Embed Size (px)
Citation preview

PROPOSTA DE ALTERAÇÃO DE
ARRANJO FÍSICO, BASEADO NA
METODOLOGIA LEAN E APLICAÇÃO
DO DIAGRAMA DE ESPAGUETE: UMA
PESQUISA-AÇÃO EM UMA
METALÚRGICA.
Bruno Henrique de Souza Mendonca (ASLEC)
Douglas Fernando Gouveia (ASLEC)
LUCAS SCAVARIELLO FRANCISCATO (ASLEC)
VANESSA MORAES ROCHA DE MUNNO (ASLEC)
O mercado, cada vez mais competitivo e ágil exige que as empresas
permaneçam em constante busca para o aperfeiçoamento das
necessidades de crescimento, redução dos custos e aumento de
produtividade. Desta forma a disposição do arranjo físico apropriado é
indispensável para eliminação das causas de desperdícios e redução
nos custos de fabricação. O presente artigo avaliou adequação de um
arranjo físico em um processo de produção de uma indústria do ramo
metalúrgico, baseado na filosofia Lean, destacando os sete
desperdícios, e com o auxilio da ferramenta, diagrama de espaguete. O
estudo de caso proposto neste artigo traz: a verificação da situação
atual e assimilação do principal desperdício, através da análise do
diagrama de espaguete, propondo uma sugestão para um novo layout.
Os resultados com a nova proposta foram verificados por meio de
equiparação do arranjo físico atual e arranjo físico proposto,
fundamentado nos setes desperdícios apontados na bibliografia sobre a
filosofia Lean. Destacando-se a redução na movimentação dos
produtos no fluxo de produção e por consequência tempo de espera, a
estimativa é de um ganho de aproximadamente 37,7%.
Palavras-chave: arranjo físico, Lean, diagrama de espaguete
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
2
1. Introdução
As empresas tem como objetivo estratégico, flexibilidade, disponibilidade, velocidade de
entrega, custos e confiabilidade, a eficiência das operações de produção é essencial para que
os objetivos possam ser alcançados (SLACK, 2008). Diferentes ferramentas e sistemas de
gestão da produção são utilizados de maneira conjunta, dentro das empresas na procura por
resultados.
Dentre os sistemas de gestão da produção, podemos dizer que produção enxuta é um dos
sistemas mais aplicados, seu princípio básico está relacionada com a eliminação de
desperdícios. A identificação e mudanças são essenciais para sua redução ou eliminação
(MOREIRA, 2001; LEE, 1998; BLACK, 1998).
Alguns fatores são importantes para gestão, como: permissão a extensão de crescimento,
clareza no fluxo, conforto e comodidade para os funcionários, acessibilidade e segurança
inerente, estão correlacionado à eficiência produtiva que por sua vez combina direta ou
indiretamente ao arranjo físico (OLIVÉRIO, 1985).
Através do mapeamento de processos é possível definir e identificar as entradas e saídas das
atividades, possibilitando melhorias no processo através do gerenciamento e visualização,
utilizando esses recursos para obtenção de resultados (BARNES, 1982).
O diagrama de espaguete permite a visualização do fluxo do processo, as distancias
percorridas tanto de produtos como funcionários, auxiliando na visualização do
gerenciamento dos possíveis desperdícios com movimentação (BENEVIDES, 2016).
Desta maneira, o presente artigo traz uma pesquisa-ação em uma empresa de manufatura,
onde buscou-se aplicação dos conceitos Lean de maneira a reduzir os desperdícios, buscando
melhorias no arranjo físico com o auxilio do diagrama de espaguete, aperfeiçoando o fluxo de
produção, tornando a empresa mais produtiva e eficiente para o mercado competitivo.
2. Revisão Bibliográfica
2.1. Introdução ao Arranjo Físico
Arranjo Físico é o posicionamento físico de recursos transformadores. É o que implica na

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
3
decisão de onde será instalado e/ou alocado equipamentos, máquinas e pessoas executantes do
processo. O arranjo Físico determina o fluxo de material e/ou informação pelos recursos
transformadores, determina a maneira do comportamento mediante as mudanças grandes ou
pequena no mercado ou nicho de atuação. Mudanças de informações, maquinas relativamente
pequenas ou grande, afetam diretamente o fluxo dos materiais, o que, por sua vez afeta o
custo e eficácia do processo produtivo. Características importantes tais como: segurança
inerente, permissível a extensão de crescimento, clareza de fluxo, conforto e comodidade para
os funcionários, coordenação gerencial e acessibilidade, tais pontos fazem parte de um
conjunto para tornar o processo mais fácil e suave ao sistema de trabalho.
