Embed Size (px)
Citation preview
PROPOSTA DE UM MODELO DE
ARRANJO FÍSICO: ESTUDO DE CASO
NUMA PANIFICADORA EM CAMPINA
GRANDE - PB
Andre Miranda Dourado Nunes (ufcg)
Maria Daniele Inacio da Silva feitosa (ufcg)
Ana lucia Fernandes da silva (ufcg)
Mayara Medeiros (ufcg)
Francisco Kegenaldo Alves de Sousa (ufcg)
A competitividade em mercados de panificação em produtos de base ou
commodities como os pães é muito intensa, pois é um produto de baixo
valor agregado e de alta demanda, para isso a busca de redução de
custos é constante e imprescindível ppara a sobrevivência da empresa.
A importância do uso de arranjos físicos adequando em sistemas de
produção em que possibilite uma melhor eficiência e eficácia é
essencial para o sustento e sobrevivência da empresa, pois possibilita
um maior controle do sistema de produção, gera uma maior satisfação
das pessoas envolvidas e na segurança e conforto. Sendo assim, o uso
de princípios para uma boa elaboração do layout, assim como o uso de
ferramentas para auxiliar na elaboração é indispensável, acarretando
em redução de custos e melhora da qualidade nos produtos fabricados.
Neste trabalho busca-se elaborar uma proposta de melhoria de arranjo
físico em uma panificadora no município de Campina Grande-PB,
aplicando as ferramentas de fluxograma e mapofluxograma para a
obtenção de melhores resultados.
Palavras-chaves: arranjo físico, panificadora, pão francês
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
A competitividade no mercado tem sido intensificada a cada ano, exigindo das empresas uma
maior organização e melhoria dos seus processos produtivos, buscando uma máxima
agregação de valor nos seus produtos e serviços, neste contexto, podemos analisar que o
arranjo físico ou layout é uma área importante para a conquista da vantagem competitiva da
organização. Segundo Toledo Júnior (2007), o planejamento de arranjo físico é recomendável
a qualquer empresa, grande ou pequena. Com um bom arranjo físico obtém resultados
surpreendentes na redução de custos de operações e no aumento da produtividade e eficiência.
Segundo Corrêa & Corrêa (2008), a decisão de arranjo físico é uma parte importante da
estratégia da operação. Um projeto bem elaborado de arranjo físico será capaz de refletir e
alavancar desempenhos competitivos desejáveis. Ou seja, o arranjo físico na empresa deve
condizer com a estratégia da empresa, pois existem arranjos físicos que favorecem a
flexibilidade, outros a customização e outros a eficiência dos fluxos e dos recursos.
Para o estudo de arranjo físico, deve se analisar o processo de fabricação atual e propuser
mudanças de layout em que proporcione uma melhoria no processo. Para isso o estudo do
processo e técnicas de fabricação é essencial, sendo assim o uso de um mapofluxograma ou
mapa-fluxograma é imprescindível, pois, possibilita um estudo detalhado do processo.
Segundo Barnes (1977), o mapa-fluxograma possibilita uma melhor visualização do processo
para isso desenham-se linhas nesta planta mostrar a direção do movimento, e os símbolos do
gráfico do fluxo do processo estão inseridos nas linhas para indicar o que está sendo
executado.
O mapofluxograma é uma ferramenta deste estudo em que busca ajustar o processo produtivo
em uma ordem lógica, em que gaste o menor espaço físico. Neste trabalho tem-se como
objetivo de apresentar e desenhar o layout atual, evidenciando os problemas nele existente;
propor um novo layout relacionando com os ganhos que ocorreram com a nova proposta e
descrever a conclusão a respeito da nova alternativa do arranjo físico.
Este trabalho, resultado de pesquisa bibliográfica sobre o tema objeto de estudo e visitas in
loco, possibilitando uma maior compreensão do processo. O trabalho terá o foco na produção
de pães de sal ou francês. Sendo feito uma análise em uma padaria do município de Campina
Grande – PB no bairro Bodocongó.
2. Referencial Teórico
2.1. Arranjo físico
A análise e os ajustes de layout são ferramentas que poderiam ser utilizadas para aumentar a
flexibilidade e melhorar a eficiência e a produtividade da produção, não necessitando de
compra de máquinas e equipamentos. Segundo Cassel (1996), o avanço tecnológico não
implica, necessariamente, na aquisição de máquinas mais modernas e mais automatizadas,
necessitando menos mão de obra. Este avanço pode ser em nível de estrutura da empresa, de
uma mudança no processo ou de uma mudança na disposição do sistema produtivo.
De acordo com Slack, Chambers e Johnston (2009), o arranjo físico de uma operação ou
processo é como seus recursos transformadores são posicionados uns em relação aos outros e
como várias tarefas da operação serão alocadas a esses recursos transformadores. Ou seja, de
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
que forma os equipamentos, instalações, pessoas e matérias são posicionados, levando se em
consideração o processo produtivo.
Ainda segundo os mesmos autores o objetivo de qualquer arranjo físico dependerá dos
objetivos estratégicos de uma operação, mas existem alguns objetivos gerais que são
relevantes a todas as operações: segurança inerente, extensão do fluxo, clareza de fluxo,
conforto para os funcionários, coordenação gerencial, acessibilidade, uso do espaço e
flexibilidade ao longo prazo.
2.2. Sistema Produtivo
A identificação do tipo de arranjo físico ideal será de acordo com as características do sistema
produtivo, segundo Tubino (2009), a classificação dos sistemas produtivos tem por finalidade
facilitar o entendimento das características inerentes a cada sistema de produção e sua relação
com a complexidade das atividades de planejamento e controle desses sistemas.
