Embed Size (px)
DESCRIPTION
Krugovi kvaliteta Statistička kontrola kvaliteta Total Quality Menagment Kaizen Just In Time – JIT Kanban
Citation preview

Univerzitet u Tuzli
Mašinski fakultet
Proizvodno mašinstvo
Industrijski inženjering
Kompjuterski integrirana proizvodnja
MFTZ NOVA PROIZVODNA FILOZOFIJA
TQC
QC

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 2
Sadržaj:
Popis slika: ..................................................................................................................................................... 3
Popis tabela: .................................................................................................................................................. 3
Uvod: ............................................................................................................................................................. 4
1.0 Krugovi kvaliteta ..................................................................................................................................... 5
1.1 Statistička kontrola kvaliteta ................................................................................................................... 9
1.2 Total Quality Menagment ..................................................................................................................... 19
1.3 Kaizen .................................................................................................................................................... 24
1.4 Just In Time – JIT ................................................................................................................................... 29
1.5 Kanban .................................................................................................................................................. 34
1.6 5 S .......................................................................................................................................................... 36
1.7 Uklanjanje otpada ili gubitaka .............................................................................................................. 39
1.8 Jidoka .................................................................................................................................................... 43
Zaključak: .................................................................................................................................................... 45
Literatura: ................................................................................................................................................... 46

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 3
Popisslika:
Slika 1. Ishikawa dijagram ............................................................................................................................. 7
Slika 2. Pareto graf. ....................................................................................................................................... 8
Slika 3. Princip organizacije statičke kontrole kvaliteta .............................................................................. 11
Slika 4. X dijagram za podatke iz tabele 4. .................................................................................................. 13
Slika 5. R dijagram za podatke iz tabele 5. .................................................................................................. 15
Slika 6. P dijagram napravljan na osnovu tabele 6. .................................................................................... 17
Slika 7. C dijagram za podatke iz tabele 7. .................................................................................................. 18
Slika 8. Sastavni dijelovi Kaizen filozofije. ................................................................................................... 24
Slika 9. Uloga menadžemta u kaizenu. ....................................................................................................... 25
Slika 10. Podjela aktivnosti na sporvodđenju Kaizen filozofije. .................................................................. 25
Slika 11. Ho‐ren‐so sistem komunikacije. ................................................................................................... 27
Slika 12. Osnovni alati Kaizen‐a. .................................................................................................................. 27
Slika 13. Podsistemi JIT ............................................................................................................................... 29
Slika 14. Komparacija unapređenja konvencionalnog inženjeringa i JIT unapređenja .............................. 31
Slika 15. Koraci pri uvođenju JIT. ................................................................................................................ 32
Slika 16. Načini održavanje čistoće na radnom mjestu. .............................................................................. 37
Slika 17. Prednosti 5 S sistema. ................................................................................................................... 38
Slika 18. Primjer gubitka u proizvodnji. ...................................................................................................... 39
Slika 19 Jidoka princip na stubnoj bušilici. .................................................................................................. 44
Slika 20. Detekcija škarta. ........................................................................................................................... 44
Popistabela:
Tabela 1. Definijce kvaliteta .......................................................................................................................... 9
Tabela 2. Definicije kvaliteta sa tačke gledišta kupca. .................................................................................. 9
Tabela 3. Promjena pogleda na kvalitet ..................................................................................................... 10
Tabela 4. Podatci za izradu X dijagrama. .................................................................................................... 12
Tabela 5. Podatci za izradu R dijagrama. .................................................................................................... 14
Tabela 6. Podatci za izradu P dijagrama. .................................................................................................... 16
Tabela 7. Podatci za izradu C dijagrama. .................................................................................................... 18
Tabela 8. Komparacija procesnog i rezultatima orijetiranog razmišljanja. ................................................. 26
Tabela 9. Vrste otpada njihovi uzroci i načini uklanjanja. ........................................................................... 42

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 4
Uvod:
Jasno je da se filozofija uspjeha jedne nacije, na koju su 1945 godine bačene dvije
atomske bombe, kojoj su porušeni gradovi Tokio, Kavasaki, Jokahoma, Kobe, Osaka i Nagoja i
koja je 1965 godine dovela svoju ekonomiju na zavidan nivo i održala je na tom nivou do 1990
godine, ne može opisati u nekom kratkom radu. U ovom radu će biti predstavljeni „alati“ koji su
korišteni za ostvarenje takovog rezultata, sa ciljem da zainteresiraju čitaoca za daljnje
istraživanje tih alata.
Ideja o novoj proizvodnoj tehnologiji prvi puta se javlja u Japanu 1950 godine i najbolji
primjer primjene te filozofije jeste Toyotin sistem proizvodnje. Osnovna znamenka Toyotinog
sistema proizvodnje jeste uklanjanje skladišta i smanjenje drugih gubitaka kapitala preko
smanjenja vremena proizvodnje, upotrebom poluautomatskih mašina, kooperacijom sa
dobavljačima itd.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 5
1.0Krugovikvaliteta
Koncept krugova kvaliteta prema jednim autorima je razvijen prvi puta u Japanu 1962
godine od strane Kaoru Ishikawa kao metoda poboljšanja kvaliteta, drugi autori tvrde da se ovaj
koncept pojavio prvi puta 1945 godine u vojsci SAD‐a. Ovaj pokret u japanu je koordiniran od
strane „Japanese Union of Scientists and Engineers”. Prvi krug je osnovan u kompaniji „Nippon
Wireless and Telegraph Company“ te se kasnije raširio na još 35 kompanije tokom prve godine.
Do 1978 godine uspostavljeno je oko milion krugova kvaliteta sa 10 miliona Japanskih radnika.
Krug kvaliteta čini skupina uposlenika koji se dobrovoljno sastaju sa ciljem identifikacije,
definisanjam analize i rješavanja problema veznim za posao koji obavljaju, obično učesnici
jednog kruga kvaliteta se bave istom djelatnošću ili rade na istom radnom mjestu. Glavni
zadatci krugova kvaliteta su:
Promocija uključenosti uposlenika u brigu o kvalitetu
Kreiranje kapaciteta za rješavanja problema
Poboljšanje komunikacije
Posticanje liderskih osobina
Posticanje personalnog razvoja
Razvoj većeg osjećaja za čistoću
Razvoj većeg osjećaja za sigurnost na radu
Smanjenje greški
Poboljšanje kvaliteta
Inspirisanje uposlenika za efikasniji timski rad
Gradnja stava za rješavanje problema
Promocija smanjenja cijena proizvodnje
Poboljšanje proizvodnje
Smanjenje zastoja opreme
Povećanje motivacije uposlenika
Zbog socijalnog fokusa kruga kvaliteta on pored povećanja performansi preduzeća obogaćuje
radno iskustvo uposlenika. U osnovi grupe učesnika u krugovima kvaliteta se bave pitanjima kao
što su povećanje sigurnosti na radu, unapređenje proizvoda i unapređenje procesa proizvodnje.
Za identifikaciju i rješavanja problema grupe krugova kvaliteta koriste alate kao što je Ishikawa
dijagrama ili Pareto graf.
Ishikawa dijagram je razvijen od strane istog autora koji je prvi uveo krugove kvaliteta, i ima za

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 6
cilj otkrivanje mogućih uzroka koji bi izazvali problem u proizvodnju. Uzroci koji je autor naveo
su podijeljeni u šest grupa i odnose se na:
Uposlenici, svi koji su uključeni u proces proizvodnje.
Oprema, sva oprema koja je uključena u proces proizvodnje
Proces, koko se proces proizvodnje izvodi i koji su zahtjevi koji sam proces ili tehnologija
postavlja
Materijal, polazna sirovina, potrošni materijal, sve što je potrebno za proizvodnju.
Okruženjem, uslovi kao lokacija, vrijeme, temperatura, vlažnost, kultura itd.
Menadžment, odnosno politika i ciljevi kompanije koji se postavljaju pred proizvod.
Na slici 1. je predstavljen Ishikawa dijagram sa nabrojanih uzrocima. Naravno ti uzroci mogu biti
drukčijim redoslijedom poredani te također mogu biti i drugi. Obično se za proizvodnu
industriju koristi 6 M kao uzroci mogućih problema:
Machine, mašine ili tehnologija Method, proces proizvodnje Material, osnovni materijal, potrošni materijal i informacije Man Power, radna snaga Measurement, mjerenja Milieu/Mother Nature, okruženje
Za marketinšku industriju mogući uzroci su svedeni pod 7 P:
Product, usluga. Price, cijena. Place, mjesto. Promotion, promocija. People/personnel, uposlenici. Process, proces. Physical Evidence, fizički dokazi.
Za uslužne djelatnosti mogući uzroci su svedeni pod 5 S:
Surroundings, okruženje Suppliers, dobavljači. Systems, sistem. Skills, vještine. Safety, sigurnosti.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 7
Zbog specifičnosti pojedinih industrija koje pored proizvodnih djelatnosti nude i uslužne
djelatnosti autor predlaže da se koristi metoda „zašto žašto“ sa ciljem identifikacije uzroka
prekida procesa proizvodnje ili loših rezultata proizvodnje. Na primjer:
Automobil neće da upali (problem, baterija je prazna)
1. Žašto, baterija je prazna.
2. Žašto, alternator nije funkcionalan.
3. Žašto, remen alternatora je prekinut.
4. Žašto, remenu je istekao životni vijek te nije bio zamijenjen na vrijeme.
5. Žašto, rezervni dijelovi automobila nisu dostupni zbog njegove velike starosti.
Na zadnjem zašto se predlaže rješenje problema pošto je to glavni uzrok svih gore spomenutih
problema, metoda „Žašto žašto“ je razvijena od strane Sakichi Toyoda i korištena je za razvoje
Toyotine proizvodnje.
Gore nabrojani uzroci pokrivaju sve što je potrebno za proizvodnju a samim time i sve što može
izazvati probleme u proizvodnji. Jedan od primjera uspješne primjene ovog alata za rješavanje
problema jeste Mazda Motors koja je koristila Ishikawa dijagram za razvoj i proizvodnju Mazde
MX‐5, primjenom ovog alata uspješno su izbjegnuti mnogi problemi u samom dizajnu novog
automobila a također su riješeni i mnogi problemi koji su se pojavili tokom proizvodnje.
Slika 1. Ishikawa dijagram

