplam Kalite Yönetimi”, Rota Yönetim Geliştirme
Hizm. Yayını, Yayın No:2, III.Baskı, Đstanbul, Temmuz,
1994.
TSE – ISO : “ISO 9000 : 2000 Revizyonu, Güncelleme Eğitimi”,
Türk Standardlar Enstitüsü, Đstanbul Kalite Müdürlüğü,
Đstanbul, Aralık 2000.
Tulunay, Y. : “Kalite Kontrolü, Kontrol Diyagramları ve Kontrol
Diyagramlarının Geliştirilmesi”, Yayınlanmamış
Doktora Tezi, Sosyal Bilimler Enstitüsü, ĐÜ Đşletme
Fakültesi, Đstanbul, 1973.
Tulunay, Y. : “Kalite ve Kalite Geliştirme”, ĐÜ Đşletme Fakültesi
Dergisi, Cilt:7, Sayı: 2, Đstanbul, 1978, s.207-217.
Wachniak,R. : “An Examiner’s Bird’s Eye View”, Editor Frank
Caropreso, Making Total Quality Happen, A Report”
The Conference Board Inc., Report N: 972, NewYork, ty.
Velleman, P.F.,
Wilkinson, P.F.
: “Nominal, Ordinal, Interval and Ratio Typologies are
Misleading”, The American Statistician Journal, 47,
1993, s.65-72.
265
Yenersoy, G. : “Toplam Kalite Yönetimi: Mükemmel Arayış
Yolculuğuna Đlk Adım”, Rota Yayınları, Đstanbul, Mart
1997.
Zhang, Z.H. : “Developing a Model of Quality Management Methods
and Evaluating Their Effects on Business Performance”,
Total Quality Management, Vol.11, No.1, 2000, s.129-
137.
266
EKLER
EK-1: ARAŞTIRMA ANKETĐ
TOPLAM KALĐTE YÖNETĐMĐ UYGULAMALARININ GENEL ĐŞLETME
PERFORMANSINA ETKĐLERĐNĐN YAPISAL EŞĐTLĐK MODELĐ ĐLE ANALĐZĐ
Bu anket Đstanbul Üniversitesi Đşletme Fakültesi Sayısal Yöntemler Anabilim Dalı Araştırma
Görevlilerinden Ergün EROĞLU’nun, Prof. Dr. Yılmaz TULUNAY yönetiminde yürütmekte olduğu
“Toplam Kalite Yönetimi Uygulamalarının Yapısal Eşitlik Modeli ile Analizi” adlı Doktora Tez
Çalışmasının araştırma bölümünde kullanılmak amacı ile hazırlanmıştır. Anketin amacı; ülkemiz
işletmelerinin genel performansının, Toplam Kalite Yönetimi uygulamalarından ne şekilde
etkilendiğinin tespit edilmesi; Toplam Kalite Yönetimi değişkenlerinin, Genel Đşletme Performansı
değişkenleri ile ilişkilerinin ortaya çıkarılması ve çıkan sonuçlarla işletmeler için yeni stratejilerin
belirlenmesidir.
Ankette işletmenizin ismi kesinlikle yer almayacak ve verdiğiniz cevaplar diğer işletme
katılımcılarının verdiği cevaplarla birleştirilerek analize tabi tutulacaktır. Firmanızla ilgili bilgiler
diğer kullanıcılar tarafından kesinlikle görülmeyecektir. Analiz sonuçları istediğiniz takdirde size
yollanacaktır.
Yapılan araştırmanın güvenilirliği, geçerliliği ve ülkemiz işletmelerine ışık tutacak sonuçları
doğurması açısından, her soruyu cevaplamadan önce lütfen dikkatlice okumanızı ve bütün soruları
cevaplamanızı rica ederim.
Bu bilimsel çalışmaya vakit ayırdığınız ve katkıda bulunduğunuz için şimdiden teşekkür ederim.
Arş. Grv.Ergün EROĞLU
Đ.Ü. Đşletme Fakültesi Avcılar / ĐSTANBUL
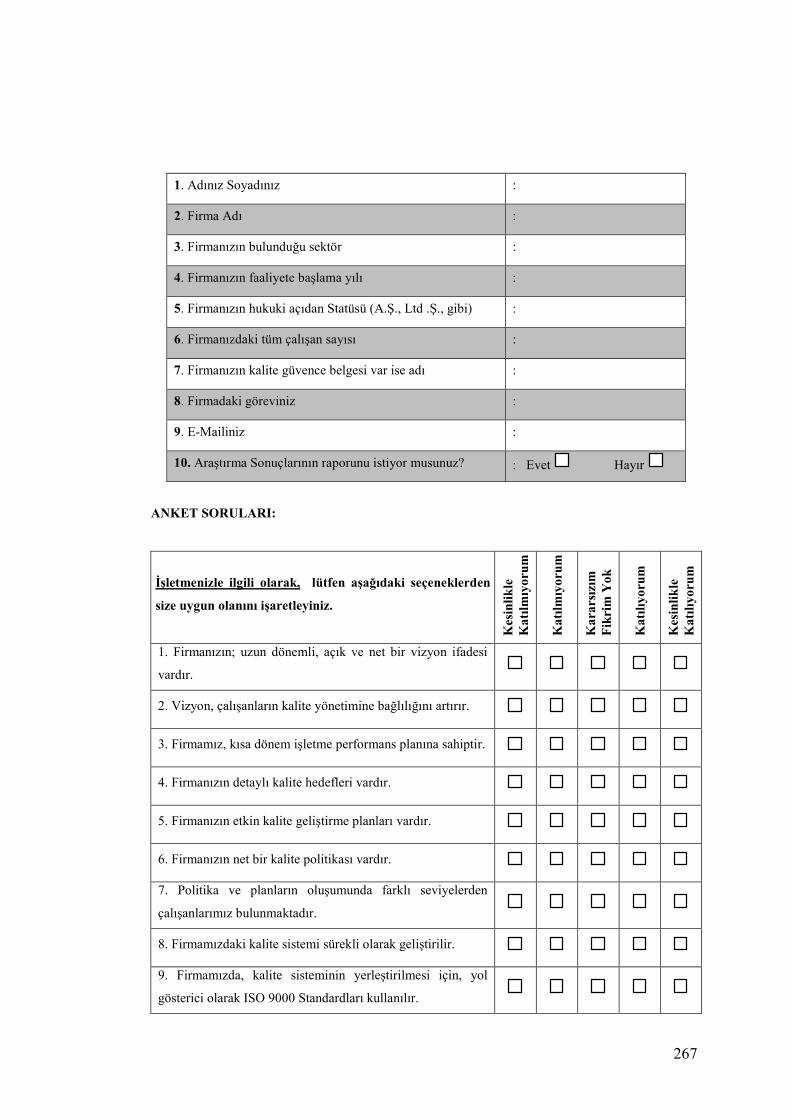
267
1. Adınız Soyadınız :
2. Firma Adı :
3. Firmanızın bulunduğu sektör :
4. Firmanızın faaliyete başlama yılı :
5. Firmanızın hukuki açıdan Statüsü (A.Ş., Ltd .Ş., gibi) :
6. Firmanızdaki tüm çalışan sayısı :
7. Firmanızın kalite güvence belgesi var ise adı :
8. Firmadaki göreviniz :
9. E-Mailiniz :
10. Araştırma Sonuçlarının raporunu istiyor musunuz? : Evet Hayır
ANKET SORULARI:
Đşletmenizle ilgili olarak, lütfen aşağıdaki seçeneklerden
size uygun olanını işaretleyiniz.
