Embed Size (px)
DESCRIPTION
Citation preview

«Бережливые» методы в ритейле: новые источники повышения рентабельности
Олег ДАВИДОВИЧ, Директор по маркетингу

Кораблик сегодня: 55 детских магазинов с ассортиментом товаров для детей от 0 до 7 лет
4
Бережливое производство – культура устранения потерь
Многие компании определяют цену своей продукции на основе
применения основного ценового принципа:
Затраты + Прибыль = Продажная цена
Компания Тойота не принимает ни этой формулы, ни этих аргументов.
Поскольку надлежащую продажную цену всегда определяет рынок
(потребитель), компания Тойота применяет «беззатратный» (non-cost)
принцип:
Продажная цена – Затраты = Прибыль
По этой формуле единственный путь повышения прибыли — снижать
затраты. Любая компания может стремиться устранять потери, но пока
она определяет цену прибавлением затрат к прибыли, ее усилия,
скорее всего, будут безуспешными. Только если снижение затрат
становится средством для поддержания прибыли, компания будет
полностью мотивирована для устранения потерь.

5
Исторические корни «Бережливого производства»(Lean Production)
James Womack(в чем секрет японских
автопроизводителей -
на сборку авто в Японии
требовалось 16 ч. В США-30 ч.)
W. Edwards Deming(встроенное качество – не бери,
не делай, не передавай)
Henry Ford(непрерывное производство,
снижение отходов, постоянные
Улучшения 1930гг.)Супермаркеты(тянущая система - PULL)
Taiichi Ohno(Основы производственной
системы TOYOTA –
just-in-time,
автономизация,
устранение всех видов потерь,
1950-1960 гг.)
Sakichi Toyoda(автоматическая
остановка станков
при обрыве нити – один человек
обслуживает несколько станков,
1940гг. )

6
Тойота : анализ производства
При выполнении последовательности операций можно выявить несколько
элементов процесса:
Элементыпроцесса
Контроль
Обработка
Транспортировка
Хранение
Добавляет
ценность
Не добавляют
ценность
Потери!
7
Муда (MUDA) «потери»
Любые действия, увеличивающие издержки, без увеличения
ценности продукта.
Мура (MURA) «неравномерность»
Изменчивость в методах работы или
результатах процесса.
Мури (MURI): «излишек»
Напряжение, перегрузка (сверхурочная работа)
человека или оборудования, неразумность.
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ЧЕРЕЗ СОКРАЩЕНИЕ ПОТЕРЬ
«ИЗБЕГАЙТЕ MUDA, MURA, MURI»

8
Основные виды потерь на предприятиях:
« – Что сейчас делает Toyota?
– Мы анализируем временной промежуток начиная с момента, когда
потребитель делает заказ, до получения оплаты. И мы сокращаем
этот промежуток, избегая лишних затрат”
Тайити Оно “Производственная система Тойоты»
ВРЕМЯ = ДЕНЬГИ!
9
Основные виды потерь на предприятиях:
Перепроизводство
Избыток запасов
Транспортировка
Задержки/простои
Дополнительная обработка
Перемещения
Дефекты
Незадействованный потенциал персонала
Основы бережливого производства
PULL – вытягивающее производство (JIT):переход от систем «толкать» к системам «тянуть»– по возможности производить только по запросупотребителей.
10
«Вытягивание означает, что никто выше по потоку не должен ничего
делать до тех пор, пока потребитель, расположенный ниже по
течению, этого не потребует»
Дж.П.Вумек, Д.Т.Джонс «Бережливое производство»

Проблема взаимодействия между подразделениями.
Движение процессов по компании.

Единый процесс
Операция 1Вход Операция 2 Операция 3 Выход
Отдел 1Отдел 2
Команда по процессу – Владелец процесса
Менеджер потока создания ценностиКруг обязанностей
• Отвечает за процесс внедрения бережливого производства передвысшим руководством
• Имеет полномочия осуществлять изменения в структурныхподразделениях
• Возглавляет разработку карт текущего и будущего состояний потокасоздания ценности и плана внедрения для перехода из настоящего вбудущее состояние.
• Ведет мониторинг всех аспектов внедрения
• Ежедневно или еженедельно осматривает и уточняет поток созданияценности
• Действует так, чтобы внедрение было высшим приоритетом
• Реализует и периодически пересматривает план внедрения
13

