Embed Size (px)
Citation preview

1. Druhy ocelí2. Rozdelenie konštrukčných ocelí3. Rozdelenie legovaných ocelí4. Materiály odliatkov v zlievárenstve5. Diagram železo – uhlík6. Neželezné kovy a ich zliatiny7. Viskozita roztavených kovov a zliatín8. Povrchové napätie roztavených kovov9. Klasifikácia procesov výroby súčiastok10. Technologické procesy výroby súčiastok11. Technológie delenia polovýrobkov plastickou deformáciou12. Opíšte fyzikálne metódy delenia polovýrobkov13. Technológie zvárania odporom14. Technológie zvárania oblúkom15. Zváranie plazmou a laserom16. Metódy kontroly zvarov – ultrazvuk17. Modelové zariadenia18. Deliaca rovina modelu19. Prídavky na obrábanie20. Materiály na výrobu modelov a jadrovníkov21. Zámky pre jadrá a čapy jadier22. Technologické úkosy čapov jadier23. Modelové platne24. Výroba foriem – formovacie materiály25. Výroba foriem – formovacie rámy26. Ručné formovanie pomocou modelovej platne27. Výroba netrvalých foriem28. Strojová výroba netrvalých foriem – ZHUSŤOVANIE STRIASANÍM29. Strojová výroba netrvalých foriem – ZHUSŤOVANIE VRHANÍM 30. Strojová výroba netrvalých foriem – ZHUSŤOVANIE FÚKANÍM31. Strojová výroba netrvalých foriem – ZHUSŤOVANIE VSTREĽOVANÍM32. Výroba foriem šablónovaním33. Vtoková sústava34. Pravidlo vpísanej gule35. Elektrické oblúkové pece Heroultovho typu s nevodivou nistejou36. Elektrické oblúkové pece Heroultovho typu s vodivou nistejou37. Elektrická oblúková pec kolísková s nepriamym ohrevom – Viliama Siemensa38. Siemensova – Martinova pec39. Proces mimopecnej rafinácie ocele40. Mechanizácia a automatizácia odlievania41. Liatie – lisovanie42. Liatie pod tlakom43. Presné liatie44. Výroba odliatkov do keramických foriem – na vytaviteľný model45. Výroba odliatkov do keramických foriem - na spáliteľný model46. Tlakové liatie s horizontálnou piestovou komorou47. Tlakové liatie s vertikálnou piestovou komorou48. Princíp tlakového liatia piestového stroja s horúcou komorou

49. Liatie sklopné50. Výroba odliatkov lisovaním z tekutej fázy51. Výroba odliatkov vytláčaním taveniny z formy52. Odstredivé liatie53. Gravitačné liatie54. Gravitačné odlievanie v autokláve55. Usmernené tuhnutie56. Technologičnosť konštrukcie odliatkov57. Najčastejšie vady odliatkov58. TECHNOLÓGIA DELENIA A DÁVKOVANIA – plastickou deformáciou, lámaním a
skrúcaním59. TECHNOLÓGIA DELENIA A DÁVKOVANIA – plastickou deformáciou, strihaním60. TECHNOLÓGIA DELENIA A DÁVKOVANIA – rezaním - klinovým nástrojom
61. TECHNOLÓGIA DELENIA A DÁVKOVANIA – Fyz. a chemickými metódami – elektroiskrovo - je charakteristické krátkymi asymetrickými elektrickými impulzmi, Používa sa delenie vysokopevných a tvrdých kovov, anódomechanicky - Jeho charakteristikou je
používanie nepolárnych impulzov s mechanickým budením, Proces prebieha pri vysokých
teplotách, pričom roztavený kov sa z miesta obrábania odstraňuje otáčajúcim sa nástrojom. ultrazvukovo – ultrazvukom delíme Vodivé, nevodivé, tvrdé a krehké materiály,... Hlavné časti ultrazvukového zariadenia sú Vysokofrekvenčný generátor alebo piezoelektrický menič (nástroj) pre získanie mechanickej vibrácie s vysokou frekvenciou. , rázom, elektrolyticky, tepelným šokom
62. TECHNOLÓGIA DELENIA A DÁVKOVANIA – vodným lúčom - Technológia delenia vodným lúčom sa dá najlepšie v skratke definovať ako počítačom kontrolovaný vysokorýchlostný mikroerózny proces.
Princíp spočíva v odoberaní materiálu obrobku mechanickým dopadom vodného lúča s vysokou rýchlosťou a kinetickou energiou na jednotkovú plochu. Takýmto lokálnym úberom sa uvoľňujú mikroskopické častice z obrobku. Tlak vody cca (300MPa – 450MPa) je dosiahnutý hydraulickým čerpadlom s výkonom od cca (15HP – 100HP ).
Vodný lúč
Výhody
• žiadne tepelné ovplyvnenie• väčší rozsah hrúbok a materiálov• žiadne dodatočné opracovanie
Nevýhody
• veľmi pomalé u väčšiny materiálov• hlučné a vlhké• vysoké investičné a prevádzkové náklady