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 8
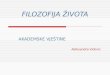
Još jedna od meta koja se koristi u krugovima kvaliteta jeste Paretov graf koja je dobila ime po
svome autoru Vilfredo Pareto. Metoda ima isti zadatak kao i Ishikawa dijagram a to je da
prepozna uzroke problema. Na lijevoj osi je predstavljena frekvencija događaja izazvanih nekim
od uzroka dok je na desnoj osi predstavljen kumulativni procentualni udio nekog uzroka. Na slici
2. je predstavljen Pareto dijagram kašnjenja na posao, da bi se smanjilo kašnjenje za 78%
potrebno je ukloniti prva tri uzroka kašnjenja.
Slika 2. Pareto graf.
Nakon uspješne implementacije u japanskoj proizvodnoj industriji krugovi kvaliteta su
prihvaćeni u industriji SAD 1970 godine. Kompanije Lockheed je posjetila Japanske industrijske
komplekse i uvidjela poboljšanja nastala kao rezultat rada krugova kvaliteta te krugove kvaliteta
implementirala u svoju proizvodnju. Kompanije Lockeed je podnijela izvještaj da su za dvije
godine krugovi kvaliteta napravili uštedu od 3 miliona $ sa odnosom 1 naprema 6 ušteda
naprema uloženom novac u krugove kvaliteta.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 9
1.1Statističkakontrolakvaliteta
Kvalitet se odnosi na određeni standard i na načine na koje se ti standardni ostvaruju,
održavaju i unapređuju. Većina definicija kojima se opisuje kvalitet objašnjavaju kvalitet kao
pogodnost za upotrebu ili zadovoljavanje zahtjeva. Standardna definicija kvaliteta je data od
mnogih institucija kao što su British Standards Institution (BSI), American Society for Quality
Control (ASQC), European Organisation for Quality Control (EOQC) i International Organisation
for Standardisation (ISO).
Orema ASQC kvalitet je “ Kvalitet je suma osobina i karakteristika proizvoda ili usluge koje su u
mogućnosti da zadovolje zahtjeve koji su predstavljeni pred njih“.
Transcendentna definijca Kvalitet nije ni energija ni materija, nego nešto nezavisno od toga dvoga, i ako kvalitet ne može biti definisan jasno vam je šta je to.
Definicija bazirana na proizvodu Kvaliet je razlika u količini kvaliteta prema razlici kvantiteta neke osobine
Definicija bazirana na korisniku Kvalitet se sastoji od sposobnosti da se zadovoljivi zahtjev
Definicija bazirana na proizvodnji Kvalitet je sukladnost sa potrebama
Definicija bazirana na vrijednoti Kvalitet je stepen savršenosti pri prihvatljivoj cijeni.Tabela 1. Definijce kvaliteta
Kvalitet sa aspekta kupca je
Ključni atribut prema kome kupac ocjenjuje proizvod ili uslugu.
Sve što svi u nekom preduzeću obavljaju sa ciljem zadovoljavanja svih zahtjeva svih kupaca.
Kvalitet je progonjen tržištem, konkurencijom i kupcima.
Koncept kvaliteta se odnosi sa tradicionalnu prirodu kvaliteta kao stepen zadovoljavanja nekog standarda ili mjere. Japanski koncept kvaliteta se odnosi na pogodnost za upotrebu nekog proizvoda i zadovoljstvo kupca koje se javlja prilikom korištenja tog proizvoda, jer na kraju nije proizvođač onaj koji određuje da li je određeni kvalitet dostignut nego kupac.
Kvalitet je dostizanje i prestizanje kupčevih očekivanja sa ciljem osiguranja poslovne suradnje i u budućnosti. Cilj je da se ostvari kontinuirano unapređenje kvaliteta koje obuhvata svaki proces, svaki proizvod i svaku uslugu unutar jedne organizacije. Biznis postiji sa ciljem isporuke kvaliteta.
Kvalitet je sposobnost proizvoda ili usluge da zadovolji zahtjeve kupca koji se odnose na karakteristike, performanse ili izgled i da ne izazove prevelike reakcije ili akcije drugih ljudi.
Tabela 2. Definicije kvaliteta sa tačke gledišta kupca.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 10
U tabeli 1. predstavljena je klasifikacije različitih definicija kvaliteta , gdje se mogu vidjeti različiti
pogledi na kvalitet. U tabeli 2. su predstavljene definicije kvaliteta vezane za zahtjeve kupca,
pošto je kupac pogonski mehanizam kvaliteta.
U slijedećoj tabeli je predstavljen razvoj kupčevih prioriteta i percepcija kvaliteta, tabela je
nastala istraživanje tržišta automobila u SAD od 1970 do 1980 godine.
Prioritet Godina
1970 1975 1980
1 Stil Potrošnja Kvalitet
2 Novčana vrijednost Stil Kako je dobro napravljen
3 Lakoća rukovanja Prošla iskustva Potrošnja
4 Potrošnja Veličina i težina Novčana vrijednost
5 Udobnost Lakoća rukovanja Udobnost
Faktori koji utiču na kupčevu percepciju kvaliteta
Rang faktora Prije kupovine Tokom kupovine Nakon kupovine
1 Brend kompanije Specifikacija performansi
Lakoća upotrebe
2 Prošla iskustva Komentari prodavača
Servisiranje i garancija
3 Mišljenje poznanika
Pogodnosti garancije
Dostupnost rezervnih dijelova
4 Reputacija prodavača
Police održavanja Efikasnost servisa
5 Objavljeni reultati testiranja
Program podrške Pouzdanost
6 Reklamna cijena za date performanse
Stvarna cijena za date performanse
Komparacija performansi
Tabela 3. Promjena pogleda na kvalitet
Kontrola kvaliteta se može definisati kao:
Operacione tehnike i aktivnosti koje se izvode sa ciljem, monitoring procesa proizvodnje i eliminacije uzroka koji izazivaju ne zadovoljavajuće performanse proizvoda relevantnog stadija petlje kvalieta... (ISO 8402 1986 godine.)
Operacione tehnike i aktivnosti koje osiguravaju kvalitet proizvoda ili usluge koje će osigurati potrebne zahtjeve. (ANSI/ASQC A3 1977 godine.)
Prema tome kontrola kvaliteta je upotreba tehnika sa ciljem ostvarenja, održavanja i
unapređenja kvaliteta standarda nekog proizvoda ili usluge. Principi kontrole kvaliteta se
baziraju na slijedećim principima:
Nema proizvodnje bez mjerenja
Nema mjerenja bez zapisa
Nema zapisa bez analize

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 11
Nema analize bez povratnih informacije i korektivnih akcija
Postoji nekoliko načina kontrole kvaliteta, jedan od tih načina jeste statička kontrola kvaliteta. Ona se koristi za mjerenje stepena zadovoljena kvaliteta ulaznih sirovina, procesa i proizvoda. Ona koristi X,R,P i C graf za mjerenje varijacija kontroliranog proizvoda ili procesa. X graf se koristi za zapisivanje mjerenih vrijednosti i praćenje promjene srednje vrijednosti mjerenja, u R graf se upisuju razlike između najmanjeg i najvećeg očitanja.
Slika 3. Princip organizacije statičke kontrole kvaliteta
Kontrolni dijagrami su najčešće korišteni alata u statističkoj kontroli kvaliteta, oni se koriste za
mjerenje karakteristika proizvoda kao što su težina, broj komada u pakovanju, zapremina
tečnosti itd. Različite karakteristike koje se mjere se mogu podijeliti u dvije grupe, grupu
varijabli i grupu atributa. Pod varijablama se podrazumijevaju karakteristike proizvoda koje se
mogu izmjeriti kao što su visina, težina, zapremina itd, pod atributima se podrazumijevaju
karakteristike koje imaju diskretne vrijednosti i mogu biti izbrojane. Kontrolni dijagram za
varijable koristi za praćenje karakteristika koje se mogu izmjeriti kao što su visina, težina
pakovanja, zapremina tečnosti u bocama itd.
X dijagram se koristi za praćenje promjene neke srednje vrijednosti procesa. Da bi se napravio x
dijagram prvo se mora naći centralna linija dijagrama, da bi se ona dobila uzimaju se mjerenja i
izračunava se njihova srednja vrijednost. Svako mjerenje ima svoju srednju vrijednost te
centralna linija se dobija izračunavanjem srednje vidnosti srednjih vrijednosti dobijenih
mjerenjem (za jedan uzorak mjerenja uzima se 4‐6 proizvoda).
…
Da bi se odredila gornja i donja kontrolna linija koriste se slijedeće formule:

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 12
Gdje je:
srednja vrijednost srednjih vrijednosti mjerenja
standardna normalna promjenjiva ( 2 za 95.44% tačnosti, 3 za 99.74% tačnosti)
standardna devijacija distribucije srednje vrijednosti, računa se kao /√
n broj uzoraka mjerenja
Posmatrani uzroci (zapremina tekućina u uncama)
Srednja vrijednost Domet
Broj mjerenja 1 2 3 4 x R
1 15.85 16.02 15.83 15.93 15.91 0.19 2 16.12 16.00 15.85 16.01 15.99 0.27 3 16.00 15.91 15.94 15.83 15.92 0.17 4 16.20 15.85 15.74 15.93 15.93 0.46 5 15.74 15.86 16.21 16.10 15.98 0.47 6 15.94 16.01 16.14 16.03 16.03 0.20 7 15.75 16.21 16.01 15.86 15.96 0.46 8 15.82 15.94 16.02 15.94 15.93 0.20 9 16.04 15.98 15.83 15.98 15.96 0.21 10 15.64 15.86 15.94 15.89 15.83 0.30 11 16.11 16.00 16.01 15.82 15.99 0.29 12 15.72 15.85 16.12 16.15 15.96 0.43 13 15.85 15.76 15.74 15.98 15.83 0.24 14 15.73 15.84 15.96 16.10 15.91 0.37 15 16.20 16.01 16.10 15.89 16.05 0.31 16 16.12 16.08 15.83 15.94 15.99 0.29 17 16.01 15.93 15.81 15.68 15.86 0.33 18 15.78 16.04 16.11 16.12 16.01 0.34 19 15.84 15.92 16.05 16.12 15.98 0.28 20 15.92 16.09 16.12 15.93 16.02 0.20 21 16.11 16.02 16.00 15.88 16.00 0.23 22 15.98 15.82 15.89 15.89 15.90 0.16 23 16.05 15.73 15.73 15.93 15.86 0.32 24 16.01 16.01 15.89 15.86 15.94 0.15 25 16.08 15.78 15.92 15.98 15.94 0.30
Suma 398.75 7.17 Tabela 4. Podatci za izradu X dijagrama.
U tabeli 4. prikazani su podatci za izradu dijgrama uzeti sa linije punjenja sokova, standardna
devijacija za ovaj slućaj je 0.14.
398.7525
15.95