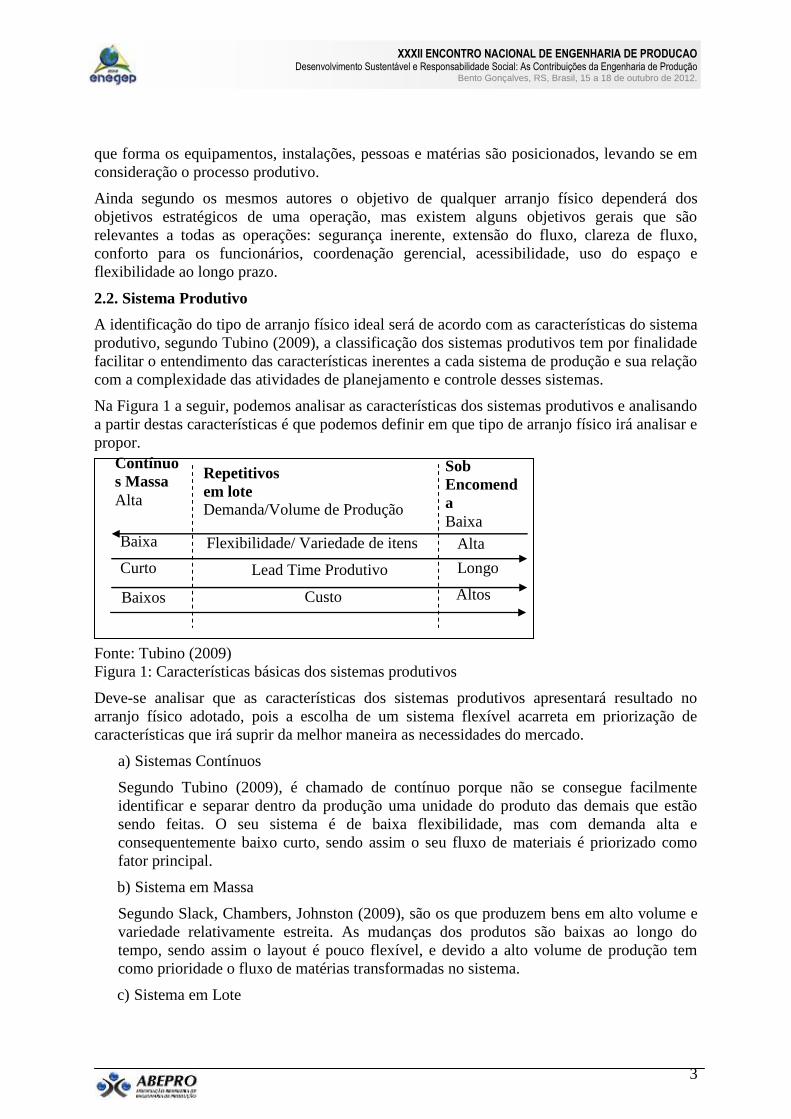
Na Figura 1 a seguir, podemos analisar as características dos sistemas produtivos e analisando
a partir destas características é que podemos definir em que tipo de arranjo físico irá analisar e
propor.
Fonte: Tubino (2009)
Figura 1: Características básicas dos sistemas produtivos
Deve-se analisar que as características dos sistemas produtivos apresentará resultado no
arranjo físico adotado, pois a escolha de um sistema flexível acarreta em priorização de
características que irá suprir da melhor maneira as necessidades do mercado.
a) Sistemas Contínuos
Segundo Tubino (2009), é chamado de contínuo porque não se consegue facilmente
identificar e separar dentro da produção uma unidade do produto das demais que estão
sendo feitas. O seu sistema é de baixa flexibilidade, mas com demanda alta e
consequentemente baixo curto, sendo assim o seu fluxo de materiais é priorizado como
fator principal.
b) Sistema em Massa
Segundo Slack, Chambers, Johnston (2009), são os que produzem bens em alto volume e
variedade relativamente estreita. As mudanças dos produtos são baixas ao longo do
tempo, sendo assim o layout é pouco flexível, e devido a alto volume de produção tem
como prioridade o fluxo de matérias transformadas no sistema.
c) Sistema em Lote
Repetitivos
em lote
Demanda/Volume de Produção
Contínuo
s Massa
Alta
Sob
Encomend
a
Baixa
Baixa Alta Flexibilidade/ Variedade de itens
Lead Time Produtivo
Custo
s
Longo
Altos Baixos
Curto
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
Segundo Corrêa & Corrêa (2008), um processo similar ao processo por tarefa no sentido
de que seu arranjo físico deve se funcional pelo alto grau de flexibilidade ainda requerida,
mas já há especialização e dedicação de funcionários aos equipamentos e há ainda a
ocorrência de economia de escala. Os sistemas em lote tem um grau de flexibilidade bem
maior do que dos sistemas contínuos e em massa, devido que a produção em escala é
menos do que em dos outros dois. O sistema em lote foca na flexibilidade para um maior
cumprimento das necessidades do mercado.
d) Sistema Sob Encomenda
Segundo Tubino (2009), tem como finalidade a montagem de um sistema produtivo
voltado para o atendimento de necessidades especificas dos clientes, com demandas
baixas, tendendo para a unidade. Neste sistema deixa claro que a flexibilidade no sistema
é extremamente essencial para o bom funcionamento, pois sendo assim possibilita a
rapidez à mudança de acordo com a necessidade do cliente.