63. TECHNOLÓGIA DELENIA A DÁVKOVANIA – brúsiacim nástrojom- používa sa len na menšie priemery a materiál vyššej pevnosti a tvrdosti
Nástrojom je brúsny kotúč, (najmä kotúče s gumovým spojivom). Brúsnym materiálom je SiC, Al2O3, alebo diamant a CBN (40 až 80 m.s-1).
Výhodou je úzky a kvalitný rez,
Nevýhodou je vysoká intenzita opotrebovania brúsneho kotúča.
Pre horšie obrábateľné materiály a vyššie rezné rýchlosti sa používajú tiež kotúče so živičným spojivom a to nevystužené.
64. TECHNOLÓGIA DELENIA A DÁVKOVANIA – laserom- LASER - Výhody - absolútne priame rezy
• rýchle do 3 mm• žiadne ťahové napätie
- Nevýhody - obmedzený rozsah hrúbok
• pomalé nad 10 mm• vysoké investičné a prevádzkové náklady
Hlavnou príčinou rastu je skutočnosť, že súčasné laserové systémy sú - rýchlejšie, - výkonnejšie a - pružnejšie než kedykoľvek predtým
- Výhodou laserového rezania je bodový zdroj ohrevu. Proces možno v priestore výborne riadiť pomocou počítača, čo je výhodné z hľadiska robotizácie.
65. TECHNOLÓGIA DELENIA A DÁVKOVANIA – plazmou- Princípom plazmového delenia spočíva v tavení materiálu extrémne vysokou teplotou. - Plazma - Výhody - vysoká rýchlosť rezania, 8 až 10 krát vyššia ako pri autogéne
• možnosť rezania všetkých materiálov• vysoká presnosť pri opakovaných rezoch,
- nízka tepelne ovplyvnená zóna - Nevýhody - obmedzenie rezania do 180 mm (konštrukčná oceľ 80 mm)
• rezný uhol 1°-5° v závislosti od hrúbky plechu• vysoké náklady na spotrebné diely pri plynom chladenom horáku
-66. TECHNOLÓGIA DELENIA A DÁVKOVANIA – vzduchom

