Embed Size (px)
DESCRIPTION
Prirucnik
Citation preview
VERA V. PETROVIĆ
UPRAVLJANJE U REALNOM VREMENU
PRIRUĈNIK ZA LABORATORIJSKE VEŢBE - ĉetvrto izmenjeno izdanje -
VISOKA ŠKOLA ELEKTROTEHNIKE I RAĈUNARSTVA STRUKOVNIH STUDIJA
BEOGRAD 2013.
Autor: dr Vera V. Petrović
Recezenti: dr Branko Kovačević, profesor Elektrotehničkog
fakulteta u Beogradu;
mr Borislav Hadžibabić, predavač Visoke škole
elektrotehnike i računarstva strukovnih studija u Beogradu
Obrada i priprema teksta: dr Vera V. Petrović, Slobodan Drašković
Korice: Nikola Ivanišević
Izdavaĉ: Visoka škola elektrotehnike i računarstva strukovnih
studija, Beograd
Tiraţ: 135
Štampa: Školski servis Gajić
ISBN-978-86-7982-176-8

PREDGOVOR
Predmet UPRAVLJANJE U REALNOM VREMENU izuĉavase u Visokoj
školi elektrotehnike i raĉunarstva prvenstveno na Studijskom programu ASUV
i NET, ali sa mogućnošću i studenata sa ostalih studijskih programa da biraju ovaj predmet, kao atraktivan, zanimljiv i pre svega predmet koji pruţa kroz
laboratorijske veţbe sticanje znanja odmah primenljivog u praksi. Brzi razvoji i tendencije primena svega što je novo uveliko je zastupljenu na studijima ove
škole. Trendovi razvoja upravljaĉkih sistema idu ka sve većoj hardverskoj decentralizaciji uz istovremenu funkcionalnu povezanost u industrijske mreţe.
Kao rezultat brzog napretka tehnologije, rešeni su mnogi sloţeni upravljaĉki
zadaci povezivanjem programabilnih logiĉkih kontrolera (PLC) i eventualno centealnog raĉunara. Ovaj pririĉnik će obuhvatiti detaljni prikaz programabilnih logiĉkih kontrolera, koji predstavljaju povezanost informatike i automatskog upravljanja, na primerima Omronovih programibilnih logiĉkih
kontrolera. Kroz deset laboratorijskih veţbi koje su studiozno obraĊene,
studenti će steći praktiĉno iskustvo u programiranju PLC-ova i upoznati se sa velikim brojem praktiĉnih rešenja.
Nakon uvodnog dela, u poglavlju II su izloţene teorijske osnove. Kroz uvod u svet PLC-a, opštih fonkcionalnih karakteristika i obradu komunikacionih protokola sa centralno procesorskom jedinicom PLC-a studenti će steći
potrebna teorijska znanja koja će im omogućiti da uspešno savladaju
laboratorijske veţbe. Jedan od naĉina programiranja PLC je primenom programskog jezika Leder Dijagram (Ladder Diagram), tako da će se u okviru
ovog kursa on biti i obraĊen, kao i veliki broj osnovnih, matematiĉkih i
sloţenih instrukcija.
CX-Programmer i WinProLadder su programski paketi u kojima se vrši
programiranje Omronovih i Fatekovih PLC.
U Beogradu, proleće 2009. dr Vera V. Petrović

SADRŢAJ:
I UVOD .......................................................................................................................... 1
II TEORIJSKE OSNOVE .............................................................................................. 3
2.1 Uvod u svet programabilnih logiĉkih kontrolera ................................................. 3
2.2 Centralna procesorska jedinica – CPU ................................................................ 4
2.3 Memorija .............................................................................................................. 4
2.4 Osnovne karakteristike procesorskog modula ..................................................... 5
2.5 Programiranje PLC-a ........................................................................................... 6
2.6. Sken ciklus .......................................................................................................... 6
2.7 Hardver ................................................................................................................ 8
2.8. Opšte funkcionalne karakteristike ..................................................................... 21
III Laboratorijske veţbe ............................................................................................... 23
CX-Programmer ....................................................................................................... 25
WinProLadder .......................................................................................................... 37
Osnovne instrukcije i samodrţanje .......................................................................... 45
Tajmeri ..................................................................................................................... 57
Brojaĉi ...................................................................................................................... 65
Automatizacija prakinga .......................................................................................... 73
Automatska vrata ..................................................................................................... 87
Kontrola istrošenosti alata ........................................................................................ 93
Kontrola krana ......................................................................................................... 97
Automatizacija semafora ....................................................................................... 103
Upravljanje pozicionim sistemom ......................................................................... 109
Upravljanje temperaturnim procesom.................................................................... 121
SCADA - Beijer ADP i Soft Panel ........................................................................ 125
SCADA – CX Supervisor ...................................................................................... 139

I UVOD
1
I UVOD
Priruĉnik za Upravljanje u realnom vremenu je namenjen, pre svega, studentima Visoke škole elektrotehnike i raĉunarstva strukovnih studija u Beogradu koji imaju dovoljno predznanja iz automatskog upravljanja i osnova raĉunarske tehnike, a sa
ciljem da ovladaju znanjima potrebnim u praksi. Ovo se postiţe time što studenti u
okviru laboratorijskih veţbi rešavaju probleme prisutne u praksi.
Savremeni koncepti upravljanja su danas nezamislivi bez sveobuhvatne primene raĉunara. U industrijskim okruţenjima, kao i specijalizovanim primenama u razliĉitim
savremenim sistemima, primena PROGRAMABILNIH LOGIĈKIH KONTROLERA
(skraćeno: PLC, eng. Programmable Logic Controller) je postala svakodnevna potreba.
Prvobitno zamišljeni kao kompjuterizovani surogat elektro-mehaniĉkim upravljaĉkim
sistemima, odnosno kao ekonomiĉna i tehniĉki opravdana zamena velikog broja releja, kontaktora, tajmera i drugih elemenata takozvane «male» automatizacije, savremeni programabilni logiĉki kontroleri daleko prevazilaze te prvobitne zahteve,
ne odbacujući, meĊutim, osnovna naĉela projektovanja upravljaĉkih sistema pomoću pomenutih, ranije korišćenih, elemenata. Drţeći se ovih, na prvi pogled kontradiktornih, zahteva projektanti savremenih programabilnih logiĉkih sistema trasirali su originalan pristup u razvoju industrijske raĉunarske opreme i zauzeli suverenu poziciju na trţištu procesne opreme. Uzimajući u obzir ove okolnosti, kaţemo da je PLC, u osnovi, mikroprocesorski sistem koji ukljuĉuje sopstvenu
programsku podršku, spregu sa ulazno izlaznim ureĊajima, komunikaciju sa udaljenim raĉunarom ili kontrolerom, sa operatorskim panelom ili drugim pokazivaĉkim ureĊajima, a koji, prvenstveno, obezbeĊuje funkciju logiĉkog i sekvencijalnog automata, u otvorenoj ili zatvorenoj sprezi. On reaguje na trenutne vrednosti stanja procesa i realizuje unapred definisano programsko logiĉko
upravljanje.
Bilo da se radi o logiĉkom upravljanju ili o upravljanju redosledom (sekvencijalnom upravljanju) PLC je dobro rešenje. Primeri ovakvog upravljanja su: obrade na pokretnoj traci, transportni sistemi, sistemi punjenja, praţnjenja, ukljuĉivanja i iskljuĉivanja itd.
Osim toga, programabilnom logiĉkom kontroleru su, vrlo brzo, ugraĊene
jednostavnije matematiĉke funkcije koje omogućavaju realizaciju sloţenih funkcija
programskog upravljanja. TakoĊe, već odavno, postoji tendencija ugraĊivanja obrade
analognih signala. Ovo, uz pomenute numeriĉke funkcije, obezbeĊuje realizaciju
sloţenih zakona upravljanja (P, PI, PID).
Postoje neki opšti zahtevi koje kontroleri moraju da zadovolje da bi bili konkurentni na trţištu procesne opreme, a to su:
Upravljanje u realnom vremenu Vera V. Petrovic
2
jednostavno programiranje i izmena programa od strane korisnika, na licu mesta; modularna organizacija PLC-a, što omogućava lakše konfigurisanje i odrţavanje; velika pouzdanost u radu; male fiziĉke dimenzije; prihvatljiva cena.
Programabilni logiĉki kontroleri se koriste u raznim granama industrije. Evo liste njihovih primena:
Obrada materijala Industrijsko spravljanje betona Sistemi sa pokretnim trakama Mašine za pakovanje Kontrola robota u cilju sakupljanja i postavljanja predmeta Kontrola rada pumpi Bazeni Postrojenja za preĉišćavanje otpadnih voda Hemijski procesi Industrija papira Proizvodnja stakla Hemijski procesi Proizvodnja cementa Štamparije Galvanizacija Prehrambena industrija Duvanska industrija Alatne mašine
II TEORIJSKE OSNOVE 2.1 Uvod u svet programabilnih logiĉkih kontrolera
3
II TEORIJSKE OSNOVE
2.1 Uvod u svet programabilnih logičkih kontrolera
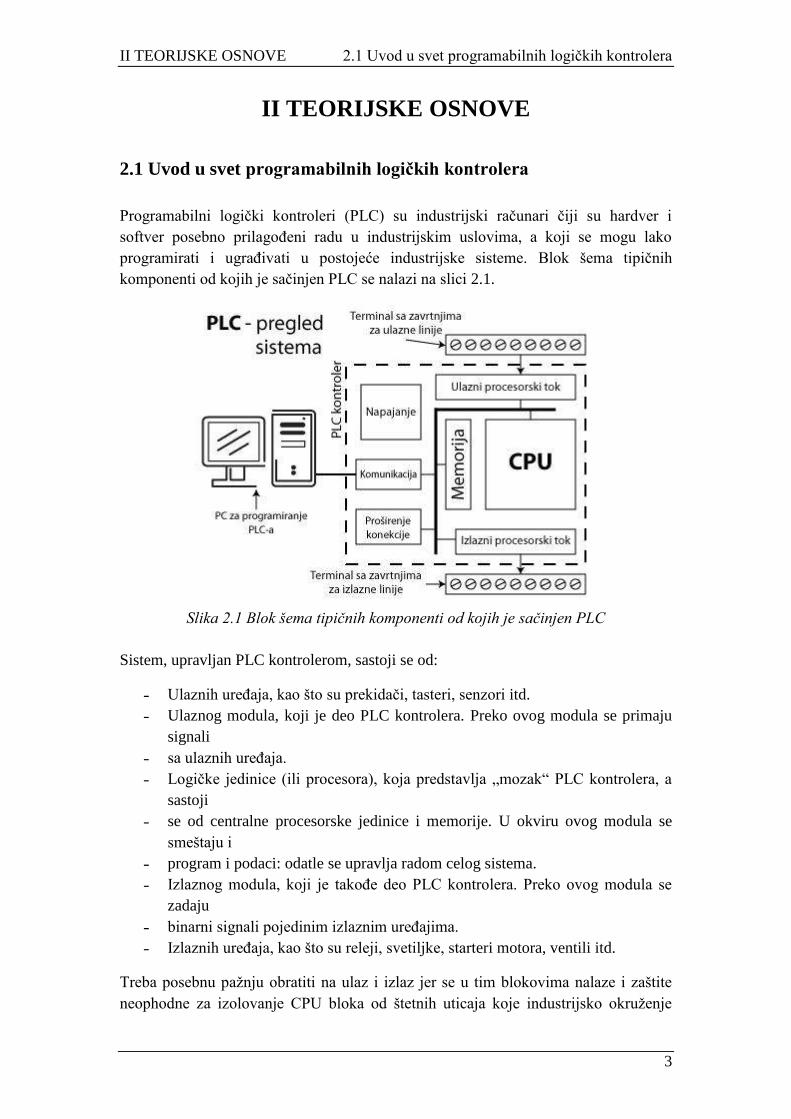
Programabilni logiĉki kontroleri (PLC) su industrijski raĉunari ĉiji su hardver i softver posebno prilagoĊeni radu u industrijskim uslovima, a koji se mogu lako programirati i ugraĊivati u postojeće industrijske sisteme. Blok šema tipiĉnih komponenti od kojih je saĉinjen PLC se nalazi na slici 2.1.
Slika 2.1 Blok šema tipičnih komponenti od kojih je sačinjen PLC
Sistem, upravljan PLC kontrolerom, sastoji se od:
˗ Ulaznih ureĊaja, kao što su prekidaĉi, tasteri, senzori itd. ˗ Ulaznog modula, koji je deo PLC kontrolera. Preko ovog modula se primaju
signali ˗ sa ulaznih ureĊaja. ˗ Logiĉke jedinice (ili procesora), koja predstavlja „mozak“ PLC kontrolera, a
sastoji ˗ se od centralne procesorske jedinice i memorije. U okviru ovog modula se
smeštaju i ˗ program i podaci: odatle se upravlja radom celog sistema. ˗ Izlaznog modula, koji je takoĊe deo PLC kontrolera. Preko ovog modula se
zadaju ˗ binarni signali pojedinim izlaznim ureĊajima. ˗ Izlaznih ureĊaja, kao što su releji, svetiljke, starteri motora, ventili itd.
Treba posebnu paţnju obratiti na ulaz i izlaz jer se u tim blokovima nalaze i zaštite neophodne za izolovanje CPU bloka od štetnih uticaja koje industrijsko okruţenje
Upravljanje u realnom vremenu Vera V. Petrovic
4
moţe preko ulaznih linija preneti na CPU. PLC kontroler je, u suštini, mikroprocesorski ureĊaj koji koristi programabilnu memoriju za pamćenje naredbi kojima se zahteva izvoĊenje specifiĉnih funkcija, kao što su logiĉke funkcije, sekvenciranje, prebrojavanje, merenje vremena, izraĉunavanje, a u cilju upravljanja razliĉitim tipovima mašina i procesa preko digitalnih i analognih ulazno-izlaznih modula.
2.2 Centralna procesorska jedinica – CPU
CPU je mozak PLC-a. Sam CPU je, obiĉno, neki mikrokontroler koji se brine o komunikaciji, meĊusobnoj povezanosti ostalih delova PLC kontrolera, izvršavanju programa, upravljanju memorijom, nadgledanjem ulaza i postavljanjem izlaza. CPU prilikom rada kontrolera vrši veliki broj provera samog PLC kontrolera radi blagovremenog uoĉavanja eventualnih grešaka, ĉija se pojava moţe signalizirati pomoću nekoliko indikatora (u obliku svetlećih dioda koje se nalaze na šasiji PLC-a). CPU, ili samo procesorska jedinica, uvek objedinjuje mikroprocesor i memoriju. Kod većih PLC-ova, CPU sadrţi samo mikroprocesor i memoriju, dok kod manjih, dodatno, sadrţi U/I interfejs i izvor za napajanje. TakoĊe, moguće je da CPU sadrţi mikroprocesor, memoriju i izvor napajanja, a da je U/I interfejs realizovan eksternim U/I modulima. Fiksna memorija sadrţi program (ili programe) koje je postavio proizvoĊaĉ. Ovo su programi operativnog sistema PLC-a.
2.3 Memorija
U sklopu PLC-a postoje dve vrste memorije:
˗ Sistemska memorija, koja se koristi za operativni sistem kao i za korisniĉki
program preveden iz leder dijagrama u izvršni kod. Ranije su se za sistemke
memorije koristile EPROM memorije, dok danas preovlaĊuju FLASH
memorije, kod koje je lakše menjati sadrţaj memorije (moţe se menjati samo
u sluĉaju menjanja korisniĉkog programa). ˗ Korsnička memorija, koja je najĉešće podeljena u blokove, a moţe biti i
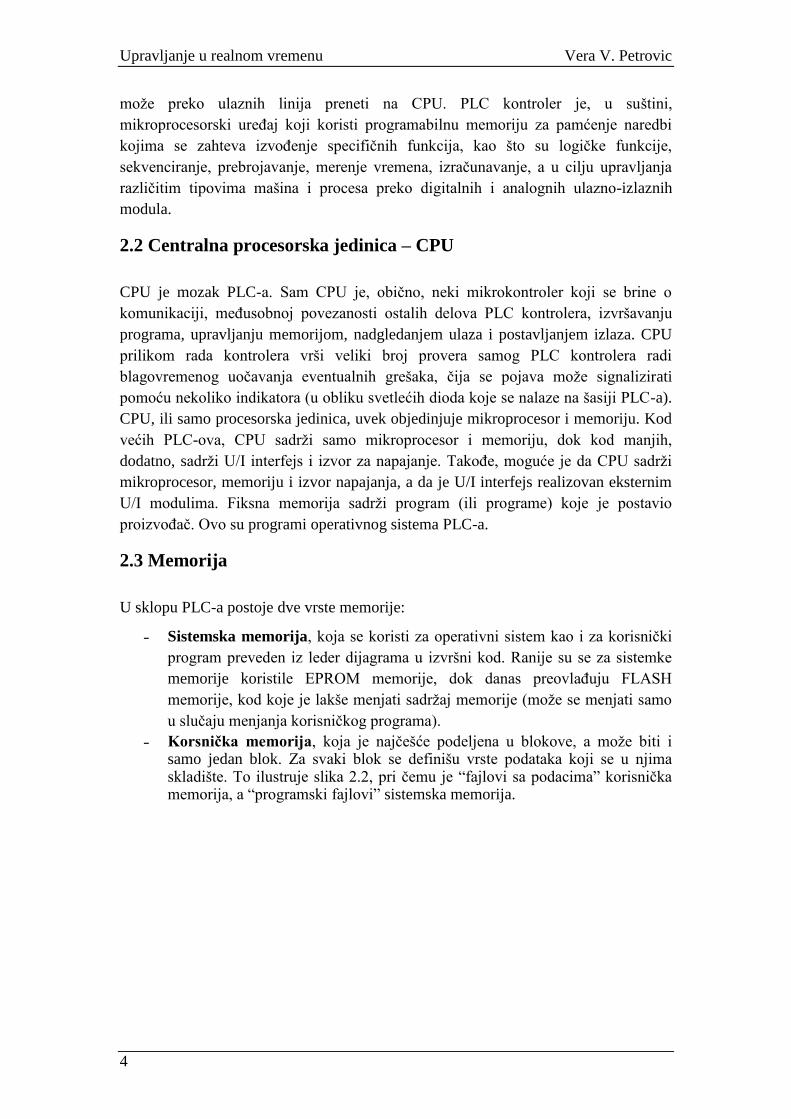
samo jedan blok. Za svaki blok se definišu vrste podataka koji se u njima skladište. To ilustruje slika 2.2, pri ĉemu je “fajlovi sa podacima” korisniĉka memorija, a “programski fajlovi” sistemska memorija.
II TEORIJSKE OSNOVE 2.4 Osnovne karakteristike procesorskog modula
5
Slika 2.2 Organizacija memorije PLC kontrolera
2.4 Osnovne karakteristike procesorskog modula
Kao što je već reĉeno, procesorski modul sadrţi centralnu procesorsku jedinicu (CPU) i memoriju. Centralna jedinica obuhvata aritmetiĉko-logiĉku jedinicu (ALU), registre i upravljaĉku jedinicu. U funkcionalnom smislu centralna jedinica se bitno ne razlikuje od centralne jedinice bilo kog mikroraĉunara opšte namene. Osnovna razlika se ogleda u skupu naredbi koji je odabran tako da se zadovolje osnovni zahtevi u pogledu korišćenja PLC-a. Osnovne karakteristike procesorskog modula izraţavaju se preko sledećih elemenata:
Memorija(RAM) - je okarakterisana svojom veliĉinom, mogućnošću proširenja i konfigurisanja za smeštanja programa ili podataka;
U/I linije - su okarakterisane najvećim brojem lokalnih U/I adresa koje podrţava
procesor u toku ulaznog i izlaznog skena, kao i mogućnošću proširenja preko udaljenih U/I modula (Pod udaljenim U/I podrazumeva se posebna šasija koja sadrţi U/I module koji razmenjuju podatke sa PLC-om);
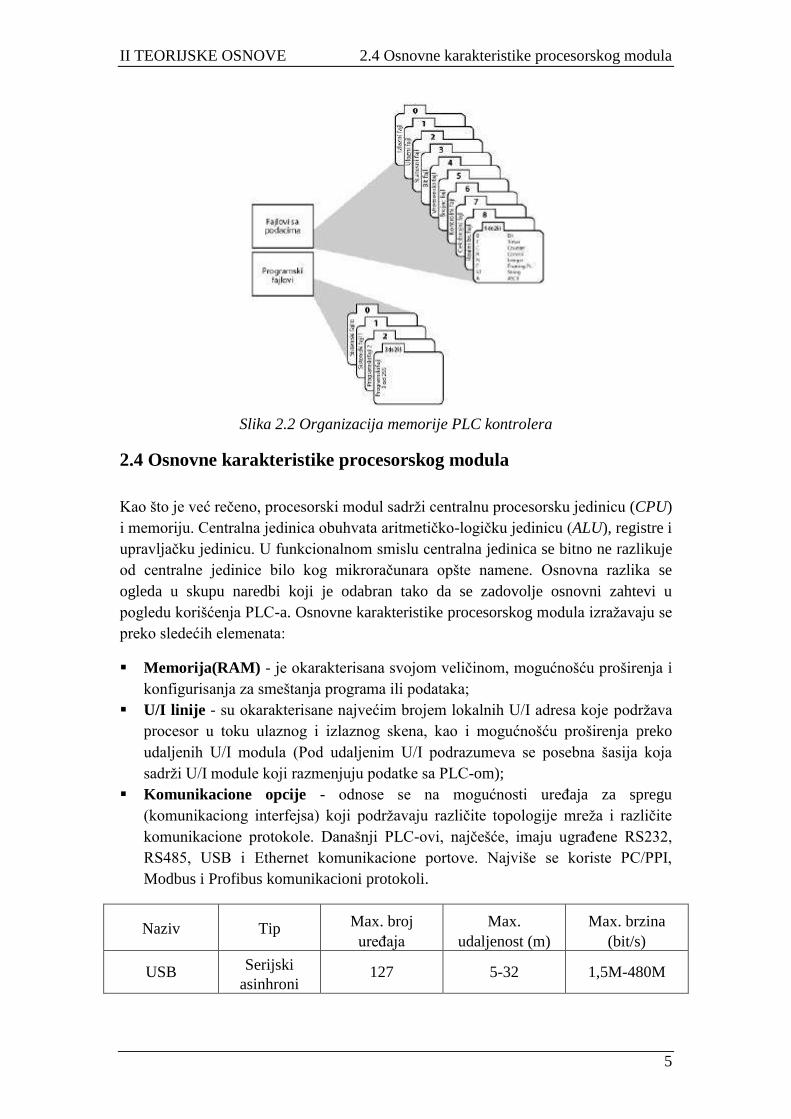
Komunikacione opcije - odnose se na mogućnosti ureĊaja za spregu (komunikaciong interfejsa) koji podrţavaju razliĉite topologije mreţa i razliĉite komunikacione protokole. Današnji PLC-ovi, najĉešće, imaju ugraĊene RS232, RS485, USB i Ethernet komunikacione portove. Najviše se koriste PC/PPI,
Modbus i Profibus komunikacioni protokoli.
Naziv Tip Max. broj ureĊaja
Max. udaljenost (m)
Max. brzina (bit/s)
USB Serijski asinhroni
127 5-32 1,5M-480M
Upravljanje u realnom vremenu Vera V. Petrovic
6
RS-232 Serijski asinhroni
2 10-30 29k
RS-485 Serijski asinhroni
32 1300 10M
IIC Serijski asinhroni
40 6 400k
Tabela 2.1 Osnovne karakteristike nekih komunikacionih protokola
Opcije trajnog pamćenja - odnose se na raspoloţivost razliĉitih tipova memorijskih EPROM modula koji obezbeĊuju trajno pamćenje podataka.
Performanse - specificira se preko vremena programskog skeniranja potrebnog za 1kB programa, za ulazni i izlazni sken, kao i vremena izvršavanja jedne naredbe.
Programiranje - specificira se u odnosu na broj razliĉitih mašinskih naredbi, kao i na vrstu raspoloţivih programskih jezika.
2.5 Programiranje PLC-a
PLC kontroler se moţe reprogramirati/programirati preko raĉunara ili preko ruĉnih
programatora (konzola). Skoro svaki program za programiranje PLC kontrolera poseduje razne korisne opcije kao što su prinudno ukljuĉivanje i iskljuĉivanje
sistemskih ulaza/izlaza (U/I linija), praćenje rada programa u realnom vremenu kao i dokumentovanje dijagrama toka. Ovo dokumentovanje je neophodno za razumevanje i pronalaţenje grešaka i kvarova. Programer moţe da doda napomene, imena ulaznih ili izlaznih ureĊaja i komentare koji mogu biti od koristi pri pronalaţenju grešaka ili
pri odrţavanju sistema. Dodavanje komentara i napomena omogućava bilo kom
tehniĉaru da razume leder dijagram, a ne samo osoba koja je napisala leder program.
2.6. Sken ciklus
Operativni sistem PLC kontrolera je projektovan, taĉno, za odreĊenu vrstu primene. Naime, predpostavlja se da će u svojoj osnovnoj formi, PLC biti korišćen za realizaciju nekih logiĉkih funkcija koje preslikavaju signale sa senzora u signale koji se prenose na aktuatore. Otuda se od PLC-a oĉekuje da periodiĉno oĉitava signale sa senzora, izvršava odreĊen broj aritmetiĉko-logiĉkih operacija (u skladu sa zadatom funkcijom) ĉiji rezultati se prenose na izvršne organe ili neke druge indikatorske ureĊaje. Pored toga, sa istom ili nekom drugom uĉestanošću, PLC treba da odrţava komunikaciju (razmenjuje podatke) sa nekim drugim raĉunarskim sistemima u mreţi. Polazeći od ovog zahteva, operativni sistem PLC kontrolera projektovan je tako da, u toku rada sistema, automatski obezbedi cikliĉno ponavljanje navedenih aktivnosti (Sken ciklus, Slika 2.3).

II TEORIJSKE OSNOVE 2.6. Sken ciklus
7
Slika 2.3 Sken ciklus PLC kontrolera
Sken ciklus zapoĉinje ulaznim skenom u okviru koga PLC oĉitava sadrţaj ulaznih linija (registara ulaznih modula). Oĉitani podaci se prenose u odreĊeno podruĉje
memorije – slika ulaza. Zatim se aktivira programski sken u okviru koga procesor izvršava programske naredbe kojima su definisane odgovarajuće aritmetiĉko-logiĉke
funkcije. Podaci (operandi) koji se koriste u programskim naredbama uzimaju se iz memorije i to iz podruĉja oznaĉenog kao slika ulaza (ako su operandi ulazni podaci) ili iz podruĉja gde se smeštaju interne promenljive. Rezultati obrade se smeštaju u
posebno podruĉje memorije – slika izlaza. Vaţno je istaći da se pri izvršavanju
programskih naredbi podaci ne uzimaju direktno sa ulaznih modula, niti se rezultati direktno postavljaju na izlazne module, već program razmenjuje podatke isljuĉivo sa
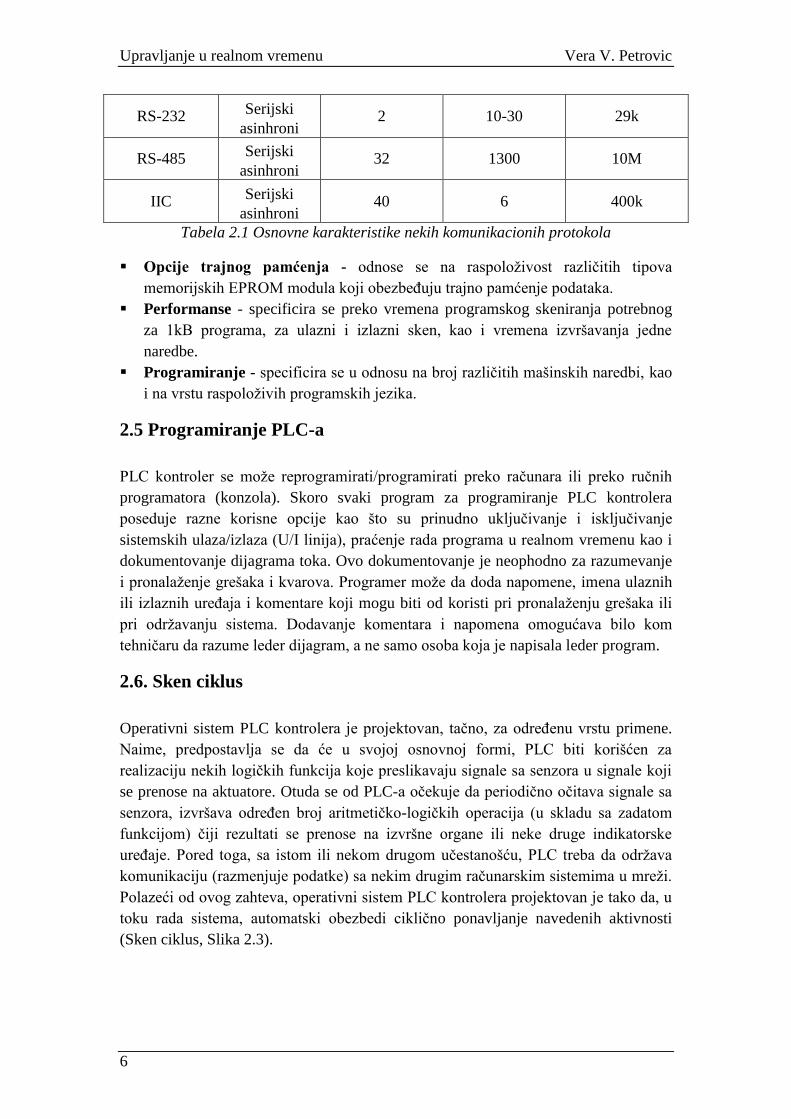
memorijom (Slika 2.4). Po završetku programskog skena, operativni sistem PLC kontrolera aktivira izlazni sken u okviru koga se podaci iz slike izlaza prenose na izlazne linije (registre izlaznih modula). Na ovaj naĉin stvara se utisak da je PLC sve operacije definisane programom obavio u isto vreme. Ĉetvrti deo sken ciklusa – komunikacija - namenjen je realizaciji razmene podataka sa ureĊajima koji su povezani sa PLC-om. Nakon toga, operativni sistem dovodi PLC u fazu odrţavanja u
okviru koje se aţuriraju interni tajmeri i registri, obavlja upravljanje memorijom kao i niz drugih poslova vezanih za odrţavanje sistema, o kojima korisnik i ne mora da bude informisan. U zavisnosti od tipa ugraĊenog mikroprocesora ulazni i izlazni sken ciklus izvršavaju se u vremenu reda milisekundi (od 0,25ms do 2,56ms). Trajanje programskog skena, svakako zavisi od veliĉine programa.
Upravljanje u realnom vremenu Vera V. Petrovic
8
Slika 2.4 Razmena podataka za vreme sken ciklusa
2.7 Hardver
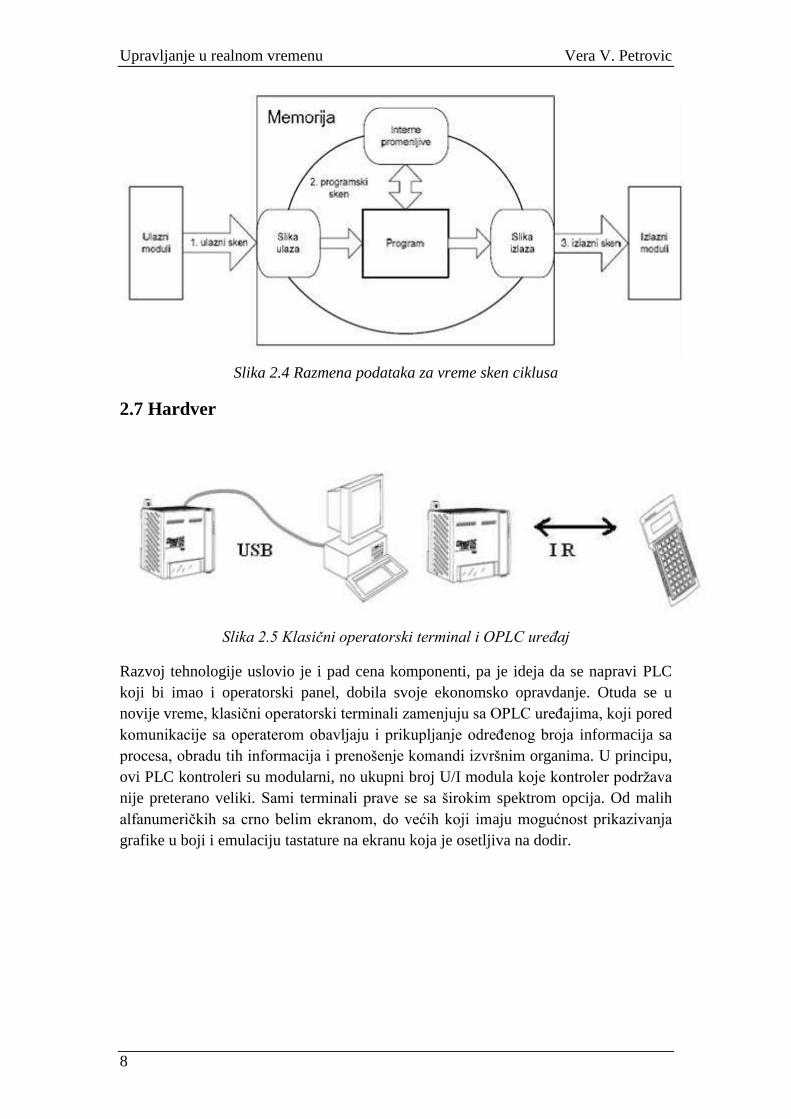
Slika 2.5 Klasični operatorski terminal i OPLC uređaj
Razvoj tehnologije uslovio je i pad cena komponenti, pa je ideja da se napravi PLC koji bi imao i operatorski panel, dobila svoje ekonomsko opravdanje. Otuda se u novije vreme, klasiĉni operatorski terminali zamenjuju sa OPLC ureĊajima, koji pored komunikacije sa operaterom obavljaju i prikupljanje odreĊenog broja informacija sa procesa, obradu tih informacija i prenošenje komandi izvršnim organima. U principu, ovi PLC kontroleri su modularni, no ukupni broj U/I modula koje kontroler podrţava
nije preterano veliki. Sami terminali prave se sa širokim spektrom opcija. Od malih alfanumeriĉkih sa crno belim ekranom, do većih koji imaju mogućnost prikazivanja
grafike u boji i emulaciju tastature na ekranu koja je osetljiva na dodir.
II TEORIJSKE OSNOVE 2.7 Hardver
9
Slika 2.6 Nekoliko varijanti terminala
2.7.1 Električno napajanje
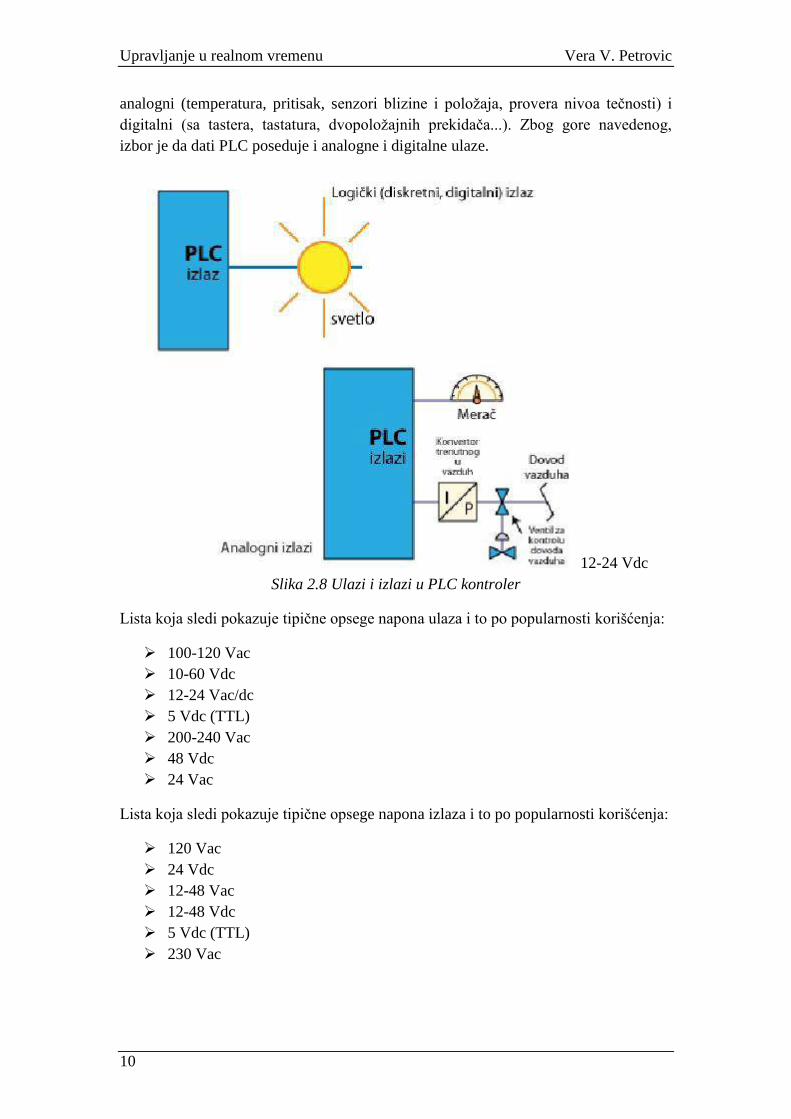
Elektriĉno napajanje se koristi za dovoĊenje elektriĉne energije do centralne procesorske jedinice. Većina PLC-ova radi na 24 VDC ili 230 VAC. Na nekim PLC- ovima je elektriĉno napajanje odvojeni modul. Razliĉite vrste modula troše razliĉite koliĉine struje. Ovo elektriĉno napajanje se obiĉno ne koristi za napajanje spoljnih ulaza i izlaza. Korisnik mora da obezbedi odvojena napajanja za napajanje ulaza i izlaza PLC kontrolera jer se time omogućava galvansko razdvajanje.
Napajanje moţe biti interno ili eksterno. Pod internim napajanjem se podrazumeva akumulator od 24 VDC, a eksterno napajanje je iz mreţe 230 VAC. Izbor napajanja se moţe ruĉno izabrati ali je mnogo bolja solucija da se ono obavlja automatski, tj. da se pri nestanku napajanja sa mreţe izvrši
prebacivanje na napajanje baterijom i obratno. U specifikaciji baterije se taĉno
navodi trajanje njenog radnog reţima pa se
odgovarajućim led indikatorom moţe obezbediti kada je baterija puna, kada je pri kraju radnog reţima i kada je prazna (Slika 2.7).
Informacija o statusu baterije se pored LED indikatora na konzoli PLC-a beleţi i na PC
raĉunaru (Human Machine Interface) koji je u vezi sa kontrolerom (preko USB-a). Dakle, ovo je još jedna dobra osobina PLC ureĊaja
koji uz pomoć baterije omogućavaju rad i na
mestima gde nisu pristupaĉni izvori napona.
2.7.2 Ulazi i izlazi u PLC kontroleru
Zbog potrebe da PLC upravlja najrazliĉitijim procesima u industriji (jer se prevashodno i projektuje za industrijske procese) on treba da ima mogućnost da ĉita signale sa razliĉitih tipova senzora i ulaznih ureĊaja. Navedeni signali mogu biti
Slika 2.7 Indikacija baterije
Upravljanje u realnom vremenu Vera V. Petrovic
10
analogni (temperatura, pritisak, senzori blizine i poloţaja, provera nivoa teĉnosti) i digitalni (sa tastera, tastatura, dvopoloţajnih prekidaĉa...). Zbog gore navedenog, izbor je da dati PLC poseduje i analogne i digitalne ulaze.
12-24 Vdc Slika 2.8 Ulazi i izlazi u PLC kontroler
Lista koja sledi pokazuje tipiĉne opsege napona ulaza i to po popularnosti korišćenja:
100-120 Vac 10-60 Vdc 12-24 Vac/dc 5 Vdc (TTL) 200-240 Vac 48 Vdc 24 Vac
Lista koja sledi pokazuje tipiĉne opsege napona izlaza i to po popularnosti korišćenja:
120 Vac 24 Vdc 12-48 Vac 12-48 Vdc 5 Vdc (TTL) 230 Vac
II TEORIJSKE OSNOVE 2.7 Hardver
11
2.7.3 Digitalni U/I moduli
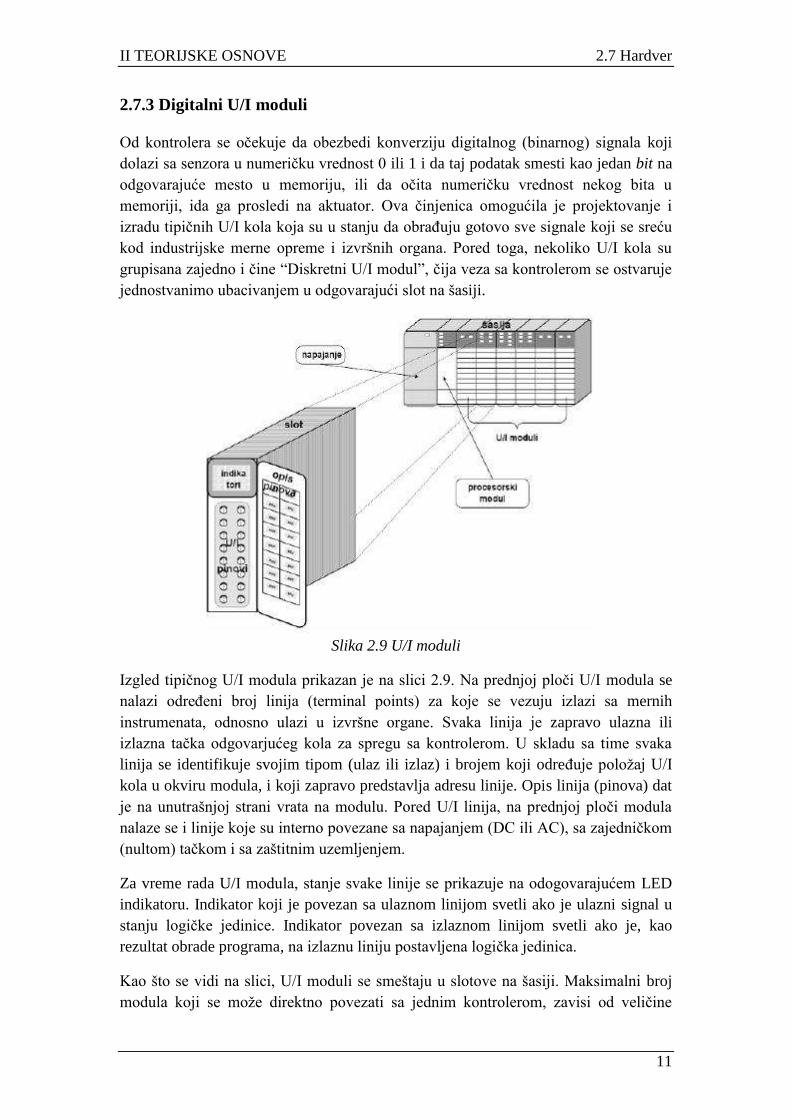
Od kontrolera se oĉekuje da obezbedi konverziju digitalnog (binarnog) signala koji dolazi sa senzora u numeriĉku vrednost 0 ili 1 i da taj podatak smesti kao jedan bit na odgovarajuće mesto u memoriju, ili da oĉita numeriĉku vrednost nekog bita u memoriji, ida ga prosledi na aktuator. Ova ĉinjenica omogućila je projektovanje i izradu tipiĉnih U/I kola koja su u stanju da obraĊuju gotovo sve signale koji se sreću kod industrijske merne opreme i izvršnih organa. Pored toga, nekoliko U/I kola su grupisana zajedno i ĉine “Diskretni U/I modul”, ĉija veza sa kontrolerom se ostvaruje jednostvanimo ubacivanjem u odgovarajući slot na šasiji.
Slika 2.9 U/I moduli
Izgled tipiĉnog U/I modula prikazan je na slici 2.9. Na prednjoj ploĉi U/I modula se nalazi odreĊeni broj linija (terminal points) za koje se vezuju izlazi sa mernih instrumenata, odnosno ulazi u izvršne organe. Svaka linija je zapravo ulazna ili izlazna taĉka odgovarjućeg kola za spregu sa kontrolerom. U skladu sa time svaka linija se identifikuje svojim tipom (ulaz ili izlaz) i brojem koji odreĊuje poloţaj U/I kola u okviru modula, i koji zapravo predstavlja adresu linije. Opis linija (pinova) dat je na unutrašnjoj strani vrata na modulu. Pored U/I linija, na prednjoj ploĉi modula nalaze se i linije koje su interno povezane sa napajanjem (DC ili AC), sa zajedniĉkom (nultom) taĉkom i sa zaštitnim uzemljenjem.
Za vreme rada U/I modula, stanje svake linije se prikazuje na odogovarajućem LED indikatoru. Indikator koji je povezan sa ulaznom linijom svetli ako je ulazni signal u stanju logiĉke jedinice. Indikator povezan sa izlaznom linijom svetli ako je, kao rezultat obrade programa, na izlaznu liniju postavljena logiĉka jedinica.
Kao što se vidi na slici, U/I moduli se smeštaju u slotove na šasiji. Maksimalni broj modula koji se moţe direktno povezati sa jednim kontrolerom, zavisi od veliĉine
Upravljanje u realnom vremenu Vera V. Petrovic
12
šasije i broja slobodnih slotova, što znaĉi da su ostala 2 slota slobodna za neku vrstu proširenja (ukupno, ovaj PLC ima 10 slotova od kojih je 8 zauzeto i to na sledeći naĉin: modul za napajanje, za procesorski-master modul, za digitalni ulaz, za digitalni izlaz, za analogni ulaz-izlaz, za GSM i IR). Budući da svaki slot ima svoju adresu unutar šasije, to znaĉi da je samim stavljanjem modula u slot odreĊena i njegova adresa. Konaĉno, kao što je već istaknuto, i svaka linija unutar jednog modula ima svoju adresu. U skladu sa time svaka linija ima u okviru kontrolera jedinstvenu adresu, koja je odreĊena adresom slota u koji se modul postavlja i adresom linije unutar modula. Potrebno je da se naglasi da je adresa linije odreĊena automatski, stavljanjem modula u šasiju kontrolera i da se ne moţe programski menjati.
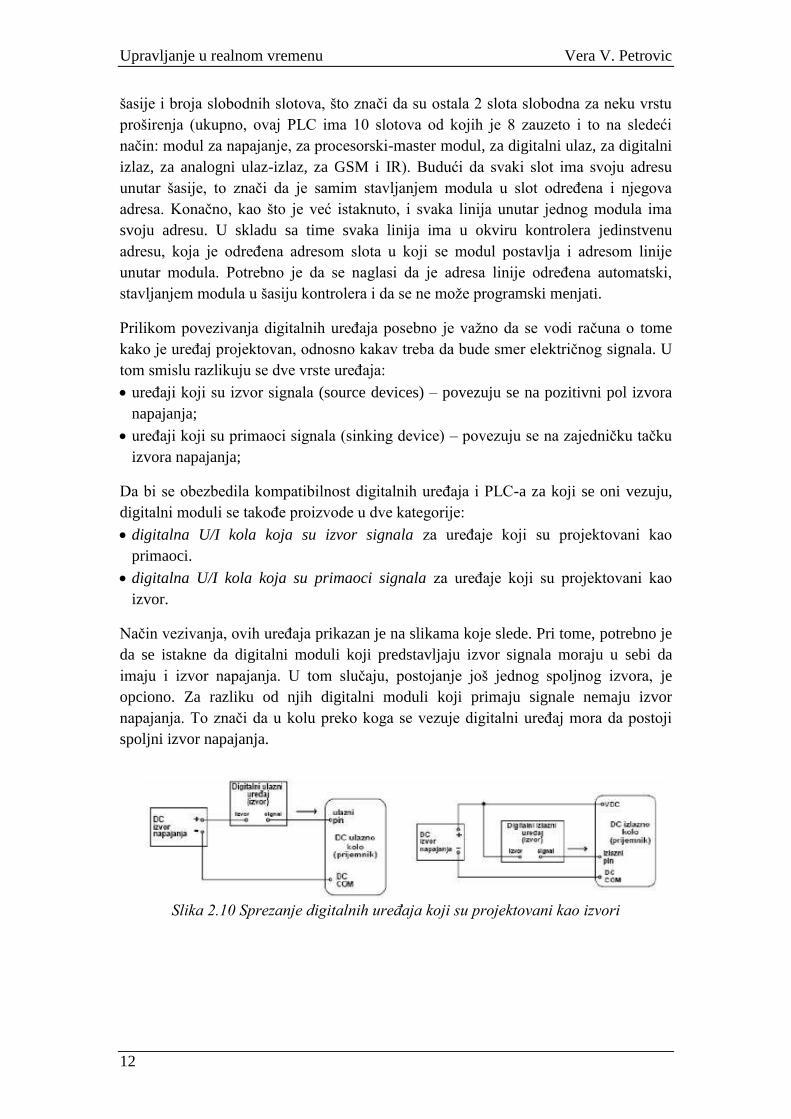
Prilikom povezivanja digitalnih ureĊaja posebno je vaţno da se vodi raĉuna o tome kako je ureĊaj projektovan, odnosno kakav treba da bude smer elektriĉnog signala. U tom smislu razlikuju se dve vrste ureĊaja: ureĊaji koji su izvor signala (source devices) – povezuju se na pozitivni pol izvora
napajanja; ureĊaji koji su primaoci signala (sinking device) – povezuju se na zajedniĉku taĉku
izvora napajanja;
Da bi se obezbedila kompatibilnost digitalnih ureĊaja i PLC-a za koji se oni vezuju, digitalni moduli se takoĊe proizvode u dve kategorije:
digitalna U/I kola koja su izvor signala za ureĊaje koji su projektovani kao primaoci.
digitalna U/I kola koja su primaoci signala za ureĊaje koji su projektovani kao izvor.
Naĉin vezivanja, ovih ureĊaja prikazan je na slikama koje slede. Pri tome, potrebno je da se istakne da digitalni moduli koji predstavljaju izvor signala moraju u sebi da imaju i izvor napajanja. U tom sluĉaju, postojanje još jednog spoljnog izvora, je opciono. Za razliku od njih digitalni moduli koji primaju signale nemaju izvor napajanja. To znaĉi da u kolu preko koga se vezuje digitalni ureĊaj mora da postoji spoljni izvor napajanja.
Slika 2.10 Sprezanje digitalnih uređaja koji su projektovani kao izvori
II TEORIJSKE OSNOVE 2.7 Hardver
13
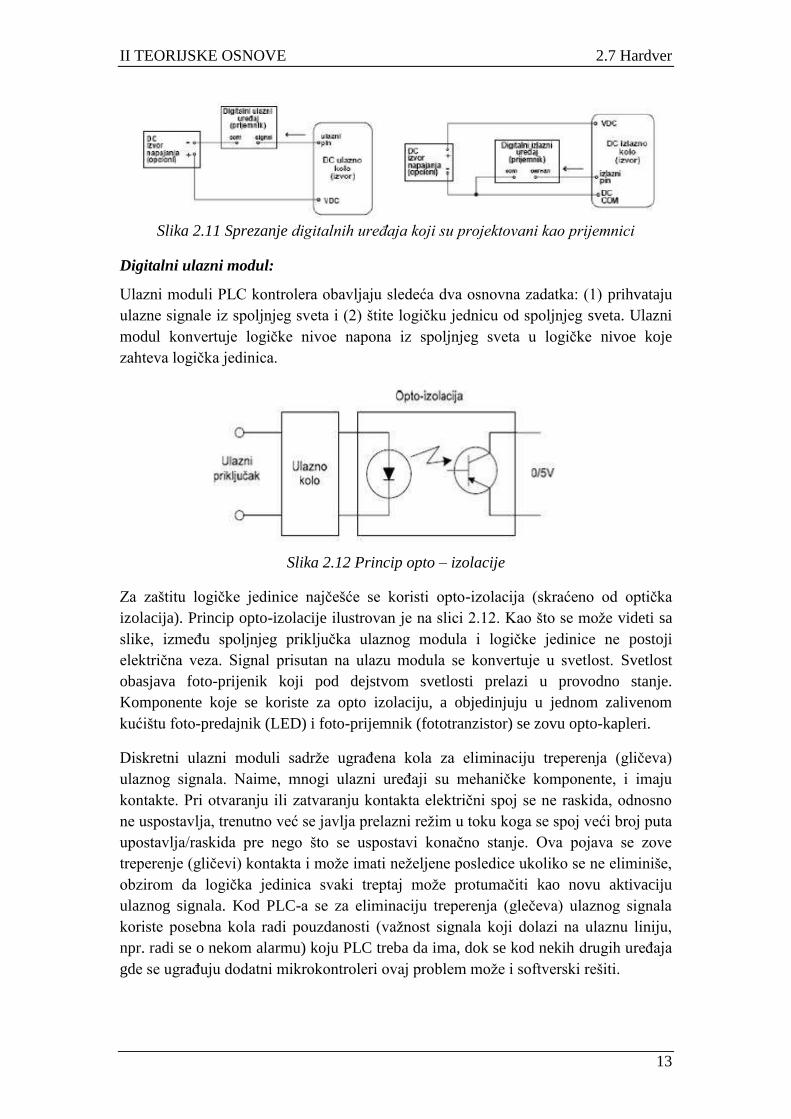
Slika 2.11 Sprezanje digitalnih uređaja koji su projektovani kao prijemnici
Digitalni ulazni modul:
Ulazni moduli PLC kontrolera obavljaju sledeća dva osnovna zadatka: (1) prihvataju ulazne signale iz spoljnjeg sveta i (2) štite logiĉku jednicu od spoljnjeg sveta. Ulazni modul konvertuje logiĉke nivoe napona iz spoljnjeg sveta u logiĉke nivoe koje zahteva logiĉka jedinica.
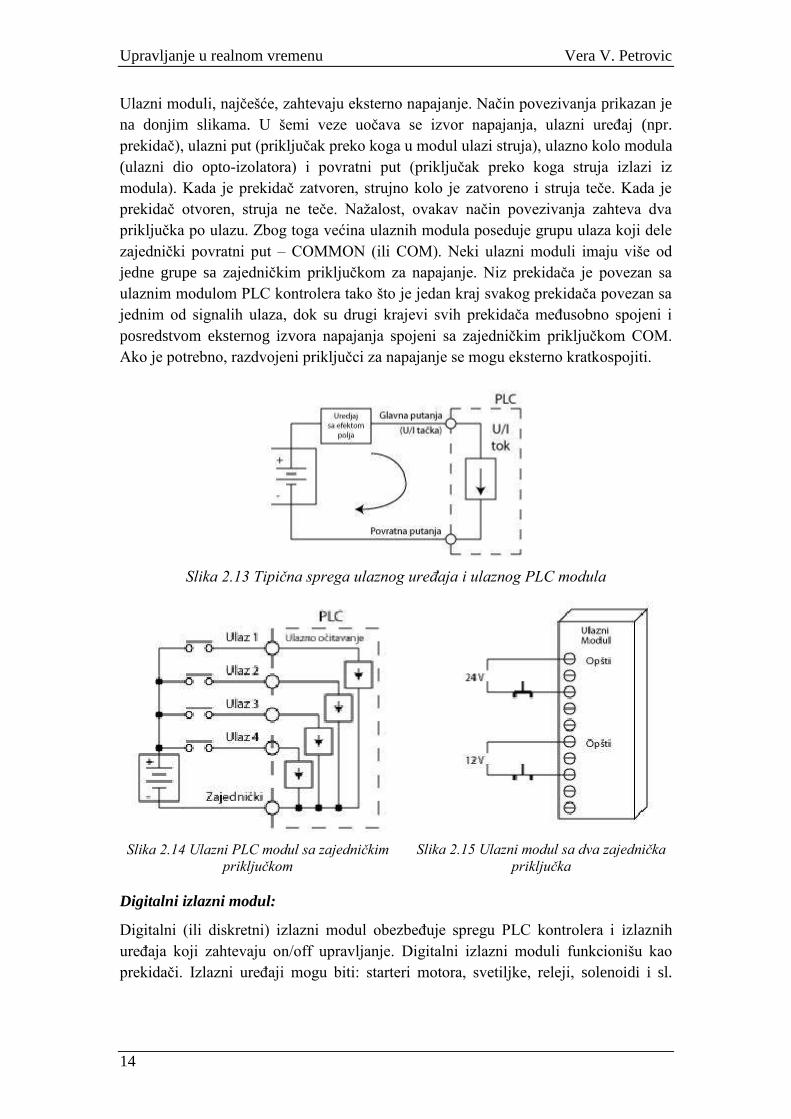
Slika 2.12 Princip opto – izolacije
Za zaštitu logiĉke jedinice najĉešće se koristi opto-izolacija (skraćeno od optiĉka
izolacija). Princip opto-izolacije ilustrovan je na slici 2.12. Kao što se moţe videti sa slike, izmeĊu spoljnjeg prikljuĉka ulaznog modula i logiĉke jedinice ne postoji elektriĉna veza. Signal prisutan na ulazu modula se konvertuje u svetlost. Svetlost obasjava foto-prijenik koji pod dejstvom svetlosti prelazi u provodno stanje. Komponente koje se koriste za opto izolaciju, a objedinjuju u jednom zalivenom kućištu foto-predajnik (LED) i foto-prijemnik (fototranzistor) se zovu opto-kapleri.
Diskretni ulazni moduli sadrţe ugraĊena kola za eliminaciju treperenja (gliĉeva) ulaznog signala. Naime, mnogi ulazni ureĊaji su mehaniĉke komponente, i imaju kontakte. Pri otvaranju ili zatvaranju kontakta elektriĉni spoj se ne raskida, odnosno ne uspostavlja, trenutno već se javlja prelazni reţim u toku koga se spoj veći broj puta upostavlja/raskida pre nego što se uspostavi konaĉno stanje. Ova pojava se zove treperenje (gliĉevi) kontakta i moţe imati neţeljene posledice ukoliko se ne eliminiše, obzirom da logiĉka jedinica svaki treptaj moţe protumaĉiti kao novu aktivaciju ulaznog signala. Kod PLC-a se za eliminaciju treperenja (gleĉeva) ulaznog signala koriste posebna kola radi pouzdanosti (vaţnost signala koji dolazi na ulaznu liniju, npr. radi se o nekom alarmu) koju PLC treba da ima, dok se kod nekih drugih ureĊaja gde se ugraĊuju dodatni mikrokontroleri ovaj problem moţe i softverski rešiti.
Upravljanje u realnom vremenu Vera V. Petrovic
14
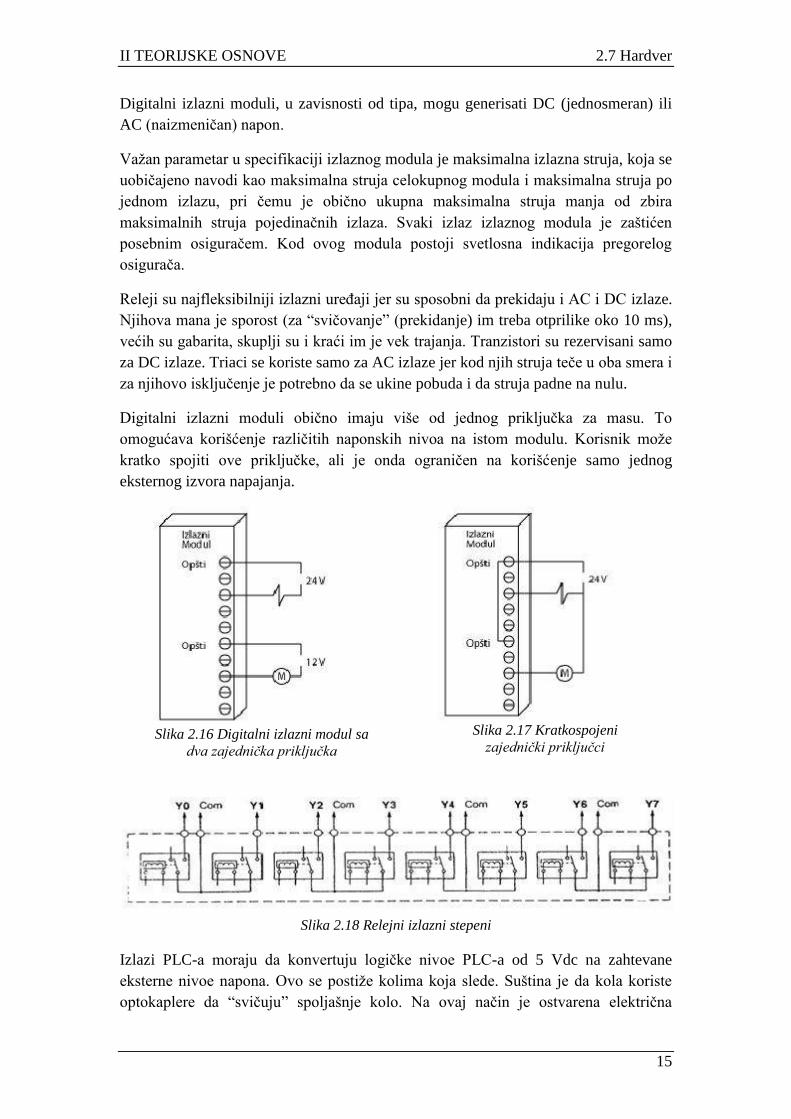
Ulazni moduli, najĉešće, zahtevaju eksterno napajanje. Naĉin povezivanja prikazan je na donjim slikama. U šemi veze uoĉava se izvor napajanja, ulazni ureĊaj (npr. prekidaĉ), ulazni put (prikljuĉak preko koga u modul ulazi struja), ulazno kolo modula (ulazni dio opto-izolatora) i povratni put (prikljuĉak preko koga struja izlazi iz modula). Kada je prekidaĉ zatvoren, strujno kolo je zatvoreno i struja teĉe. Kada je prekidaĉ otvoren, struja ne teĉe. Naţalost, ovakav naĉin povezivanja zahteva dva prikljuĉka po ulazu. Zbog toga većina ulaznih modula poseduje grupu ulaza koji dele zajedniĉki povratni put – COMMON (ili COM). Neki ulazni moduli imaju više od jedne grupe sa zajedniĉkim prikljuĉkom za napajanje. Niz prekidaĉa je povezan sa ulaznim modulom PLC kontrolera tako što je jedan kraj svakog prekidaĉa povezan sa jednim od signalih ulaza, dok su drugi krajevi svih prekidaĉa meĊusobno spojeni i posredstvom eksternog izvora napajanja spojeni sa zajedniĉkim prikljuĉkom COM. Ako je potrebno, razdvojeni prikljuĉci za napajanje se mogu eksterno kratkospojiti.
Slika 2.13 Tipična sprega ulaznog uređaja i ulaznog PLC modula
Slika 2.14 Ulazni PLC modul sa zajedničkim
priključkom
Slika 2.15 Ulazni modul sa dva zajednička
priključka
Digitalni izlazni modul:
Digitalni (ili diskretni) izlazni modul obezbeĊuje spregu PLC kontrolera i izlaznih ureĊaja koji zahtevaju on/off upravljanje. Digitalni izlazni moduli funkcionišu kao
prekidaĉi. Izlazni ureĊaji mogu biti: starteri motora, svetiljke, releji, solenoidi i sl.
II TEORIJSKE OSNOVE 2.7 Hardver
15
Digitalni izlazni moduli, u zavisnosti od tipa, mogu generisati DC (jednosmeran) ili AC (naizmeniĉan) napon.
Vaţan parametar u specifikaciji izlaznog modula je maksimalna izlazna struja, koja se uobiĉajeno navodi kao maksimalna struja celokupnog modula i maksimalna struja po jednom izlazu, pri ĉemu je obiĉno ukupna maksimalna struja manja od zbira maksimalnih struja pojedinaĉnih izlaza. Svaki izlaz izlaznog modula je zaštićen posebnim osiguraĉem. Kod ovog modula postoji svetlosna indikacija pregorelog osiguraĉa.
Releji su najfleksibilniji izlazni ureĊaji jer su sposobni da prekidaju i AC i DC izlaze. Njihova mana je sporost (za “sviĉovanje” (prekidanje) im treba otprilike oko 10 ms), većih su gabarita, skuplji su i kraći im je vek trajanja. Tranzistori su rezervisani samo za DC izlaze. Triaci se koriste samo za AC izlaze jer kod njih struja teĉe u oba smera i
za njihovo iskljuĉenje je potrebno da se ukine pobuda i da struja padne na nulu.
Digitalni izlazni moduli obiĉno imaju više od jednog prikljuĉka za masu. To omogućava korišćenje razliĉitih naponskih nivoa na istom modulu. Korisnik moţe kratko spojiti ove prikljuĉke, ali je onda ograniĉen na korišćenje samo jednog eksternog izvora napajanja.
Slika 2.16 Digitalni izlazni modul sa
dva zajednička priključka
Slika 2.17 Kratkospojeni
zajednički priključci
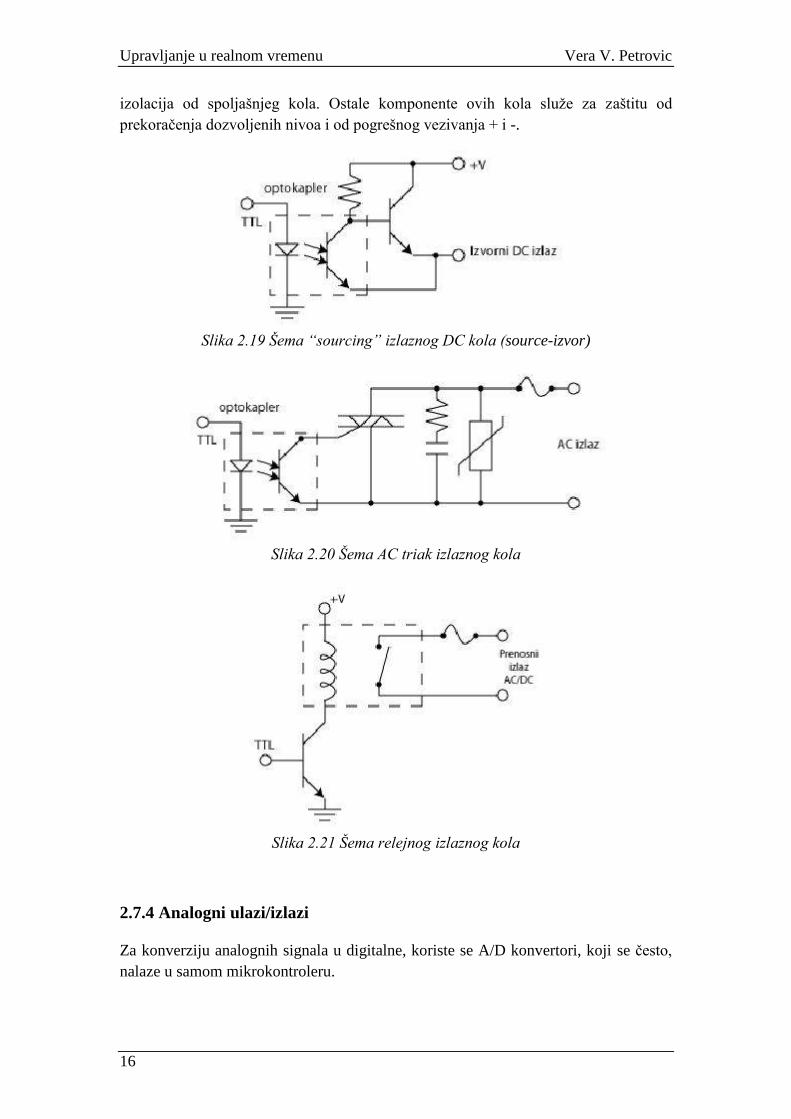
Slika 2.18 Relejni izlazni stepeni
Izlazi PLC-a moraju da konvertuju logiĉke nivoe PLC-a od 5 Vdc na zahtevane eksterne nivoe napona. Ovo se postiţe kolima koja slede. Suština je da kola koriste optokaplere da “sviĉuju” spoljašnje kolo. Na ovaj naĉin je ostvarena elektriĉna
Upravljanje u realnom vremenu Vera V. Petrovic
16
izolacija od spoljašnjeg kola. Ostale komponente ovih kola sluţe za zaštitu od prekoraĉenja dozvoljenih nivoa i od pogrešnog vezivanja + i -.
Slika 2.19 Šema “sourcing” izlaznog DC kola (source-izvor)
Slika 2.20 Šema AC triak izlaznog kola
Slika 2.21 Šema relejnog izlaznog kola
2.7.4 Analogni ulazi/izlazi
Za konverziju analognih signala u digitalne, koriste se A/D konvertori, koji se ĉesto,
nalaze u samom mikrokontroleru.