Segundo destaca Moreira (2008), existem três princípios que se faz importante para a decisão
de um Arranjo Físico adequado.
Harmonia entre a instalação e capacidade produtiva e sua produtividade: através de
racionamento do fluxo de pessoas e/ ou matérias pode por muitas das vezes aumentar
sua produção com o mesmo número de pessoas e/ou máquina;
Aplicação de um montante considerável de dinheiro, dependendo da área e das
alterações físicas necessárias e entre outros fatores;
As mudanças a serem realizadas podem representar um alto custo e/ou dificuldades
técnicas; podem ainda causar interrupções no processo.
Segundo Slack (2009) na pratica existe quatro tipos de Arranjo Físico padrão, que são:
1. Arranjo Físico Posicional;
2. Arranjo Físico Funcional;
3. Arranjo Físico Celular;
4. Arranjo Físico por Produto.
2.1.1. Arranjo físico posicional
Também conhecido por ter posição fixa, é a contradição dos fluxos, já que nesse caso quem
faz todo o processo de movimentação acaba sendo os processos transformadores, ou seja,
quem sofre o processo de transformação fica em modo estacionário e quem se move na
medida do necessário são as pessoas, informações e máquinas. A razão pela qual seja

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
4
conveniente esse tipo de arranjo físico é devido a condição de estado do produto ou serviço,
podendo ser desde produtos grande até mesmo construções de produtos muitos delicados e
frágeis cujo o processo de movimentação do produto pode acabar danificando o mesmo.
Nesse tipo de arranjo físico questões como o fluxo e armazenagem dos equipamentos são de
suma importância pelo fato da acessibilidade motora dos executores do serviço.
2.1.2. Arranjo físico funcional
Também conhecidos como arranjo físico por processo esse tipo de arranjo físico é
conveniente quando os recursos transformadores são atrelados aos processos. Em outras
palavras o arranjo físico funcional é o agrupamento de maquinas e equipamento um próximo
ao outro, servindo de conveniência a um determinado grupo de produto, informações ou
clientes que tem sua necessidade limitado pelo processo.
2.1.3. Arranjo físico Celular
Segundo Jurandir (2007), arranjo físico celular e o agrupamento de maquinas diferentes a fim
de fabricar o produto por inteiro. Mediante isso é correto afirmar que:
[...] Nesse tipo de arranjo as maquinas e (ou) equipamentos permanecem estáticos
assim quem se movimenta é apenas o material, informação ou serviço a ser
processado, a média flexibilidade fornecida pelo arranjo físico oferece uma menor
movimentação na taxa de produção.
2.1.4. Arranjo Físico por produto
Segundo Jurandir (2009), esse tipo de agrupamento de maquinas permite ter um fluxo rápido
de produtos padronizados, permitindo assim ter uma alta produtividade. O custo fixo da
organização costumo ser alto, mas seu custo variável por produto tende a ser cada vez mais
baixo conforme a curva de experiência avança.
Segundo Slack (2009), a predisposição das maquinas transformadores e seus elementos
fornece um fluxo único, onde quer seja o elemento segue sempre um único roteiro predefinido
no qual coincide com a sequência com que os postos foram arranjados fisicamente.
2.2. Mapeamento de Processo

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
5
Segundo Harrington (1997), determina-se um processo no momento que qualquer atividade
recebe uma entrada, de nomenclatura universal (input), gera-se agregação de valor sobre a
entrada gerando uma saída, de nomenclatura universal (output) afim de atender um cliente
interno ou externo, utilizando os recursos para a obtenção de resultados. Já segundo a visão de
Davenport (1994), processo é definido como uma ordenação universal organizacional
especifica de atividades no tempo e espaço, com início e fim definidos e identificados.