67. TECHNOLÓGIA DELENIA A DÁVKOVANIA – ultrazvukom
Zariadenie na ultrazvukové obrábanie obsahuje: obrobok, nástroj, koncentrátor, snímač frekvencie, snímač sily, magnetostrikčný menič – transduktor, generátory kmitov
Vodivé, nevodivé, tvrdé a krehké materiály (napr. sklo, kremeň, diamant, spekané karbidy, grafit) možno deliť ultrazvukom. Hlavné časti ultrazvukového zariadenia sú Vysokofrekvenčný generátor (20 až 100 kHz, 0,1 až 40 kW) sa napája na magnetostrikčný, alebo piezoelektrický menič (nástroj) pre získanie mechanickej vibrácie s vysokou frekvenciou. Nástroj sa napája na koncentrátor, ktorý zvyšuje hustotu energie. Medzi obrobkom a nástrojom je suspenzia s brúsnymi zrnami.
68. TECHNOLÓGIA DELENIA A DÁVKOVANIA – strihanie rúrky
Strihajú sa tyče, rúrky, plochá oceľ a rozličné profily. Pri stihaní sa používa: pridržiavač, strihaný plech, stôl, pohyblivý nôž - strižník, odmeriavač - doraz, pevný nôž – strižnica
V procese strihania, vysekávania a dierovania možno pozorovať tri štádiá. • V prvej fáze deformácie dochádza ku vtlačovaniu nožov do pružno-plastického
polopriestoru polovýrobku.• V ďalšej fáze dochádza k priehybu časti polovýrobku, podobne, ako nastáva priehyb
krátkej konzoly. • V poslednej fáze dochádza ku vzájomnému pohybu odstrihávanej časti polovýrobku
od stabilnej.
- Strižník je tvarovaný tak, že má dve strižné hrany, zaoblené do tvaru rúrky. Do tvarového vybrania strižníka sa vsunie koniec rúrky (poloha na obr. a).
- Po ustrihnutí výstrižok vypadne vplyvom tiaže.
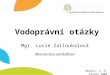
69. TECHNOLÓGIA DELENIA A DÁVKOVANIA – ostrihovanie a dierovanie
Stroj na ostrihovanie a dierovanie obsahuje: priestrižník , zápustkový výkovok priestrižnic a dierovací priestrižník.
Polia sklzových čiar v rôznych štádiách rozvoja deformácie v procese strihania a dierovania

Schéma dierovania výsledný tvar vystrihnutej diery a tvar odpadu:
výsledný tvar vystrihnutej diery
B1 A1
BA
ED
Cα
β
2 1
E1D1
C1
y
x
a)
B1 A1
BA
G
MH
21
r1
G1
H1
b)
M1
hrúbka
plechu
maximálny
rozmer
rozmer strižníka
oblasť strihu
uhol lomu
oblasť
lomu
priehyb
b)
hrúbka
plechu
maximálny
rozmer
rozmer strižníka
oblasť strihu
uhol lomu
oblasť
lomu
priehyb
výronok b)

70. Sústruženie – vektory rýchlosti
- Sústruženie je trieskové obrábanie vonkajších a vnútorných povrchov pri ktorom obrobok koná hlavný otáčavý pohyb a nástroj koná posuv, a to rovnobežne s osou otáčania obrobku alebo kolmo na túto os otáčania. Obrábací stroj sa nazýva sústruh a obrábací nástroj sústružnícky nôž.
- Sústruženie sa používa na obrábanie kovov, dreva a plastov.
Z technologického hľadiska možno sústruženie pokladať za základný spôsob najrozšírenejšia metóda v strojárskej praxi pri sústružení sa otáča obrobok a nástroj sa obyčajne pohybuje priamočiaro hlavný rezný pohyb - vykonáva ho obrobok, je to rotačný pohyb a obvodová rýchlosť obrobku
je totožná s reznou rýchlosťou.
νc = π.D.n/1000 (m/min-1)D - priemer obrobku (mm)n - otáčky (min-1)
posuvný pohyb - posuv je priamočiary a koná ho nástroj - je daný dráhou noža na 1 otáčku - f [mm]
prísuvom sa nastavuje hĺbka rezu ap
71. Sústruženie - parametre odrezávanej vrstvy –
ap= (D-D0)/2 ap- hĺbka rezu f - posuv - je priamočiary a koná ho nástroj - je daný dráhou noža na 1 otáčkuPlocha rezu alebo priemer triesky je charakterizovaný geometrickými parametrami:
h - hrúbka odrezávanej vrstvy b - šírka odrezávanej vrstvy
- Sústruženie je trieskové obrábanie vonkajších a vnútorných povrchov pri ktorom obrobok koná hlavný otáčavý pohyb a nástroj koná posuv, a to rovnobežne s osou otáčania obrobku alebo kolmo na túto os otáčania. Obrábací stroj sa nazýva sústruh a obrábací nástroj sústružnícky nôž.
- Sústruženie sa používa na obrábanie kovov, dreva a plastov.
72. Sústruženie – geometria nástroja