14
Реальная карта текущего потока процессов
Выполн.заказа = 36 дней
Чист.время = ~5 ч.
Эфф.цикла = <2%
123 days of purchased parts
80 days of machined parts
16 days of machined parts
+ 5 days of de-burring
=21 days
104 days
Raw Mat’l
(castings / Bar Stock)
ABC Analysis
(price x quantity used)
Variability of Demand Analysis
(std dev / avg usage)
8 days (does not include
De-burr)
Assy to Ready to Ship5 days of
Machined
Parts ahead
of Assy
Выполнение заказов в срок - 84%
1.5 days
Weld
0.5 days
Assy
Key Business Drivers
Customers
and Value Drivers

АНАЛИЗ КАРТЫ ТЕКУЩЕГО СОСТОЯНИЯ
Непрерывный поток везде, где это возможно
15
ПРОЦЕССC
ПРОЦЕССB
ПРОЦЕССA
Производственный потокМатериалы Готовая
продукция
16
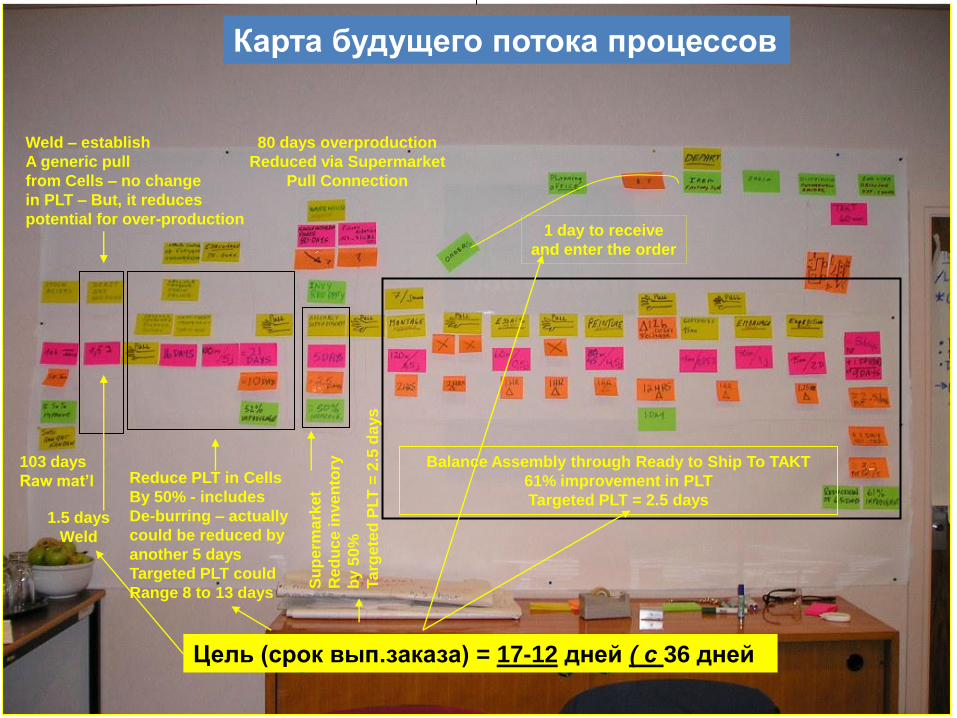
Карта будущего потока процессов
Balance Assembly through Ready to Ship To TAKT
61% improvement in PLT
Targeted PLT = 2.5 days
Su
perm
ark
et
Red
uc
e in
ve
nto
ry
by 5
0%
Ta
rge
ted
PLT
= 2
.5 d
ays
Reduce PLT in Cells
By 50% - includes
De-burring – actually
could be reduced by
another 5 days
Targeted PLT could
Range 8 to 13 days
Weld – establish
A generic pull
from Cells – no change
in PLT – But, it reduces
potential for over-production
103 days
Raw mat’l
80 days overproduction
Reduced via Supermarket
Pull Connection
Цель (срок вып.заказа) = 17-12 дней ( с 36 дней
1.5 days
Weld
1 day to receive
and enter the order