2.3. Fluxograma
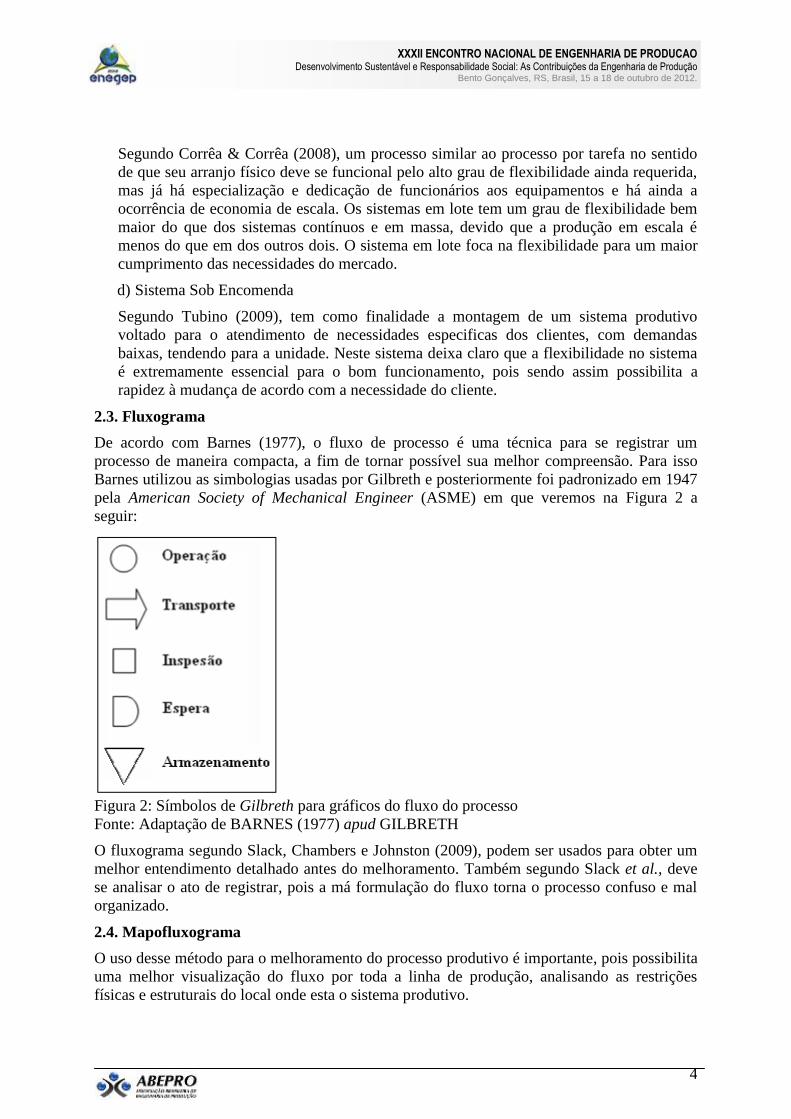
De acordo com Barnes (1977), o fluxo de processo é uma técnica para se registrar um
processo de maneira compacta, a fim de tornar possível sua melhor compreensão. Para isso
Barnes utilizou as simbologias usadas por Gilbreth e posteriormente foi padronizado em 1947
pela American Society of Mechanical Engineer (ASME) em que veremos na Figura 2 a
seguir:
Figura 2: Símbolos de Gilbreth para gráficos do fluxo do processo
Fonte: Adaptação de BARNES (1977) apud GILBRETH
O fluxograma segundo Slack, Chambers e Johnston (2009), podem ser usados para obter um
melhor entendimento detalhado antes do melhoramento. Também segundo Slack et al., deve
se analisar o ato de registrar, pois a má formulação do fluxo torna o processo confuso e mal
organizado.
2.4. Mapofluxograma
O uso desse método para o melhoramento do processo produtivo é importante, pois possibilita
uma melhor visualização do fluxo por toda a linha de produção, analisando as restrições
físicas e estruturais do local onde esta o sistema produtivo.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
De acordo com Barnes (1977), o mapofluxograma representa a movimentação física de um
item através dos centros de processamento disposto no arranjo físico de uma instalação
produtiva, seguindo uma sequencia ou rotina fixa. Ou seja, o mapofluxograma tem como fim
visualizar da melhor forma o fluxo de matéria-prima, produtos e pessoas durante todo o
processo produtivo, percorrido pelo produto ao longo de sua agregação de valor dentro da
empresa, um tipo particular de mapeamento é realizado sobre uma planta (mapa) de edifício,
ou sobre a área em que a atividade se desenvolve.
2.5. Princípios para a elaboração do Layout
Segundo Villar e Nóbrega Junior (2004), existem seis princípios básicos para a elaboração do
layout que visam atingir objetivos de melhorias que são:
a) Integração
O objetivo deste princípio é a interação das atividades que compõe o sistema e instalações
industriais, este princípio apresenta a importância de realizar uma analise, pois a falha de um
destes elementos do processo pode acarretar em perdas no processo e consequentemente
reduzindo a eficiência de produção.
b) Mínima distância
Neste principio, busca-se a redução das distâncias percorridas durante a produção, levando-se
em consideração que quanto maior a distância percorrida durante todo o sistema maior são as
chances do produto ter defeitos ou acidentes e tornar o produto com alto custo. Segundo
Slack, Chambers e Johnston (2009) o fluxo de materiais, informação ou clientes deve ser
canalizado pelo arranjo físico, de modo a atender aos objetivos da operação. Em muitas
operações, isso significa minimizar as distâncias percorridas pelos recursos transformados.
c) Obediência ao fluxo de operação
O uso deste princípio é utilizado principalmente em arranjos lineares ou por produto, em que
a obediência do fluxo é imprescindível, pois possibilita um fluxo contínuo e sem retrocesso,
interrupção ou cruzamentos.
d) Uso das três dimensões
De acordo com Villar e Nóbrega Junior (2004), ao se utilizar a dimensão vertical, reduz-se a
necessidade total de espaço, levando a redução de investimento em edificações com a
consequente redução dos custos. Ou seja, devem-se analisar os volumes demandados das
instalações e analisar essas ocupações em porões, subsolos etc.
e) Satisfação e Segurança
Neste principio busca-se a satisfação e seguranças das pessoas envolvidas em que irão utilizar
as instalações, para isso a analise das condições de segurança como hidrantes, saídas de
emergências, iluminação, sinalização etc. e analise de bem estar ou conforto como
temperatura, analise ergonômica, ruídos, vibrações etc. é imprescindível para a elaboração do
layout.
f) Flexibilidade
Nos processos produtivos a flexibilidade é importantíssima, pois possibilita que o sistema
produtivo não sofra tanto com as mudanças impostas pelo mercado e também permite que o
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
tempo de reação e adaptação do novo arranjo físico seja mínimo. Segundo Slack, Chambers e
Johnston (2009), os arranjos físicos devem ser alterados periodicamente à medida que as
necessidades da operação mudam. Portanto, a flexibilidade deve suprir as necessidades atuais
e possíveis necessidades futuras.