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 13
15.95 30.14
√416.16
15.95 30.14
√415.74
Slika 4. X dijagram za podatke iz tabele 4.
Na slici 4. je predstavljen dijagram izrađen na osnovu podataka iz tabele 4. sa dijagrama se
može vidijeti promjena srednje vrijednosti proizvoda i da li vrijednosti prelaze donju ili gornju
kontrolnu liniju.
Još jedan od načina praćenja promjenivih vrijednosti nekog proizvoda jeste pomoću R
dijagrama. X dijgram prikazuje pomjerenje koja se javljaju u procesu, dok R dijagram mjeri
disiperziju varijabli provesa. Centralna linija kod R dijagrama je srednji prosjek a donja i gornja
kontrolna linija se računaiju na slijedeći način:
Vrijednosti D3 i D4 se dobijaju iz tabele 5.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 14
Faktori za X‐dijgram Faktori za R‐dijgram
Veličina uzorka n A2 D3 D4
2 1.88 0 3.27
3 1.02 0 2.57 4 0.73 0 2.28 5 0.58 0 2.11 6 0.48 0 2.00 7 0.42 0.08 1.92 8 0.37 0.14 1.86
9 0.34 0.18 1.82 10 0.31 0.22 1.78 11 0.29 0.26 1.74 12 0.27 0.28 1.72 13 0.25 0.31 1.69 14 0.24 0.33 1.67 15 0.22 0.35 1.65 16 0.21 0.36 1.64
17 0.20 0.38 1.62 18 0.19 0.39 1.61 19 0.19 0.40 1.60 20 0.18 0.41 1.59 21 0.17 0.43 1.58 22 0.17 0.43 1.57 23 0.16 0.44 1.56 24 0.16 0.45 1.55
25 0.15 0.46 1.54 Tabela 5. Podatci za izradu R dijagrama.
7.1725
0.29 4
2.28
0
2.28 0.29 0.6612
0

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 15
Slika 5. R dijagram za podatke iz tabele 5.
Kontrolni dijagrami za atribute koriste se za monitoring diskretnih vrijednosti koje mogu biti
izbrojane, na primjer broj nefunkcionalnih svjetiljki, broj razbijenih jaja u školjci itd. Za mjerenje
diskretnih vrijednosti potrebno je često manje vremena nego za mjerenje promjenjivih
vrijednosti, i često se rezultat monitoringa može svesti na jednostavne rezultate dobro ili loše,
zadovoljava ili ne zadovoljava. Za predstavljene rezultata koriste se P i C dijagram. P dijagram se
koristi za predstavljanje proporciju dijelova koji su oštećeni, npr. broj slomljenih kolačića u
kutiji. P dijagram je prikladan kada se broj oštećenih dijelova i broj uzoraka mogu lako izbrojati.
C dijagram predstavlja broj oštećenja, npr. broj pritužbi od kupaca u jednom mjesecu.
P dijagram kako je već rečeno mjeri proporciju oštećenih uzoraka, računanje kontrolnih linija je
veoma slično računanju kontrolnih linija za X i R dijagram. Centralna linija se računa kao srednja
proporcija oštećenja u uzorku. Ona se dobija dijeljenjem broja oštećenih uzoraka sa ukupnih
brojem uzoraka. Za određivanje gorenje i donje kotrnolne linije koriste se slijedeći izrazi:

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 16
Gdje je:
Z standardna normalna promjenjiva
proporcija oštećenja standardna devijacija proporcije oštećenja
n broj uzoraka
Kao i kod drugih dijagrama uzima se vrijednost 2 ili 3 za Z a se računa kao:
1
Broj uzorka Broj
oštećenja
Broj komada
u uzorka Proporcija oštećenja
1 3 20 .15 2 2 20 .10 3 1 20 .05 4 2 20 .10 5 1 20 .05 6 3 20 .15 7 3 20 .15 8 2 20 .10 9 1 20 .05 10 2 20 .10 11 3 20 .15 12 2 20 .10 13 2 20 .10 14 1 20 .05 15 1 20 .05 16 2 20 .10 17 4 20 .20 18 3 20 .15 19 1 20 .05 20 1 20 .05 Suma 40 400
Tabela 6. Podatci za izradu P dijagrama.
š ć
40400
0.10
1 0.10 1 0.1020
0.067
0.10 3 0.067 0.301
0.10 3 0.067 0.101

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 17
Pošto je DKL negativna uzima se njena vrijednost kao 0.
Slika 6. P dijagram napravljan na osnovu tabele 6.
C dijagrami se koriste za mjerenje broja oštećenja na jednom uzorku, npr. broj vraćenih jela
jedne vrste u restoranu, broj oštećenja na jednom kvadratnom metru parketa itd. Srednja
vrijednost oštećenja je centralna linija dijagrama a donja i gornja kontrolna linija se računaju
kao:
√
√
U slijedećoj tabeli je predstavljen broj žalbi korisnika jednog hotela, žalbe su praćenje u periodu
od 20 sedmica.
Srednja vrijednost žalbi je 44/29=2.2 što daje vrijednost centralne linije.
√ 2.2 3 √2.2 6.65
√ 2.2 3 √2.2 2.25

