Embed Size (px)
DESCRIPTION
OpEx Review es publicado por TBM Consulting Group para aquellas empresas que buscan adoptar la Excelencia Operativa. Este número Especial Alimentos y Bebidas
Citation preview
www.tbmcg.mx
OpEx Review
El ABC de la BuenaManufactura de Alimentos
Por David Beal
Un enfoque en buenas prácticas de manufactura de alimentos mejora la seguridad y protege la reputación de su empresa.
La revolución de la calidad, ini-ciada por Toyota y su habilidad para producir más automóviles confiables ahora ha girado su ros-tro hacia la industria de alimen-tos. Piénselo –hace 30 años, una historia sobre fórmula para bebés contaminada con melamina en China no hubiera sido noticia en Estados Unidos. Pero los consu-midores hoy saben que los mis-mos aditivos mortales de la leche en China pueden aparecer en pasta de dientes o jarabe para la tos lo mismo en Guatemala que en Georgia. Sabemos qué una fábrica en California produjo la espinaca contaminada con E. Coli y conocemos detalles muy privados del piso de la planta donde se procesa cacahuate.
Súbitamente, los medios y los consumidores están poniendo mucha atención a la comida y su origen. ¿Quiere iniciar una conversación hoy en día? Abra un frasco de mantequilla de caca-huate. Con la conciencia tan ele-vada que existe, los procesadores de alimentos deberían preguntar-se: “¿Estamos listos para este tipo de escrutinio?” Visito muchas plantas donde se manufacturan
alimentos durante el año y hoy, diría que la respuesta es “no”. Y no es solo debido a que el equipo de limpieza esté conformado por los empleados más nuevos, menos entrenados y peor paga-dos- lo cual claramente exhibe las prioridades de las plantas.
(continúa en la pág. 5)
Una Publicación de TBM Consulting Group
TAMBIÉN EN ESTE NÚMERO
2 | Liderazgo: Reclutar Requiere Innovación2 | Vistazo Económico: El Crecimiento a Pesar de las Sequías8 | Caso de Estudio: Las Redes Sociales Impulsan la Calidad11 | Caso de Estudio: Mantíendose al Nivel del Mundo Copetitivo
Febrero 2013 | Edición Especial Alimentos y Bebidas

www.tbmcg.mx
2 · OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx
El Reclutamiento Requiere Innovación También
A pesar de los altos índices de desempleo en los Estados Unidos, los manufactureros del país están teniendo dificultades en encontrar buena mano de obra calificada que pueda ocupar diferentes puestos técni-cos y de habilidades. Miles de puestos no reciben candidatos y está interfiriendo con
las posibilidades de crecimiento de varias compañías.
Los factores que contribuyen a ello son una falta de habilidades específicas y un sistema educativo que no entusiasma a los es-tudiantes a buscar carreras en el área de manufactura. Algunas compañías manufactureras han dejado de esperar a que se aparezcan mágicamente candidatos perfectamente calificados y han comenzado a tomar cartas en el asunto.
Para llenar las vacantes existentes, un manufacturero con el que trabajamos está reclutando individuos con ciertos rasgos de per-sonalidad – tales como buena ética laboral y disposición para aprender- sumado a habilidades específicas y experiencia. Los envían a un programa interno de capacitación para certificar a empleados con experiencia en soldadores profesionales.
Otra compañía se ha asociado de forma proactiva con las escuelas técnicas y community colleges para ofrecer incentivos a los empleados ya existentes para dar clases por la tarde. Han logrado expandir su experiencia y la compañía ha encontrado excelentes estudiantes para ser reclutados.
En la más reciente Cumbre Global de TBM, Bob Richards, Director Global de Excelencia Operacional para Kennametal (localizada en Latrobe, Pensilvania) compartió detalles acerca del programa de jóvenes ingenieros de la compañía. El progra-ma de 15 meses le da la oportunidad a 60 jóvenes estudiantes de preparatoria de encontrar por sí mismos de qué tratan las carreras en manufactura hoy en día.
Dado el tamaño del problema de falta de personal capacitado, tales iniciativas no generarán un gran impacto a nivel individual. Pero miles de programas como ese –en compañías como la suya- podrían hacer una verdadera diferencia. De hecho, es lo único que hará la diferencia.
Ken Koenemann es Vicepresidente en TBM. Lo puede contactar en [email protected]
Envíe su retroalimentación para nuestro boletín y sus ideas para historias futuras a [email protected]
OpEx Review
Ideas de Liderazgo
El Crecimiento es Posible a Pesar de las Desastrosas SequíasPor Yeith Keater, Vicepresidente de Alimentos y Bebidas, TBM Consulting Group
Los manufactureros han aprendido a vivir como sobrevivien-tes dentro de la economía global y dentro de su propio ramo, alimentos y bebidas, los productores subsisten dentro de los hábitats más peligrosos: márgenes de ganancia muy angostos, regulaciones brutalmente complejas y minimización de riesgos así como variabilidad de la materia prima, aunada a los cambios sucedidos en el delicado balance de la Madre Tierra.
Todos estos elementos de presión han vuelto a la estrategia de Excelencia Operacional una necesidad competitiva en cualquier año. Sin embargo, en los últimos seis meses, las condiciones de sequía existentes han intensificado la necesidad de las compañías del ramo de Alimentos y Bebidas de enfocarse en la eficiencia operacional y la efectividad. Los récords históricos de tempe-raturas calientes y la ausencia de agua en los Estados Unidos y Sudamérica han causado que los precios del maíz, la soya y el azúcar se disparen –materias primas omnipresentes en las cadenas de suministro de la industria de Alimentos y Bebidas. Todo, desde los refrescos hasta los embutidos están –o lo estarán pronto- afectados. En septiembre, Bloomberg publicó predic-ciones analíticas que establecían que los precios de los productos alimenticios monitoreados por las Naciones Unidas (ONU) escalarían hasta un 15 por ciento para junio de 20131 , aunado al 6 por ciento que ya habían aumentado este verano pasado.2
Los consumidores tolerarán solamente un aumento de precios antes de abandonar a sus marcas favoritas, por lo cual la indus-tria de Alimentos y Bebidas tienen una capacidad muy limitada para ajustar sus precios. Estas compañías pueden continuar con-trolando los costos al tiempo que crean valor para el consumidor y el accionista utilizando una estrategia de Excelencia Opera-cional que se enfoca en el costo de contención, el maximizar retornos sobre activos (ROA) y asegurar el desempeño de la calidad y la seguridad.