3. Metodologia
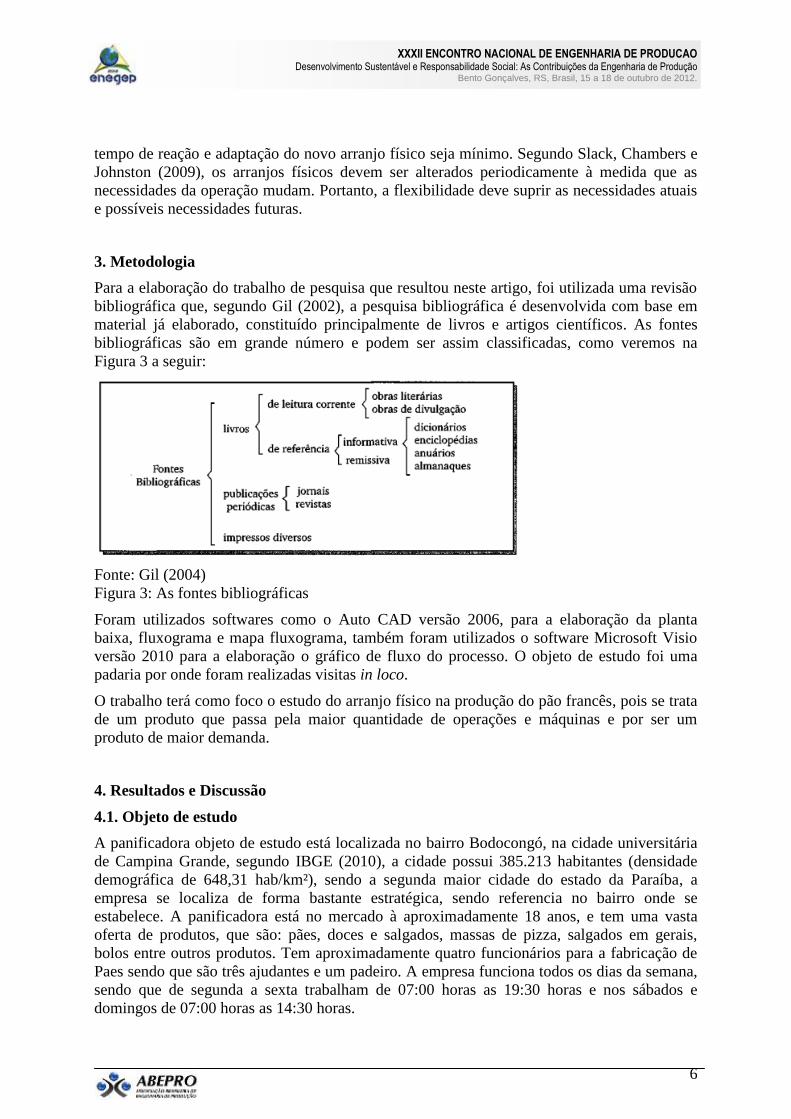
Para a elaboração do trabalho de pesquisa que resultou neste artigo, foi utilizada uma revisão
bibliográfica que, segundo Gil (2002), a pesquisa bibliográfica é desenvolvida com base em
material já elaborado, constituído principalmente de livros e artigos científicos. As fontes
bibliográficas são em grande número e podem ser assim classificadas, como veremos na
Figura 3 a seguir:
Fonte: Gil (2004)
Figura 3: As fontes bibliográficas
Foram utilizados softwares como o Auto CAD versão 2006, para a elaboração da planta
baixa, fluxograma e mapa fluxograma, também foram utilizados o software Microsoft Visio
versão 2010 para a elaboração o gráfico de fluxo do processo. O objeto de estudo foi uma
padaria por onde foram realizadas visitas in loco.
O trabalho terá como foco o estudo do arranjo físico na produção do pão francês, pois se trata
de um produto que passa pela maior quantidade de operações e máquinas e por ser um
produto de maior demanda.
4. Resultados e Discussão
4.1. Objeto de estudo
A panificadora objeto de estudo está localizada no bairro Bodocongó, na cidade universitária
de Campina Grande, segundo IBGE (2010), a cidade possui 385.213 habitantes (densidade
demográfica de 648,31 hab/km²), sendo a segunda maior cidade do estado da Paraíba, a
empresa se localiza de forma bastante estratégica, sendo referencia no bairro onde se
estabelece. A panificadora está no mercado à aproximadamente 18 anos, e tem uma vasta
oferta de produtos, que são: pães, doces e salgados, massas de pizza, salgados em gerais,
bolos entre outros produtos. Tem aproximadamente quatro funcionários para a fabricação de
Paes sendo que são três ajudantes e um padeiro. A empresa funciona todos os dias da semana,