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 18
Broj sedmice
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 ∑
Žalbe 3 2 3 1 3 3 2 1 3 1 3 4 2 1 1 1 3 2 2 3 44Tabela 7. Podatci za izradu C dijagrama.
Slika 7. C dijagram za podatke iz tabele 7.
Gore opisani načini kontrole kvaliteta se koriste statističkim alatima za određivanje kvaliteta
nekog proizvoda, donje i gornje granice kvaliteta i predstavljaju dobar alat za kontrolu pri
masovnoj proizvodnji, gdje je proces proizvodnje dobro podešen i gdje nam velikih i brzim
promjena u procesu. Jedna od mana ovog sistema jeste odabir uzoraka koji je sasvim slučajan i
pojava perioda kada je proces bez kontrole.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 19
1.2TotalQualityMenagment
TQM je nastao zahvaljujući američkim profesorima W. E. Demingu i J. M. Juranu. Oni svoje ideje o kvaliteti (SQC Statistical Quality Control) nisu uspjeli realizirati u Americi zbog specifičnog stanja u privredi nakon Drugoga svjetskog rata, ali su u Japanu naišli na razumijevanje i prihvaćanje. Nakon izvanrednih uspjeha Japanskih proizvoda na svjetskom tržištu, 80‐ih godina Zapad postaje vrlo zainteresiran za njihove koncepte. Upravljanje totalnim kvalitetom (engl. Total qvality menagement) je sistemski pristup upravljanju koji ima za cilj da kontinualno unapređuje vrijednosti za kupca projektovanjem i stalnim napredovanjem organizacionih procesa i sistema. Totalni kvalitet i strategija organizacije su neodvojive komponente integrativnog, cjelovitog, holističkog pristupa organizaciji koja je okrenuta kupcu. Stalno poboljšanje i unapređenje se odnosi na proizvode, usluge i organizacione sisteme kojim se ostvaruje poboljšana vrijednosti za kupce. Koncept stalnog, kontinualnog poboljšanja, potiče od japanskog izraza kaizen, koji označava mala ali stalna poboljšanja. Inovacije tehnologije proizvoda, procesa i organizacije, predstavljaju dio ovog strateškog koncepta i orijentacije savremene organizacije ka poboljšanju i inovacijama u svim aspektima njenog djelovanja. Takva organizacija teži stalnim promjenama u susret novim zahtjevima kupaca, kreiranju novih potreba i poboljšanih vrijednosti namijenjenih kupcima. TQM predstavlja filozofiju prema kojoj se teži formiranja organizacije u čijoj osnovi su kontinualna unapređenja. Organizacija je u potpunosti orjentisana na zahtjeve kupaca. Cilj TQM‐a je uključivanje svih zaposlenih u organizaciju i sistem unapređenja kvaliteta. TQM predstavlja način života organizacije koja:
uvodi stalna poboljšanja pokazatelja poslovanja na svim nivoima i u svim aktivnostima,
kreira odgovarajuće okruženje kroz timski rad, povjerenje i poštovanje,
pristupa sistemski, dosljedno i organizovano procesima; primjenjuje kvantitativne metode i analitičke tehnike, uz potpunu primjenu znanja i iskustva u unapređenju procesa.
Deming je takav način funkcioniranja predstavio u obliku lanca aktivnosti kompanije koja teži većem tržišnom učešću i sigurnijem poslovanju TQM predstavlja metod definisanja problema, određivanje uzroka problema, poduzimanje odgovarajućih akcija, provjera efikasnosti akcija, standardizacija rešenja, i daljeg razvoja procesa. To je metod koji obuhvata:
Spoznavane potreba i očekivanja kupaca;
Angažovanje organizacije i cjelini;
Analizu svih troškova koji se odnose na kvalitet;
Stavljanje prioriteta na kvalitet u odnosu na kontrolu („ispravno uraditi prvi put“);
Razvoj pristupa i procedura koje podržavaju kvalitet i usavršavanje;
Razvoj procesa kontinualnih unapređenja.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 20
U periodu kasnih 1980‐tih i ranih 1990‐tih, zahvaljujući uspostavljanju Baldrige nagrade za kvalitet i nagrade Evropskog odbora za kvalitet, TQM pristup je našao široku primjenu u SAD‐u i Evropi. Tada su definisani i osnovni principi primjene TQM‐a:
1. Potrošači definišu željeni kvalitet proizvoda ili usluga, što predstavlja početnu tačku u implementaciji TQM pristupa.
2. Viši menadžeri su u potpunosti odgovorni za strategiju kompanije, vrijednost kompanije i postojeću organizacionu kulturu, kao i njihovu povezanost sa sveukupnim kvalitetom.
3. Kvalitet prvenstveno zavisi od dizajna sistema i izvršavanja procesa po najvišim standardima.
4. Osnova TQM filozofije je težnja za neprekidnim usavršavanjem i kontinualnim povećavanjem standarda.
5. Liderska pozicija u kvalitetu na tržištu se postiže samo ukoliko menadžment jasno definiše ciljeve kompanije.
6. Neophodno je potpuno razumijevanje ključnog procesa poslovanja i donošenje odluka koje su zasnovane na činjenicama.
7. Primjenom odgovarajuće edukacije u vidu obuke, svi zaposleni se uključuju u proces unapređenja kvaliteta.
8. Ključni dijelovi sistema kvaliteta obuhvaćaju proces stvaranja kvaliteta i prevenciju pojave grešaka i nepravilnosti.
9. Primjenom unapređenja dolazi se do skraćenja vremena trajanja svih procesa. 10. Pravilnom komunikacijom se dobavljači kompanije uključuju u ispunjenje ciljeva
kvaliteta. TQM predstavlja posljednji primenjeni nivo u menadžmentu kvalitetom, nastao dugogodišnjim razvojem od kontrole, preko kontrole kvaliteta i postizanja kvaliteta slika 8. TQM pristup je našao primjenu kako u proizvodnji, tako i u pružanju usluga. Pristup obuhvata unapređenje funkcionisanja organizacije, rada i svakog pojedinca. Filozofija Kaizen pristupa predstavlja osnovu TQM pristupa i obuhvata kontinualna i postepena unapređenja svih zaposlenih u kompaniji i njihovog ličnog rada. Kaizen‐u je posvećeno posebno poglavlje u ovom radu.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 21
Ciljevi totalnog kvaliteta su slijedeći:
Niži troškovi
Veći prihod
Odgovarajuće ovlašteni zaposleni
Prezadovoljni korisnici
Bolji kvalitet znači smanjenje grešaka, potrebe dorade i rada koji ne doprinosi podizanju
vrijednosti proizvoda. U protekloj deceniji kompanije širom sveta su dokazale da često kvalitet
znači niže troškove. Troškovi prevencije načinjeni u fazi projektovanja daleko su niži od onih
nastalih na račun prevencije u toku proizvodnje, ovi, sa svoje strane, su daleko niži od troškova
utvrđivanja neispravnosti i korekcija nakon završne kontrole, koji su, opet daleko niži od
troškova korekcije nakon utvrđivanja neispravnosti od strane korisnika.
Viši kvalitet najčešće obezbjeđuje zadovoljstvo korisnika, veće učešće na tržištu, viši stepen
zadržavanja kupaca, povećanu lojalnost kupaca, pa čak i prihvaćanje najviših cijena. Korisnici
sve više, sa pravom, očekuju i zahtijevaju viši kvalitet roba i usluga. Prevazilazeći nivo kvaliteta
ponuđen od strane konkurenata na tržištu organizacije dolaze do novih kupaca, zadržavaju
postojeće i penetriraju na nova tržišta. Vrlo često, informirani korisnici su voljni da plate najviše
cijene za kvalitet visokog nivoa koji podrazumjeva nove, korisne karakteristike i utiče na
sniženje ukupnih troškova životnog ciklusa proizvoda.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 22
Godinama su organizacije svoje zaposlene smatrale sredstvom za postizanje nižih troškova,
ostvarenje većeg prihoda i prezadovoljnih korisnika. Danas, vodeće kompanije jednim od
najvažnijih ciljeva TQM‐a smatraju i visoko zadovoljstvo svojih zaposlenih. Koncept
odgovarajuće ovlaštenih zaposlenih predstavlja okvir za mnoštvo novih koncepata.
Odgovarajuće ovlašteni zaposleni su u mogućnosti da uspostave mehanizme upravljanja
sopstvenim radom. Tako, oni mogu da mjere kvalitet sopstvenih procesa, da protumače
rezultate mjerenja i da ih porede sa postavljenim ciljevima, kao i da preuzmu korektivne
aktivnosti kada je to potrebno. Međutim, koncept odgovarajuće ovlaštenih zaposlenih
podrazumjeva mnogo više od upravljanja sopstvenim radom. Zaposleni, najčešće, posjeduju
znanje, vještine i iskustvo da izvrše promjene nad procesima, poboljšavajući ih kako u domenu
efektivnosti tako i efikasnosti.
Prezadovoljni korisnici su oni koji uzastopno kupuju vašu robu i usluge, oni koji ih reklamiraju i
promovišu, oni koji prvo provjere da li vi imate robu ili usluge određenog profila pa ih tek onda
traže na drugom mjestu. Lojalni korisnici su oni koji kupuju robu i usluge isključivo jednog
proizvođača. Studije su pokazale da “prezadovoljni” korisnici imaju vrlo veliki uticaj na tržište.
Tako, jedna studija pokazuje da korisnici koji su proizvod ocijenili sa 5 (ocjene od 1 do 5) četiri
puta rjeđe napuštaju isporučioca u periodu od godinu dana nego oni koji su ga ocijenili ocjenom
4. Začuđujuće je da je ponašanje korisnika koji su proizvode ocijenili ocjenom 4 bilo sličnije
ponašanju u slučaju ocjena 2 i 3, nego ocjene 5. Ovaj podatak govori o potrebi za
prevazilaženjem zahtjeva korisnika.
Infrastruktura koja podržava osnovne principe totalnog kvaliteta sadrži sledeće elemente:
Liderstvo
Strateško planiranje
Upravljanje ljudskim resursima
Upravljanje procesima
Upravljanje podacima i informacijama
Uspjeh svake organizacije zavisi od učinka radnika na najnižoj ljestvici u organizaciji. Ross Perot
je jednom rekao da se stvarima upravlja, a da ljude treba predvoditi. Svi menadžeri moraju se
ponašati kao lideri u oblasti kvaliteta. Njihov zadatak je da uspostave sistem vrijednosti o
kvalitetu i da ga ugrade u strukturu organizacije. Lično učešće top menadžera u stalnim
aktivnostima za koje znaju svi zaposleni, služi kao primjer za sve zaposlene. Menadžment
sagledava šire perspektive i definiše viziju i misiju organizacije, tu je da ohrabri zaposlene i oda
im priznanje. U slučaju da posvećenost kvalitetu nije prioritet u organizaciji, bilo koja inicijativa
može lako propasti. U većini organizacija posvećenih totalnom kvalitetu, izvršno rukovodstvo

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 23
definiše politiku kvaliteta, daje smjernice za inicijative vezane za kvalitet i preispituje kvalitet
poslovanja. Lideri treba da ohrabre zaposlene da se ponašaju u skladu sa moralnim principima i
da budu korisni članovi društvene zajednice.
Postizanje kvaliteta i liderske pozicije na tržištu zahtjeva viziju budućnosti, radi koje se
organizacije moraju pozabaviti nekim fundamentalnim pitanjima:
Ko su naši korisnici?
Kakva je naša misija?
Koje principe naša organizacija vrjednuje?
Strateško poslovno planiranje bi trebalo da bude pokretač unapređivanja kvaliteta u
cjelokupnoj organizaciji, koje se moraju, na duge staze, posvetiti interesima svih
zainteresovanih strana (Stakeholders) i to: korisnika, zaposlenih, podugovarača, akcionara,
javnosti i društvene zajednice.
Postizanje ciljeva u vezi kvaliteta poslovanja zahtjeva potpuno posvećenu, obrazovanu,
obučenu i u sve procese uključenu radnu snagu. Zaposleni, koji dolaze u neposredni kontakt sa
korisnicima moraju posjedovati sposobnost za potpuno razumijevanje njihovih zahtjeva i
potreba, od radnika na proizvodnim linijama se zahtijevaju specifične tehničke sposobnosti, a
od svih zaposlenih, bez izuzetka, sposobnost i trud u korištenju podataka i informacija za
neprekidno unapređivanje. Ove sposobnosti mogu se steći jedino odgovarajućim obrazovanjem
i obukom. Najveći izazovi u oblasti razvoja zaposlenih podrazumijevaju integriranje prakse
upravljanja ljudskim resursima, odavanja priznanja, kvaliteta rada, obuke i napredovanja u
karijeri i njeno uklapanje u poslovne tokove.
Upravljanje procesima obuhvata projektovanje procesa koji rezultuju proizvodima i uslugama
koji zadovoljavaju potrebe korisnika, svakodnevnu kontrolu ispravnosti njihovog odvijanja i
njihovo kontinuirano unapređivanje. Dobro isprojektovani procesi rezultuju kvalitetnijim
proizvodima i uslugama, manjim škartom i potrebom dorade. Upravljanje procesima
podrazumjeva preduzimanje aktivnosti prevencije. Prevencija podrazumjeva ugrađivanje
kvaliteta, pri projektovanju, u proizvode i usluge, kao i u procese kojima se oni dobijaju.
Troškovi prevencije u fazi projektovanja su neusporedivo niži od troškova koji nastaju pri
korekcijama nastalih problema.
Savremeno poslovanje se sve više svodi na mjerenja i analize koje se koriste pri planiranju,
preispitivanju rezultata poslovanja, unapređivanju procesa i operacija, poređenju sa
konkurentskim organizacijama. Primjena statističkih metoda, sa realnim podacima, predstavlja
moćno sredstvo za rješavanje problema i neprekidno unapređivanje.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 24
1.3Kaizen
Kaizen je Japanska riječ koja u prevodu znači „ poboljšanje“ ili „promjena na bolje, dok
filozofija Kaizen podrazumijeva kontinuirana unapređenja. Ova filozofija kontinualnih
unapređenja naglašava važnost uključenja uposlenika na svim nivoima u proces unapređenja.
Također ova filozofija naglašava da se svakodnevni život treba fokusirati na unapređenja. Ovo je
tako prirodan proces da mnoge svjetske organizacije zaborave da ga posjeduju.
Kaizen se integriše u svakodnevne aktivnosti sa fokusom na uklanjanje škarta, kreiranje
standarda i organizaciji urednog i čistog radnog mjesta, humanizaciji rada i radnih uslova,
uklanjanje teških fizičkih poslova i učenju ljudi kako da sami sprovode male naučne
eksperimente koristeći naučne metoda te kako da se uoči „otpad“ u procesu. Kaizen filozofija
propagira pravljenje promjena, praćenje rezultata te podešavanje na osnovu dobijenih
rezultata. Veliki i planirani projekti se zamjenjuju manjim eksperimentima koji se lako mogu
prilagoditi postojećem sistemu. Unapređenja koja se dobijaju ovom filozofijom su mala ali
njihov rezultat tokom vremena je veliki i dugovječan.
Na zapadu važi moto: “Ako nešto funkcioniše nemoj ga popravljati“. Kaizen kaže suprotno: “Da
sve, uključujući i ono što funkcioniše, može i mora biti unapređivano“. Učinite ga, boljim, bržim,
efektnijim, lepšim, atraktivnijim. Nijedno rješenje nije danas dovoljno dobro da sutra nebi
moglo biti bolje. Alternativa ne unapređenju je stagnacija i opadanje.
Slika 8. Sastavni dijelovi Kaizen filozofije.
Kaizen
Vodstvo
5 S
Unapređenje proizvodnje
Fokus na proces
Disciplina radnog mjesta
Timovi
Unapređenja