Contención de Costos: Mejor Manejo de Material y Equipo
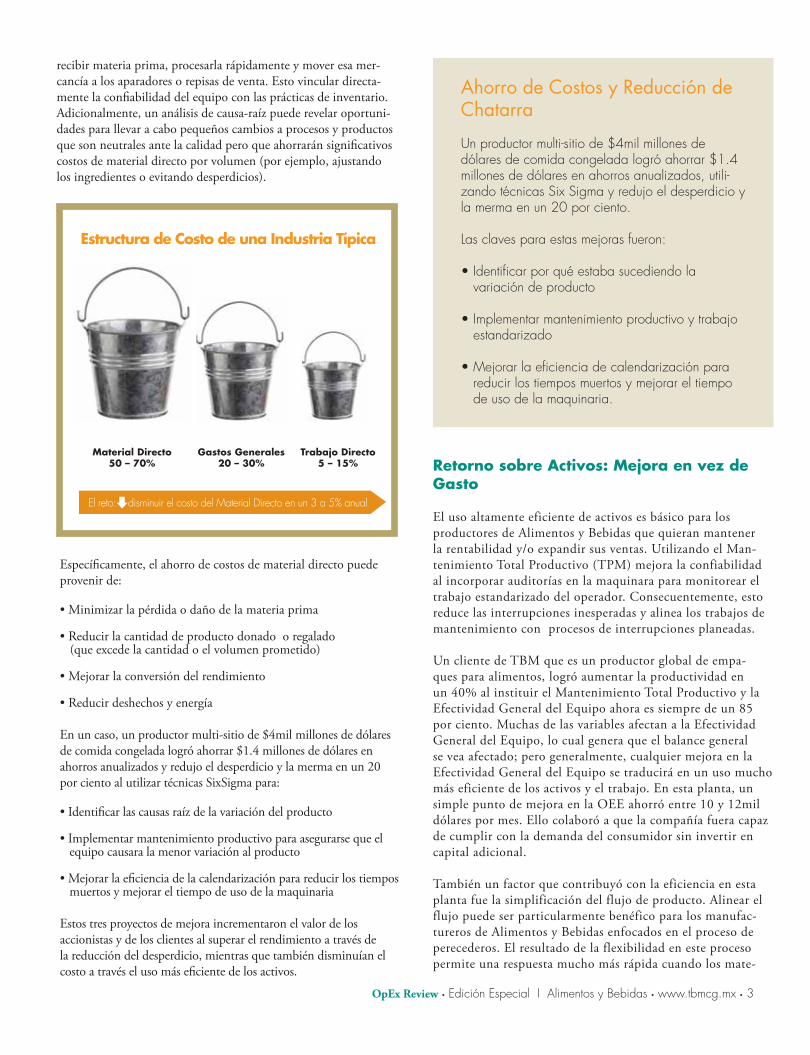
El material directo se lleva del 50 al 70 por ciento del costo de una compañía de Alimentos y Bebidas. Incrementar las fun-ciones básicas operativas puede reducir los costos del material directo entre un tres y un cinco por ciento, aún con los precios de la materia prima incrementándose continuamente.
Por ejemplo, uno de los principales retos de desperdicio a los que se enfrenta la industria de Alimentos y Bebidas es a la fecha de caducidad. Muchas empresas necesitan ser capaces de
Ahorro de Costos y Reducción de Chatarra
Un productor multi-sitio de $4mil millones de dólares de comida congelada logró ahorrar $1.4 millones de dólares en ahorros anualizados, utili-zando técnicas Six Sigma y redujo el desperdicio y la merma en un 20 por ciento.
Las claves para estas mejoras fueron:
• Identificar por qué estaba sucediendo la variación de producto
• Implementar mantenimiento productivo y trabajo estandarizado
• Mejorar la eficiencia de calendarización para reducir los tiempos muertos y mejorar el tiempo de uso de la maquinaria.
OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx · 3
recibir materia prima, procesarla rápidamente y mover esa mer-cancía a los aparadores o repisas de venta. Esto vincular directa-mente la confiabilidad del equipo con las prácticas de inventario. Adicionalmente, un análisis de causa-raíz puede revelar oportuni-dades para llevar a cabo pequeños cambios a procesos y productos que son neutrales ante la calidad pero que ahorrarán significativos costos de material directo por volumen (por ejemplo, ajustando los ingredientes o evitando desperdicios).
Específicamente, el ahorro de costos de material directo puede provenir de:
• Minimizar la pérdida o daño de la materia prima
• Reducir la cantidad de producto donado o regalado (que excede la cantidad o el volumen prometido)
• Mejorar la conversión del rendimiento
• Reducir deshechos y energía
En un caso, un productor multi-sitio de $4mil millones de dólares de comida congelada logró ahorrar $1.4 millones de dólares en ahorros anualizados y redujo el desperdicio y la merma en un 20 por ciento al utilizar técnicas SixSigma para:
• Identificar las causas raíz de la variación del producto
• Implementar mantenimiento productivo para asegurarse que el equipo causara la menor variación al producto
• Mejorar la eficiencia de la calendarización para reducir los tiempos muertos y mejorar el tiempo de uso de la maquinaria
Estos tres proyectos de mejora incrementaron el valor de los accionistas y de los clientes al superar el rendimiento a través de la reducción del desperdicio, mientras que también disminuían el costo a través el uso más eficiente de los activos.
Estructura de Costo de una Industria Típica
Material Directo50 – 70%
Gastos Generales20 – 30%
Trabajo Directo5 – 15%
El reto: disminuir el costo del Material Directo en un 3 a 5% anual
Retorno sobre Activos: Mejora en vez de Gasto
El uso altamente eficiente de activos es básico para los productores de Alimentos y Bebidas que quieran mantener la rentabilidad y/o expandir sus ventas. Utilizando el Man-tenimiento Total Productivo (TPM) mejora la confiabilidad al incorporar auditorías en la maquinara para monitorear el trabajo estandarizado del operador. Consecuentemente, esto reduce las interrupciones inesperadas y alinea los trabajos de mantenimiento con procesos de interrupciones planeadas.
Un cliente de TBM que es un productor global de empa-ques para alimentos, logró aumentar la productividad en un 40% al instituir el Mantenimiento Total Productivo y la Efectividad General del Equipo ahora es siempre de un 85 por ciento. Muchas de las variables afectan a la Efectividad General del Equipo, lo cual genera que el balance general se vea afectado; pero generalmente, cualquier mejora en la Efectividad General del Equipo se traducirá en un uso mucho más eficiente de los activos y el trabajo. En esta planta, un simple punto de mejora en la OEE ahorró entre 10 y 12mil dólares por mes. Ello colaboró a que la compañía fuera capaz de cumplir con la demanda del consumidor sin invertir en capital adicional.
También un factor que contribuyó con la eficiencia en esta planta fue la simplificación del flujo de producto. Alinear el flujo puede ser particularmente benéfico para los manufac-tureros de Alimentos y Bebidas enfocados en el proceso de perecederos. El resultado de la flexibilidad en este proceso permite una respuesta mucho más rápida cuando los mate-

4 · OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx
riales se encuentran disponibles. Por tanto, esto genera mejor calidad para el consumidor, menor desperdicio y un uso de la mano de obra y la maquinaria maximizado.