sendo que de segunda a sexta trabalham de 07:00 horas as 19:30 horas e nos sábados e
domingos de 07:00 horas as 14:30 horas.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
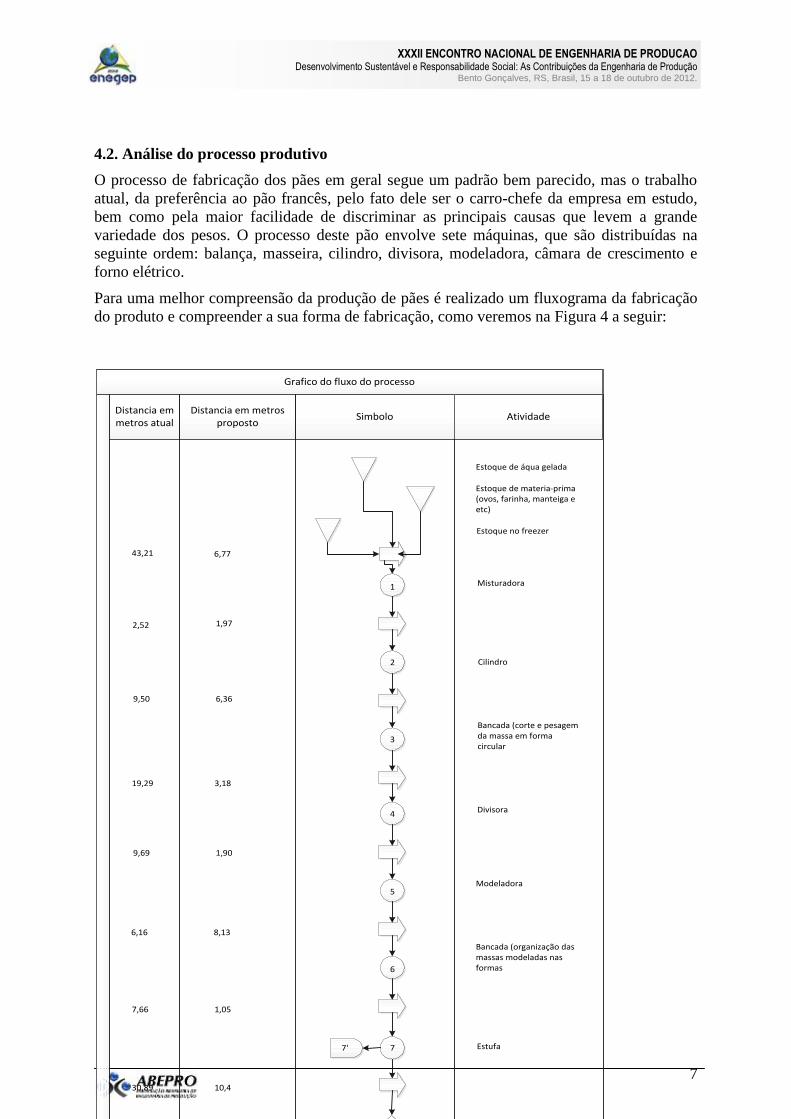
Grafico do fluxo do processo
SimboloDistancia em metros atual
AtividadeDistancia em metros
proposto
Estoque de áqua gelada
Estoque de materia-prima (ovos, farinha, manteiga e etc)
Estoque no freezer
Misturadora
Cilindro
43,21 6,77
2,52 1,97
9,50 6,36
Bancada (corte e pesagem da massa em forma circular
1
2
3
4
5
6
Divisora
Modeladora
Bancada (organização das massas modeladas nas formas
7 Estufa
Forno ( eletricos ou a gás)
7'
8
9 venda
19,29 3,18
17,7 18,98
30,89 10,4
9,69 1,90
6,16 8,13
7,66 1,05
?
8'
4.2. Análise do processo produtivo
O processo de fabricação dos pães em geral segue um padrão bem parecido, mas o trabalho
atual, da preferência ao pão francês, pelo fato dele ser o carro-chefe da empresa em estudo,
bem como pela maior facilidade de discriminar as principais causas que levem a grande
variedade dos pesos. O processo deste pão envolve sete máquinas, que são distribuídas na
seguinte ordem: balança, masseira, cilindro, divisora, modeladora, câmara de crescimento e
forno elétrico.
Para uma melhor compreensão da produção de pães é realizado um fluxograma da fabricação
do produto e compreender a sua forma de fabricação, como veremos na Figura 4 a seguir:
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
Figura 4: Processo de panificação
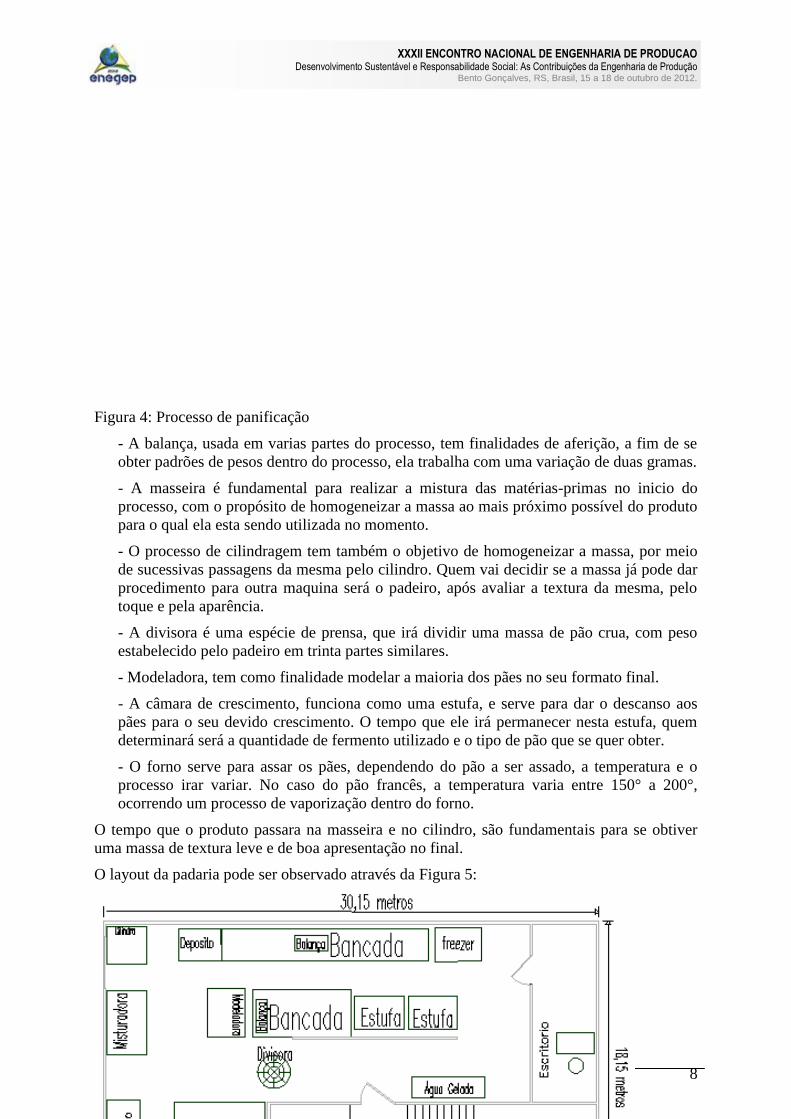
- A balança, usada em varias partes do processo, tem finalidades de aferição, a fim de se
obter padrões de pesos dentro do processo, ela trabalha com uma variação de duas gramas.