Kes
inli
kle
K
atıl
mıy
oru
m
Kat
ılm
ıyor
um
Kar
arsı
zım
F
ikri
m Y
ok
Kat
ılıy
oru
m
Kes
inli
kle
K
atıl
ıyor
um
1. Firmanızın; uzun dönemli, açık ve net bir vizyon ifadesi
vardır.
2. Vizyon, çalışanların kalite yönetimine bağlılığını artırır.
3. Firmamız, kısa dönem işletme performans planına sahiptir.
4. Firmanızın detaylı kalite hedefleri vardır.
5. Firmanızın etkin kalite geliştirme planları vardır.
6. Firmanızın net bir kalite politikası vardır.
7. Politika ve planların oluşumunda farklı seviyelerden
çalışanlarımız bulunmaktadır.
8. Firmamızdaki kalite sistemi sürekli olarak geliştirilir.
9. Firmamızda, kalite sisteminin yerleştirilmesi için, yol
gösterici olarak ISO 9000 Standardları kullanılır.

268
Đşletmenizle ilgili olarak, lütfen aşağıdaki seçeneklerden
size uygun olanını işaretleyiniz.
Kes
inli
kle
K
atıl
mıy
oru
m
Kat
ılm
ıyor
um
Kar
arsı
zım
F
ikri
m Y
ok
Kat
ılıy
oru
m
Kes
inli
kle
K
atıl
ıyor
um
10. Firmanızın kalite el kitabını okuduğumda, çok zor
anlarım.
11. Firmamız prosedürleri için, anlaşılır ve net dokümanlar
bulunmaktadır.
12. Firmamızda anlaşılır ve net çalışma talimatları
bulunmaktadır.
13. Firmamız, tedarikçileri ile uzun dönemli ilişkiler kurar.
14. Firmamız, tedarikçilerinin seçiminde en önemli faktör
olarak ürün (girdi) kalitesine bakar.
15. Firmamız, tedarikçilerinin kalite ile ilgili faaliyetlerine
sürekli olarak katılır.
16. Firmamız, tedarikçilerinden sağladığı ürünlerin
performansı hakkında geri besleme verir.
17. Firmamız, tedarikçilerinin işletme performansı hakkında
detaylı bilgiye sahiptir.
18. Firmamız, tedarikçilerinin kalite denetimlerinde her
zaman yol gösterir.
19. Firmamız, üretim gereklerini yerine getirebilecek
donanıma ve süreçlere sahiptir.
20. Firmamız her zaman temiz, düzenli ve bakımlıdır.
21. Firmamız girdi, süreç ve çıktılarla ilgili çok sayıda
değişik gözlemler yapar.
22. Üretim süreci, çalışanların yapacağı hataları minimum
tutacak şekilde dizayn edilmiştir.
23. Firmamız, süreç kontrol ve geliştirme için, yoğun olarak
PUKÖ ( Planla, Uygula, Kontrol at, Önlem al ) kullanır.
24. Firmamız, süreç kontrol ve geliştirme için, SPK
( Stratejik Planlama ve Kontrol ) kullanır.
25. Firmamız, süreç kontrol ve geliştirme için, Kaizen’in yedi
kalite kontrol aracını kullanmaktadır.
26. Ürün dizayn mühendislerimiz ve teknisyenlerimiz atölye
tecrübesine sahiptir.
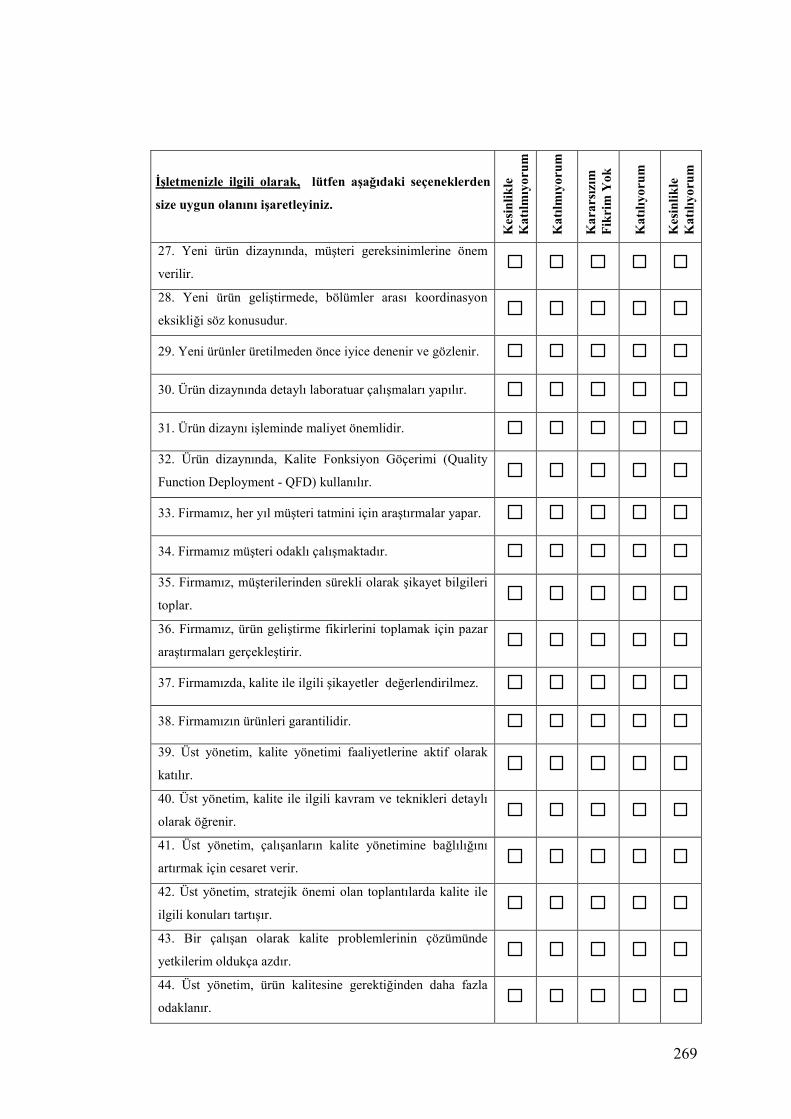
269
Đşletmenizle ilgili olarak, lütfen aşağıdaki seçeneklerden
size uygun olanını işaretleyiniz.
Kes
inli
kle
K
atıl
mıy
oru
m
Kat
ılm
ıyor
um
Kar
arsı
zım
F
ikri
m Y
ok
Kat
ılıy
oru
m
Kes
inli
kle
K
atıl
ıyor
um
27. Yeni ürün dizaynında, müşteri gereksinimlerine önem
verilir.
28. Yeni ürün geliştirmede, bölümler arası koordinasyon
eksikliği söz konusudur.
29. Yeni ürünler üretilmeden önce iyice denenir ve gözlenir.
30. Ürün dizaynında detaylı laboratuar çalışmaları yapılır.
31. Ürün dizaynı işleminde maliyet önemlidir.
32. Ürün dizaynında, Kalite Fonksiyon Göçerimi (Quality
Function Deployment - QFD) kullanılır.
33. Firmamız, her yıl müşteri tatmini için araştırmalar yapar.
34. Firmamız müşteri odaklı çalışmaktadır.
35. Firmamız, müşterilerinden sürekli olarak şikayet bilgileri
toplar.