Calidad y Seguridad: El Dúo Dinámico
Los manufactureros de Alimentos y Bebidas deben invertir fuertemente en la calidad del producto y la seguridad. Consi-dérelo el costo por entrar a jugar en este juego. Por tanto, las mejoras de eficiencia en estas áreas pueden generar beneficios sustanciales en los ingresos netos (crecimiento de ventas) y en el balance general (protección de riesgos efectiva). Un cliente, una procesadora de alimentos de una cadena multi-nacional, mejoró su consistencia en el producto terminado, lo cual redujo la necesidad de re procesar en un 44 por ciento. Previo a esto, el producto de alto margen rechazado estaba siendo reprocesado y convertido en un producto de menor margen. Así que no sólo había inconsistencia pues se estaba haciendo el trabajo dos veces, sino que estaba impactando las ganancias (el dilema fue particularmente retador puesto que la materia prima utilizada para hacer el producto terminado era susceptible a producir resultados inconsistentes).
La solución arrojó un análisis de causa-raíz para comprender las fuentes de variación y el uso de Diseño de Experimentos para encontrar los ajustes óptimos de equipo que había que realizar para asegurar la consistencia en el producto. También, la compañía implementó el Mantenimiento Total Productivo para reemplazar los puntos de uso en equipo que pudieran estar generando fallas en la calidad.
En otro caso, la competencia de productores en regiones de bajo costo obligó a un manufacturero de aditivos para comida a solicitar la ayuda de TBM para identificar oportunidades de ahorro de
Efectividad General del Equipo (OEE): una Medida Poderosa
OEE es una carta cuyo éxito está probado
pues promueve el tener el equipo listo para
trabajar conforme a lo planeado (disponi-
bilidad) con la productividad y la tasa de
uso para lo cual fue diseñada, y en el nivel
de calidad requerido. Mientras más se
maximiza la OEE, más significativos serán
los retornos.
costos. A través del análisis, el equipo encontró que las pérdidas en cambio de sistema y limpieza estaban contribuyendo a una pérdida de capacidad y a un aumento en los costos operativos. Estas actividades carecían de control de la consistencia, pero una vez que el equipo aprendió a calendarizar de forma más eficiente, crear y utilizar el trabajo estandarizado y aplicar un sistema de gestión diaria para mantener los resultados, la compañía ahorró $1.3 millones de dólares al acelerar el arranque y la limpieza en un 49 por ciento. También aumentó la seguridad de los alimentos. Para este productor de Alimentos y Bebidas, la Excelencia Opera-cional no va a detener las sequías, inundaciones y las temperaturas extremas. Pero sí va a mejorar el control en procesos internos que influencian el costo de materiales directamente, el uso de activos, la calidad y la seguridad.
Sólo porque el clima extremo ha marchitado este año las cosechas, los productores de Alimentos y Bebidas no tienen por qué ver sus ingresos marchitarse con ellas.
Keith Yeater es un experto en transformación de negocios y tiene un historial largo de impulsar el cambio positivo en las empresas. Keith traba-ja con ejecutivos senior en compañías que son clientes de TBM. Les ayuda a ejecutar de forma exitosa sus objetivos estratégicos a través del uso de despliegue de políticas y se asegura que sus iniciativas de mejora continua estén claramente alineadas con las iniciativas estratégicas y las medidas de indicadores clave.
OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx · 5
(continúa de la pag. 1)
Mientras que los ejecutivos de la industria de alimentos intentan hacer lo mejor que pueden, sus preocupaciones sobre las escasas producciones en mercados estrechos vuelven difícil el enfocarse ade-cuadamente en la limpieza y la seguridad. La forma más efectiva de mejorar la calidad, la producción y el balance es el usar principios Lean o LeanSigma.
Recientemente fui invitado a visitar una planta que procesa pro-ductos lácteos. Mientras que en apariencia se veía limpia y bien or-ganizada, una mirada más profunda reveló un fuerte problema que muchos manufactureros necesitan atender: la falta de propiedad y expectativas claras sobre la seguridad en la comida.
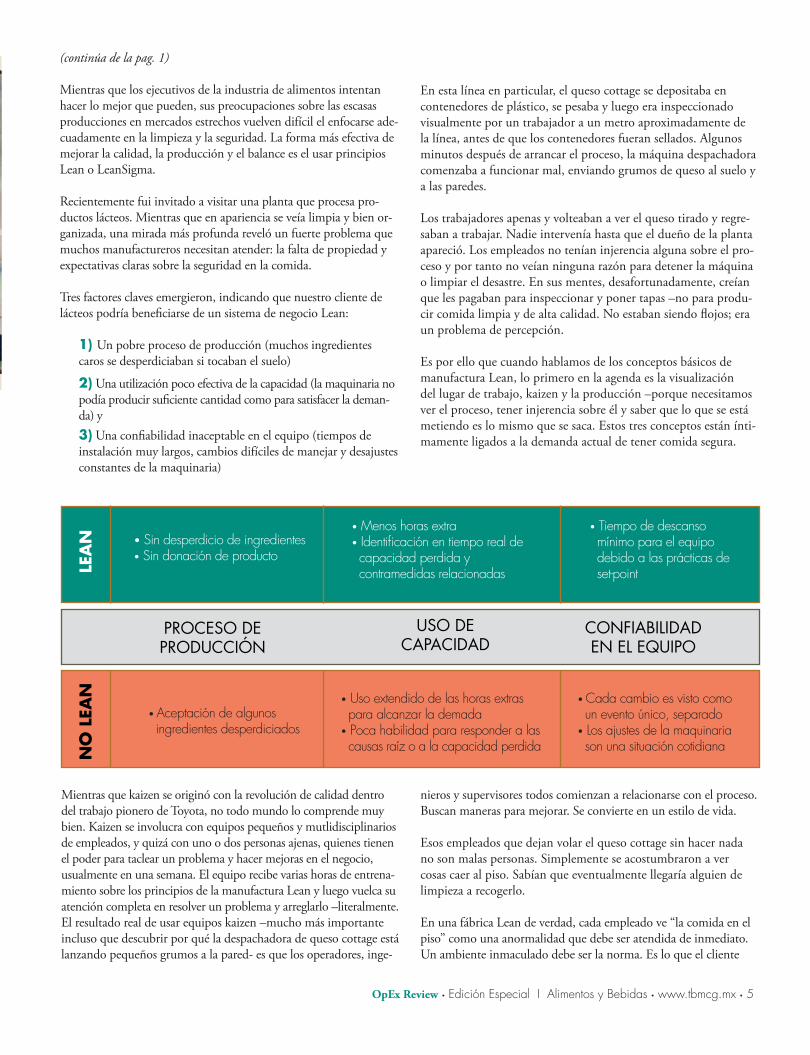
Tres factores claves emergieron, indicando que nuestro cliente de lácteos podría beneficiarse de un sistema de negocio Lean:
1) Un pobre proceso de producción (muchos ingredientes caros se desperdiciaban si tocaban el suelo)
2) Una utilización poco efectiva de la capacidad (la maquinaria no podía producir suficiente cantidad como para satisfacer la deman-da) y3) Una confiabilidad inaceptable en el equipo (tiempos de instalación muy largos, cambios difíciles de manejar y desajustes constantes de la maquinaria)
En esta línea en particular, el queso cottage se depositaba en contenedores de plástico, se pesaba y luego era inspeccionado visualmente por un trabajador a un metro aproximadamente de la línea, antes de que los contenedores fueran sellados. Algunos minutos después de arrancar el proceso, la máquina despachadora comenzaba a funcionar mal, enviando grumos de queso al suelo y a las paredes.