- A masseira é fundamental para realizar a mistura das matérias-primas no inicio do
processo, com o propósito de homogeneizar a massa ao mais próximo possível do produto
para o qual ela esta sendo utilizada no momento.
- O processo de cilindragem tem também o objetivo de homogeneizar a massa, por meio
de sucessivas passagens da mesma pelo cilindro. Quem vai decidir se a massa já pode dar
procedimento para outra maquina será o padeiro, após avaliar a textura da mesma, pelo
toque e pela aparência.
- A divisora é uma espécie de prensa, que irá dividir uma massa de pão crua, com peso
estabelecido pelo padeiro em trinta partes similares.
- Modeladora, tem como finalidade modelar a maioria dos pães no seu formato final.
- A câmara de crescimento, funciona como uma estufa, e serve para dar o descanso aos
pães para o seu devido crescimento. O tempo que ele irá permanecer nesta estufa, quem
determinará será a quantidade de fermento utilizado e o tipo de pão que se quer obter.
- O forno serve para assar os pães, dependendo do pão a ser assado, a temperatura e o
processo irar variar. No caso do pão francês, a temperatura varia entre 150° a 200°,
ocorrendo um processo de vaporização dentro do forno.
O tempo que o produto passara na masseira e no cilindro, são fundamentais para se obtiver
uma massa de textura leve e de boa apresentação no final.
O layout da padaria pode ser observado através da Figura 5:
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