36. Firmamız, ürün geliştirme fikirlerini toplamak için pazar
araştırmaları gerçekleştirir.
37. Firmamızda, kalite ile ilgili şikayetler değerlendirilmez.
38. Firmamızın ürünleri garantilidir.
39. Üst yönetim, kalite yönetimi faaliyetlerine aktif olarak
katılır.
40. Üst yönetim, kalite ile ilgili kavram ve teknikleri detaylı
olarak öğrenir.
41. Üst yönetim, çalışanların kalite yönetimine bağlılığını
artırmak için cesaret verir.
42. Üst yönetim, stratejik önemi olan toplantılarda kalite ile
ilgili konuları tartışır.
43. Bir çalışan olarak kalite problemlerinin çözümünde
yetkilerim oldukça azdır.
44. Üst yönetim, ürün kalitesine gerektiğinden daha fazla
odaklanır.
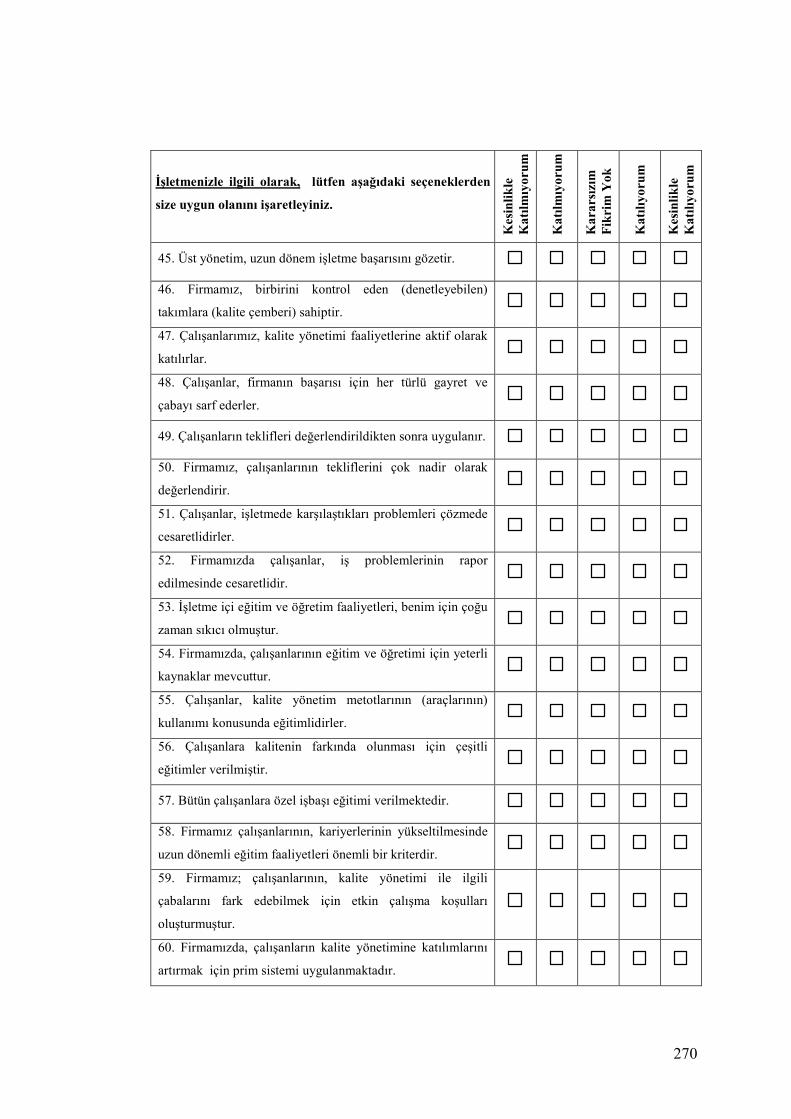
270
Đşletmenizle ilgili olarak, lütfen aşağıdaki seçeneklerden
size uygun olanını işaretleyiniz.
Kes
inli
kle
K
atıl
mıy
oru
m
Kat
ılm
ıyor
um
Kar
arsı
zım
F
ikri
m Y
ok
Kat
ılıy
oru
m
Kes
inli
kle
K
atıl
ıyor
um
45. Üst yönetim, uzun dönem işletme başarısını gözetir.
46. Firmamız, birbirini kontrol eden (denetleyebilen)
takımlara (kalite çemberi) sahiptir.
47. Çalışanlarımız, kalite yönetimi faaliyetlerine aktif olarak
katılırlar.
48. Çalışanlar, firmanın başarısı için her türlü gayret ve
çabayı sarf ederler.
49. Çalışanların teklifleri değerlendirildikten sonra uygulanır.
50. Firmamız, çalışanlarının tekliflerini çok nadir olarak
değerlendirir.
51. Çalışanlar, işletmede karşılaştıkları problemleri çözmede
cesaretlidirler.
52. Firmamızda çalışanlar, iş problemlerinin rapor
edilmesinde cesaretlidir.
53. Đşletme içi eğitim ve öğretim faaliyetleri, benim için çoğu
zaman sıkıcı olmuştur.
54. Firmamızda, çalışanlarının eğitim ve öğretimi için yeterli
kaynaklar mevcuttur.
55. Çalışanlar, kalite yönetim metotlarının (araçlarının)
kullanımı konusunda eğitimlidirler.
56. Çalışanlara kalitenin farkında olunması için çeşitli
eğitimler verilmiştir.
57. Bütün çalışanlara özel işbaşı eğitimi verilmektedir.
58. Firmamız çalışanlarının, kariyerlerinin yükseltilmesinde
uzun dönemli eğitim faaliyetleri önemli bir kriterdir.
59. Firmamız; çalışanlarının, kalite yönetimi ile ilgili
çabalarını fark edebilmek için etkin çalışma koşulları
oluşturmuştur.
60. Firmamızda, çalışanların kalite yönetimine katılımlarını
artırmak için prim sistemi uygulanmaktadır.
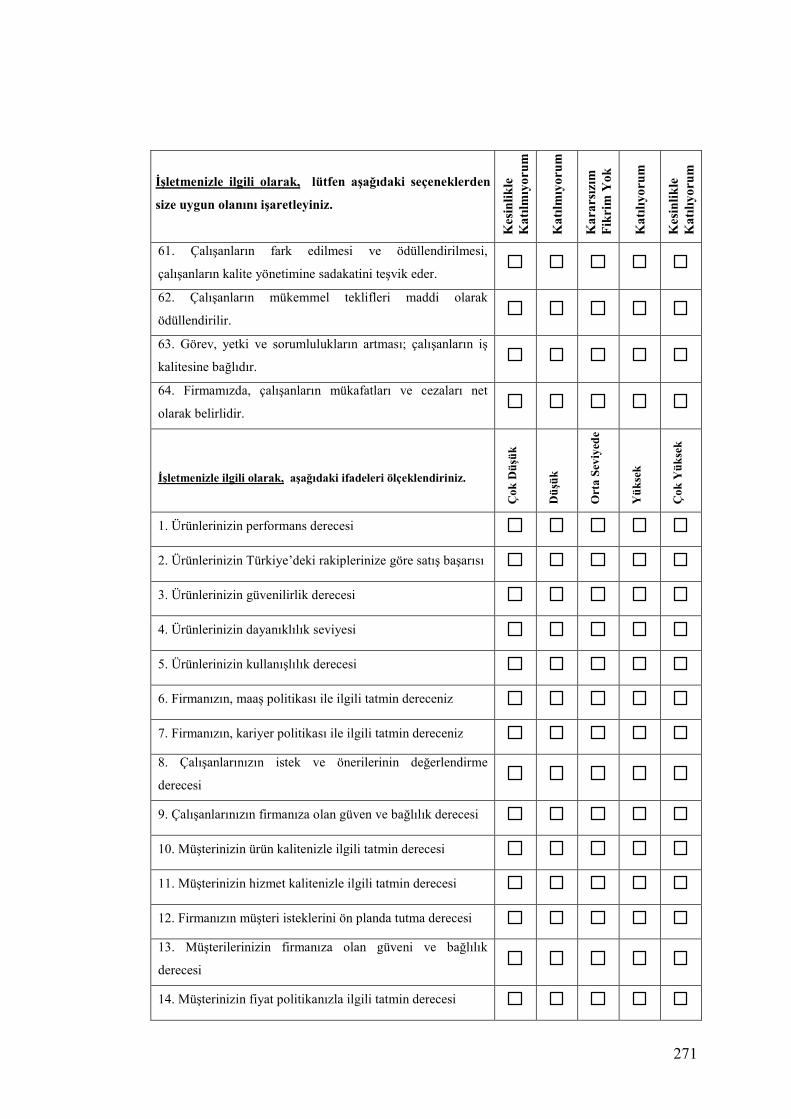
271
Đşletmenizle ilgili olarak, lütfen aşağıdaki seçeneklerden
size uygun olanını işaretleyiniz.