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 25
Slika 9. Uloga menadžemta u kaizenu.
Prema Kaizen filozofiji menadžment ima dvije funkcije održavanje i unapređenje. Održavanje se
odnosi na aktivnosti usmjerene ka održavanju trenutnog tehničkog, logističkog i operacionog
standarda proizvodnje. Pod unapređenjem se smatraju akcije usmjerene ka podizanju trenutnih
standarda. Unapređenja se mogu podijeliti na inovacije (drastične promjene u procesu koje se
javljaju kao posljedica korištenja nove tehnologije ili opreme) i Kaizen (male kontinuirane
inovacije).
Slika 10. Podjela aktivnosti na sporvodđenju Kaizen filozofije.
Kako je prikazano na slici malim kontinuiranim rezultati se bave supervizori i direktni izvršioci
koji imaju zadatak da izvrše unapređenje svoga procesa i da održe postojeće stanje sistema.
Zapadna filozofija zanemaruje uticaj Kaizena i unapređenje proizvodnje vrši preko velikih
inovacija u sistemima. Veliko inovacije koštaju dosta novca dok se mala poboljšanje mogu
neprimjetno provući kroz opterećenje budžeta.
Kaizen orijentira razmišljanje uposlenika ka procesu a ne ka rezultatu, pošto se proces mora
unaprijediti da bi se rezultati unaprijedili. Ova dva načina razmišljanja mogu se usporediti sa

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 26
lovom i poljoprivredom. Lov kratkotrajno daje dobre rezultate ali poljoprivreda dugotrajno daje
bolje.
Uticaji načina razmišljanja
Poljoprivreda Lov
Dugotrajan proces Kratkotrajan proces
Proces je u centru pažnje Individua je u centru pažnje
Poboljšanje učešća u procesu poboljšava rezultate
Poboljšanje individue poboljšava rezultate
„Vrijeme“ utiče na proces tako da su loše godine razumljive
„Vrijeme“ ne utiče na lov tako da loši rezultati nisu prihvatljivi
Veći doprinosi se dobijaju proširenjem obradive zemlje (procesa)
Veći doprinosi se dobijaju bržim lovom.
Tabela 8. Komparacija procesnog i rezultatima orijetiranog razmišljanja.
Metodologija primjene Kaizen‐a se može opisati riječima PDCA – (plan) planiraj, (do) učini,
(check) proveri, (act) djeluj i one predstavljaju prvi korak u uspostavljanju Kaizen sistema.
Plan, planiraj se odnosi na uspostavljanje cilja unapređenja i izrade akcionog plana za
ostvarenje tog cilja.
Do, uradi se odnosi na izvršenje plana te testiranje promjene na malom uzorku, ili na
umanjenoj skali, sa ciljem ispitivanja rezultata predložene promjene.
Check, provjeri se odnosi na proces utvrđivanja stanja promjene i da li ona donosi
očekivane rezultate.
Act, se odnosi na uvođenje i standardizaciju novog unapređenja.
Još jedna od tehnika koja se koristi u primjeni Kaizen filozofije jeste Ho‐Ren‐So (Hokoku prijavi, Renraku kontaktiraj i Sodan konsultuj). Ovaj način komunikacije nalaže da kada se javi neki problem radnik treba da prijavi problem bez pokušavanja da ga riješi, kontaktira svoga nadređenog i konsultuje se sa njim. Ovo je princip komunikacije koji se odvija samo u jednom smjeru direktni izvršioc nije uključen u proces. U zadnje vrijeme se propagira Ho‐Ren‐So sistem ali sa komunikacijom u krugu od 360o. Ovaj sistem se najviše koristi na zapada pošto zapadnjaci nisu mogli pa prihvate komunikaciju samo u jednom smjeru. Tehnike kao što su Just in Time, 5 S, Gamba i druge koje se koriste u Kaizen filozofiju su obrađene u zasebnim poglavljima ovog rada.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 27
Slika 11. Ho‐ren‐so sistem komunikacije.
Slika 12. Osnovni alati Kaizen‐a.
Primjenom gore opisanih koraka kontinuirano se unapređuje sistem, jer čim se pojavi status
quo na nekom dijelu sistema on se izlaže djelovanju gore opisanih alata sa ciljem poboljšanja
njegovih rezultata.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 28
Kaizen se u praksi sprovodi kroz radionice (kaizen workshops). Tokom nekoliko dana projektni
tim prolazi kroz kompletni PDCA ciklus ciljajući specifičnu oblast poslovanja ili konkretnu
aktivnost na koju se fokusira. Tim traži štetne aktivnosti u toku poslovanja i eliminiše ih.
Predmet unapređenja može biti bilo šta: kvalitet proizvoda, interna ili eksterna komunikacija,
organizacija poslovanja, prodaja, usluživanje, odnosi sa kupcima, itd.
Pokazalo se da su najefikasniji mali kaizen projekti. Naslov kaizen projekta ne može biti
unapređenje usluživanja kupaca, što je suviše široko, već se mora fokusirati na konkretne
aktivnosti, recimo: “Smanjenje vremena odgovora na kupčev upit“.
Obično, kaizen radionica počinje kada je “Trenutna mapa toka vrednosti“ već izrađena. Ona je
osnov za dalju primjenu metodologije Lean, odnosno kaizen‐a. Obično, kaizen radionicu sproveš
će te kroz sljedeće korake:
Trening na pripremi za sprovođene radionice
Analiza stanja i definisanje željene promjene
Proces implementacije konkretne promjene
Posmatranje i rafiniranje primenjene promjene
Održavanje promjene
Kaizen radionice se obično održavaju u vrijeme radnog vremena kao posebni radni projekat.
Izuzetno je važno da se kaizen doživi kao bilo koji drugi uobičajeni proces rada, da postane
radna aktivnost koja se sprovodi redovno po unaprijed definisanom rasporedu.
Potrebno je i neophodno da kaizen postane dio života vaše kompanije, kao i dio vašeg ličnog
života, da bez njega ne možete.
Jedan od primjera uspješne primjene Kaizen filozofije je i tvornica General Motors u Feromontu.
Od samog početka, otkako je General Motors 1963. otvorio savremenu tvornicu u Feromontu u
blizini San Francisca, mogli su se zabilježiti gubici a kvalitet proizvoda veoma nizak. Radnici su
svakodnevno bili pod uticajem alkohola i svi napori menadžmenta ostajali su bez uspjeha.
Vrhovno rukovodstvo General Motorsa zatvorilo je tvornicu 1981. Međutim, 1983. General
Motors i Toyota zajedničkim ulaganjem, joint venture, ponovo su otvorili tvornicu u Feromontu.
Nova organizacija pod nazivom New United Motors Manufacturing Inc. (NUMMI) počela je
radom 1984. ali sada pod upravom japanskih menadžera. Naime, menadžeri General Motorsa
željeli su se upoznati s japanskim menadžerskim modelom, a Japanci su htjeli provjeriti svoju
praksu u američkim uslovima. Već 1986. godine, produktivnost tvornice NUMMI bila je veća od
bilo koje druge General Motorsove tvornice, a alkohol i droga bili su nepoznanica u tvorničkim
halama.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 29
1.4JustInTime–JIT
JIT ili eng. Just in Time ili tačno na vrijeme je sistem proizvodnje orijentiran tržištu koji se
oslanja u potpunosti na zadovoljstvo kupca. Jedna od osnovnih znamenki JIT sistema jeste
tajming toka proizvodnje, sirovine se dostavljaju do proizvodne linije tačno u trenutku kada će
biti korištene, sa tačno određenim količinama i tačno proizvodnoj liniji koja treba te sirovine.
Osnova ovog sistema jeste „tačno“ sirovine, poluproizvodi ili gotovi proizvodu mogu doći na
vrijeme do mjesta ugradnje ili obrade to vrijeme može biti sat prije ugradnje, dan, sedmicu ili
mjesec sve do trenutka obrade ili ugradnje one predstavljaju zarobljeni kapital.
Slika 13. Podsistemi JIT
Za uspostavljanje JIT sistema preporučuje se organizacija sistema proizvodnje pomoću:
1. Tečna proizvodnja. Tečna proizvodnja zahtjeva eliminaciju, gdje god je to moguće,
među skladišta i transporta sa ciljem omogućavanja toka proizvoda kroz liniju. Cilj je da