Los trabajadores apenas y volteaban a ver el queso tirado y regre-saban a trabajar. Nadie intervenía hasta que el dueño de la planta apareció. Los empleados no tenían injerencia alguna sobre el pro-ceso y por tanto no veían ninguna razón para detener la máquina o limpiar el desastre. En sus mentes, desafortunadamente, creían que les pagaban para inspeccionar y poner tapas –no para produ-cir comida limpia y de alta calidad. No estaban siendo flojos; era un problema de percepción.
Es por ello que cuando hablamos de los conceptos básicos de manufactura Lean, lo primero en la agenda es la visualización del lugar de trabajo, kaizen y la producción –porque necesitamos ver el proceso, tener injerencia sobre él y saber que lo que se está metiendo es lo mismo que se saca. Estos tres conceptos están ínti-mamente ligados a la demanda actual de tener comida segura.
LEA
NN
O L
EAN
PROCESO DEPRODUCCIÓN
USO DE CAPACIDAD
CONFIABILIDAD EN EL EQUIPO
• Sin desperdicio de ingredientes• Sin donación de producto
• Aceptación de algunos ingredientes desperdiciados
• Menos horas extra• Identificación en tiempo real de capacidad perdida y contramedidas relacionadas
• Uso extendido de las horas extras para alcanzar la demada• Poca habilidad para responder a las causas raíz o a la capacidad perdida
• Cada cambio es visto como un evento único, separado• Los ajustes de la maquinaria son una situación cotidiana
• Tiempo de descanso mínimo para el equipo debido a las prácticas de set-point
Mientras que kaizen se originó con la revolución de calidad dentro del trabajo pionero de Toyota, no todo mundo lo comprende muy bien. Kaizen se involucra con equipos pequeños y mutlidisciplinarios de empleados, y quizá con uno o dos personas ajenas, quienes tienen el poder para taclear un problema y hacer mejoras en el negocio, usualmente en una semana. El equipo recibe varias horas de entrena-miento sobre los principios de la manufactura Lean y luego vuelca su atención completa en resolver un problema y arreglarlo –literalmente.El resultado real de usar equipos kaizen –mucho más importante incluso que descubrir por qué la despachadora de queso cottage está lanzando pequeños grumos a la pared- es que los operadores, inge-
nieros y supervisores todos comienzan a relacionarse con el proceso. Buscan maneras para mejorar. Se convierte en un estilo de vida.
Esos empleados que dejan volar el queso cottage sin hacer nada no son malas personas. Simplemente se acostumbraron a ver cosas caer al piso. Sabían que eventualmente llegaría alguien de limpieza a recogerlo.
En una fábrica Lean de verdad, cada empleado ve “la comida en el piso” como una anormalidad que debe ser atendida de inmediato. Un ambiente inmaculado debe ser la norma. Es lo que el cliente

6 · OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx
espera. Y están empezando a mirar cuidadosamente, lo cual se vuel-ve otra razón para utilizar los principios Lean y los equipos kaizen, para mejorar la producción –un generador inmediato de mejoras en el balance final. Las compañías Lean emplean habitualmente el pro-ceso DMAIC (Definir, Medir, Analizar, Mejorar y Controlar) para hacer mejoras sustanciales en la utilización de la materia prima. A menudo, los manufactureros de alimentos y bebidas recolectan y archivan montañas de datos pero no los analizan o los utilizan para mejorar sus procesos. Al aplicar de manera efectiva el proceso DMAIC y las herramientas SixSigma, los beneficios financieros sig-nificativos –usualmente el 1 o 2% de las ventas anuales- se pueden llevar a cabo a través de mejoras en el campo de la producción.
No hace mucho tiempo, me solicitaron que hiciera un análisis estadístico de la pérdida de producción en una fábrica de comida preparada en donde la cantidad usada de su ingrediente más caro era de 100 libras y lo que se obtenía eran 86 libras.
Después de que cada charola se acababa, ésta se pesaba. Aquellas que no alcanzaban los estándares de peso se hacían a un lado. Cuando algunas charolas comenzaban a acumularse, un trabajador llegaba y giraba la perilla para despachar más de un tipo de comida en la charola con la finalidad de alcanzar el peso solicitado.
El problema era que el empleado había incrementado el uso del ingrediente más caro del paquete –lanzando la producción y las hojas de balance al desastre- sin alertar a nadie o investigar el origen del problema. La mejor forma de impulsar el cambio es darle a los empleados una voz y entusiasmándolos a participar y resolver pro-blemas. Dele a las personas un incentivo para tomar acciones por iniciativa personal. En un ambiente no Lean, un trabajador puede notar un problema pero pensar: “Hey, no es mi trabajo identificar y menos solucionar un problema –yo solo hago las cosas.” En un ambiente Lean, el empleado tiene el poder suficiente para parar la línea y arreglar el problema. Generalmente comenzamos este proce-so al establecer lo que llamamos “la planta visual”.
Casi cada procesadora de alimentos que visito tiene una pérdida de producción inexplicable y la gran mayoría no tienen esa planta visual. Esto no es una coincidencia. En una planta visual, los tra-
bajadores tienen pistas visuales, muy comprensibles, que les ayu-dan a hacer su trabajo. Los primeros pasos para crear una planta visual incluyen 5S o una organización en el lugar de trabajo y una estandarización, displays visuales en tiempo real sobre el proceso y las metas y control visual para comunicar la información que apoya las actividades estandarizadas.
En este caso, nadie estableció nunca un indicador visual claro sobre cuánto debería pesar cada ingrediente. El trabajador estaba sola-mente siguiendo el protocolo que le habían enseñado.
Una vez que los procedimientos relacionados con el control de variables críticas están claramente definidos, se alienta a los ope-radores a hacer ajustes consistentes, de modo que la variación en el proceso se reduzca, incrementando por tanto el uso de materia prima y el resultado del equipo. Una de las herramientas más im-portantes en cuanto al cambio sostenible es un sistema de gestión visual que muestre las métricas y las acciones correctivas diarias. La gerencia debe crear un ambiente en donde los operadores se hagan cargo de la responsabilidad de mantener esas métricas, analizando los datos y reaccionando a ellos en tiempo real.