Segundo Gonçalves (2000), processo vai além de transformações de inputs em outputs, sendo
também um gerador de endpoints, repetibilidade e feedback. Já Andersen (1999), entende
processo como uma serie lógica de inputs em outputs. Mediante um prévio mapeamento é
possível analisar possíveis melhorias e propô-las, através do gerenciamento e visualização do
processo. Segundo Barnes (1982), existe quatro tipos de enfoque que devem ser analisados e
considerados no desenvolvimento de possíveis soluções de melhorias de processo, são eles:
Simplificar as operações essenciais, eliminar todo o trabalho desnecessário, combinar
operações e modificar a sequência das operações. Já para Johansson et al. (1995), existem
basicamente três tipos de enfoque para a tomada de mudança de processo, são elas: redução
de custo, renovação de competitividade e domínio competitivo.
Mapear ajuda a destacar fontes geradores de desperdícios de maneira comum e de
entendimento mutuo nos processos de manufatura ou de serviços, tornando as tomadas de
decisões mais claras e visíveis á modo que possam ser discutidas e tratadas fielmente através
de dados.
2.3. Mapas de Processo
Mapa de processo, segundo Barnes (1982), é uma técnica que foi evoluindo com o passar do
tempo que permite registrar o processo de maneira simples e compacta, afim de torna-la
visível e de fácil compreensão para posteriores melhorias no processo. Afinal, a realização do
mapa permite identificar pontos críticos e ilógicos do processo, gera a oportunidade de gerar
simulações de processos e implantação de novos métodos. Geralmente, o mapa inicia-se com
o input de matéria prima na organização, seguindo para suas próximas etapas, tais como
inspeção, transporte, armazenamento e operações até que a etapas transformadoras acabem
transformando a matéria prima em produto acabado ou a parte de um subconjunto, fechando o
ciclo output.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
6
2.4. Diagrama de Espaguete
Uma ferramenta comumente utilizada o Diagrama de Espaguete que segundo Benevides
(2016) é de fácil compreensão, sendo muito útil no auxilio do estudo do layout, ideal para
setores da indústria, mas também pode ser aplicados em áreas administrativa. Sua utilização
permite através de gráficos uma visibilidade e uma melhor definição das distâncias
percorridas do produto dentro do processo produtivo ou funcionários, na execução das tarefas.
ainda segundo o autor, os fluxos podem ser representados através de linhas coloridas dispostas
em escala que percorrem todo o trajeto necessário. A analise do Diagrama de Espaguete
possibilita verificar excesso de movimentação que não agregam valor. Permite o estudo do
layout afim de buscar uma melhor adequação otimizando e gerando uma maior eficiência no
fluxo.
2.5. Lean – Sete desperdícios
De acordo com Taichi Ohno (1997), o Lean Manufacturing visa eliminar desperdícios,
relacionados as atividades que não agregam valor ao produto, ocasionando aumento do custo
dentro do processo produtivo. Tais desperdícios foram devidos em sete classes, sendo: tempo
de espera, movimentação excessiva, estoque, transporte, retrabalhos, superprodução e
superprocessamento.
A busca constante pela eliminação dos desperdícios dentro do processo produtivo, está
relacionada ao aumento da eficiência produtiva (LIKER, 2004).
Superprodução: Segundo Shingo (1996) pode ser considerada um dos maiores desperdícios
dentro das empresas, também considerada como a fonte de todos os outros desperdícios.
Podemos entender a superprodução ocorrendo em duas situações, superprodução excessiva de
produtos e pela antecipação da produção. Incertezas de mercado bem como a ineficiência do
planejamento da produção, índices de não conformidade, são fatores que contribuem para a
superprodução (OHNO, 1997; ANTUNES, 2008).
Tempo de espera: Tempo de espera está relacionado a espera do funcionário pelo equipamento
que realiza determinada tarefa, ou a espera por uma atividade anterior, interrupção nas linhas
de produção por falta de peças e ou matéria-prima, paradas por troca de ferramentas e até
mesmo para manutenção. Tempo de espera gera aumento nos custos do processo produtivo,

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
7
de estoques em processo e também do lead time dos produtos. Processos desbalanceados,
tempo de preparação, cálculos realizados de forma errada, podem ser as principais causas do
tempo de espera (OHNO, 1997).