Шаги построения карты текущего состояния потока создания ценности
17
1. Выберите семейство продуктов (продуктовый
поток, который будет анализироваться)
2. Определите потребителя выбранного
продуктового потока и его требования (список
параметров)
3. Определите основные производственные
процессы и их основные параметры
4. Определите поставщиков и виды материалов,
необходимые для выбранного продуктового
потока и список параметров
Процессы и оборудование1 2 3 4 5 6 7 8X X X X XX X X X X XX X X X X XX X X X XX X X X X
X X X X XX X X X X
АBCDEFGП
ро
дукты
Категорийные бизнес-группы – типичные команды потока
Создание единого центра ответственности за результаты категорий
Фокусировка на потребности покупателя
Эффективная коммуникация бизнес-группы с розницей и другими подразделениями компании
Аналитический подход к управлению запасами
Принципы работы Категорийной бизнес-группы
Принятие решений, исходя из потребностей клиента и экономического обоснования
Командная работа, управляемая лидером КБГ
Оперативный обмен информацией через размещение людей по категориям, а не по функциям
Открытая коммуникация со всеми подразделениями и эффективная обратная связь
Следование единым стандартным процессам и процедурам
Направления работы категорийной бизнес-группы
Повышение и нтернет-продаж
Кластеризация в соответствии с особенностями товарооборота категории, а не площади магазина
Работа с «мертвыми остатками»
Еженедельная расстановка акцентов и приоритетов для розницы
Продвижение в компании идеи КБГ и результатов работы
Повышение качества поставок
Сократить время от момента поступления на склад до момента поступления на полку магазина
Сократить время обработки складских комплексов
Во время низкого сезона подготовиться к высокому

Направления работы
Своевременность и точность доставки
Корректность транспортной документации и соответствие заказам
Точность мастер-данных и соответствие технической документации
Правила перевозки товара
Брак, излишки, недостачи

Шаги в повышении качества поставок
Шаг 1. Создание «Руководства для поставщика» с описанием всех процессов (ввод в ассортимент, формирование заказа, поступление товара на склад, правила загрузки, требования к документации, маркировке и упаковке).
Шаг 2. Введение точек контроля с измерением динамики по всем 5 направлениям. Предоставление поставщиками обратной связи по качеству поставок, отправка мини-отчетов по некорректным поставкам с фотографиями несоответствий.
Шаг 3. Сбор данных по кратности групповых упаковок (мастер-боксов). Закупка товара только цельными мастер-боксами.
Шаг 4. Внедрение паллетной поставки. Приемка товара только монопаллетами и в строгом соответствии заказа документам.
Шаг 5. Приемка товара в строгом соответствии с манипуляционными знаками.

До начала проекта
Более 1 суток
3 фуры с аксессуарами 6 контроллеров

Через 3 месяца
6 часов!
3 фуры с аксессуарами 1 контроллер
ПРЕИМУЩЕСТВА 5S
Это может быть сделано сегодня
Небольшие затраты
Каждый может принять в этом участие
Быстрые и наглядные результаты
Потери становятся видимыми
Не требует широкомасштабных
действий по обучению