Side relief angle – bočný uholEnd cutting edge angle – koniec uhlaShank width – šírka stopkySide rake angle – bočný uhol čelaNose radius – polomerRake angle – uhol čelaCutting edge height – ostrie výškyRelief angle – uhol ostriaSide cutting edge angle – bočný uholCutting edge angle – uhol ostriaTotal lenght – celková dĺžka
- Sústruženie je trieskové obrábanie vonkajších a vnútorných povrchov pri ktorom obrobok koná hlavný otáčavý pohyb a nástroj koná posuv, a to rovnobežne s osou otáčania obrobku alebo kolmo na túto os otáčania. Obrábací stroj sa nazýva sústruh a obrábací nástroj sústružnícky nôž.
- Sústruženie sa používa na obrábanie kovov, dreva a plastov.
73. Sústruženie – nože na obrábanie
Nože na obrábanie – nástroje spravidla s jednou reznou hranou pozostávajúce z upínacej a pracovnej časti nástroja
Držiak alebo stopka - časť noža určujúca jeho polohu vzhľadom na stroj a určená na jeho upnutie. Stopka má kruhový prierez, držiak prierez štvorcový, obdĺžnikový, lichobežníkový, prípadne iný podľa spôsobu upínania

- Sústruženie je trieskové obrábanie vonkajších a vnútorných povrchov pri ktorom obrobok koná hlavný otáčavý pohyb a nástroj koná posuv, a to rovnobežne s osou otáčania obrobku alebo kolmo na túto os otáčania. Obrábací stroj sa nazýva sústruh a obrábací nástroj sústružnícky nôž.
- Sústruženie sa používa na obrábanie kovov, dreva a plastov.
74. Sústruženie – úprava geometrie –
- Sústruženie je trieskové obrábanie vonkajších a vnútorných povrchov pri ktorom obrobok koná hlavný otáčavý pohyb a nástroj koná posuv, a to rovnobežne s osou otáčania obrobku alebo kolmo na túto os otáčania. Obrábací stroj sa nazýva sústruh a obrábací nástroj sústružnícky nôž.
- Sústruženie sa používa na obrábanie kovov, dreva a plastov.
75. Sústruženie - rezanie závitov –
Rezanie závitu je technologický proces vytvorenia závitu na valcovej ploche súčiastky. Z hľadiska technológie výroby sa závity delia na vonkajšie (skrutka) a vnútorné (matica). V praxi sa najčastejšie požívajú - podľa profilu - závity metrické, whitworthové a lichobežníkové.

- Sústruženie je trieskové obrábanie vonkajších a vnútorných povrchov pri ktorom obrobok koná hlavný otáčavý pohyb a nástroj koná posuv, a to rovnobežne s osou otáčania obrobku alebo kolmo na túto os otáčania. Obrábací stroj sa nazýva sústruh a obrábací nástroj sústružnícky nôž.
- Sústruženie sa používa na obrábanie kovov, dreva a plastov.
76. Opotrebenie – šesť základných druhov opotrebenia –
Opotrebenie - je nežiadúca zmena povrchu alebo rozmerov tuhých telies, spôsobená buď vzájomným pôsobením funkčných povrchov, alebo funkčného povrchu a média, ktoré opotrebenie vyvoláva.
Prejavuje sa odstraňovaním alebo premiestňovaním častíc hmoty z funkčného povrchu mechanickými účinkami, niekedy sprevádzanými aj inými vplyvmi, napríklad chemickými, elektrochemickými a pod.
6 základných druhov opotrebenia:
- abrazívne - - adhezívne - - erozívne - - únavové - - kavitačné - - vibračné -
77. Opotrebenie – tepelný tok
Opotrebenie - je nežiadúca zmena povrchu alebo rozmerov tuhých telies, spôsobená buď vzájomným pôsobením funkčných povrchov, alebo funkčného povrchu a média, ktoré opotrebenie vyvoláva.
Prejavuje sa odstraňovaním alebo premiestňovaním častíc hmoty z funkčného povrchu mechanickými účinkami, niekedy sprevádzanými aj inými vplyvmi, napríklad chemickými, elektrochemickými a pod.
78. Opotrebenie – vb diagram