Kes
inli
kle
K
atıl
mıy
oru
m
Kat
ılm
ıyor
um
Kar
arsı
zım
F
ikri
m Y
ok
Kat
ılıy
oru
m
Kes
inli
kle
K
atıl
ıyor
um
61. Çalışanların fark edilmesi ve ödüllendirilmesi,
çalışanların kalite yönetimine sadakatini teşvik eder.
62. Çalışanların mükemmel teklifleri maddi olarak
ödüllendirilir.
63. Görev, yetki ve sorumlulukların artması; çalışanların iş
kalitesine bağlıdır.
64. Firmamızda, çalışanların mükafatları ve cezaları net
olarak belirlidir.
Đşletmenizle ilgili olarak, aşağıdaki ifadeleri ölçeklendiriniz.
Çok
Dü
şük
Dü
şük
Ort
a S
eviy
ede
Yü
kse
k
Çok
Yü
kse
k
1. Ürünlerinizin performans derecesi
2. Ürünlerinizin Türkiye’deki rakiplerinize göre satış başarısı
3. Ürünlerinizin güvenilirlik derecesi
4. Ürünlerinizin dayanıklılık seviyesi
5. Ürünlerinizin kullanışlılık derecesi
6. Firmanızın, maaş politikası ile ilgili tatmin dereceniz
7. Firmanızın, kariyer politikası ile ilgili tatmin dereceniz
8. Çalışanlarınızın istek ve önerilerinin değerlendirme
derecesi
9. Çalışanlarınızın firmanıza olan güven ve bağlılık derecesi
10. Müşterinizin ürün kalitenizle ilgili tatmin derecesi
11. Müşterinizin hizmet kalitenizle ilgili tatmin derecesi
12. Firmanızın müşteri isteklerini ön planda tutma derecesi
13. Müşterilerinizin firmanıza olan güveni ve bağlılık
derecesi
14. Müşterinizin fiyat politikanızla ilgili tatmin derecesi
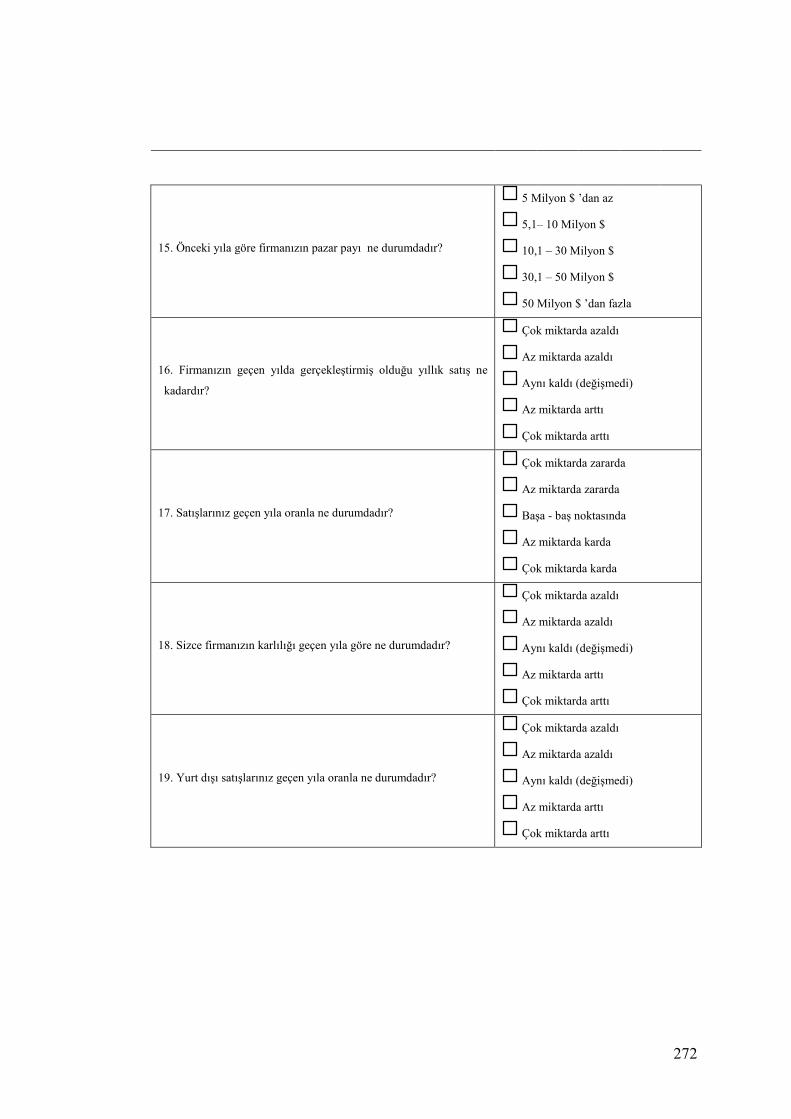
272
15. Önceki yıla göre firmanızın pazar payı ne durumdadır?
5 Milyon $ ’dan az
5,1– 10 Milyon $
10,1 – 30 Milyon $
30,1 – 50 Milyon $
50 Milyon $ ’dan fazla
16. Firmanızın geçen yılda gerçekleştirmiş olduğu yıllık satış ne
kadardır?