Movimentação: O excesso de movimento para realizar determinadas tarefas e ou funções,
pode estar relacionada com a falta de planejamento na elaboração dos layouts, podemos notar
facilmente baixa produtividade como o principal desperdício da movimentação. Utilizar o
estudo de tempos e métodos contribui para a eliminação de movimentos desnecessários,
melhorando assim a rotina de operações (OHNO, 1997).
Superprocessamento: No processo de fabricação podemos encontrar diversas maneiras de
executar as operações, porém no superprocessamento a execução ocorre de maneira que os
recursos não são utilizados corretamente ou na sua totalidade. Diante da ausência de uma
analise detalhada do projeto e compreensão das operações ocorre o superprocessamento
(OHNO, 1997; ANTUNES, 2008).
Retrabalho: Segundo Ohno (1997), retrabalho é de fácil visualização no processo e relaciona-
se com a não conformidade do processo, falhas na produção, em processos não confiáveis ou
por falta de padronização, acarretando alto custo, perdas com atraso nas entregas e
reclamações externas.
Estoque: Este desperdício está ligado ao excesso de matérias primas, o que atinge diretamente
o capital da empresa fazendo com que ela fique com alto nível de estoque, ou seja, “dinheiro
parado”. Repetidamente isso ocorre porque os fornecedores não conseguem entregar no prazo
acordado, ou o sistema de estoque da empresa não corresponde com o que realmente se tem
armazenado nesta empresa. Estoques geram maior custo, tendo uma grande interferência no
lead time, (SLACK et al. 2008).
Transporte: Resulta na movimentação excessiva de materiais e produtos no processo
produtivo. Os custos relacionados com transporte não podem ser associados ao valor do
produto, consequentemente devemos sempre encontrar alternativas para sua erradicação. Falta
de organização layout inapropriado podem estar associados ao excesso de transporte
(WOMACK et al. 2004).
3. Metodologia

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
8
Este artigo traz uma pesquisa-ação realizada em uma empresa do interior de São Paulo.
Pesquisa-ação é uma característica de pesquisa de interpretação que compreende processos
sistemáticos prático, voltada para resolução de problemas, onde a atuação dos integrantes no
processo seja ativa. O gerenciamento de uma pesquisa-ação ocorre em cinco etapas sendo:
planejamento, coleta de dados, analise dos dados, realizar ações que resulte na resolução do
problema, analise dos efeitos e elaboração de relatório para acompanhamento e divulgação de
resultados (COUGHLAN e COUGHLAN, 2002).
4. Estudo de Caso
A empresa estudada caracteriza-se pelo método de produção puxado, desta maneira, a
empresa faz o planejamento de sua produção conforme a carteira de pedidos dos clientes. No
que se refere ao tipo de arranjo físico, pode se considerar por produto, pois os processos são
repetitivos e de forma contínua.
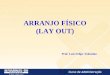
Esse artigo consiste em identificar e apontar os principais pontos de desperdício em tempo de
espera e movimentação, como visto anteriormente espera e movimentação fazem parte de um
dos desperdícios do Lean. Através do uso da ferramenta diagrama de espaguete foi possível
identificar movimentos dentro do processo produtivo.A seguir na figura 1 é apresentado o
diagrama de espaguete.
Figura 1 – Layout atual e fluxo dos processos

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
9
Na abordagem da melhoria do layout, adotou-se um diretório de esquemas táticos de
posicionamento, visando melhorar o fluxo de movimentação do processo.
Os principais processos produtivos foram listados abaixo, são eles:
Primeira Moldagem: realiza-se o enchimento dos modelos das peças colocados em caixas de
metal com areia, sendo fundo parte principal do molde e tampa, parte no qual será deposito o
metal após derretimento, os moldes após o preenchimento devem aguardar tempo de cura para
serem transportados para o próximo processo.
Acabamento: No processo de acabamento, é realizado a preparação para fundição, que
consiste na pintura dos moldes, assentamento e colocação dos machos, todo o trabalho é
realizado com auxílio das pontes rolantes dos setores de acabamento.
Macharia: Os machos são preparados no setor de macharia e são enviados para os setores de
moldagem, utilizando empilhadeira, talha, esteira rolante ou ponte rolante, de acordo com o
setor de acabamento a ser enviado. Após a realização dos acabamentos, os moldes devem ser
posicionados o mais perto possível da área do forno para serem fundidos.
Fundição: processo de derretimento do ferro gusa por fornos a indução e envase dos moldes

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
10
acabados.