II TEORIJSKE OSNOVE 2.7 Hardver
17
Slika 2.22 A/D i D/A konverzija
Analogni ulazni moduli:
Analgni ulazni moduli prihvataju analognu informaciju sa analognih senzora i konvertuju u digitalnu informaciju za dalju obradu u PLC kontroleru. Zato se zovu i A/D moduli. Postoje dva osnovna tipa A/D modula: sa strujnim i sa naponskim ulazom. Analogni modili sa naponskim ulazom raspoloţivi su u dve varijante: unipolarni i bipolarni. Unipolarni moduli privataju napon jednog polariteta, na primer od 0V do +10V. Bipolarni moduli mogu prihatati ulazni napon oba polariteta, na primer od -10V do +10V. Analogni moduli sa strujnim ulazom, standardno prihataju struju u opsegu od 4mA do 20mA, pri ĉemu ulazna struja od 4mA predstavlja najmanju, a ulazna struja od 20mA najveću ulaznu vrednost. (Uoĉimo da dozvoljeni opseg ulazne struje ne obuhvata 0A. To je uĉinjeno zbog toga da bi se omogućila detekcija prekida veze izmeĊu senzora i ulaznog modula. Ako veza postoji, izmeĊu senzora i uzlaznog modula uvek teĉe struja veća od 4mA. Ako je veza u prekidu, struje nema. Postoje moduli i sa naponskim i sa strujnim ulazima, tako da korisnik moţe koristiti ulaz koji odgovara konkretnoj primeni. Tipiĉno, A/D moduli za industrijske primene imaju 12-bitnu rezoluciju, što znaĉi da se puni opseg ulaznog napona ili struje preslikava na 4096 (=212) digitalnih bita.
Dakle, da bi se analogna veliĉina dovela na ulaz PLC-a, njena kontinualna reprezentacija mora biti semplovana i konvertovana u numeriĉku vrednost od strane A/D konvertora.
Slika 2.23 Diskretizacija analognog signala po vremenu
A/D konvertori su u stanju da izvrše ograniĉeni broj konverzija u sekundi. Frekvencija odabiranja (semplovanja) je specificirana u tehniĉkoj dokumentaciji za
Upravljanje u realnom vremenu Vera V. Petrovic
18
izabrani konvertor. Maksimalna frekvencija semplovanja za PLC-ove iznosi oko 20Hz.
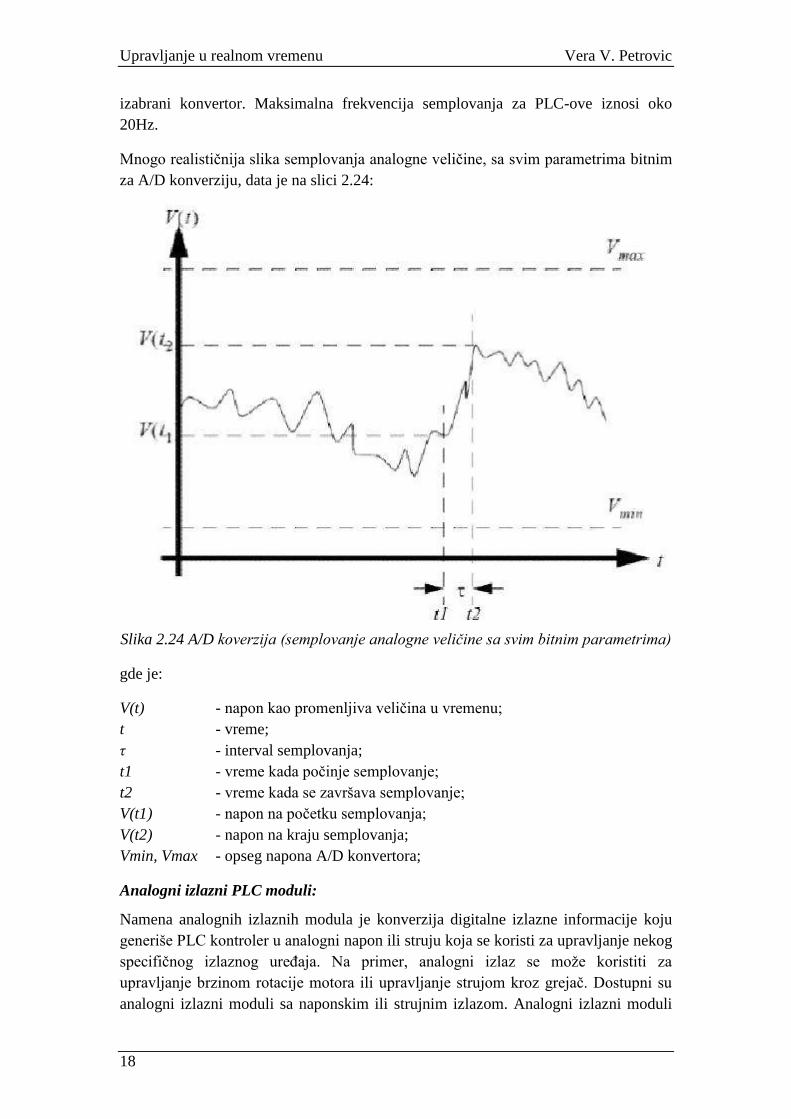
Mnogo realistiĉnija slika semplovanja analogne veliĉine, sa svim parametrima bitnim za A/D konverziju, data je na slici 2.24:
Slika 2.24 A/D koverzija (semplovanje analogne veličine sa svim bitnim parametrima)
gde je:
V(t) - napon kao promenljiva veliĉina u vremenu; t - vreme; τ - interval semplovanja; t1 - vreme kada poĉinje semplovanje; t2 - vreme kada se završava semplovanje; V(t1) - napon na poĉetku semplovanja; V(t2) - napon na kraju semplovanja; Vmin, Vmax - opseg napona A/D konvertora;
Analogni izlazni PLC moduli:
Namena analognih izlaznih modula je konverzija digitalne izlazne informacije koju generiše PLC kontroler u analogni napon ili struju koja se koristi za upravljanje nekog specifiĉnog izlaznog ureĊaja. Na primer, analogni izlaz se moţe koristiti za upravljanje brzinom rotacije motora ili upravljanje strujom kroz grejaĉ. Dostupni su analogni izlazni moduli sa naponskim ili strujnim izlazom. Analogni izlazni moduli
II TEORIJSKE OSNOVE 2.7 Hardver
19
generišu signale ĉiji napon ili struja moţe biti proizvoljna u okviru fiksnog opsega. Tipiĉan opseg izlaznog napona je 0 do 10V, a opseg struja 4mA do 20mA. Pored analognih PLC modula koji su iskljuĉivo ulazni ili iskljuĉivo izlazni, u upotrebi su i kombinovani analogni U/I moduli, koji poseduju odreĊeni broj analognih ulaza i analognih izlaza.
2.7.5 Izdvojeni ulazno-izlazni moduli
Upravljanje pojedinim procesima zahteva da U/I moduli budu locirani na razliĉitim
lokacijama. U nekim sluĉajevima mašine fiziĉki udaljene. U takvim sluĉajevima
poţeljno je pozicionirati U/I modul izvan PLC kontrolera, što bliţe mašini ili procesu
kojim upravljaju ili koga nadgledaju. Za spregu PLC kontrolera sa izdvojenim U/I modulima koriste se specijalizovani moduli (adapteri) koji se smeštaju u rek PLC kontrolera, port za ekstenziju.
Veza izmeĊu PLC kontrolera i izdvojenih U/I modula moţe biti ostvarena na razliĉite
naĉine. Po pravilu se koristi neka vrsta magistale za prenos podataka. Preko magistrale PLC kontroler i izdvojeni U/I moduli razmenjuju poruke.
2.7.6 Komunikacioni muduli
Komunikacija postaje sve znaĉajniji zadatak PLC kontrolera. U jednom integrisanom sistemu, javlja se potreba razmene podataka izmeĊu razliĉitih komponenti sistema. PLC kontroleri moraju biti u stanju da komuniciraju sa raĉunarima, CNC mašinama,
robotima i sa drugim PLC kontrolerima. U pogledu zapoĉinjanja komunikacije
potrebno je zapaziti da svi ureĊaji koji se nalaze u mreţi ne moraju da imaju iste funkcije. Naime, neki od njih mogu imati zadatak da nadziru neke ureĊaje ili da im
izdaju komande, dok drugi jednostavno izvršavaju dobijene naloge. U tom smislu postoje dva osnovna tipa uspostavljanja komunikacije.
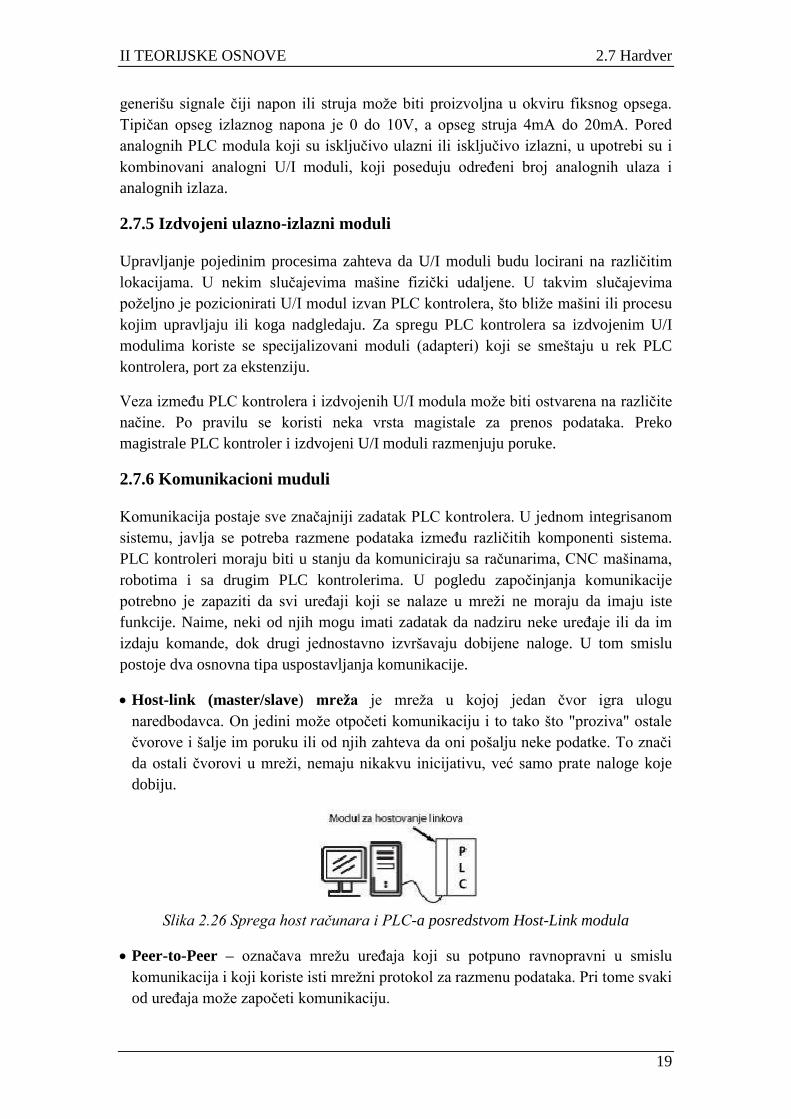
Host-link (master/slave) mreţa je mreţa u kojoj jedan ĉvor igra ulogu naredbodavca. On jedini moţe otpoĉeti komunikaciju i to tako što "proziva" ostale ĉvorove i šalje im poruku ili od njih zahteva da oni pošalju neke podatke. To znaĉi
da ostali ĉvorovi u mreţi, nemaju nikakvu inicijativu, već samo prate naloge koje dobiju.
Slika 2.26 Sprega host računara i PLC-a posredstvom Host-Link modula
Peer-to-Peer – oznaĉava mreţu ureĊaja koji su potpuno ravnopravni u smislu komunikacija i koji koriste isti mreţni protokol za razmenu podataka. Pri tome svaki od ureĊaja moţe zapoĉeti komunikaciju.
Upravljanje u realnom vremenu Vera V. Petrovic
20
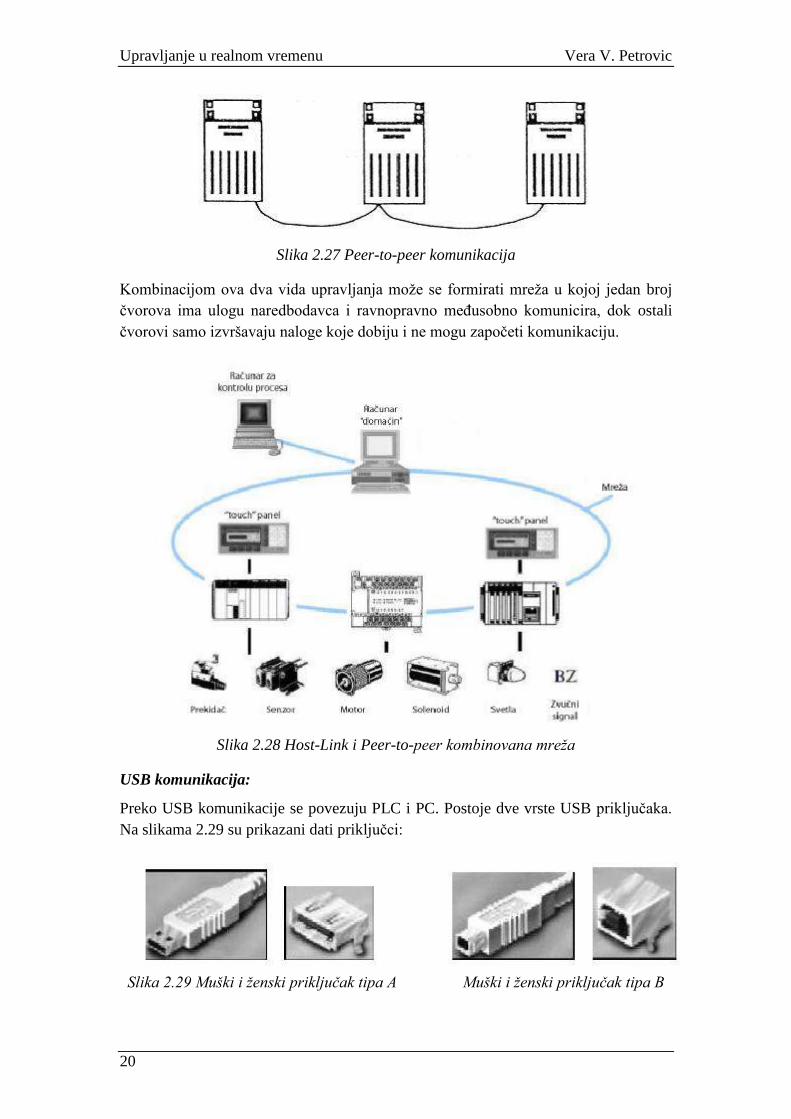
Slika 2.27 Peer-to-peer komunikacija
Kombinacijom ova dva vida upravljanja moţe se formirati mreţa u kojoj jedan broj ĉvorova ima ulogu naredbodavca i ravnopravno meĊusobno komunicira, dok ostali ĉvorovi samo izvršavaju naloge koje dobiju i ne mogu zapoĉeti komunikaciju.
Slika 2.28 Host-Link i Peer-to-peer kombinovana mreža
USB komunikacija:
Preko USB komunikacije se povezuju PLC i PC. Postoje dve vrste USB prikljuĉaka.
Na slikama 2.29 su prikazani dati prikljuĉci:
Slika 2.29 Muški i ženski priključak tipa A Muški i ženski priključak tipa B
II TEORIJSKE OSNOVE 2.8. Opšte funkcionalne karakteristike
21
RS 232 komunikacija:
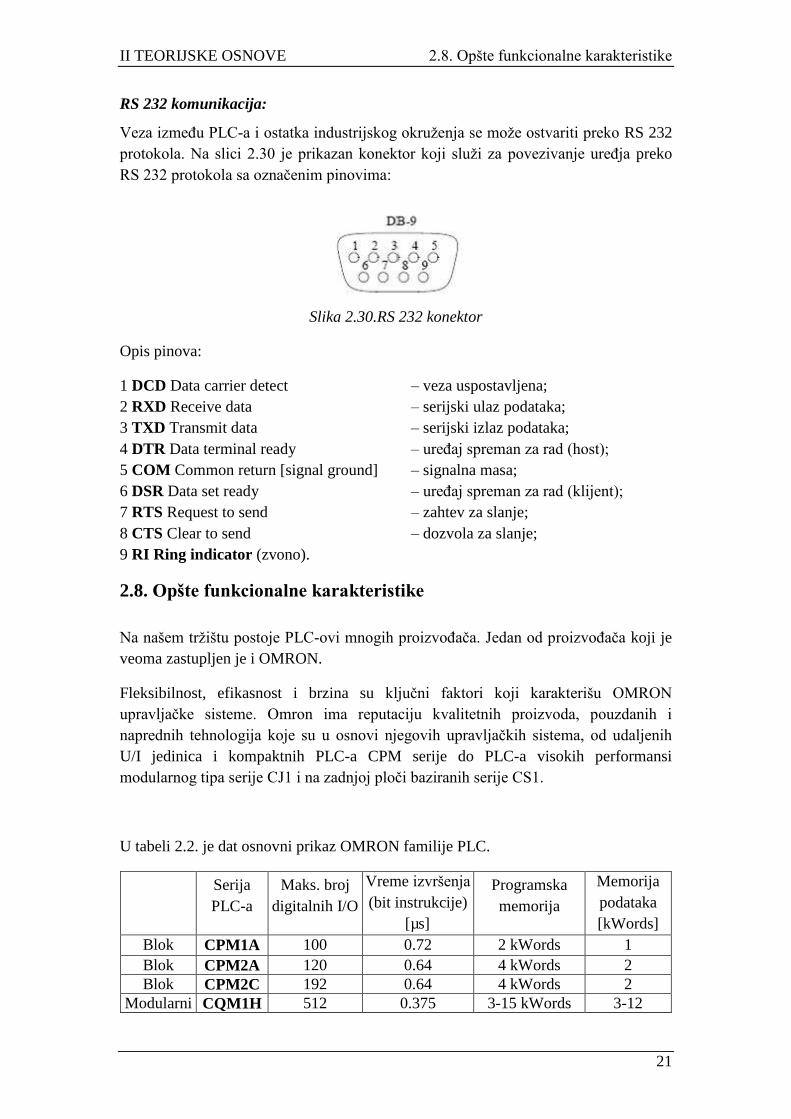
Veza izmeĊu PLC-a i ostatka industrijskog okruţenja se moţe ostvariti preko RS 232 protokola. Na slici 2.30 je prikazan konektor koji sluţi za povezivanje ureĊja preko RS 232 protokola sa oznaĉenim pinovima:
Slika 2.30.RS 232 konektor
Opis pinova:
1 DCD Data carrier detect – veza uspostavljena; 2 RXD Receive data – serijski ulaz podataka; 3 TXD Transmit data – serijski izlaz podataka; 4 DTR Data terminal ready – ureĊaj spreman za rad (host); 5 COM Common return [signal ground] – signalna masa; 6 DSR Data set ready – ureĊaj spreman za rad (klijent); 7 RTS Request to send – zahtev za slanje; 8 CTS Clear to send – dozvola za slanje; 9 RI Ring indicator (zvono).
2.8. Opšte funkcionalne karakteristike
Na našem trţištu postoje PLC-ovi mnogih proizvoĊaĉa. Jedan od proizvoĊaĉa koji je veoma zastupljen je i OMRON.
Fleksibilnost, efikasnost i brzina su kljuĉni faktori koji karakterišu OMRON upravljaĉke sisteme. Omron ima reputaciju kvalitetnih proizvoda, pouzdanih i naprednih tehnologija koje su u osnovi njegovih upravljaĉkih sistema, od udaljenih U/I jedinica i kompaktnih PLC-a CPM serije do PLC-a visokih performansi modularnog tipa serije CJ1 i na zadnjoj ploĉi baziranih serije CS1.
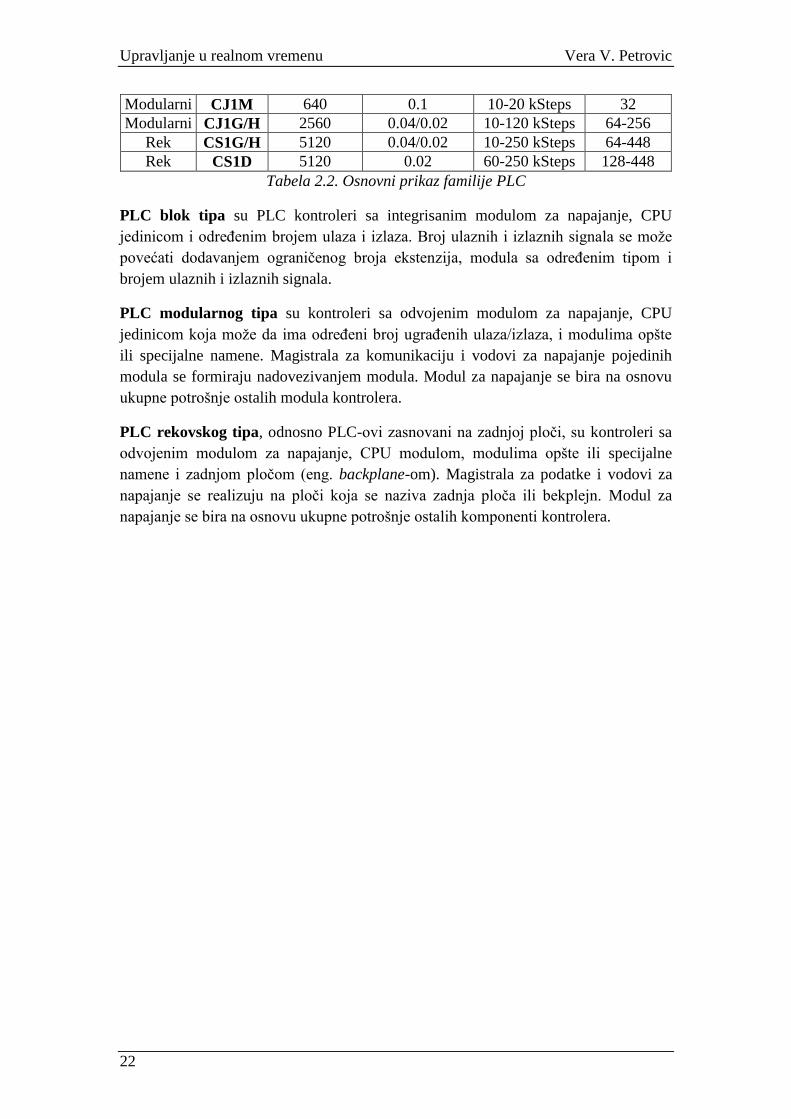
U tabeli 2.2. je dat osnovni prikaz OMRON familije PLC.
Serija PLC-a
Maks. broj digitalnih I/O
Vreme izvršenja (bit instrukcije)
[µs]
Programska memorija
Memorija podataka [kWords]
Blok
PLC
CPM1A 100 0.72 2 kWords 1 Blok
PLC
CPM2A 120 0.64 4 kWords 2 Blok
PLC
CPM2C 192 0.64 4 kWords 2 Modularni
PLC
CQM1H 512 0.375 3-15 kWords 3-12
Upravljanje u realnom vremenu Vera V. Petrovic
22
Modularni
PLC
CJ1M 640 0.1 10-20 kSteps 32 Modularni
PLC
CJ1G/H 2560 0.04/0.02 10-120 kSteps 64-256 Rek
PLC
CS1G/H 5120 0.04/0.02 10-250 kSteps 64-448 Rek
PLC
CS1D 5120 0.02 60-250 kSteps 128-448 Tabela 2.2. Osnovni prikaz familije PLC
PLC blok tipa su PLC kontroleri sa integrisanim modulom za napajanje, CPU jedinicom i odreĊenim brojem ulaza i izlaza. Broj ulaznih i izlaznih signala se moţe povećati dodavanjem ograniĉenog broja ekstenzija, modula sa odreĊenim tipom i brojem ulaznih i izlaznih signala.
PLC modularnog tipa su kontroleri sa odvojenim modulom za napajanje, CPU jedinicom koja moţe da ima odreĊeni broj ugraĊenih ulaza/izlaza, i modulima opšte ili specijalne namene. Magistrala za komunikaciju i vodovi za napajanje pojedinih modula se formiraju nadovezivanjem modula. Modul za napajanje se bira na osnovu ukupne potrošnje ostalih modula kontrolera.
PLC rekovskog tipa, odnosno PLC-ovi zasnovani na zadnjoj ploĉi, su kontroleri sa odvojenim modulom za napajanje, CPU modulom, modulima opšte ili specijalne namene i zadnjom ploĉom (eng. backplane-om). Magistrala za podatke i vodovi za napajanje se realizuju na ploĉi koja se naziva zadnja ploĉa ili bekplejn. Modul za napajanje se bira na osnovu ukupne potrošnje ostalih komponenti kontrolera.
23
III Laboratorijske veţbe