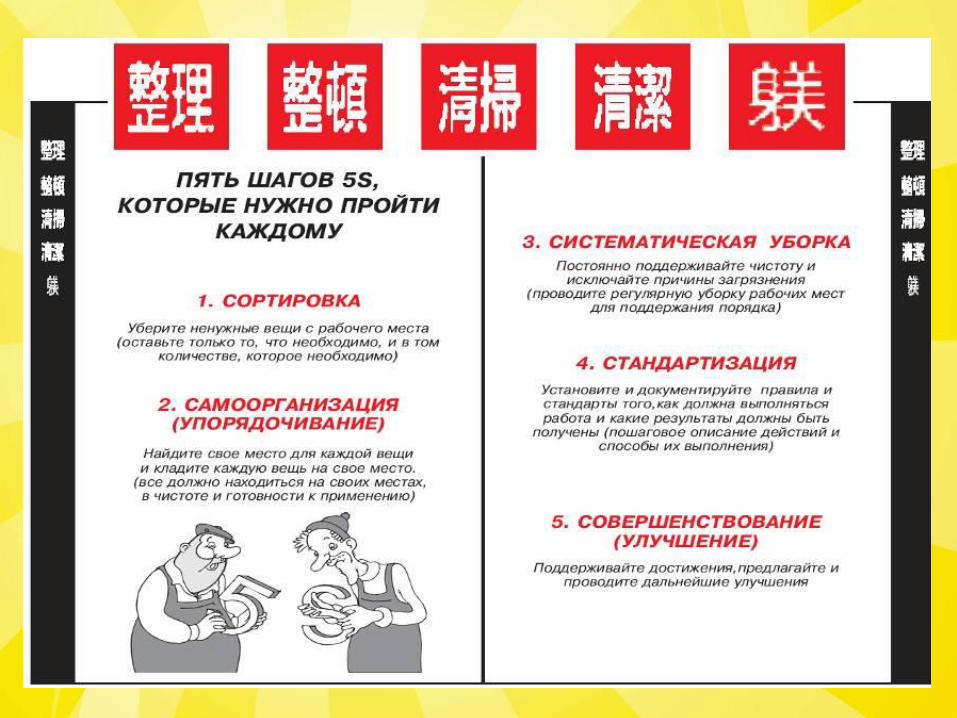
5SНазвание Действия Ключевая фраза
1 Сортировка Убрать ненужные вещи с рабочего места
(оставить только то, что необходимо и в том
количестве, сколько необходимо)
«Если сомневаешься,
выбрасывай»
2 Самоорганизация
(упорядочивание)
Положить каждый предмет туда, где он
используется (все находится на своих
местах, в чистоте и готовности к
применению)
«Свое место для
каждой вещи, и
каждая вещь на своем
месте»
3 Систематическая
уборка
Убирать и исключать причину загрязнения
(регулярная проверка рабочего места для
поддержания порядка)
«Лучшая уборка, когда
не нужно убираться;
не создавай грязь»
4 Стандартизация Создать инструкцию и стандарт того, каким
должно быть изделие (инструкция включает
пошаговое описание действий и методы
выполнения работ)
«Смотри и знай, что
должно быть сделано»
5 Совершенство-
вание
(улучшение)
Поддержания порядка с помощью того, что
проведение 5S станет постоянным, второй
натурой (сохранение достижений и
постоянный поиск улучшений)
«Чем меньше
самодисциплины Вам
нужно, тем лучше»
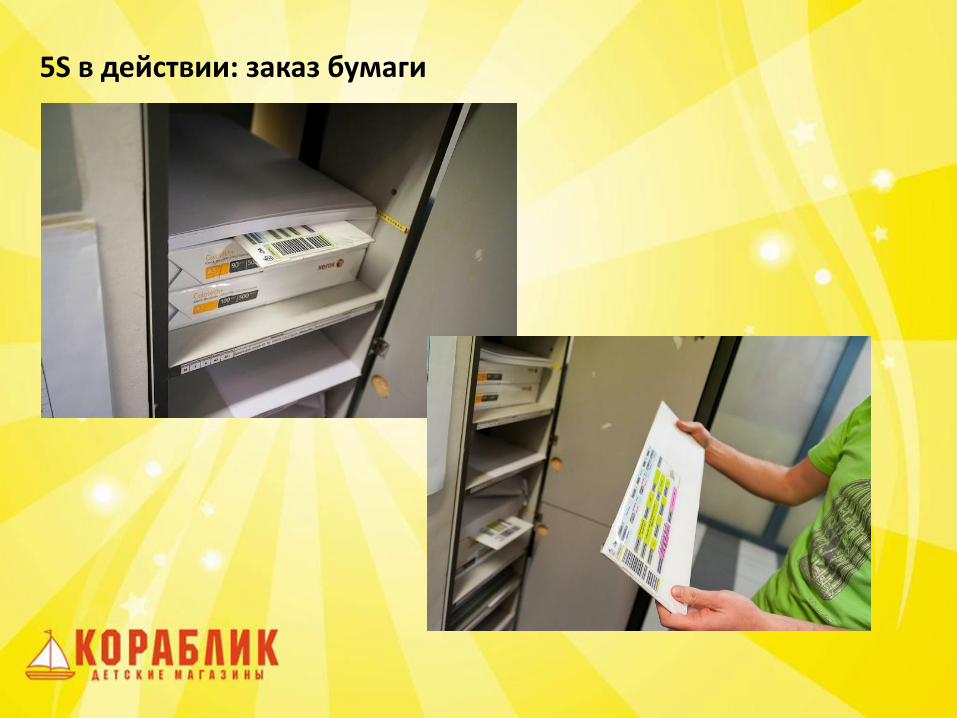
5S в действии: заказ бумаги