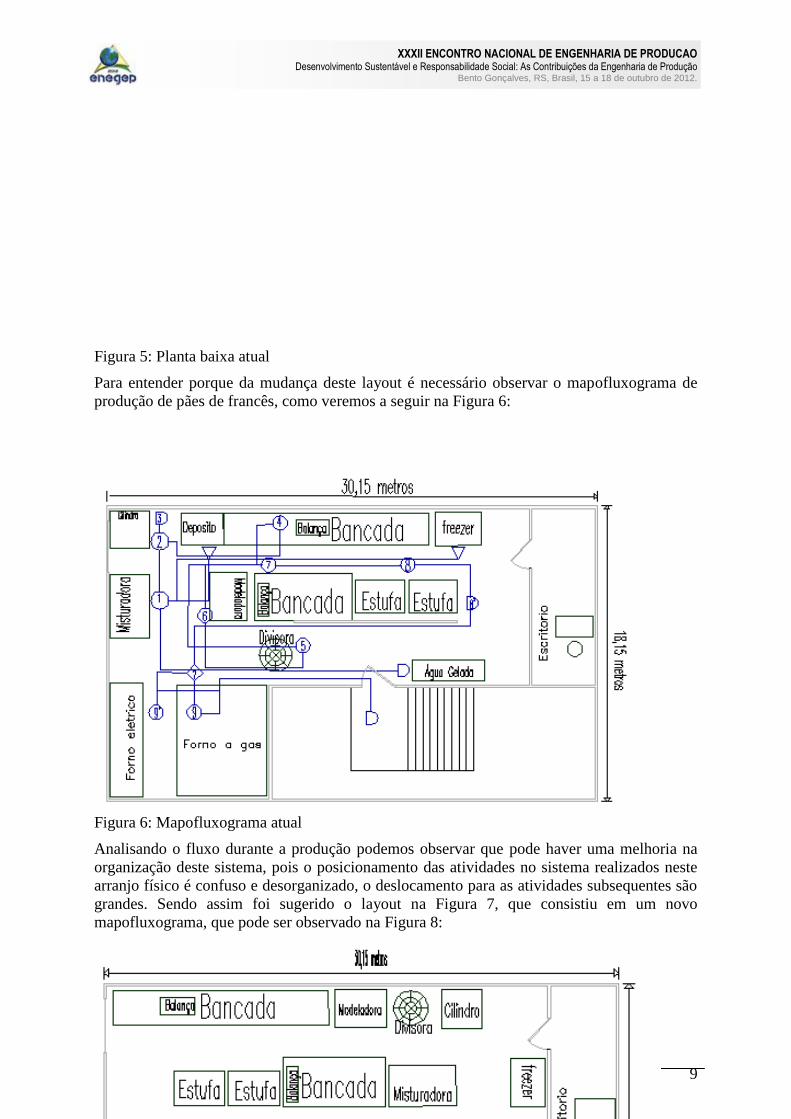
Figura 5: Planta baixa atual
Para entender porque da mudança deste layout é necessário observar o mapofluxograma de
produção de pães de francês, como veremos a seguir na Figura 6:
Figura 6: Mapofluxograma atual
Analisando o fluxo durante a produção podemos observar que pode haver uma melhoria na
organização deste sistema, pois o posicionamento das atividades no sistema realizados neste
arranjo físico é confuso e desorganizado, o deslocamento para as atividades subsequentes são
grandes. Sendo assim foi sugerido o layout na Figura 7, que consistiu em um novo
mapofluxograma, que pode ser observado na Figura 8:
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
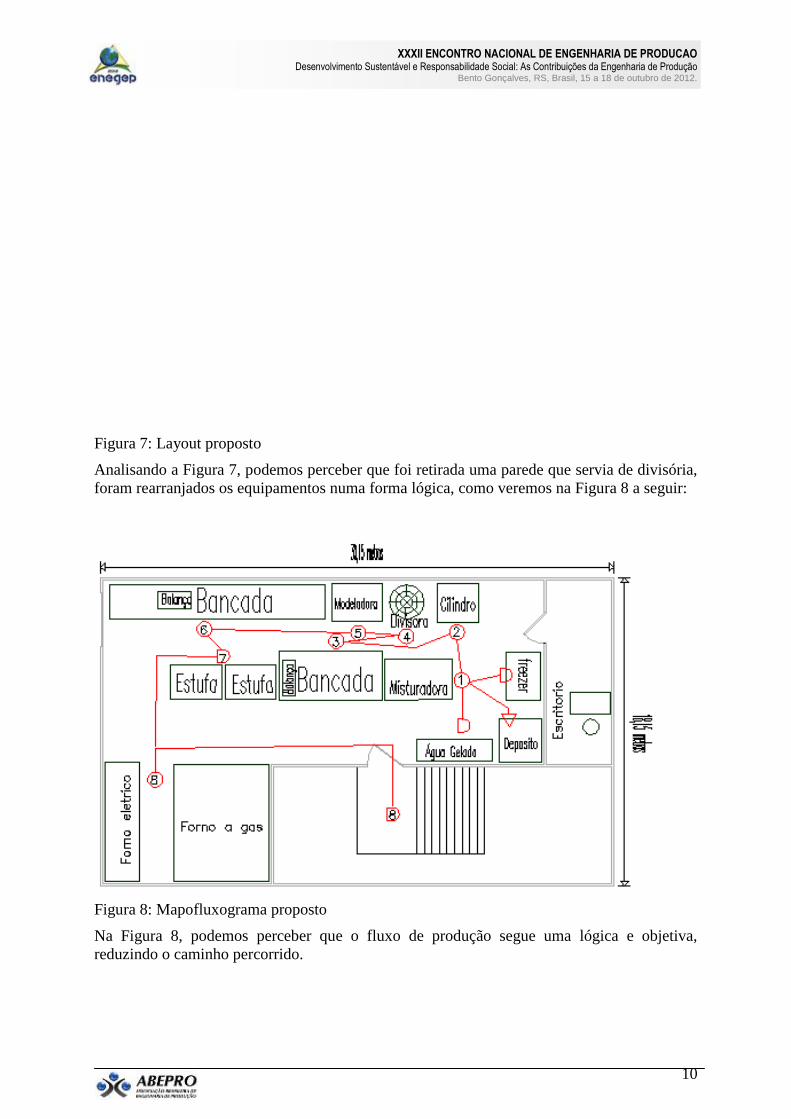
Figura 7: Layout proposto
Analisando a Figura 7, podemos perceber que foi retirada uma parede que servia de divisória,
foram rearranjados os equipamentos numa forma lógica, como veremos na Figura 8 a seguir:
Figura 8: Mapofluxograma proposto
Na Figura 8, podemos perceber que o fluxo de produção segue uma lógica e objetiva,
reduzindo o caminho percorrido.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
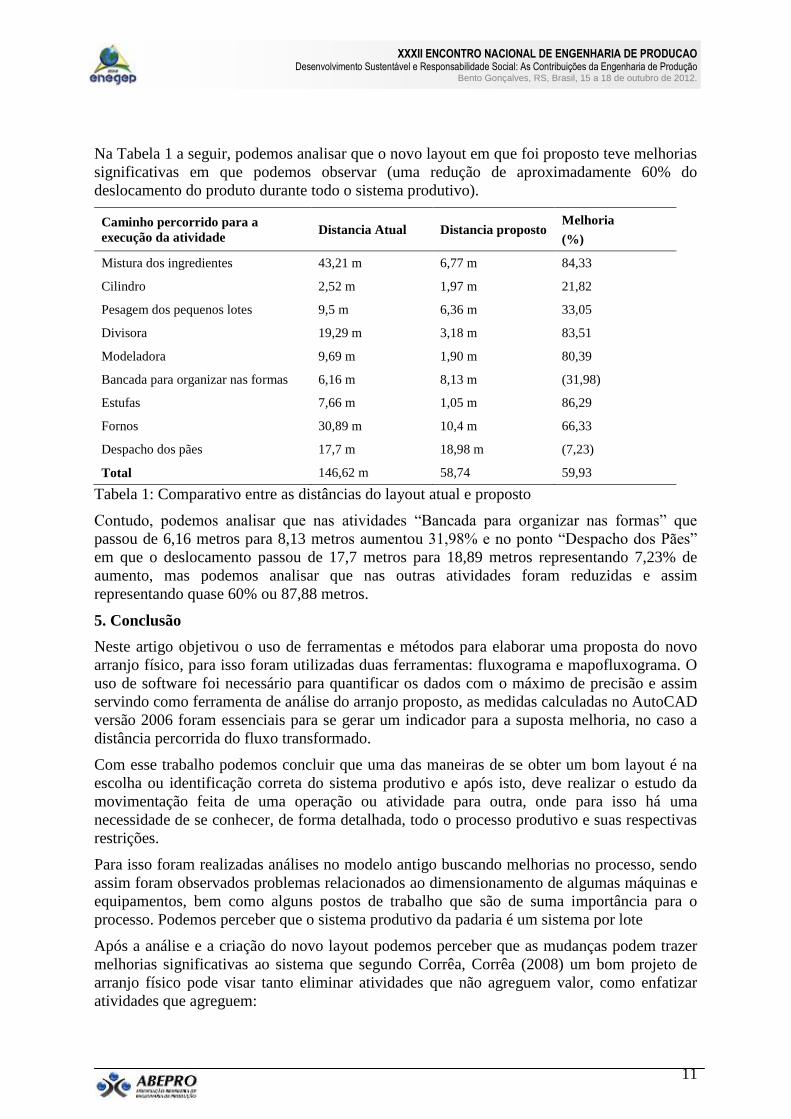
Na Tabela 1 a seguir, podemos analisar que o novo layout em que foi proposto teve melhorias
significativas em que podemos observar (uma redução de aproximadamente 60% do
deslocamento do produto durante todo o sistema produtivo).