Opotrebenie - je nežiadúca zmena povrchu alebo rozmerov tuhých telies, spôsobená buď vzájomným pôsobením funkčných povrchov, alebo funkčného povrchu a média, ktoré opotrebenie vyvoláva.
Prejavuje sa odstraňovaním alebo premiestňovaním častíc hmoty z funkčného povrchu mechanickými účinkami, niekedy sprevádzanými aj inými vplyvmi, napríklad chemickými, elektrochemickými a pod.
79. Opotrebenie – model tvorenia triesky s regulovaným poľom plastickej deformácie
Opotrebenie - je nežiadúca zmena povrchu alebo rozmerov tuhých telies, spôsobená buď vzájomným pôsobením funkčných povrchov, alebo funkčného povrchu a média, ktoré opotrebenie vyvoláva.
Prejavuje sa odstraňovaním alebo premiestňovaním častíc hmoty z funkčného povrchu mechanickými účinkami, niekedy sprevádzanými aj inými vplyvmi, napríklad chemickými, elektrochemickými a pod.
80. Schéma rozloženia normálnych a ......... na čele nástroja
81. Frézovanie – čelné frézovanie – čelom frézy - záber frézy je v smere jej osi. Pri tomto frézovaní môžu byť aj čelné frézy, ktoré sú monolytné alebo so vsadenými platničkami
Frézovanie je najrozšírenejšia metóda obrábania nerotačných plôch. Je vysokovýkonná a používa sa na výrobu tvarových plôch a drážok
82. Frézovanie – valcové frézovanie – frézovanie obvodom, rôzne tvarové frézy - pri tomto spôsobe frézovania môžeme začať odrezávať maximálnu hrúbku a nástroj vychádza pri minimálnej (súbežné frézovanie) alebo začíname minimálnou hrúbkou a končíme maximálnou (protibežné frézovanie)
Frézovanie je najrozšírenejšia metóda obrábania nerotačných plôch. Je vysokovýkonná a používa sa na výrobu tvarových plôch a drážok
83. Frézovanie – protibežné a súbežné – valcové frézovanie sa delí na protibežné a súbežné frézovanie
a) Protibežnéb) Súbežné

Frézovanie je najrozšírenejšia metóda obrábania nerotačných plôch. Je vysokovýkonná a používa sa na výrobu tvarových plôch a drážok
84. Frézovanie – typy fréz – - podľa plôch na ktorých ležia rezné hrany sa frézy delia na valcové, kužeľové, čelné
a tvarové- podľa spôsobu výroby zubov frézy poznáme frézy s frézovanými zubmi
a podsústruženými zubmi- podľa počtu zubov k priemeru frézy – jemnozubé, polohrubozubé, hrubozubé- podľa priebehu reznej hrany – zuby s priamymi reznými hranami, s reznými hranami
v skrutkovici a so striedavým sklonom rezných hrán- podľa spôsobu upínania na stroji – stopkové a nástrčné- podľa počtu dielov, z ktorých fréza pozostáva – celistvé, s vymeniteľnými zubmi a delené
Typy fréz: valcová, čelná, čelná valcová, kotúčová, drážkovacia, deliaca, uhlová
Frézovanie je najrozšírenejšia metóda obrábania nerotačných plôch. Je vysokovýkonná a používa sa na výrobu tvarových plôch a drážok
85. Frézovanie – prierez triesky –
Frézovanie je najrozšírenejšia metóda obrábania nerotačných plôch. Je vysokovýkonná a používa sa na výrobu tvarových plôch a drážok
86. Frézovanie – parametre rezu
Frézovanie je najrozšírenejšia metóda obrábania nerotačných plôch. Je vysokovýkonná a používa sa na výrobu tvarových plôch a drážok

87. Frézovanie – Frézovanie je najrozšírenejšia metóda obrábania nerotačných plôch. Je vysokovýkonná a používa sa na výrobu tvarových plôch a drážok
- Hlavný rezný pohyb vykonáva nástroj, vedľajší rezný pohyb je priamočiary, rovnobežný
88. Brúsne materiály, ich vlastnosti a použitie