Establecer expectativas reales y darles a los empleados poder para corregir anormalidades es el camino más barato para manufacturar comida segura. La suma de equipos kaizen puede, en un plazo largo, ser el ingrediente secreto.
David Beal es director y líder de equipo de TBM Consulting Group y un LeanSigma® Master Black Belt. Acumuló 25 años de experiencia en la indus-tria automotriz antes de encaminar sus esfuerzos a lograr conversiones Lean a nivel mundial. Antes de unirse a TBM, Beal fue el Director de Operacio-nes Europeas para Preferred Technologies Group y gerente multiplantas para United Technologies en los Estados Unidos. Ha sido un consejero muy confiable para compañías como McCain Foods, Hubbell, Inc. y Pella Corporation
OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx · 7
Cómo Comenzar
La mejor solución a cualquier problema es comprender la causa raíz. No hay nada peor que perder mucho tiempo en generar una solución solo para descubrir que se arregló lo que no era. En Lean utilizamos el término “Ve a Gemba”. Traducido literalmente, signifi-ca, ve al origen. No se lo asignes a alguien más. Ve y búscalo tú mismo.
Si se está buscando cómo comenzar, ve a Gemba y encuentra al menos un suceso de cada uno de los siete desperdicios. Cada desperdicio consume recursos costosos que pueden afectar la seguridad, el flujo de efectivo y la rentabilidad.
Los siete desperdicios de cada proceso incluyen lo siguiente:
Partes Defectuosas: Consumen recursos e incre-mentan el costo de los bienes terminados. Son des-perdicio porque consumen tiempo y material que se utiliza para producir algo que ya no se puede utilizar o vender. Entonces no solo se ha perdido tiempo y materiales, sino que ahora se debe reinspeccionar, retrabajar, reparar y reconstruir. Los defectos generan merma, retrabajo y devoluciones.
Inventario: Una vez que se sobreproduce, el inven-tario debe almacenarse en la bodega, ser recolectado para ser enviado, los empleados deben moverlo y las computadoras deben sumarlo. Esto consume efectivo valioso que bien podría ser desplegado para fines más productivos.
Movimiento: El exceso de movimiento es una acti-vidad de desperdicio –consume tiempo y recursos que no tienen valor añadido y/o causan daño al operador debido a sus pobres condiciones ergonómicas.
Sobre-procesamiento: Ocurre cuando se hace un producto o servicio mejor que lo que el cliente quiere o está dispuesto a pagar. Este tipo de desperdicio puede significar que se están entregando productos valiosos y/o consumiendo tiempo y energía que bien podría ser empleado en otros productos necesarios para cubrir la demanda del cliente.
Transportación: Esto involucra movimiento excesivo del producto o el material a lo largo de toda la planta–arriesgándose a dañarlo o a demoras al utilizar recur-sos para mover artículos de una ubicación a otra.
Espera: Esto involucra cualquier retraso entre una ac-tividad y la próxima. Maquinaria, materiales e indivi-duos terminan esperando, por tanto generando costos excesivos de mano de obra o retrasos al cumplir con la demanda de los clientes.
Mientras que las prioridades de mejora son específicas para cada planta, los lugares en dónde buscar desper-dicio son muy consistentes.
Cuando el tema es la seguridad de los alimentos, el mejor plan de ataque es comenzar con las actividades de manufactura que tengan más posibilidad de afec-tar al usuario final. Si bien resulta difícil ver los defectos durante el proceso de sanitización, siempre tenga en mente que los defectos en la calidad o seguridad pue-den significar un gasto más atroz. ¿Por qué? Porque los defectos en cuanto a calidad y seguridad pueden afectar a sus clientes, ya se a través de un minorista que vende sus productos o un consumidor que bebe o come su producto manufacturado.
El enfoque debe estar en áreas que son difíciles de limpiar y por tanto que será menos común encontrarlas limpias. Un ejemplo es el de un manufacturero de ali-mentos que detectó un olor en su producto terminado. Si bien el olor no tenía un impacto en la calidad de la comida para su consumo, era desagradable y por tanto inaceptable para el cliente. Era imperativo que el equipo kaizen identificara rápidamente la causa raíz, eliminara el problema y mantuviera los resultados. La sanitización repetitiva del equipo de procesamiento de alimentos no fue la solución. Al buscar de forma más profunda, el equipo identificó el diseño de la maquinaria como la causa raíz. En vez de tener orillas redondeadas, más fáciles de limpiar y esterilizar, el equipo metálico tenía orillas cuadradas que tenían recovecos y giros, haciéndolo virtualmente imposible de limpiar a conciencia. Una modificación rápida corrigió el problema y le permitió al equipo retomar la ruta correcta. El trabajo estandarizado lo estableció el equipo de diseño y sanitización y el problema se erradicó permanentemente.
Estos pasos clave son parte de un proceso que llama-mos PDCA o Planea, Haz, Revisa y Actúa (Plan, Do, Check and Act). Es un proceso simple que resulta ser efectivo al crear un cambio sostenible. Cree un plan de ataque, ejecute el plan, revise sus resultados y tome acciones. El ciclo nunca termina. Las compañías Lean que despliegan efectivamente el enfoque PDCA están entre las mejores en resolver problemas y mantener los resultados. Si Usted es un manufacturero de alimentos, eso significa que podrá identificar problemas proac-tivamente, arreglarlos y evitar que sucedan de nuevo y de nuevo, mejorando, por tanto la calidad y la seguridad.
Reimpreso de Food Safety Magazine, Agosto/Septiembre 2009, con permiso de los editores. ©2009 por The Target Group www.foodsafety-
magazine.com

8 · OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx
La calidad Six Sigma significa 3.4 defectos por cada millón de oportunidades para producir ese defecto. Eso puede ser una minúscula cantidad para muchos de nosotros –si acaso medible. Pero ¿qué sucedería si Sigma no pudiera lograrlo?
Esto representó un reto que Scholle Packaging enfrentó cuando un número relativamente pe-queño de quejas provenientes de clientes llamó la atención de uno de los principales clientes de la compañía en la industria de alimentos y bebidas. Scholle pone los nombres de sus clientes al hacer el branding de sus cajas, así que cualquier defecto en el empaque se asocia directamente con la marca y no con Scholle.
Históricamente, una calidad más allá de Six Sigma en la industria manufacturera se espera sólo en productos donde la seguridad (o incluso la vida) del cliente o del usuario final depende de ello. Por ejemplo equipo aeronáutico de seguri-dad, dispositivos médicos y medicamen-tos con receta. Pero el aumento de la participación de los usuarios y clientes en las redes sociales le ha añadido mucha presión a los manufactureros de productos de consumo y los ha llevado a buscar niveles de calidad más altos para proteger la reputación de sus marcas.