Upravljanje u realnom vremenu Vera V. Petrovic
24
III Laboratorijske veţbe CX-Programmer
25
VEŢBA 1.
CX-Programmer
Veţba 1.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
Upravljanje u realnom vremenu Vera V. Petrovic
26
1.1.Upoznavanje sa CX - Programerom
CX-Programmer je programski paket koji se, pored raznih drugih mogućnosti, koristi i za programiranje PLC kontrolera kao i za testiranje rada PLC kontrolera u on- line reţimu. Podrţava sve tipove OMRON-ovih PLC-ova.
Neophodni uslovi za pokretanje instalacije CX-Programmer-a su Microsoft Windows 98 ili novije verzije tog operativnog sistema i personalni raĉunar Pentium ili noviji.
CX-Programmer nudi širok spektar pogodnosti za PLC programera u svim fazama rada kao što su:
-kreiranje novog programa -editovanje i ĉuvanje programa -upisivanje programa u PLC i ĉitanje programa iz PLC-a -prikaz statusa programa tokom izvršenja -izmena programa u toku rada PLC-a (on-line edit) -promena moda rada PLC-a (Program, Monitor ili Run mod) -komentari unutar programa -simboliĉke adrese (svaka adresa ima svoje ime) -simboliĉka imena sekcija (svaka sekcija programa ima svoje ime) -komentari (simbola, rangova, instrukcije u programu itd.) -štampanje programa i dokumentacije -konverzija fajlova iz drugih programa
PLC programi se mogu kreirati na nekoliko naĉina od kojih je najpopularniji lestviĉasti (ladder) dijagram. Specijalni statement list editor omogućava korisniku da pristupi programu u obliku mnemoniĉke forme.
1.2. Povezivanje PLC-a i PC računara
PLC se povezuje sa PC raĉunarom preko RS-232 kabla. Jedan kraj kabla se povezuje na serijski port PC-a (9-pinski ili 25-pinski konektor), dok se drugi kraj povezuje sa RS-232C konektorom na PLC-u ili preko odgovarajućih adaptera na periferial port PLC-a. Odgovarajuća šema povezivanja se moţe pronaći u uputstvu za svaki PLC. Povezivanje je moguće izvršiti i preko RS422 serijskog interfejsa ili preko modema.
1.3. Instalacija
Ubacivanjem kompakt diska sa instalacionom verzijom CX-Programmer-a automatski se pokreće instalacija tokom koje će biti potrebno izabrati jezik instalacije, uneti broj licence softvera i izabrati direktorijum u koji će program biti instaliran.
Nakon završene instalacije CX-Programmer-a automatski se pokreće instalacija CX-Server-a, programskog paketa koji omogućava komunikaciju sa PLC-om, povezuje meĊusobno sve aplikacije CX paketa i bez kojeg nije moguće pokrenuti CX- Programmer. I ovde će biti potrebno izabrati direktorijum gde će biti instaliran
III Laboratorijske veţbe CX-Programmer
27
program kao i dodatnu podršku za Serijsku, Ethernet i Modemsku komunikaciju koja podrazumeva podršku za OMRON NSB konekcije (Network Service Board) koje omogućavaju povezivanje personalnog raĉunara sa PLC-om preko OMRON-ove SYSMAC-LINK ili SYSMAC-NET mreţe.
Ukoliko nemamo PLC spojen sa PC raĉunarom moţe se koristiti programski paket CX-Simulator (verzija 1.3 ili novija) ĉija je uloga da softverski simulira rad PLC-a što
praktiĉno omogućava testiranje programa u on-line reţimu. CX- Programmer se tada ne konektuje na stvaran PLC preko portova raĉunara nego se preko virtuelnih portova konektuje na simulator PLC-a koji pruţa sve pogodnosti kao stvaran PLC sa nekim dodatnim funkcijama za otklanjanje grešaka u programu.
1.4. Kreiranje projekta
Nakon instalacije u START meniju kreirana je grupa za CX-Programmer (najĉešće:
Start Programs Omron CX-Programer) preko koje moţe da se pokrene aplikacija. Nakon pokretanja se otvara prozor kao na slici. To je glavni prozor aplikacije koji omogućava pristup svim ostalim prozorima i funkcijama CX- Programmer-a (Slika 1.1).
Slika 1.1. Glavni prozor CX- Programera
Da bi se poĉelo sa pisanjem programa, potrebno je prvo kreirati projekat u kojem se odreĊuje tip PLC-a i konfigurišu parametri komunikacije izmeĊu PC raĉunara i PLC-a.
Upravljanje u realnom vremenu Vera V. Petrovic
28
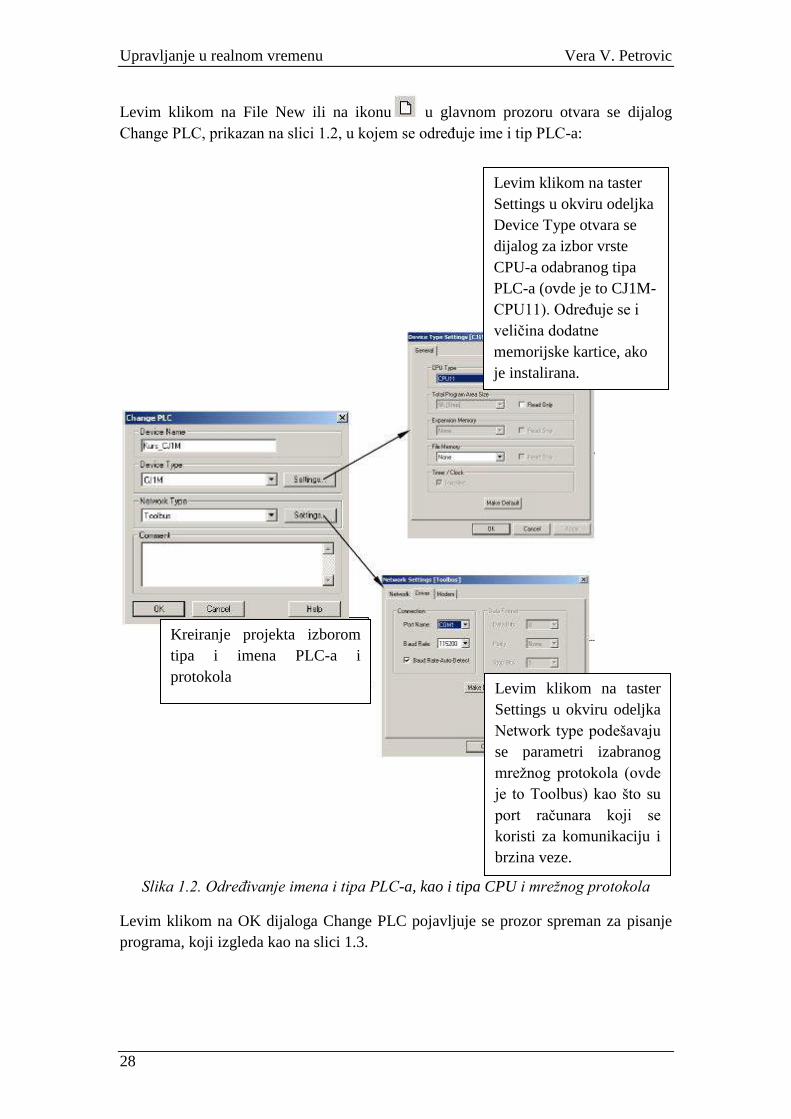
Levim klikom na File New ili na ikonu u glavnom prozoru otvara se dijalog Change PLC, prikazan na slici 1.2, u kojem se odreĊuje ime i tip PLC-a:
Slika 1.2. Određivanje imena i tipa PLC-a, kao i tipa CPU i mrežnog protokola
Levim klikom na OK dijaloga Change PLC pojavljuje se prozor spreman za pisanje programa, koji izgleda kao na slici 1.3.
Kreiranje projekta izborom tipa i imena PLC-a i protokola
Levim klikom na taster Settings u okviru odeljka Device Type otvara se dijalog za izbor vrste CPU-a odabranog tipa PLC-a (ovde je to CJ1M-CPU11). OdreĊuje se i veliĉina dodatne memorijske kartice, ako je instalirana.
Levim klikom na taster Settings u okviru odeljka Network type podešavaju
se parametri izabranog mreţnog protokola (ovde
je to Toolbus) kao što su
port raĉunara koji se
koristi za komunikaciju i brzina veze.
III Laboratorijske veţbe CX-Programmer
29
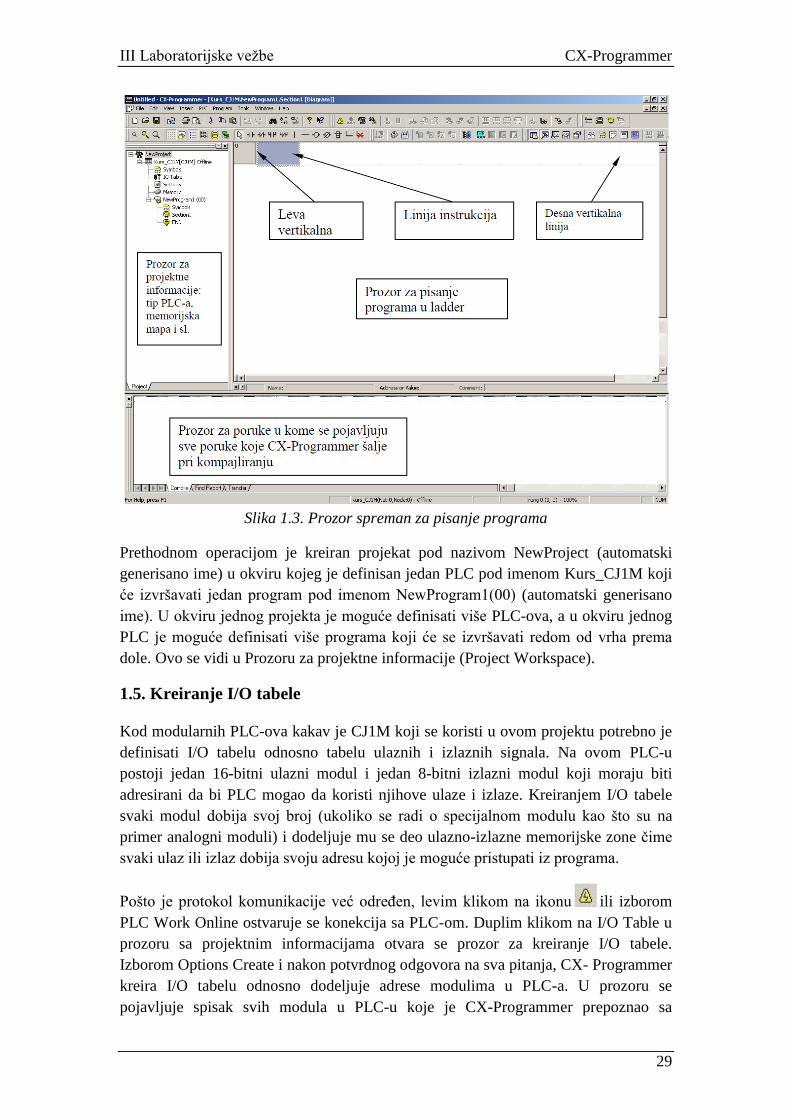
Slika 1.3. Prozor spreman za pisanje programa
Prethodnom operacijom je kreiran projekat pod nazivom NewProject (automatski generisano ime) u okviru kojeg je definisan jedan PLC pod imenom Kurs_CJ1M koji će izvršavati jedan program pod imenom NewProgram1(00) (automatski generisano ime). U okviru jednog projekta je moguće definisati više PLC-ova, a u okviru jednog PLC je moguće definisati više programa koji će se izvršavati redom od vrha prema
dole. Ovo se vidi u Prozoru za projektne informacije (Project Workspace).
1.5. Kreiranje I/O tabele
Kod modularnih PLC-ova kakav je CJ1M koji se koristi u ovom projektu potrebno je definisati I/O tabelu odnosno tabelu ulaznih i izlaznih signala. Na ovom PLC-u postoji jedan 16-bitni ulazni modul i jedan 8-bitni izlazni modul koji moraju biti adresirani da bi PLC mogao da koristi njihove ulaze i izlaze. Kreiranjem I/O tabele svaki modul dobija svoj broj (ukoliko se radi o specijalnom modulu kao što su na primer analogni moduli) i dodeljuje mu se deo ulazno-izlazne memorijske zone ĉime
svaki ulaz ili izlaz dobija svoju adresu kojoj je moguće pristupati iz programa.
Pošto je protokol komunikacije već odreĊen, levim klikom na ikonu ili izborom PLC Work Online ostvaruje se konekcija sa PLC-om. Duplim klikom na I/O Table u prozoru sa projektnim informacijama otvara se prozor za kreiranje I/O tabele. Izborom Options Create i nakon potvrdnog odgovora na sva pitanja, CX- Programmer kreira I/O tabelu odnosno dodeljuje adrese modulima u PLC-a. U prozoru se pojavljuje spisak svih modula u PLC-u koje je CX-Programmer prepoznao sa
Upravljanje u realnom vremenu Vera V. Petrovic
30
dodeljenim adresama. Prvom ulaznom modulu sa brojem 00 (broj oznaĉava da je modul na prvom mestu do CPU modula) dodeljena je adresa 0 a drugom izlaznom modulu sa brojem 01 dodeljena je adresa 1. To znaĉi da će 16 ulaznih digitalnih signala imati adrese od 0.0 do 0.15 dok će 8 izlaznih signala imati adrese 1.0 do 1.7. To su adrese preko kojih se pristupa ulazima i izlazima.
Opis funkcija CX-Programmer-a biće dat kroz pisanje jednostavnog programa.
1.6. Pisanje programa
Program, koji će biti napisan, izvršava jednostavan zadatak da se pritiskom na taster koji aktivira digitalni ulaz PLC-a aktivira rele na izlazu PLC-a. Dok je taster pritisnut rele je aktivirano odnosno izlaz PLC-a je aktiviran, dok se otpuštanjem tastera rele otvara i izlaz PLC-a se resetuje.
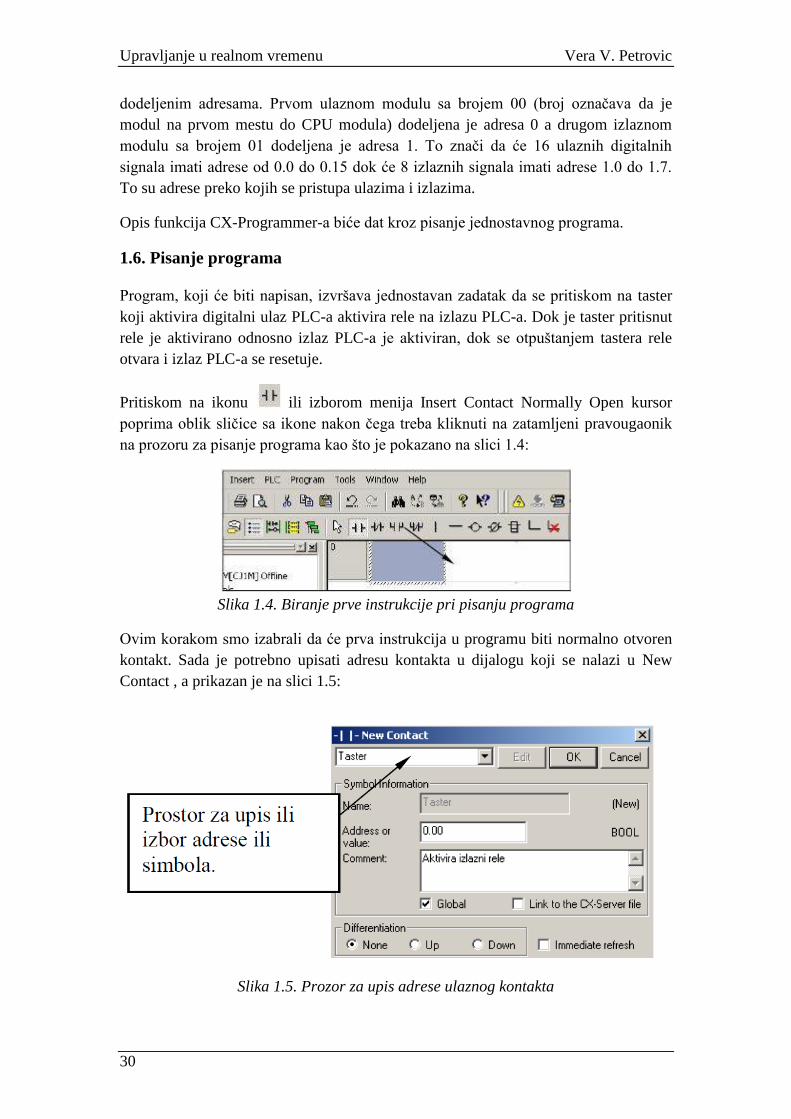
Pritiskom na ikonu ili izborom menija Insert Contact Normally Open kursor poprima oblik sliĉice sa ikone nakon ĉega treba kliknuti na zatamljeni pravougaonik na prozoru za pisanje programa kao što je pokazano na slici 1.4:
Slika 1.4. Biranje prve instrukcije pri pisanju programa
Ovim korakom smo izabrali da će prva instrukcija u programu biti normalno otvoren kontakt. Sada je potrebno upisati adresu kontakta u dijalogu koji se nalazi u New Contact , a prikazan je na slici 1.5:
Slika 1.5. Prozor za upis adrese ulaznog kontakta
III Laboratorijske veţbe CX-Programmer
31
U prostoru za upis upisuje se adresa kontakta u formatu 0.00 ili 000 (bit 0 u reĉi 0) što
je, prema IO tabeli koja je kreirana, bit 0 na ulaznom modulu (16-bitni ulazni modul je alocirao reĉ 0) ili, umesto adrese, ime simbola Taster, ĉime polje za adresu tog simbola postaje dostupno za upis, kao i prostor za komentar tog simbola ili adrese (ako simbol prethodno nije bio kreiran). Na ovaj naĉin se kreiraju simboli tokom programiranja, a ukoliko su već kreirani u ovom prostoru se moţe izabrati
imepostojećeg simbola.
U ovom dijalogu se moţe izabrati da kreiran simbol bude globalan (Global) što znaĉi
da je dostupan svim programima koji se izvršavaju na PLC-u što ovde nema znaĉaja
jer imamo samo jedan program. U odeljku Differentiation se bira da li će ovaj kontakt da bude aktivan samo jedan ciklus na uzlaznu (Up) ili silaznu ivicu (Down) ili će biti
aktivan dokle god je na dodeljenoj adresi 0.0 logiĉka jedinica (None). Ostale opcije neće biti ovde razmatrane. Klikom na OK dijaloga New Contact kreirana je prva instrukcija programa na kojoj se moţe videti ime simbola, adresa i komentar što su opcije koje se mogu podešavati.
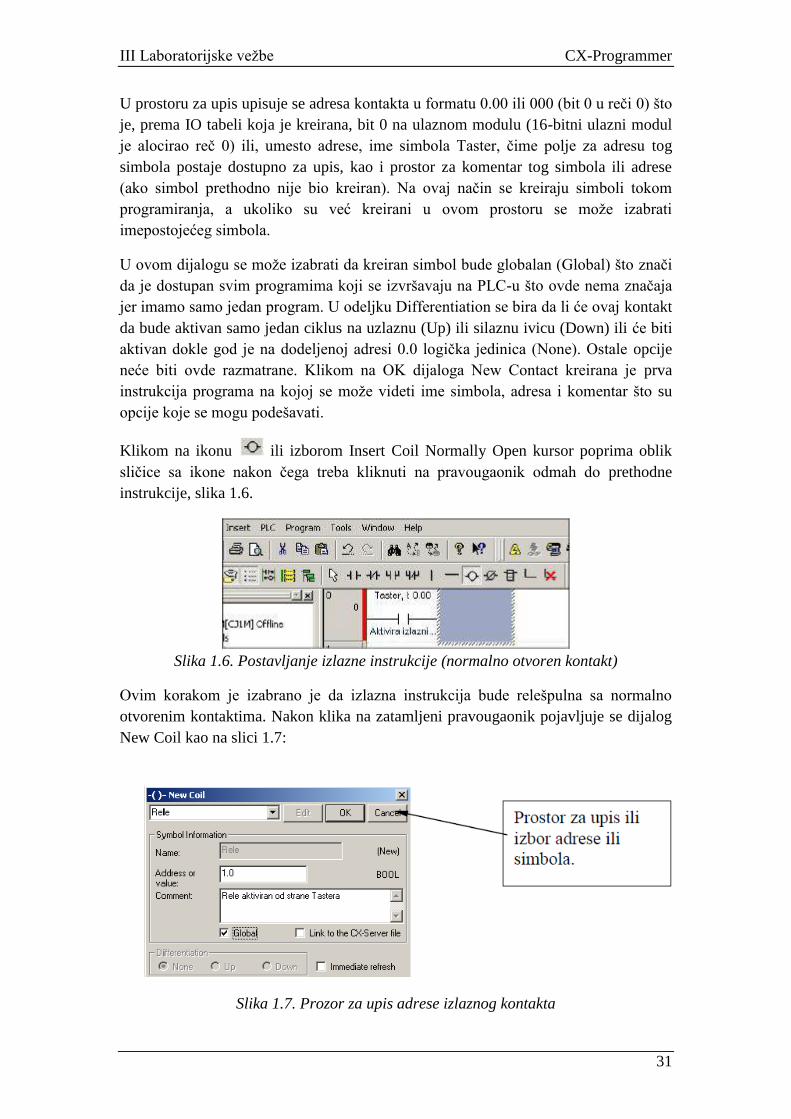
Klikom na ikonu ili izborom Insert Coil Normally Open kursor poprima oblik sliĉice sa ikone nakon ĉega treba kliknuti na pravougaonik odmah do prethodne instrukcije, slika 1.6.
Slika 1.6. Postavljanje izlazne instrukcije (normalno otvoren kontakt)
Ovim korakom je izabrano je da izlazna instrukcija bude relešpulna sa normalno otvorenim kontaktima. Nakon klika na zatamljeni pravougaonik pojavljuje se dijalog New Coil kao na slici 1.7:
Slika 1.7. Prozor za upis adrese izlaznog kontakta
Upravljanje u realnom vremenu Vera V. Petrovic
32
U prostoru za upis adrese u formatu 100.00 ili 10000 (bit 0 u reĉi 100) što je, prema
I/O tabeli koja je kreirana, bit 0 na izlaznom modulu (8-bitni izlazni modul je alocirao reĉ 1) ili, umesto adrese, ime simbola Rele ĉime polje za adresu tog simbola postaje dostupno za upis, kao i prostor za komentar tog simbola ili adrese (ako simbol prethodno nije bio kreiran).
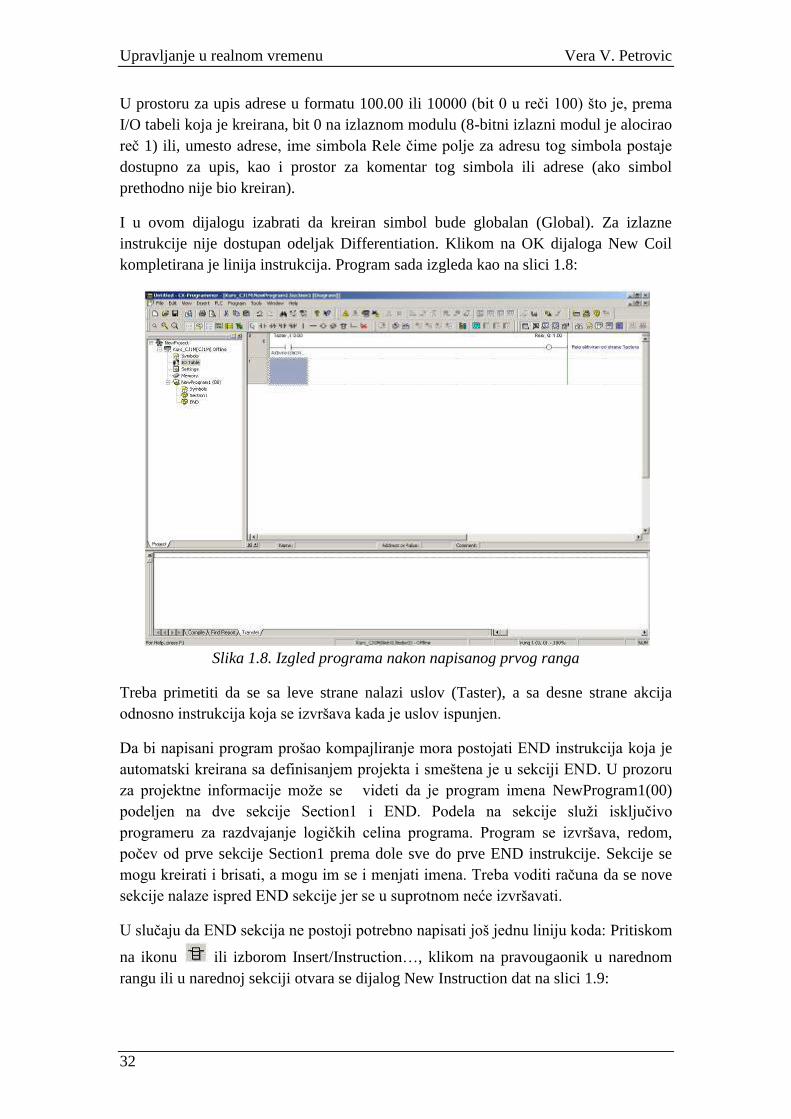
I u ovom dijalogu izabrati da kreiran simbol bude globalan (Global). Za izlazne instrukcije nije dostupan odeljak Differentiation. Klikom na OK dijaloga New Coil kompletirana je linija instrukcija. Program sada izgleda kao na slici 1.8:
Slika 1.8. Izgled programa nakon napisanog prvog ranga
Treba primetiti da se sa leve strane nalazi uslov (Taster), a sa desne strane akcija odnosno instrukcija koja se izvršava kada je uslov ispunjen.
Da bi napisani program prošao kompajliranje mora postojati END instrukcija koja je automatski kreirana sa definisanjem projekta i smeštena je u sekciji END. U prozoru za projektne informacije moţe se videti da je program imena NewProgram1(00) podeljen na dve sekcije Section1 i END. Podela na sekcije sluţi iskljuĉivo
programeru za razdvajanje logiĉkih celina programa. Program se izvršava, redom, poĉev od prve sekcije Section1 prema dole sve do prve END instrukcije. Sekcije se mogu kreirati i brisati, a mogu im se i menjati imena. Treba voditi raĉuna da se nove sekcije nalaze ispred END sekcije jer se u suprotnom neće izvršavati.
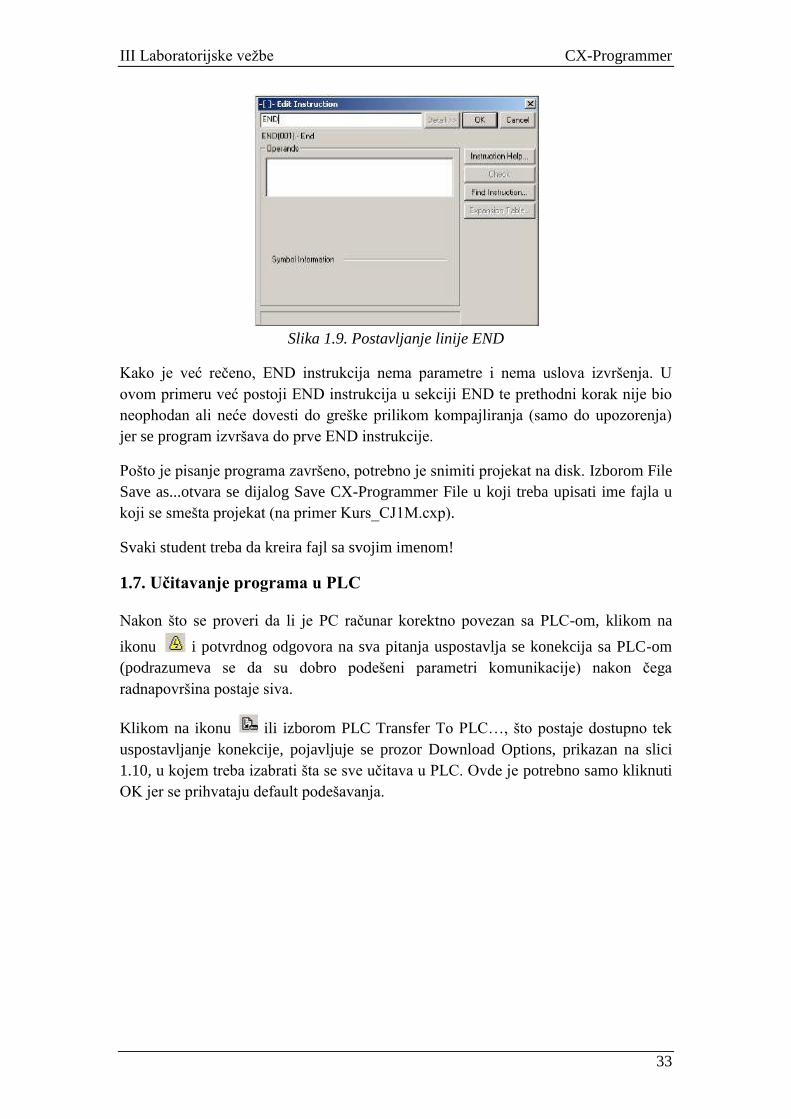
U sluĉaju da END sekcija ne postoji potrebno napisati još jednu liniju koda: Pritiskom
na ikonu ili izborom Insert/Instruction…, klikom na pravougaonik u narednom rangu ili u narednoj sekciji otvara se dijalog New Instruction dat na slici 1.9:
III Laboratorijske veţbe CX-Programmer
33
Slika 1.9. Postavljanje linije END
Kako je već reĉeno, END instrukcija nema parametre i nema uslova izvršenja. U ovom primeru već postoji END instrukcija u sekciji END te prethodni korak nije bio neophodan ali neće dovesti do greške prilikom kompajliranja (samo do upozorenja) jer se program izvršava do prve END instrukcije.
Pošto je pisanje programa završeno, potrebno je snimiti projekat na disk. Izborom File Save as...otvara se dijalog Save CX-Programmer File u koji treba upisati ime fajla u koji se smešta projekat (na primer Kurs_CJ1M.cxp).
Svaki student treba da kreira fajl sa svojim imenom!
1.7. Učitavanje programa u PLC
Nakon što se proveri da li je PC raĉunar korektno povezan sa PLC-om, klikom na
ikonu i potvrdnog odgovora na sva pitanja uspostavlja se konekcija sa PLC-om (podrazumeva se da su dobro podešeni parametri komunikacije) nakon ĉega
radnapovršina postaje siva.
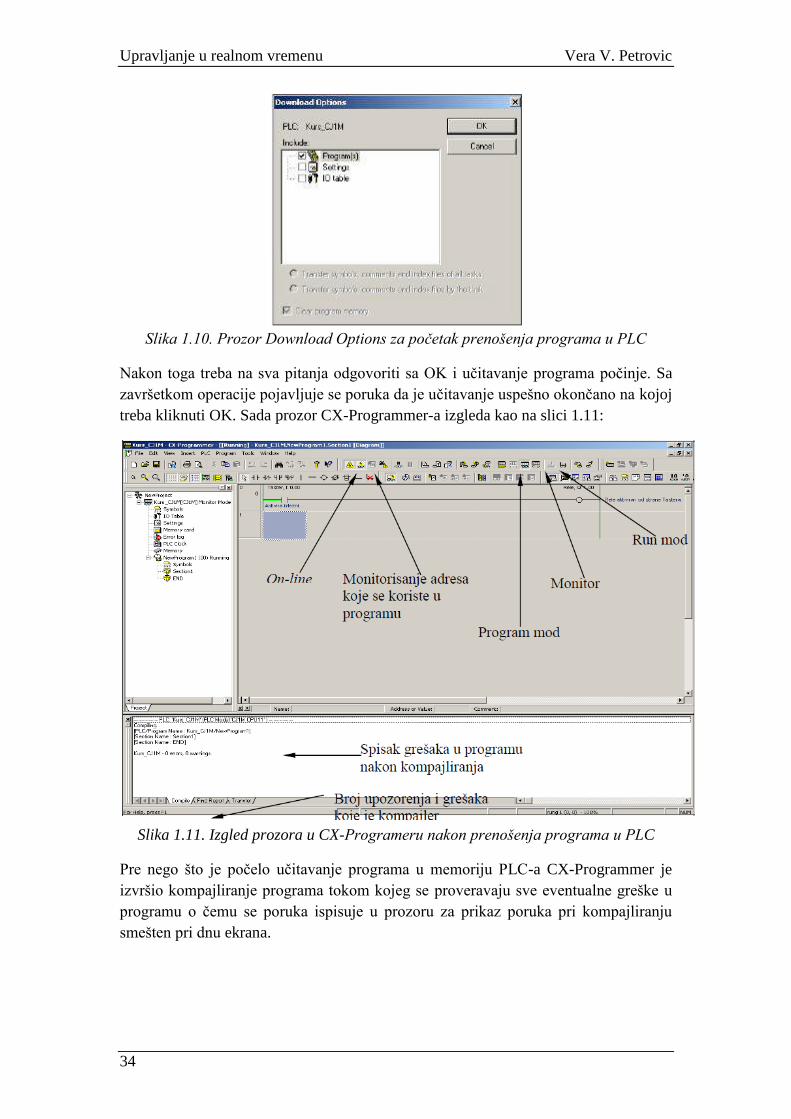
Klikom na ikonu ili izborom PLC Transfer To PLC…, što postaje dostupno tek
uspostavljanje konekcije, pojavljuje se prozor Download Options, prikazan na slici 1.10, u kojem treba izabrati šta se sve uĉitava u PLC. Ovde je potrebno samo kliknuti OK jer se prihvataju default podešavanja.
Upravljanje u realnom vremenu Vera V. Petrovic
34
Slika 1.10. Prozor Download Options za početak prenošenja programa u PLC
Nakon toga treba na sva pitanja odgovoriti sa OK i uĉitavanje programa poĉinje. Sa završetkom operacije pojavljuje se poruka da je uĉitavanje uspešno okonĉano na kojoj treba kliknuti OK. Sada prozor CX-Programmer-a izgleda kao na slici 1.11:
Slika 1.11. Izgled prozora u CX-Programeru nakon prenošenja programa u PLC
Pre nego što je poĉelo uĉitavanje programa u memoriju PLC-a CX-Programmer je izvršio kompajliranje programa tokom kojeg se proveravaju sve eventualne greške u programu o ĉemu se poruka ispisuje u prozoru za prikaz poruka pri kompajliranju smešten pri dnu ekrana.

III Laboratorijske veţbe CX-Programmer
35
1.8. Provera rada programa
Najjednostavniji naĉin provere rada programa je da se PLC prebaci u RUN mod i program testira na samom ureĊaju ili nekom sistemu automatizacije. Bolji i bezbedniji naĉin je da se PLC prebaci u Monitor mod i da se izvrši simulacija rada ureĊaja ili
procesa za ĉiju kontrolu se piše program. Da bi se PLC prebacio u Monitor mod treba kliknuti na ikone prikazane na slici 1.12:
Slika 1.12. Prebacivanje PLC-a u Monitor mod
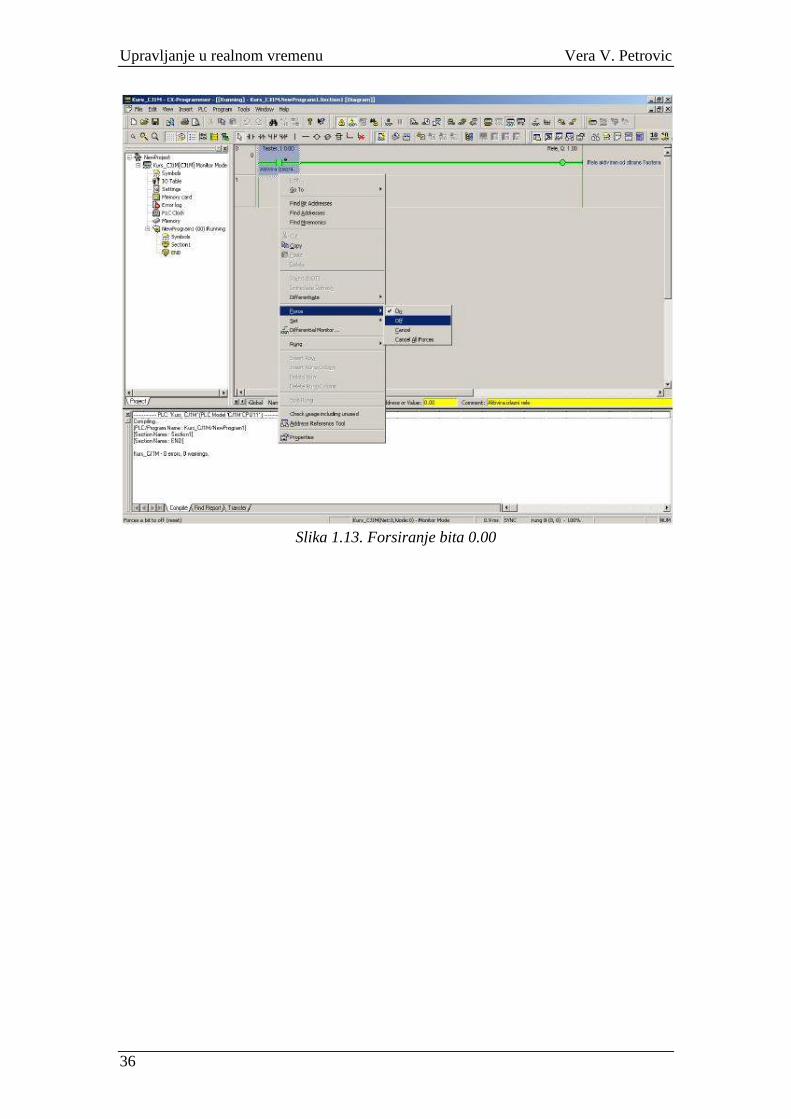
Pošto je bit 0.00 vezan za fiziĉki ulaz (aktiviranje fiziĉkog tastera dovodi do postavljanja bita 0.00 na 1) mora se pristupiti softverskom forsiranju (Force) te adrese (jer ţelimo da testiramo program pre fiziĉkog vezivanja PLC-a na ulazne i izlazne ureĊaje kako bi izbegli havariju u sluĉaju greške u programu). Bitovi koji nisu vezani za fiziĉke ulaze/izlaze mogu se i setovati (Set). Prilikom forsiranja bita on ostaje na 1 bez obzira što se fiziĉki na ulazu 0.00 ne dovodi signal. Desnim klikom na kontakt Taster (bit 0.00) u padajućem meniju se bira opcija Force On ĉime se simulira da je taster pritisnut. Vidimo da izlazni bit 100.00 dobija vrednost jedan, a na PLC-u se moţe ĉuti kako su odradili kontakti releja, a lampica koja odgovara bitu 0 na izlaznom modulu je poĉela da svetli što znaĉi da program odraĊuje ţeljenu proceduru aktiviranja izlaza dok je taster pritisnut. Kada izborom u meniju desnog klika na kontakt Taster, opcije Force Off simulira se puštanje tastera izlazni bit 100.00 dobija vrednost 0, a kontakti releja se razdvajaju i lampica na izlaznom modulu se gasi. Ovde je simulacijom proverena ispravnost programa. Na slici 1.13 pokazana je operacija forsiranja bita 0.00 na Off stanje.
Upravljanje u realnom vremenu Vera V. Petrovic
36
Slika 1.13. Forsiranje bita 0.00
III Laboratorijske veţbe WinProLadder
37
VEŢBA 2.
WinProLadder
Veţba 2.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:

Upravljanje u realnom vremenu Vera V. Petrovic
38
2.1. Upoznavanje sa WinProLadder-om
WinProLadder je program za programiranje i proveru rada PLC kontrolera firme Fatek. WinProLadder je softverski paket zasnovan na Windows platformi koji prati standardne konvencije Windows okruţenja, što ga korisniku ĉini lakšim za uĉenje i korišćenje, bez obzira da li je korisnik poĉetnik ili iskusniji korisnik. Programsko okruţenje za razvoj projekta je ostvareno preko hijerarhijskog stabla. Svi elementi u projektu mogu biti aktivirani direktno klikom miša na objekat stabla obezbeĊujući brz pristup i opseţan pregled projekta u izradi. Omogućen je lak naĉin unosa podataka koji objedinjuje i tastaturu i miša kao ulazne ureĊaje, tako da bez obzira da li se radi na terenu ili u kancelariji, softverom se upravlja lako i efikasno. Višestruki prozori u programu mogu da prikaţu razliĉite podgrupe programa u isto vreme. Moguće je obaviti kopiranje, isecanje, nalepljivanje, brisanje i poreĊenje meĊu prozorima. WinProladder pruţa mogućnost izmene fleksibilne mreţe Leder programa. Uz pomoć operacija kopiranja i brisanja, mogu se završiti sloţeni programi uz nekoliko pritiska tastera na tastaturi. Postoji i opcija za pretragu, kojom korisnik moţe potraţiti ţeljeni kontakt, registar ili funkciju. TakoĊe, postoji još puno opcija, a sve u cilju brţeg i jednostavnijeg korišćenja.
2.2. Kreiranje projekta
Instalirani program WinProLadder pokreće se iz start menija u kome je kreirana grupa za Fatek PLC klikom na ikonicu WinProLadder. Nakon pokretanja pojavljuje se prozor kao na slici 2.1.
Slika 2.1. Glavni prozor programa WinProLadder
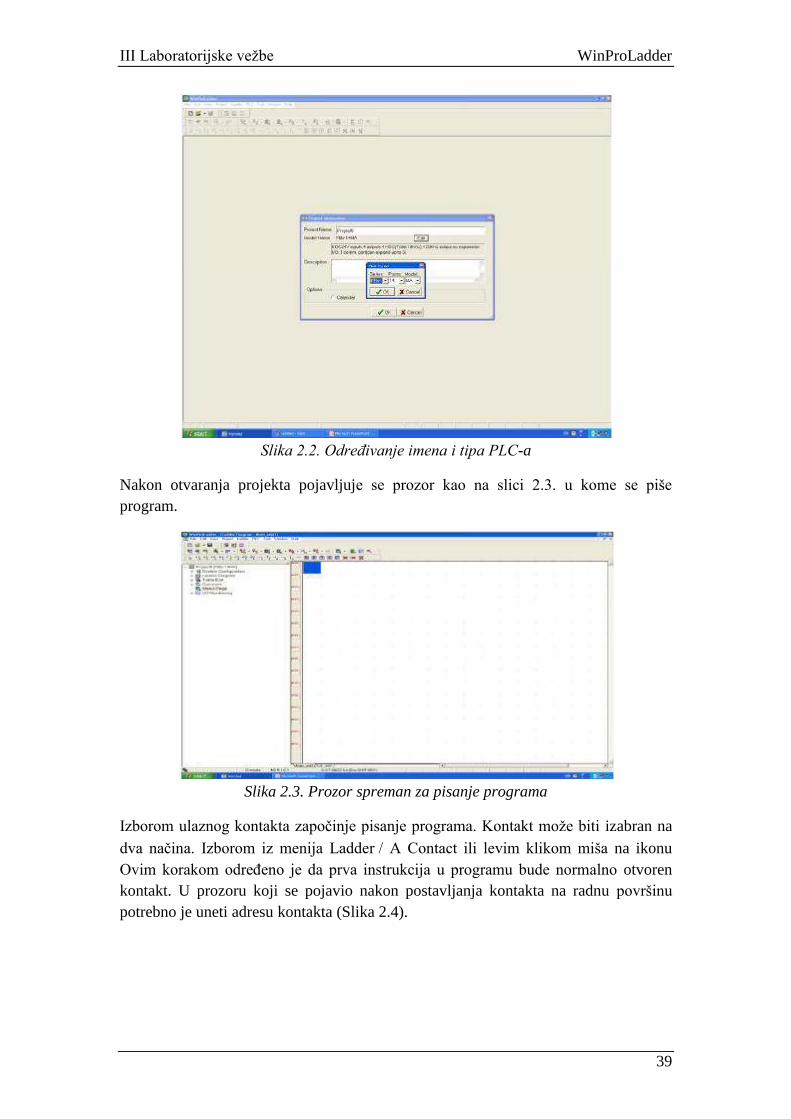
Pre poĉetka pisanja programa treba kreirati projekat u kome je potrebno definisati tip PLC-a. Levim klikom miša na File New Project pojavljuje se prozor prikazan na slici 2.2. u kom je već ponuĊen PLC. U sluĉaju da ponuĊeni PLC nije onaj za koji će
biti pisan program, pritiskom na dugme Edit pojavljuje se prozor u kom se vrši izbor
odgovarajućeg PLC-a.
III Laboratorijske veţbe WinProLadder
39
Slika 2.2. Određivanje imena i tipa PLC-a
Nakon otvaranja projekta pojavljuje se prozor kao na slici 2.3. u kome se piše program.
Slika 2.3. Prozor spreman za pisanje programa
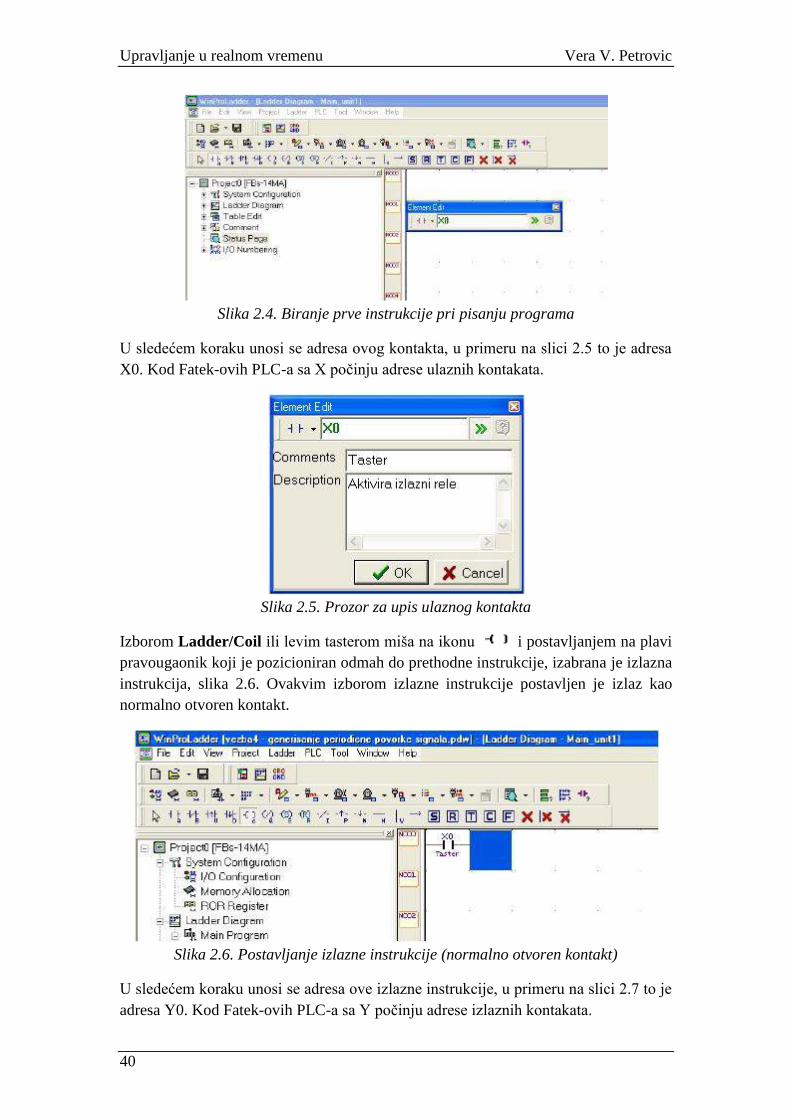
Izborom ulaznog kontakta zapoĉinje pisanje programa. Kontakt moţe biti izabran na dva naĉina. Izborom iz menija Ladder A Contact ili levim klikom miša na ikonu Ovim korakom odreĊeno je da prva instrukcija u programu bude normalno otvoren kontakt. U prozoru koji se pojavio nakon postavljanja kontakta na radnu površinu
potrebno je uneti adresu kontakta (Slika 2.4).
Upravljanje u realnom vremenu Vera V. Petrovic
40
Slika 2.4. Biranje prve instrukcije pri pisanju programa
U sledećem koraku unosi se adresa ovog kontakta, u primeru na slici 2.5 to je adresa X0. Kod Fatek-ovih PLC-a sa X poĉinju adrese ulaznih kontakata.
Slika 2.5. Prozor za upis ulaznog kontakta
Izborom Ladder/Coil ili levim tasterom miša na ikonu i postavljanjem na plavi pravougaonik koji je pozicioniran odmah do prethodne instrukcije, izabrana je izlazna instrukcija, slika 2.6. Ovakvim izborom izlazne instrukcije postavljen je izlaz kao normalno otvoren kontakt.
Slika 2.6. Postavljanje izlazne instrukcije (normalno otvoren kontakt)
U sledećem koraku unosi se adresa ove izlazne instrukcije, u primeru na slici 2.7 to je adresa Y0. Kod Fatek-ovih PLC-a sa Y poĉinju adrese izlaznih kontakata.
III Laboratorijske veţbe WinProLadder
41
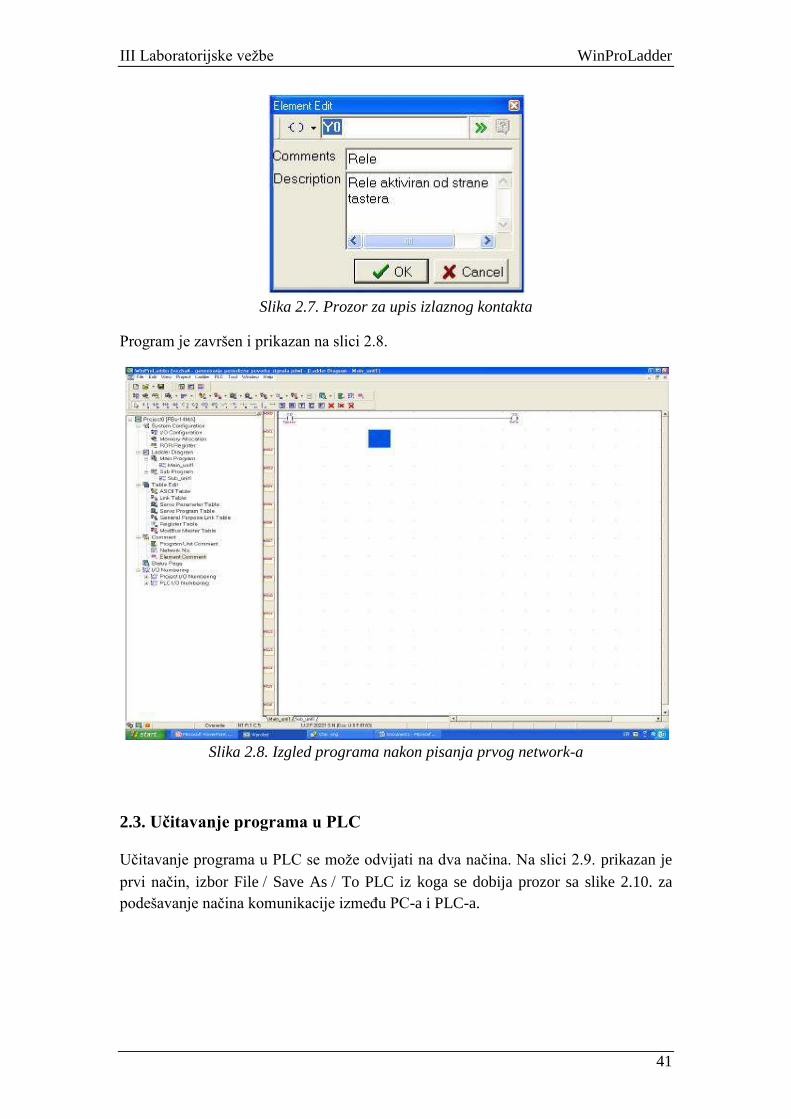
Slika 2.7. Prozor za upis izlaznog kontakta
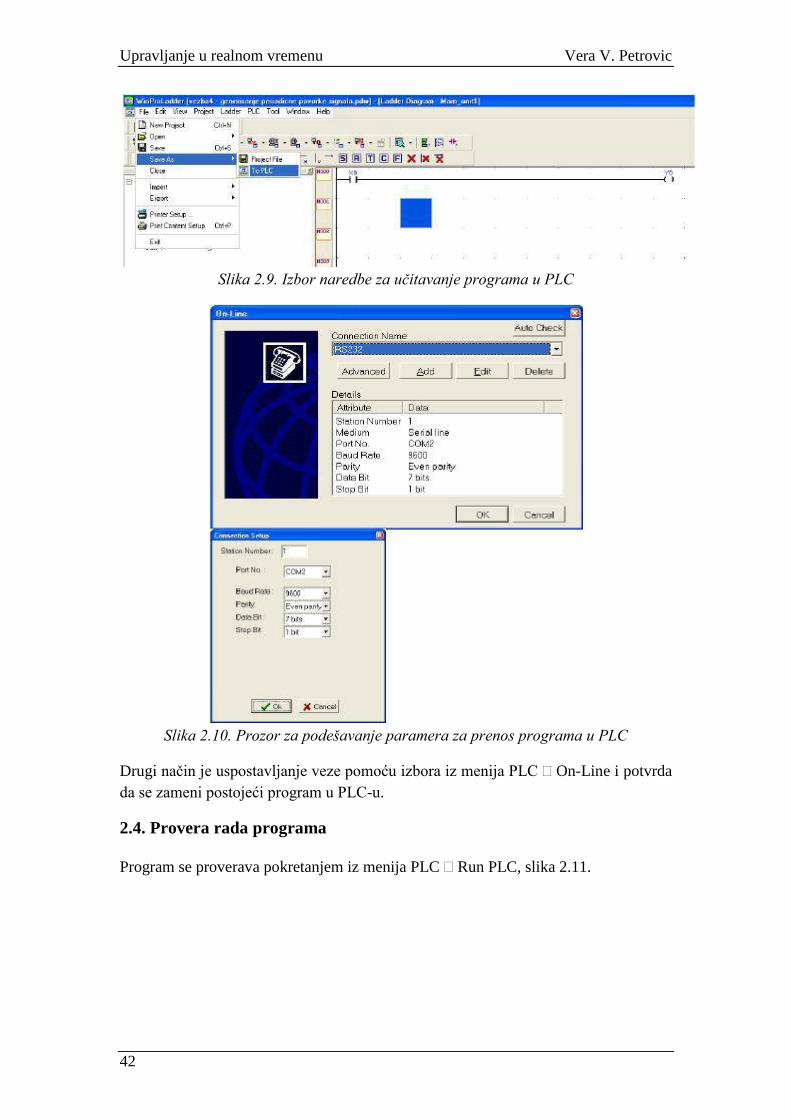
Program je završen i prikazan na slici 2.8.
Slika 2.8. Izgled programa nakon pisanja prvog network-a
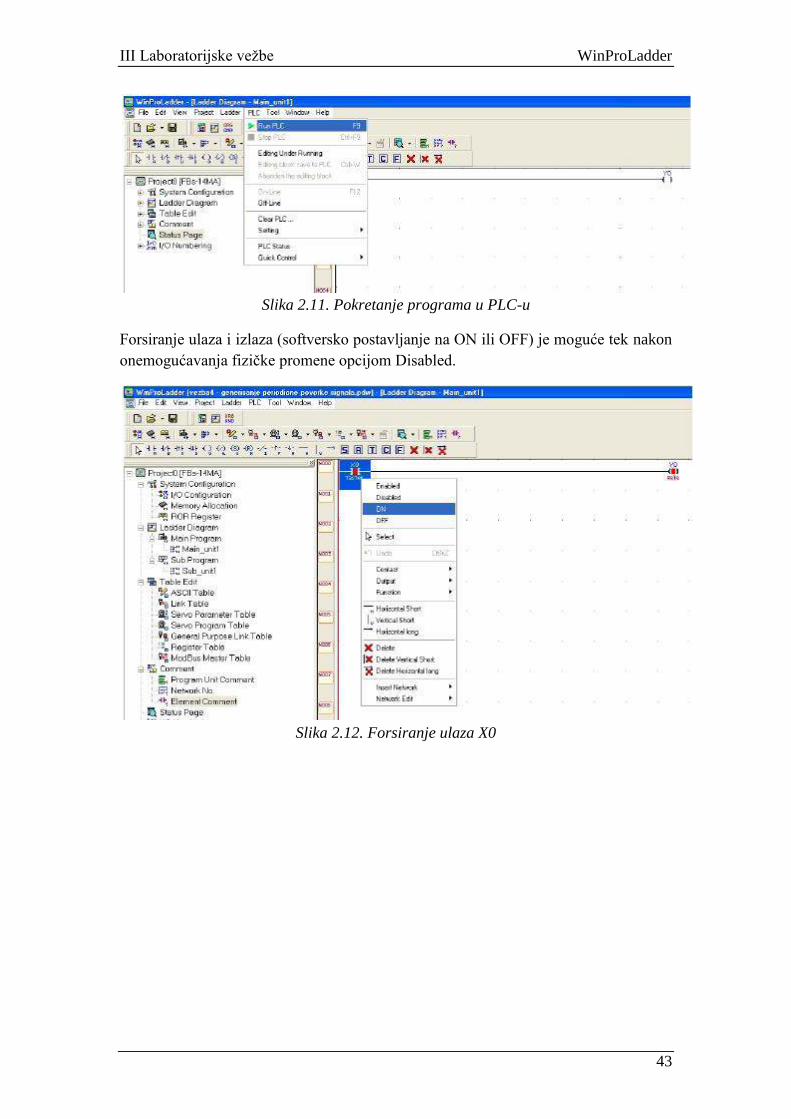
2.3. Učitavanje programa u PLC
Uĉitavanje programa u PLC se moţe odvijati na dva naĉina. Na slici 2.9. prikazan je
prvi naĉin, izbor File Save As To PLC iz koga se dobija prozor sa slike 2.10. za podešavanje naĉina komunikacije izmeĊu PC-a i PLC-a.
Upravljanje u realnom vremenu Vera V. Petrovic
42
Slika 2.9. Izbor naredbe za učitavanje programa u PLC
Slika 2.10. Prozor za podešavanje paramera za prenos programa u PLC
Drugi naĉin je uspostavljanje veze pomoću izbora iz menija PLC On-Line i potvrda da se zameni postojeći program u PLC-u.
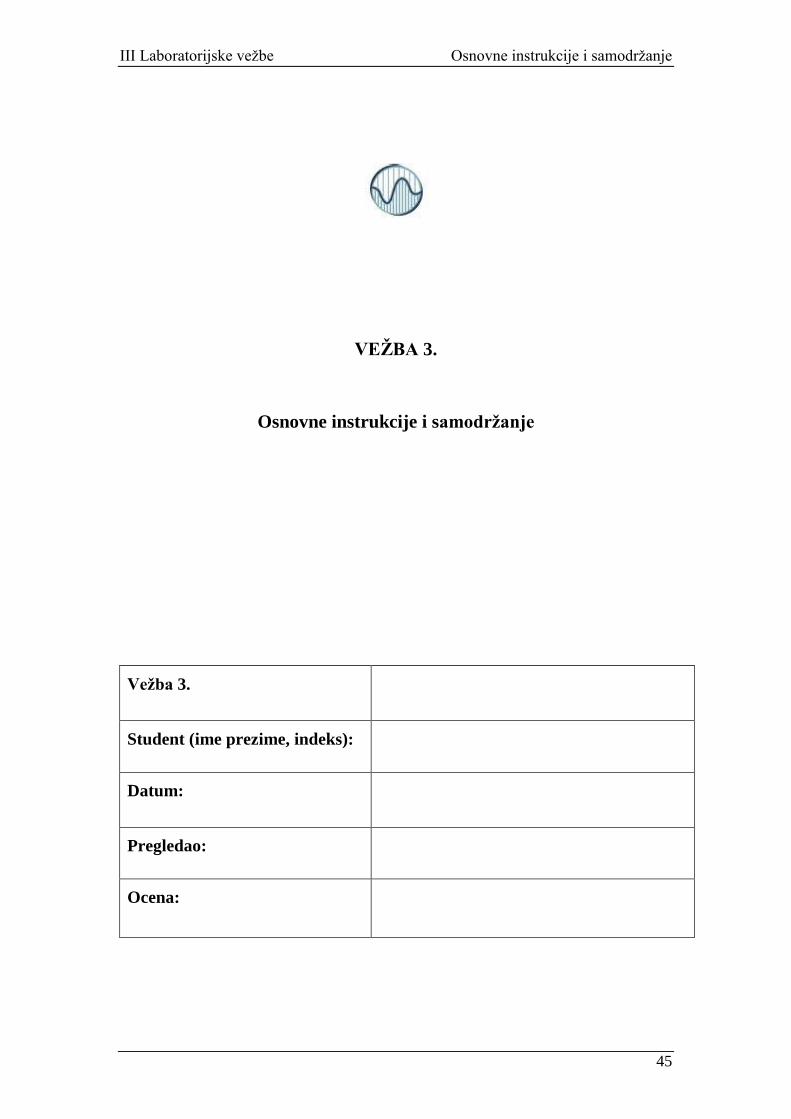
2.4. Provera rada programa
Program se proverava pokretanjem iz menija PLC Run PLC, slika 2.11.
III Laboratorijske veţbe WinProLadder
43
Slika 2.11. Pokretanje programa u PLC-u
Forsiranje ulaza i izlaza (softversko postavljanje na ON ili OFF) je moguće tek nakon onemogućavanja fiziĉke promene opcijom Disabled.
Slika 2.12. Forsiranje ulaza X0