Çok miktarda azaldı
Az miktarda azaldı
Aynı kaldı (değişmedi)
Az miktarda arttı
Çok miktarda arttı
17. Satışlarınız geçen yıla oranla ne durumdadır?
Çok miktarda zararda
Az miktarda zararda
Başa - baş noktasında
Az miktarda karda
Çok miktarda karda
18. Sizce firmanızın karlılığı geçen yıla göre ne durumdadır?
Çok miktarda azaldı
Az miktarda azaldı
Aynı kaldı (değişmedi)
Az miktarda arttı
Çok miktarda arttı
19. Yurt dışı satışlarınız geçen yıla oranla ne durumdadır?
Çok miktarda azaldı
Az miktarda azaldı
Aynı kaldı (değişmedi)
Az miktarda arttı
Çok miktarda arttı
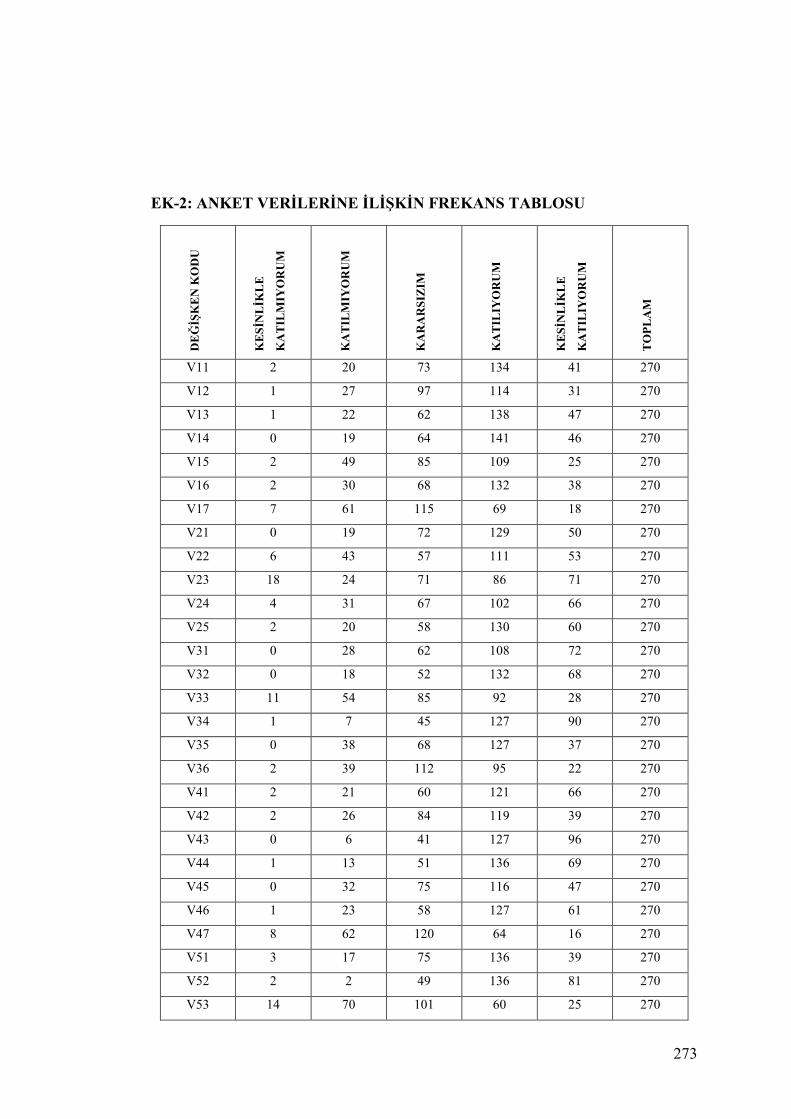
273
EK-2: ANKET VERĐLERĐNE ĐLĐŞKĐN FREKANS TABLOSU D
EĞ
ĐŞK
EN
KO
DU
KE
SĐN
LĐK
LE
KA
TIL
MIY
OR
UM
KA
TIL
MIY
OR
UM
KA
RA
RS
IZIM
KA
TIL
IYO
RU
M
KE
SĐN
LĐK
LE
KA
TIL
IYO
RU
M
TO
PL
AM
V11 2 20 73 134 41 270
V12 1 27 97 114 31 270
V13 1 22 62 138 47 270
V14 0 19 64 141 46 270
V15 2 49 85 109 25 270
V16 2 30 68 132 38 270
V17 7 61 115 69 18 270
V21 0 19 72 129 50 270
V22 6 43 57 111 53 270
V23 18 24 71 86 71 270
V24 4 31 67 102 66 270
V25 2 20 58 130 60 270
V31 0 28 62 108 72 270
V32 0 18 52 132 68 270
V33 11 54 85 92 28 270
V34 1 7 45 127 90 270
V35 0 38 68 127 37 270
V36 2 39 112 95 22 270
V41 2 21 60 121 66 270
V42 2 26 84 119 39 270
V43 0 6 41 127 96 270
V44 1 13 51 136 69 270
V45 0 32 75 116 47 270
V46 1 23 58 127 61 270
V47 8 62 120 64 16 270
V51 3 17 75 136 39 270
V52 2 2 49 136 81 270
V53 14 70 101 60 25 270
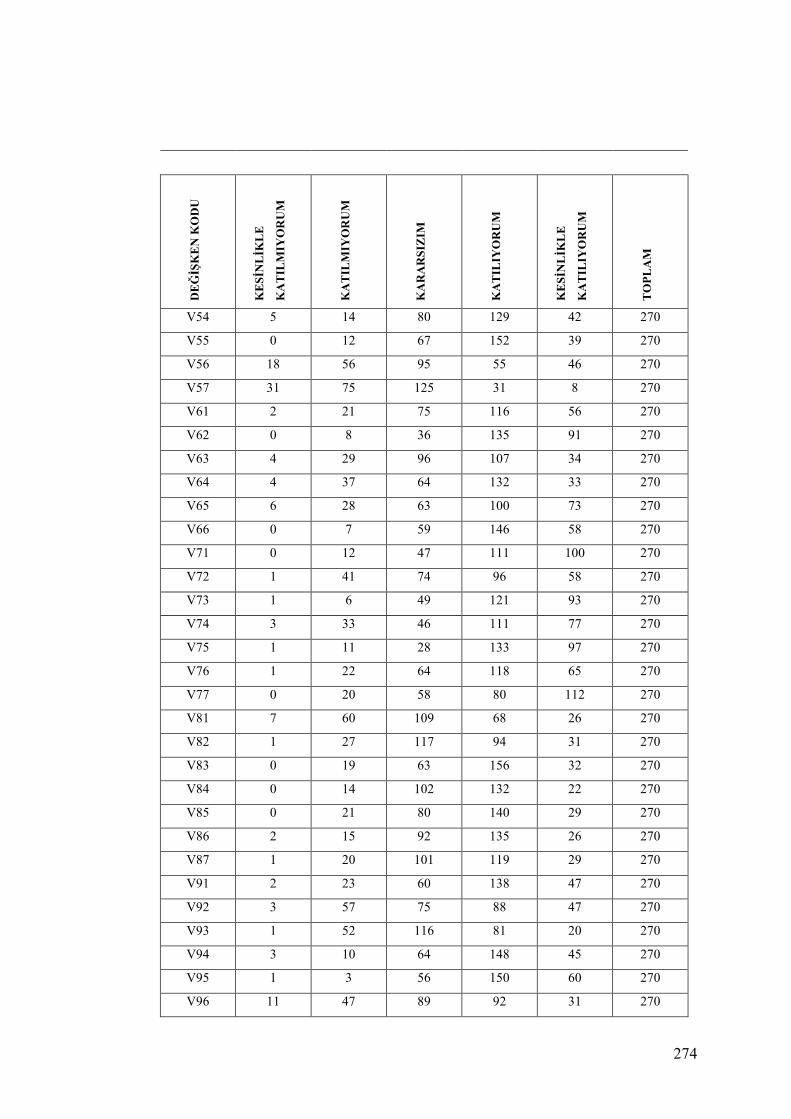
274
DE
ĞĐŞ
KE
N K
OD
U
KE
SĐN
LĐK
LE
KA
TIL
MIY
OR
UM
KA
TIL
MIY
OR
UM
KA
RA
RS
IZIM
KA
TIL
IYO
RU
M
KE
SĐN
LĐK
LE
KA
TIL
IYO
RU
M
TO
PL
AM
V54 5 14 80 129 42 270
V55 0 12 67 152 39 270
V56 18 56 95 55 46 270
V57 31 75 125 31 8 270
V61 2 21 75 116 56 270
V62 0 8 36 135 91 270
V63 4 29 96 107 34 270
V64 4 37 64 132 33 270
V65 6 28 63 100 73 270
V66 0 7 59 146 58 270
V71 0 12 47 111 100 270
V72 1 41 74 96 58 270
V73 1 6 49 121 93 270