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 30
se uspostavi takav sistem da se svaki komad kreće kroz liniju tako da se njegova obrada
na trenutnoj stanici završava par trenutaka prije nego što će iduća stanica u liniji
proizvodnje postati slobodna.
2. Više procesno opsluživanje. Kod konvencionalnih sistema gdje više mašina obavlja istu
funkciju one se spajaju u čeliju te jedan radnik je u mogućnosti da opslužuje više mašina.
JIT zahtjeva drugačiji raspored opreme gdje se različite mašine, čije su operacije serijski
vezane ili skup mašina koji prave jedan gotov proizvod, spajaju u čeliju što omogućava
jednom radniku da opslužuje sve mašine na kojima se obrađuje jedan proizvod. Ovakav
tip organizacije rada se naziva više procesno opsluživanje.
3. Kanban, kanban sistem je jedan osnovnih alata za održavanje JIT sistema. Kanban su
signali koji sadrže operacioni instrukcije ili podatke o isporuci dijelova. Kanban sistemu
je posvećeno posebno poglavlje u ovom radu.
4. Smanjenje radne snage, konvencionalne proizvodne linije su organizovane sa ciljem
održanja stabilnog broja radnika na liniji. JIT sistem proizvodnje odbacuje taj način
razmišljanja i organizuje proizvodnju sa minimalnim brojem radnika potrebnih da
zadovolji proces.
5. Vizualna kontrola, ključna metoda za poboljšanje proces jeste izrada sistema alarma
zastoja linije ili nekog drugog kvara u proizvodnji takvih da ih svako može učiti.
6. Nivelisanje, koncept nivelisanja zahtjeva da se tipovi proizvoda i njihova količina rašire
kroz proizvodnju sa ciljem dobijanja što boljeg toka proizvodnje.
7. Promjene, cilj ovog sistem jeste pripreme proizvodnog sistema za promjene
proizvodnog programa prema promjena koje se javljaju na tržištu.
8. Osiguranje kvaliteta, kvalitet nije nešto što se dešava kada se ima dobro proizvodna
oprema, kvaliteta zahtjeva poseban pristup koji se odnosi na sve proizvodne faktore
uključujući i uposlenike, sirovine, opremi i tehnologiju proizvodnje.
9. Standardizacije operacija, standardizacija operacije je osnov za osiguranje tečne
proizvodnje, standardne operacije su operacije koji su razvijene na mukotrpan način sa
ciljem ostvarenje i očuvanja efektivne kombinacije ljudi, dobara i mašina te proizvodnje
visoko kvalitetnih proizvoda ekonomično, brzo i sigurno.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 31
10. Jidoka, automaziacija sa ljudskim dodirom je različita od standardne automatizacije,
Jidoka ne izdvaja ljude iz automatiziranog procesa sa ciljem osiguranja ponovljivosti,
fleksibilnosti i preciznosti.
11. Održavanje i sigurnost, u JIT sistemima cijeli tok proizvoda se zaustavlja kada se javi
najmanji problem na proizvodnoj liniji, iz tog razloga JIT sistemi poklanjaju veliku pažnju
održavanju koje ostvaruje visoki kapacitet linije. Ista pažnja se poklanja sigurnosti na
radu sa ciljem sprečavanja zastoja i nesreća.
Prihvaćanjem JIT sistem proizvodnje dovodi do pojave JIT poboljšanja. JIT poboljšanja se znatno
razlikuju od unapređenja konvencionalnog industrijskog inženjeringa koja se baziraju na analizi
trenutnog stanja. Radnik koji je zadužen za unapređenje kvaliteta uzima štopericu i druge
mjerne instrumente te mjeri trenutni proces i analizira ga sa ciljem uklanjanja neželjenog stanja.
JIT unapređenja su zasnovana na idealnom modelu fabrike i njihov cilj je da dovedu cijelu
fabriku u sklad sa JIT proizvodnjom. Dok konvencionalni inženjering koristi induktivni pristup i
statističke podatke JIT koristi deduktivni pristup kako je prikazano na slici 14. Umjesto sporog
pristupa uklanjanju problema JIT pristupa problemu u skokovima i dovodi cijelu fabriku što bliže
JIT modelu. Jedna tvornica ne može uspostovaiti JIT sistem sve dok ne prihvati sve njegove
podsisteme prikazane na slici 13.
Slika 14. Komparacija unapređenja konvencionalnog inženjeringa i JIT unapređenja

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 32
Slika 15. Koraci pri uvođenju JIT.
Prihvaćanje JIT sistema ne podrazumijeva odlazak u pogon i poboljšanje procesa. JIT sistem se
uvodi preko postepenih koraka koji polagano i sigurno transformišu proizvodni sistem, ti koraci
su predstavljeni na slici 15.
1. Revolucija svijesti mora početi od samog vrha kompanije, ne postoji drugi način. Jednom
kada vrhovni menadžment postane svjestan nedostataka statusa quo taj osjećaj
opasnosti se prenosi na srednji menadžment te na direktne izvršioce dok na kraju se sva
kompanije ne ispusni osjećajem da se stvari moraju promijeniti, potrebno je samo
objasniti svakom uposlenika da status quo nije dovoljan da osigura budućnost
kompanije. Ta svijest je izvor energije koja će promijeniti status quo, ona kreira pozitivne
i dinamičke sile promjene.
2. Drugi korak predstavlja uvođenje 5 S, tehnikama 5 S je posvećeno posebno poglavlje u
ovom radu.
3. Treći korak predstavlja uvođenje tečne ili protočne proizvodnje. Omogućavanja
protočnosti proizvodnje se omogućuje preko:

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 33
Neprekidnih proizvodnih linija, raspored opreme u obliku linije ili slova U.
Kompaktne specijalne opreme i opreme opšte namjene
Jednodijelni protok, ovo znači da svaki proces treba da obrađuje samo po jedan
komad od trenutka početka obrada pa do kraja.
Vremena ciklusa, ovo se odnosi na sinkronizaciju ciklusa radnih mašina tako da
neba pojave uskih grla.
Više procesno opsluživanje, orgnizovanje rada tako da jedan radnik opslužuje
više mašina.
Visoko kvalificirane radna snage, viša kvalifikacija radne snage je potrebna zbog
više procesnog opsluživanja.
Ergonomija rada, omogućavanje radniku da se tokom rada kreće, pravilno sjedi
itd.
4. Nivelisanje, za uspotovljanje JIT sistema nivelisanje podrazumijeva poravnavanje
kapaciteta sa potrebama tržišta. Počinje se dijeljenjem mjesečne proizvodnje u dnevnu
te proračunom koliko proizvoda se proizvode dnevno i za koje vrijeme te se to poredi sa
količinom proizvoda koja se proda.
5. Peti korak predstavlja standardizaciju operacija, standardne operacije su one operacije
koje su određene kao nabolje za ostvarenje i očuvanje efektivne kombinacije ljudi,
dobara i mašina sa ciljem proizvodnje visoko kvalitetnih ekonomičnih proizvoda brzo i
sigurno.
Deset zapovjedi JIT sistema glase:
1. Izbacite stari koncept proizvodnje
2. Ne mislite na razloge zašto novi sistem neće raditi mislite na načine kako da napravite da
novi sistem radi.
3. Ne pravite izgovore nosite se sa trenutnom situacijom.
4. Ne čekajte na perfekciju 50% je dovoljno za početnike
5. Ispravljajte greške odmah
6. Unapređenje ne smiju biti skupa
7. Mudrost se uzdiže iz poteškoća
8. Pitajte žašto barem pet puta dok ne nađete pravi uzrok
9. Bolja je mudrost deset ljudi nego znanje jednog
10. Unapređenja su neograničena
Uvođenje JIT sistema predstavlja bolnu promjenu za svako preduzeće, ali ne postoji drugi način da se opstane na tržištu.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 34
1.5Kanban
Japanska riječ Kanban, koja se prevodi kao signalna ploča, je postala sinonim za raspored
potražnje. Kanban vodi korjene iz ranih dana Toyotinog sistema proizvodnje, kasnih 1940 i
početkom 1950 godina Taiichi Onho ja razvio kanban sistem za kontrolu proizvodnje između
procesa te da implementira JIT proizvodnju u Toyotine proizvodne pogone u Japanu. Njegove
ideje nisu imale globalno prihvaćanje do pojave recesije 1970 godina. Primjenom Kanban
sistema uspješno su smanjenja vremena obrade, vremena između procesa te cijene proizvoda.
Potrebno je napomenuti da je ideju o JIT proizvodnji dao Kiichero Toyoda osnivač Toyota
Motors ali je Taiichi Onho razvio Kanban strategiju koja je postala stub temeljac za uvođenje JIT
sistema.
Sa kanban sistemom operator koristi vizualne signale da odredi kako se proces odvija gdje
zastaje a gdje ga je potrebno promijeniti. Kanaban pravila govore operatoru šta treba da uradi
kada dođe do problema, također sa implementacijom kanban sistema dobijaju se vizualni
indikatori koji omogućavaju menadžerima i supervizorima da vide status rasporeda linije. Za
upravljanje pravim kanban procesom pravi se raspored takav da se:
Proizvode proizvodi da se nadomjeste proizvodi koji su potrošeni od strane kupaca
(vanjskih kupaca ili procesa unutar proizvodne linije)
Proizvode proizvodi prema signalima kupaca (vanjskih kupaca ili procesa unutar
proizvodne linije).
Prednosti kanban sistema prevazilaze uštede koje se javljaju smanjenjem skladišta (pretrpanost
skladišnih prostora, otpad, rukovanje materijalom itd), kanban sistem ostvaruje prednosti kao
što su:
1. Smanjuje zalihe. Kada se proračunaju kanban zalihe zasnovane na trenutnom stanju proizvode (uključujući zastoje, otpad i promjene proizvodnog programa) dolazi do znatnog smanjenja zaliha, iskustvo je pokazala da uvođenjem kaban sistema dolazi do smanjenja zaliha od 25% do 75%.
2. Pospješuje protok, kada se kanban sistem pravilno implementira pospješuje protok proizvoda i operacija. Postavljanje kontrolnih tački, trasa tokova materijala, znakova itd obezbjeđuju direkcije za kretanje materijala. Također kanban sistem daje upustva operatoru kada da proizvodi dijelove a kada ne.
3. Sprečava hiperprodukciju, u mnogim proizvodnim sistema kontrola količina proizvedenog proizvoda je dosta otežana. Kanban sprečava hiperprodukciju na način specifikacije veličine kontejnera ( za transport pojedinačnih proizvoda) kao i količinu kontejnera koju treba napuniti proizvodima. Ovakva struktura omogućava kontrolu