“Los consumidores individuales ahora tienen el poder de hacer comentarios sobre sus experiencias con productos de manera casi instantánea,” afirma el Ingeniero en Procesos Globales Martin P. Ma-lloy, líder del proyecto de mejora en Scholle.
“Tanto Scholle como sus clientes son extremada-mente sensibles a cualquier defecto en el campo, incluso si la tasa de defectos es muy baja, ya que una queja compartida en línea explota de ma-nera exponencial en diferentes comunidades de internet. Mientras que esto es una percepción de la calidad, más que la realidad –en la gran mayoría de las ocasiones- puede tener un impacto muy negativo, tanto en Scholle como en el cliente.”
Las Redes Sociales Impulsan la CalidadUna compañía global de empaques utiliza SigmaKaizen para ir más allá de la calidad Six Sigma para un cliente de una marca reconocida
CLIENTE TBMScholle Packaging provee empaques para alimentos y es el principal productor de los sistemas de empaque “bag-in-a-box”: una bolsa que contiene al producto y una válvula que sobresale por fuera de la caja para despachar el producto.
RETOSDurante un año, un cliente de una marca reconocida de Scholle recibió treinta clientes insatisfechos de cajas que presentaban fugas. A pesar de que representaban un porcentaje minimo de los treinta millones de sistemas “bag-in-a-box” enviados y un nivel de calidad sin duda muy alejado de los estándares Six Sigma, el cliente quería que Scholle co-rrigiera rápidamente el problema para evitar reseñas negativas en sitios de redes sociales.
SOLUCIÓNEl equipo desarrolló la hipótesis de que una parte estaba fallando des-pués de que el consumidor desplegó la válvula. Ya que el defecto no sucedía de manera constante, el equipó supuso que la variación en el proceso de inyección de moldeado estaba causando el defecto.
Cada planta llevó a cabo un Diseño de Experimentos para determinar los ajustes óptimos de la maquinaria necesarios para producir la pieza con un mucho menor margen de error, aceptable.
RESULTADOSSe detuvieron las quejas de las válvulas con fugasSe recuperó la confianza del cliente a través de una adecuada comu-nicación sobre el proyecto y aseguramiento de resultados, así como un compromiso de utilizar el mismo proceso para resolver futuros problemas para ese cliente en específicoLos niveles iniciales de Indicadores Claves de Desempeño (ICD) se rankearon de 0.18 a 0.47 en la prueba de tensión identificada como crítica para el desempeño de la pieza. El objetivo del proyecto fue 1.0. Estos niveles de ICD ahora se encuentran entre 1.5 y 3.8. (ICD es una medida de la capacidad de un proceso. Mientras más alto sea su rango, será menos probable que el producto presente defectos. Un ICD de 2 es igual a la capacidad de un proceso Six Sigma.)
OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx · 9
“Hoy los clientes pueden utilizar las redes socia-les para expresar rápidamente su desilusión o falta de satisfacción al resto del público y a una gran audiencia. Por tanto, estamos observando cómo la tolerancia respecto a asuntos de calidad está decreciendo. Muy posiblemente, un nivel de calidad Six Sigma ya no sea suficiente en un ambiente como el que vivimos actualmente de comunicación constante.”
— Beth Morrison, Consultora Senior de Management para TBM
Scholle manufactura sistemas de empaque para la industria de alimentos y bebidas y su fuerte es un sistema conocido como “bag-in-the-box”, que consiste en una bolsa para guardar el producto y una válvula utilizada para despachar el producto. La capacidad varía desde unas onzas hasta varios galones. Uno de los principales bene-ficios del sistema es la conveniencia, pues permite que una porción del producto pueda ser servida mientras que el resto se mantiene preservado en su contenedor original. Es un producto muy popular: Scholle produce cerca de 95 millones de sistemas por año.
El cliente de Scholle recibió 30 quejas sobre cajas con fugas du-rante un período de un año. A pesar de que el defecto ocurrió en 30 millones de oportunidades (en un nivel 6.25 Sigma), el cliente no se encontraba contento debido a los comentarios negativos sobre su producto en redes sociales.
“La urgencia de resolver el asunto y la ausencia de éxito al tratar de resolver los defectos que los consumidores estaban comunican-do pedían a gritos un evento SigmaKaizen,” afirma Malloy. “En retrospectiva, sospecho que cualquier otro método para resolución de problemas hubiera sido poco exitoso.”
Las herramientas SigmaKaizen Identificanla Causa Raíz
Debido a que Scholle había estado activo utilizando conceptos lean en sus diferentes instalaciones de manufactura, logrando que dar el salto de lean a SigmaKaizen fuera una evolución natural. Las técnicas de solución de conflictos utilizadas durante el proceso SigmaKaizen de TBM fueron una excelente herramienta para resolver este problema en particular, de acuerdo a Beth Morrison, Consultora Senior de TBM Consulting Group y mentora del Proyecto Scholle.
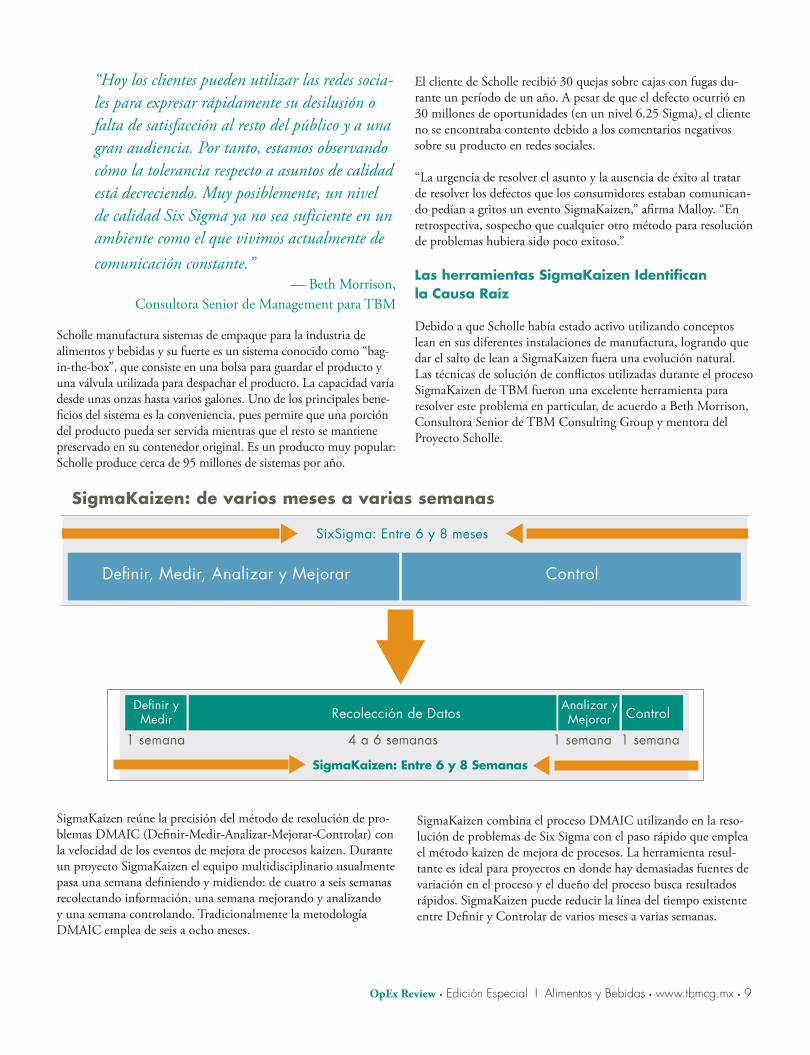
SigmaKaizen: de varios meses a varias semanas
SigmaKaizen: Entre 6 y 8 Semanas
SixSigma: Entre 6 y 8 meses
1 semana 4 a 6 semanas 1 semana 1 semana
Definir, Medir, Analizar y Mejorar
Definir yMedir Recolección de Datos Analizar y
Mejorar
Control
Control
SigmaKaizen reúne la precisión del método de resolución de pro-blemas DMAIC (Definir-Medir-Analizar-Mejorar-Controlar) con la velocidad de los eventos de mejora de procesos kaizen. Durante un proyecto SigmaKaizen el equipo multidisciplinario usualmente pasa una semana definiendo y midiendo: de cuatro a seis semanas recolectando información, una semana mejorando y analizando y una semana controlando. Tradicionalmente la metodología DMAIC emplea de seis a ocho meses.