V74 3 33 46 111 77 270
V75 1 11 28 133 97 270
V76 1 22 64 118 65 270
V77 0 20 58 80 112 270
V81 7 60 109 68 26 270
V82 1 27 117 94 31 270
V83 0 19 63 156 32 270
V84 0 14 102 132 22 270
V85 0 21 80 140 29 270
V86 2 15 92 135 26 270
V87 1 20 101 119 29 270
V91 2 23 60 138 47 270
V92 3 57 75 88 47 270
V93 1 52 116 81 20 270
V94 3 10 64 148 45 270
V95 1 3 56 150 60 270
V96 11 47 89 92 31 270
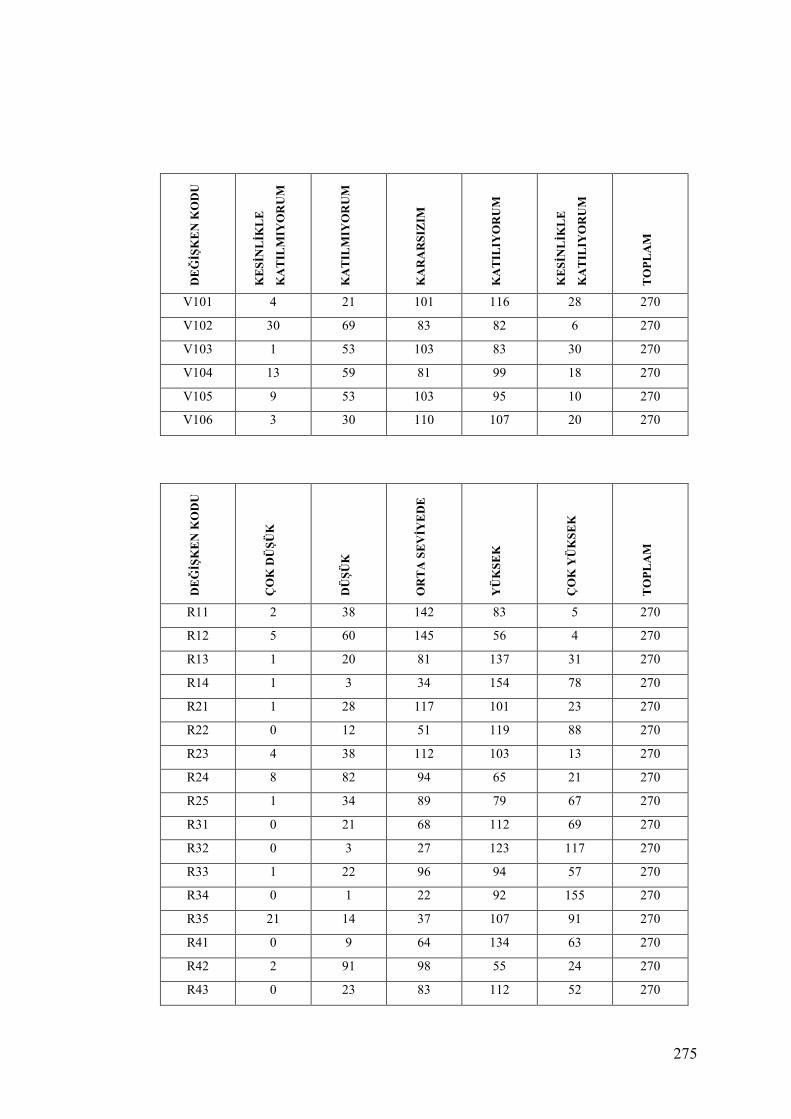
275
DE
ĞĐŞ
KE
N K
OD
U
KE
SĐN
LĐK
LE
KA
TIL
MIY
OR
UM
KA
TIL
MIY
OR
UM
KA
RA
RS
IZIM
KA
TIL
IYO
RU
M
KE
SĐN
LĐK
LE
KA
TIL
IYO
RU
M
TO
PL
AM
V101 4 21 101 116 28 270
V102 30 69 83 82 6 270
V103 1 53 103 83 30 270
V104 13 59 81 99 18 270
V105 9 53 103 95 10 270
V106 3 30 110 107 20 270
DE
ĞĐŞ
KE
N K
OD
U
ÇO
K D
ÜŞ
ÜK
DÜ
ŞÜ
K
OR
TA
SE
VĐY
ED
E
YÜ
KS
EK
ÇO
K Y
ÜK
SE
K
TO
PL
AM
R11 2 38 142 83 5 270
R12 5 60 145 56 4 270
R13 1 20 81 137 31 270
R14 1 3 34 154 78 270
R21 1 28 117 101 23 270
R22 0 12 51 119 88 270
R23 4 38 112 103 13 270
R24 8 82 94 65 21 270
R25 1 34 89 79 67 270
R31 0 21 68 112 69 270
R32 0 3 27 123 117 270
R33 1 22 96 94 57 270
R34 0 1 22 92 155 270
R35 21 14 37 107 91 270
R41 0 9 64 134 63 270
R42 2 91 98 55 24 270
R43 0 23 83 112 52 270
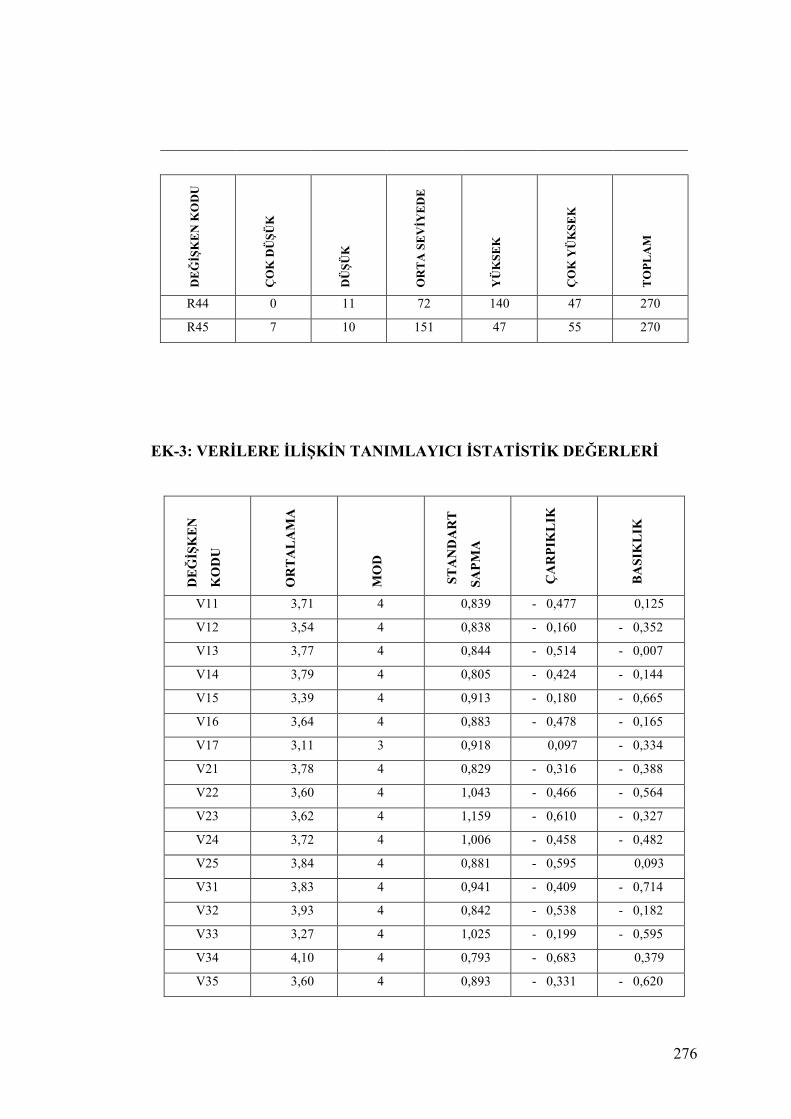
276
DE
ĞĐŞ
KE
N K
OD
U
ÇO
K D
ÜŞ
ÜK
DÜ
ŞÜ
K
OR
TA
SE
VĐY
ED
E
YÜ
KS
EK
ÇO
K Y
ÜK
SE
K
TO
PL
AM
R44 0 11 72 140 47 270
R45 7 10 151 47 55 270
EK-3: VERĐLERE ĐLĐŞKĐN TANIMLAYICI ĐSTATĐSTĐK DEĞERLERĐ
DE
ĞĐŞ
KE
N
KO
DU
OR
TA
LA
MA
MO
D
ST
AN
DA
RT
SA
PM
A
ÇA
RP
IKL
IK
BA
SIK
LIK
V11 3,71 4 0,839 - 0,477 0,125
V12 3,54 4 0,838 - 0,160 - 0,352
V13 3,77 4 0,844 - 0,514 - 0,007
V14 3,79 4 0,805 - 0,424 - 0,144
V15 3,39 4 0,913 - 0,180 - 0,665
V16 3,64 4 0,883 - 0,478 - 0,165
V17 3,11 3 0,918 0,097 - 0,334
V21 3,78 4 0,829 - 0,316 - 0,388
V22 3,60 4 1,043 - 0,466 - 0,564
V23 3,62 4 1,159 - 0,610 - 0,327
V24 3,72 4 1,006 - 0,458 - 0,482
V25 3,84 4 0,881 - 0,595 0,093