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 35
količine proizvoda bez skupih sistema praćenja. Kanabn sistem koristi vizualne signale pomoću kojih govori operatoru koliko dijelova da proizvede i koji idući proizvod da proizvodi, ovi signali govore operatoru kada da počne a kada da prekine proizvodnju.
4. Postavlja upravljanje na operacioni nivo, kako menadžeri i supervizori mogu vidjeti plan
ili raspored proizvodnje tako mogu i direkti izvršioci. Uz odgovarajuća pravila i upute direktni izvršioci mogu voditi liniju. Kanban sistem nam govori koja mašina treba da radi, koliko da radi i koliko da proizvede, dodatno vizualna priroda kanban sistema govori kada je proizvodni sistem u problemima. Uz sva gore nabrojana pojednostavljena moguće je odgovornost prebaciti na operatere mašina. Naravno za ovo je potreban određeni trening operatera, te supervizija njihovog rada, što je mnogo lakše nego supervizija cijele proizvodne linije.
5. Kreiranje vizualno plana proizvodnje i menadžmenta procesa. Sa pravilnom upotrebom vizualnog menadžmenta kanban sistem eleminiše potrebu za papirnim rasporedom proizvodnje. Vizualni signali kanban sistema (kontejneri, kartice, oznake na podu itd) govore operateru koje proizvode je potrebno proizvesti i u kojoj količini. Upotreba signala plana (žuti signali) i signala opasnosti (crveni signali) također govore operateru: šta i koliko da proizvodi te kada i koga da zove upomoć.
6. Poboljšava brzinu odziva na promjene u zahtjevu. Sama priroda kanban sistema
postavlja proces na njegov maksimum a zalihe na minimum. Ovo stvara signale koji govore kada je potrebno proizvoditi a kada ne. Ovi signali će zaustaviti proizvodnju kada se zahtjevi tržišta smanje. Iz roga razloga će se izbjeći dvojba da li da se stvaraju zalihe.
7. Smanjuje rizik od zastarjelosti proizvoda, kanban zaustavlja proizvodnju kada nema
zahtjeva tržišta za određenim proizvodom, ova njegova osobina sprečava mogućnost zastarijevanja proizvoda. Kanban signali za start proizvodnje su bazirani na potražnji a ne na predviđanjima iz toga razloga sistem proizvodi samo ono što mu treba.
8. Povećava mogućnost upravljanja lancem snabdijevanja.
Mnoge kompanije izbjegavaju uvođenje Kanban sistema iz straha gubitka kontrole nad
procesom, iz straha da uposlenici ne posjeduju zadovoljavajuće kvalifikacije, iz straha od
nestanka repromaterijala itd. Pravilan odgovor na gore nabrojane strahove jeste sastavljanje
plana za rješavanja problema koji se mogu javiti.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 36
1.65S
5 S je naziv za tehniku organizacije radnog mjesta koja koristi pet principa:
1. Seiri (eng. Proper Arrangement) pravilna organizacija se često pogrešno razumije te se
svati kao pospremanje nereda. Ova tehnika se ne odnosi samo na slaganje alata na
radnom mjestu nego i na organizaciju naloga, zahtjeva te resursa potrebnih za
obavljanje nekog posla. Pravilna organizacija podrazumjeve razlikovanje šta je potrebno
ostaviti na radnom mjestu a šta ne, a tu spada i radna snaga. Često se pribjegava
gomilanju alata i resursa sa izgovorom da će nekada zatrebati to dovodi do slijedećih ne
željenih efekata:
Ne korišteni inventar dovodi do povećanja cijene troškova vezanih za inventar.
Iznenada tvornici je potreban veći skladišni prostor (više kubnih metara, više
polica, više transporta, više novca zarobljeno u alata i resurse, više polica, više
uposlenika u magacinu itd.)
Za transportovanje ne potrebnih stvari potrebna su dodatna transportna
sredstva.
Više polica u magacinu znači veće troškove nabavke te veću cijenu radne snage.
Sa više stvari na stanju teško je reći šta treba da ostane a šta ne.
Zalihe zastarijevaju.
Sa više stvari postaje teže pravilno organizirati proizvodnu liniju.
2. Seiton (eng. Orderliness) urednost je još jedan od tehnika 5 S koja se pogrešno
razumijeva. Urednost radnog mjesta je mnogo više od lijepog izgleda radnog mjesta.
Urednost ide u korak sa pravilnom organizacijom, jednom kada se odredi šta treba da
ostane a šta da ide urednost tu stupa na snagu i razjašnjava gdje te stvari trebaju da
stoje tako da ih svako može naći i gdje da ih vrati nakon korištenja.
3. Seiso (eng. Cleanliness) čistoća radnog mjesta je nešto o čemu svi vodimo računa kada
smo kod kuće. Mnogo ljudi ostavlja osjećaj čistoće kada napusti svoj dom. Na žalost na
radnom mjestu se zaboravlja na čistoću iako tu provodimo mnogo više vremena nego
kod kuće. Čistoća radnog mjesta je usko vezana sa kvalitetom proizvoda. U osnove
čistoće radnog mjesta spada brisanje poda i čišćenje mašina. To je nešto šte se treba
uvrstiti u svakodnevne zadatke operatera mašina. Te zadatke ne treba dijeliti na poslove
koje obavlja operater i održavaoc mašine, svime treba postaviti jasan zadatak o
urednosti opreme. Urednost i čistoća radnom mjesta imaju pozitivni psihički učinak te