SigmaKaizen combina el proceso DMAIC utilizando en la reso-lución de problemas de Six Sigma con el paso rápido que emplea el método kaizen de mejora de procesos. La herramienta resul-tante es ideal para proyectos en donde hay demasiadas fuentes de variación en el proceso y el dueño del proceso busca resultados rápidos. SigmaKaizen puede reducir la línea del tiempo existente entre Definir y Controlar de varios meses a varias semanas.

experimento factorial completo en donde controlaron diferentes parámetros de inyección por moldeo. Después de una ronda entera de experimentos, el equipo fue capaz de determinar los ajustes óptimos para producir el componente con las característi-cas deseadas.
“SigmaKaizen es una gran herramienta para la industria de alimentos y bebidas, debido a que esta industria requiere una gran cantidad de pruebas y existe mucha variación en cómo suceden esas pruebas. Antes de que hagamos cualquier cosa para mejorar el proceso, nos aseguramos que el cliente ha comprobado que existe un buen sistema de buena medición.”
— Beth Morrison,Consultor Senior TBM Consulting Group
Tal como planearon todo originalmente, el equipo buscó replicar la mejora en otras instalaciones al aplicar los ajustes óptimos –pero los resultados fueron muy decepcionantes.
El equipo terminó la investigación y se dio cuenta que habían tenido que retroceder un paso en el proceso: en vez de replicar los ajustes óptimos de la inyección por moldeado, necesitaban re-plicar la técnica de resolución de problemas. Las diferencias en el equipo y herramienta generaron suficiente variación en el proceso, tanta que el diseño de experimentos tuvo que ser repetido en cada instalación. Esto dio como resultado ajustes óptimos de maquina-ria que fueron diferentes en cada planta.
Una vez que el trabajo estandarizado para el diseño de experimen-tos se desarrolló, se implementó en diferentes localidades, y cada planta optimizó su proceso para compensar las diferencias en las fuentes de variaciones. A pesar de la cantidad de tiempo que llevó, este paso fue invaluable. Hoy, cada planta, utilizando diferentes herramientas y diferente equipo, es capaz de producir diferentes partes dentro de una banda de tolerancia muy similar.
Darle seguimiento al proceso, utilizar los equipos multidisciplina-rios y asegurarse de que el equipo tenía algo qué medir que fuera un indicador de éxito futuro resultó en un mejor producto para el consumidor. Y las quejas terminaron.
“La metodología de SigmaKaizen fue percibida como muy difícil y con un proceso muy lento. Pero yo siento que esto se debió más a una inversión de recursos inicial a gran escala,” afirma Malloy. “Al final, Scholle atendió un asunto que se había convertido en una espina tanto en nuestro lado como en el de nuestros clientes por muchos años. Logramos esto en cuestión de meses.”
10 · OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx
“SigmaKaizen es una gran herramienta para la industria de ali-mentos y bebidas, debido a que esta industria requiere una gran cantidad de pruebas y existe mucha variación en cómo suceden esas pruebas,” comentó Morrison. “Antes de que hagamos cual-quier cosa para mejorar el proceso, nos aseguramos que el cliente ha comprobado que existe un buen sistema de medición.”El primer paso de Scholle fue el análisis de datos. Hacía sentido que la instalación que produjo la mayor cantidad de unidades fuera el sitio beta. Las mejoras desarrolladas ahí podrían ser im-pulsadas en plantas que producían componentes similares. Como parte del proceso SigmaKaizen se formó un equipo multidiscipli-nario en la locación para comenzar a trabajar en la obtención de la causa raíz.
Utilizando una combinación de unidades devueltas, lluvia de ideas y un análisis de efectos en modo falla, el equipo logró enfo-car sus esfuerzos en un componente de moldeado por inyección individual dentro del sistema “bag-in-a-box”. Generaron una hipótesis que establece que las diferencias en los parámetros de moldeo podrían resultar en un componente con características conductuales que variaran no sólo de locación en locación sino también de lote en lote incluso dentro de la misma planta.
El equipo se enfrentó a esta pregunta: ¿qué características del componente que podrían ser indicadores de desempeño del siste-ma entero podrían ser medibles?
Siguiendo el proceso DMAIC, el equipo desarrolló un sistema repetitivo de medición que ayudaría a caracterizar el componente de tal forma que podría predecir su desempeño futuro. Una vez que el componente se pudiera medir de manera aislada, el equipo podría comenzar a investigar las fuentes potenciales de variación para determinar parámetros que resultarían en el componente producido de manera más consistente.
DOE Identifica Los Ajustes Óptimos de Moldeado
El equipo utilizó Diseño de Experimentos (DOE por sus siglas en inglés) para determinar qué podría ser ajustado en el proceso de producción para reducir la variación. La teoría de inyección por moldeado y la experiencia manufacturera los llevó a realizar un
OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx · 11
CLIENTE TBMUna manufacturera mundial de comida congelada con miles de empleados y más de 50 plantas de producción en todo el mundo. Una compañía de capital privado ubicada en Norteamérica, el cliente, genera una derrama anual en ventas por $6 millones de dólares. Los productos de la compañía se pueden encontrar en miles de restau-rantes y congeladores de super mercados en más de 160 países alrededor del mundo.