5S в действии: факс-принтер

5S в действии: канцелярия
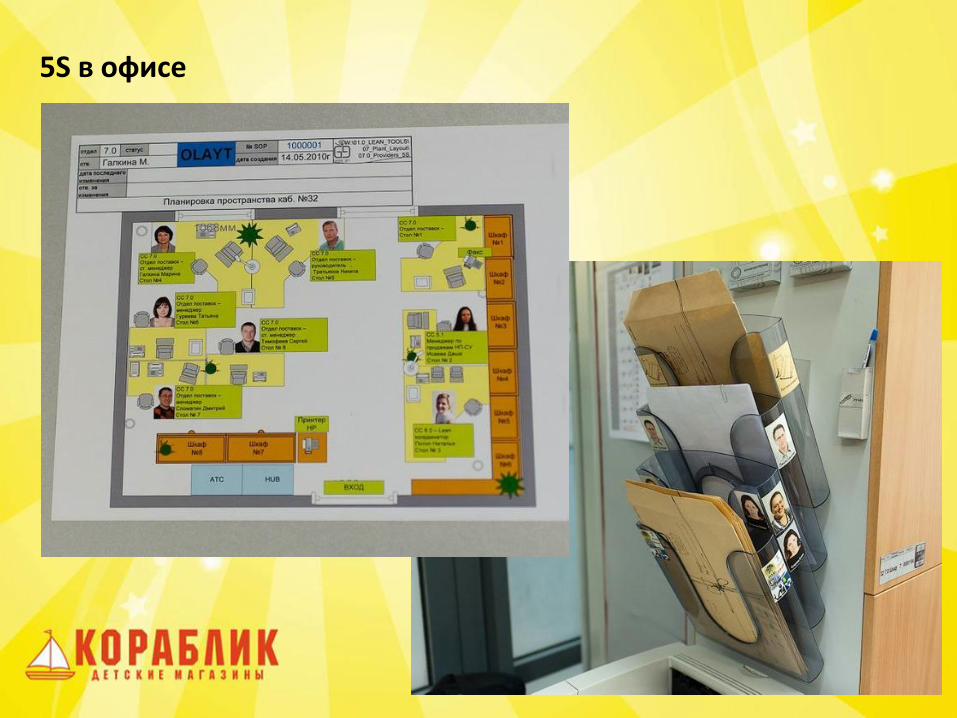
5S в офисе

5S в офисе

Легко понять, какого инструмента не хватает
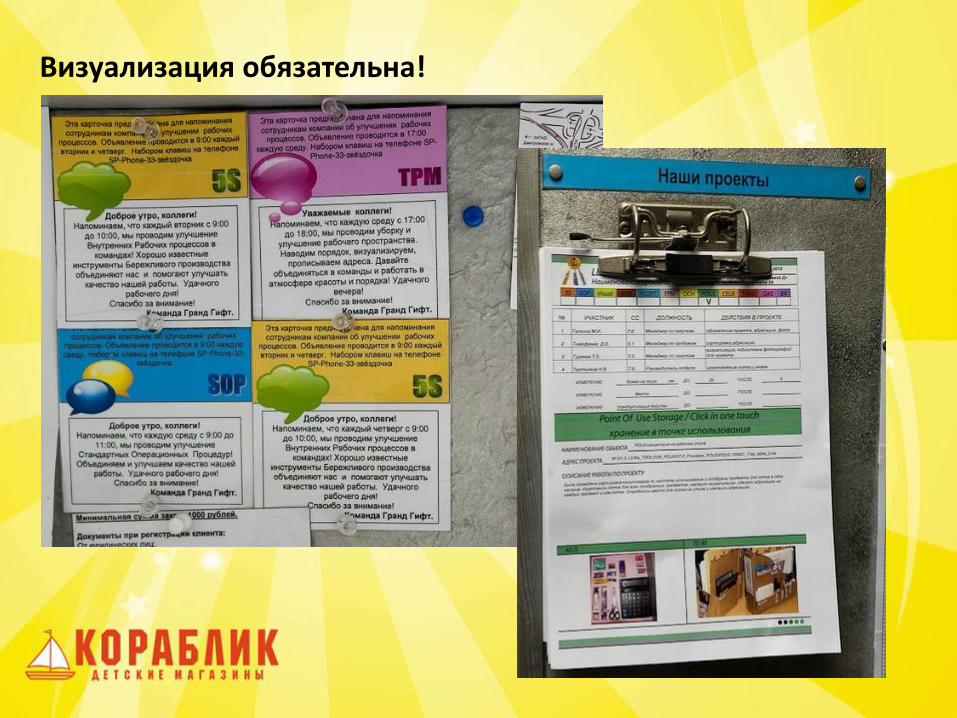
Визуализация обязательна!