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 37
produžuju radni vijek mašine na način sprečavanja nakupljanja prašine na njenim
obrtnim dijelovima.
4. Seiketsu (eng. Cleaned Up) čišćenje se razlikuje od čistoće u tome što ona podrazumijeva
sprečavanje nastanka nečistoća i jedan je od koraka bez kojih se ne mogu primjeniti
ostali koraci 5 S. Na slici 16 su prikazana dva načina sprečavanja nastanka nečistoća, prvi
je sprečavanje rasipanja strugotine dodavanjem poklopca na bušilicu a drugi je
sprečavanje rasipanja odsječenih noktiju po proizvodnom pogonu dodavanje ljepljive
trake u noktaricu tako da se odsječeni nokti lijepe za nju.
Slika 16. Načini održavanje čistoće na radnom mjestu.
5. Shitsuke (eng. Discipline) disciplina znači navika održavanja pravilnih procedura. Vrijeme
i trud uloženi u izgradnju sistema će biti uzaludni ako ne postoji disciplina koja će ih
održati. Mnoge kompanije potroše dosta vremena uvodeći prva 4 S da na kraju vide da
ne postoji disciplina koja će ih održati u životu. Sjeme discipline treba da dođe od samog
vrha fabrike koji je posvećen održanju 5 S, te se pri ovom koraku mora koristiti
maksimalna strogost. Potrebno je tražiti izvještaj ako se i jedan vijak pronađe na podu.
Kao nadzornika petog S odnosno discipline nije preporučljivo da se postavlja poslovođa
ili neko drugi blizak direktnim izvršiocima, preporučuje se da to bude jedan od
menadžera koji neće tolerirati pravdanja za nepoštivanje discipline.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 38
Slika 17. Prednosti 5 S sistema.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 39
1.7Uklanjanjeotpadailigubitaka
Ako bi ste pitali nekoga šta predstavlja JIT sistem proizvodnje i taj neko vam odgovori
„To znači da proizvodite samo ono što vam treba, kada vam treba i u količinama koje vam
trebaju“ to vam govori da taj neko teorijski poznaje JIT sistem. Ako bi vam taj neko odgovorio
„On predstavlja totalnu eliminaciju otpada“ to vam govori da taj neko praktično poznaje JIT
sistem.
Otpad ili gubitak je veoma teško definisati pošto neke stvari u jednom okruženju predstavljaju
otpad dok u drugom imaju neku vrijednost. Sa aspekta proizvodnje može se jednostavno reći da
je gubitak svaka radnja koja ne doprinosi vrijednosti proizvoda.
Slika 18. Primjer gubitka u proizvodnji.
Na slici 18 je prikazan jedan od primjera gubitaka ili otpada ili radnji koje ne donose vrijednost
proizvodu. Na slici su prikazana dva predmeta koje je potrebno spojiti, uvrtanje vijka ne
ostvaruje se funkcija radnje sve dok zadnjeg okreta. Samo zadnji okret dodaje vrijednost
proizvodu dok ostali okreti predstavljaju gubitak. Spajanjem predmeta na slici se može izvesti
pomoću ljepila koje dodaje istu vrijednost proizvodu uz mnogo manje gubitaka odnosno po
mnogo manjoj cijeni.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 40
Japanske fabrike razliku tri vrste otpada:
1. Muda (eng. Waste) otpad, kapacitet premašuje opterećenje, otpad kapaciteta
2. Mura (eng. Inconsistency) nesaglasnost, nekada kapacitet premašuje opterećenje a
nekada opterećenje premašuje kapacitet.
3. Muri (eng. Irrationality) neracionalnost, opterećenje premašuje kapacitet.
JIT sistem razlikuje sedam vrsta otpada:
1. Otpad hiperprodukcije se definiše kao „Proizvoditi nepotrebne proizvode, kada je
nepotrebno u količinama koje su nepotrebne“. Ova vrsta otpada predstavlja najopasniju
vrstu otpada jer ona stimuliše stvaranje drugih vrsta otpada. Može se reći da se ona
javlja zbog nesinhronizovanog rada mašina unutar pogona, ili proizvodnog pogona i
prodajne službe.
2. Otpad zaliha, tradicionalne zalihama se smatraju dijelovi ili materijal koji se nalazi u
magacinu, pod zalihe spadaju također i dijelovi i materijal koji se nalazi u proizvodnom
pogonu. JIT sistem gleda na zalihe kao što simptome bolesti, kao što doktor gleda na
groznicu i temperaturu kao uzroke gripe tako JIT sistem gleda na zalihe kao na simptom
lošeg zdravlja fabrike. Najvažniji preduvjet za uklanjanje zaliha jeste revolucija svijesti.
3. Otpad transporta je široki pojam koji obuhvata transport koji se javlja kao posljedica
lošeg dizajna proizvodne linije, rukovanje materijalom i bilo koje kretanje predmeta
obrade, proizvoda ili materijala. Transport i rukovanje materijalom ne samo da smanjuje
produktivnost, povećava cijenu proizvoda, povećava vjerojatnoću oštećena proizvoda
ono također zauzima dragocjeni prostor u proizvodnim pogonima.
4. Otpad škarta obuhvata ljudske greške koje izazivaju tehničke karakteristike proizvoda
koje nisu u skladu sa projektovanim. Škart proizvodi otpad te ometa normalan tok
proizvoda. JIT sistem predlaže traženja izvora škarta a ne povećanje broja inspekcija, te
predlaže uvođenje sistema kao što su poka‐yoke i jidoka.
5. Otpad proizvodnje se odnosi na greške koje se javljaju prilikom prelaska određenog
načina rada u naviku. Nije čest slučaj da radnici koji obavljaju jednu aktivnost duže
vremena tu aktivnost nastavljaju obavlja i onda kada se dizajn promjeni. Česti su
primjeri gdje se npr. buši osam otvora za vezivanje nekog predmeta iako novi dizajn
nalaže da budu izbušena samo četiri itd.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 41
6. Otpad zahvata se odnosi na aktivnosti koje se rade na proizvodnji nekog dijela a koje mu
ne podižu vrijednost. Transport je otpad, jer on ne podiže nije jednu drugu vrijednost
sem otpada. Otpad zahvata se moje javiti kao posljedica lošeg dizajna proizvodnog
pogona ili lošeg rasporeda alata potrebnih za obavljanje određenog zahvata.
7. Otpad čekanja je širok pojam koji obuhvata gubitak vremena izazvan čekanjem na dio ili
na određenu operaciju i javlja se i kod ljudi i mašina.
U tabeli 9. su predstavljene sve gore nabrojane vrste otpada sa objašnjenjem uzroka koji ih
izazivaju kao i potrebnim aktivnosti za uklanjanje tih otpada.
Nekada je teško prepoznati otpad u sistemu pogotovo ako se u tom sistemu radi duže vrijeme
neke operacije ulaze u naviku a u svijest se uvrežuju kao nešto što je stvarno potrebno. Razvijen
je sistem sa pet tačaka koji otkriva otpad u sistemu:
1. Sagledavanje ključnih tačaka fabrike, činjenica i rada.
2. Šta je funkcija određene operacije
3. Zašto je određena operacija potrebna
4. Šve što ne radi je otpad, jednom kada se sagleda cijeli sistem fabrike te njene operacije
može se identifikovati otpad unutar operacija, odnosno sve ono što ne doprinosi funkciji
neke operacije.
5. Postaviti pitanja šta je i žašto je pet puta.
Prolaženje kroz sve operacije u jednom procesu proizvodnje i sagledavanjem ih sa kritičkog
aspekta moguće je otkriti šta je nepotrebno u operaciji ili čak koje operacije su nepotrebne.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 42
Opis Sadrži Mogući uzroci Riješenja
Otpad hiperprodukcije
Proizvodnja onog što je nepotrebno, kada je nepotrebno u nepotrebnih količinama.
Prepreku za protok dobara, povećava zalihe, povećava škart, smanjuje povrat investicija, opterećuje službu nabavka dijelova i materijala, sprečava fleksibilno planiranje
Previše ljudi i opreme, mašine su prevelike i prebrze.
Uvođenje Kanban sistema, smanjenje radnog vremena.
Otpad zaliha Otpad zaliha je sve (materijal, dijelovi, podsklopovi itd) što stoji na stanju duži vremenski period. Ovo se ne odnosi samo na skladište nego i na dijelove koji se zadržavaju u proizvodnji
Uništava sve korijene unapređenja, troši prostor, stvara potrebu za transportom i inspekcijama, povećava cijenu transporta, pospješuje svatanje zaliha kao nepotrebnog zla
Svatanje zaliha kao nepotrebnog zla, loš raspored opreme, veliki i nerealni planovi proizvodnje, smetnje protoku proizvoda.
Revolucija svjesti prema zalihama, organizacija proizvodne linije u U oblik i podjela proizvodnje na čelije, nivelisanje proizvodnje, regulacija protoka proizvoda, uvođenje Kanban sistema.
Otpad transporta
Otpad transporta se stvara transportovanjem, premještanjem, podizanje, spuštanjem i svakom drugom nepotrebnom kretnjom materijala.
Koristi prostor, povećava broj radnih sati vezanih za transport, zahtjeva više transportne opreme, vodi ka nagomilavanju i oštećenju proizvoda.
Loš dizajn proizvodnog sistema, nisko kvalifikovana radna snaga, radnici sjede kada rade, loša iskoristivost transportnog sistema.
Organizacija prooizvodne linije u U obliku, obuka radnika za obavljanje više poslova, stajanje pri radu, povećanje iskorištenja transporta.
Otpad škarta Otpad škarta se odnosi na cijenu kontrole proizvoda, utrošeni materijal i energiju, žalbe kupaca i popravke.
Povećava troškova proizvodnje, smanjuje kapacitet proizvodnje.
Propusti u standardizaciji operacija. Samo inspekcija na svakom radnom mjestu
Uvođenje Jidoka sistema, uvođenje Poka Yoke
Otpad proizvodnje
Otpad proizvodnje se odnosi na tradicionalne nepotrebne operacije koje i operacije koje su prihvaćene kao nepotrebne.
Nepotrebne procese i operacije, povećava broj zaposlenih i radno vrijeme, povećava škart.
Ne adekvatno razumijevanje procedura procesa, ne adekvatno razumijevanje operacija, nema standardizacije.
Bolji dizajn procesa, revizija operacija, uvođenje Jidoka sistema, povećanje stepena standardizacije.
Otpad zahvata Nepotrebno kretanje proizvoda, kretanje koje je prebrzo ili presporo
Povećava broj zaposlenih i radno vrijeme, nestabilnost operacija, nepotreban transport
Nedovoljna edukacija, smanjuje moral zaposlenih, loš dizajn proizvodnog pogona.
Postepeni prolaz prema protočnoj proizvodnji, organizacija proizvodne linije u U oblik, uspostavljanje razlike između sujevjerne standardizacije i stvarne standardizacije.
Otpad čekanja Otpad čekanja koji sa javlja u obliku čekanja na materijal, operacije, transport, inspekciju itd.
Gubitak u radnoj snazi, vremenu operacija i mašinama, povećava zalihe u procesu.
Smetnje u protoku proizvoda, loš dizajn proizvodne linije, nestabilnost kapaciteta.
Niveliranje proizvodnje, Poke Yoke, Jidoka, organizacija proizvodne linije u U oblik itd.
Tabela 9. Vrste otpada njihovi uzroci i načini uklanjanja.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 43
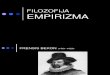
1.8Jidoka
Jidoka inteligentna automatizacija ili automatizacija sa ljudskim dodirom za razliku od
čiste automatizacije sa sobom donosi kontrolne funkcije tako da nakon završetka obrade nekog
komada mašina sama sebe provjerava da li komad dobro ili loše obrađen. U razvoju Jidoke
prolazi se kroz četiri koraka:
1. Manualni rad, označava da se sav posao obavlja ručno. Ovo ima smisla samo
kada je radna snaga veoma jeftina i manualni rad se može obaviti veoma brzo.
2. Mehanizacija, znači prepuštanje standardnih operacija mašini. Mehanizacija još
podrazumijeva podjelu rada između mašine i čovjeka.
3. Automatizacija, sav manualni rad u proces je preuzet od strane mašine, radnik
samo podešava mašinu, ubacuje radni komad i startuje je. Radnik može
napustiti radno mjesto tokom rada mašine, ali ne postoji način da zna da li
mašina proizvodi škart.
4. Jidoka, kada se uđe u eru automatizacije radnik podesi mašinu postavlja komad i
startuje je i ostavlja mašinu da vrši određenu operaciju na predmetu obrade, u
ovom slučaju radnik ne brine o škartu mašina će sama otkriti kada je proizvela
škart i automatski se isključiti. Jidoka nekada podrazumijeva uređaje za
automatsko postavljanje predmeta obrade i njihovo vađenje što u potpunosti
eleminiše potrebu za čovjekom.
Na slici 19 prikazan je generalna razlika između manualno rada, mehanizovanog rada
automatike i jidoke. Manualni rad nije predstavljen na slici ali bi podrazumijevao ručno bušenje
otvora. Mehanizacija procesa bušenja otvora bi podrazumjevala nabavku stubne bušilice gdje bi
posao radnika predstavljao postavljanje predmeta obrade i upravljanje mašinom.
Automatizacija ovog procesa bi podrazumijevala da radnik samo postavlja predmet obrade te
kada on dođe do krajnjeg prekidača mašina bi sama kretala i obavljala proces bušenja otvora.
Jidoka ide dalje od automatizacije te po uvodi dva pneumatska cilindra koji bi zadržavali
predmete obrade tokom procesa bušenja te time oslobađa radnike funkcije pridržavanja
predmeta obrade. Idući korak bi bio postavljanje dodatnog cilindra za izbacivanje obrađenog
komada iz mašine a također se može dodati i industrijski manipulator koji bi postavljao komade
u mašinu.
Razlika između Jidoke i automatizacije jeste u tome što sva poboljšanja prikazana na slici 19 su
urađena nakon što je bušilica kupljenja, odnosno urađena je analizom svake pojedinačne

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 44
operacije odnosno uklanjanja otpada iz tih operacija. Na slici 20. prikazan je princip kontrole
predmeta obade, što predstavlja suštinu Jjidoke.
Slika 19 Jidoka princip na stubnoj bušilici.
Slika 20. Detekcija škarta.

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 45
Zaključak:
Svi gore opisani alati su dostupni svim nacijama na svijetu ali oni nigdje nišu našli primjenu kao
u Japanu. Najbolje objašnjenje za ovu pojavu dao je profesor Tufekčić slijedećim riječima:
„ Bosanac ne misli o poslu ni kada je na poslu dok Japanac misli o poslu i kada nije na poslu“

CIM [NOVA PROIZVODNA FILOZOFIJA]
Muhamed Herić 46
Literatura:
[1.] Chris A. Ortiz Kaizen Assembly Designing, Constructing, and Managing a Lean Assembly Line.
[2.] Hiroyuki Hirano, JIT Implementation Manual The Complete Guide to Just‐in‐Time Manufacturing Second Edition
[3.] John M. Gross Kenneth R. McInnis Kanban Made Simple Demystifying and Applying Toyota’s Legendary Manufacturing Process
[4.] Kaizen Definition & Principles In Brief Thessaloniki 2006
[5.] Karen Martin i Mike Osterling, The Kaizen Event Planner Achieving Rapid Improvement in Office, Service, and Technical Environments
[6.] Lauri Koskela, Application of the new production philosophy to construction
[7.] Mohamed Zairi, TOTAL QUALITY MAN AGEMEN T FOR ENGINEERS
[8.] Kljajić Živana, Potpuno upravljanje kvalitetom i uloga zaposlenih u postizanju potpunog kvaliteta