Upravljanje u realnom vremenu Vera V. Petrovic
44
III Laboratorijske veţbe Osnovne instrukcije i samodrţanje
45
VEŢBA 3.
Osnovne instrukcije i samodrţanje
Veţba 3.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
Upravljanje u realnom vremenu Vera V. Petrovic
46
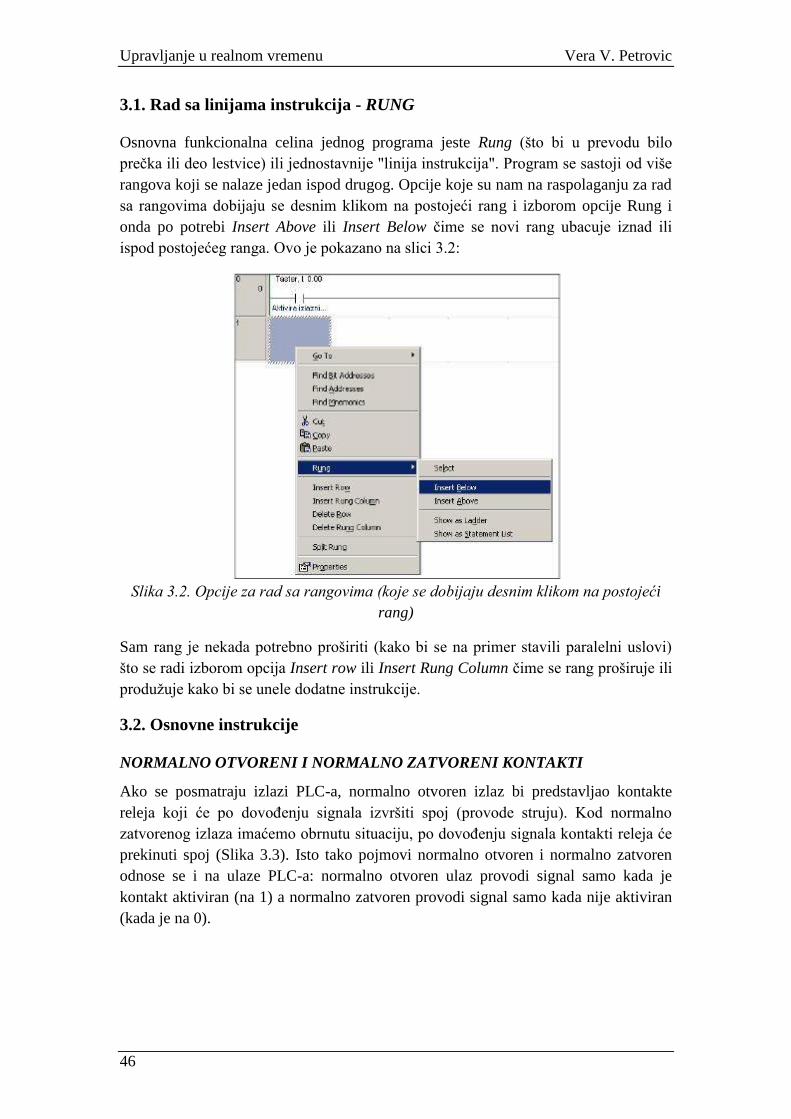
3.1. Rad sa linijama instrukcija - RUNG
Osnovna funkcionalna celina jednog programa jeste Rung (što bi u prevodu bilo
preĉka ili deo lestvice) ili jednostavnije "linija instrukcija". Program se sastoji od više
rangova koji se nalaze jedan ispod drugog. Opcije koje su nam na raspolaganju za rad sa rangovima dobijaju se desnim klikom na postojeći rang i izborom opcije Rung i onda po potrebi Insert Above ili Insert Below ĉime se novi rang ubacuje iznad ili
ispod postojećeg ranga. Ovo je pokazano na slici 3.2:
Slika 3.2. Opcije za rad sa rangovima (koje se dobijaju desnim klikom na postojeći
rang)
Sam rang je nekada potrebno proširiti (kako bi se na primer stavili paralelni uslovi)
što se radi izborom opcija Insert row ili Insert Rung Column ĉime se rang proširuje ili
produţuje kako bi se unele dodatne instrukcije.
3.2. Osnovne instrukcije
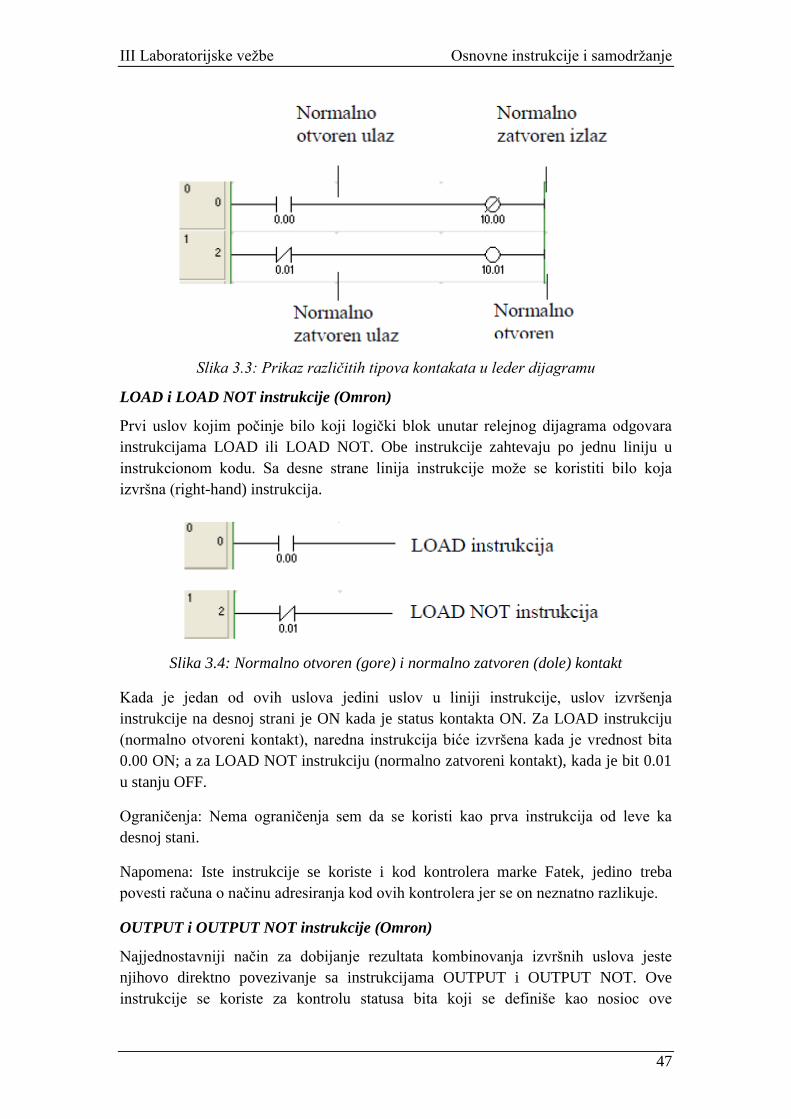
NORMALNO OTVORENI I NORMALNO ZATVORENI KONTAKTI
Ako se posmatraju izlazi PLC-a, normalno otvoren izlaz bi predstavljao kontakte releja koji će po dovoĊenju signala izvršiti spoj (provode struju). Kod normalno
zatvorenog izlaza imaćemo obrnutu situaciju, po dovoĊenju signala kontakti releja će
prekinuti spoj (Slika 3.3). Isto tako pojmovi normalno otvoren i normalno zatvoren odnose se i na ulaze PLC-a: normalno otvoren ulaz provodi signal samo kada je kontakt aktiviran (na 1) a normalno zatvoren provodi signal samo kada nije aktiviran (kada je na 0).
III Laboratorijske veţbe Osnovne instrukcije i samodrţanje
47
Slika 3.3: Prikaz različitih tipova kontakata u leder dijagramu
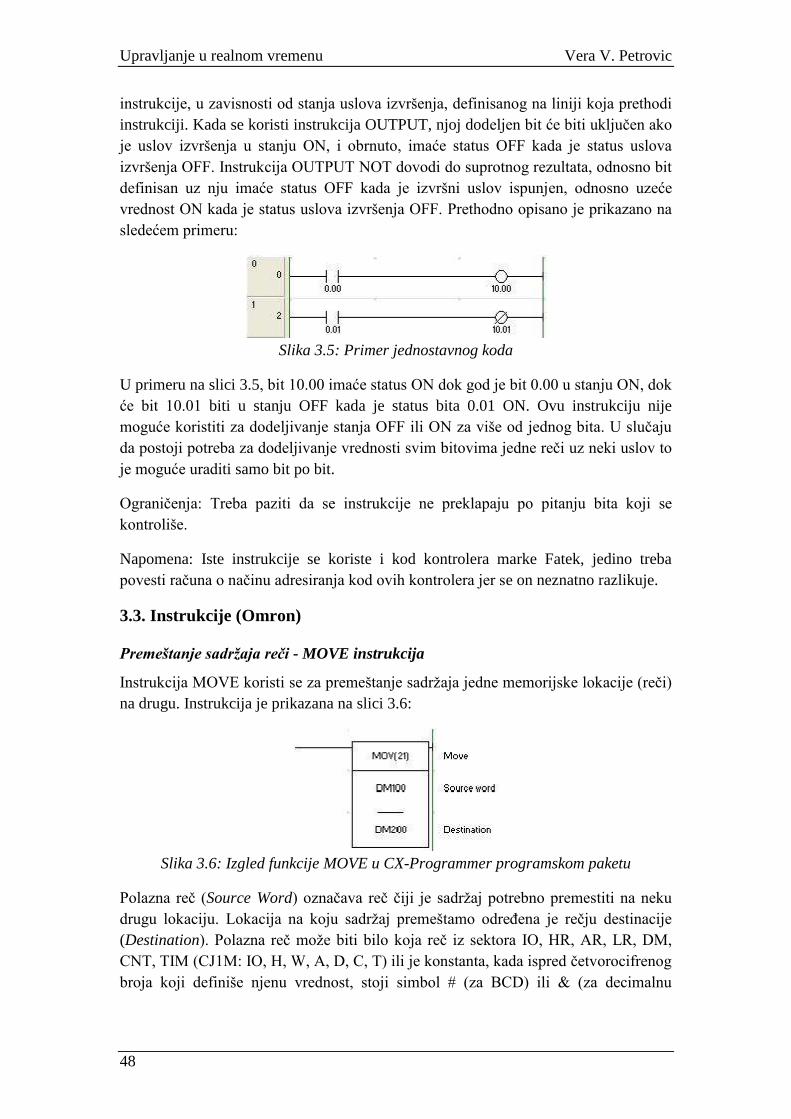
LOAD i LOAD NOT instrukcije (Omron)
Prvi uslov kojim poĉinje bilo koji logiĉki blok unutar relejnog dijagrama odgovara
instrukcijama LOAD ili LOAD NOT. Obe instrukcije zahtevaju po jednu liniju u instrukcionom kodu. Sa desne strane linija instrukcije moţe se koristiti bilo koja
izvršna (right-hand) instrukcija.
Slika 3.4: Normalno otvoren (gore) i normalno zatvoren (dole) kontakt
Kada je jedan od ovih uslova jedini uslov u liniji instrukcije, uslov izvršenja
instrukcije na desnoj strani je ON kada je status kontakta ON. Za LOAD instrukciju (normalno otvoreni kontakt), naredna instrukcija biće izvršena kada je vrednost bita
0.00 ON; a za LOAD NOT instrukciju (normalno zatvoreni kontakt), kada je bit 0.01 u stanju OFF.
Ograniĉenja: Nema ograniĉenja sem da se koristi kao prva instrukcija od leve ka
desnoj stani.
Napomena: Iste instrukcije se koriste i kod kontrolera marke Fatek, jedino treba povesti raĉuna o naĉinu adresiranja kod ovih kontrolera jer se on neznatno razlikuje.
OUTPUT i OUTPUT NOT instrukcije (Omron)
Najjednostavniji naĉin za dobijanje rezultata kombinovanja izvršnih uslova jeste
njihovo direktno povezivanje sa instrukcijama OUTPUT i OUTPUT NOT. Ove instrukcije se koriste za kontrolu statusa bita koji se definiše kao nosioc ove
Upravljanje u realnom vremenu Vera V. Petrovic
48
instrukcije, u zavisnosti od stanja uslova izvršenja, definisanog na liniji koja prethodi
instrukciji. Kada se koristi instrukcija OUTPUT, njoj dodeljen bit će biti ukljuĉen ako
je uslov izvršenja u stanju ON, i obrnuto, imaće status OFF kada je status uslova
izvršenja OFF. Instrukcija OUTPUT NOT dovodi do suprotnog rezultata, odnosno bit
definisan uz nju imaće status OFF kada je izvršni uslov ispunjen, odnosno uzeće
vrednost ON kada je status uslova izvršenja OFF. Prethodno opisano je prikazano na
sledećem primeru:
Slika 3.5: Primer jednostavnog koda
U primeru na slici 3.5, bit 10.00 imaće status ON dok god je bit 0.00 u stanju ON, dok
će bit 10.01 biti u stanju OFF kada je status bita 0.01 ON. Ovu instrukciju nije moguće koristiti za dodeljivanje stanja OFF ili ON za više od jednog bita. U sluĉaju
da postoji potreba za dodeljivanje vrednosti svim bitovima jedne reĉi uz neki uslov to
je moguće uraditi samo bit po bit.
Ograniĉenja: Treba paziti da se instrukcije ne preklapaju po pitanju bita koji se
kontroliše.
Napomena: Iste instrukcije se koriste i kod kontrolera marke Fatek, jedino treba povesti raĉuna o naĉinu adresiranja kod ovih kontrolera jer se on neznatno razlikuje.
3.3. Instrukcije (Omron)
Premeštanje sadržaja reči - MOVE instrukcija
Instrukcija MOVE koristi se za premeštanje sadrţaja jedne memorijske lokacije (reĉi)
na drugu. Instrukcija je prikazana na slici 3.6:
Slika 3.6: Izgled funkcije MOVE u CX-Programmer programskom paketu
Polazna reĉ (Source Word) oznaĉava reĉ ĉiji je sadrţaj potrebno premestiti na neku
drugu lokaciju. Lokacija na koju sadrţaj premeštamo odreĊena je reĉju destinacije
(Destination). Polazna reĉ moţe biti bilo koja reĉ iz sektora IO, HR, AR, LR, DM,
CNT, TIM (CJ1M: IO, H, W, A, D, C, T) ili je konstanta, kada ispred ĉetvorocifrenog
broja koji definiše njenu vrednost, stoji simbol # (za BCD) ili & (za decimalnu
III Laboratorijske veţbe Osnovne instrukcije i samodrţanje
49
vrednost). Reĉ destinacije moţe biti definisana kao reĉ iz sektora IO, HR, AR, LR,
DM (CJ1M: IO, H, W, A, D, C, T).
Kada je ispunjen uslov instrukcija MOV(21) sa slike kopira sadrţaj reĉi DM100 u reĉ
DM200.
Instrukcija MOV(21) moţe biti od velike pomoći prilikom oĉitavanja vrednosti
signala koje kontroler prima sa perifernih ureĊaja, ili ih šalje ka njima. Stanja ulaza se
ovom instrukcijom prebacuju u radni deo gde se obraĊuju i zatim šalju ka izlaznima
PLC-a.
Ograniĉenja: reĉi DM6144 do DM6655, reĉi TIM ili CNT se ne mogu koristiti za reĉ
destinacije.
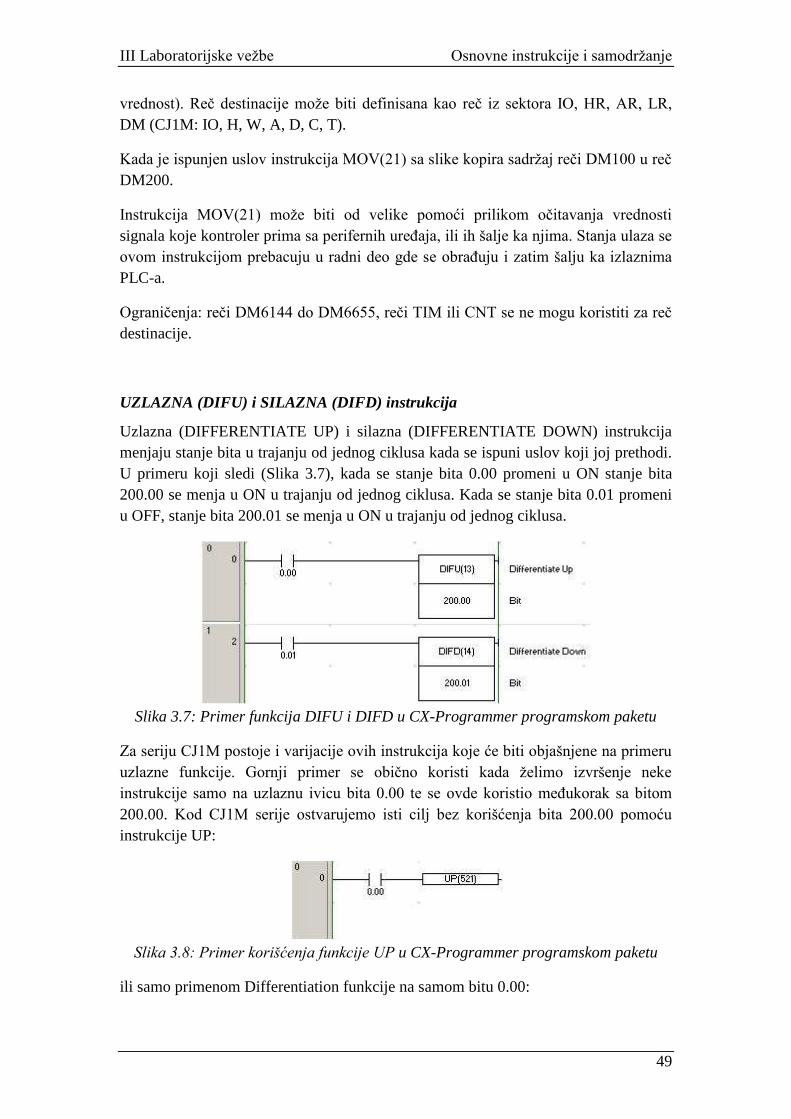
UZLAZNA (DIFU) i SILAZNA (DIFD) instrukcija
Uzlazna (DIFFERENTIATE UP) i silazna (DIFFERENTIATE DOWN) instrukcija menjaju stanje bita u trajanju od jednog ciklusa kada se ispuni uslov koji joj prethodi. U primeru koji sledi (Slika 3.7), kada se stanje bita 0.00 promeni u ON stanje bita 200.00 se menja u ON u trajanju od jednog ciklusa. Kada se stanje bita 0.01 promeni u OFF, stanje bita 200.01 se menja u ON u trajanju od jednog ciklusa.
Slika 3.7: Primer funkcija DIFU i DIFD u CX-Programmer programskom paketu
Za seriju CJ1M postoje i varijacije ovih instrukcija koje će biti objašnjene na primeru
uzlazne funkcije. Gornji primer se obiĉno koristi kada ţelimo izvršenje neke
instrukcije samo na uzlaznu ivicu bita 0.00 te se ovde koristio meĊukorak sa bitom
200.00. Kod CJ1M serije ostvarujemo isti cilj bez korišćenja bita 200.00 pomoću
instrukcije UP:
Slika 3.8: Primer korišćenja funkcije UP u CX-Programmer programskom paketu
ili samo primenom Differentiation funkcije na samom bitu 0.00:
Upravljanje u realnom vremenu Vera V. Petrovic
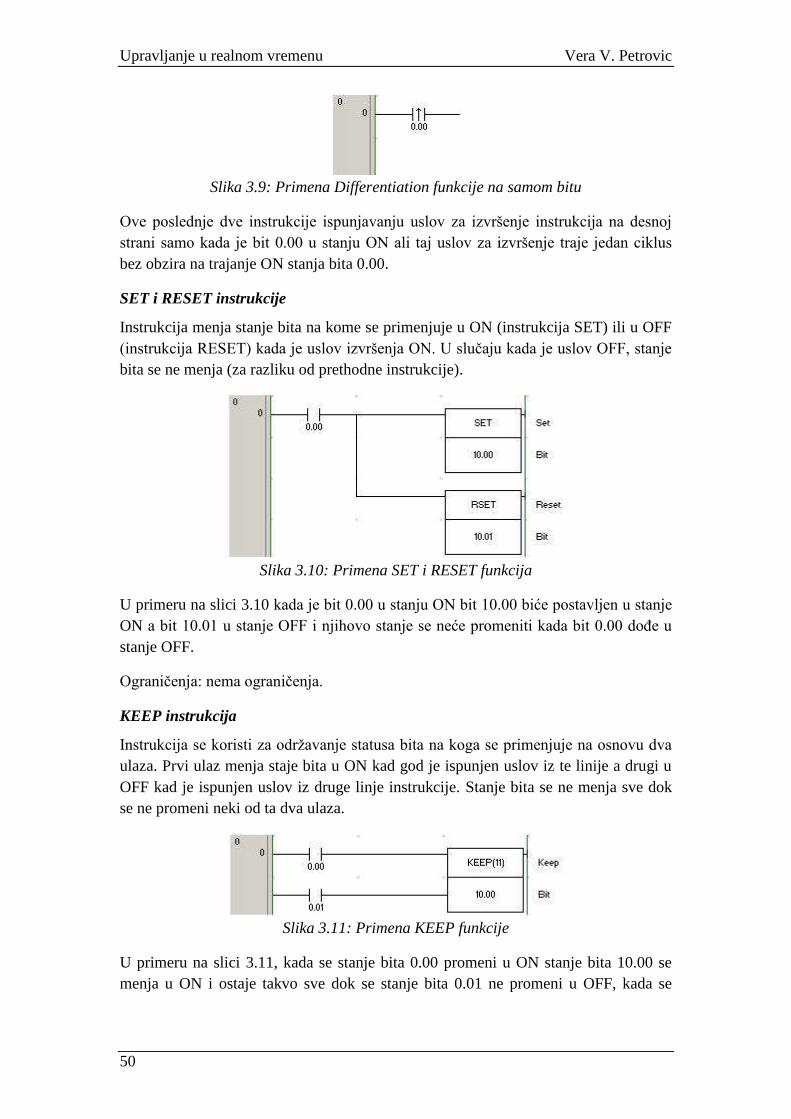
50
Slika 3.9: Primena Differentiation funkcije na samom bitu
Ove poslednje dve instrukcije ispunjavanju uslov za izvršenje instrukcija na desnoj
strani samo kada je bit 0.00 u stanju ON ali taj uslov za izvršenje traje jedan ciklus
bez obzira na trajanje ON stanja bita 0.00.
SET i RESET instrukcije
Instrukcija menja stanje bita na kome se primenjuje u ON (instrukcija SET) ili u OFF (instrukcija RESET) kada je uslov izvršenja ON. U sluĉaju kada je uslov OFF, stanje bita se ne menja (za razliku od prethodne instrukcije).
Slika 3.10: Primena SET i RESET funkcija
U primeru na slici 3.10 kada je bit 0.00 u stanju ON bit 10.00 biće postavljen u stanje
ON a bit 10.01 u stanje OFF i njihovo stanje se neće promeniti kada bit 0.00 doĊe u
stanje OFF.
Ograniĉenja: nema ograniĉenja.
KEEP instrukcija
Instrukcija se koristi za odrţavanje statusa bita na koga se primenjuje na osnovu dva ulaza. Prvi ulaz menja staje bita u ON kad god je ispunjen uslov iz te linije a drugi u OFF kad je ispunjen uslov iz druge linje instrukcije. Stanje bita se ne menja sve dok se ne promeni neki od ta dva ulaza.
Slika 3.11: Primena KEEP funkcije
U primeru na slici 3.11, kada se stanje bita 0.00 promeni u ON stanje bita 10.00 se menja u ON i ostaje takvo sve dok se stanje bita 0.01 ne promeni u OFF, kada se

III Laboratorijske veţbe Osnovne instrukcije i samodrţanje
51
stanje bita 10.00 menja u OFF i ostaje takvo sve dok se stanje bita 0.00 ponovo ne promeni u ON itd.
3.4. Instrukcije (Fatek)
MOVE I MOVE INVERSE instrukcija (Fatek)
S: Broj polaznog registra
D: Broj registra destinacije (Destination register)
S, N, D moţe se kombinovati sa V, Z, P0~P9 da sluţi indirektnom adresiranju
Slika 3.12: Izgled funkcije MOVE u WinProLadder programskom okruženju
Premešta se sadrţaj registra S u odreĊeni registar D, kada ulaz bude „EN“ = 1 ili
„EN↑“
Primer: Upisuje podatak u 16-bitni registar
Slika 3.13: Primer koršćenja funkcije MOVE
S: Broj polaznog registra
D: Broj registra destinacije (Destination register)
S, N, D moţe se kombinovati sa V, Z, P0~P9 da sluţi indirektnom adresiranju
Slika 3.14: Izgled funkcije MOVE INVERSE
Invertuje se sadrţaj registra S (menja 0 u 1 i 1 u 0) i rezultat se premešta u odreĊeni
registar D, kada ulaz bude „EN“ = 1 ili „EN↑“
Primer: Premešta invertovani podatak 16-bitnog registra u drugi 16-bitni registar
Upravljanje u realnom vremenu Vera V. Petrovic
52
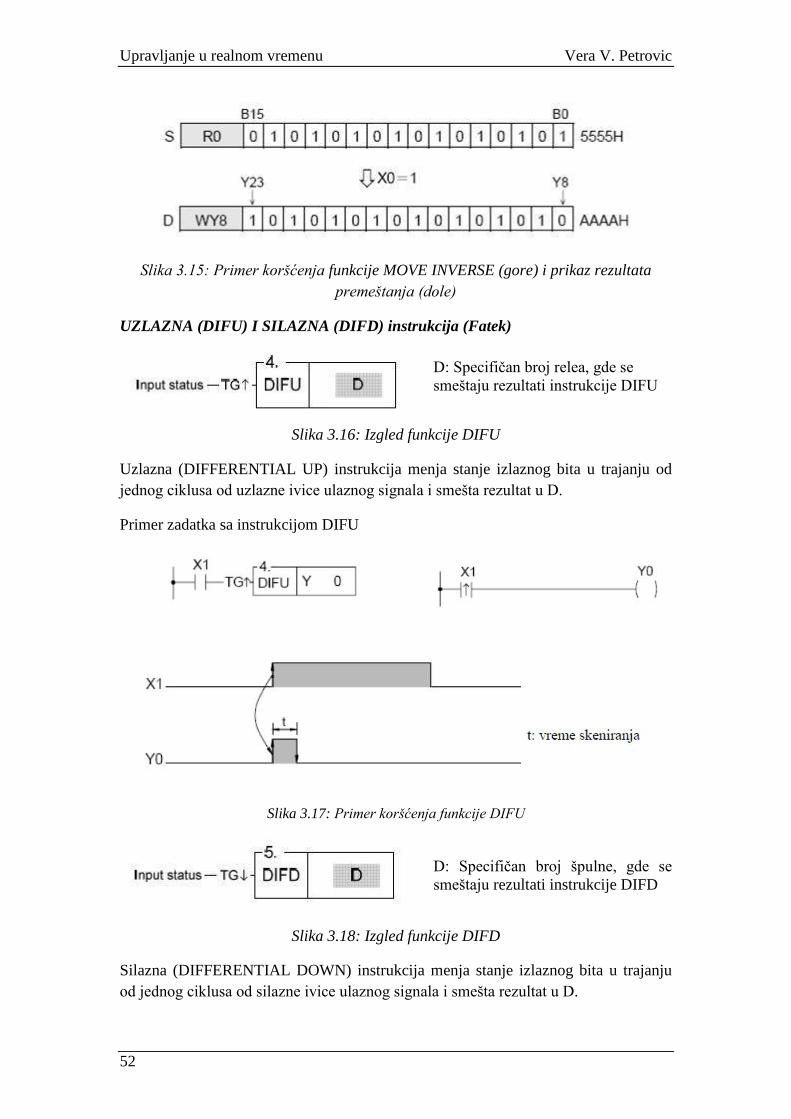
Slika 3.15: Primer koršćenja funkcije MOVE INVERSE (gore) i prikaz rezultata premeštanja (dole)
UZLAZNA (DIFU) I SILAZNA (DIFD) instrukcija (Fatek)
D: Specifiĉan broj relea, gde se
smeštaju rezultati instrukcije DIFU
Slika 3.16: Izgled funkcije DIFU
Uzlazna (DIFFERENTIAL UP) instrukcija menja stanje izlaznog bita u trajanju od jednog ciklusa od uzlazne ivice ulaznog signala i smešta rezultat u D.
Primer zadatka sa instrukcijom DIFU
Slika 3.17: Primer koršćenja funkcije DIFU
D: Specifiĉan broj špulne, gde se
smeštaju rezultati instrukcije DIFD
Slika 3.18: Izgled funkcije DIFD
Silazna (DIFFERENTIAL DOWN) instrukcija menja stanje izlaznog bita u trajanju od jednog ciklusa od silazne ivice ulaznog signala i smešta rezultat u D.
III Laboratorijske veţbe Osnovne instrukcije i samodrţanje
53
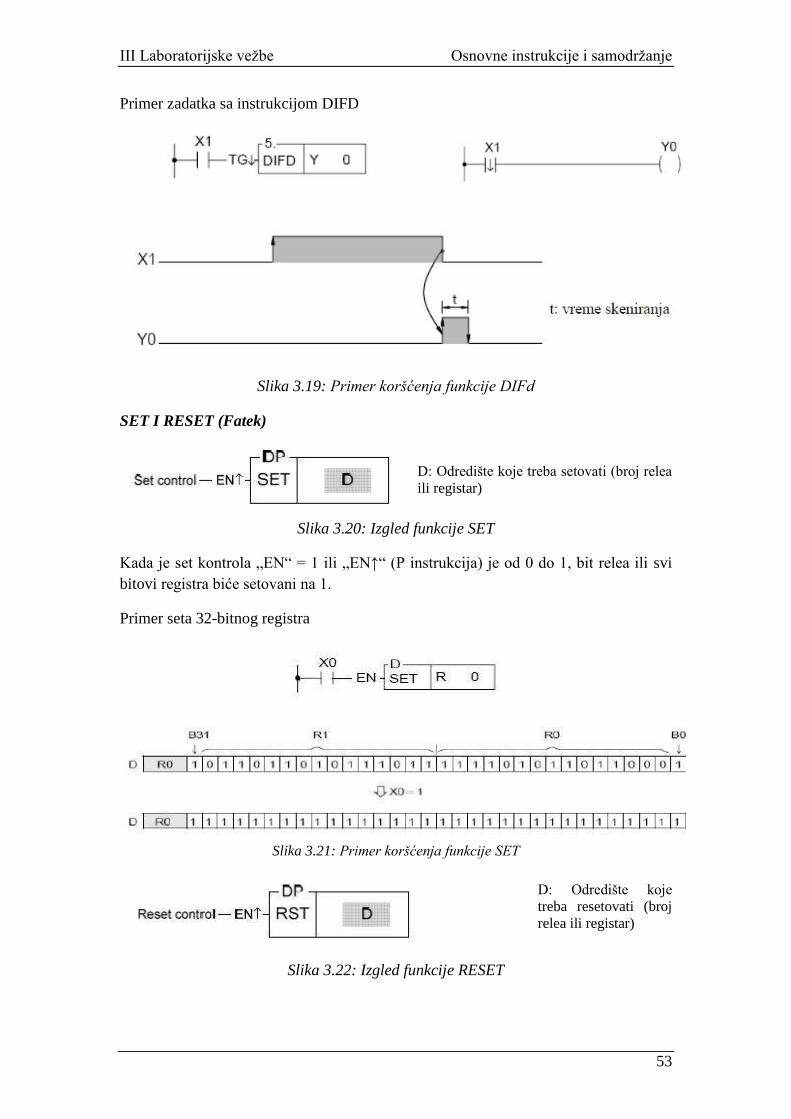
Primer zadatka sa instrukcijom DIFD
Slika 3.19: Primer koršćenja funkcije DIFd
SET I RESET (Fatek)
D: Odredište koje treba setovati (broj relea
ili registar)
Slika 3.20: Izgled funkcije SET
Kada je set kontrola „EN“ = 1 ili „EN↑“ (P instrukcija) je od 0 do 1, bit relea ili svi bitovi registra biće setovani na 1.
Primer seta 32-bitnog registra
Slika 3.21: Primer koršćenja funkcije SET
D: Odredište koje
treba resetovati (broj relea ili registar)
Slika 3.22: Izgled funkcije RESET
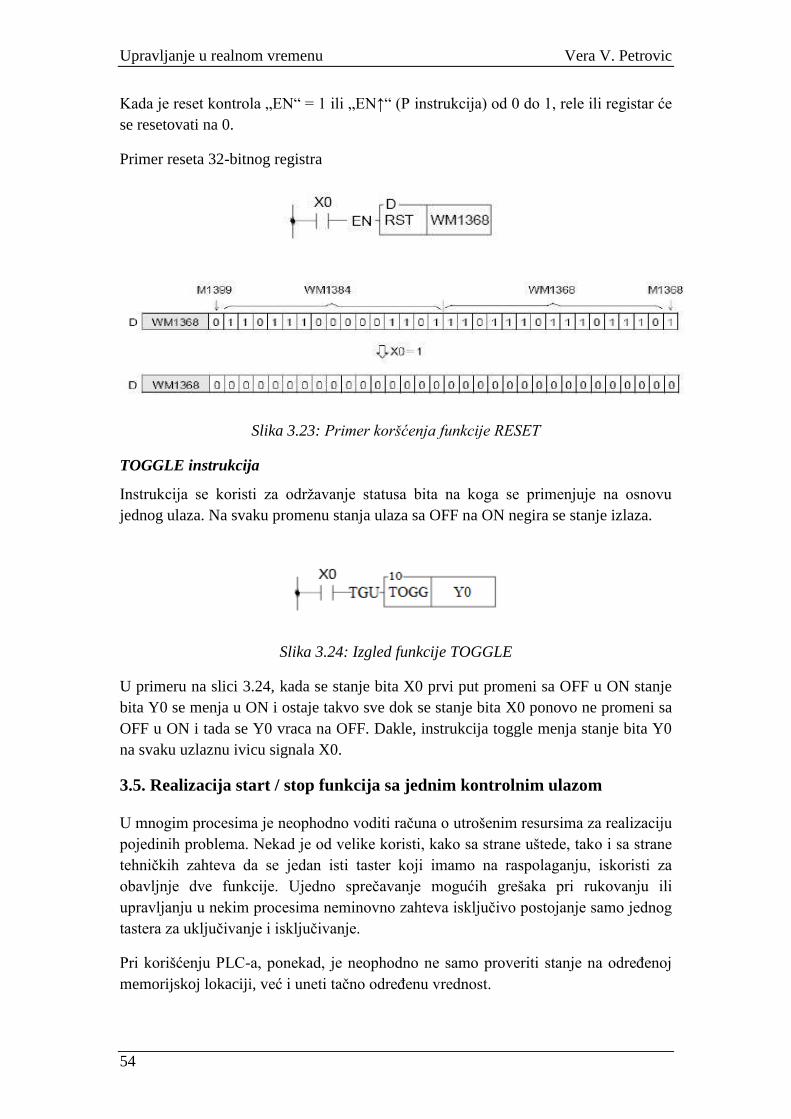
Upravljanje u realnom vremenu Vera V. Petrovic
54
Kada je reset kontrola „EN“ = 1 ili „EN↑“ (P instrukcija) od 0 do 1, rele ili registar će se resetovati na 0.
Primer reseta 32-bitnog registra
Slika 3.23: Primer koršćenja funkcije RESET
TOGGLE instrukcija
Instrukcija se koristi za odrţavanje statusa bita na koga se primenjuje na osnovu
jednog ulaza. Na svaku promenu stanja ulaza sa OFF na ON negira se stanje izlaza.
Slika 3.24: Izgled funkcije TOGGLE
U primeru na slici 3.24, kada se stanje bita X0 prvi put promeni sa OFF u ON stanje bita Y0 se menja u ON i ostaje takvo sve dok se stanje bita X0 ponovo ne promeni sa OFF u ON i tada se Y0 vraca na OFF. Dakle, instrukcija toggle menja stanje bita Y0 na svaku uzlaznu ivicu signala X0.
3.5. Realizacija start / stop funkcija sa jednim kontrolnim ulazom
U mnogim procesima je neophodno voditi raĉuna o utrošenim resursima za realizaciju
pojedinih problema. Nekad je od velike koristi, kako sa strane uštede, tako i sa strane
tehniĉkih zahteva da se jedan isti taster koji imamo na raspolaganju, iskoristi za
obavljnje dve funkcije. Ujedno spreĉavanje mogućih grešaka pri rukovanju ili
upravljanju u nekim procesima neminovno zahteva iskljuĉivo postojanje samo jednog
tastera za ukljuĉivanje i iskljuĉivanje.
Pri korišćenju PLC-a, ponekad, je neophodno ne samo proveriti stanje na odreĊenoj
memorijskoj lokaciji, već i uneti taĉno odreĊenu vrednost.
III Laboratorijske veţbe Osnovne instrukcije i samodrţanje
55
ZADATAK 3.1.
Napisati program u Ladder dijagramu za tip PLC-a ________________, koji će
omogućiti uključivanje i isključivanje motora priključenog na izlaz _________
PLC-a. Motor teba da se uključuje pomoću tastera T1 (START), koji je priključen na ulaz __________PLC-a. Isključivanje motora izvršiti pomoću
tastera T2(STOP), koji je priključen na ulaz _________ PLC-a.
UPUSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
_____________________________________________________
Popuniti odabrane adrese ulaza i izlaza:
Ulaz Taster START Taster STOP Izlaz Motor
Tabela 3.1: Adrese ulaza i izlaza
PROGRAMSKO REŠENJE:
Upravljanje u realnom vremenu Vera V. Petrovic
56
ZADATAK 3.2.
Napisati program koji omogućava funkciju start/stop pomocu jednog tastera, odnosno na bazi stanja istog tastera izvršiti operaciju puštanja u rad motora i
zaustavljanja motora.
UPUTSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
_____________________________________________________
Popuniti odabrane adrese ulaza i izlaza:
Ulaz START/STOP Izlaz Motor
Tabela 3.2: Adrese ulaza i izlaza
PROGRAMSKO REŠENJE:
III Laboratorijske veţbe Tajmeri
57
VEŢBA 4.
Tajmeri
Veţba 4.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:

Upravljanje u realnom vremenu Vera V. Petrovic
58
4.1.Uvod
Tajmeri su sloţene instrukcije koje imaju zadatak da vremenski odvoje dve programske akcije.
4.2. Instrukcije
TIM (Omron)
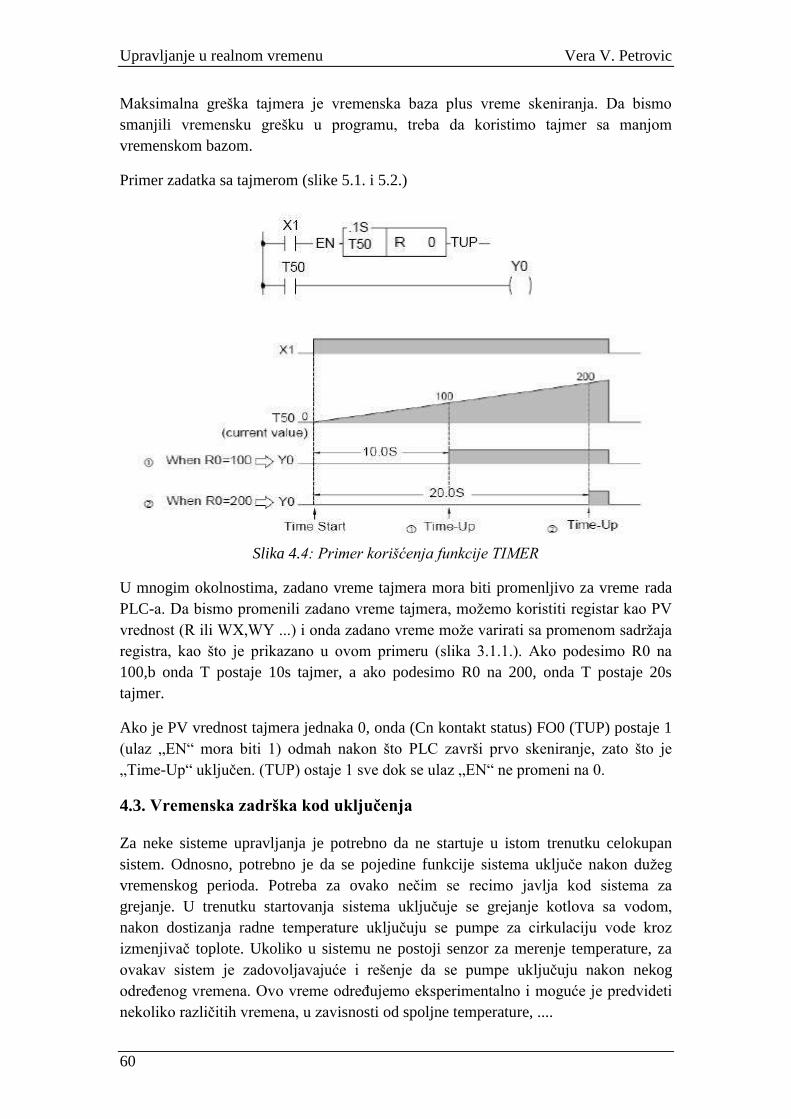
Promenom stanja uslova u ON tajmer poĉinje da odbrojava u koracima od 0.1s od postavljene vrednosti do nule ali samo dok je uslov na ON. Blok koji predstavlja tajmer, prikazan je na sledećem dijagramu (Slika 4.1).
Slika 4.1: Izgled funkcije TIMER u programskom paketu CX Programmer
Vrednost data u srednjem delu bloka naziva se TC broj (Timer Counter Number). Svaki TC broj moţe biti korišten za definisanje jednog brojaĉa ili tajmera. Njegova vrednost moţe biti izabrana iz opsega 000 do 127 kod serije CPM1A i u opsegu 000 do 4095 kod serije CJ1M. Donji deo bloka rezervisan je za prikazivanje poĉetne vrednosti tajmera. Reĉ koja ima ovu ulogu moţe pripadati sektorima IO, HR, AR, LR, DM, a moţe biti zadata i kao konstanta, kada moţe imati vrednosti iz opsega 000.0 do 999.9. Najĉešći i najjednostavniji naĉin primene tajmera podrazumeva da je na ovom mestu definisana veliĉina koja ima prirodu konstante, bilo da je direktno tako zadana, ili da je programirana na nekoj memorijskoj lokaciji (ukoliko se poĉetna vrednost tajmera zadaje kao konstanta potrebno je ispred nje staviti znak #)
Ograniĉenje: isti broj tajmera se ne moţe koristiti za brojaĉ ili ponovo za novi tajmer.
Na narednom primeru (Slika 4.2) moţemo videti kako tajmer radi. Promenom stanja
bita 0.00 u ON tajmer poĉinje da odbrojava zadatih 50*0.1s=5 sekundi. Brojanje traje
samo dok je bit 0.00 u ON stanju. U suprotnom tajmer se postavlja na poĉetnih 5
sekundi i brojanje se prekida. Po isteku zadatog vremenskog perioda od 5s odgovarajući bit TIM000 (kod CJ1M bit T0000) menja stanje u ON ĉime se bit 10.00
postavlja u stanje ON. Kada bit 0.00 promeni stanje u OFF tajmer se postavlja na poĉetnu vrednost, a bit TIM000 se vraća u stanje OFF.
III Laboratorijske veţbe Tajmeri
59
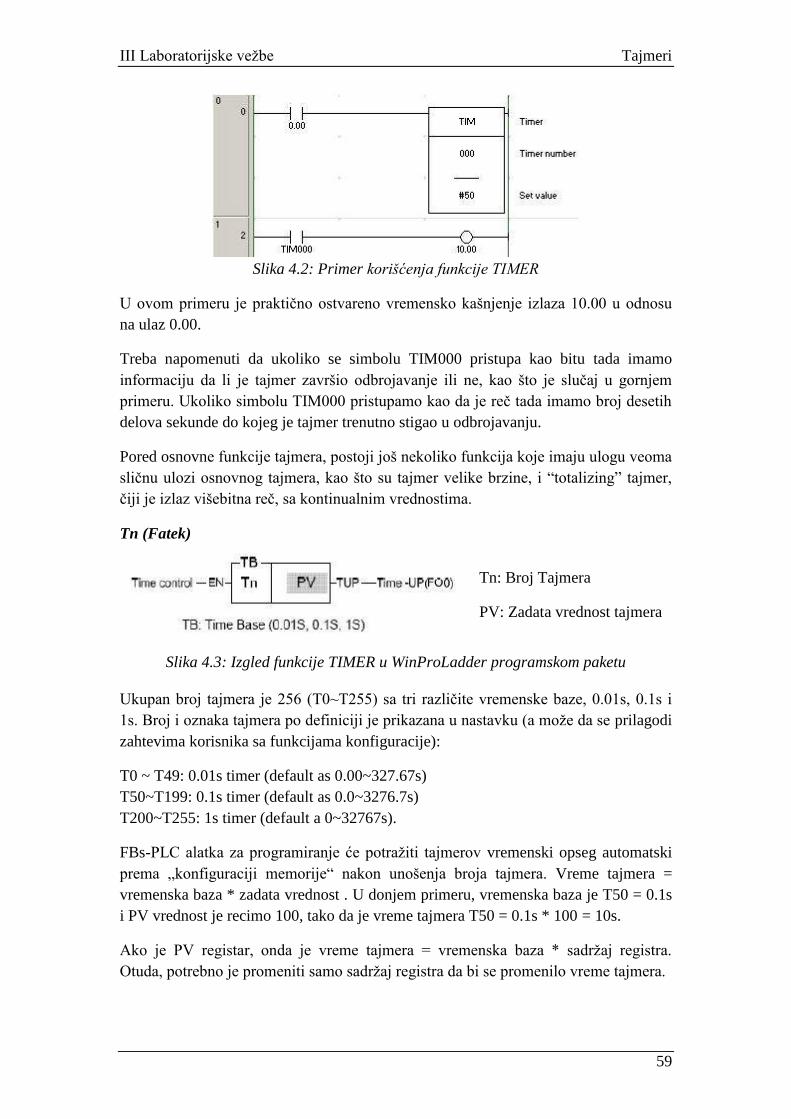
Slika 4.2: Primer korišćenja funkcije TIMER
U ovom primeru je praktiĉno ostvareno vremensko kašnjenje izlaza 10.00 u odnosu na ulaz 0.00.
Treba napomenuti da ukoliko se simbolu TIM000 pristupa kao bitu tada imamo informaciju da li je tajmer završio odbrojavanje ili ne, kao što je sluĉaj u gornjem primeru. Ukoliko simbolu TIM000 pristupamo kao da je reĉ tada imamo broj desetih delova sekunde do kojeg je tajmer trenutno stigao u odbrojavanju.
Pored osnovne funkcije tajmera, postoji još nekoliko funkcija koje imaju ulogu veoma sliĉnu ulozi osnovnog tajmera, kao što su tajmer velike brzine, i “totalizing” tajmer, ĉiji je izlaz višebitna reĉ, sa kontinualnim vrednostima.
Tn (Fatek)
Tn: Broj Tajmera
PV: Zadata vrednost tajmera
Slika 4.3: Izgled funkcije TIMER u WinProLadder programskom paketu
Ukupan broj tajmera je 256 (T0~T255) sa tri razliĉite vremenske baze, 0.01s, 0.1s i 1s. Broj i oznaka tajmera po definiciji je prikazana u nastavku (a moţe da se prilagodi zahtevima korisnika sa funkcijama konfiguracije):
T0 ~ T49: 0.01s timer (default as 0.00~327.67s) T50~T199: 0.1s timer (default as 0.0~3276.7s) T200~T255: 1s timer (default a 0~32767s).
FBs-PLC alatka za programiranje će potraţiti tajmerov vremenski opseg automatski prema „konfiguraciji memorije“ nakon unošenja broja tajmera. Vreme tajmera = vremenska baza * zadata vrednost . U donjem primeru, vremenska baza je T50 = 0.1s i PV vrednost je recimo 100, tako da je vreme tajmera T50 = 0.1s * 100 = 10s.
Ako je PV registar, onda je vreme tajmera = vremenska baza * sadrţaj registra. Otuda, potrebno je promeniti samo sadrţaj registra da bi se promenilo vreme tajmera.
Upravljanje u realnom vremenu Vera V. Petrovic
60
Maksimalna greška tajmera je vremenska baza plus vreme skeniranja. Da bismo smanjili vremensku grešku u programu, treba da koristimo tajmer sa manjom vremenskom bazom.
Primer zadatka sa tajmerom (slike 5.1. i 5.2.)
Slika 4.4: Primer korišćenja funkcije TIMER
U mnogim okolnostima, zadano vreme tajmera mora biti promenljivo za vreme rada PLC-a. Da bismo promenili zadano vreme tajmera, moţemo koristiti registar kao PV vrednost (R ili WX,WY ...) i onda zadano vreme moţe varirati sa promenom sadrţaja registra, kao što je prikazano u ovom primeru (slika 3.1.1.). Ako podesimo R0 na
100,b onda T postaje 10s tajmer, a ako podesimo R0 na 200, onda T postaje 20s tajmer.
Ako je PV vrednost tajmera jednaka 0, onda (Cn kontakt status) FO0 (TUP) postaje 1 (ulaz „EN“ mora biti 1) odmah nakon što PLC završi prvo skeniranje, zato što je „Time-Up“ ukljuĉen. (TUP) ostaje 1 sve dok se ulaz „EN“ ne promeni na 0.
4.3. Vremenska zadrška kod uključenja
Za neke sisteme upravljanja je potrebno da ne startuje u istom trenutku celokupan sistem. Odnosno, potrebno je da se pojedine funkcije sistema ukljuĉe nakon duţeg
vremenskog perioda. Potreba za ovako neĉim se recimo javlja kod sistema za
grejanje. U trenutku startovanja sistema ukljuĉuje se grejanje kotlova sa vodom,
nakon dostizanja radne temperature ukljuĉuju se pumpe za cirkulaciju vode kroz
izmenjivaĉ toplote. Ukoliko u sistemu ne postoji senzor za merenje temperature, za ovakav sistem je zadovoljavajuće i rešenje da se pumpe ukljuĉuju nakon nekog odreĊenog vremena. Ovo vreme odreĊujemo eksperimentalno i moguće je predvideti
nekoliko razliĉitih vremena, u zavisnosti od spoljne temperature, ....
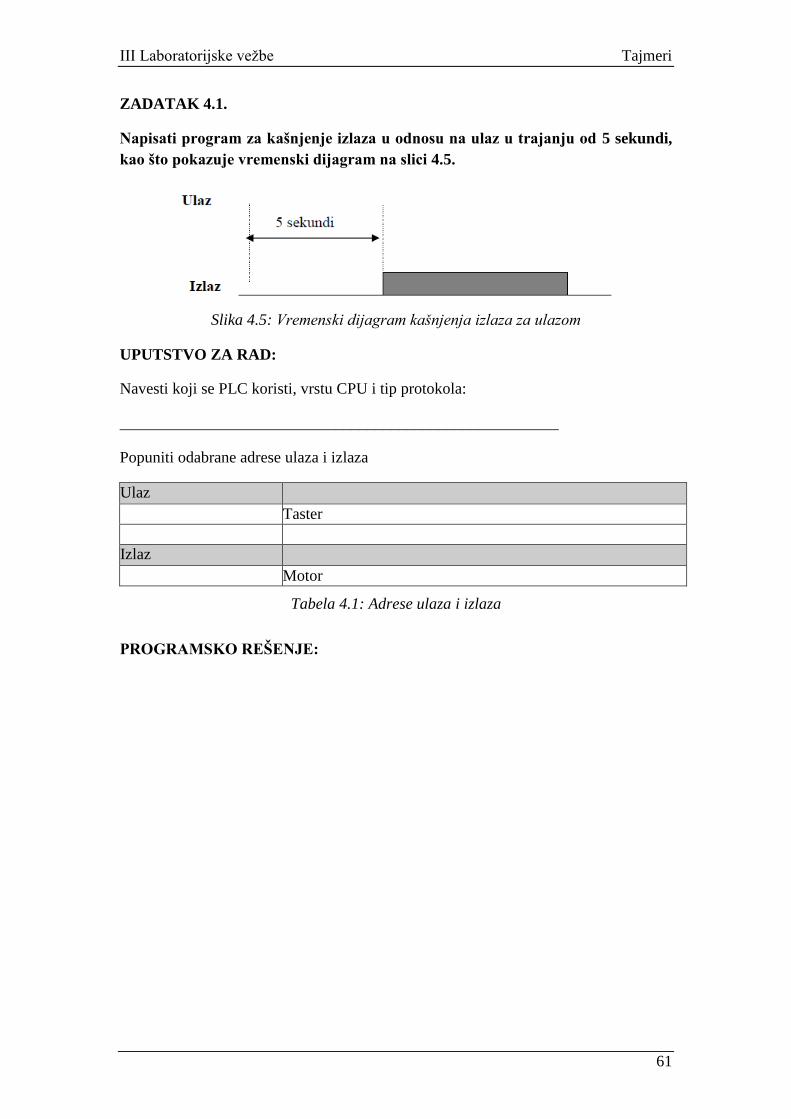
III Laboratorijske veţbe Tajmeri
61
ZADATAK 4.1.
Napisati program za kašnjenje izlaza u odnosu na ulaz u trajanju od 5 sekundi, kao što pokazuje vremenski dijagram na slici 4.5.
Slika 4.5: Vremenski dijagram kašnjenja izlaza za ulazom
UPUTSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
_______________________________________________________
Popuniti odabrane adrese ulaza i izlaza
Ulaz Taster Izlaz Motor
Tabela 4.1: Adrese ulaza i izlaza
PROGRAMSKO REŠENJE:

Upravljanje u realnom vremenu Vera V. Petrovic
62
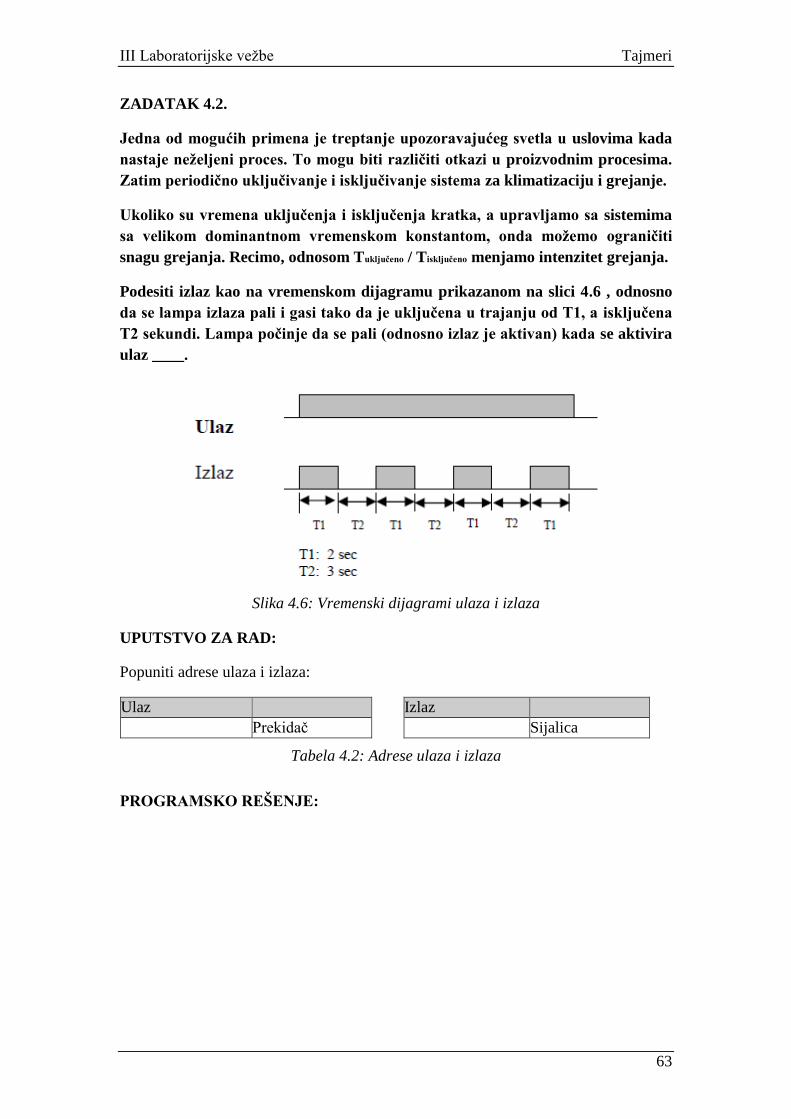
III Laboratorijske veţbe Tajmeri
63
ZADATAK 4.2.
Jedna od mogućih primena je treptanje upozoravajućeg svetla u uslovima kada nastaje neţeljeni proces. To mogu biti različiti otkazi u proizvodnim procesima. Zatim periodično uključivanje i isključivanje sistema za klimatizaciju i grejanje.
Ukoliko su vremena uključenja i isključenja kratka, a upravljamo sa sistemima sa velikom dominantnom vremenskom konstantom, onda moţemo ograničiti
snagu grejanja. Recimo, odnosom Tuključeno / Tisključeno menjamo intenzitet grejanja.
Podesiti izlaz kao na vremenskom dijagramu prikazanom na slici 4.6 , odnosno da se lampa izlaza pali i gasi tako da je uključena u trajanju od T1, a isključena
T2 sekundi. Lampa počinje da se pali (odnosno izlaz je aktivan) kada se aktivira ulaz ____.
Slika 4.6: Vremenski dijagrami ulaza i izlaza
UPUTSTVO ZA RAD:
Popuniti adrese ulaza i izlaza:
Ulaz Prekidaĉ
Izlaz Sijalica
Tabela 4.2: Adrese ulaza i izlaza
PROGRAMSKO REŠENJE:

Upravljanje u realnom vremenu Vera V. Petrovic
64
III Laboratorijske veţbe Brojaĉi
65
VEŢBA 5.
Brojači
Veţba 5.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
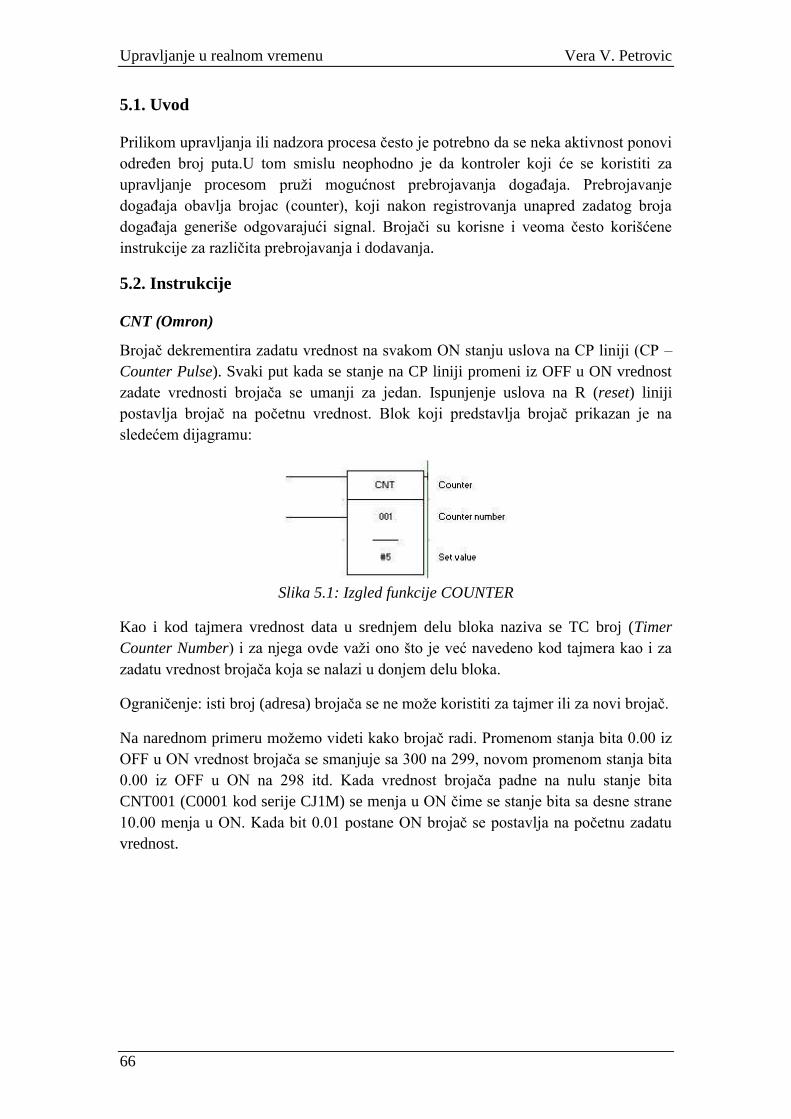
Upravljanje u realnom vremenu Vera V. Petrovic
66
5.1. Uvod
Prilikom upravljanja ili nadzora procesa ĉesto je potrebno da se neka aktivnost ponovi odreĊen broj puta.U tom smislu neophodno je da kontroler koji će se koristiti za upravljanje procesom pruţi mogućnost prebrojavanja dogaĊaja. Prebrojavanje dogaĊaja obavlja brojac (counter), koji nakon registrovanja unapred zadatog broja dogaĊaja generiše odgovarajući signal. Brojaĉi su korisne i veoma ĉesto korišćene instrukcije za razliĉita prebrojavanja i dodavanja.
5.2. Instrukcije
CNT (Omron)
Brojaĉ dekrementira zadatu vrednost na svakom ON stanju uslova na CP liniji (CP – Counter Pulse). Svaki put kada se stanje na CP liniji promeni iz OFF u ON vrednost zadate vrednosti brojaĉa se umanji za jedan. Ispunjenje uslova na R (reset) liniji postavlja brojaĉ na poĉetnu vrednost. Blok koji predstavlja brojaĉ prikazan je na sledećem dijagramu:
Slika 5.1: Izgled funkcije COUNTER
Kao i kod tajmera vrednost data u srednjem delu bloka naziva se TC broj (Timer Counter Number) i za njega ovde vaţi ono što je već navedeno kod tajmera kao i za zadatu vrednost brojaĉa koja se nalazi u donjem delu bloka.
Ograniĉenje: isti broj (adresa) brojaĉa se ne moţe koristiti za tajmer ili za novi brojaĉ.
Na narednom primeru moţemo videti kako brojaĉ radi. Promenom stanja bita 0.00 iz OFF u ON vrednost brojaĉa se smanjuje sa 300 na 299, novom promenom stanja bita 0.00 iz OFF u ON na 298 itd. Kada vrednost brojaĉa padne na nulu stanje bita CNT001 (C0001 kod serije CJ1M) se menja u ON ĉime se stanje bita sa desne strane 10.00 menja u ON. Kada bit 0.01 postane ON brojaĉ se postavlja na poĉetnu zadatu vrednost.
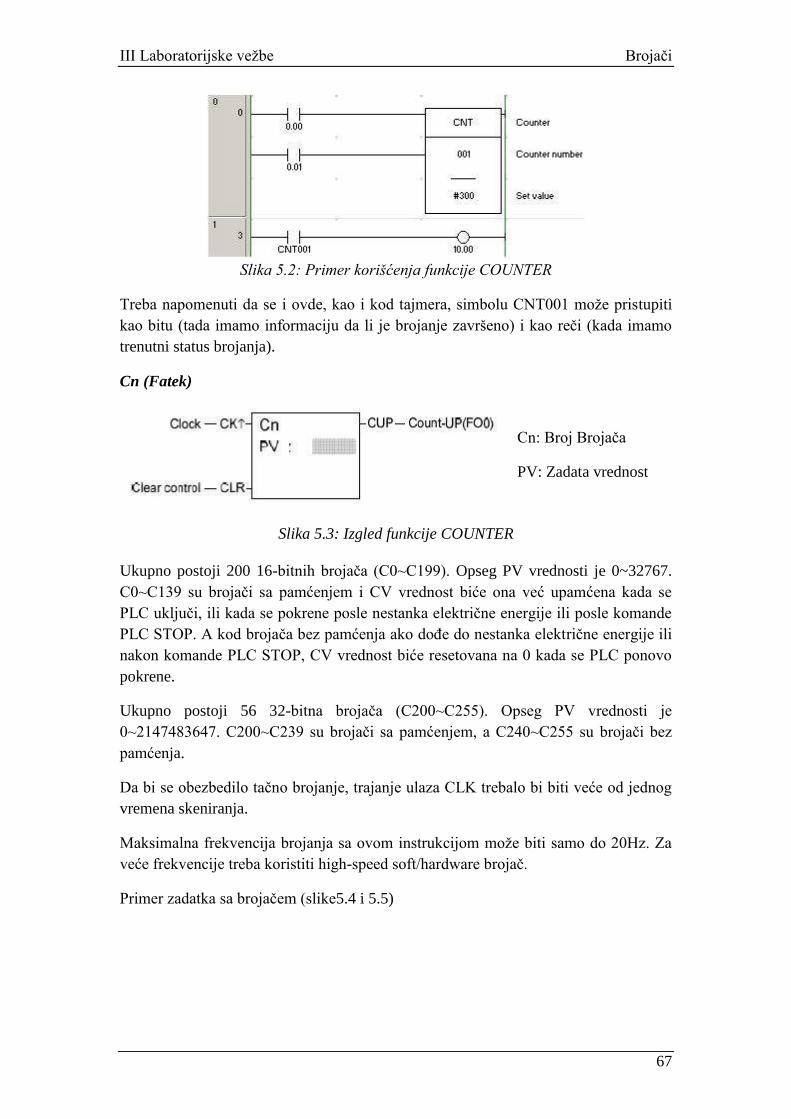
III Laboratorijske veţbe Brojaĉi
67
Slika 5.2: Primer korišćenja funkcije COUNTER
Treba napomenuti da se i ovde, kao i kod tajmera, simbolu CNT001 moţe pristupiti kao bitu (tada imamo informaciju da li je brojanje završeno) i kao reĉi (kada imamo trenutni status brojanja).
Cn (Fatek)
Cn: Broj Brojaĉa
PV: Zadata vrednost
Slika 5.3: Izgled funkcije COUNTER
Ukupno postoji 200 16-bitnih brojaĉa (C0~C199). Opseg PV vrednosti je 0~32767. C0~C139 su brojaĉi sa pamćenjem i CV vrednost biće ona već upamćena kada se PLC ukljuĉi, ili kada se pokrene posle nestanka elektriĉne energije ili posle komande PLC STOP. A kod brojaĉa bez pamćenja ako doĊe do nestanka elektriĉne energije ili nakon komande PLC STOP, CV vrednost biće resetovana na 0 kada se PLC ponovo pokrene.
Ukupno postoji 56 32-bitna brojaĉa (C200~C255). Opseg PV vrednosti je 0~2147483647. C200~C239 su brojaĉi sa pamćenjem, a C240~C255 su brojaĉi bez pamćenja.
Da bi se obezbedilo taĉno brojanje, trajanje ulaza CLK trebalo bi biti veće od jednog vremena skeniranja.
Maksimalna frekvencija brojanja sa ovom instrukcijom moţe biti samo do 20Hz. Za veće frekvencije treba koristiti high-speed soft/hardware brojaĉ.
Primer zadatka sa brojaĉem (slike5.4 i 5.5)
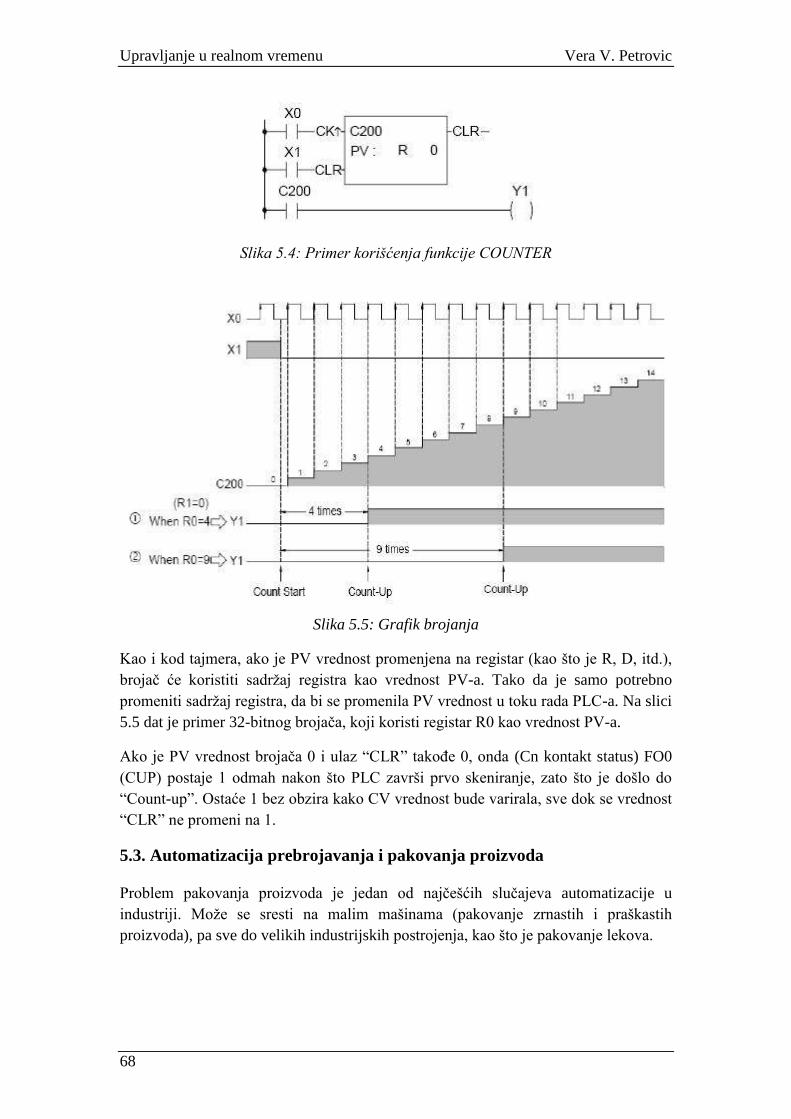
Upravljanje u realnom vremenu Vera V. Petrovic
68
Slika 5.4: Primer korišćenja funkcije COUNTER
Slika 5.5: Grafik brojanja
Kao i kod tajmera, ako je PV vrednost promenjena na registar (kao što je R, D, itd.), brojaĉ će koristiti sadrţaj registra kao vrednost PV-a. Tako da je samo potrebno promeniti sadrţaj registra, da bi se promenila PV vrednost u toku rada PLC-a. Na slici 5.5 dat je primer 32-bitnog brojaĉa, koji koristi registar R0 kao vrednost PV-a.
Ako je PV vrednost brojaĉa 0 i ulaz “CLR” takoĊe 0, onda (Cn kontakt status) FO0 (CUP) postaje 1 odmah nakon što PLC završi prvo skeniranje, zato što je došlo do “Count-up”. Ostaće 1 bez obzira kako CV vrednost bude varirala, sve dok se vrednost “CLR” ne promeni na 1.
5.3. Automatizacija prebrojavanja i pakovanja proizvoda
Problem pakovanja proizvoda je jedan od najĉešćih sluĉajeva automatizacije u industriji. Moţe se sresti na malim mašinama (pakovanje zrnastih i praškastih
proizvoda), pa sve do velikih industrijskih postrojenja, kao što je pakovanje lekova.
III Laboratorijske veţbe Brojaĉi
69
ZADATAK 5.1.
Napisati program koji broji aktiviranja jednog tastera i nakon svake tri uzastopne aktivacije pali po jednu lampicu na izlazu PLC-a. Broj izlaznih lampica je 4. Pored tastera čije se aktivacije broje potrebno je realizovati i reset
programa pomoću dodatnog tastera.
UPUSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
________________________________________________
Popuniti odabrane adrese ulaza i izlaza.
Ulaz Taster cije se aktivacije broje Taster za reset Izlaz Lampica koja oznacava 3 aktivacije Lampica koja oznacava 6 aktivacija Lampica koja oznacava 9 aktivacija Lampica koja oznacava 12 aktivacija
Tabela 5.1: Adrese ulaza i izlaza
PROGRAMSKO REŠENJE:

Upravljanje u realnom vremenu Vera V. Petrovic
70
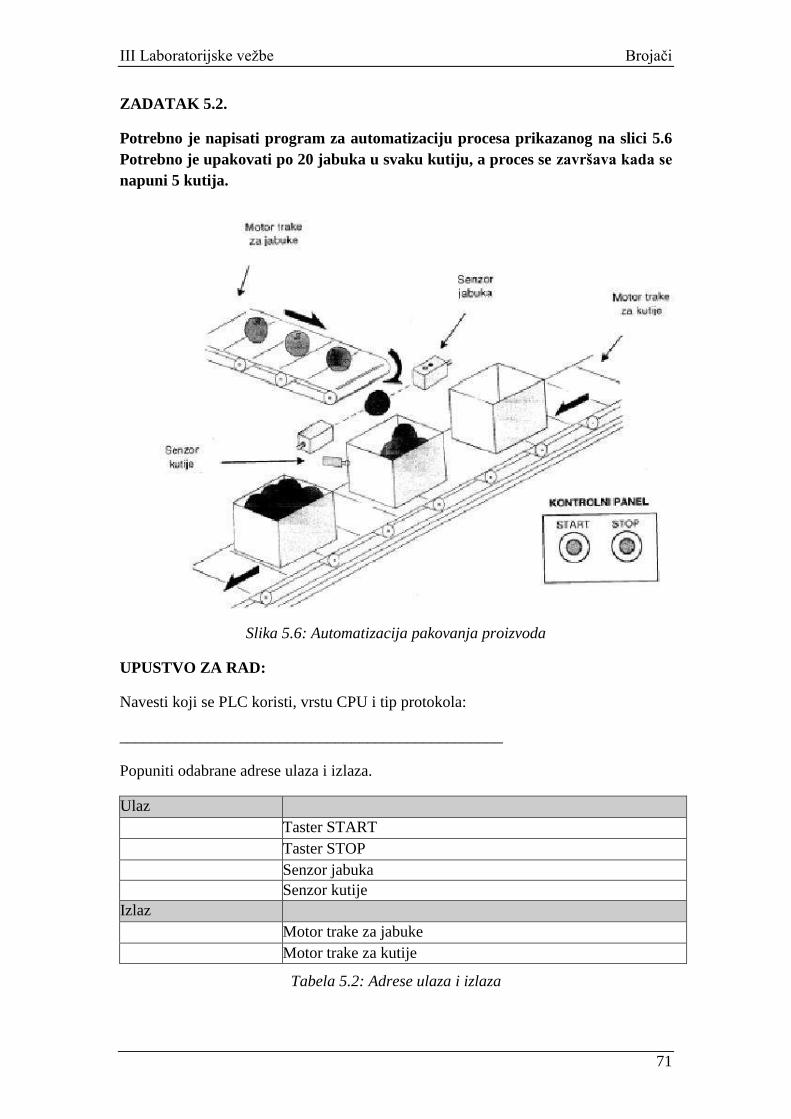
III Laboratorijske veţbe Brojaĉi
71
ZADATAK 5.2.
Potrebno je napisati program za automatizaciju procesa prikazanog na slici 5.6 Potrebno je upakovati po 20 jabuka u svaku kutiju, a proces se završava kada se
napuni 5 kutija.
Slika 5.6: Automatizacija pakovanja proizvoda
UPUSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
________________________________________________
Popuniti odabrane adrese ulaza i izlaza.
Ulaz Taster START Taster STOP Senzor jabuka Senzor kutije Izlaz Motor trake za jabuke Motor trake za kutije
Tabela 5.2: Adrese ulaza i izlaza
Upravljanje u realnom vremenu Vera V. Petrovic
72
PROGRAMSKO REŠENJE:
III Laboratorijske veţbe Automatizacija prakinga
73
VEŢBA 6.
Automatizacija prakinga
Veţba 6.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:

Upravljanje u realnom vremenu Vera V. Petrovic
74
6.1. Instrukcije
Sabiranje dve BCD vrednosti - ADD (Omron)
CPM1A: Instrukcija ADD(30) koristi se za sabiranje dve BCD vrednosti. Izgled ove instrukcije dat je na slici:
Slika 6.1: Izgled funkcije ADD
Prvi parametar (Augend word) ove instrukcije je prvi sabirak u operaciji sabiranja a drugi parametar (Addend word) je drugi sabirak. Oba ova parametra mogu biti iz memorijskih zona IO, HR, AR, LR, DM, CNT, TIM ili su konstanta, kada ispred ĉetvorocifrenog broja koji definiše njihovu vrednost stoji simbol # (za BCD). Treći parametar (Result word) je adresa gde se smešta rezultat sabiranja. Ovaj parametar moţe biti iz memorijskih zona IO, HR, AR, LR, DM.
U primeru sa slike 6.1 na sadrţaj reĉi DM100 (0-9999) dodaje se sadrţaj reĉi DM200
(0- 9999) i rezultat se upisuje u reĉ DM300 (0-9999). U sluĉaju prekoraĉenja opsega
(u DM300 staje najviše 9999 jer je u pitanju BCD format) na pr. 9999+9999=19998 aktivira se keri (Carry) fleg za signalizaciju da je došlo do prekoraĉenja. U ovom sluĉaju se u DM300 upisuje 9998 a da bi imali taĉan rezultat sabiranja mora se napisati programski kod koji će 1 da upiše u DM301 koristeći keri fleg kao uslov. Tada je taĉan rezultat u reĉi DM300 koja se posmatra kao DOUBLE.
+B; +BC (Omron)
CJ1M: Instrukcija +B(404) radi isto što i instrukcija ADD(30) kod serije CPM1A ali bez signalizacije o prekoraĉenju odn. bez postavljanja keri flega. Instrukcija +BC(406) u sluĉaju prekoraĉenja postavlja keri fleg u sluĉaju prekoraĉenja. Instrukcije su prikazane na slici 6.2.
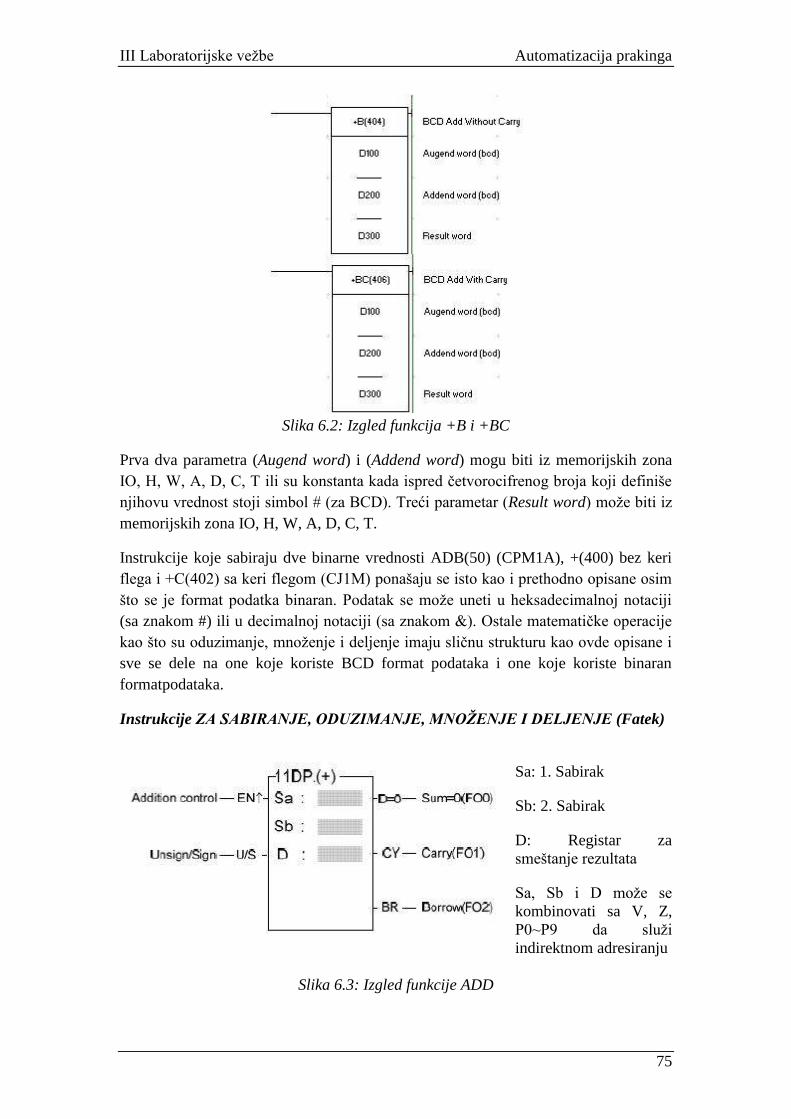
III Laboratorijske veţbe Automatizacija prakinga
75
Slika 6.2: Izgled funkcija +B i +BC
Prva dva parametra (Augend word) i (Addend word) mogu biti iz memorijskih zona IO, H, W, A, D, C, T ili su konstanta kada ispred ĉetvorocifrenog broja koji definiše njihovu vrednost stoji simbol # (za BCD). Treći parametar (Result word) moţe biti iz memorijskih zona IO, H, W, A, D, C, T.
Instrukcije koje sabiraju dve binarne vrednosti ADB(50) (CPM1A), +(400) bez keri flega i +C(402) sa keri flegom (CJ1M) ponašaju se isto kao i prethodno opisane osim što se je format podatka binaran. Podatak se moţe uneti u heksadecimalnoj notaciji (sa znakom #) ili u decimalnoj notaciji (sa znakom &). Ostale matematiĉke operacije kao što su oduzimanje, mnoţenje i deljenje imaju sliĉnu strukturu kao ovde opisane i sve se dele na one koje koriste BCD format podataka i one koje koriste binaran formatpodataka.
Instrukcije ZA SABIRANJE, ODUZIMANJE, MNOŽENJE I DELJENJE (Fatek)
Sa: 1. Sabirak
Sb: 2. Sabirak
D: Registar za smeštanje rezultata
Sa, Sb i D moţe se
kombinovati sa V, Z, P0~P9 da sluţi
indirektnom adresiranju
Slika 6.3: Izgled funkcije ADD
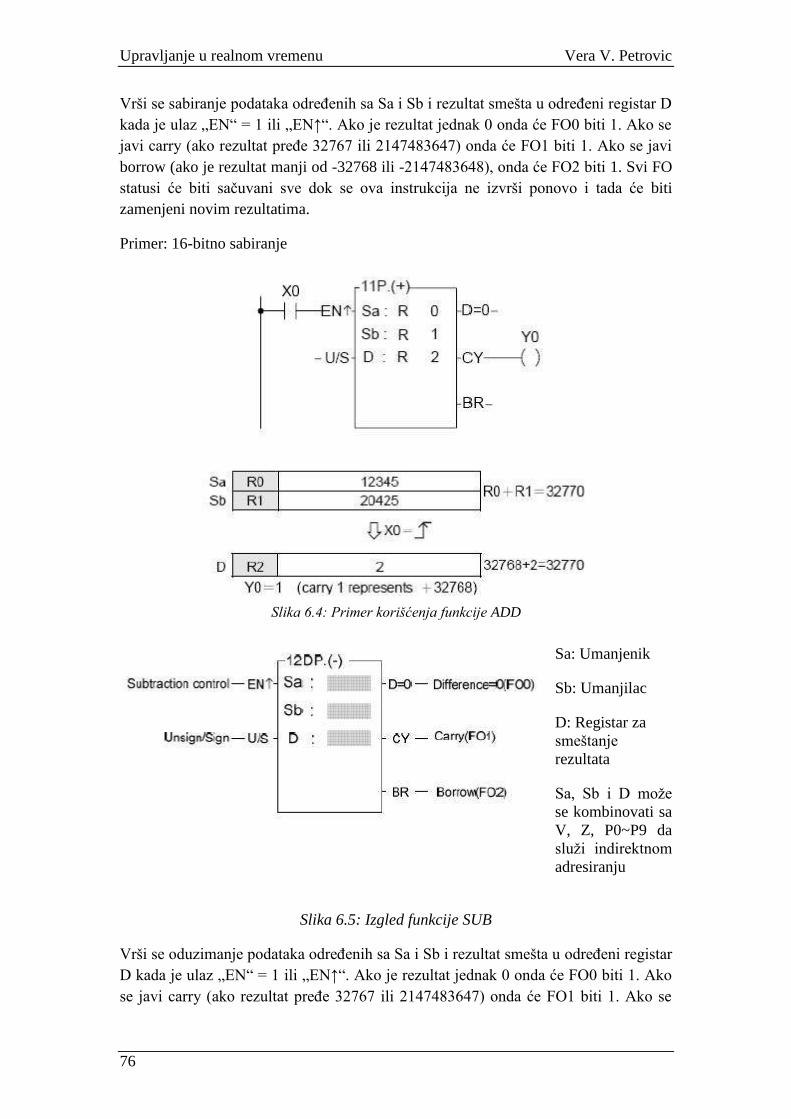
Upravljanje u realnom vremenu Vera V. Petrovic
76
Vrši se sabiranje podataka odreĊenih sa Sa i Sb i rezultat smešta u odreĊeni registar D kada je ulaz „EN“ = 1 ili „EN↑“. Ako je rezultat jednak 0 onda će FO0 biti 1. Ako se javi carry (ako rezultat preĊe 32767 ili 2147483647) onda će FO1 biti 1. Ako se javi borrow (ako je rezultat manji od -32768 ili -2147483648), onda će FO2 biti 1. Svi FO statusi će biti saĉuvani sve dok se ova instrukcija ne izvrši ponovo i tada će biti zamenjeni novim rezultatima.
Primer: 16-bitno sabiranje
Slika 6.4: Primer korišćenja funkcije ADD
Sa: Umanjenik
Sb: Umanjilac
D: Registar za smeštanje
rezultata
Sa, Sb i D moţe
se kombinovati sa V, Z, P0~P9 da sluţi indirektnom
adresiranju
Slika 6.5: Izgled funkcije SUB
Vrši se oduzimanje podataka odreĊenih sa Sa i Sb i rezultat smešta u odreĊeni registar D kada je ulaz „EN“ = 1 ili „EN↑“. Ako je rezultat jednak 0 onda će FO0 biti 1. Ako se javi carry (ako rezultat preĊe 32767 ili 2147483647) onda će FO1 biti 1. Ako se
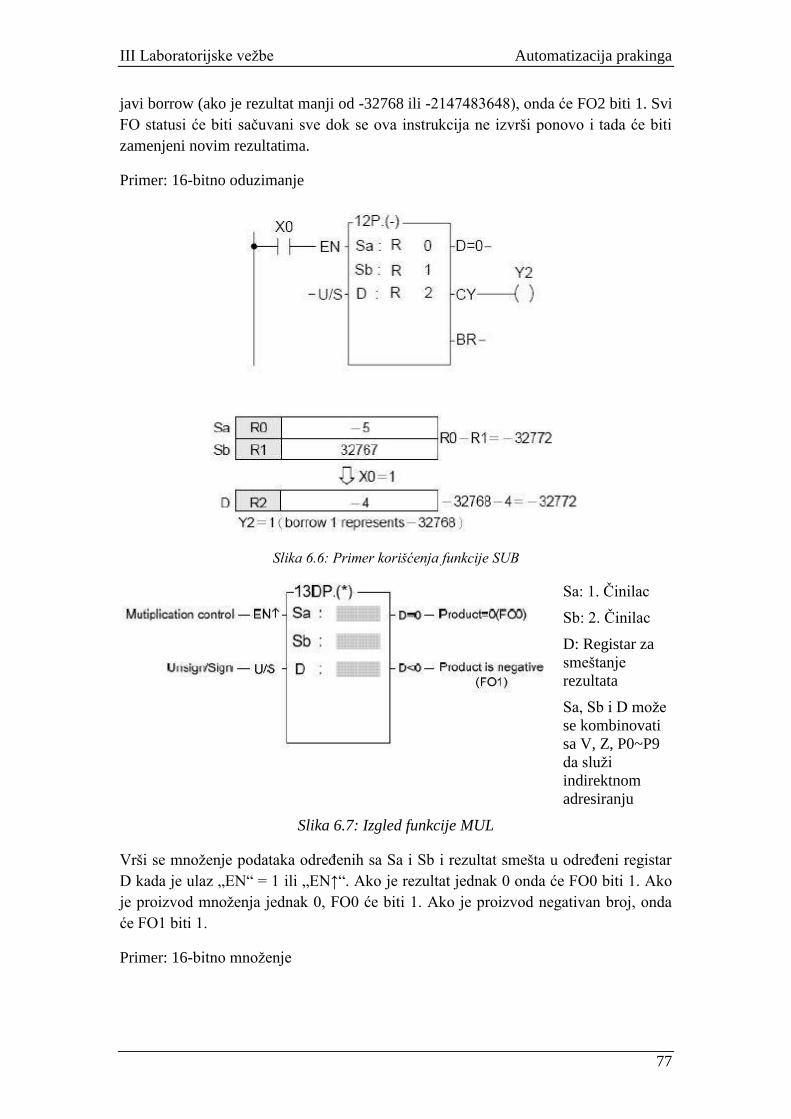
III Laboratorijske veţbe Automatizacija prakinga
77
javi borrow (ako je rezultat manji od -32768 ili -2147483648), onda će FO2 biti 1. Svi FO statusi će biti saĉuvani sve dok se ova instrukcija ne izvrši ponovo i tada će biti zamenjeni novim rezultatima.
Primer: 16-bitno oduzimanje
Slika 6.6: Primer korišćenja funkcije SUB
Sa: 1. Ĉinilac
Sb: 2. Ĉinilac
D: Registar za smeštanje
rezultata
Sa, Sb i D moţe
se kombinovati sa V, Z, P0~P9 da sluţi
indirektnom adresiranju
Slika 6.7: Izgled funkcije MUL
Vrši se mnoţenje podataka odreĊenih sa Sa i Sb i rezultat smešta u odreĊeni registar D kada je ulaz „EN“ = 1 ili „EN↑“. Ako je rezultat jednak 0 onda će FO0 biti 1. Ako je proizvod mnoţenja jednak 0, FO0 će biti 1. Ako je proizvod negativan broj, onda će FO1 biti 1.
Primer: 16-bitno mnoţenje
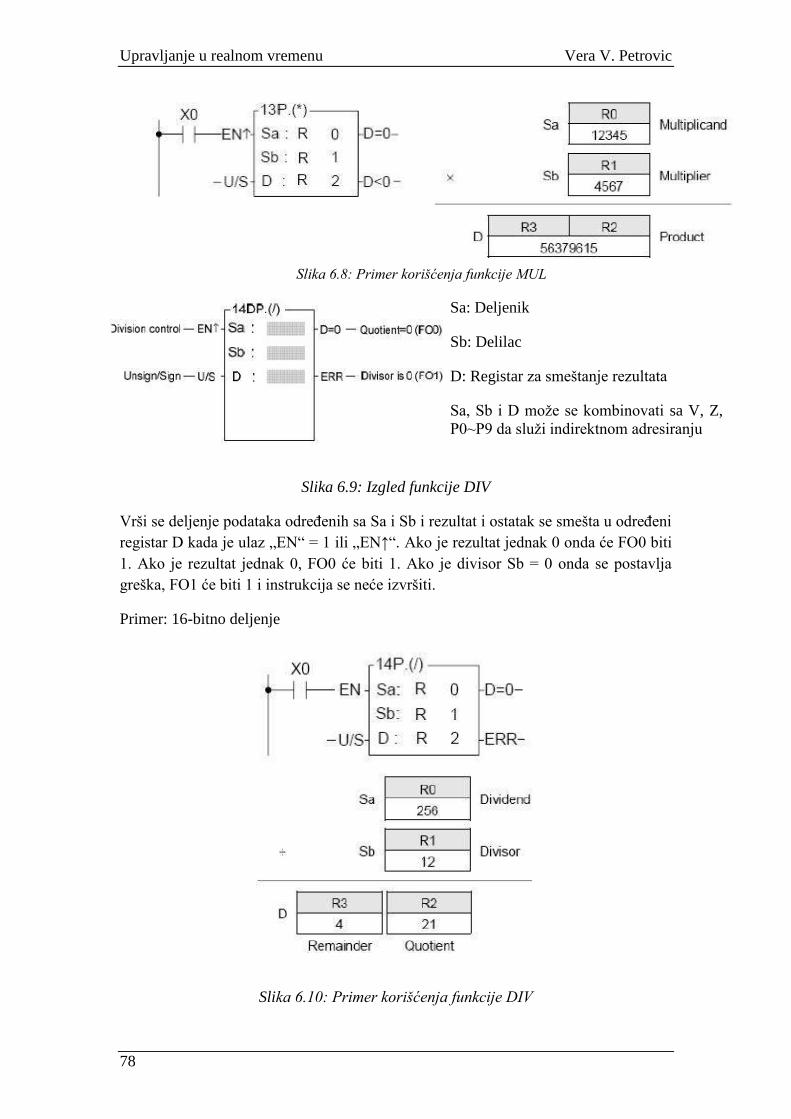
Upravljanje u realnom vremenu Vera V. Petrovic
78
Slika 6.8: Primer korišćenja funkcije MUL
Sa: Deljenik
Sb: Delilac
D: Registar za smeštanje rezultata
Sa, Sb i D moţe se kombinovati sa V, Z, P0~P9 da sluţi indirektnom adresiranju
Slika 6.9: Izgled funkcije DIV
Vrši se deljenje podataka odreĊenih sa Sa i Sb i rezultat i ostatak se smešta u odreĊeni registar D kada je ulaz „EN“ = 1 ili „EN↑“. Ako je rezultat jednak 0 onda će FO0 biti 1. Ako je rezultat jednak 0, FO0 će biti 1. Ako je divisor Sb = 0 onda se postavlja greška, FO1 će biti 1 i instrukcija se neće izvršiti.
Primer: 16-bitno deljenje
Slika 6.10: Primer korišćenja funkcije DIV
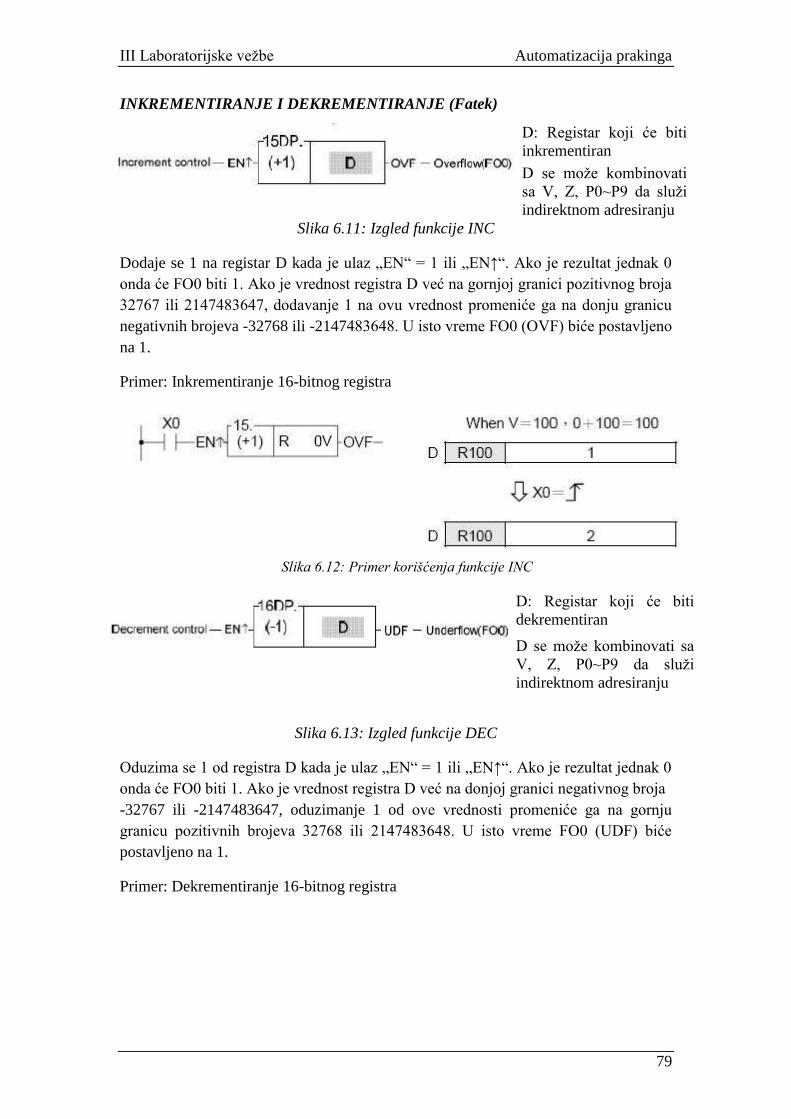
III Laboratorijske veţbe Automatizacija prakinga
79
INKREMENTIRANJE I DEKREMENTIRANJE (Fatek)
D: Registar koji će biti
inkrementiran
D se moţe kombinovati
sa V, Z, P0~P9 da sluţi
indirektnom adresiranju Slika 6.11: Izgled funkcije INC
Dodaje se 1 na registar D kada je ulaz „EN“ = 1 ili „EN↑“. Ako je rezultat jednak 0 onda će FO0 biti 1. Ako je vrednost registra D već na gornjoj granici pozitivnog broja 32767 ili 2147483647, dodavanje 1 na ovu vrednost promeniće ga na donju granicu negativnih brojeva -32768 ili -2147483648. U isto vreme FO0 (OVF) biće postavljeno na 1.
Primer: Inkrementiranje 16-bitnog registra
Slika 6.12: Primer korišćenja funkcije INC
D: Registar koji će biti
dekrementiran
D se moţe kombinovati sa
V, Z, P0~P9 da sluţi
indirektnom adresiranju
Slika 6.13: Izgled funkcije DEC
Oduzima se 1 od registra D kada je ulaz „EN“ = 1 ili „EN↑“. Ako je rezultat jednak 0 onda će FO0 biti 1. Ako je vrednost registra D već na donjoj granici negativnog broja -32767 ili -2147483647, oduzimanje 1 od ove vrednosti promeniće ga na gornju granicu pozitivnih brojeva 32768 ili 2147483648. U isto vreme FO0 (UDF) biće postavljeno na 1.
Primer: Dekrementiranje 16-bitnog registra
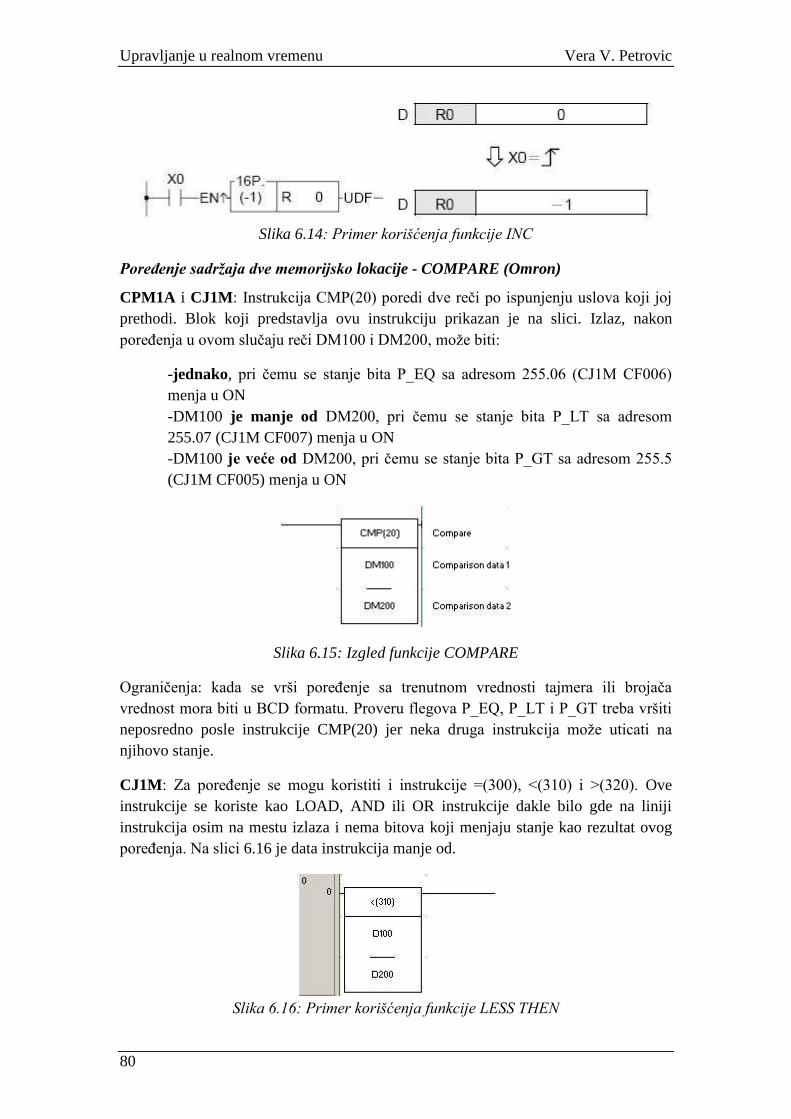
Upravljanje u realnom vremenu Vera V. Petrovic
80
Slika 6.14: Primer korišćenja funkcije INC
Poređenje sadržaja dve memorijsko lokacije - COMPARE (Omron)
CPM1A i CJ1M: Instrukcija CMP(20) poredi dve reĉi po ispunjenju uslova koji joj prethodi. Blok koji predstavlja ovu instrukciju prikazan je na slici. Izlaz, nakon poreĊenja u ovom sluĉaju reĉi DM100 i DM200, moţe biti:
-jednako, pri ĉemu se stanje bita P_EQ sa adresom 255.06 (CJ1M CF006)
menja u ON -DM100 je manje od DM200, pri ĉemu se stanje bita P_LT sa adresom
255.07 (CJ1M CF007) menja u ON -DM100 je veće od DM200, pri ĉemu se stanje bita P_GT sa adresom 255.5
(CJ1M CF005) menja u ON
Slika 6.15: Izgled funkcije COMPARE
Ograniĉenja: kada se vrši poreĊenje sa trenutnom vrednosti tajmera ili brojaĉa vrednost mora biti u BCD formatu. Proveru flegova P_EQ, P_LT i P_GT treba vršiti neposredno posle instrukcije CMP(20) jer neka druga instrukcija moţe uticati na njihovo stanje.
CJ1M: Za poreĊenje se mogu koristiti i instrukcije =(300), <(310) i >(320). Ove instrukcije se koriste kao LOAD, AND ili OR instrukcije dakle bilo gde na liniji instrukcija osim na mestu izlaza i nema bitova koji menjaju stanje kao rezultat ovog poreĊenja. Na slici 6.16 je data instrukcija manje od.
Slika 6.16: Primer korišćenja funkcije LESS THEN
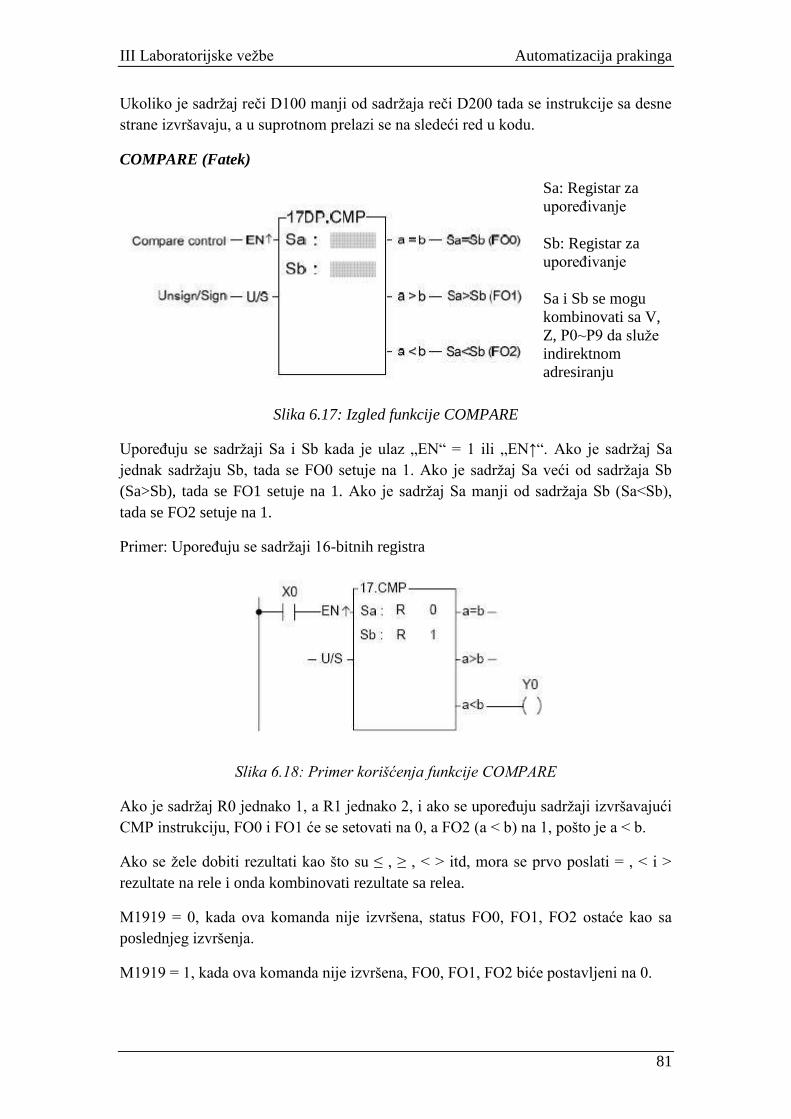
III Laboratorijske veţbe Automatizacija prakinga
81
Ukoliko je sadrţaj reĉi D100 manji od sadrţaja reĉi D200 tada se instrukcije sa desne strane izvršavaju, a u suprotnom prelazi se na sledeći red u kodu.
COMPARE (Fatek)
Sa: Registar za uporeĊivanje
Sb: Registar za uporeĊivanje
Sa i Sb se mogu kombinovati sa V, Z, P0~P9 da sluţe
indirektnom adresiranju
Slika 6.17: Izgled funkcije COMPARE
UporeĊuju se sadrţaji Sa i Sb kada je ulaz „EN“ = 1 ili „EN↑“. Ako je sadrţaj Sa jednak sadrţaju Sb, tada se FO0 setuje na 1. Ako je sadrţaj Sa veći od sadrţaja Sb (Sa>Sb), tada se FO1 setuje na 1. Ako je sadrţaj Sa manji od sadrţaja Sb (Sa<Sb), tada se FO2 setuje na 1.
Primer: UporeĊuju se sadrţaji 16-bitnih registra
Slika 6.18: Primer korišćenja funkcije COMPARE
Ako je sadrţaj R0 jednako 1, a R1 jednako 2, i ako se uporeĊuju sadrţaji izvršavajući CMP instrukciju, FO0 i FO1 će se setovati na 0, a FO2 (a < b) na 1, pošto je a < b.
Ako se ţele dobiti rezultati kao što su ≤ , ≥ , < > itd, mora se prvo poslati = , < i > rezultate na rele i onda kombinovati rezultate sa relea.
M1919 = 0, kada ova komanda nije izvršena, status FO0, FO1, FO2 ostaće kao sa poslednjeg izvršenja.
M1919 = 1, kada ova komanda nije izvršena, FO0, FO1, FO2 biće postavljeni na 0.
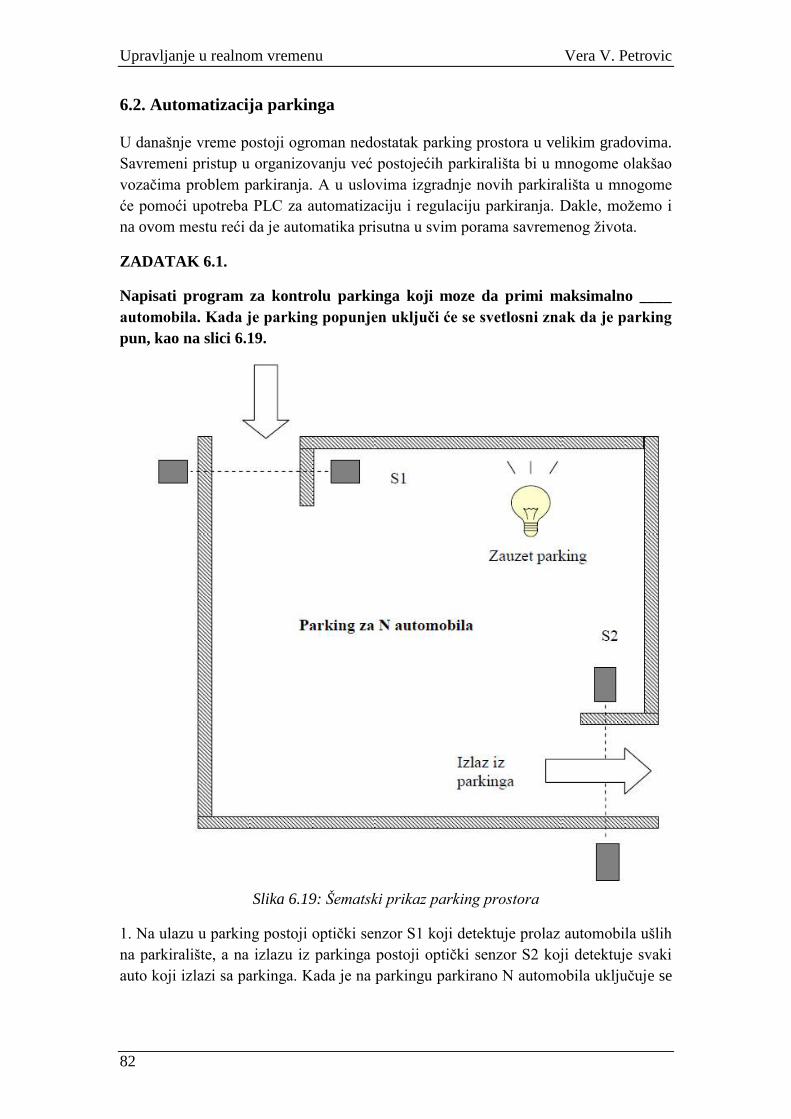
Upravljanje u realnom vremenu Vera V. Petrovic
82
6.2. Automatizacija parkinga
U današnje vreme postoji ogroman nedostatak parking prostora u velikim gradovima. Savremeni pristup u organizovanju već postojećih parkirališta bi u mnogome olakšao
vozaĉima problem parkiranja. A u uslovima izgradnje novih parkirališta u mnogome
će pomoći upotreba PLC za automatizaciju i regulaciju parkiranja. Dakle, moţemo i
na ovom mestu reći da je automatika prisutna u svim porama savremenog ţivota.
ZADATAK 6.1.
Napisati program za kontrolu parkinga koji moze da primi maksimalno ____ automobila. Kada je parking popunjen uključi će se svetlosni znak da je parking
pun, kao na slici 6.19.
Slika 6.19: Šematski prikaz parking prostora
1. Na ulazu u parking postoji optiĉki senzor S1 koji detektuje prolaz automobila ušlih
na parkiralište, a na izlazu iz parkinga postoji optiĉki senzor S2 koji detektuje svaki
auto koji izlazi sa parkinga. Kada je na parkingu parkirano N automobila ukljuĉuje se
III Laboratorijske veţbe Automatizacija prakinga
83
svetlosni signal koji ukazuje na informaciju da je parking zauzet, odnosno da nema više slobodnih mesta.
2. U drugom sluĉaju napisti program koji ispisuje broj slobodnih mesta na parkingu.
UPUSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
__________________________________________________
Popuniti adrese ulaza i izlaza
ulazi Signal sa senzora na ulazu u parking (S1) Signal sa senzora na izlazu iz parkinga (S2) izlaz Svetlosni znak da je parking zauzet
Tabela 6.1: Adrese ulaza i izlaza
PROGRAMSKO REŠENJE:
Upravljanje u realnom vremenu Vera V. Petrovic
84
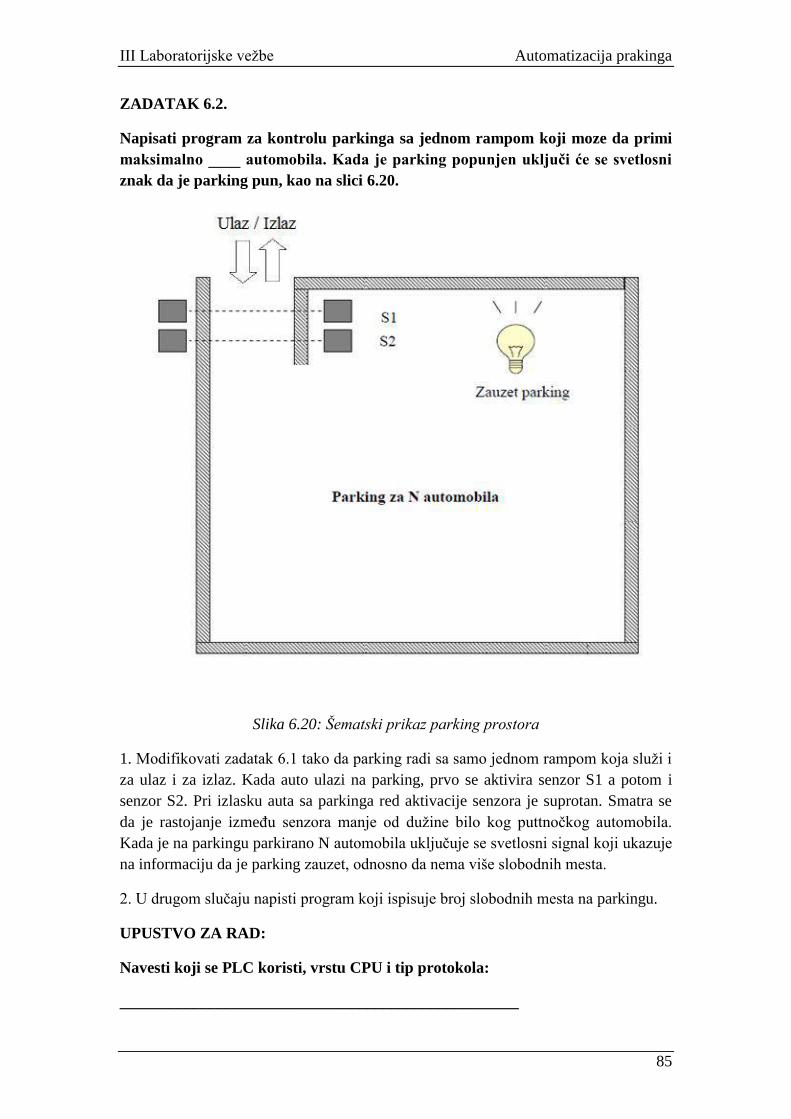
III Laboratorijske veţbe Automatizacija prakinga
85
ZADATAK 6.2.
Napisati program za kontrolu parkinga sa jednom rampom koji moze da primi maksimalno ____ automobila. Kada je parking popunjen uključi će se svetlosni znak da je parking pun, kao na slici 6.20.
Slika 6.20: Šematski prikaz parking prostora
1. Modifikovati zadatak 6.1 tako da parking radi sa samo jednom rampom koja sluţi i
za ulaz i za izlaz. Kada auto ulazi na parking, prvo se aktivira senzor S1 a potom i senzor S2. Pri izlasku auta sa parkinga red aktivacije senzora je suprotan. Smatra se da je rastojanje izmeĊu senzora manje od duţine bilo kog puttnoĉkog automobila. Kada je na parkingu parkirano N automobila ukljuĉuje se svetlosni signal koji ukazuje
na informaciju da je parking zauzet, odnosno da nema više slobodnih mesta.
2. U drugom sluĉaju napisti program koji ispisuje broj slobodnih mesta na parkingu.
UPUSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
__________________________________________________
Upravljanje u realnom vremenu Vera V. Petrovic
86
Popuniti adrese ulaza i izlaza
ulazi Signal sa senzora S1 Signal sa senzora S2 izlaz Svetlosni znak da je parking zauzet
Tabela 6.2: Adrese ulaza i izlaza
PROGRAMSKO REŠENJE:
III Laboratorijske veţbe Automatska vrata
87
VEŢBA 7.
Automatska vrata
Veţba 7.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
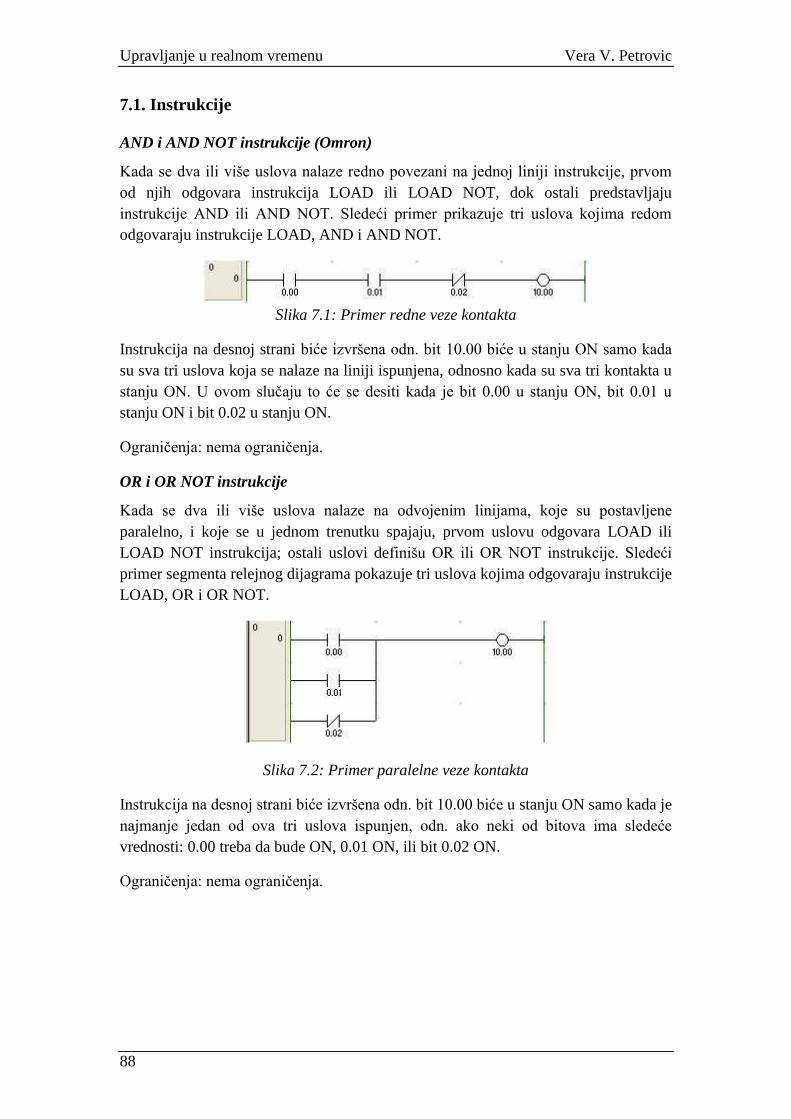
Upravljanje u realnom vremenu Vera V. Petrovic
88
7.1. Instrukcije
AND i AND NOT instrukcije (Omron)
Kada se dva ili više uslova nalaze redno povezani na jednoj liniji instrukcije, prvom od njih odgovara instrukcija LOAD ili LOAD NOT, dok ostali predstavljaju instrukcije AND ili AND NOT. Sledeći primer prikazuje tri uslova kojima redom odgovaraju instrukcije LOAD, AND i AND NOT.
Slika 7.1: Primer redne veze kontakta
Instrukcija na desnoj strani biće izvršena odn. bit 10.00 biće u stanju ON samo kada su sva tri uslova koja se nalaze na liniji ispunjena, odnosno kada su sva tri kontakta u stanju ON. U ovom sluĉaju to će se desiti kada je bit 0.00 u stanju ON, bit 0.01 u stanju ON i bit 0.02 u stanju ON.
Ograniĉenja: nema ograniĉenja.
OR i OR NOT instrukcije
Kada se dva ili više uslova nalaze na odvojenim linijama, koje su postavljene paralelno, i koje se u jednom trenutku spajaju, prvom uslovu odgovara LOAD ili LOAD NOT instrukcija; ostali uslovi definišu OR ili OR NOT instrukcije. Sledeći primer segmenta relejnog dijagrama pokazuje tri uslova kojima odgovaraju instrukcije LOAD, OR i OR NOT.
Slika 7.2: Primer paralelne veze kontakta
Instrukcija na desnoj strani biće izvršena odn. bit 10.00 biće u stanju ON samo kada je najmanje jedan od ova tri uslova ispunjen, odn. ako neki od bitova ima sledeće vrednosti: 0.00 treba da bude ON, 0.01 ON, ili bit 0.02 ON.
Ograniĉenja: nema ograniĉenja.
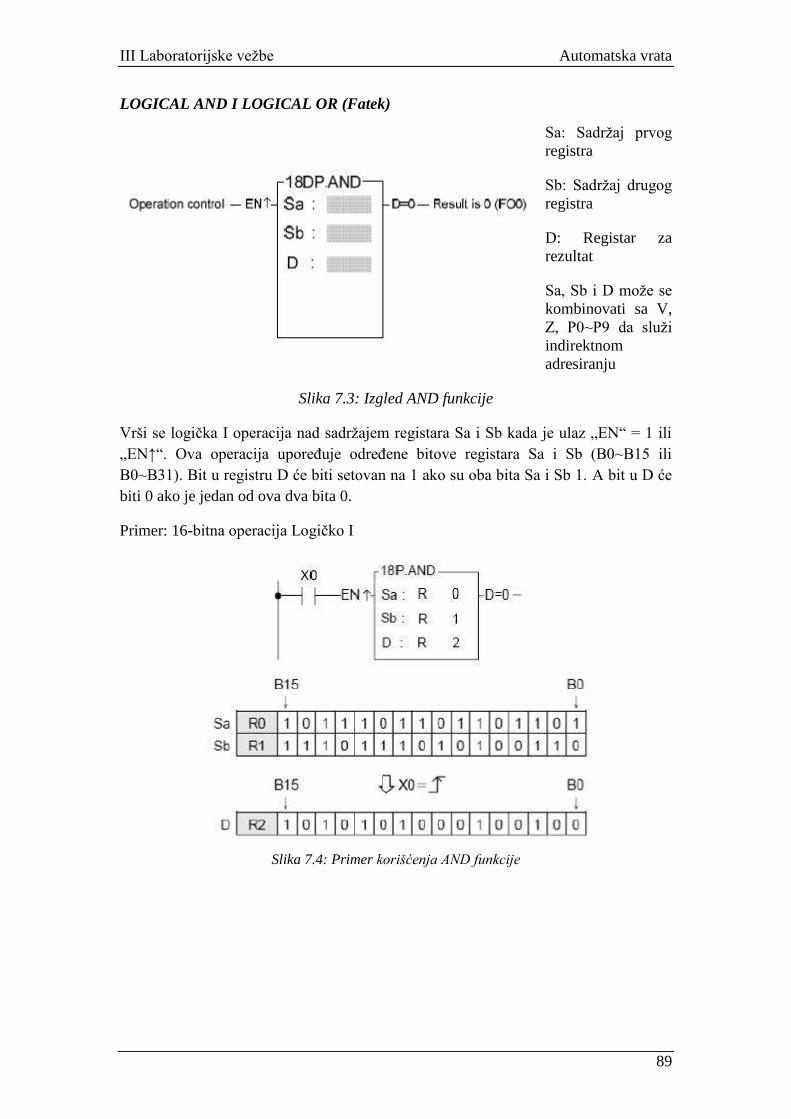
III Laboratorijske veţbe Automatska vrata
89
LOGICAL AND I LOGICAL OR (Fatek)
Sa: Sadrţaj prvog
registra
Sb: Sadrţaj drugog
registra
D: Registar za rezultat
Sa, Sb i D moţe se
kombinovati sa V, Z, P0~P9 da sluţi
indirektnom adresiranju
Slika 7.3: Izgled AND funkcije
Vrši se logiĉka I operacija nad sadrţajem registara Sa i Sb kada je ulaz „EN“ = 1 ili „EN↑“. Ova operacija uporeĊuje odreĊene bitove registara Sa i Sb (B0~B15 ili B0~B31). Bit u registru D će biti setovan na 1 ako su oba bita Sa i Sb 1. A bit u D će biti 0 ako je jedan od ova dva bita 0.
Primer: 16-bitna operacija Logiĉko I
Slika 7.4: Primer korišćenja AND funkcije
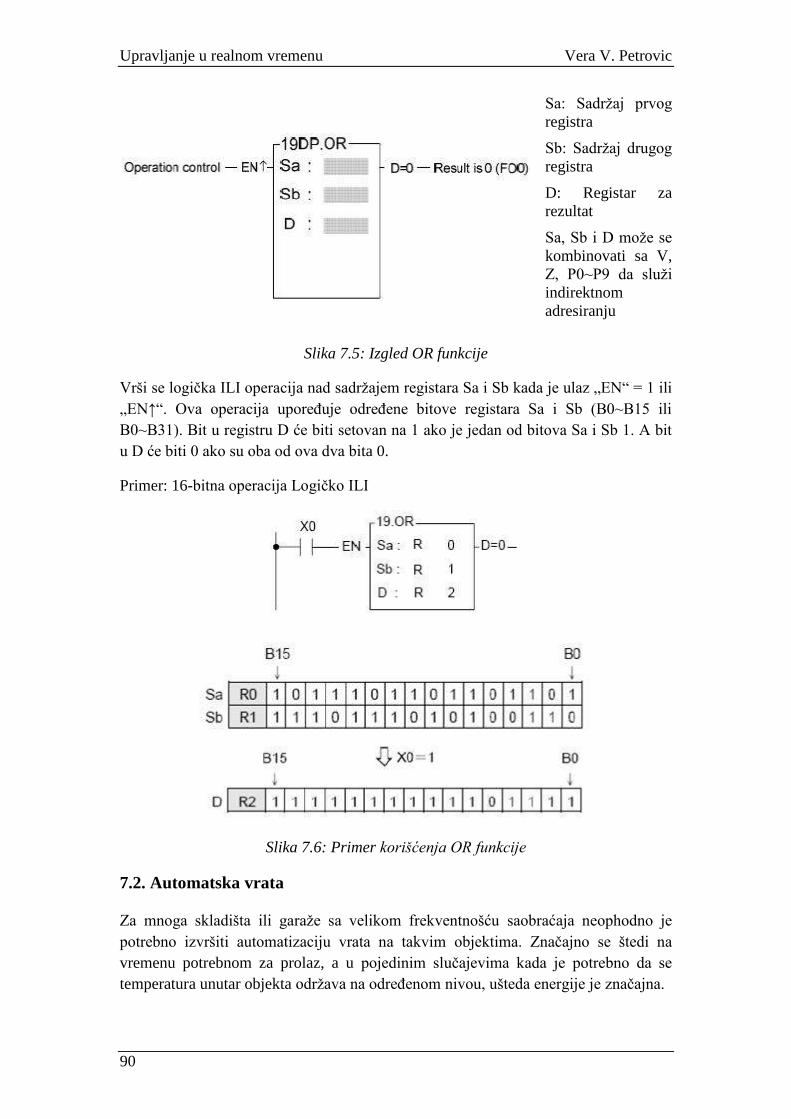
Upravljanje u realnom vremenu Vera V. Petrovic
90
Sa: Sadrţaj prvog
registra
Sb: Sadrţaj drugog
registra
D: Registar za rezultat
Sa, Sb i D moţe se
kombinovati sa V, Z, P0~P9 da sluţi
indirektnom adresiranju
Slika 7.5: Izgled OR funkcije
Vrši se logiĉka ILI operacija nad sadrţajem registara Sa i Sb kada je ulaz „EN“ = 1 ili „EN↑“. Ova operacija uporeĊuje odreĊene bitove registara Sa i Sb (B0~B15 ili B0~B31). Bit u registru D će biti setovan na 1 ako je jedan od bitova Sa i Sb 1. A bit u D će biti 0 ako su oba od ova dva bita 0.
Primer: 16-bitna operacija Logiĉko ILI
Slika 7.6: Primer korišćenja OR funkcije
7.2. Automatska vrata
Za mnoga skladišta ili garaţe sa velikom frekventnošću saobraćaja neophodno je
potrebno izvršiti automatizaciju vrata na takvim objektima. Znaĉajno se štedi na
vremenu potrebnom za prolaz, a u pojedinim sluĉajevima kada je potrebno da se
temperatura unutar objekta odrţava na odreĊenom nivou, ušteda energije je znaĉajna.
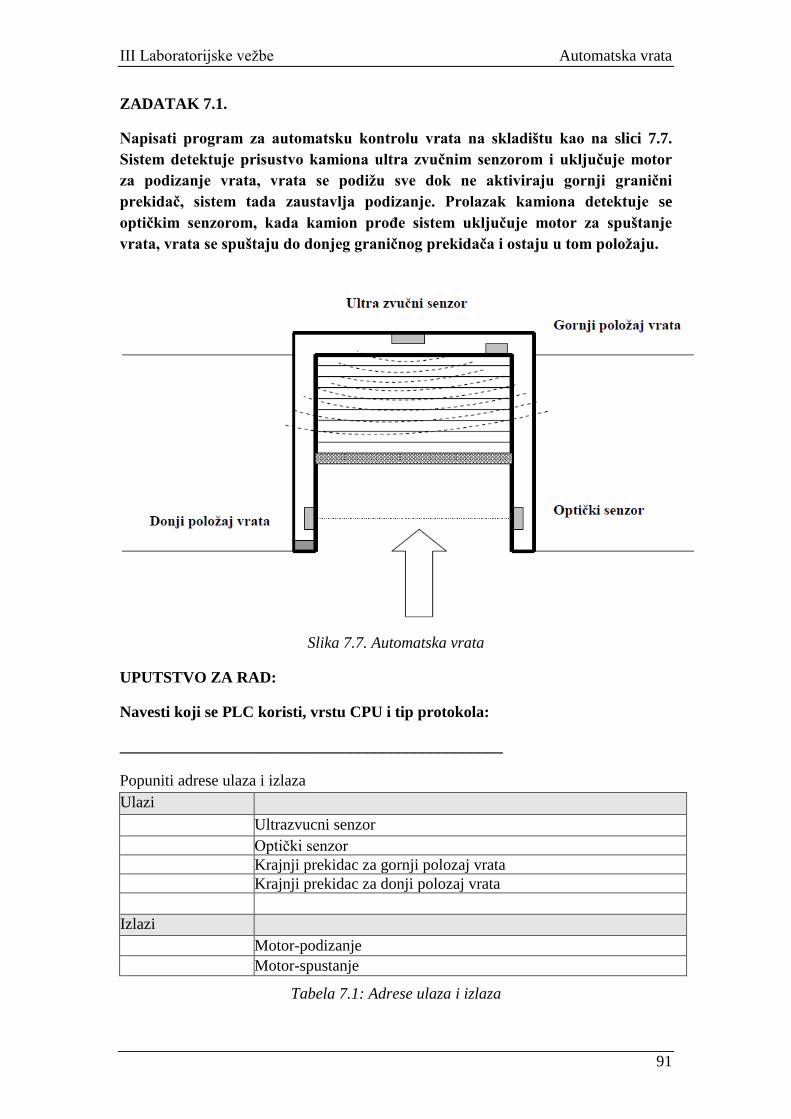
III Laboratorijske veţbe Automatska vrata
91
ZADATAK 7.1.
Napisati program za automatsku kontrolu vrata na skladištu kao na slici 7.7. Sistem detektuje prisustvo kamiona ultra zvučnim senzorom i uključuje motor
za podizanje vrata, vrata se podiţu sve dok ne aktiviraju gornji granični
prekidač, sistem tada zaustavlja podizanje. Prolazak kamiona detektuje se optičkim senzorom, kada kamion prođe sistem uključuje motor za spuštanje vrata, vrata se spuštaju do donjeg graničnog prekidača i ostaju u tom poloţaju.
Slika 7.7. Automatska vrata
UPUTSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
________________________________________________
Popuniti adrese ulaza i izlaza Ulazi
Ultrazvucni senzor Optiĉki senzor Krajnji prekidac za gornji polozaj vrata Krajnji prekidac za donji polozaj vrata Izlazi Motor-podizanje Motor-spustanje
Tabela 7.1: Adrese ulaza i izlaza