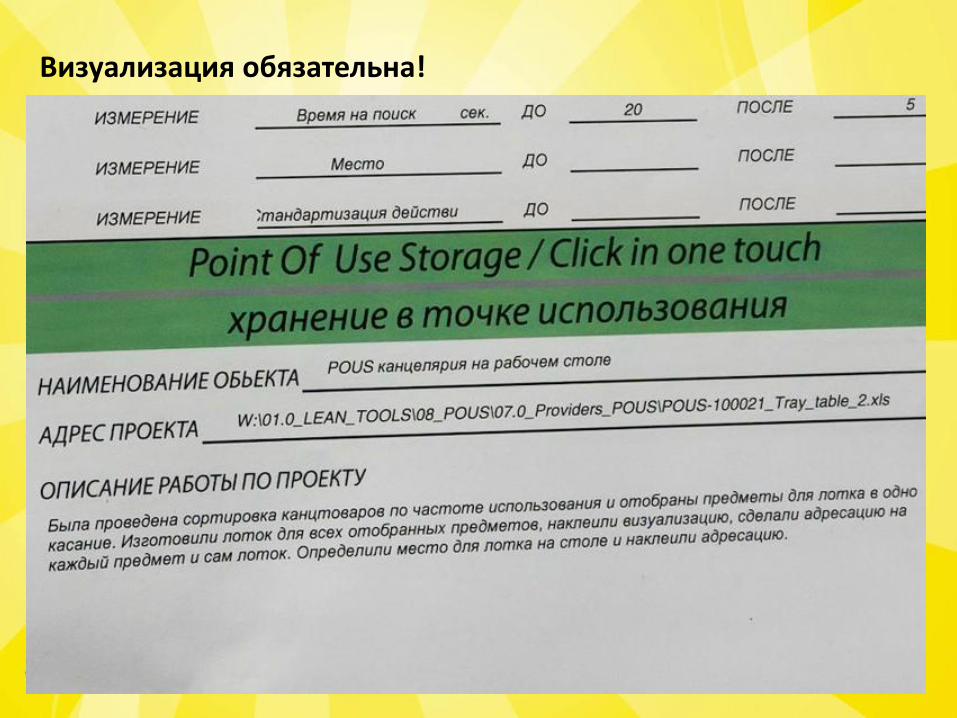
Визуализация обязательна!
Даже в уборке мусора есть место для 5S
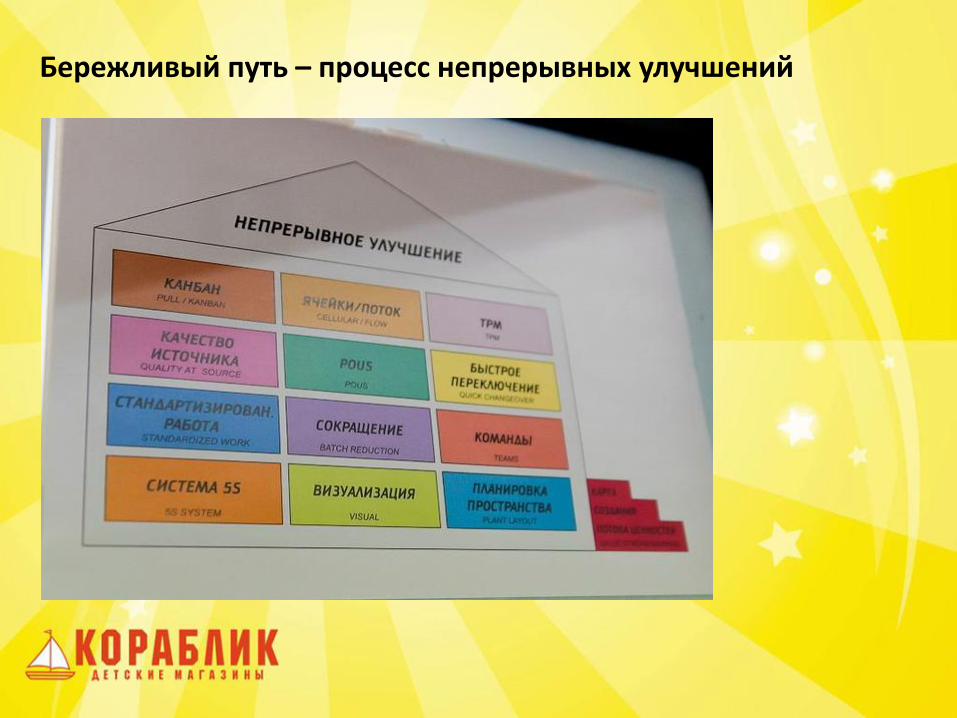
Бережливый путь – процесс непрерывных улучшений

Полный вперед!