V31 3,83 4 0,941 - 0,409 - 0,714
V32 3,93 4 0,842 - 0,538 - 0,182
V33 3,27 4 1,025 - 0,199 - 0,595
V34 4,10 4 0,793 - 0,683 0,379
V35 3,60 4 0,893 - 0,331 - 0,620
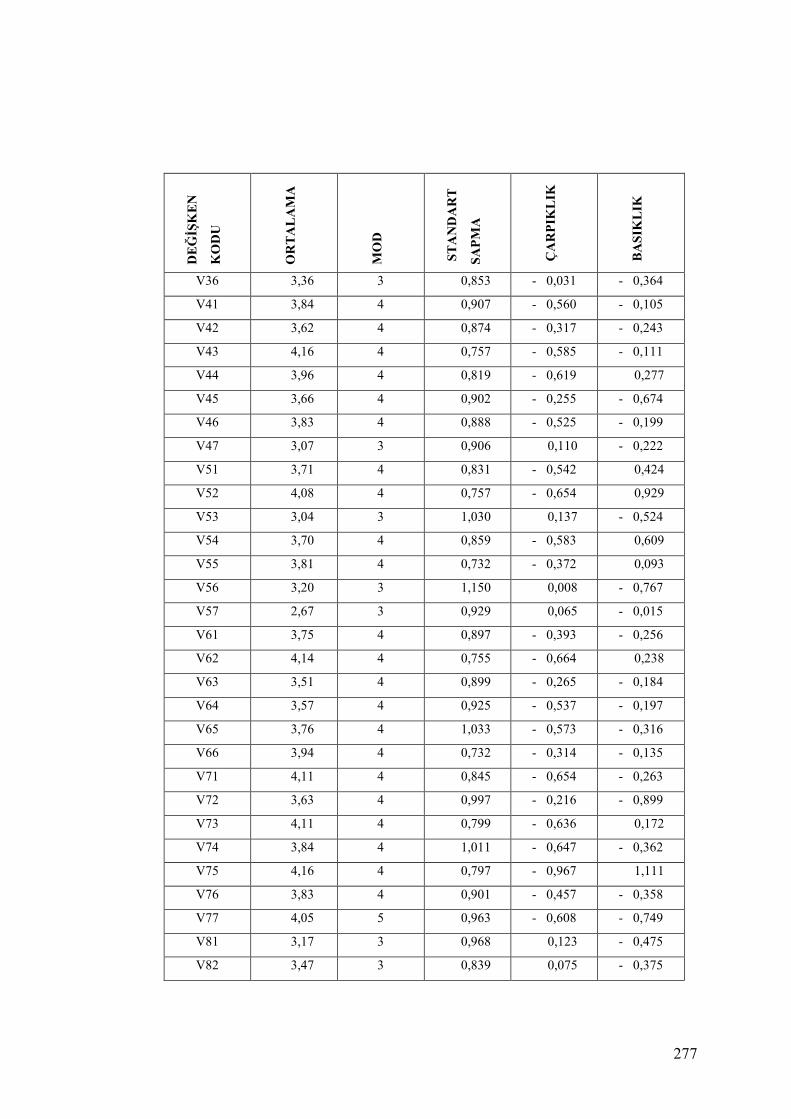
277
DE
ĞĐŞ
KE
N
KO
DU
OR
TA
LA
MA
MO
D
ST
AN
DA
RT
SA
PM
A
ÇA
RP
IKL
IK
BA
SIK
LIK
V36 3,36 3 0,853 - 0,031 - 0,364
V41 3,84 4 0,907 - 0,560 - 0,105
V42 3,62 4 0,874 - 0,317 - 0,243
V43 4,16 4 0,757 - 0,585 - 0,111
V44 3,96 4 0,819 - 0,619 0,277
V45 3,66 4 0,902 - 0,255 - 0,674
V46 3,83 4 0,888 - 0,525 - 0,199
V47 3,07 3 0,906 0,110 - 0,222
V51 3,71 4 0,831 - 0,542 0,424
V52 4,08 4 0,757 - 0,654 0,929
V53 3,04 3 1,030 0,137 - 0,524
V54 3,70 4 0,859 - 0,583 0,609
V55 3,81 4 0,732 - 0,372 0,093
V56 3,20 3 1,150 0,008 - 0,767
V57 2,67 3 0,929 0,065 - 0,015
V61 3,75 4 0,897 - 0,393 - 0,256
V62 4,14 4 0,755 - 0,664 0,238
V63 3,51 4 0,899 - 0,265 - 0,184
V64 3,57 4 0,925 - 0,537 - 0,197
V65 3,76 4 1,033 - 0,573 - 0,316
V66 3,94 4 0,732 - 0,314 - 0,135
V71 4,11 4 0,845 - 0,654 - 0,263
V72 3,63 4 0,997 - 0,216 - 0,899
V73 4,11 4 0,799 - 0,636 0,172
V74 3,84 4 1,011 - 0,647 - 0,362
V75 4,16 4 0,797 - 0,967 1,111
V76 3,83 4 0,901 - 0,457 - 0,358
V77 4,05 5 0,963 - 0,608 - 0,749
V81 3,17 3 0,968 0,123 - 0,475
V82 3,47 3 0,839 0,075 - 0,375

278
DE
ĞĐŞ
KE
N
KO
DU
OR
TA
LA
MA
MO
D
ST
AN
DA
RT
SA
PM
A
ÇA
RP
IKL
IK
BA
SIK
LIK
V83 3,74 4 0,755 - 0,530 0,188
V84 3,60 4 0,713 - 0,109 - 0,199
V85 3,66 4 0,774 - 0,337 - 0,175
V86 3,62 4 0,765 - 0,393 0,390
V87 3,57 4 0,795 - 0,156 - 0,165
V91 3,76 4 0,865 - 0,589 0,142
V92 3,44 4 1,043 - 0,089 - 0,973
V93 3,25 3 0,863 0,161 - 0,523
V94 3,82 4 0,789 - 0,680 1,052
V95 3,98 4 0,713 - 0,406 0,515
V96 3,31 4 1,021 - 0,240 - 0,486
V101 3,53 4 0,839 - 0,342 0,216
V102 2,87 3 1,039 - 0,218 - 0,870
V103 3,33 3 0,927 0,124 - 0,736
V104 3,19 4 1,007 - 0,269 - 0,623
V105 3,16 3 0,898 - 0,296 - 0,374
V106 3,41 3 0,826 - 0,212 - 0,057
R11 3,43 3 0,805 0,003 - 0,260