RETODurante 2005, el cliente buscó mantener su competitivi-dad. Para lograrlo, decidió estandarizar los procesos de negocio a lo largo de sus plantas al lanzar un programa de mejora continua global. La organización se enfrentó a un estancamiento en sus ahorros y muy pocas o nulas me-joras respecto a la seguridad de sus empleados, calidad y productividad. Los objetivos primordiales fueron asegurar un ambiente seguro de trabajo, producir con la calidad adecuada y el tiempo óptimo de entrega de acuerdo a la demanda de los clientes, con la finalidad de reducir los costos de manufactura y aumentar la rentabilidad al tiempo que se incrementaba la participación de mercado. Adicionalmente, sus procesos de manufactura básicos se llenaron de una energía intensa y la compañía buscó eli-minar cualquier desperdicio relacionado con los costos de utilidad, tradicionalmente asociados a gas, electricidad, vapor, aire y agua.
SOLUCIÓNTBM y el cliente trabajaron de manera conjunta para crear e internalizar un programa global de mejora conti-nua con un enfoque estandarizado. El programa multi-fase incluyó tiempo para desarrollar una estrategia y educar a la gerencia, un programa de comunicación y pruebas piloto para la selección del lugar así como pilotos de implementación y expansión hacia otras plantas y un enfoque estandarizado para internalización y despliegue hacia otras plantas. Las localidades a nivel mundial que se vieron afectadas estaban en Canadá, Estados Unidos, Europa, Reino Unido, Asia-Pacífico y África.
Este programa necesitaba ayudarle a la compañía a transformar su cultura al involucrar a sus empleados, generando resultados demostrables y creando a emplea-
dos convencidos y que apoyaran a la empresa a tener mejores prácticas a nivel global. Factores críticos de éxito incluyeron:
Apoyo ejecutivo globalUn proceso piloto con una historia de éxito de alto valorEl desarrollo de recursos y una estructura organizacional con roles y responsabilidades clarasUna plan de comunicación y un enfoque viables
El énfasis inicial fue en la calidad del producto y la productividad en sus líneas principales de producción. Las áreas de enfoque incluyeron:
Mantenimiento total preventivo para mejorar la utilización de activosEl uso de materia prima para reducir el desperdicioConsumo de recursos energéticos y no renovables
RESULTADOSSu camino Lean comenzó con un programa piloto en junio de 2005. Para el último cuarto de 2008, la com-pañía había lanzado e internalizado su programa de mejora continua en 48 plantas en doce países dentro de los cinco continentes. Los esfuerzos realizados ayudaron a ahorrar entre 15 y 20 millones de dólares por año con ahorros anualizados de entre 300 mil y 600 mil dólares por año por planta. Debido a que la compañía es de ca-pital privado no nos es posible publicar algunas métricas relacionadas con la mejora de su desempeño financiero.
A finales de 2008, algunas plantas estaban impulsan-do y sosteniendo un incremento del ocho por ciento en productividad, una reducción del cinco por ciento en tiempos inactivos y una reducción del cinco por ciento en defectos. Se solucionaron problemas relacionados con los alimentosSostenimiento del 85 por ciento de mejoras a lo largo de las instalaciones en donde se lanzó el programaUna tasa de desenlace del 85 por ciento en un perío-do de treinta días15 eventos piloto kaizen se llevaron a cabo en todas las regiones con un ahorro aproximado de 300,000 dólares por eventoRetorno de inversión en gastos externos en FY 08 DE 8 a 1
Mantíendose al Nivel del Mundo Creativo en la Industria Alimenticia

Editor: Anand Sharma: [email protected]
Editor ejecutivo: Angela Scenna: [email protected]
Editores asociados: David Drickhamer, Tonya Vinas
Colaboradores: David Beal, Ken Koenemann, Beth Morrison, Keith Yeater
Dirección de Arte y Diseño: Rosalía Pérez M. del C.
China • Brasil • Francia • Alemania • India • Estados Unidos • Reino Unido • México
TBM, el logo de TBM, LeanSigma® y Dploy son marcas registradas de TBM Consulting Group, Inc.
Si desea leer el texto completo de los casos de estudio y los reportes, visite nuestro Centro de Recursos en www.tbmcg.com
Acerca de TBM Consulting Group
Tenemos oficinas en América del Norte, China, Europa, India y Brasil. Nuestro equipo de profesionales tiene en el ramo, en promedio, entre 15-25 años de experiencia en las áreas operativa, ejecutiva y gestión. Hemos dejado atrás el esquema y la estructura tradicional y hemos utilizado el enfoque LeanSigma® para obtener un cambio duradero, mismo que ha sido continuamente mejorado desde su aparición hace más de veinte años.
Le ayudamos a implementar activamente cambios sustanciales y transformar el desempeño de su negocio con nuestro enfoque práctico y orientado hacia la acción. En TBM trabajamos en estrecha colabo-ración con compañías de alimentos y bebidas, empaques de alimen-tos y agroindustriales, para lograr resultados financieros rápidos y sostenibles a largo plazo.
Nuestros clientes son ejecutivos e inversionistas muy exigentes, prove-nientes de compañías multinacionales, con oficinas en todo el mundo. Trabajamos directamente con ejecutivos y directivos de alto nivel, responsables de maximizar el valor para los accionistas, incluyendo directores y socios operativos en firmas de inversión privada así como las compañías pertenecientes a su portafolio.
Trabajamos codo a codo con usted para ofrecerle experiencia, prácti-ca, mejora rápida y sostenible de negocios, análisis y transformación.Si usted necesita capacitación y desarrollo, nuestros instructores de mejora continua son ampliamente reconocidos como expertos en el campo. Comparten experiencias del mundo real con sus socios y ayu-dan a impulsar el cambio cultural y la transfere cia de conocimientos para que pueda interiorizar, acelerar, alinear y mantener las ganan-cias de sus actividades de mejora.
Hace varios años, comenzamos a utilizar Dploy® Solutions, el único sistema de gestión (basado en la nube) que ayuda a los gerentes a enfocarse, monitorear y mantener esfuerzos de mejora con una visión de progreso en tiempo real dentro de la organización.
Dploy Solutions apoya los procesos de gestión crítica para el des-pliegue de estrategias, seguimiento de KPI’s (Indicadores Claves de Desarrollo), alineamiento del Programa CI (Mejoras Constantes) y gestión del conocimiento. Nuestros clientes usan Dploy Solutions para impulsar visibilidad y responsabilidad, inculcar la solución de proble-mas y para ejecutar de una manera y lograr los objetivos críticos de negocio.
Grupo de Linkedin: Especialistas en Mejora Continua
Canal de YouTube: TBM Consulting Group
Blog: http://www.tbmcg.mx/blog/
Síguenos en:
TBM Consulting Group, Inc. |G. González Camarena 1450 Piso 7 Centro Ciudad Santa Fe C.P. 01210 México, D.F. | 01800 843 9999 | www.tbmcg.mx
12 · OpEx Review · Edición Especial I Alimentos y Bebidas · www.tbmcg.mx





