Caminho percorrido para a
execução da atividade Distancia Atual Distancia proposto
Melhoria
(%)
Mistura dos ingredientes 43,21 m 6,77 m 84,33
Cilindro 2,52 m 1,97 m 21,82
Pesagem dos pequenos lotes 9,5 m 6,36 m 33,05
Divisora 19,29 m 3,18 m 83,51
Modeladora 9,69 m 1,90 m 80,39
Bancada para organizar nas formas 6,16 m 8,13 m (31,98)
Estufas 7,66 m 1,05 m 86,29
Fornos 30,89 m 10,4 m 66,33
Despacho dos pães 17,7 m 18,98 m (7,23)
Total 146,62 m 58,74 59,93
Tabela 1: Comparativo entre as distâncias do layout atual e proposto
Contudo, podemos analisar que nas atividades “Bancada para organizar nas formas” que
passou de 6,16 metros para 8,13 metros aumentou 31,98% e no ponto “Despacho dos Pães”
em que o deslocamento passou de 17,7 metros para 18,89 metros representando 7,23% de
aumento, mas podemos analisar que nas outras atividades foram reduzidas e assim
representando quase 60% ou 87,88 metros.
5. Conclusão
Neste artigo objetivou o uso de ferramentas e métodos para elaborar uma proposta do novo
arranjo físico, para isso foram utilizadas duas ferramentas: fluxograma e mapofluxograma. O
uso de software foi necessário para quantificar os dados com o máximo de precisão e assim
servindo como ferramenta de análise do arranjo proposto, as medidas calculadas no AutoCAD
versão 2006 foram essenciais para se gerar um indicador para a suposta melhoria, no caso a
distância percorrida do fluxo transformado.
Com esse trabalho podemos concluir que uma das maneiras de se obter um bom layout é na
escolha ou identificação correta do sistema produtivo e após isto, deve realizar o estudo da
movimentação feita de uma operação ou atividade para outra, onde para isso há uma
necessidade de se conhecer, de forma detalhada, todo o processo produtivo e suas respectivas
restrições.
Para isso foram realizadas análises no modelo antigo buscando melhorias no processo, sendo
assim foram observados problemas relacionados ao dimensionamento de algumas máquinas e
equipamentos, bem como alguns postos de trabalho que são de suma importância para o
processo. Podemos perceber que o sistema produtivo da padaria é um sistema por lote
Após a análise e a criação do novo layout podemos perceber que as mudanças podem trazer
melhorias significativas ao sistema que segundo Corrêa, Corrêa (2008) um bom projeto de
arranjo físico pode visar tanto eliminar atividades que não agreguem valor, como enfatizar
atividades que agreguem:
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
a) Minimizar os custos de manuseio e movimentação interna de materiais;
b) Utilizar o espaço físico disponível de forma eficiente;
c) Apoiar o uso eficiente da mão-de-obra, evidenciando que esta se movimenta
desnecessariamente;
d) Facilitar comunicação entre as pessoas envolvidas na operação, quando adequadas;
e) Reduzir tempos de ciclos dentro da operação, garantindo fluxos mais linearizados,
sempre possível e coerente com a estratégia;
f) Facilitar a entrada, saída e movimentação dos fluxos de pessoas e de matérias;
g) Incorporar medidas de qualidade e atender a exigências legais de segurança no
trabalho;
h) Facilitar manutenção dos recursos, garantindo fácil acesso;
i) Facilitar acesso visual às operações, quando adequado;
Neste trabalho foram utilizados alguns conceitos para uma boa elaboração do layout como foi
apresentado anteriormente. A obediência ao fluxo de operação é essencial, pois caso não
cumprisse com o sequenciamento será necessário realizar a reengenharia, a busca pela mínima
distância é importantíssimo, pois é um fator que gera altos custos e aumenta os riscos ao
produto como de acidente e falha (Segundo Slack, Chambers e Johnston (2009) existem sete
fontes de desperdício entre eles o de movimentação e transporte), neste sentido podemos
analisar que na proposta foi conquistado 59,93%, sendo assim um valor muito representativo.
A flexibilidade é outro princípio que foi utilizada, pois de acordo com o sistema produtivo, no
caso o sistema em lote, pois a produção é sequenciada em lote e segue uma série de operações
que necessita ser programada à medida que as operações anteriores forem sendo realizadas,
tornando assim um arranjo que mais se adequasse as necessidades dos clientes.
Portanto, podemos concluir que a proposta de um novo arranjo físico foi realizada com uma
redução de aproximadamente 60% em distância percorrida, mas podemos analisar que o uso
dos princípios foi essencial para o bom layout possibilitando um arranjo flexível, simples e
com clareza do fluxo.
Referências
BARNES, Ralf Mosser. Estudo de tempos e movimentos: Projeto e medida do trabalho. 6ª
ed. São Paulo, Edgard Blücher, 1977.
CASSEL, R. A. “Desenvolvimento de uma abordagem para a divulgação da simulação no
setor calçadista gaúcho”. Porto Alegre, 1996. 147p. Dissertação de Mestrado em Engenharia
de Produção, PPGEP, Universidade Federal do Rio Grande do Sul.
CORRÊA, Henrique L.; CORRÊA, Carlos A. Administração de Produção e Operações:
Manufatura e serviços: Uma abordagem estratégica. - 2ª Ed- 3ª reimpr.- São Paulo: Atlas,
2008.
INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA. Disponível em: <
http://www.ibge.gov.br/cidadesat/topwindow.htm?1> Acesso em: 29 de abril de 2012.
GIL, Antonio Carlos. Como elaborar projetos de pesquisa. 4ª. ed. São Paulo: Atlas, 2002.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
SLACK, Nigel; CHAMBERS, Stuart; JONHNSTON, Robert. Administração da
produção; tradução Henrique Luiz Corrêa. – 3. ed. – São Paulo: Atlas, 2009.
TOLEDO JÚNIOR, Itys-Fides Bueno de. Layout. Arranjo Físico. Itys-Fides Bueno de
Toledo Jr & Cia. Ltda. Mogi das Cruzes, 1988.
TUBINO, Dalvio Ferrari. Planejamento e Controle da Produção: Teoria e Prática. - 2ª ed.
São Paulo, Atlas, 2009.
VILLAR, Antonio de Melo; NÓBREGA JÚNIOR, Claudio Lins. Planejamento das
instalações industriais. João Pessoa: Manufatura. 2004.





