Desmoldagem: processo de remoção da peça e areia dos moldes fundidos, No setor de
desmoldagem, a areia utilizada no molde é recuperada e enviada para os silos, onde ficam
armazenadas, a peça fundida é transportada para o setor de jateamento.
Jateamento: técnica que utiliza de granalha de aço para remover areia da superfície da peça,
principal objetivo é remover impurezas da superfície bem como eliminar partes oxidadas do
metal após o processo de fundição, melhorar acabamento e aspecto visual, facilitando o
processo de rebarbação.
Rebarbação: processo para remoção de excesso proveniente da fabricação da peça. Realizado
através de máquinas com uso de rebolos e ou rodas abrasivas.
Como visto anteriormente, o ideal seria uma adequação do layout da fábrica, para que não
hajam cruzamentos da sequencia de processos, desta forma, a alteração e adequação novo
layout consiste em diminuir tempo de espera e movimentação de carga, elaborando uma linha
onde o fluxo possa ser continuo, evitando que a carga passe novamente por locais onde há
outro processo sendo realizado, evitando o tempo de espera por ponte rolante.
A nova adequação permitirá que a utilização da ponte rolante seja feita apenas por um único
processo de fabricação, não sendo mais necessário dividir os tempos de produção. Após os
modelos serem separados e entregues no setor de primeira moldagem como descrito no início
do layout da situação anterior à proposta, os mesmos são moldados no setor. O processo
seguinte é aguardar o tempo de cura (secagem) do molde o fundo, após esse processo, vira-se
a caixa com o auxílio da ponte rolante, onde, a tampa é moldada e aguarda a cura total do
molde, para que o mesmo possa ser enviado para os setores de acabamento e posicionados em
um novo local. Com novo layout, o molde será enviado para o primeiro setor de acabamento
com a utilização do carrinho transporte.
Com a possibilidade dos novos posicionamentos, o setor de primeira moldagem possuirá uso
exclusivo da ponte rolante.
A principal alteração a ser realizada, é no setor de acabamento, onde deverá ser criada uma
área exclusiva de acabamento, possibilitando a utilização de 2 pontes rolantes para o setor,
não havendo necessidade de paralisação dos processos para fundição e envase dos moldes já
acabados.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
11
O setor de macharia pesada será posicionado ao lado dos setores de acabamento, para que os
machos sejam facilmente levados com o auxílio de esteiras e talhas. Após os moldes serem
acabados, serão enviados para setor de envase, com auxilio da ponte rolante do próprio setor
de acabamento, para a envase utiliza-se a ponte rolante de 16 TON, não havendo necessidade
da parada do setor de acabamento e dos demais setores. A ponte rolante de 16 TON poderá
facilmente ser utilizada para envase dos moldes e transporte dos moldes já fundidos para o
setor de desmoldagem, pois, no tempo de derretimento do material no forno, a ponte poderá
ser utilizada para enviar os moldes já fundidos para desmoldagem. O setor de desmoldagem
será transferido para ficar na sequencia do processo, sendo assim, próximo ao setor de envase,
onde, os moldes são desmoldados com o auxílio da ponte rolante que já existe no setor. Após
desmoldagem as peças fundidas serão enviadas para setor de jateamento, que também será
realocados no processo para que o mesmo tenha sua sequencia, após desmoldagem, a ponte
rolante faz a movimentação do setor desmoldagem.
As peças jateadas serão conduzidas para setor de rebarbação, que também deverá ser
realocado. Após finalizadas e prontas, as peças serão posicionadas em local determinado
como estoque e embarque. As movimentações de jateamento e rebarbação serão realizadas
através da ponte rolante de 5 TON, que antes era localizada no setor de acabamento.
Nota-se que o fluxo ficou continuo, evitando ao máximo tempo de espera por ponte rolante
ou até mesmo parada de produção em outros setores com os processos já finalizados,
possibilita criar também um setor de estoque de peças prontas, que antes não havia.
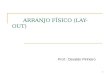
Serão criados setores exclusivos, sendo, os setores de primeira moldagem e acabamentos,
onde são utilizadas pontes rolantes exclusivas dos setores. A seguir na figura 2 é apresentado
o diagrama de espaguete.