Upravljanje u realnom vremenu Vera V. Petrovic
92
PROGRAMSKO REŠENJE:
III Laboratorijske veţbe Kontrola istrošenosti alata
93
VEŢBA 8.
Kontrola istrošenosti alata
Veţba 9.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
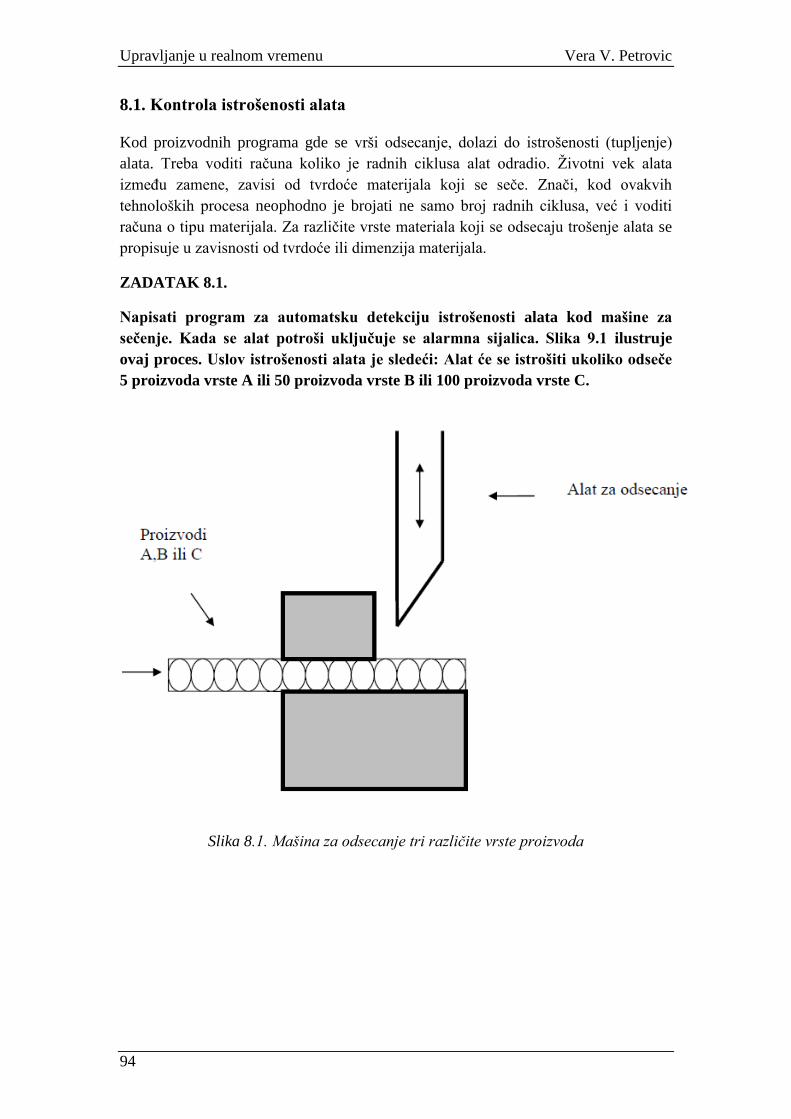
Upravljanje u realnom vremenu Vera V. Petrovic
94
8.1. Kontrola istrošenosti alata
Kod proizvodnih programa gde se vrši odsecanje, dolazi do istrošenosti (tupljenje)
alata. Treba voditi raĉuna koliko je radnih ciklusa alat odradio. Ţivotni vek alata
izmeĊu zamene, zavisi od tvrdoće materijala koji se seĉe. Znaĉi, kod ovakvih
tehnoloških procesa neophodno je brojati ne samo broj radnih ciklusa, već i voditi
raĉuna o tipu materijala. Za razliĉite vrste materiala koji se odsecaju trošenje alata se propisuje u zavisnosti od tvrdoće ili dimenzija materijala.
ZADATAK 8.1.
Napisati program za automatsku detekciju istrošenosti alata kod mašine za
sečenje. Kada se alat potroši uključuje se alarmna sijalica. Slika 9.1 ilustruje ovaj proces. Uslov istrošenosti alata je sledeći: Alat će se istrošiti ukoliko odseče
5 proizvoda vrste A ili 50 proizvoda vrste B ili 100 proizvoda vrste C.
Slika 8.1. Mašina za odsecanje tri različite vrste proizvoda
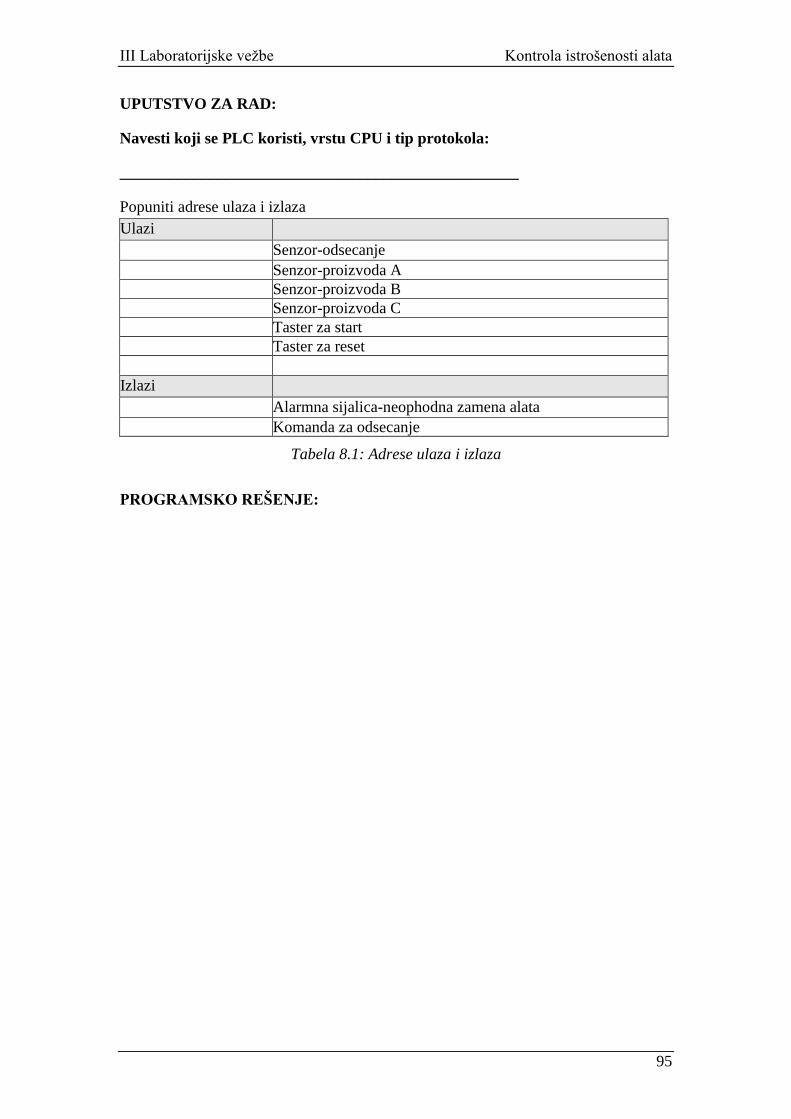
III Laboratorijske veţbe Kontrola istrošenosti alata
95
UPUTSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
__________________________________________________
Popuniti adrese ulaza i izlaza Ulazi Senzor-odsecanje Senzor-proizvoda A Senzor-proizvoda B Senzor-proizvoda C Taster za start Taster za reset Izlazi Alarmna sijalica-neophodna zamena alata Komanda za odsecanje
Tabela 8.1: Adrese ulaza i izlaza
PROGRAMSKO REŠENJE:

Upravljanje u realnom vremenu Vera V. Petrovic
96

III Laboratorijske veţbe Kontrola krana
97
VEŢBA 9.
Kontrola krana
Veţba 9.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
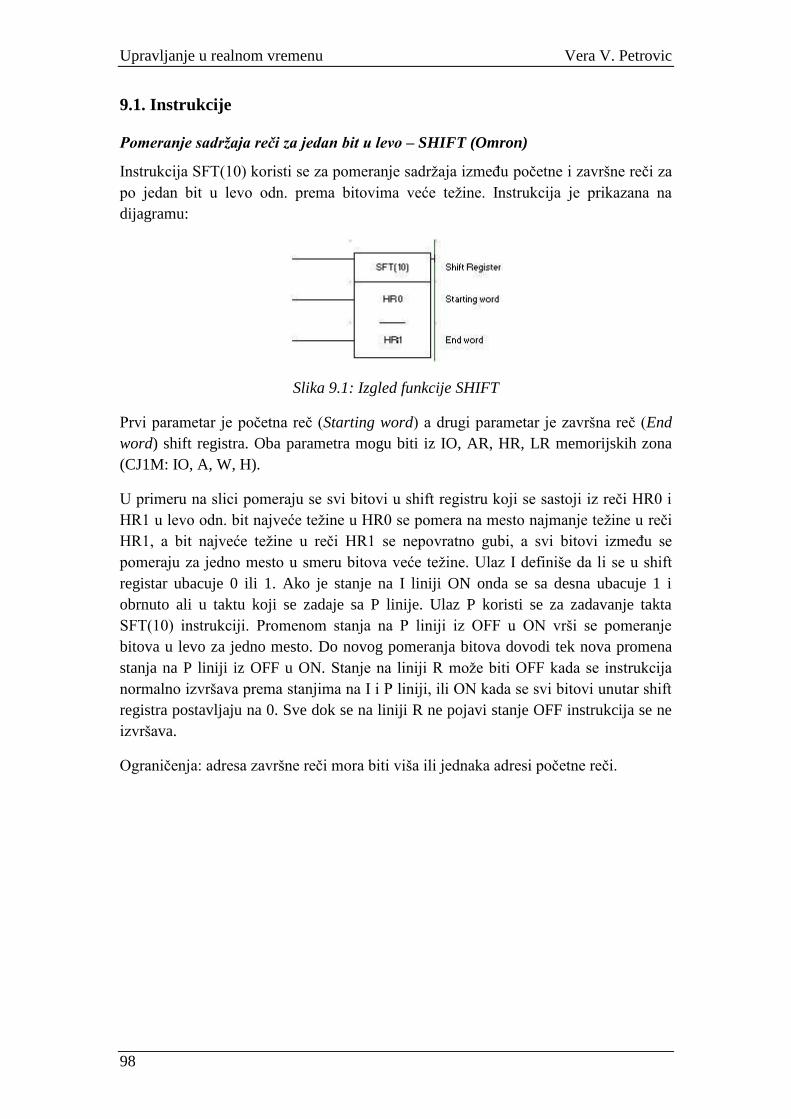
Upravljanje u realnom vremenu Vera V. Petrovic
98
9.1. Instrukcije
Pomeranje sadržaja reči za jedan bit u levo – SHIFT (Omron)
Instrukcija SFT(10) koristi se za pomeranje sadrţaja izmeĊu poĉetne i završne reĉi za po jedan bit u levo odn. prema bitovima veće teţine. Instrukcija je prikazana na dijagramu:
Slika 9.1: Izgled funkcije SHIFT
Prvi parametar je poĉetna reĉ (Starting word) a drugi parametar je završna reĉ (End word) shift registra. Oba parametra mogu biti iz IO, AR, HR, LR memorijskih zona (CJ1M: IO, A, W, H).
U primeru na slici pomeraju se svi bitovi u shift registru koji se sastoji iz reĉi HR0 i HR1 u levo odn. bit najveće teţine u HR0 se pomera na mesto najmanje teţine u reĉi HR1, a bit najveće teţine u reĉi HR1 se nepovratno gubi, a svi bitovi izmeĊu se pomeraju za jedno mesto u smeru bitova veće teţine. Ulaz I definiše da li se u shift registar ubacuje 0 ili 1. Ako je stanje na I liniji ON onda se sa desna ubacuje 1 i obrnuto ali u taktu koji se zadaje sa P linije. Ulaz P koristi se za zadavanje takta SFT(10) instrukciji. Promenom stanja na P liniji iz OFF u ON vrši se pomeranje bitova u levo za jedno mesto. Do novog pomeranja bitova dovodi tek nova promena stanja na P liniji iz OFF u ON. Stanje na liniji R moţe biti OFF kada se instrukcija normalno izvršava prema stanjima na I i P liniji, ili ON kada se svi bitovi unutar shift registra postavljaju na 0. Sve dok se na liniji R ne pojavi stanje OFF instrukcija se ne izvršava.
Ograniĉenja: adresa završne reĉi mora biti viša ili jednaka adresi poĉetne reĉi.
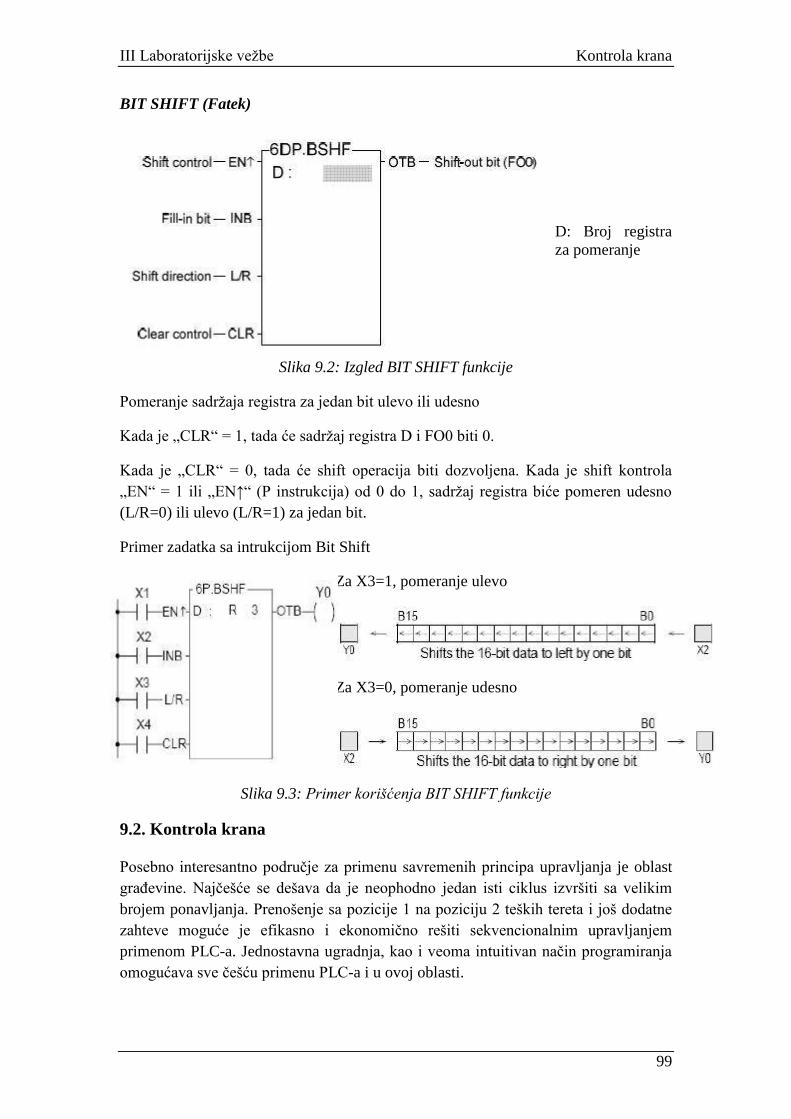
III Laboratorijske veţbe Kontrola krana
99
BIT SHIFT (Fatek)
D: Broj registra za pomeranje
Slika 9.2: Izgled BIT SHIFT funkcije
Pomeranje sadrţaja registra za jedan bit ulevo ili udesno
Kada je „CLR“ = 1, tada će sadrţaj registra D i FO0 biti 0.
Kada je „CLR“ = 0, tada će shift operacija biti dozvoljena. Kada je shift kontrola „EN“ = 1 ili „EN↑“ (P instrukcija) od 0 do 1, sadrţaj registra biće pomeren udesno (L/R=0) ili ulevo (L/R=1) za jedan bit.
Primer zadatka sa intrukcijom Bit Shift
Za X3=1, pomeranje ulevo
Za X3=0, pomeranje udesno
Slika 9.3: Primer korišćenja BIT SHIFT funkcije
9.2. Kontrola krana
Posebno interesantno podruĉje za primenu savremenih principa upravljanja je oblast graĊevine. Najĉešće se dešava da je neophodno jedan isti ciklus izvršiti sa velikim
brojem ponavljanja. Prenošenje sa pozicije 1 na poziciju 2 teških tereta i još dodatne
zahteve moguće je efikasno i ekonomiĉno rešiti sekvencionalnim upravljanjem
primenom PLC-a. Jednostavna ugradnja, kao i veoma intuitivan naĉin programiranja omogućava sve ĉešću primenu PLC-a i u ovoj oblasti.
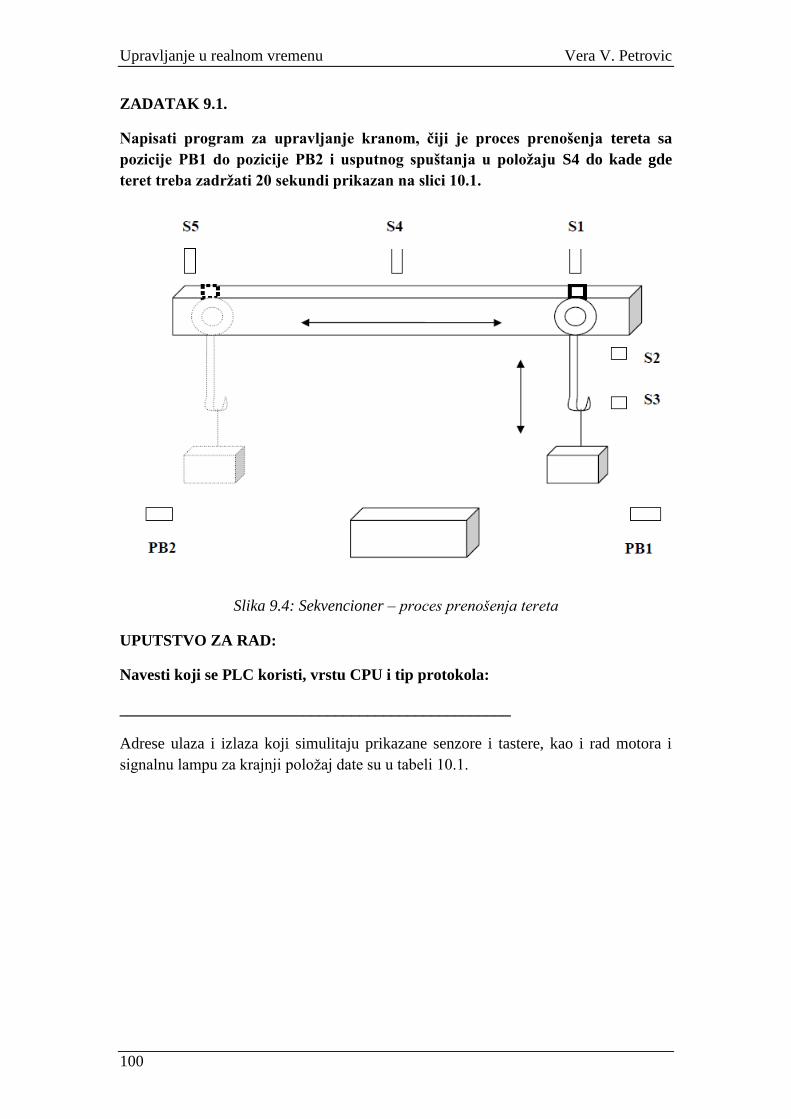
Upravljanje u realnom vremenu Vera V. Petrovic
100
ZADATAK 9.1.
Napisati program za upravljanje kranom, čiji je proces prenošenja tereta sa pozicije PB1 do pozicije PB2 i usputnog spuštanja u poloţaju S4 do kade gde teret treba zadrţati 20 sekundi prikazan na slici 10.1.
Slika 9.4: Sekvencioner – proces prenošenja tereta
UPUTSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
_________________________________________________
Adrese ulaza i izlaza koji simulitaju prikazane senzore i tastere, kao i rad motora i signalnu lampu za krajnji poloţaj date su u tabeli 10.1.
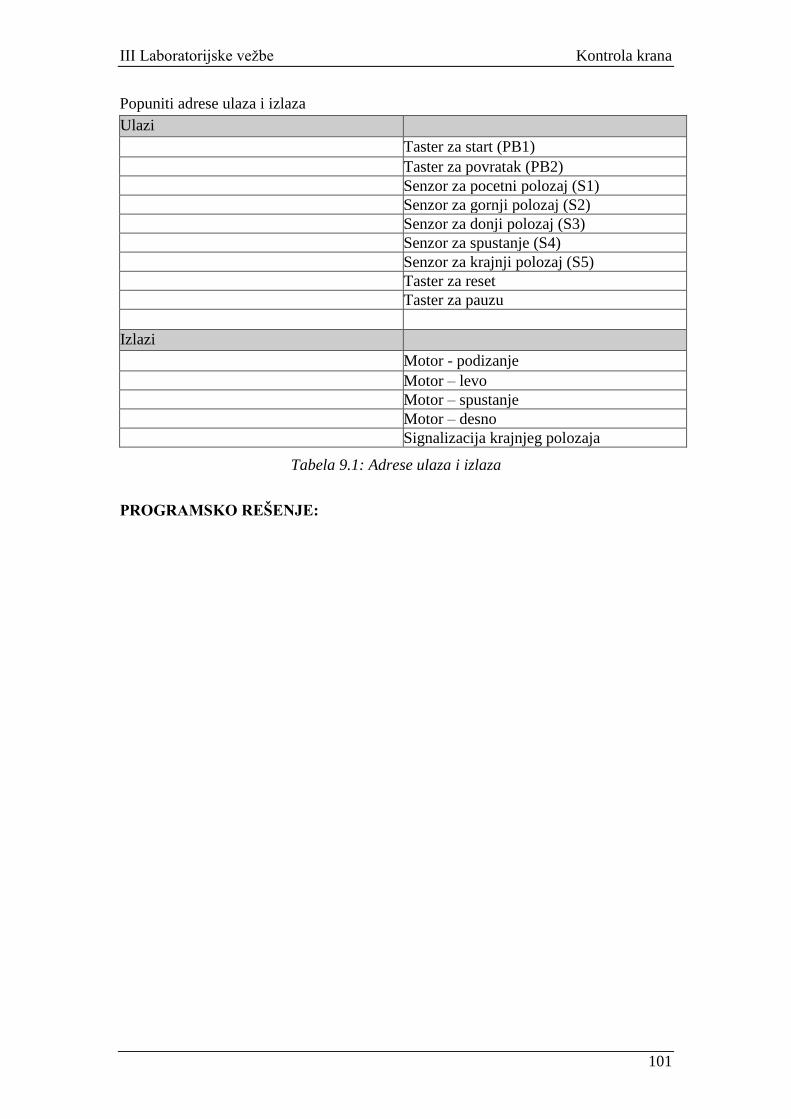
III Laboratorijske veţbe Kontrola krana
101
Popuniti adrese ulaza i izlaza Ulazi Taster za start (PB1) Taster za povratak (PB2) Senzor za pocetni polozaj (S1) Senzor za gornji polozaj (S2) Senzor za donji polozaj (S3) Senzor za spustanje (S4) Senzor za krajnji polozaj (S5) Taster za reset Taster za pauzu Izlazi Motor - podizanje Motor – levo Motor – spustanje Motor – desno Signalizacija krajnjeg polozaja
Tabela 9.1: Adrese ulaza i izlaza
PROGRAMSKO REŠENJE:

Upravljanje u realnom vremenu Vera V. Petrovic
102
III Laboratorijske veţbe Automatizacija semafora
103
VEŢBA 10.
Automatizacija semafora
Veţba 10.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
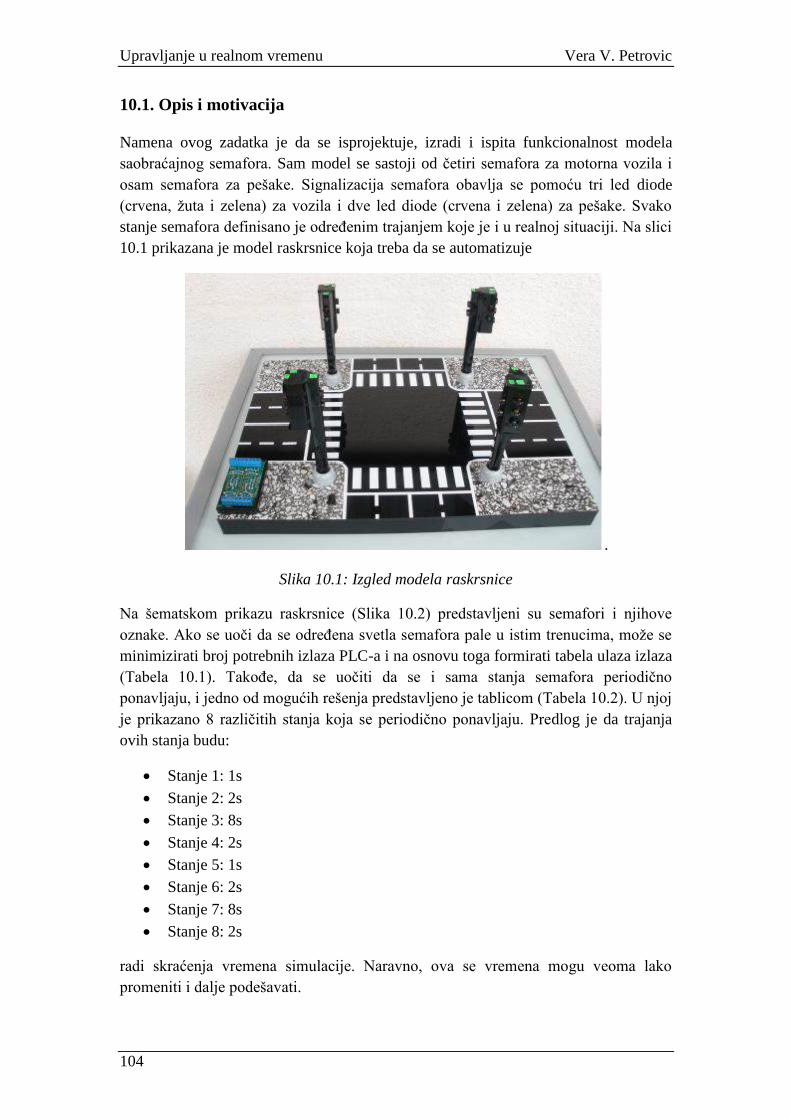
Upravljanje u realnom vremenu Vera V. Petrovic
104
10.1. Opis i motivacija
Namena ovog zadatka je da se isprojektuje, izradi i ispita funkcionalnost modela saobraćajnog semafora. Sam model se sastoji od ĉetiri semafora za motorna vozila i
osam semafora za pešake. Signalizacija semafora obavlja se pomoću tri led diode (crvena, ţuta i zelena) za vozila i dve led diode (crvena i zelena) za pešake. Svako
stanje semafora definisano je odreĊenim trajanjem koje je i u realnoj situaciji. Na slici
10.1 prikazana je model raskrsnice koja treba da se automatizuje
.
Slika 10.1: Izgled modela raskrsnice
Na šematskom prikazu raskrsnice (Slika 10.2) predstavljeni su semafori i njihove
oznake. Ako se uoĉi da se odreĊena svetla semafora pale u istim trenucima, moţe se
minimizirati broj potrebnih izlaza PLC-a i na osnovu toga formirati tabela ulaza izlaza (Tabela 10.1). TakoĊe, da se uoĉiti da se i sama stanja semafora periodiĉno
ponavljaju, i jedno od mogućih rešenja predstavljeno je tablicom (Tabela 10.2). U njoj
je prikazano 8 razliĉitih stanja koja se periodiĉno ponavljaju. Predlog je da trajanja ovih stanja budu:
Stanje 1: 1s
Stanje 2: 2s Stanje 3: 8s
Stanje 4: 2s Stanje 5: 1s Stanje 6: 2s
Stanje 7: 8s Stanje 8: 2s
radi skraćenja vremena simulacije. Naravno, ova se vremena mogu veoma lako
promeniti i dalje podešavati.
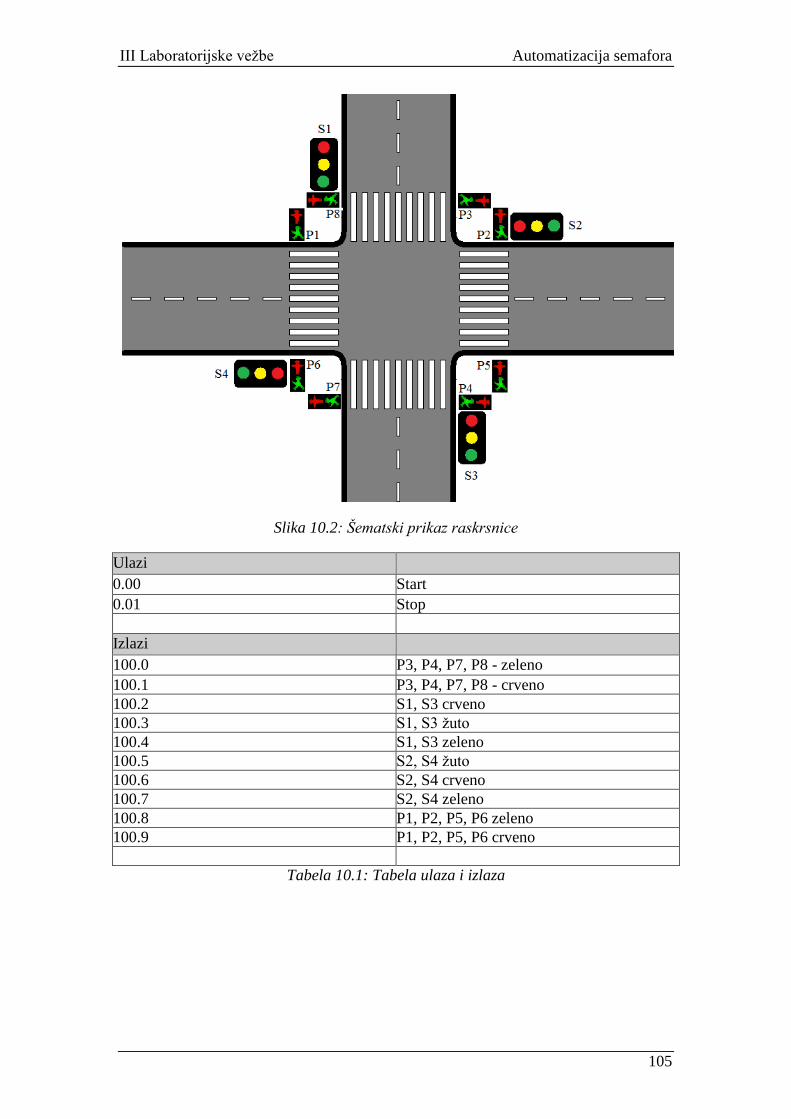
III Laboratorijske veţbe Automatizacija semafora
105
Slika 10.2: Šematski prikaz raskrsnice
Ulazi 0.00 Start 0.01 Stop Izlazi 100.0 P3, P4, P7, P8 - zeleno 100.1 P3, P4, P7, P8 - crveno 100.2 S1, S3 crveno 100.3 S1, S3 ţuto 100.4 S1, S3 zeleno 100.5 S2, S4 ţuto 100.6 S2, S4 crveno 100.7 S2, S4 zeleno 100.8 P1, P2, P5, P6 zeleno 100.9 P1, P2, P5, P6 crveno
Tabela 10.1: Tabela ulaza i izlaza
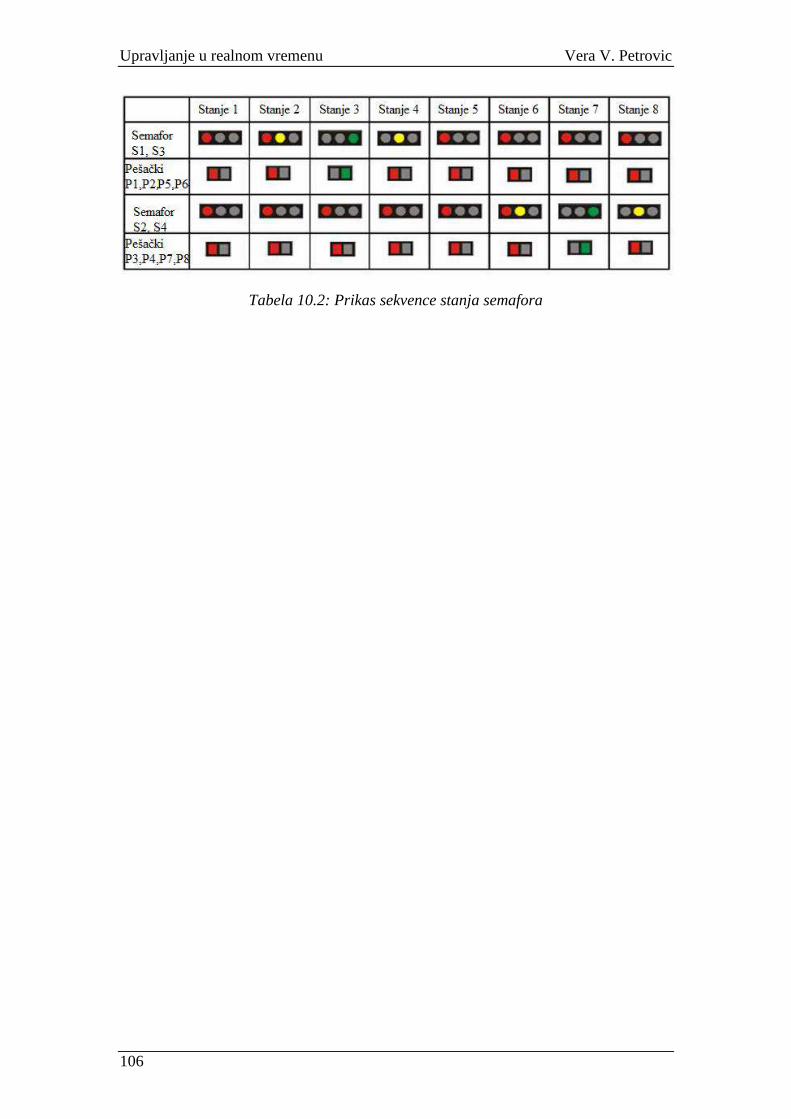
Upravljanje u realnom vremenu Vera V. Petrovic
106
Tabela 10.2: Prikas sekvence stanja semafora
III Laboratorijske veţbe Automatizacija semafora
107
ZADATAK 9.1.
Napisati program za upravljanje semaforima sa slike 10.2. Koristiti se znanjem o šift registrima stečenim u prethodnoj veţbi i postupkom opisanim u tački 10.1
ove veţbe.
UPUTSTVO ZA RAD:
Navesti koji se PLC koristi, vrstu CPU i tip protokola:
_________________________________________________
Adrese ulaza i izlaza date su u tabeli 10.1.
PROGRAMSKO REŠENJE:

Upravljanje u realnom vremenu Vera V. Petrovic
108
III Laboratorijske veţbe Upravljanje pozicionim sistemom
109
VEŢBA 11.
Upravljanje pozicionim sistemom
Veţba 11.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
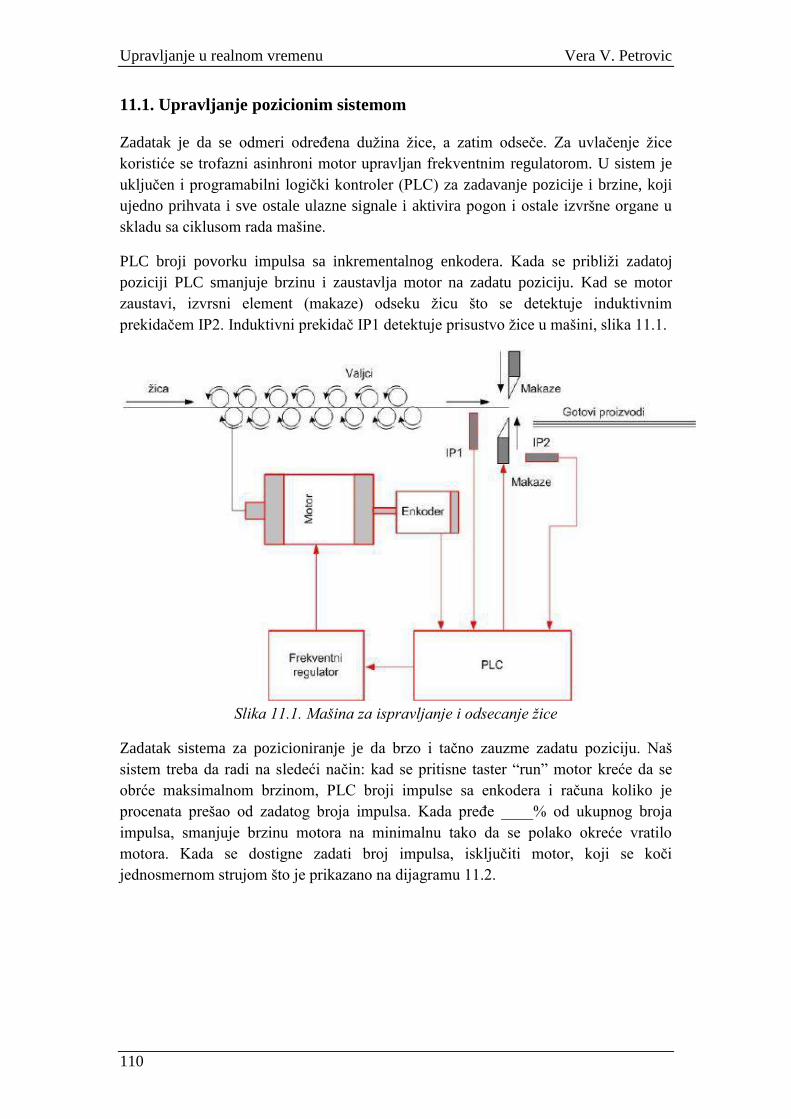
Upravljanje u realnom vremenu Vera V. Petrovic
110
11.1. Upravljanje pozicionim sistemom
Zadatak je da se odmeri odreĊena duţina ţice, a zatim odseĉe. Za uvlaĉenje ţice
koristiće se trofazni asinhroni motor upravljan frekventnim regulatorom. U sistem je ukljuĉen i programabilni logiĉki kontroler (PLC) za zadavanje pozicije i brzine, koji ujedno prihvata i sve ostale ulazne signale i aktivira pogon i ostale izvršne organe u
skladu sa ciklusom rada mašine.
PLC broji povorku impulsa sa inkrementalnog enkodera. Kada se pribliţi zadatoj poziciji PLC smanjuje brzinu i zaustavlja motor na zadatu poziciju. Kad se motor zaustavi, izvrsni element (makaze) odseku ţicu što se detektuje induktivnim prekidaĉem IP2. Induktivni prekidaĉ IP1 detektuje prisustvo ţice u mašini, slika 11.1.
Slika 11.1. Mašina za ispravljanje i odsecanje žice
Zadatak sistema za pozicioniranje je da brzo i taĉno zauzme zadatu poziciju. Naš
sistem treba da radi na sledeći naĉin: kad se pritisne taster “run” motor kreće da se
obrće maksimalnom brzinom, PLC broji impulse sa enkodera i raĉuna koliko je procenata prešao od zadatog broja impulsa. Kada preĊe ____% od ukupnog broja impulsa, smanjuje brzinu motora na minimalnu tako da se polako okreće vratilo motora. Kada se dostigne zadati broj impulsa, iskljuĉiti motor, koji se koĉi jednosmernom strujom što je prikazano na dijagramu 11.2.
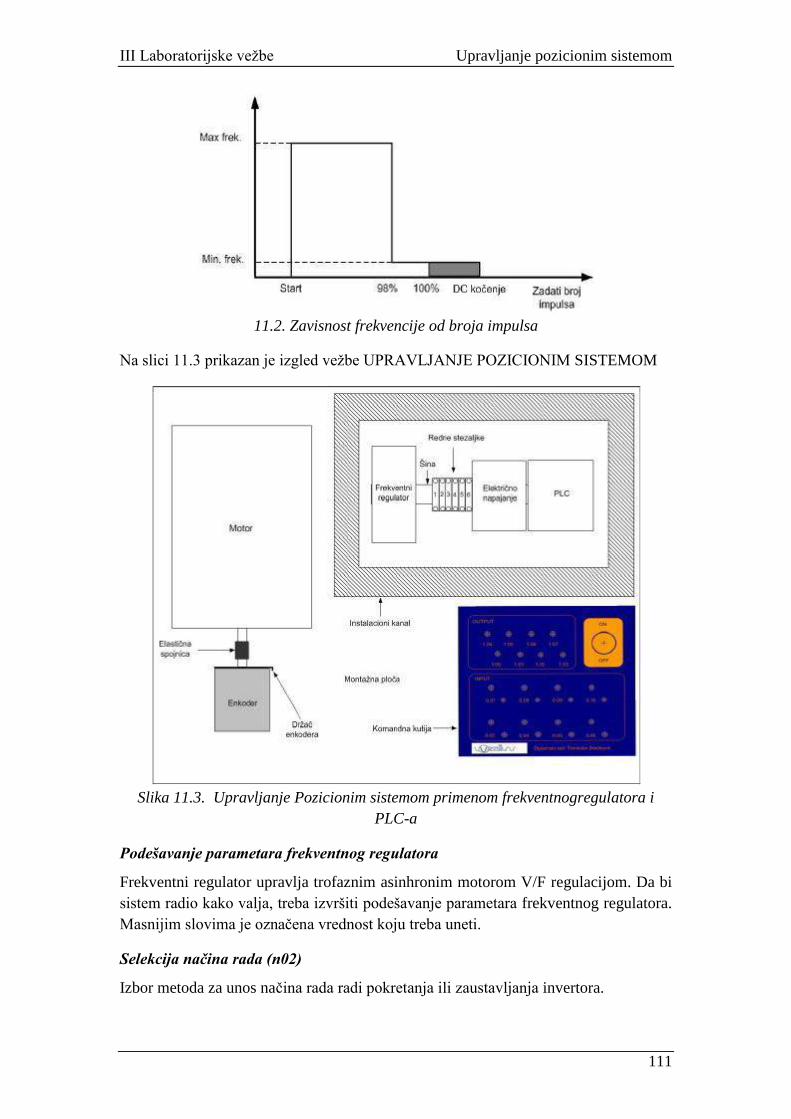
III Laboratorijske veţbe Upravljanje pozicionim sistemom
111
11.2. Zavisnost frekvencije od broja impulsa
Na slici 11.3 prikazan je izgled veţbe UPRAVLJANJE POZICIONIM SISTEMOM
Slika 11.3. Upravljanje Pozicionim sistemom primenom frekventnogregulatora i
PLC-a
Podešavanje parametara frekventnog regulatora
Frekventni regulator upravlja trofaznim asinhronim motorom V/F regulacijom. Da bi sistem radio kako valja, treba izvršiti podešavanje parametara frekventnog regulatora. Masnijim slovima je oznaĉena vrednost koju treba uneti.
Selekcija načina rada (n02)
Izbor metoda za unos naĉina rada radi pokretanja ili zaustavljanja invertora.
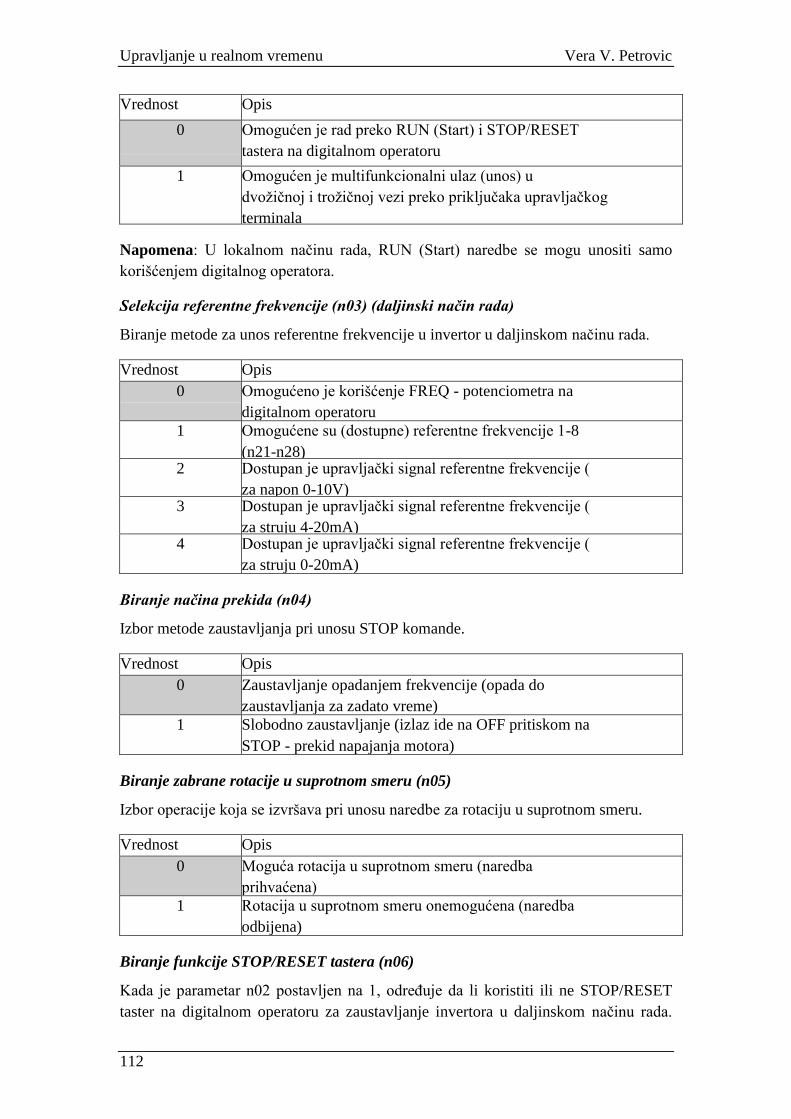
Upravljanje u realnom vremenu Vera V. Petrovic
112
Vrednost Opis
0 Omogućen je rad preko RUN (Start) i STOP/RESET tastera na digitalnom operatoru
1 Omogućen je multifunkcionalni ulaz (unos) u dvoţiĉnoj i troţiĉnoj vezi preko prikljuĉaka upravljaĉkog terminala
Napomena: U lokalnom naĉinu rada, RUN (Start) naredbe se mogu unositi samo korišćenjem digitalnog operatora.
Selekcija referentne frekvencije (n03) (daljinski način rada)
Biranje metode za unos referentne frekvencije u invertor u daljinskom naĉinu rada.
Vrednost Opis 0 Omogućeno je korišćenje FREQ - potenciometra na
digitalnom operatoru 1 Omogućene su (dostupne) referentne frekvencije 1-8
(n21-n28) 2 Dostupan je upravljaĉki signal referentne frekvencije (
za napon 0-10V) 3 Dostupan je upravljaĉki signal referentne frekvencije (
za struju 4-20mA) 4 Dostupan je upravljaĉki signal referentne frekvencije (
za struju 0-20mA)
Biranje načina prekida (n04)
Izbor metode zaustavljanja pri unosu STOP komande.
Vrednost Opis 0 Zaustavljanje opadanjem frekvencije (opada do
zaustavljanja za zadato vreme) 1 Slobodno zaustavljanje (izlaz ide na OFF pritiskom na
STOP - prekid napajanja motora)
Biranje zabrane rotacije u suprotnom smeru (n05)
Izbor operacije koja se izvršava pri unosu naredbe za rotaciju u suprotnom smeru.
Vrednost Opis 0 Moguća rotacija u suprotnom smeru (naredba
prihvaćena) 1 Rotacija u suprotnom smeru onemogućena (naredba
odbijena)
Biranje funkcije STOP/RESET tastera (n06)
Kada je parametar n02 postavljen na 1, odreĊuje da li koristiti ili ne STOP/RESET taster na digitalnom operatoru za zaustavljanje invertora u daljinskom naĉinu rada.
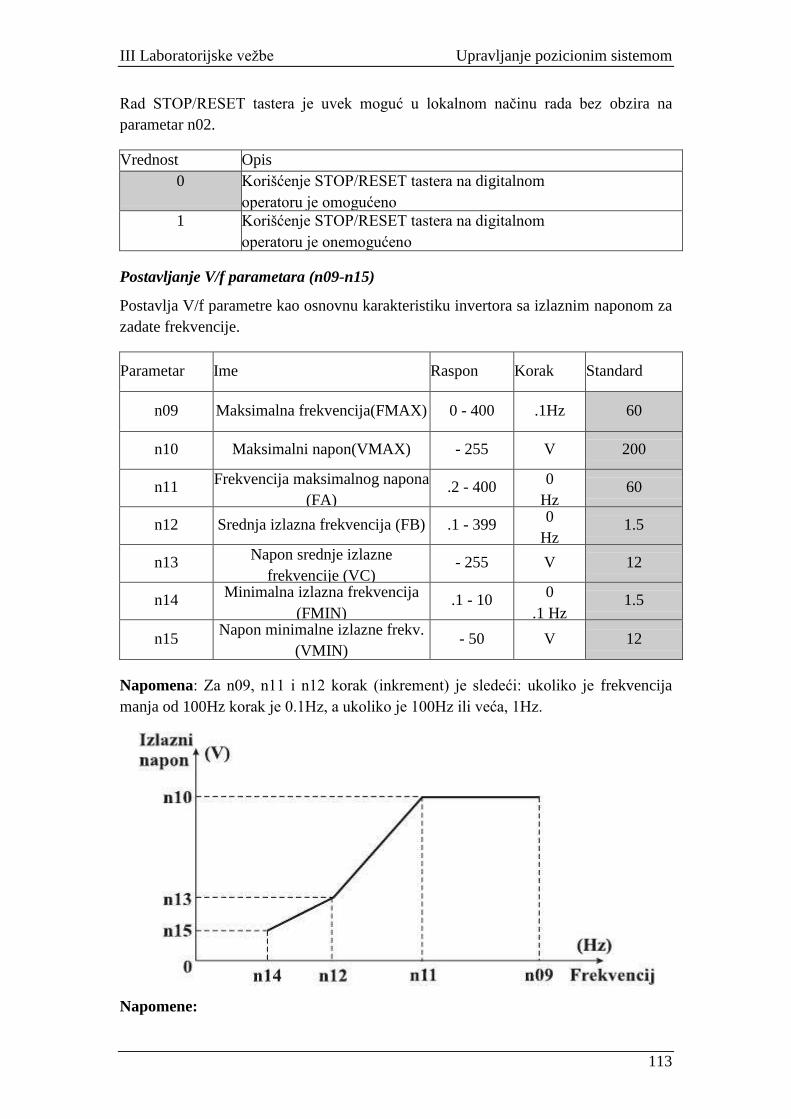
III Laboratorijske veţbe Upravljanje pozicionim sistemom
113
Rad STOP/RESET tastera je uvek moguć u lokalnom naĉinu rada bez obzira na parametar n02.
Vrednost Opis 0 Korišćenje STOP/RESET tastera na digitalnom
operatoru je omogućeno 1 Korišćenje STOP/RESET tastera na digitalnom
operatoru je onemogućeno
Postavljanje V/f parametara (n09-n15)
Postavlja V/f parametre kao osnovnu karakteristiku invertora sa izlaznim naponom za zadate frekvencije.
Parametar Ime Raspon Korak Standard
n09 Maksimalna frekvencija(FMAX) 0 - 400 .1Hz 60
n10 Maksimalni napon(VMAX) - 255 V 200
n11 Frekvencija maksimalnog napona (FA)
.2 - 400 0 Hz
60
n12 Srednja izlazna frekvencija (FB) .1 - 399 0 Hz
1.5
n13 Napon srednje izlazne frekvencije (VC)
- 255 V 12
n14 Minimalna izlazna frekvencija (FMIN)
.1 - 10 0 .1 Hz
1.5
n15 Napon minimalne izlazne frekv.
(VMIN) - 50 V 12
Napomena: Za n09, n11 i n12 korak (inkrement) je sledeći: ukoliko je frekvencija manja od 100Hz korak je 0.1Hz, a ukoliko je 100Hz ili veća, 1Hz.
Napomene:
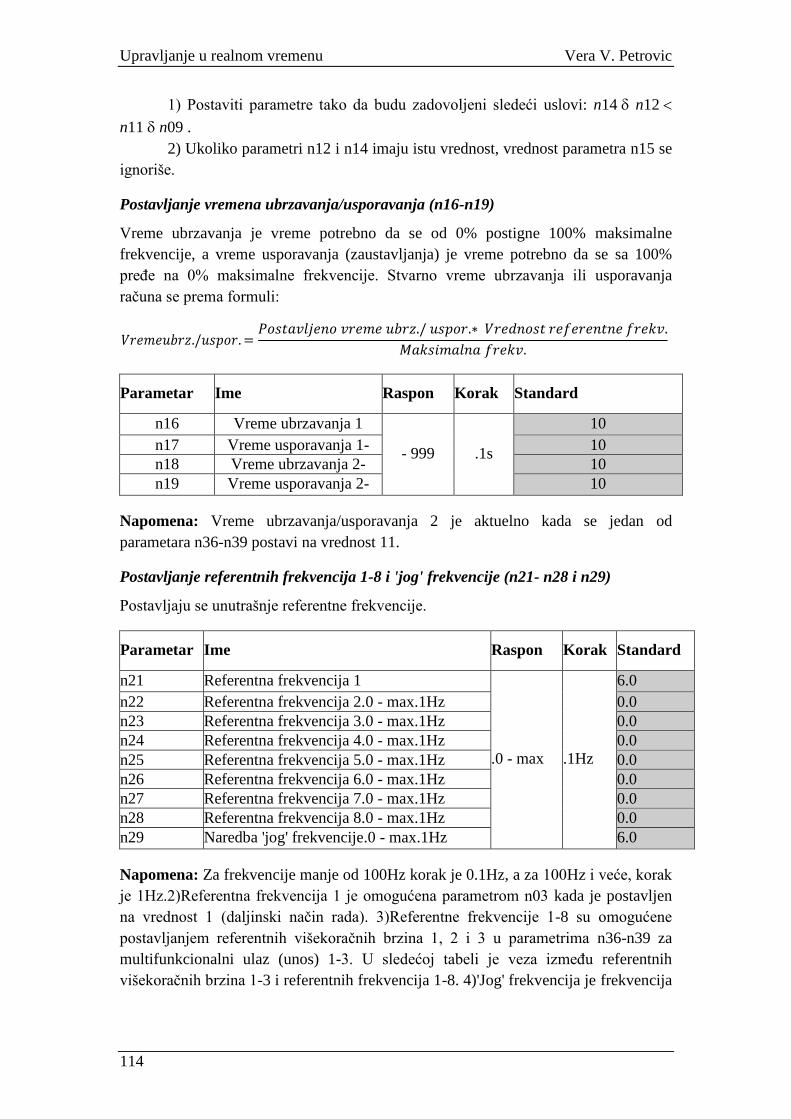
Upravljanje u realnom vremenu Vera V. Petrovic
114
1) Postaviti parametre tako da budu zadovoljeni sledeći uslovi: n14 n12
n11 n09 . 2) Ukoliko parametri n12 i n14 imaju istu vrednost, vrednost parametra n15 se
ignoriše.
Postavljanje vremena ubrzavanja/usporavanja (n16-n19)
Vreme ubrzavanja je vreme potrebno da se od 0% postigne 100% maksimalne frekvencije, a vreme usporavanja (zaustavljanja) je vreme potrebno da se sa 100% preĊe na 0% maksimalne frekvencije. Stvarno vreme ubrzavanja ili usporavanja raĉuna se prema formuli:
𝑉𝑟𝑒𝑚𝑒𝑢𝑏𝑟𝑧./𝑢𝑠𝑝𝑜𝑟. =𝑃𝑜𝑠𝑡𝑎𝑣𝑙𝑗𝑒𝑛𝑜 𝑣𝑟𝑒𝑚𝑒 𝑢𝑏𝑟𝑧./ 𝑢𝑠𝑝𝑜𝑟.∗ 𝑉𝑟𝑒𝑑𝑛𝑜𝑠𝑡 𝑟𝑒𝑓𝑒𝑟𝑒𝑛𝑡𝑛𝑒 𝑓𝑟𝑒𝑘𝑣.
𝑀𝑎𝑘𝑠𝑖𝑚𝑎𝑙𝑛𝑎 𝑓𝑟𝑒𝑘𝑣.
Parametar Ime Raspon Korak Standard
n16 Vreme ubrzavanja 1
- 999 .1s
10 n17 Vreme usporavanja 1-
999.1s 10
n18 Vreme ubrzavanja 2- 999.1s
10 n19 Vreme usporavanja 2-
999.1s 10
Napomena: Vreme ubrzavanja/usporavanja 2 je aktuelno kada se jedan od parametara n36-n39 postavi na vrednost 11.
Postavljanje referentnih frekvencija 1-8 i 'jog' frekvencije (n21- n28 i n29)
Postavljaju se unutrašnje referentne frekvencije.
Parametar Ime Raspon Korak Standard
n21 Referentna frekvencija 1
.0 - max .1Hz
6.0 n22 Referentna frekvencija 2.0 - max.1Hz 0.0 n23 Referentna frekvencija 3.0 - max.1Hz 0.0 n24 Referentna frekvencija 4.0 - max.1Hz 0.0 n25 Referentna frekvencija 5.0 - max.1Hz 0.0 n26 Referentna frekvencija 6.0 - max.1Hz 0.0 n27 Referentna frekvencija 7.0 - max.1Hz 0.0 n28 Referentna frekvencija 8.0 - max.1Hz 0.0 n29 Naredba 'jog' frekvencije.0 - max.1Hz 6.0
Napomena: Za frekvencije manje od 100Hz korak je 0.1Hz, a za 100Hz i veće, korak
je 1Hz.2)Referentna frekvencija 1 je omogućena parametrom n03 kada je postavljen na vrednost 1 (daljinski naĉin rada). 3)Referentne frekvencije 1-8 su omogućene
postavljanjem referentnih višekoraĉnih brzina 1, 2 i 3 u parametrima n36-n39 za multifunkcionalni ulaz (unos) 1-3. U sledećoj tabeli je veza izmeĊu referentnih višekoraĉnih brzina 1-3 i referentnih frekvencija 1-8. 4)'Jog' frekvencija je frekvencija
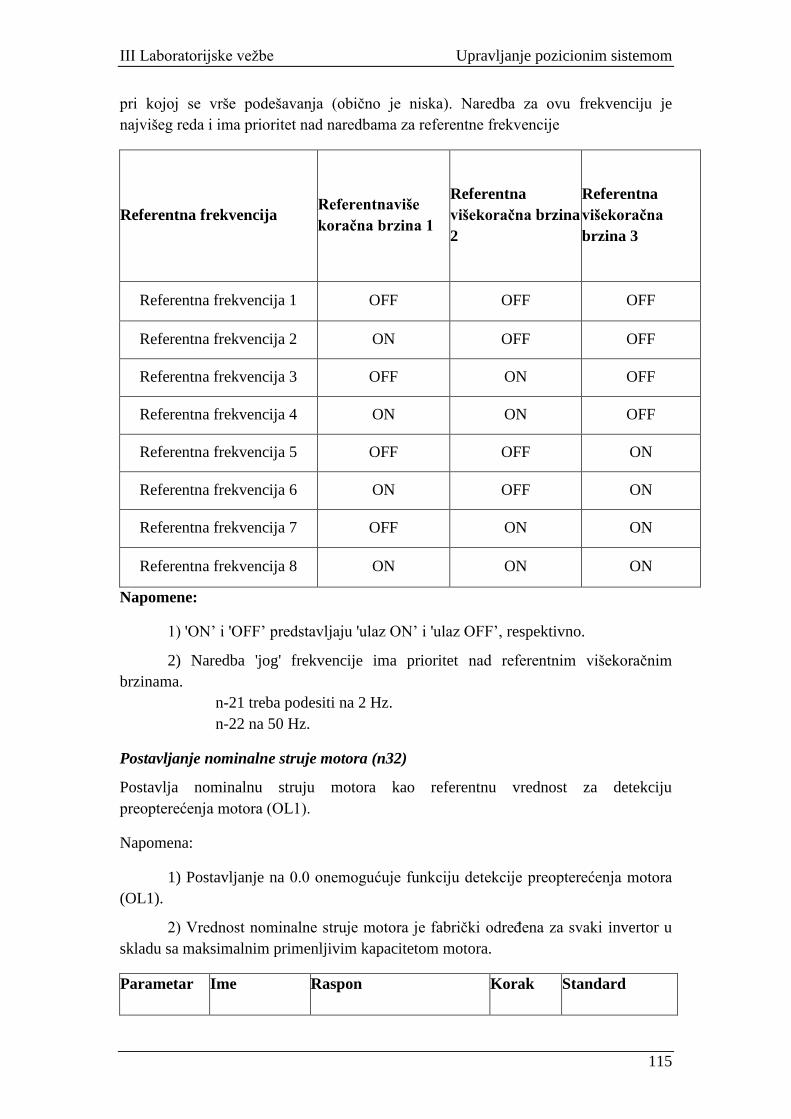
III Laboratorijske veţbe Upravljanje pozicionim sistemom
115
pri kojoj se vrše podešavanja (obiĉno je niska). Naredba za ovu frekvenciju je najvišeg reda i ima prioritet nad naredbama za referentne frekvencije
Referentna frekvencija Referentnaviše koračna brzina 1
Referentna višekoračna brzina 2
Referentna višekoračna brzina 3
Referentna frekvencija 1 OFF OFF OFF
Referentna frekvencija 2 ON OFF OFF
Referentna frekvencija 3 OFF ON OFF
Referentna frekvencija 4 ON ON OFF
Referentna frekvencija 5 OFF OFF ON
Referentna frekvencija 6 ON OFF ON
Referentna frekvencija 7 OFF ON ON
Referentna frekvencija 8 ON ON ON
Napomene:
1) 'ON’ i 'OFF’ predstavljaju 'ulaz ON’ i 'ulaz OFF’, respektivno.
2) Naredba 'jog' frekvencije ima prioritet nad referentnim višekoraĉnim brzinama.
n-21 treba podesiti na 2 Hz. n-22 na 50 Hz.
Postavljanje nominalne struje motora (n32)
Postavlja nominalnu struju motora kao referentnu vrednost za detekciju preopterećenja motora (OL1).
Napomena:
1) Postavljanje na 0.0 onemogućuje funkciju detekcije preopterećenja motora
(OL1).
2) Vrednost nominalne struje motora je fabriĉki odreĊena za svaki invertor u skladu sa maksimalnim primenljivim kapacitetom motora.
Parametar Ime Raspon Korak Standard
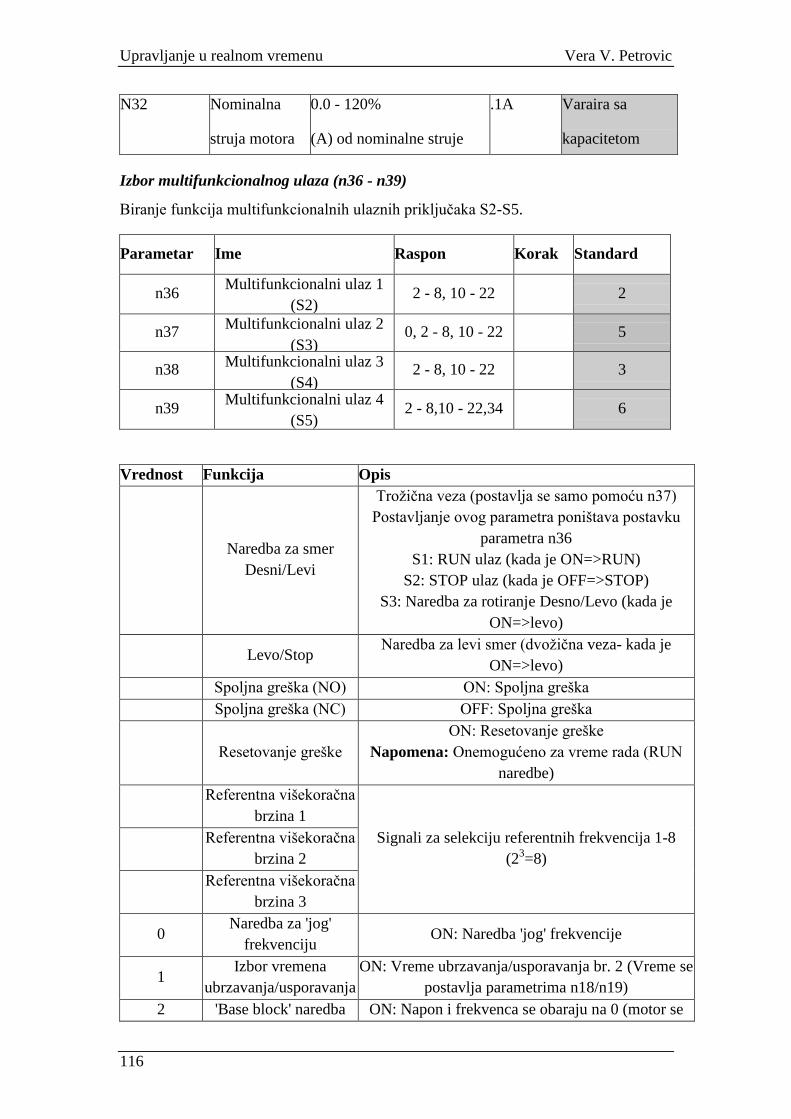
Upravljanje u realnom vremenu Vera V. Petrovic
116
N32 Nominalna
struja motora
0.0 - 120%
(A) od nominalne struje
motora
.1A Varaira sa
kapacitetom
Izbor multifunkcionalnog ulaza (n36 - n39)
Biranje funkcija multifunkcionalnih ulaznih prikljuĉaka S2-S5.
Parametar Ime Raspon Korak Standard
n36 Multifunkcionalni ulaz 1
(S2) 2 - 8, 10 - 22 2
n37 Multifunkcionalni ulaz 2 (S3)
0, 2 - 8, 10 - 22 5
n38 Multifunkcionalni ulaz 3 (S4)
2 - 8, 10 - 22 3
n39 Multifunkcionalni ulaz 4
(S5) 2 - 8,10 - 22,34 6
Vrednost Funkcija Opis
Naredba za smer
Desni/Levi
Troţiĉna veza (postavlja se samo pomoću n37) Postavljanje ovog parametra poništava postavku
parametra n36 S1: RUN ulaz (kada je ON=>RUN)
S2: STOP ulaz (kada je OFF=>STOP) S3: Naredba za rotiranje Desno/Levo (kada je
ON=>levo)
Levo/Stop Naredba za levi smer (dvoţiĉna veza- kada je
ON=>levo) Spoljna greška (NO) ON: Spoljna greška Spoljna greška (NC) OFF: Spoljna greška
Resetovanje greške ON: Resetovanje greške
Napomena: Onemogućeno za vreme rada (RUN naredbe)
Referentna višekoraĉna
brzina 1 Signali za selekciju referentnih frekvencija 1-8
(23=8)
Referentna višekoraĉna brzina 2
Referentna višekoraĉna
brzina 3
0 Naredba za 'jog'
frekvenciju ON: Naredba 'jog' frekvencije
1 Izbor vremena
ubrzavanja/usporavanja ON: Vreme ubrzavanja/usporavanja br. 2 (Vreme se
postavlja parametrima n18/n19) 2 'Base block' naredba ON: Napon i frekvenca se obaraju na 0 (motor se
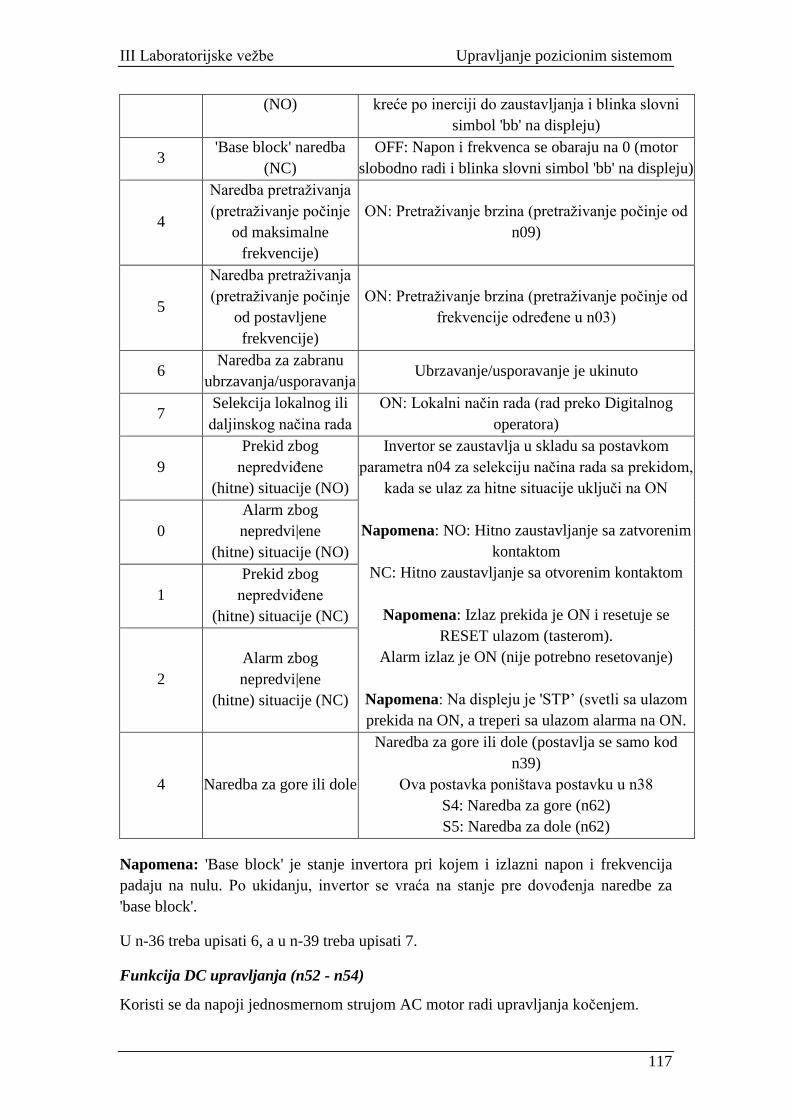
III Laboratorijske veţbe Upravljanje pozicionim sistemom
117
(NO) kreće po inerciji do zaustavljanja i blinka slovni
simbol 'bb' na displeju)
3 'Base block' naredba
(NC) OFF: Napon i frekvenca se obaraju na 0 (motor
slobodno radi i blinka slovni simbol 'bb' na displeju)
4
Naredba pretraţivanja (pretraţivanje poĉinje
od maksimalne frekvencije)
ON: Pretraţivanje brzina (pretraţivanje poĉinje od n09)
5
Naredba pretraţivanja (pretraţivanje poĉinje
od postavljene frekvencije)
ON: Pretraţivanje brzina (pretraţivanje poĉinje od frekvencije odreĊene u n03)
6 Naredba za zabranu
ubrzavanja/usporavanja Ubrzavanje/usporavanje je ukinuto
7 Selekcija lokalnog ili daljinskog naĉina rada
ON: Lokalni naĉin rada (rad preko Digitalnog operatora)
9 Prekid zbog
nepredviĊene (hitne) situacije (NO)
Invertor se zaustavlja u skladu sa postavkom parametra n04 za selekciju naĉina rada sa prekidom,
kada se ulaz za hitne situacije ukljuĉi na ON
Napomena: NO: Hitno zaustavljanje sa zatvorenim kontaktom
NC: Hitno zaustavljanje sa otvorenim kontaktom
Napomena: Izlaz prekida je ON i resetuje se RESET ulazom (tasterom).
Alarm izlaz je ON (nije potrebno resetovanje)
Napomena: Na displeju je 'STP’ (svetli sa ulazom prekida na ON, a treperi sa ulazom alarma na ON.
0 Alarm zbog nepredvi|ene
(hitne) situacije (NO)
1 Prekid zbog
nepredviĊene (hitne) situacije (NC)
2 Alarm zbog nepredvi|ene
(hitne) situacije (NC)
4 Naredba za gore ili dole
Naredba za gore ili dole (postavlja se samo kod n39)
Ova postavka poništava postavku u n38 S4: Naredba za gore (n62) S5: Naredba za dole (n62)
Napomena: 'Base block' je stanje invertora pri kojem i izlazni napon i frekvencija padaju na nulu. Po ukidanju, invertor se vraća na stanje pre dovoĊenja naredbe za 'base block'.
U n-36 treba upisati 6, a u n-39 treba upisati 7.
Funkcija DC upravljanja (n52 - n54)
Koristi se da napoji jednosmernom strujom AC motor radi upravljanja koĉenjem.
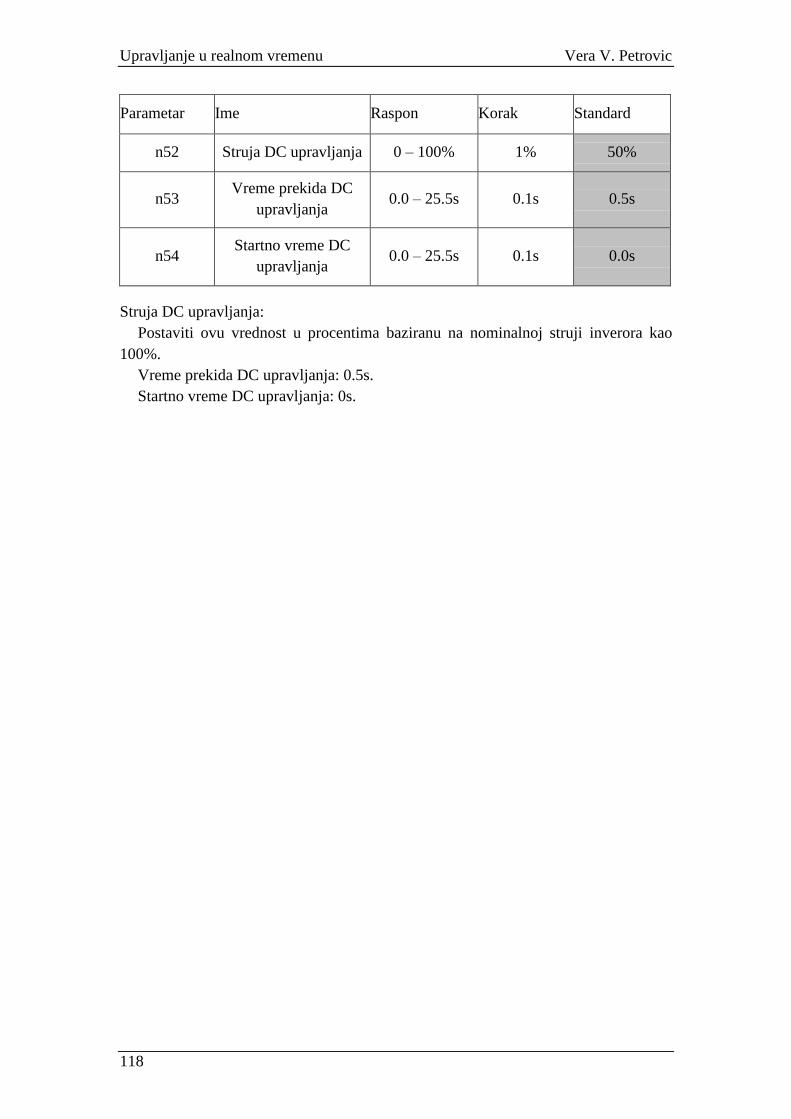
Upravljanje u realnom vremenu Vera V. Petrovic
118
Parametar Ime Raspon Korak Standard
n52 Struja DC upravljanja 0 – 100% 1% 50%
n53 Vreme prekida DC
upravljanja 0.0 – 25.5s 0.1s 0.5s
n54 Startno vreme DC
upravljanja 0.0 – 25.5s 0.1s 0.0s
Struja DC upravljanja: Postaviti ovu vrednost u procentima baziranu na nominalnoj struji inverora kao
100%. Vreme prekida DC upravljanja: 0.5s. Startno vreme DC upravljanja: 0s.
III Laboratorijske veţbe Upravljanje pozicionim sistemom
119
ZADATAK 11.1
Nakon podešavanja parametara frekventnog regulatora pristupiti pisanju
programa za PLC na osnovu postavljenog zadatka.
PROGRAMSKO REŠENJE:

Upravljanje u realnom vremenu Vera V. Petrovic
120
III Laboratorijske veţbe Upravljanje temperaturnim procesom
121
VEŢBA 12.
Upravljanje temperaturnim procesom
Veţba 12.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
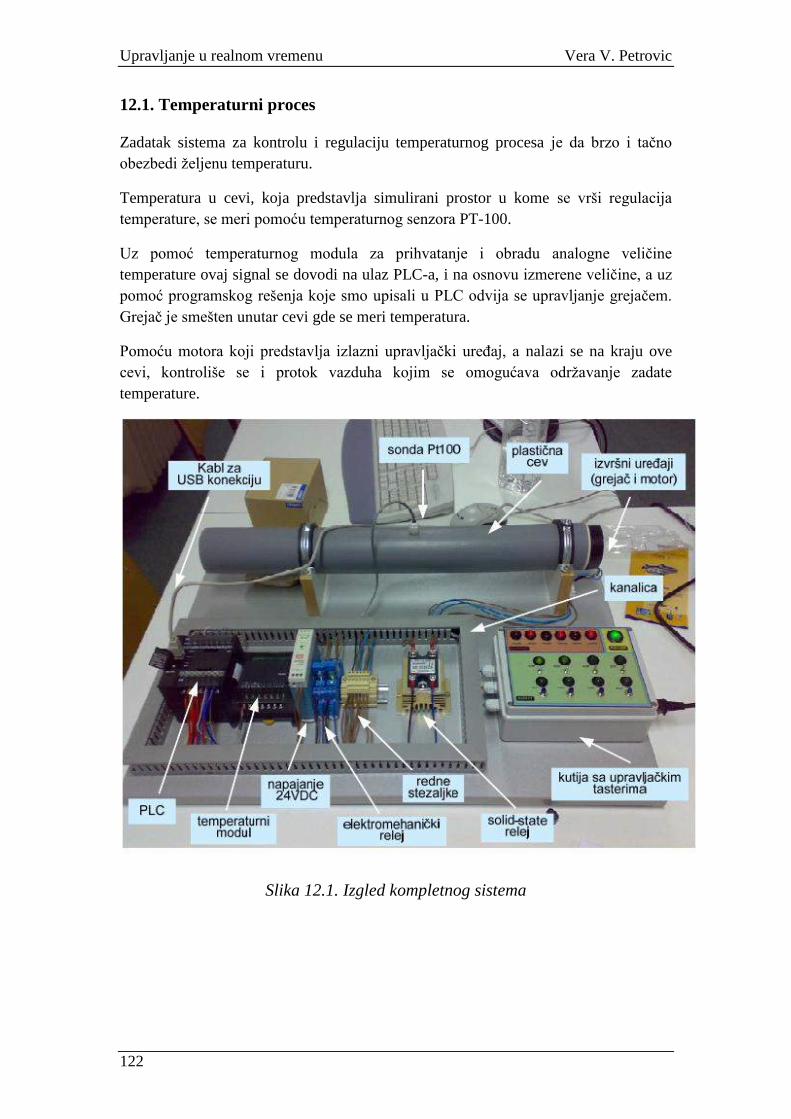
Upravljanje u realnom vremenu Vera V. Petrovic
122
12.1. Temperaturni proces
Zadatak sistema za kontrolu i regulaciju temperaturnog procesa je da brzo i taĉno
obezbedi ţeljenu temperaturu.
Temperatura u cevi, koja predstavlja simulirani prostor u kome se vrši regulacija
temperature, se meri pomoću temperaturnog senzora PT-100.
Uz pomoć temperaturnog modula za prihvatanje i obradu analogne veliĉine
temperature ovaj signal se dovodi na ulaz PLC-a, i na osnovu izmerene veliĉine, a uz
pomoć programskog rešenja koje smo upisali u PLC odvija se upravljanje grejaĉem.
Grejaĉ je smešten unutar cevi gde se meri temperatura.
Pomoću motora koji predstavlja izlazni upravljaĉki ureĊaj, a nalazi se na kraju ove cevi, kontroliše se i protok vazduha kojim se omogućava odrţavanje zadate
temperature.
Slika 12.1. Izgled kompletnog sistema
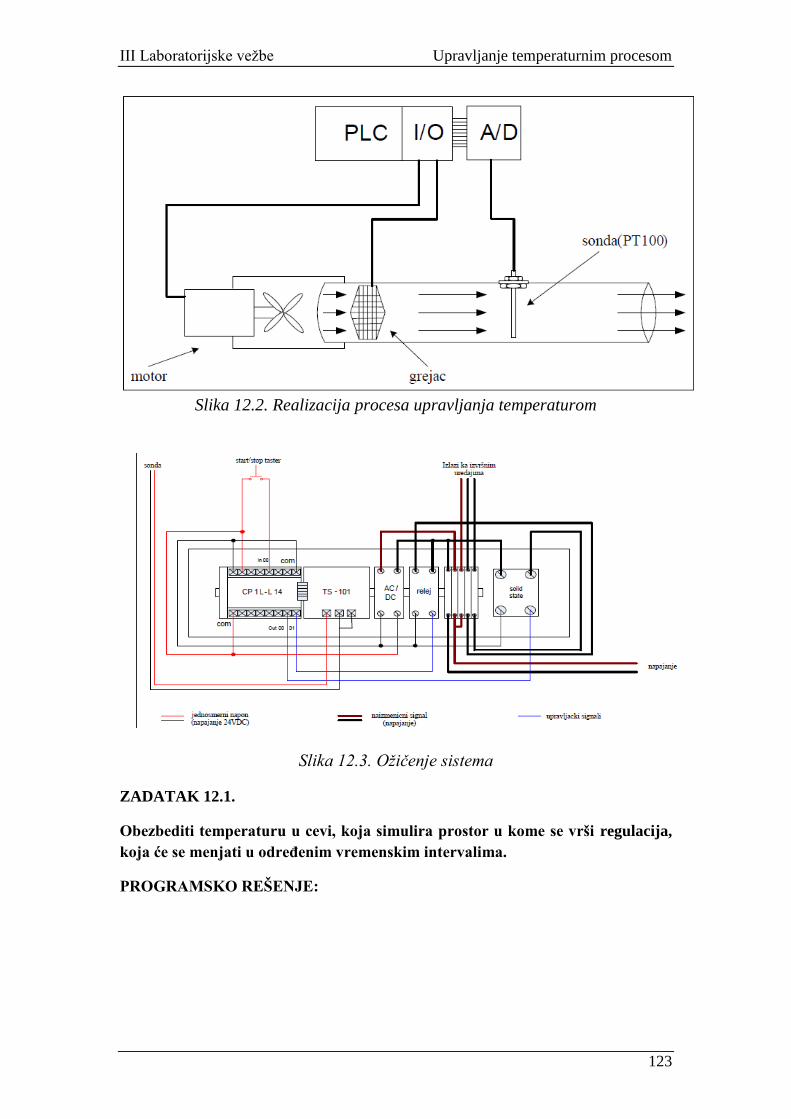
III Laboratorijske veţbe Upravljanje temperaturnim procesom
123
Slika 12.2. Realizacija procesa upravljanja temperaturom
Slika 12.3. Ožičenje sistema
ZADATAK 12.1.
Obezbediti temperaturu u cevi, koja simulira prostor u kome se vrši regulacija, koja će se menjati u određenim vremenskim intervalima.
PROGRAMSKO REŠENJE:

Upravljanje u realnom vremenu Vera V. Petrovic
124
III Laboratorijske veţbe SCADA - Beijer ADP i Soft Panel
125
VEŢBA 13.
SCADA - Beijer ADP i Soft Panel
Veţba 13.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
Upravljanje u realnom vremenu Vera V. Petrovic
126
13.1. SCADA
SCADA je akronim od Supervisory Control And Data Acquisition (nadzor, praćenje,
upravljanje i prikupljanje podataka) i podrazumeva ceo spektar opreme, sistema i rešenja koja omogućavaju prikupljanje podataka o nekom procesu - udaljenom sistemu, obradu istih, nadzor, i u pojedinim sluĉajevima i reagovanja na adekvatan
naĉin. Ovo je konvencionalan naĉin objašnjenja termina. Klasiĉan SCADA sistem orjentisan je ka upravljanju industrijskim procesima ili automatizaciji laboratorija i odlikuje se malom dislokacijom pojedinih SCADA elemenata, pouzdanijim izvršenjem komunikacionih aktivnosti, i mnogo većim stepenom automatizacije
upravljaĉkih aktivnosti. Sloţeniji SCADA sistem nazvan WASCAD orjentisan je upravljanju geografski distribuiranih sistema kod kojih se zbog kompleksnosti procesa i komunikacionih grešaka najĉešće izbegava automatsko voĊenje procesa kako na lokalnom tako i na supervizorskom nivou. Poslednju odluku o promeni reţima procesa daje ĉovek tako da je naglasak na kvalitetnom nadzoru - superviziji procesa.
Proces obiĉno karakteriše tok materije i energije ali i informacija. Taj tok moţemo
prepoznati u glavnim kategorijama sistema procesnog upravljanja:
1. Proizvodnja i distribucija elektriĉne i toplotne energije 2. Hemijska industrija 3. Procesna industrija hrane, papira, cementa itd 4. Industrija metala 5. Sistem prometa i transporta 6. Sistemi radio-veza i multimedijalnih protokola 7. Preĉišćavanje vode i vodosnabdevanje 8. Sigurnosni sistemi itd ...
13.2. Upoznavanje sa programom ADP
Program ADP omogućava jednostavno programiranje HMI (Human-Machine Interface) funkcije na ureĊajima. Izborom opcije SoftPanel prilikom kreiranja projekta moguće je PC koristiti kao komunicacioni interfejs sa korisnikom što predstavlja SCADA (Supervisory Control And Data Acquisition) sistem. Pokretanje programa ADP je iz start menija u kome se prilikom instalacije kreira grupa HITECH_ADP.
13.3. Kreiranje projekta
Kreiranje projekta zapoĉinje levim klikom miša na File New i podešavanjem parametara u prozoru New Application’s Properties (Slika 13.2).
III Laboratorijske veţbe SCADA - Beijer ADP i Soft Panel
127
Slika 13.1. Glavni prozor programa ADP 6
Unosi se naziv aplikacije koja će biti kreirana. Izabira se panel za koji se kreira aplikacija. U ovom primeru izabran je SoftPanel, a to znaĉi da će aplikacija raditi na personalnom raĉunaru. Izbor kontrolera je Facon FB Series(RS232/RS485). Reĉ je o kontrolerima proizvoĊaĉa Fatek.
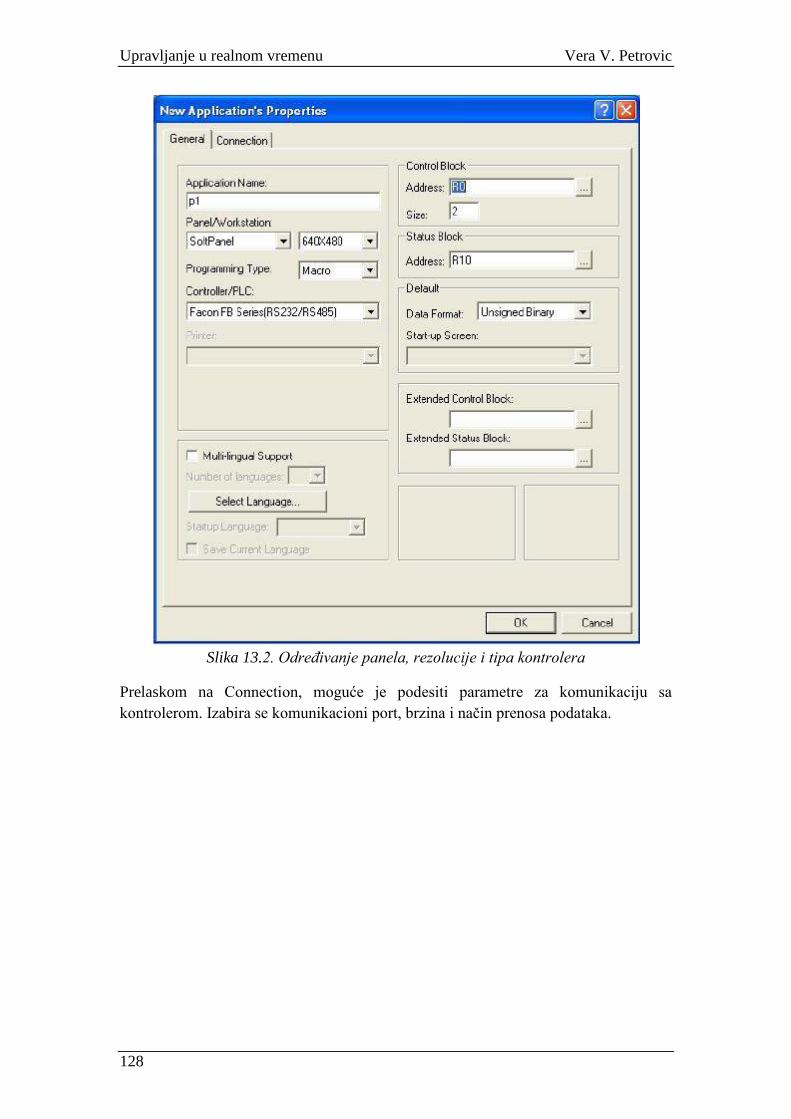
Upravljanje u realnom vremenu Vera V. Petrovic
128
Slika 13.2. Određivanje panela, rezolucije i tipa kontrolera
Prelaskom na Connection, moguće je podesiti parametre za komunikaciju sa kontrolerom. Izabira se komunikacioni port, brzina i naĉin prenosa podataka.
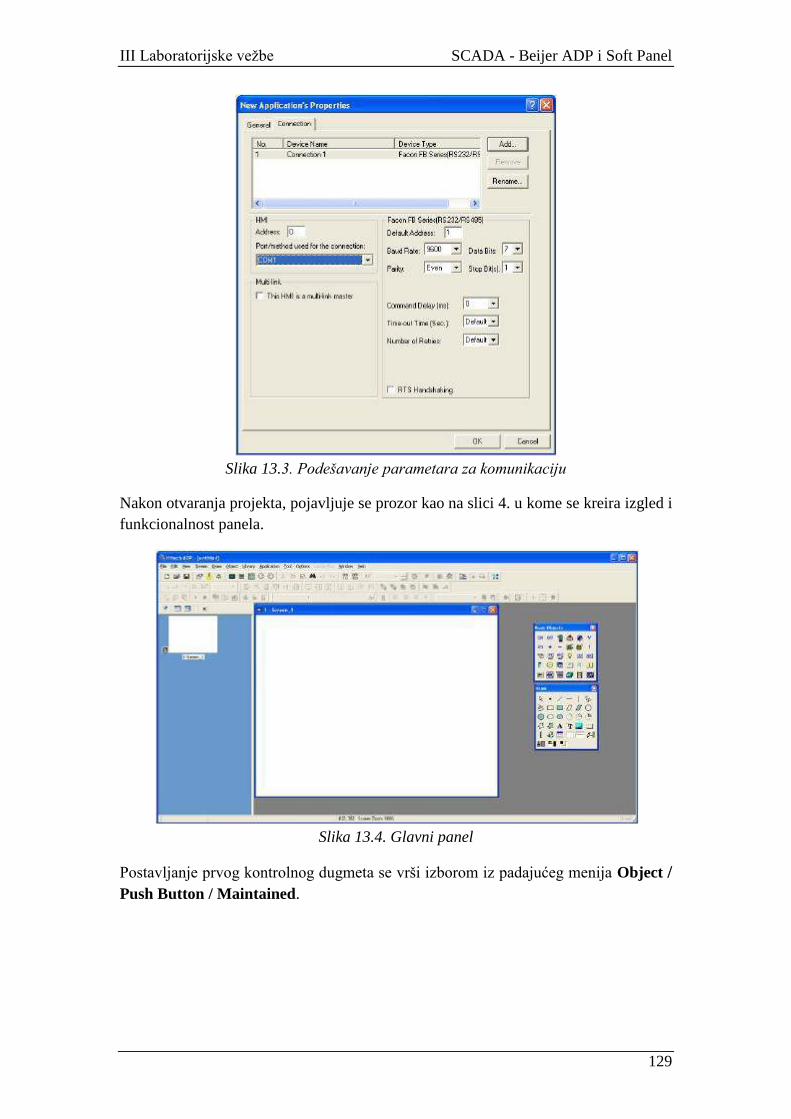
III Laboratorijske veţbe SCADA - Beijer ADP i Soft Panel
129
Slika 13.3. Podešavanje parametara za komunikaciju
Nakon otvaranja projekta, pojavljuje se prozor kao na slici 4. u kome se kreira izgled i funkcionalnost panela.
Slika 13.4. Glavni panel
Postavljanje prvog kontrolnog dugmeta se vrši izborom iz padajućeg menija Object Push Button / Maintained.
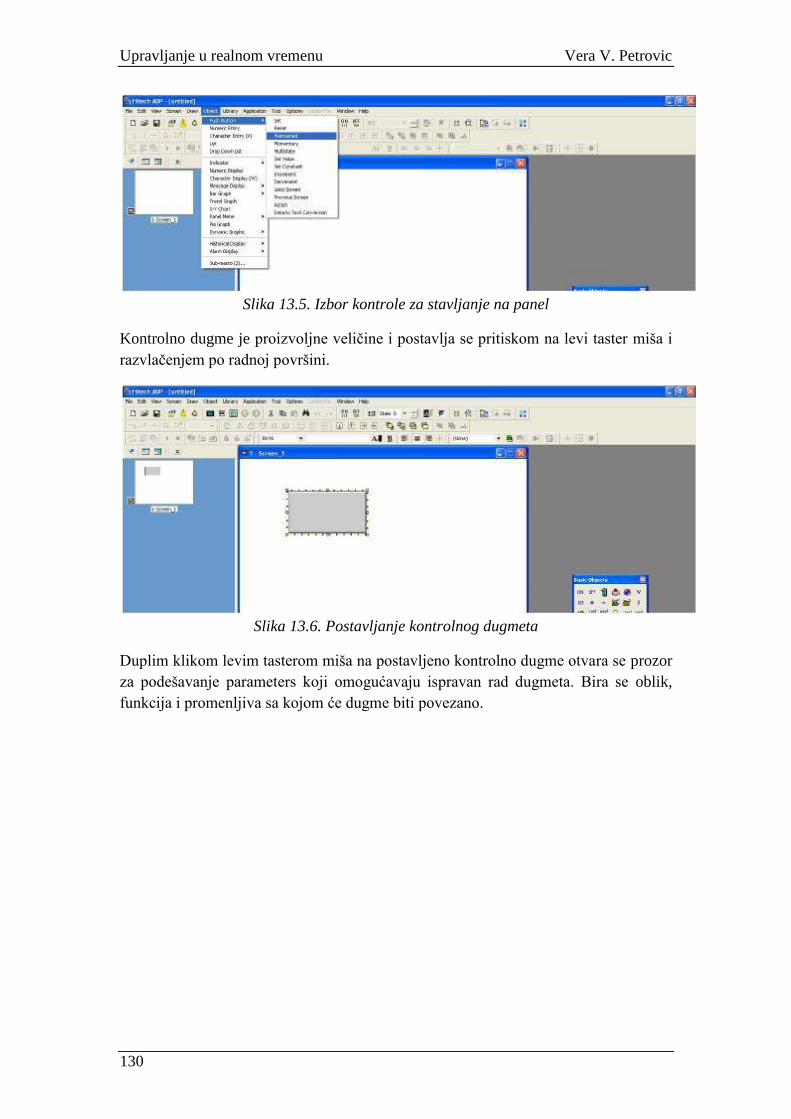
Upravljanje u realnom vremenu Vera V. Petrovic
130
Slika 13.5. Izbor kontrole za stavljanje na panel
Kontrolno dugme je proizvoljne veliĉine i postavlja se pritiskom na levi taster miša i
razvlaĉenjem po radnoj površini.
Slika 13.6. Postavljanje kontrolnog dugmeta
Duplim klikom levim tasterom miša na postavljeno kontrolno dugme otvara se prozor za podešavanje parameters koji omogućavaju ispravan rad dugmeta. Bira se oblik, funkcija i promenljiva sa kojom će dugme biti povezano.
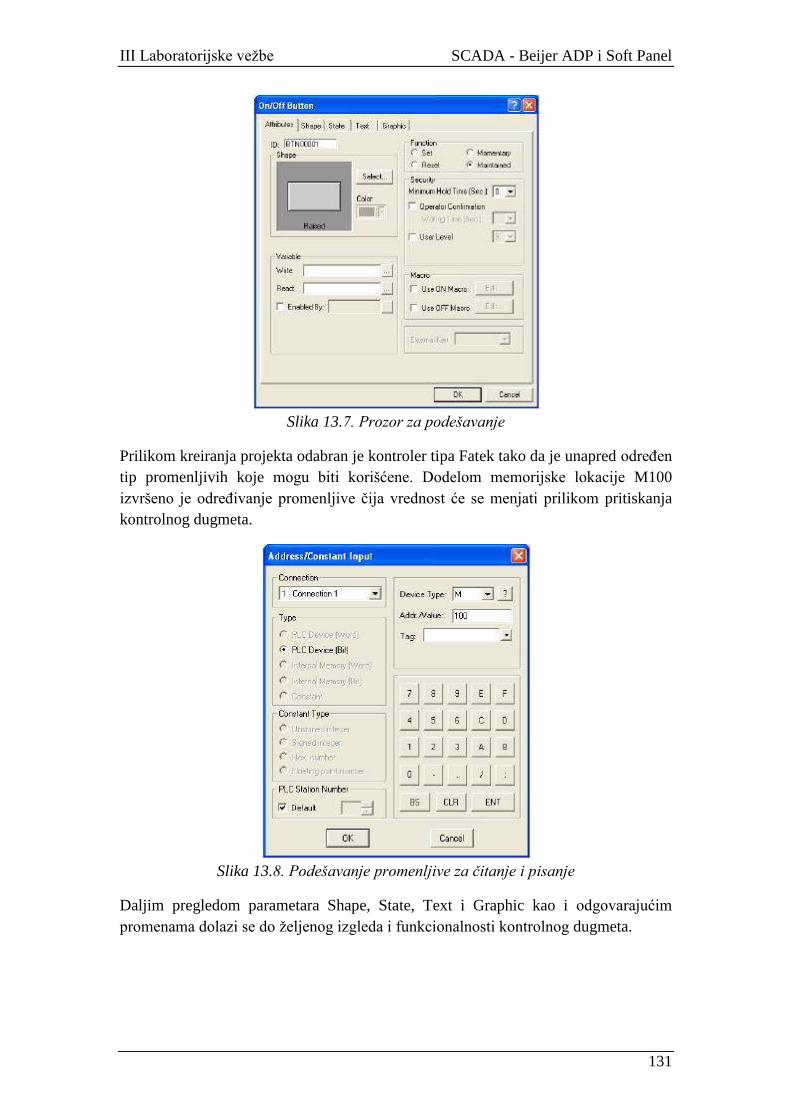
III Laboratorijske veţbe SCADA - Beijer ADP i Soft Panel
131
Slika 13.7. Prozor za podešavanje
Prilikom kreiranja projekta odabran je kontroler tipa Fatek tako da je unapred odreĊen
tip promenljivih koje mogu biti korišćene. Dodelom memorijske lokacije M100 izvršeno je odreĊivanje promenljive ĉija vrednost će se menjati prilikom pritiskanja kontrolnog dugmeta.
Slika 13.8. Podešavanje promenljive za čitanje i pisanje
Daljim pregledom parametara Shape, State, Text i Graphic kao i odgovarajućim
promenama dolazi se do ţeljenog izgleda i funkcionalnosti kontrolnog dugmeta.
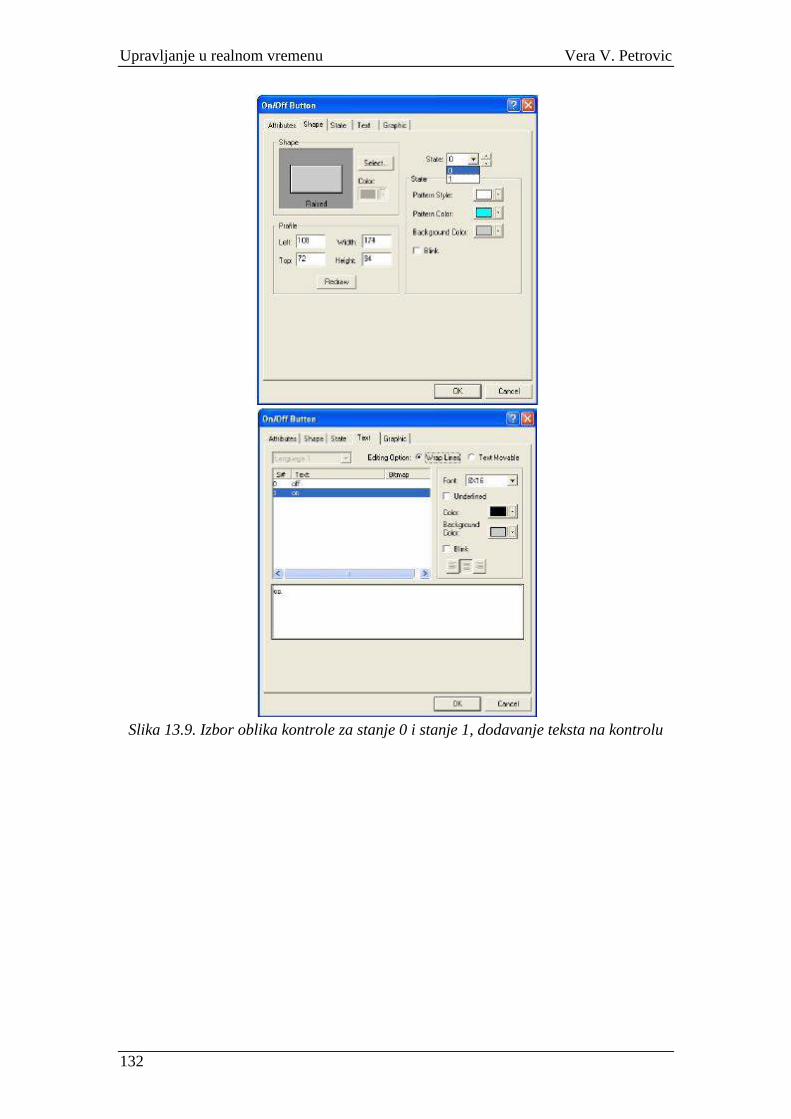
Upravljanje u realnom vremenu Vera V. Petrovic
132
Slika 13.9. Izbor oblika kontrole za stanje 0 i stanje 1, dodavanje teksta na kontrolu
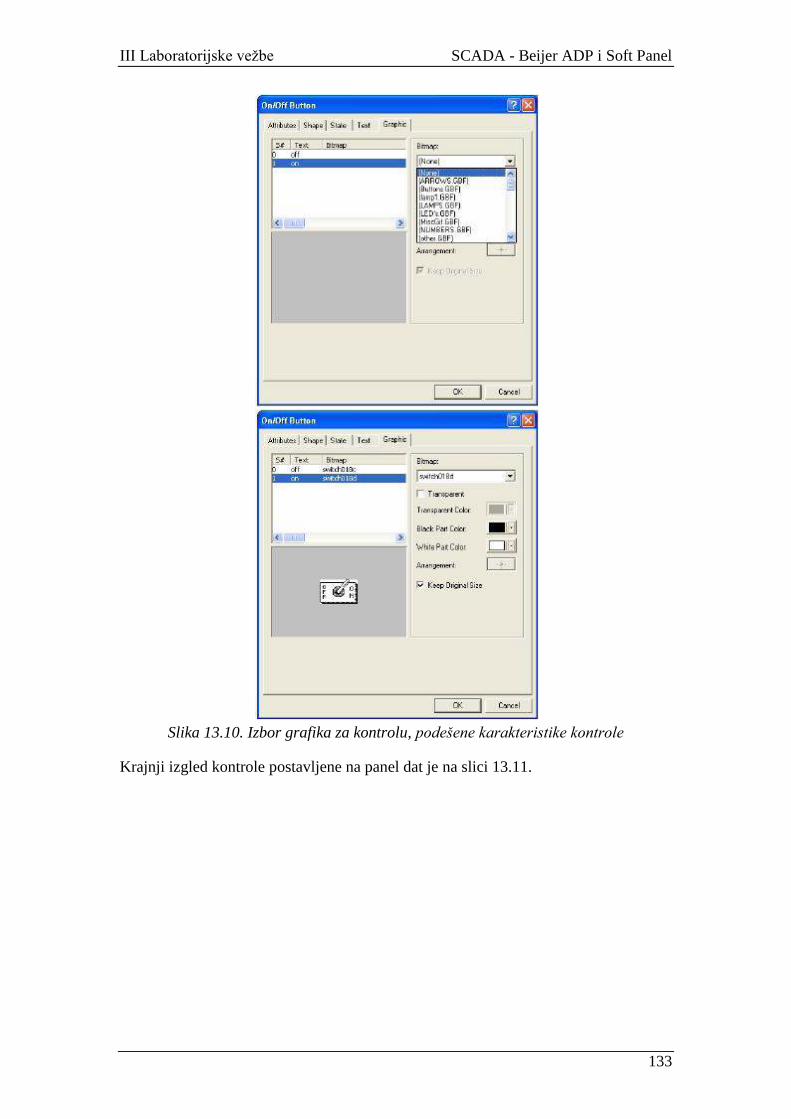
III Laboratorijske veţbe SCADA - Beijer ADP i Soft Panel
133
Slika 13.10. Izbor grafika za kontrolu, podešene karakteristike kontrole
Krajnji izgled kontrole postavljene na panel dat je na slici 13.11.
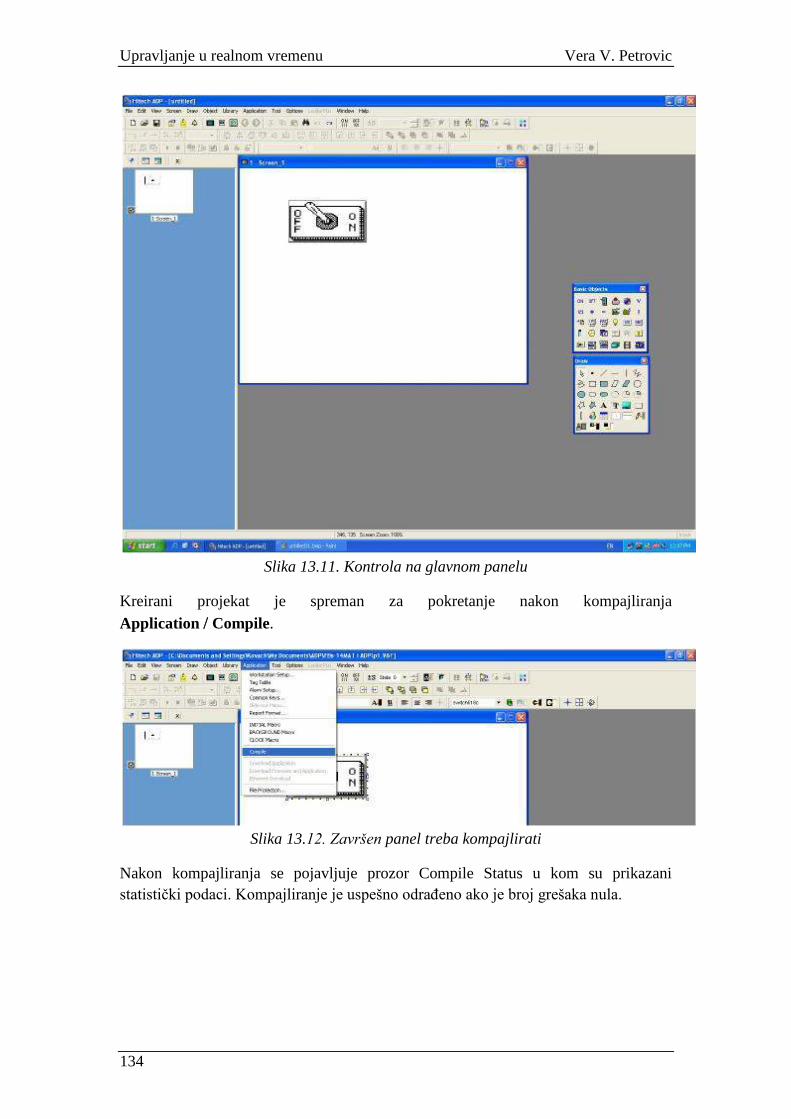
Upravljanje u realnom vremenu Vera V. Petrovic
134
Slika 13.11. Kontrola na glavnom panelu
Kreirani projekat je spreman za pokretanje nakon kompajliranja
ApplicationCompile.
Slika 13.12. Završen panel treba kompajlirati
Nakon kompajliranja se pojavljuje prozor Compile Status u kom su prikazani statistiĉki podaci. Kompajliranje je uspešno odraĊeno ako je broj grešaka nula.
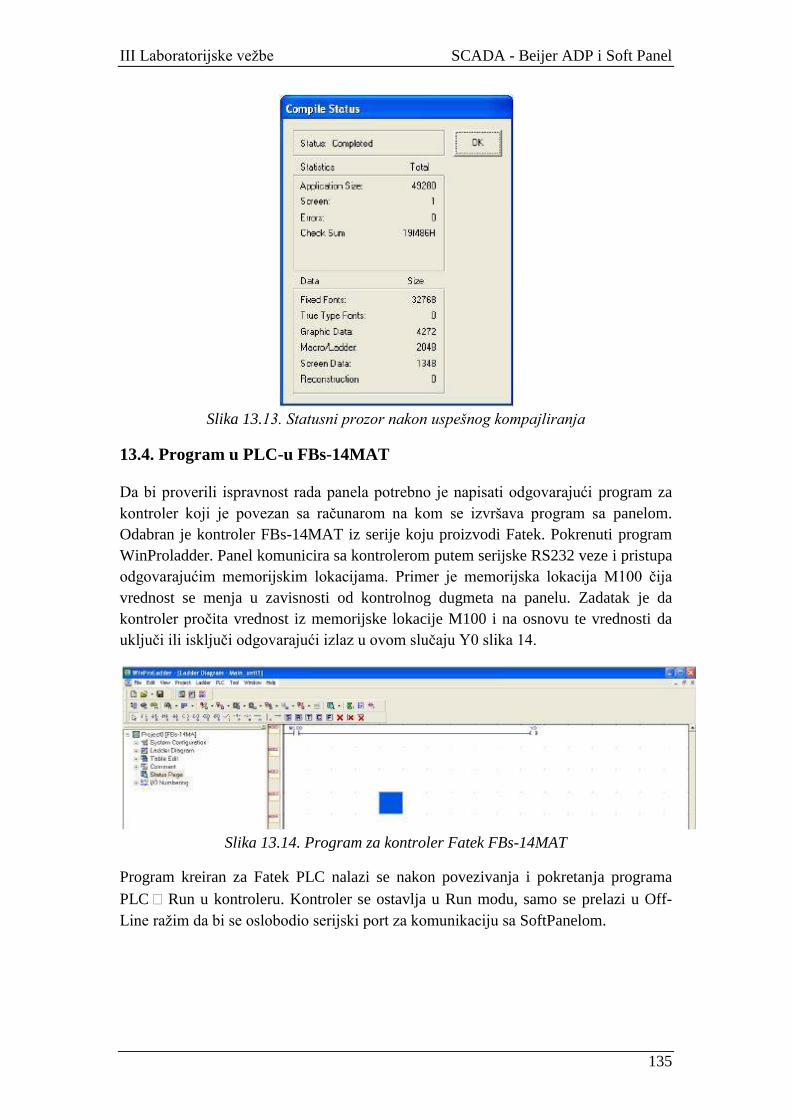
III Laboratorijske veţbe SCADA - Beijer ADP i Soft Panel
135
Slika 13.13. Statusni prozor nakon uspešnog kompajliranja
13.4. Program u PLC-u FBs-14MAT
Da bi proverili ispravnost rada panela potrebno je napisati odgovarajući program za kontroler koji je povezan sa raĉunarom na kom se izvršava program sa panelom. Odabran je kontroler FBs-14MAT iz serije koju proizvodi Fatek. Pokrenuti program WinProladder. Panel komunicira sa kontrolerom putem serijske RS232 veze i pristupa odgovarajućim memorijskim lokacijama. Primer je memorijska lokacija M100 ĉija
vrednost se menja u zavisnosti od kontrolnog dugmeta na panelu. Zadatak je da kontroler proĉita vrednost iz memorijske lokacije M100 i na osnovu te vrednosti da ukljuĉi ili iskljuĉi odgovarajući izlaz u ovom sluĉaju Y0 slika 14.
Slika 13.14. Program za kontroler Fatek FBs-14MAT
Program kreiran za Fatek PLC nalazi se nakon povezivanja i pokretanja programa PLC Run u kontroleru. Kontroler se ostavlja u Run modu, samo se prelazi u Off-Line raţim da bi se oslobodio serijski port za komunikaciju sa SoftPanelom.
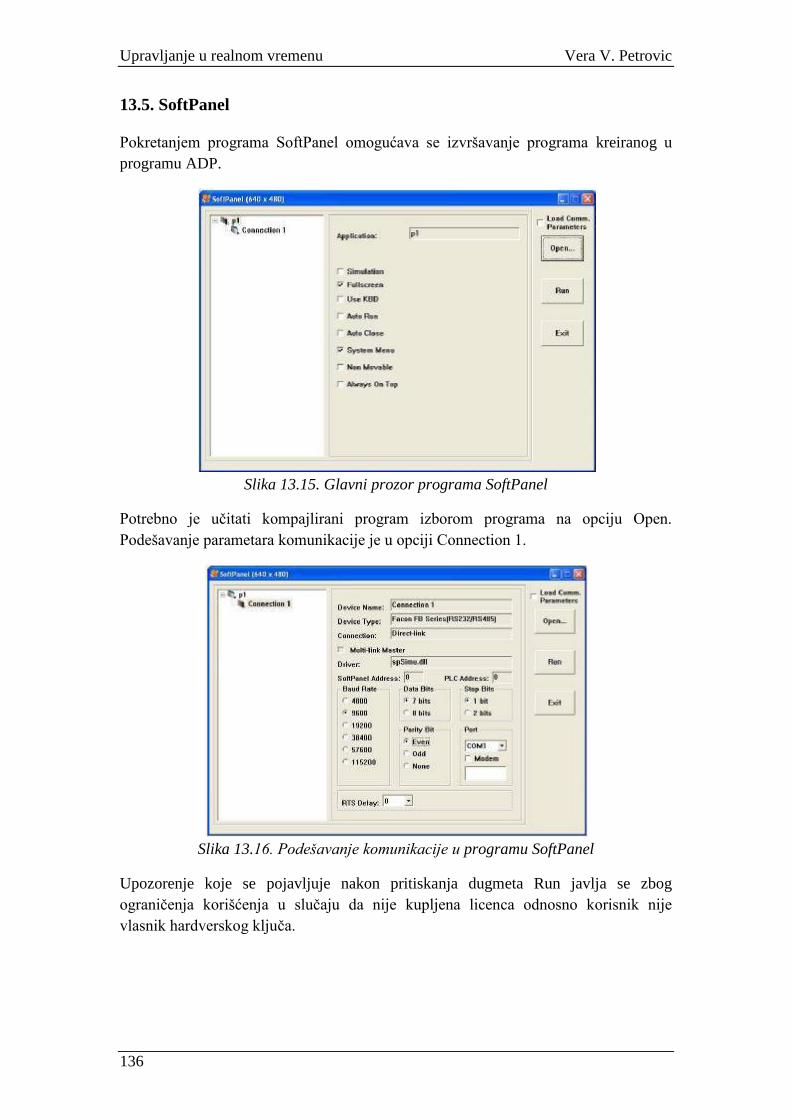
Upravljanje u realnom vremenu Vera V. Petrovic
136
13.5. SoftPanel
Pokretanjem programa SoftPanel omogućava se izvršavanje programa kreiranog u programu ADP.
Slika 13.15. Glavni prozor programa SoftPanel
Potrebno je uĉitati kompajlirani program izborom programa na opciju Open. Podešavanje parametara komunikacije je u opciji Connection 1.
Slika 13.16. Podešavanje komunikacije u programu SoftPanel
Upozorenje koje se pojavljuje nakon pritiskanja dugmeta Run javlja se zbog ograniĉenja korišćenja u sluĉaju da nije kupljena licenca odnosno korisnik nije vlasnik hardverskog kljuĉa.
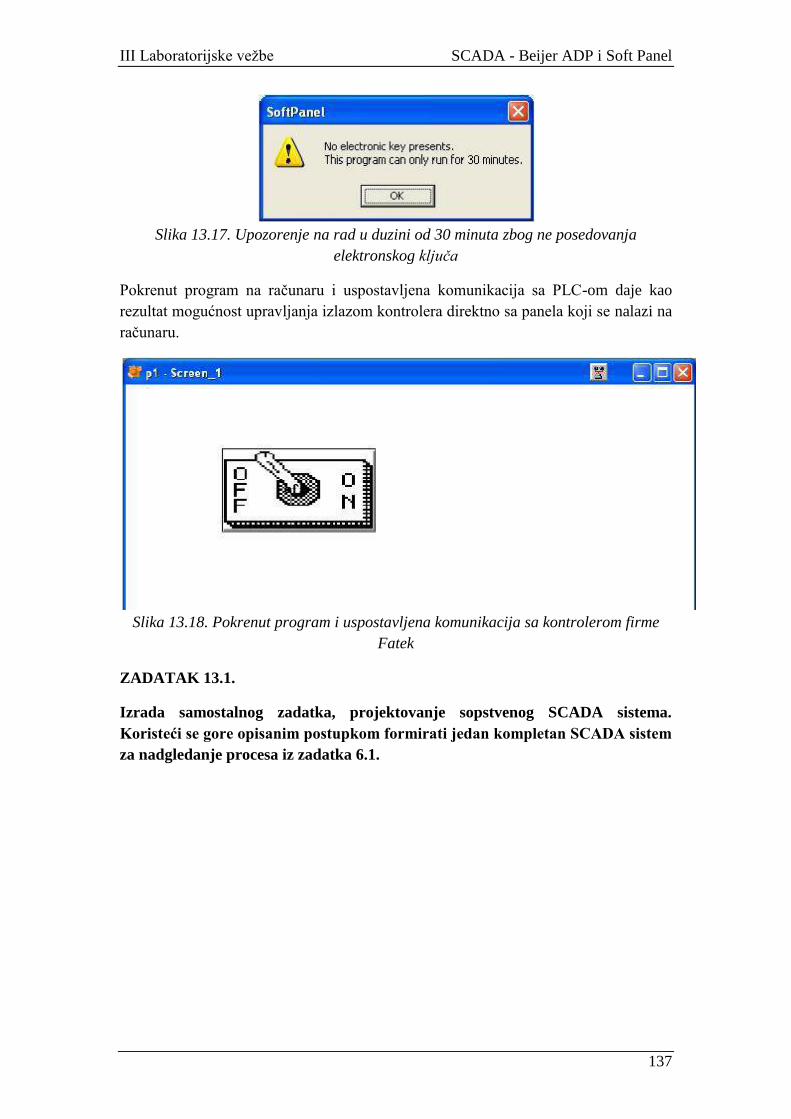
III Laboratorijske veţbe SCADA - Beijer ADP i Soft Panel
137
Slika 13.17. Upozorenje na rad u duzini od 30 minuta zbog ne posedovanja
elektronskog ključa
Pokrenut program na raĉunaru i uspostavljena komunikacija sa PLC-om daje kao rezultat mogućnost upravljanja izlazom kontrolera direktno sa panela koji se nalazi na raĉunaru.
Slika 13.18. Pokrenut program i uspostavljena komunikacija sa kontrolerom firme
Fatek
ZADATAK 13.1.
Izrada samostalnog zadatka, projektovanje sopstvenog SCADA sistema. Koristeći se gore opisanim postupkom formirati jedan kompletan SCADA sistem
za nadgledanje procesa iz zadatka 6.1.

Upravljanje u realnom vremenu Vera V. Petrovic
138
III Laboratorijske veţbe SCADA – CX Supervisor
139
VEŢBA 14.
SCADA – CX Supervisor
Veţba 14.
Student (ime prezime, indeks):
Datum:
Pregledao:
Ocena:
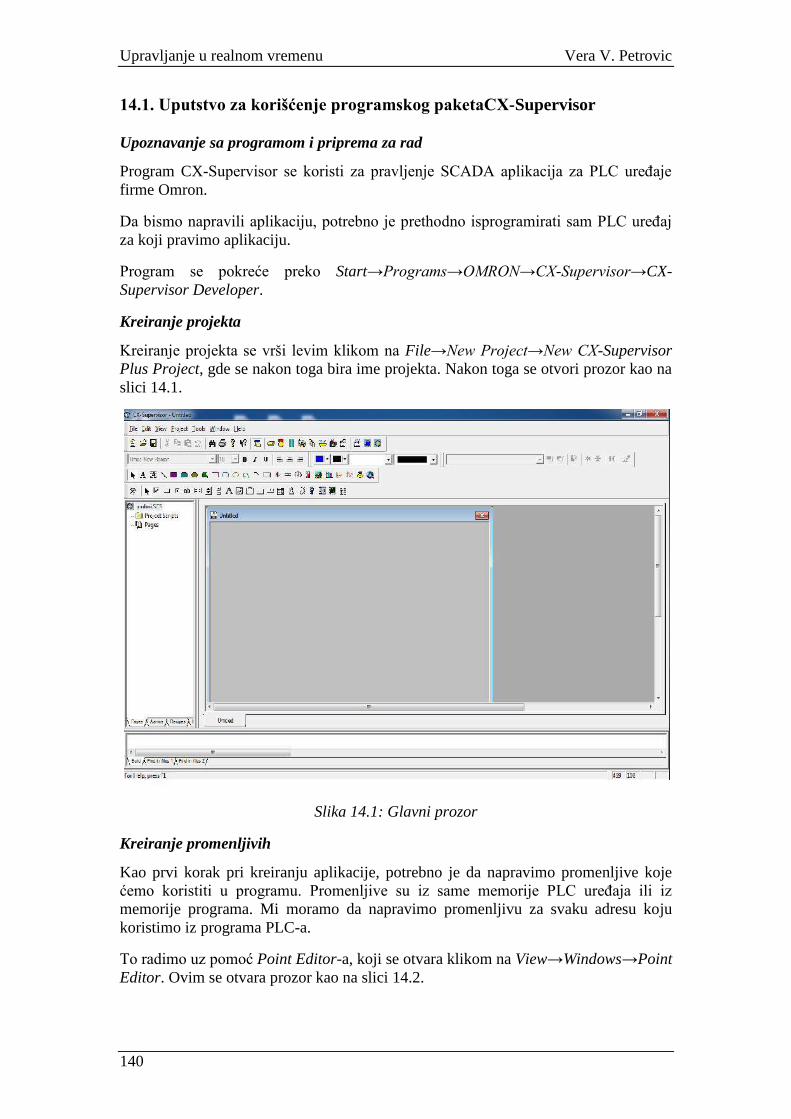
Upravljanje u realnom vremenu Vera V. Petrovic
140
14.1. Uputstvo za korišćenje programskog paketaCX-Supervisor
Upoznavanje sa programom i priprema za rad
Program CX-Supervisor se koristi za pravljenje SCADA aplikacija za PLC ureĊaje
firme Omron.
Da bismo napravili aplikaciju, potrebno je prethodno isprogramirati sam PLC ureĊaj
za koji pravimo aplikaciju.
Program se pokreće preko Start→Programs→OMRON→CX-Supervisor→CX-Supervisor Developer.
Kreiranje projekta
Kreiranje projekta se vrši levim klikom na File→New Project→New CX-Supervisor Plus Project, gde se nakon toga bira ime projekta. Nakon toga se otvori prozor kao na slici 14.1.
Slika 14.1: Glavni prozor
Kreiranje promenljivih
Kao prvi korak pri kreiranju aplikacije, potrebno je da napravimo promenljive koje ćemo koristiti u programu. Promenljive su iz same memorije PLC ureĊaja ili iz
memorije programa. Mi moramo da napravimo promenljivu za svaku adresu koju koristimo iz programa PLC-a.
To radimo uz pomoć Point Editor-a, koji se otvara klikom na View→Windows→Point Editor. Ovim se otvara prozor kao na slici 14.2.
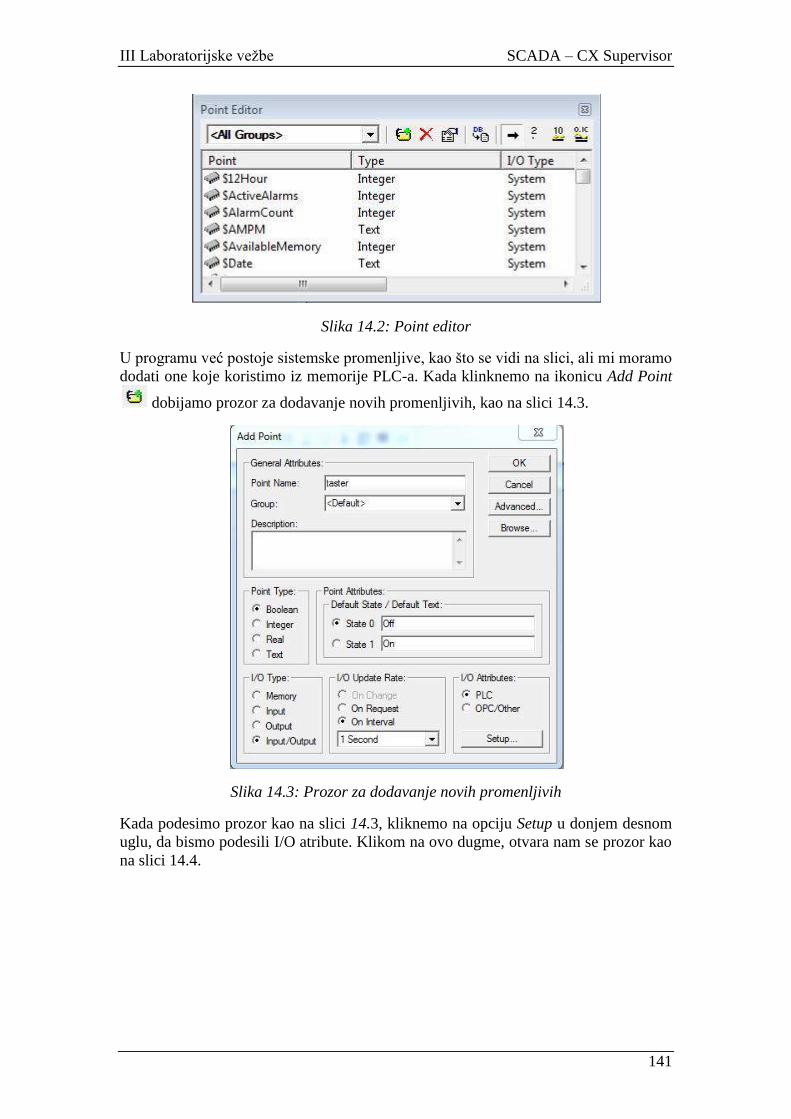
III Laboratorijske veţbe SCADA – CX Supervisor
141
Slika 14.2: Point editor
U programu već postoje sistemske promenljive, kao što se vidi na slici, ali mi moramo
dodati one koje koristimo iz memorije PLC-a. Kada klinknemo na ikonicu Add Point
dobijamo prozor za dodavanje novih promenljivih, kao na slici 14.3.
Slika 14.3: Prozor za dodavanje novih promenljivih
Kada podesimo prozor kao na slici 14.3, kliknemo na opciju Setup u donjem desnom uglu, da bismo podesili I/O atribute. Klikom na ovo dugme, otvara nam se prozor kao na slici 14.4.
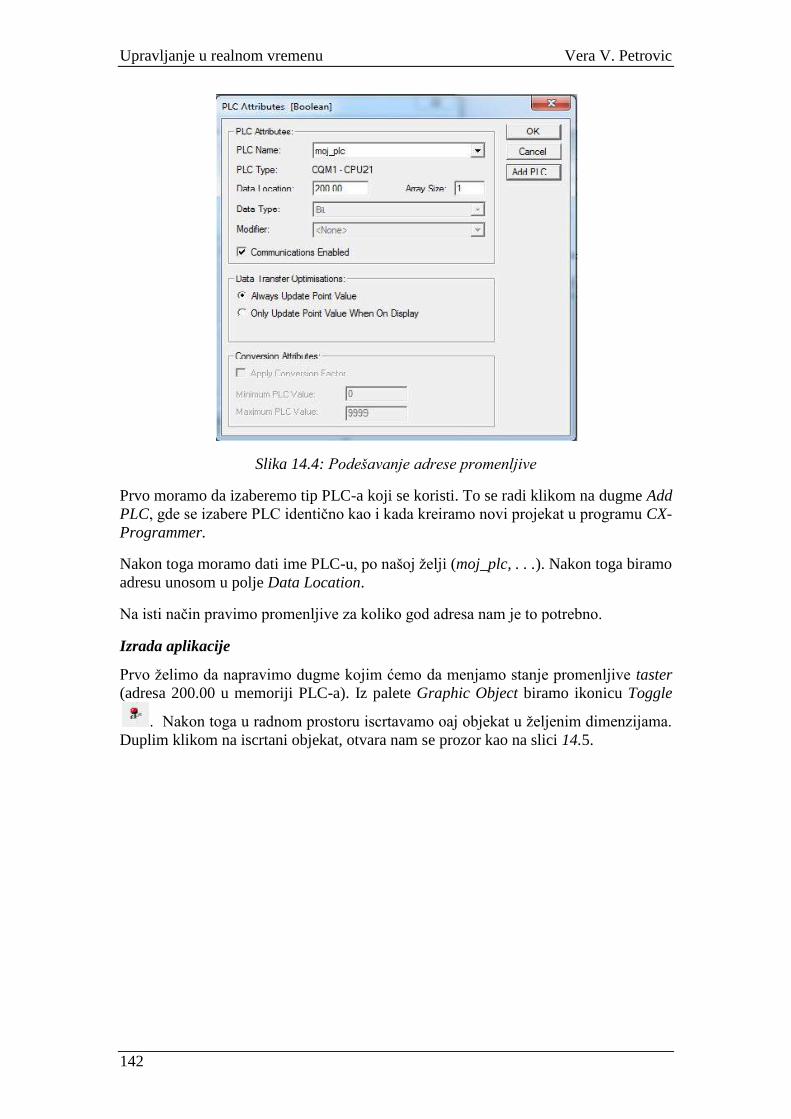
Upravljanje u realnom vremenu Vera V. Petrovic
142
Slika 14.4: Podešavanje adrese promenljive
Prvo moramo da izaberemo tip PLC-a koji se koristi. To se radi klikom na dugme Add PLC, gde se izabere PLC identiĉno kao i kada kreiramo novi projekat u programu CX-Programmer.
Nakon toga moramo dati ime PLC-u, po našoj ţelji (moj_plc, . . .). Nakon toga biramo adresu unosom u polje Data Location.
Na isti naĉin pravimo promenljive za koliko god adresa nam je to potrebno.
Izrada aplikacije
Prvo ţelimo da napravimo dugme kojim ćemo da menjamo stanje promenljive taster (adresa 200.00 u memoriji PLC-a). Iz palete Graphic Object biramo ikonicu Toggle
. Nakon toga u radnom prostoru iscrtavamo oaj objekat u ţeljenim dimenzijama.
Duplim klikom na iscrtani objekat, otvara nam se prozor kao na slici 14.5.
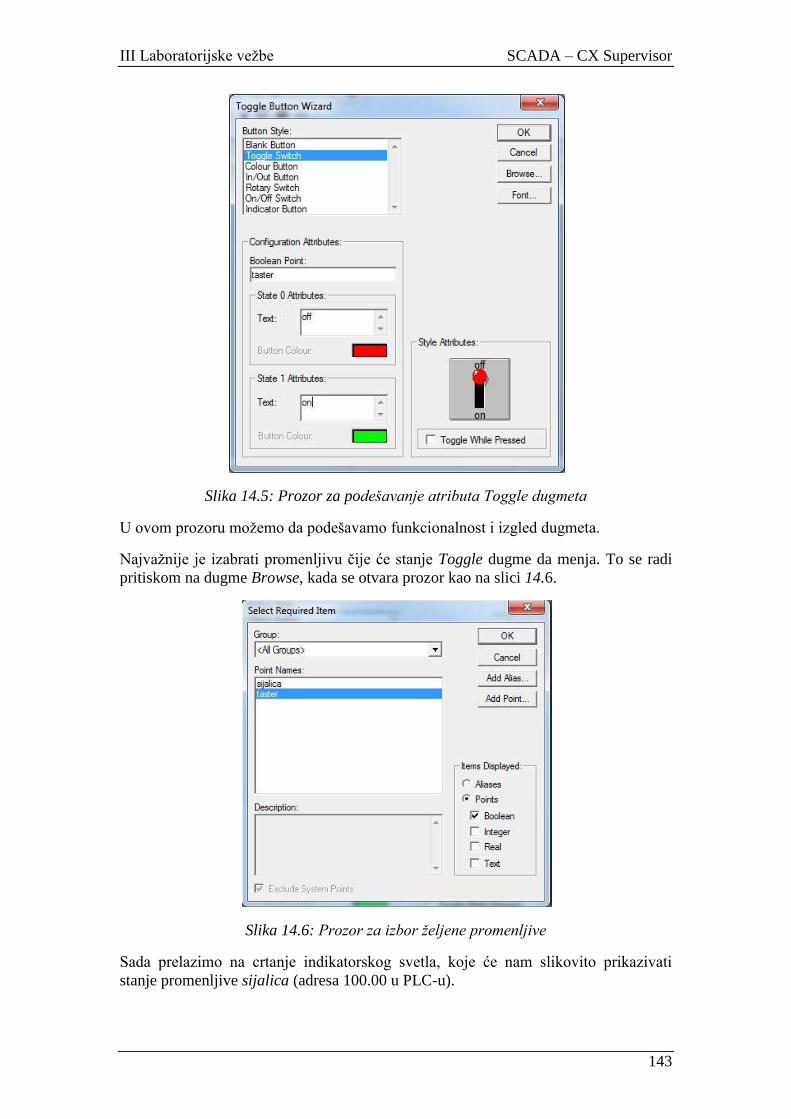
III Laboratorijske veţbe SCADA – CX Supervisor
143
Slika 14.5: Prozor za podešavanje atributa Toggle dugmeta
U ovom prozoru moţemo da podešavamo funkcionalnost i izgled dugmeta.
Najvaţnije je izabrati promenljivu ĉije će stanje Toggle dugme da menja. To se radi pritiskom na dugme Browse, kada se otvara prozor kao na slici 14.6.
Slika 14.6: Prozor za izbor željene promenljive
Sada prelazimo na crtanje indikatorskog svetla, koje će nam slikovito prikazivati
stanje promenljive sijalica (adresa 100.00 u PLC-u).
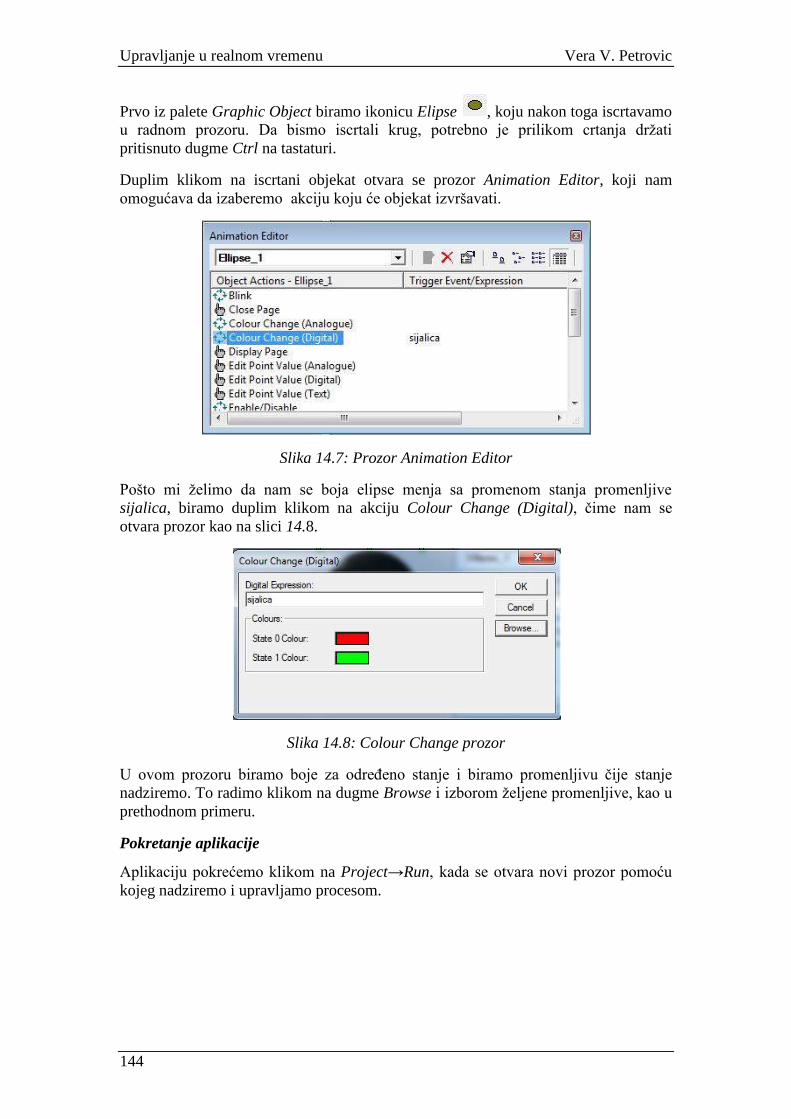
Upravljanje u realnom vremenu Vera V. Petrovic
144
Prvo iz palete Graphic Object biramo ikonicu Elipse , koju nakon toga iscrtavamo u radnom prozoru. Da bismo iscrtali krug, potrebno je prilikom crtanja drţati
pritisnuto dugme Ctrl na tastaturi.
Duplim klikom na iscrtani objekat otvara se prozor Animation Editor, koji nam omogućava da izaberemo akciju koju će objekat izvršavati.
Slika 14.7: Prozor Animation Editor
Pošto mi ţelimo da nam se boja elipse menja sa promenom stanja promenljive
sijalica, biramo duplim klikom na akciju Colour Change (Digital), ĉime nam se
otvara prozor kao na slici 14.8.
Slika 14.8: Colour Change prozor
U ovom prozoru biramo boje za odreĊeno stanje i biramo promenljivu ĉije stanje
nadziremo. To radimo klikom na dugme Browse i izborom ţeljene promenljive, kao u
prethodnom primeru.
Pokretanje aplikacije
Aplikaciju pokrećemo klikom na Project→Run, kada se otvara novi prozor pomoću
kojeg nadziremo i upravljamo procesom.

III Laboratorijske veţbe SCADA – CX Supervisor
145
Slika 14.9. Izgled gotove aplikacije
Klikom na Toggle dugme, promeniće se stanje promenljive taster, a nakon toga i stanje promenljive sijalica, što ćemo uoĉiti pomoću promene boje indikatora, koji
smo prethodno postavili.
ZADATAK 14.1.
Izrada samostalnog zadatka, projektovanje sopstvenog SCADA sistema. Koristeći se gore opisanim postupkom formirati jedan kompletan SCADA sistem
za nadgledanje procesa iz zadatka 7.1.

Upravljanje u realnom vremenu Vera V. Petrovic
146