R12 4,05 4 0,832 - 0,558 - 0,302
R13 3,31 3 0,826 - 0,266 - 0,127
R14 3,03 3 0,988 0,236 - 0,638
R21 3,66 3 1,000 - 0,120 - 0,974
R22 3,19 3 0,720 - 0,118 - 0,035
R23 2,98 3 0,751 - 0,017 0,060
R24 3,66 4 0,793 - 0,386 0,031
R25 4,13 4 0,691 - 0,653 1,263
R31 3,85 4 0,894 - 0,358 - 0,638
R32 4,31 4 0,695 - 0,707 0,112
R33 3,68 3 0,910 - 0,102 - 0,694
R34 4,49 5 0,661 - 0,997 0,181
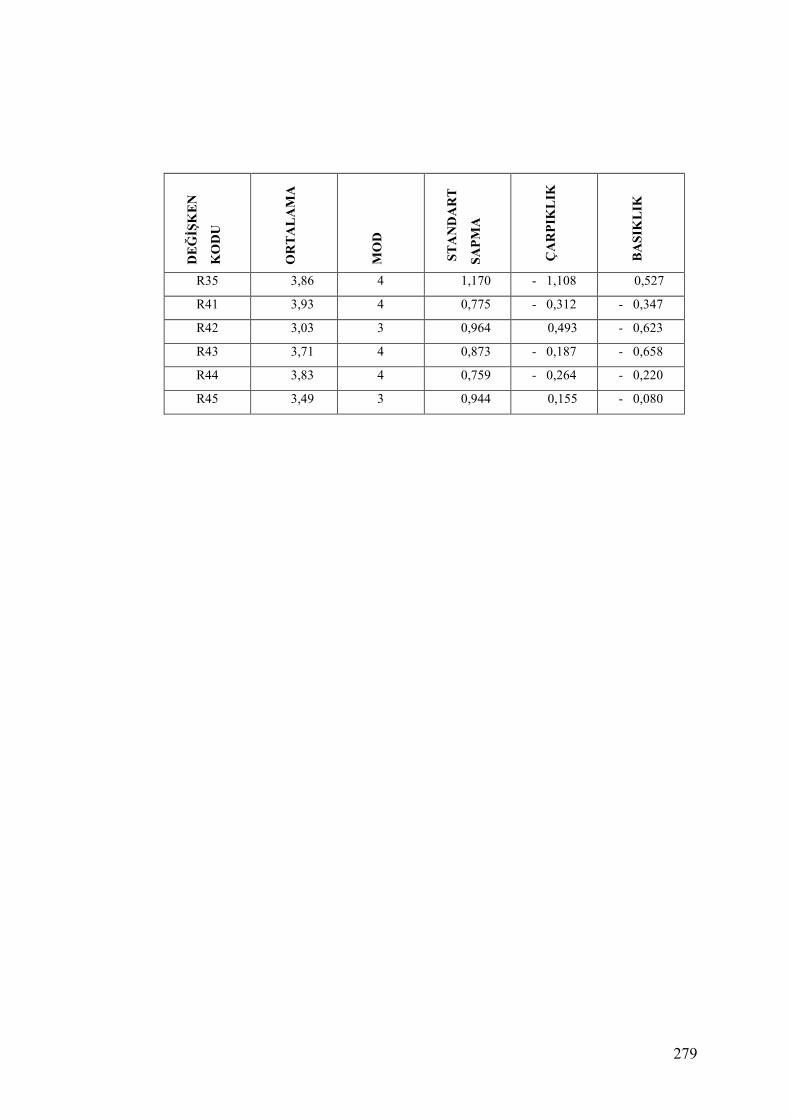
279
DE
ĞĐŞ
KE
N
KO
DU
OR
TA
LA
MA
MO
D
ST
AN
DA
RT
SA
PM
A
ÇA
RP
IKL
IK
BA
SIK
LIK
R35 3,86 4 1,170 - 1,108 0,527
R41 3,93 4 0,775 - 0,312 - 0,347
R42 3,03 3 0,964 0,493 - 0,623
R43 3,71 4 0,873 - 0,187 - 0,658
R44 3,83 4 0,759 - 0,264 - 0,220
R45 3,49 3 0,944 0,155 - 0,080
280
ÖZGEÇMĐŞ
1970 yılında Niğde’de doğdu. Đlköğrenimini Adana ve Đstanbul’da tamamladı. 1988
yılında Deniz Lisesi’nden mezun oldu ve bir yıl sonra Đstanbul Teknik Üniversitesi
Elektrik-Elektronik Fakültesi, Elektrik Mühendisliği bölümünü kazandı. 1993
yılında elektrik mühendisi oldu. 1993-1996 yılları arasında iki özel firmada elektrik
mühendisi olarak çalıştı.
1996 yılında Đstanbul Üniversitesi Đşletme Fakültesi Sayısal Yöntemler Anabilim
Dalı’nda Araştırma Görevlisi oldu. Aynı yıl evlendi.
1996 yılında girdiği Đstanbul Üniversitesi Sosyal Bilimler Enstitüsü, Đşletme
Anabilim Dalı, Sayısal Yöntemler Bilim Dalı’nda, almış olduğu derslerini ve
“Elektrik Enerjisi Tüketiminde Reaktif Güç Kompanzasyonunun Ekonomik Açıdan
Đncelenmesi” konulu tezini tamamlayarak Yüksek Lisans mezunu oldu. 1998 yılında
Đstanbul Üniversitesi, Sosyal Bilimler Enstitüsü, Đşletme Anabilim Dalı, Sayısal
Yöntemler Bilim Dalı’nda Doktora programına başladı. 1999-2000 eğitim öğretim
yılında Đstanbul Üniversitesi Đşletme Đktisadı Enstitüsü Đşletme Đhtisas Programı
Gece Bölümü’nde Lisansüstü eğitimi aldı.
Ergün Eroğlu, halen Đ.Ü. Đşletme Fakültesi Sayısal Yöntemler Anabilim Dalı’ndaki
görevine devam etmektedir.