Figura 2 – Layout proposto e fluxo dos processos

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
12
5. Conclusão
O presente artigo teve como objetivo através do estudo dos conceitos da manufatura enxuta e
métodos para eliminação de desperdícios, sugerir adequações dos locais de trabalho, visando
obter um contexto fabril de maior eficiência. Em termos de conteúdo, a maior mudança
referiu-se a análise das atividades transformadoras, que expuseram uma quantidade relevante
de desperdício.
A análise demonstrou a eficiência do uso da filosofia Lean baseado no estudo dos sete
desperdícios, e com o uso do auxilio da ferramenta diagrama de espaguete, foi possível a
Fonte: Os autores

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
13
obtenção de um novo arranjo físico adequado as necessidades da empresa, evidenciando que
o uso correto da filosofia e suas ferramentas possibilita ganhos expressivos na produtividade,
destacando-se a eliminação dos desperdícios de movimentação, proporcionando uma redução
de aproximadamente 37,7%. Possibilitando uma posição mais competitiva e eficiente para o
mercado.
A presente pesquisa está sendo aplicada na indústria, e sugere-se para trabalhos futuros
aplicação do diagrama de espaguete para otimização dos fluxos de processos em outras
empresas dos setor.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
14
REFERÊNCIAS
ANDERSEN, B. Business process improvement toolbox. Milwauke, Wisc., ASQ, 1999.
ANTUNES, J.; Sistema de Produção: conceitos e práticas para projeto gestão da produção enxuta. Porto
Alegre: Bookman, 2008.
BARNES, R. M. Estudo de movimentos e de tempos. São Paulo: Edgard Blücher, 6ª ed., 1982
BENEVIDES, E Diagrama de Espaguete. [S.I.]: 2013. Disponível em
<http://www.administradores.com.br/artigos/negocios/diagrama-de-espaguete/69434/> acesso em 14 mar. 2017.
BLACK, J. T.; O Projeto da Fábrica com Futuro. Bookman, 1998.
DAVENPORT, T. H. Reengenharia de processos, Rio de Janeiro: Campus, 1994.
COUGHLAN, P; COGHLAN D. Action Research. Action research for operations management.
International Journal of Operations & Production Management, vol.22, No2, 2002.
GONÇALVES, J. E. L. As empresas são grandes coleções de processos. RAE – Revista de Administração de
Empresas, São Paulo, v.40, n.1, p.6-19, Jan/Mar, 2000.
HARRINGTON, J. Business process improvement workbook: documentation, analysis, design and
management of business process improvement. New York: McGraw-Hill, 1997.
JOHANSSON, Henry J. et al. Processos de negócios. São Paulo: Pioneira, 1995.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção” Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
15
LEE, Q.; Projeto de instalações e local do trabalho. 1ª São Paulo: IMAM, 1998.
LIKER, J. K.; O modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Porto Alegre:
Bookman, 2004.
MOREIRA, D. A.; Administração da Produção e Operações. São Paulo: Cengage, 2008.
MOREIRA, D. A.; Introdução à Administração da Produção e Operações. São Paulo: Pioneira, 2001.
OHNO, T.; O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Bookman, 1997.
OLIVERIO, J. L.; Projeto de Fábrica: Produtos processos e instalações industriais. São Paulo: IBLC, 1985.
PINHO, Alexandre F. et al. Combinação entre as Técnicas de Fluxograma e Mapa de Processos no
Mapeamento de um Processo Produtivo. XXVII ENEGEP – Encontro Nacional de Engenharia de Produção,
Foz do Iguaçu PR, Out. 2007. Disponível em
<http://www.abepro.org.br/biblioteca/ENEGEP2007_TR570434_9458.pdf> último acesso em: 14 de Abril.
2017.
SHINGO, S.; O Sistema Toyota de Produção: do ponto de vista da engenharia de produção. Porto Alegre:
Bookman, 1996.
SLACK, N.; CHAMBERS, S; JOHNSTON, R. Administração da produção. São Paulo: Atlas, 2009.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R.; Administração da produção. 2. ed. São Paulo: Atlas, 2008.
WOMACK, J. P.; JONES, D. F.; ROOS, D. A máquina que mudou o mundo: baseado no estudo do
Massachusetts Institute of Technology sobre o futuro do automóvel. Rio de Janeiro: Elsevier, 2004.